Temat 5:
„ Sposoby obróbki wiórowej”
Techniki wytwarzania i
CAM
TOCZENIE
Charakterystyka procesu
Obróbka realizowana jest na obrabiarkach, na których
występuje złożenie dwóch ruchów
głównego obrotowego
n
posuwowego z
prędkością v
f
wykonywany przez
przedmiot
obrabiany
wykonywany przez
narzędzie
przy bardziej złożonych powierzchniach obrotowych występują
równoczesne ruchy narzędzia zarówno w osi Z, jak i w osi X
ODMIANY TOCZENIA
wzdłużne poprzeczne kształtowe wytaczanie przecinanie
uzyskuje się wtedy powierzchnie stożkowe lub kształtowe
złożony ruch narzędzia uzyskuje się za pomocą sterownika na
tokarkach NC i CNC lub za pomocą kopiału mechanicznego na
tokarkach klasycznych
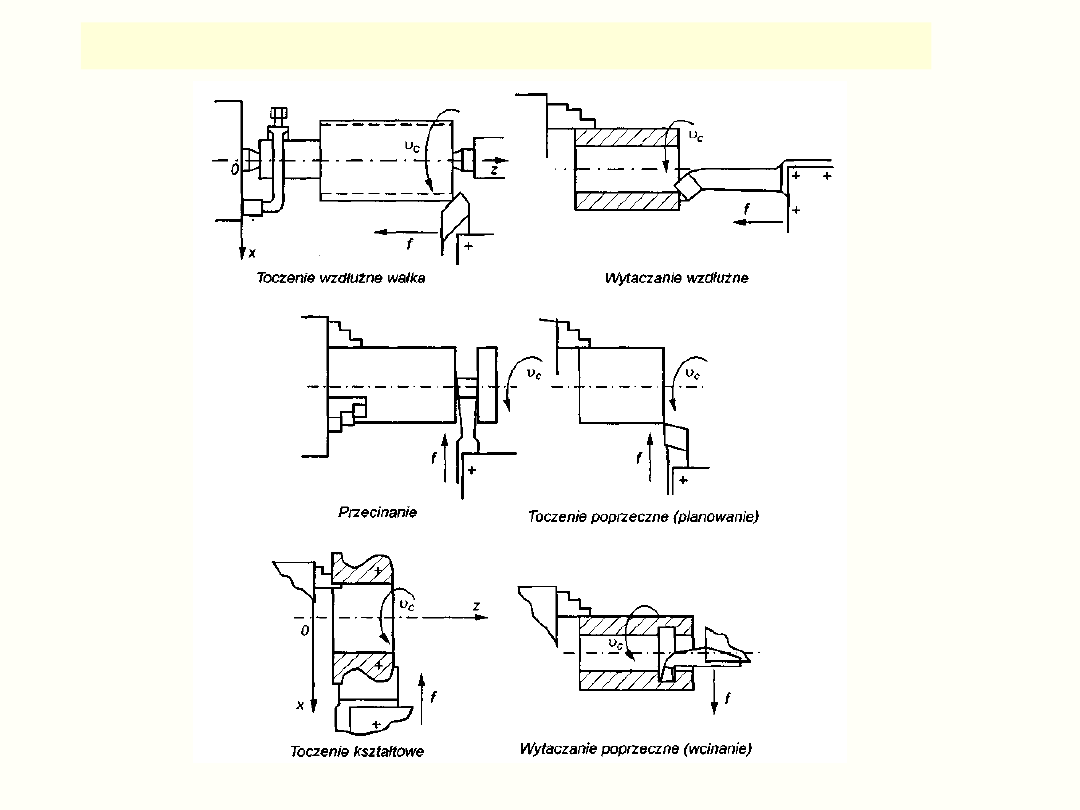
Odmiany toczenia
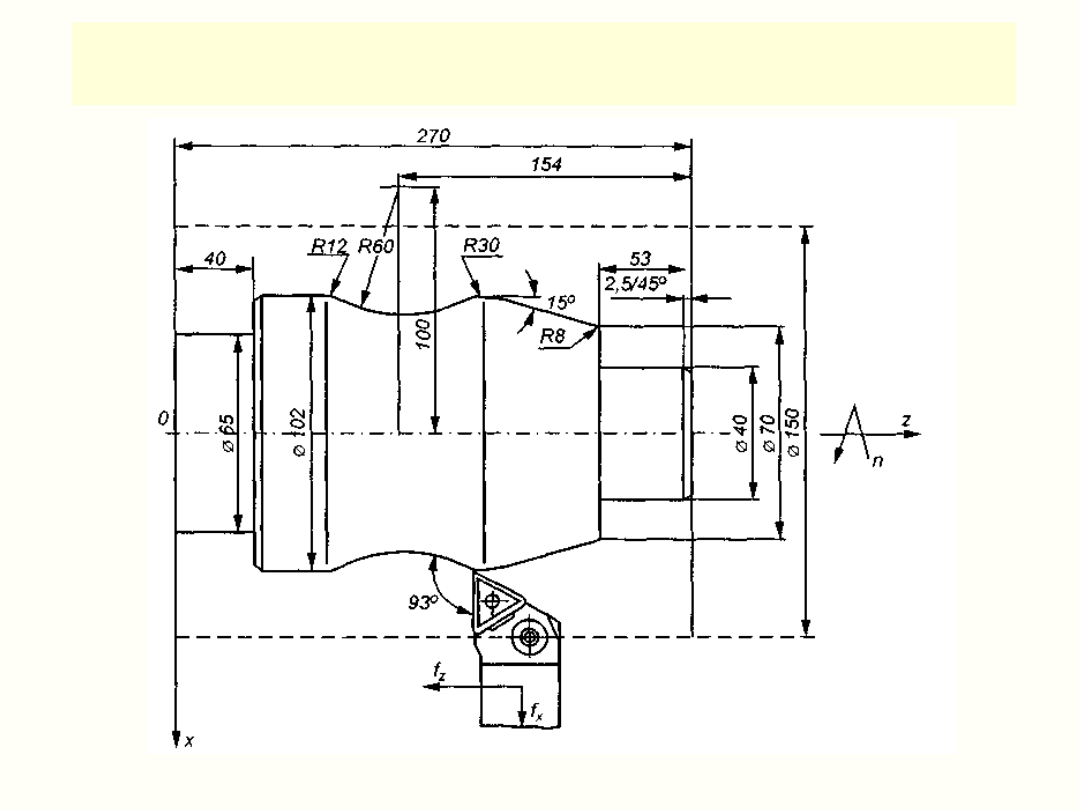
