Zięba Tomasz
Metalurgia Proszków
Metalurgią proszków nazywamy
metodę wytwarzania metali z ich
proszków, bez przechodzenia przez
stan ciekły
. Oddzielne ziarna
proszków łączą się ze sobą w
jednolitą masę podczas
wygrzewania silnie sprasowanych
kształtek w atmosferze redukującej
lub obojętnej.
Zastosowanie MP
Metodę tą najczęściej wykorzystuje się wtedy ( ale nie
tylko), gdy metody topnienia i odlewania zawodzą. Z tego
powodu metodami metalurgii proszków wytwarzamy:
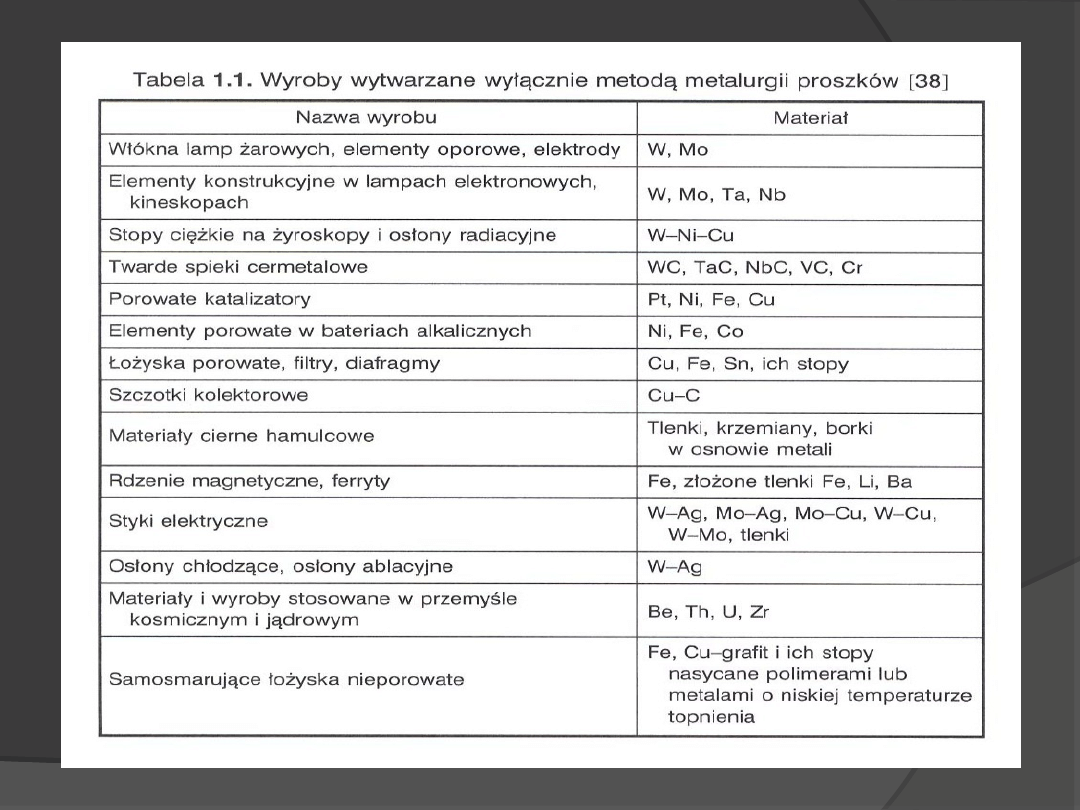
metale trudno topliwe
spieki metali i niemetali wykazujących znaczne różnice
temperatury topnienia jak np. materiały na styki
elektryczne z wolframu i srebra, szczotki do maszyn
elektrycznych z grafitu i miedzi
materiały porowate na łożyska samosmarujące;
materiały, które w stanie ciekłym są gęstopłynne i trudne
do odlewania jak np. materiały na specjalne magnesy
trwałe.