Toczenie kształtowe nożem punktowym sterowanym
przez sterownik na tokarce CNC
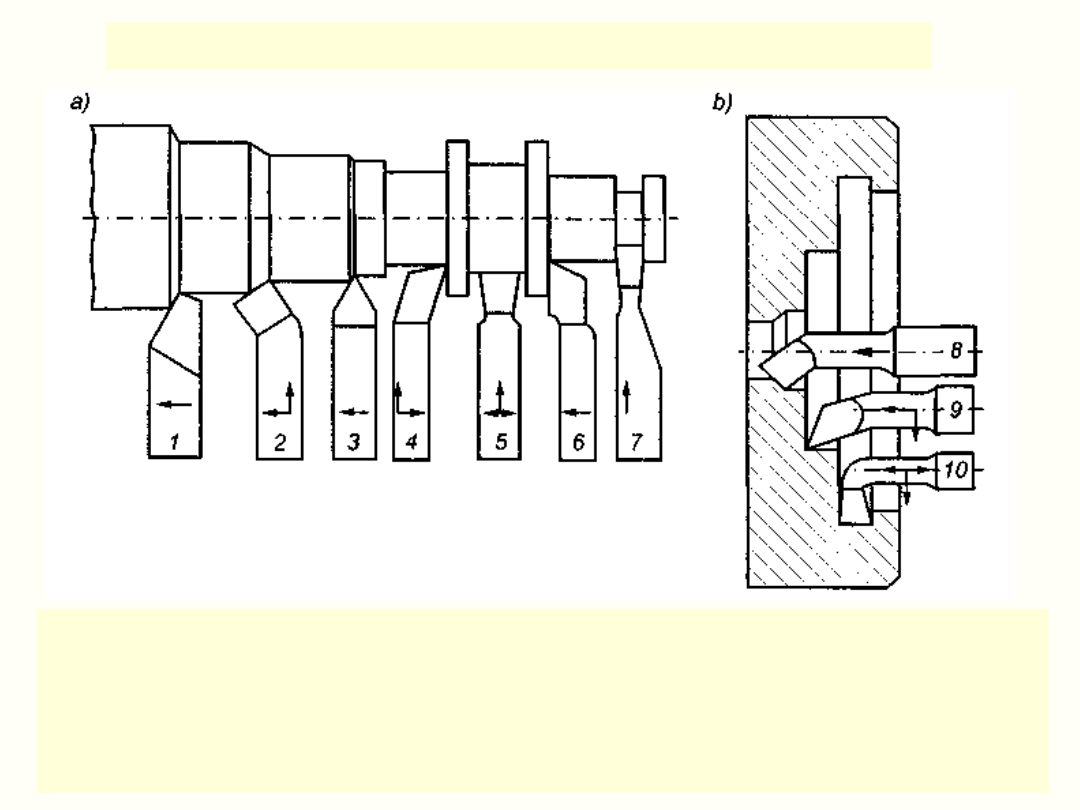
Noże tokarskie
Noże imakowe jednolite i łączone w sposób trwały; 1 — prosty
(zdzierak), 2 — wygięty (zdzierak), 3 — spiczasty (wykańczak), 4 —
boczny wygięty, 5 — szeroki (wykańczak), 6 — boczny odsadzony, 7 —
przecinak, 8 — wytaczak prosty (do otworów przelotowych), 9 —
wytaczak spiczasty (do otworów nieprzelotowych), 10 — wytaczak
hakowy
Obecnie stosuje się powszechnie
noże imakowe składane
, z
wymienną wieloostrzową płytką.
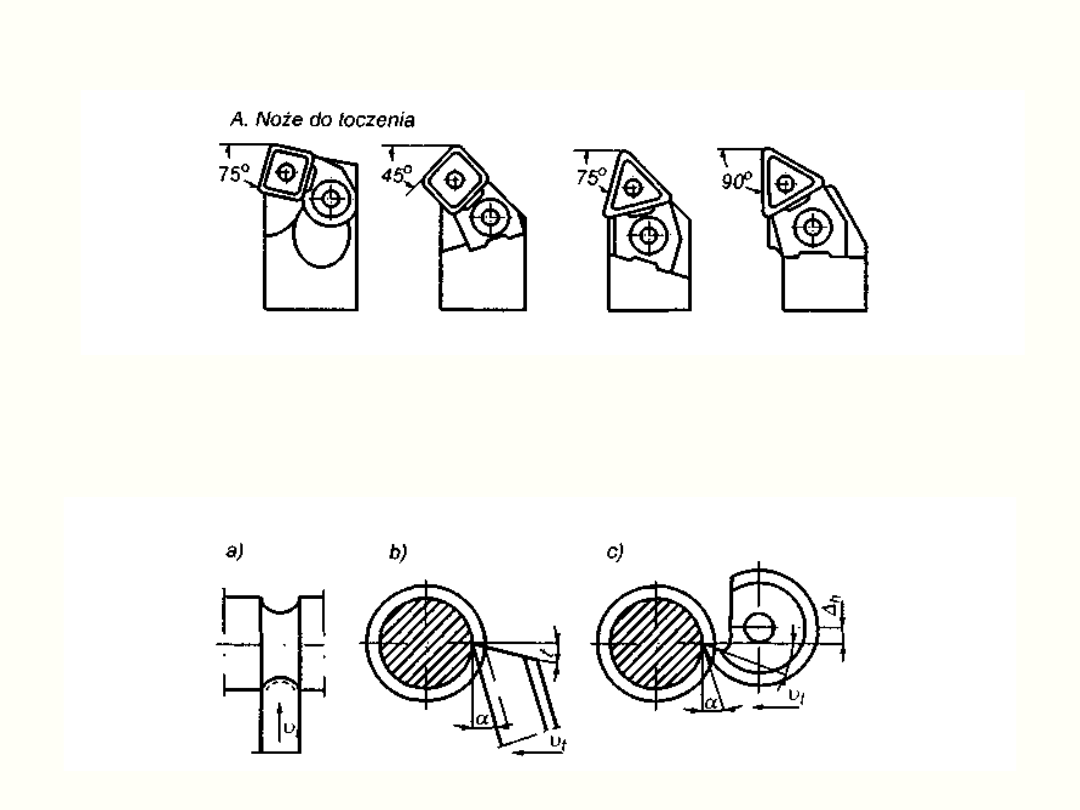
Obok noży tokarskich ogólnego przeznaczenia stosowane są
także
noże kształtowe
, służące do obróbki powierzchni o
złożonym kształcie. Wśród noży kształtowych wyróżnia się noże
promieniowe
,
słupkowe
i
krążkowe
.
Parametry skrawania dla toczenia
Prędkość skrawania
v
c
jest prędkością obwodową przedmiotu,
związaną ze średnicą przedmiotu
d
i jego obrotami
n
zależnością:
Prędkość skrawania
v
c
jest związana z prędkością okresową
v
T
zależnością:
min
1000
m
n
d
v
c
T
c
v
v
05
,
1
Okresową prędkość skrawania
v
T
oblicza się ze wzoru
doświadczalnego:
min
m
f
a
T
C
v
v
v
y
x
p
m
v
T
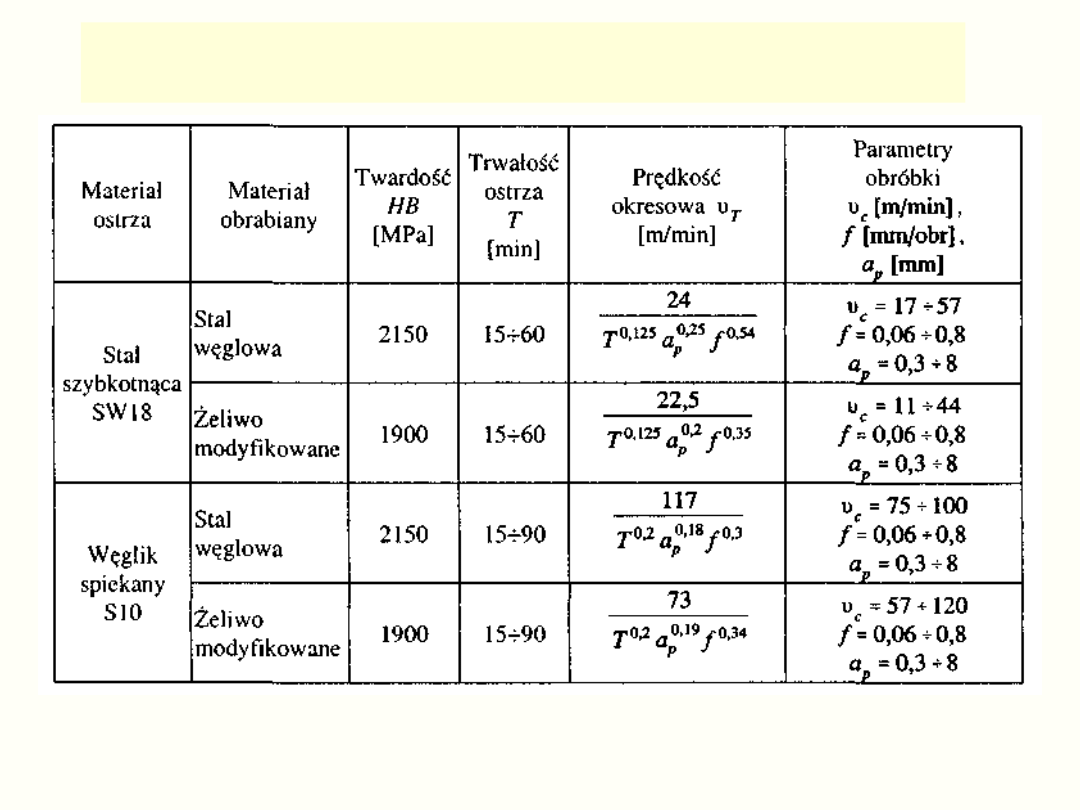
Stałe we wzorze prędkości okresowej v
T
przy toczeniu
wzdłużnym
Chropowatość powierzchni po toczeniu
m
r
f
R
t
2
125
rzeczywista chropowatość powierzchni uzyskiwana w procesie
toczenia, mierzona parametrem
R
z
, wynosi
50-3 µm
chropowatość powierzchni
po toczeniu jest zależna od kształtu
ostrza i prędkości ruchu posuwowego względem powierzchni
teoretyczną wysokość chropowatości
R
t
jako funkcję posuwu
f
i
promienia wierzchołka naroża
r
można obliczyć wg wzoru:
rzeczywista chropowatość uzależniona jest od wielu innych
czynników,
głównie
właściwości
plastycznych
materiału
obrabianego, drgań układu OUPN, podatności układu na
odkształcenia itp.