Zalety metody MP
Metody metalurgii proszków są kosztowne, jednak dzięki ich zastosowaniu można otrzymywać :
materiały o ściśle określonym składzie chemicznym i wysokim stopniu czystości
drobnoziarnistą strukturę materiałów
własności izotropowe
eliminacja lub minimalizacja obróbki maszynowej
eliminacja lub minimalizacja strat materiałów na wióry, nadlewy, ścinki itp.
duża dokładność wymiarowa otrzymanych wyrobów
możliwość stosowania szerokiego wyboru stopów
wysoka jakość powierzchni gotowego wyrobu
otrzymany materiał może podlegać obróbce cieplnej w celu podwyższenia własności
wytrzymałościowych lub odporności na zużycie
zapewniona kontrola porowatości materiału dla wyrobów typu łożyska samo smarowne lub
filtry
możliwość uzyskania wyrobów o skomplikowanych kształtach niemożliwych lub rudnych do
uzyskania innymi metodami
korzystna w przypadku produkcji średnio i wielko seryjnej
oferuje długotrwałą żywotność wyrobów
efektywność kosztowa.
Wady
wysoki koszt, opłacalna tylko przy masowej produkcji (wysoki koszt otrzymywania proszków
oraz drogie urządzenia),
niższe własności mechaniczne ze względu na porowatość materiału.
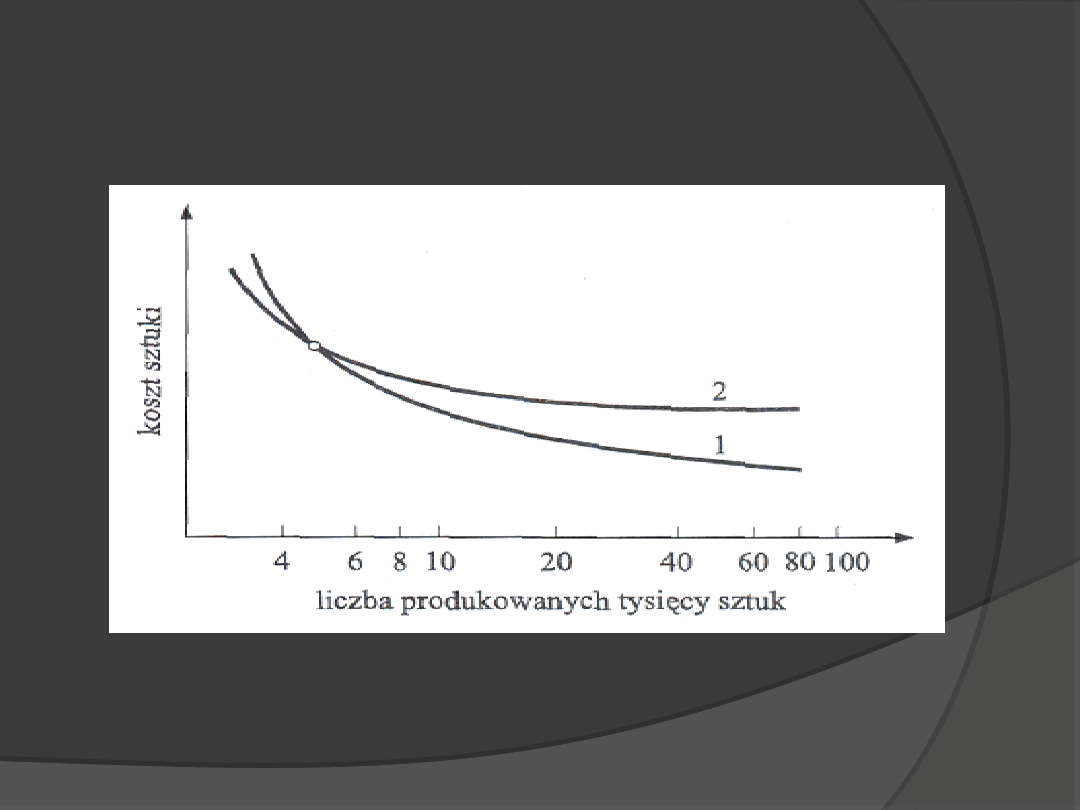
Opłacalność Metalurgii
Proszków
Porównanie kosztu wyrobów produkowanych metodą metalurgii
proszków (1) oraz innymi technikami (2)
Etapy produkcji
Wytwarzanie proszków metali,
Formowanie proszków
Prasowanie,
Spiekanie,
Ewentualna obróbka wykańczająca
Wytwarzanie proszków
metali
Wytwarzanie proszków obejmuje
zespół
procesów mechanicznych i
fizykochemicznych
, które mają na celu
uzyskanie określonego materiału w
postaci proszku. Proszek może być
produktem mechanicznego rozdrobnienia
materiału bez zmiany jego składu
chemicznego albo też uzyskuje się go
jako produkt reakcji chemicznych z
innych substancji.