Dokładność powierzchni po toczeniu
dokładność wykonania powierzchni toczonych
podczas obróbki
powierzchni z małymi przekrojami wióra na tokarce jest w
zakresie
klas IT5-IT6
uzyskane powierzchnie walcowe nie są idealnymi bryłami, są
obarczone błędem, który występuje zarówno w przekroju
walca, jak również wzdłuż tworzącej walca
są to tzw.
błędy okrągłości
oraz
walcowości
, których graniczna
wartość nie powinna przekraczać
25%
zadanej tolerancji
wykonania średnicy przedmiotu
STRUGANIE I DŁUTOWANIE
Charakterystyka procesów
struganiem i dłutowaniem obrabiane są powierzchnie o
prostoliniowych tworzących, gdyż podstawową cechą kinematyki
tych sposobów jest ruch główny prostoliniowy posuwisto-zwrotny
narzędzia z prędkościami
v
c
i
v
j
ruch posuwowy
f
[mm/2 x skok], zapewniający ciągłość obróbki,
wykonywany jest cyklicznie po każdym ruchu skrawania
układ obróbczy
dłutowania
różni się od strugania głównie
mniejszą długością ruchu roboczego i jego realizacją w
płaszczyźnie pionowej
obydwa sposoby obróbki cechuje udarowy charakter pracy
narzędzia wchodzącego w kontakt z materiałem obrabianym przy