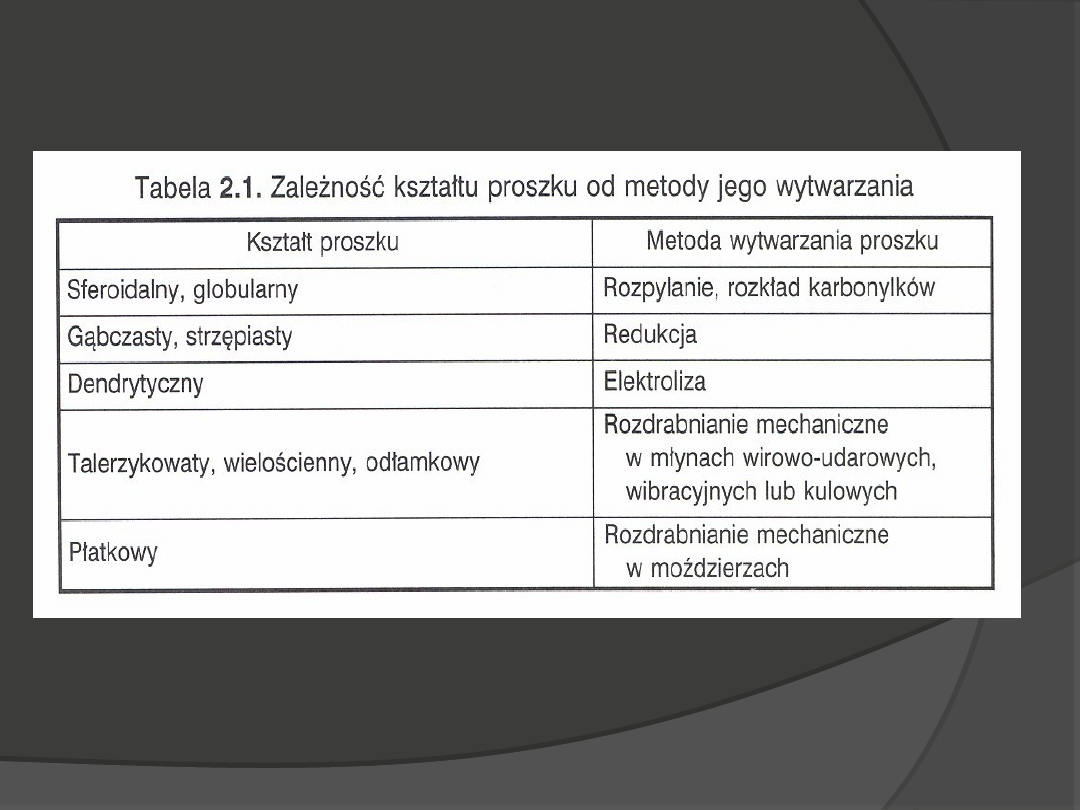
Metody wytwarzania
proszków
Metoda mechaniczna
produkcji proszków polega na
rozdrabnianiu materiału w młynach kulowych,
wibracyjnych lub wirowych lub wirowo-udarowych.
Najczęściej uzyskiwanymi ta metoda proszkami są:
proszek w kształcie talerzykowatym, wielościennym
lub odłamkowym.
Metoda fizykochemiczne
produkcji proszków to
metoda polegająca na wytworzeniu proszku metalu
przez działanie na rude metalu węglem, a następnie
rozłożeniu ich w temperaturze wyższej niż wrzenia na
czysty metal. W ten sposób uzyskuje sie proszek
metalu o dużej czystości. Do metod fizykochemicznych
zalicza sie także uzyskiwanie proszków przez redukcje
tlenków lub soli metali w piecach o przeciw prądzie
gazu redukcyjnego. Znana jest także metoda
redukcyjna elektrolitycznej polegająca na redukcji
metalu na katodzie w postaci gąbki, która po
wysuszeniu rozdrabnia sie na proszek.