pełnym przekroju warstwy skrawanej
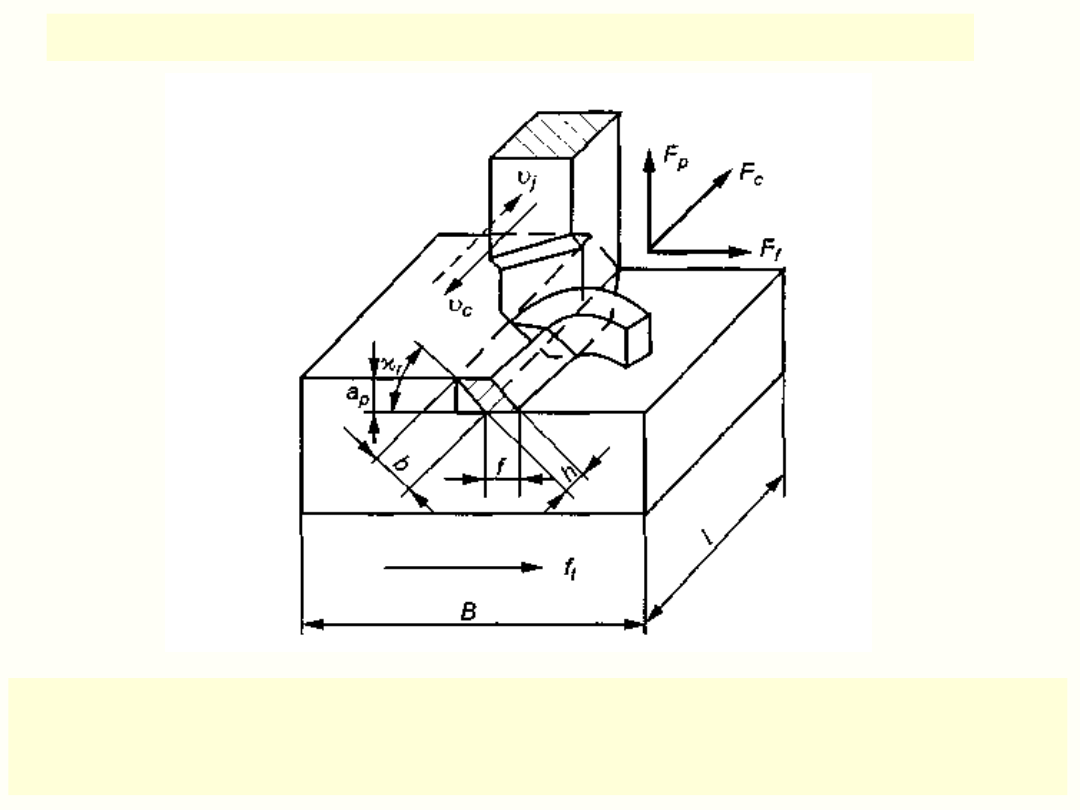
Parametry geometryczne i kinematyczne strugania
h, b — grubość i szerokość warstwy skrawanej; a
p
,f— głębokość i
posuw [mm/2 x skok], v
c
,f
t
— prędkość skrawania i posuwu, v
j
—
prędkość ruchu jałowego
h, b — grubość i szerokość warstwy skrawanej (h =f [mm/2 x
skok]), v
c
, v
j
— prędkości ruchu roboczego i jałowego
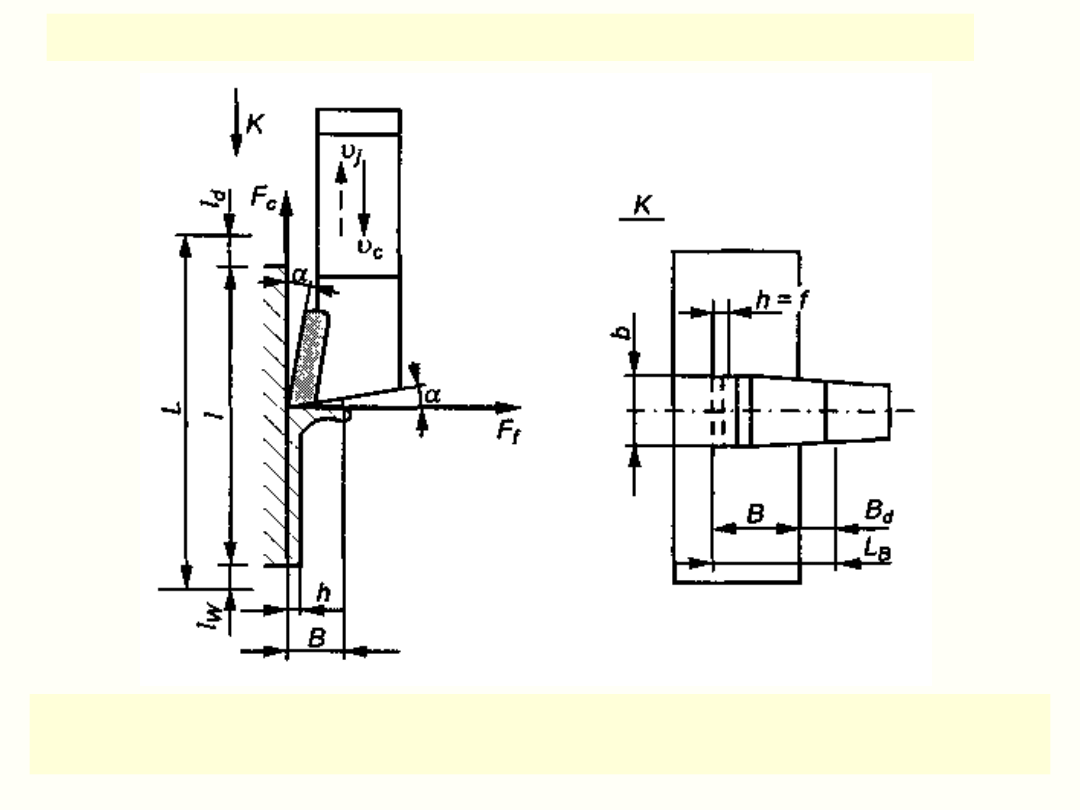
Parametry geometryczne i kinematyczne dłutowania
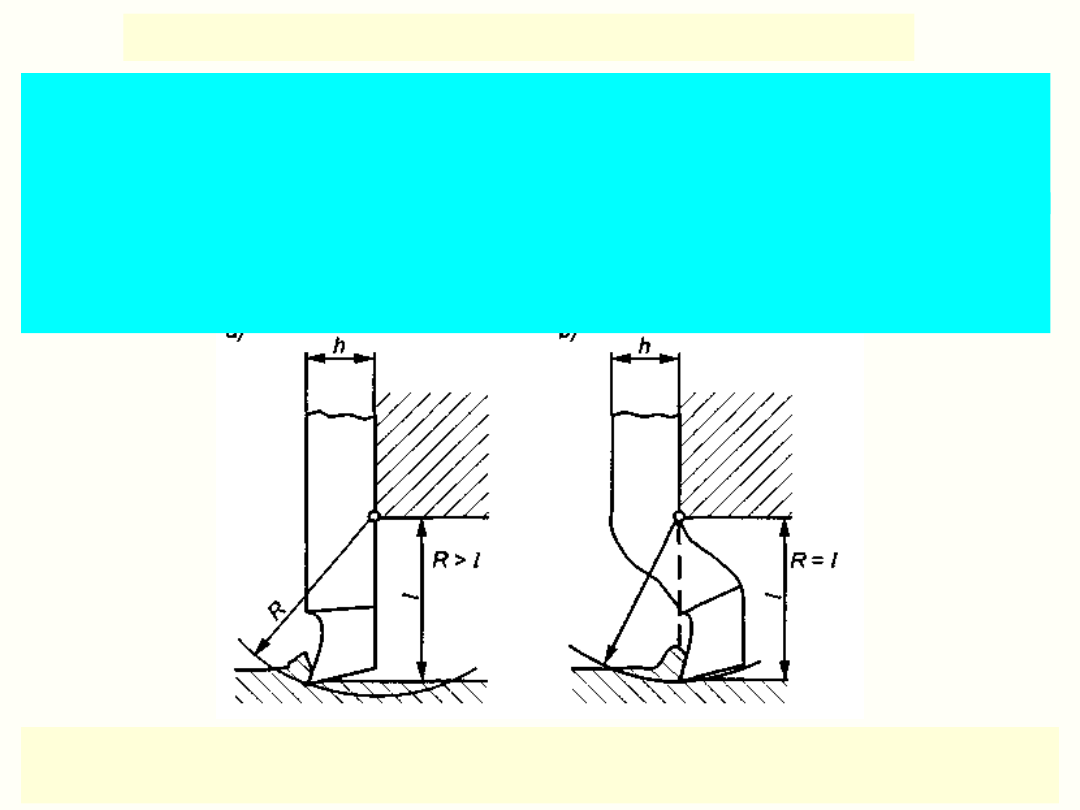
Narzędzia
powszechne zastosowanie znajdują
noże tokarskie o prostym
trzonku
; mankamentem ich pracy jest łukowe przemieszczanie
się ostrza pod
obciążeniem, co powoduje pogorszenie
chropowatości powierzchni
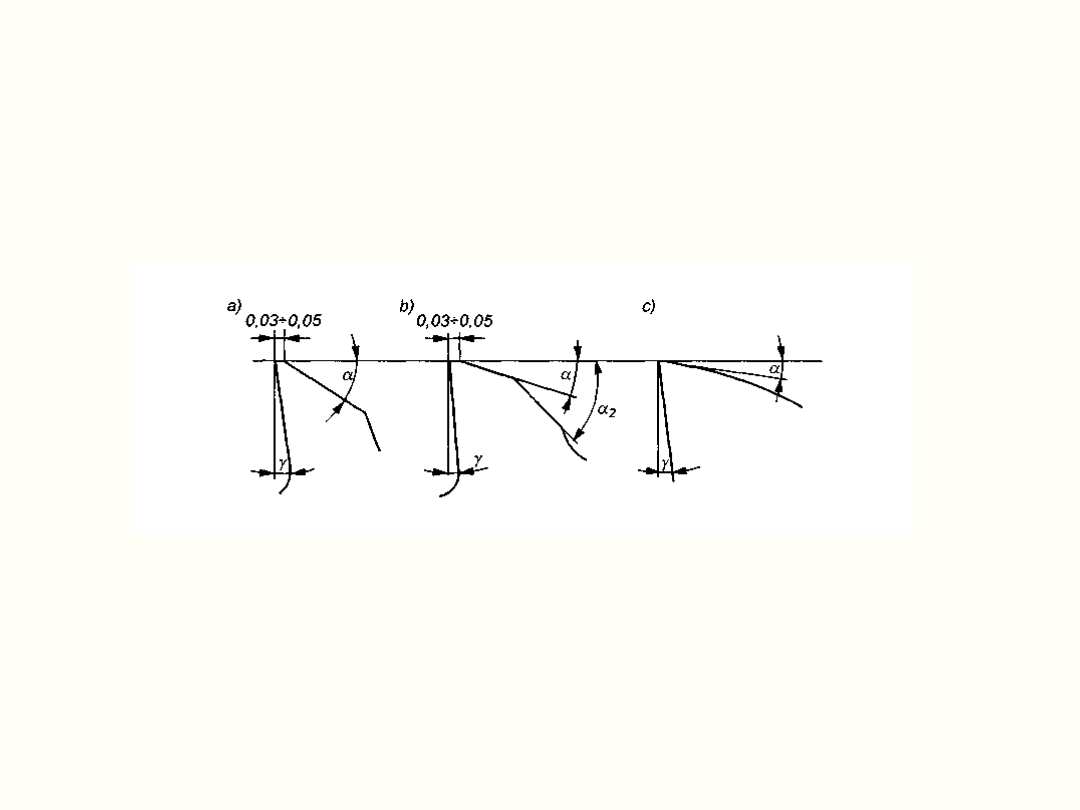
Przykłady konstrukcji noży strugarskich: a) z trzonkiem prostym,
b) odgiętym
korzystniejsze skutki uzyskiwane są przy struganiu
nożami
odgiętymi
; noże te mają wierzchołek w płaszczyźnie podparcia, a
zatem ich ugięcie powoduje jego odsunięcie od powierzchni
obrobionej i zapobiega jej uszkodzeniom
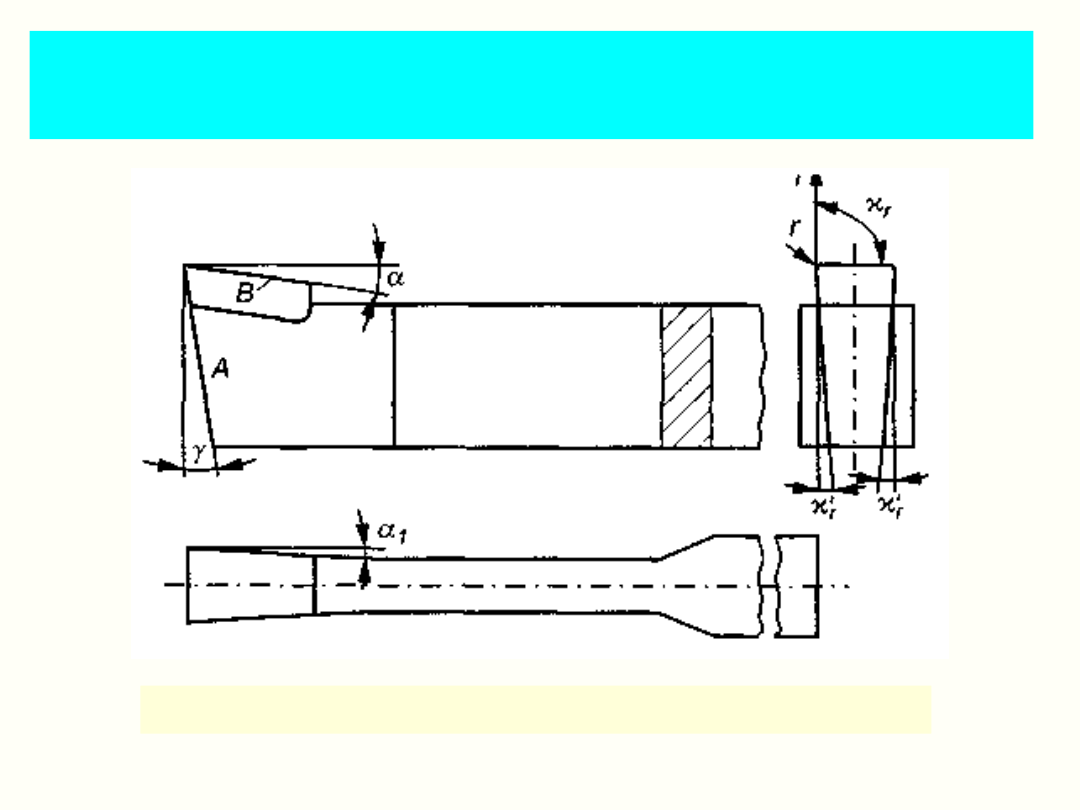
w
dłutaku
przelotowym powierzchnia A jest powierzchnią
natarcia, powierzchnia B jest powierzchnią przyłożenia, co
wynika bezpośrednio ze schematu pracy noża dłutującego
Geometria ostrza noża dłutowniczego (
r
= 90°)
Chropowatość powierzchni po struganiu
chropowatość powierzchni
uzyskiwana po struganiu wynosi
R
z
= 80-3 µm
dokładność wykonania
wymiarów w wyrobie uzyskuje się w
zakresie klas od
IT12
do
IT8
włącznie
Dokładność powierzchni po struganiu
WIERCENIE, POWIERCANIE, ROZWIERCANIE I
POGŁĘBIANIE
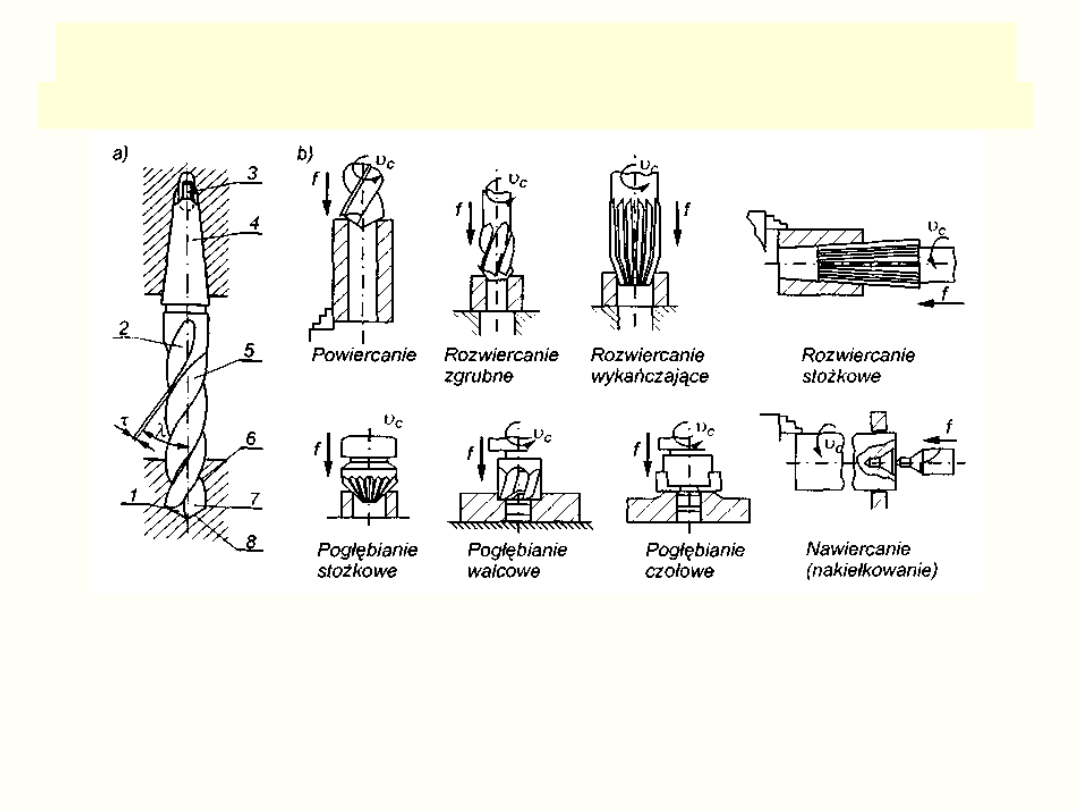
Charakterystyka procesu wiercenia
Schemat obróbki wierceniem: a) elementy składowe wiertła, b) schematy
obróbki powiercaniem, rozwiercaniem zgrubnym i wykańczającym,
odmiany operacji pogłębiania i nawiercania; 1 — powierzchnia
przyłożenia, 2 — rowek śrubowy, 3 — płetwa, 4 — chwyt, 5 —
powierzchnia boczna, 6 — pomocnicze krawędzie skrawające, 7 —
powierzchnia natarcia, 8 — główne krawędzie skrawające
Narzędzia
Część robocza wiertła składa się z części skrawającej, którą tworzą dwa