Metody wytwarzania
proszków
mielenie
w młynach kulowych, kulowo - udarowych,
wibracyjnych, wirowo -udarowych czy kruszarkach -
otrzymany proszek jest drobnoziarnisty, a metody te
stosuje sie do rozdrabniania materiałów kruchych.
obróbka skrawaniem
- piłowanie, szlifowanie, zdzieranie -
metoda ta jest najczęściej stosowana do produkcji
proszków magnezu do celów pirotechnicznych.
rozpylanie
- metoda ta wytwarza sie proszki żelaza, stali,
aluminium, stopów cynku, cyny i ołowiu.
metoda parowania
i kondensacji. Proces otrzymywania
proszku polega w pierwszym etapie na przeprowadzeniu
litego metalu w stan gazowy, natomiast w drugim
stadium – na wywołaniu kondensacji par metalu na
chłodzonych powierzchniach. Metoda ta wytwarza sie
proszki cynku, magnezu, kadmu i berylu.
elektroliza
- wodny roztwór lub stopiona sól metalu ulega
elektrolizie wskutek przepływu prądu stałego - Cu, Fe,
Ag, Ni, Mn i inne proszki o wysokiej czystości
Badanie właściwości
proszków
Składu chemicznego - Kontrola składu chemicznego jest prowadzona
typowymi metodami analizy chemicznej.
Kształtu cząstek określa sie za pomocą mikroskopu optycznego. Od kształtu
cząstki zależy sypkość proszku oraz jego podatność w procesach formowania.
Oznaczanie wielkości cząstek proszku najbardziej rozpowszechniona
metoda to analiza sitowa, która umożliwia podział proszku na frakcje, czyli
partie o rozmiarach cząstek mieszczących sie w określonych przedziałach.
Określa sie masę każdej frakcji i oblicza ich udział w badanej próbce.
Gęstość nasypowa jest to stosunek masy proszku, zsypanego przez
znormalizowany przyrząd, do objętości zajmowanej przez ten proszek. Jest to
cecha proszku o luźnym układzie cząstek.
Sypkość proszku –określa czas przesypywania masy próbki przez lejek o
ustalonym kształcie. W praktyce jest to czas przesypywania 50 gramowej
próbki proszku przez lejek Halla z otworem ø2,5, wyrażona w sekundach.
Znajomość sypkości umożliwia określenie czasu potrzebnego na wypełnienie
proszkiem matrycy. Największa sypkość maja proszki kuliste.
Zagęszczalnośc proszku podatność proszku do zmniejszania objętości w
wyniku prasowania w matrycy. Pomiar polega na określeniu zmian gęstości
wyprasek wytworzonych w matrycy cylindrycznej w zależności od ciśnienia
prasowania.
Formowalność proszku zdolność proszku do zachowania kształtu w wyniku
prasowania w matrycy. Oznaczenie polega na określeniu minimalnej i
maksymalnej miejscowej gęstości wypraski wykonanej w specjalnej matrycy.
Formowanie i
zagęszczanie proszków
Formowanie proszków polega na jego zagęszczeniu na drodze wywierania
ściskania go w zamkniętej przestrzeni. W zależności od wymaganego kształtu
elementu, własności proszku dobiera sie odpowiednia metodę
formowania. Poniżej podano najczęściej używane metody formowania.
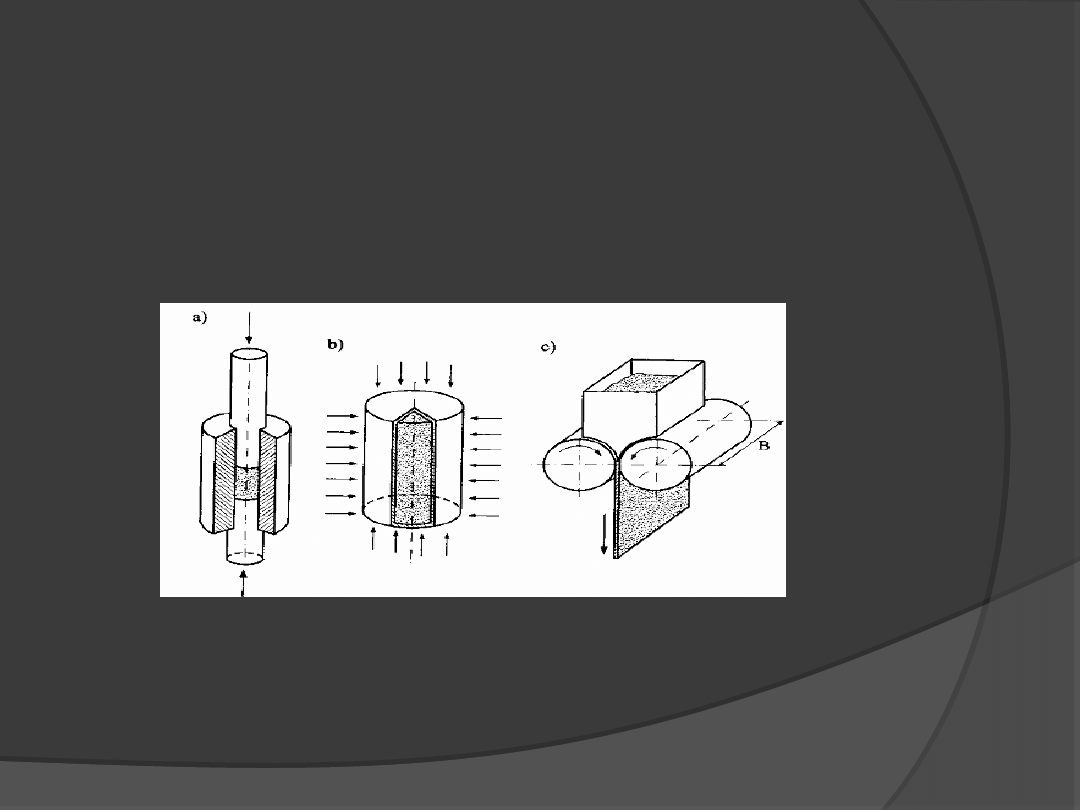
Podstawowe sposoby zagęszczania proszku
a) prasowanie w matrycy;
b) prasowanie w formie elastycznej lub plastycznej (wielostronny nacisk);
c) walcowanie
Spiekania
Spiekanie polega na
wygrzewaniu proszku
lub uformowanej kształtki
przez określony czas,
w odpowiedniej temperaturze i
atmosferze. W efekcie otrzymuje się
materiał spiekany, który odznacza się
pewną spoistością (w przypadku
spiekania proszku) lub wyższą
wytrzymałością niż uformowana kształtka.
Zjawiska przy spiekaniu
Zasadnicze zjawiska to:
przemieszczanie się atomów (transport
masy)
dyfuzja powierzchniowa i objętościowa,
płynięcie wywołane ciśnieniem kapilarnym,
parowanie i kondensacja.
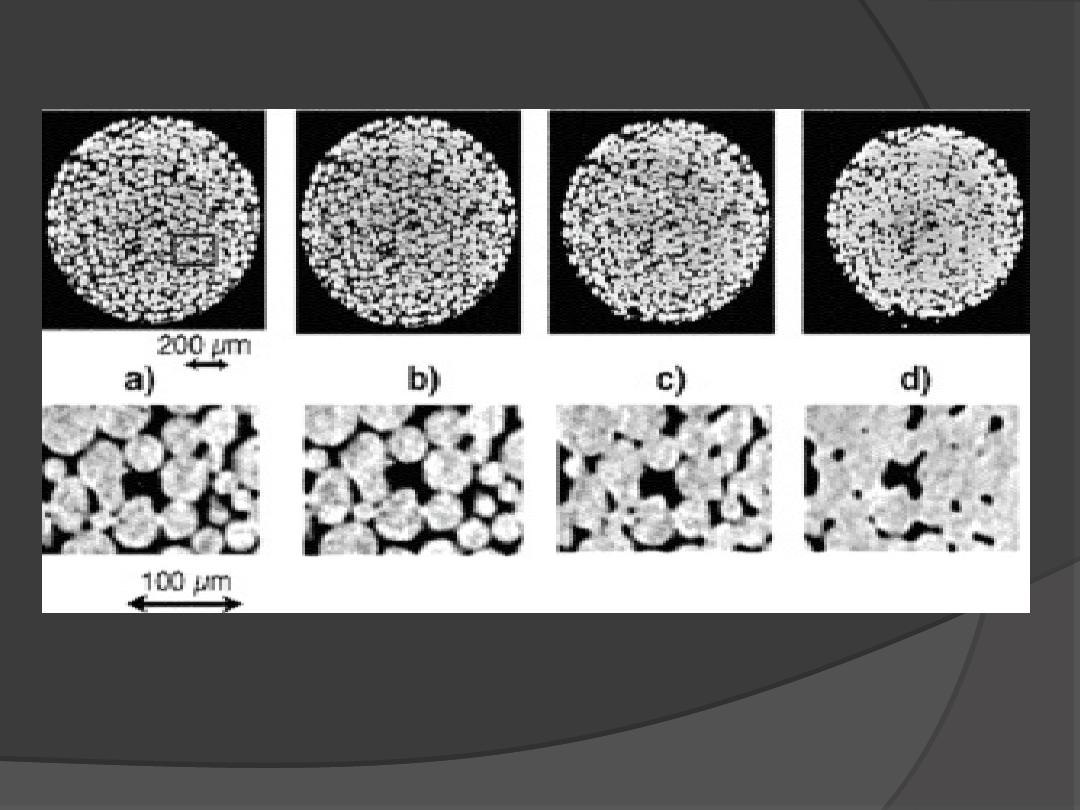
Wpływ temp. na jednolitość spieku
Mikrostruktura spiekanego proszku Cu;
a)
przed spiekaniem,
b)
po spiekaniu w temperaturze 1000 K,
c)
po spiekaniu w temperaturze 1050 K,
d)
po spiekaniu w temperaturze 1130 K
Spiekanie
Podstawowe warunki spiekania to:
a)
temperatura,
b)
czas spiekania,
c)
skład chemiczny atmosfery pieca.