ostrza oraz części prowadzącej, która jest lekko zbieżna w kierunku chwytu.
Do prowadzenia wiertła w otworze służy walcowa
łysinka
o szerokości
.
Wiertło posiada dwa rowki wiórowe śrubowe o kącie pochylenia
, które
stanowią powierzchnię natarcia, a ponadto służą do odprowadzania wiórów.
Dwie powierzchnie przyłożenia przecinają się wzdłuż krawędzi, która
nazywa się
ścinem
. Część chwytowa wierteł o małych średnicach jest
walcowa, natomiast w wiertłach o większych średnicach chwyt jest
stożkowy i zakończony
płetwą
, która służy do wybijania wiertła z otworu lub
do przenoszenia momentu skręcającego.
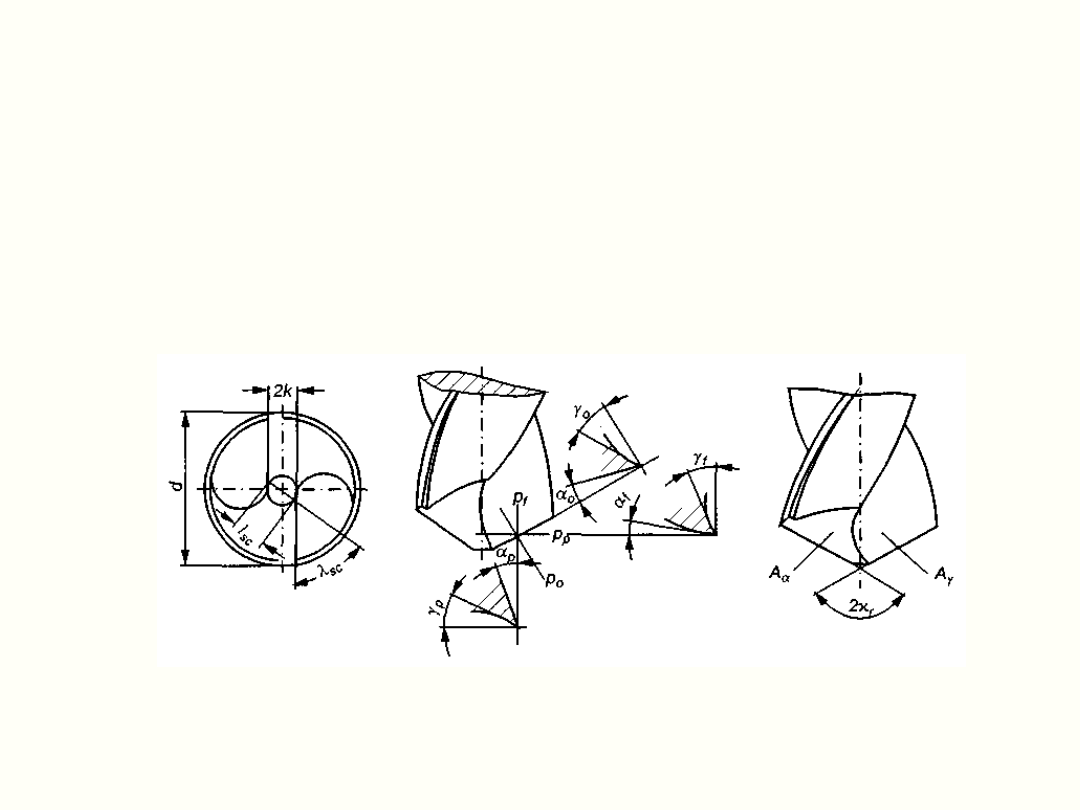
Elementy geometryczne ostrza wiertła krętego; l
sc
– długość ścina,
sc
–
kąt odchylenia ścina od linii krawędzi skrawających,
o
– kąt przyłożenia,
o
– kąt natarcia,
r
– kat przystawienia

Wiertło kręte
jest powszechnie stosowanym narzędziem do wykonywania
otworów na gotowo, pod rozwiercanie i gwintowanie w zakresie średnic
0,2
- 50 mm
. Chwyty wierteł krętych, stosowanych w przemyśle maszynowym,
są stożkowe lub cylindryczne.