W zależności od zastosowanej temperatury rozróżnia
się spiekanie:
a)
w fazie stałej, 0,7 -0,8 temperatury topnienia
metalu spiekanego
b)
z udziałem fazy ciekłej, temperatura jest tak
dobrana, że niektóre składniki mieszanki
proszkowej przechodzą w stan ciekły.
c)
z udziałem zanikającej fazy ciekłej. ma miejsce,
gdy składniki mieszanki proszkowej tworzą roztwory
w stanie stałym (np. Fe -Cu, Fe -P, Cu -Sn). Zachodzi
wtedy dyfuzja składnika ciekłego w głąb fazy stałej
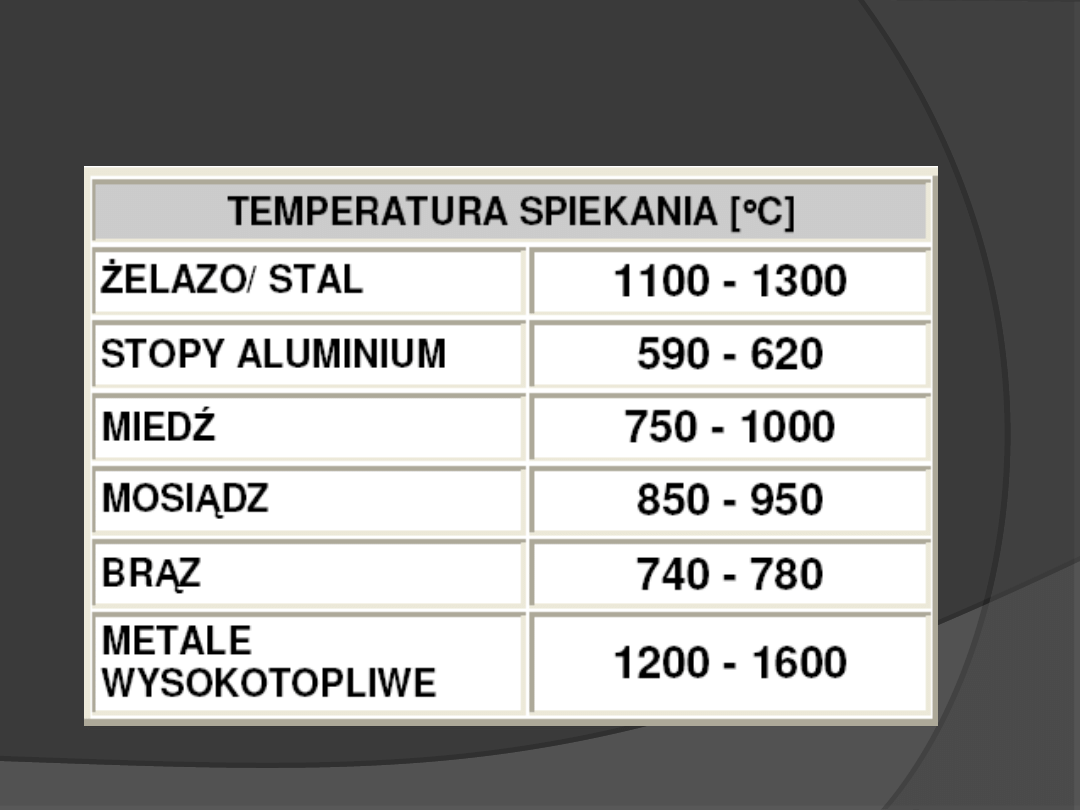
Zestawienie temperatur
spiekania
Obróbka
wykańczająca
Obróbka wykańczająca spieków składa się z:
a)
obróbki cieplnej i cieplno-chemicznej, wykonywanej w celu
polepszenia własności wyrobów spiekanych, które można
poddać hartowaniu i odpuszczaniu, przesycaniu i starzeniu lub
obróbce cieplno-chemicznej nawęglaniu lub azotowaniu;
b)
utleniania w parze wodnej w celu poprawienia odporności na
korozję i zmiana własności fizycznych i mechanicznych;
c)
kalibrowania, przeprowadzanego na gotowych produktach w
celu uzyskania wyższej dokładności wymiarowej, poddając je
naciskom znacznie niższym niż podczas formowania;
d)
nasycania spieków metalami ( stosowanego w celu
zmniejszenia porowatości spieku, poprzez zanurzenie
porowatego szkieletu w roztopionym metalu lub wygrzewaniu
szkieletu wypełnionego proszkiem nasycającym w piecu) lub
niemetalami;
e)
obróbki plastycznej i skrawaniem, wykonywanej w celu
uzyskania wymaganych cech geometrycznych i własności,
stosowana dla spieków obróbka plastyczna to np. kucie i
walcowanie, a stosowana obróbka skrawaniem to np.
szlifowanie.
Materiały z proszków
spiekanych.
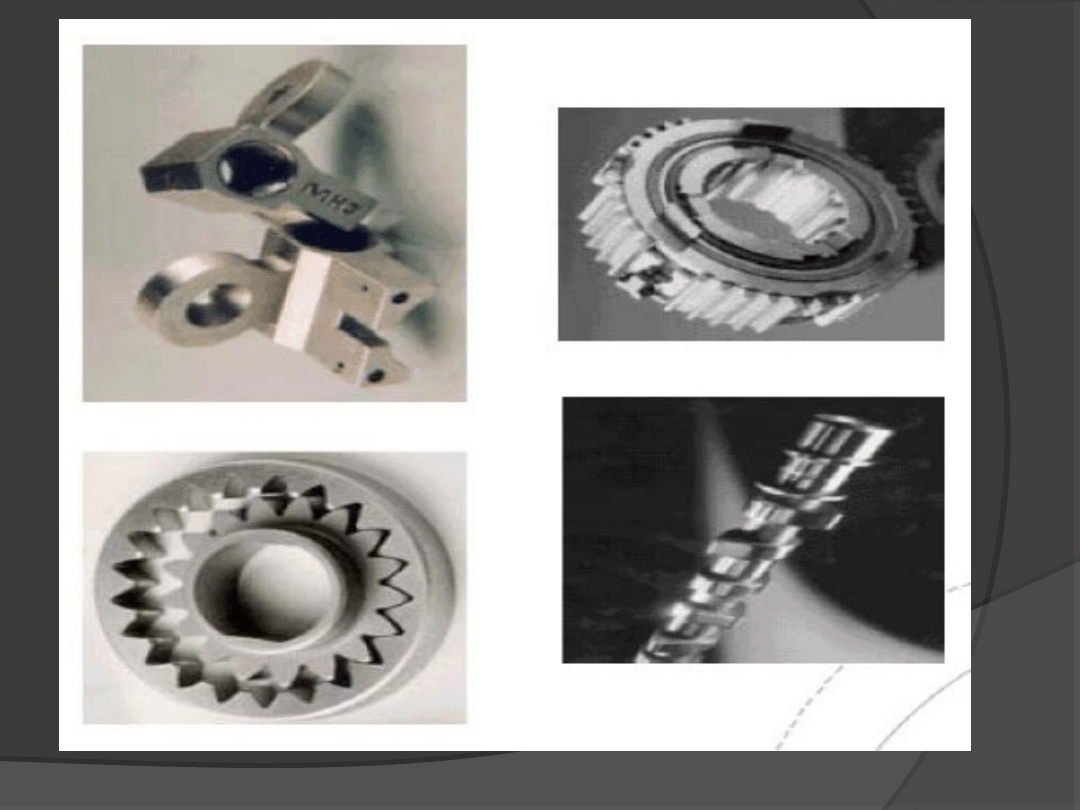
MASOWO PRODUKOWANE WYROBY SPIEKANE ZE
STALI I STOPÓW METALI NIEŻELAZNYCH
a)
Wyroby spiekane ze stali węglowych i
stopowych Umożliwiają znaczne zmniejszenie
pracochłonności, odciążenie obrabiarek,
oszczędności surowców i zmniejszenia ilości
odpadów. Spiekane części maszyn są stosowane w
przemysłach maszynowym i motoryzacyjnym. W
postaci spieków są wytwarzane koła zębate, rolki,
podkładki, nakrętki, zapadki, części amortyzatorów,
gniazda zaworów, łożyska, okucia budowlane,
elementy uzbrojenia, części maszyn biurowych i
maszyn do szycia.
b)
Wyroby spiekane z miedzi i jej stopów
Miedź oraz brązy lub mosiądze są stosowane do
wyrobu spiekanych części urządzeń i maszyn, okuć
budowlanych.
Materiały z proszków
spiekanych.
ŁOŻYSKA I FILTRY SPIEKANE
a)
Spiekane łożyska lite
Spiekane łożyska ślizgowe wykazują dobre własności mechaniczne.
a)
Porowate łożyska samosmarowe
Spiekane łożyska porowate są stosowane w układach, w których
nie ma możliwości doprowadzenia dodatkowego smarowania oraz
wykonywania przeglądów okresowych oraz tam, gdzie nie można
dopuścić do wyciekania oleju. Łożyska porowate z dodatkowym
smarowaniem są stosowane w ciężkich warunkach pracy — przy
dużych prędkościach oraz obciążeniach.
a)
Spiekane filtry porowate
Filtry spiekane o porowatości do 50% cechują się dobrymi
własnościami mechanicznymi, w tym wytrzymałością na
rozciąganie, wytrzymałością na zginanie, a także dużą odpornością
na obciążenia udarowe i działanie wysokiej temperatury. Mogą być
regenerowane przez przepłukiwanie lub przedmuchiwanie oraz
metodami chemicznymi. Są stosowane w przemysłach
zbrojeniowym, lotniczym, motoryzacyjnym, chemicznym i
obrabiarkowym.
Materiały z proszków
spiekanych.
SPIEKANE MATERIAŁY NARZĘDZIOWE
a)
Spiekane stale szybkotnące
Stale te charakteryzuje
dobra plastyczność, obrabialność mechaniczna, dobra
szlifowalność, duża stabilność wymiarowa.
b)
Węglikostale spiekane
W zależności od gatunku
węglikostale spiekane są stosowane do wytwarzania narzędzi do
obróbki plastycznej na zimno i na gorąco, narzędzi
wykrojnikowych i części pras w metalurgii proszków.
c)
Węgliki spiekane Węgliki spiekane charakteryzują się dużą
odpornością na działanie wysokiej temperatury-do ok. 1000
o
C
nie tracą swej dużej twardości i odporności na ścieranie. Mają
też niską ciągliwość i małą wytrzymałość na rozciąganie.
d)
Ceramiczne materiały narzędziowe
W odróżnieniu od węglików spiekanych materiały te nie
zawierają metalu wiążącego, a ich ciągliwość jest znacznie
mniejsza niż węglików spiekanych. Najważniejszą zaletą
spiekanych materiałów ceramicznych jest możliwość obróbki z
bardzo dużą szybkością skrawania.
Materiały z proszków
spiekanych.
SPIEKANE MATERIAŁY MAGNETYCZNIE TWARDE I
MAGNETYCZNIE MIĘKKIE
a)
Spiekane magnesy trwałe
b)
Spiekane materiały magnetycznie miękkie
SPIEKANE STYKI I PRZEWODNIKI ELEKTRYCZNE
a)
Spiekane styki elektryczne
b)
Spiekane przewodniki elektryczne
CERMETALE ŻAROODPORNE I ŻAROWYTRZYMAŁE
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
Wyszukiwarka
Podobne podstrony:
Metody proszkowe
metody proszkowe i ich praktyczne zastosowanie, AROMATY
Metody proszkowe
metody proszkowe i ich praktyczne zastosowanie, AROMATY
Nowoczesne metody metalurgii proszkow
T 3[1] METODY DIAGNOZOWANIA I ROZWIAZYWANIA PROBLEMOW
10 Metody otrzymywania zwierzat transgenicznychid 10950 ppt
metodyka 3
organizacja i metodyka pracy sluzby bhp
metodyka, metody proaktywne metodyka wf
epidemiologia metody,A Kusińska,K Mitręga,M Pałka,K Orszulik 3B
GMO metody wykrywania 2
Metody i cele badawcze w psychologii
E learning Współczesne metody nauczania
Tradycyjne metody nauczania w medycynie 2
więcej podobnych podstron