Wiertło piórkowe
służy do wykonywania otworów cylindrycznych o
niewielkiej głębokości i małych średnicach
0,05 - 0,8 mm
oraz do
wiercenia otworów kształtowych. Ostrze wiertła piórkowego może być
mocowane na przedłużaczu prętowym lub rurowym i w tym układzie
znajduje zastosowanie przy wierceniu głębokich otworów.
Wiertło lufowe
ma jedną krawędź skrawającą i otwór w korpusie
umożliwiający doprowadzenie chłodziwa.
Wiertło eżektorowe
ma wewnętrzne kanały do doprowadzenia chłodziwa
i wypłukiwania wiórów.
Wiertło rurowe (trepanacyjne)
jest stosowane do wiercenia głębokich
otworów o średnicach do
60 mm
. Umożliwiają one wiercenie otworów o
długościach dochodzących do
3 m
.
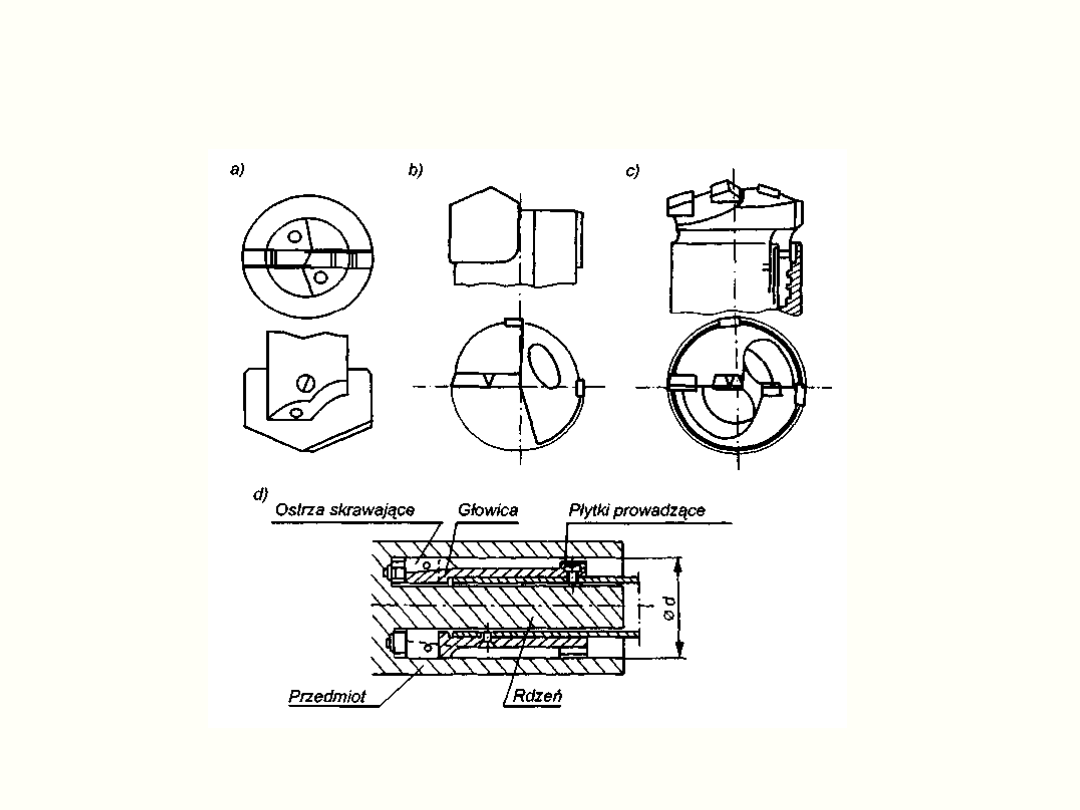
Narzędzia do wiercenia głębokich otworów: a) wiertło piórkowe,
b) wiertło lufowe, c) wiertło eżektorowe, d) wiertło rurowe
Rozwiertaki
są narzędziami, których zadaniem jest poprawienie
dokładności i zmniejszenie chropowatości powierzchni otworów
uzyskanych w wyniku wiercenia. Do rozwiercania zgrubnego i
wykańczającego używane są
rozwiertaki zdzieraki
oraz
rozwiertaki
wykańczaki
. W zależności od średnicy mogą być
trzpieniowe
lub
nasadzane
. Rozwiertaki wykańczaki mogą być
rozprężne
lub
nasadzane
.
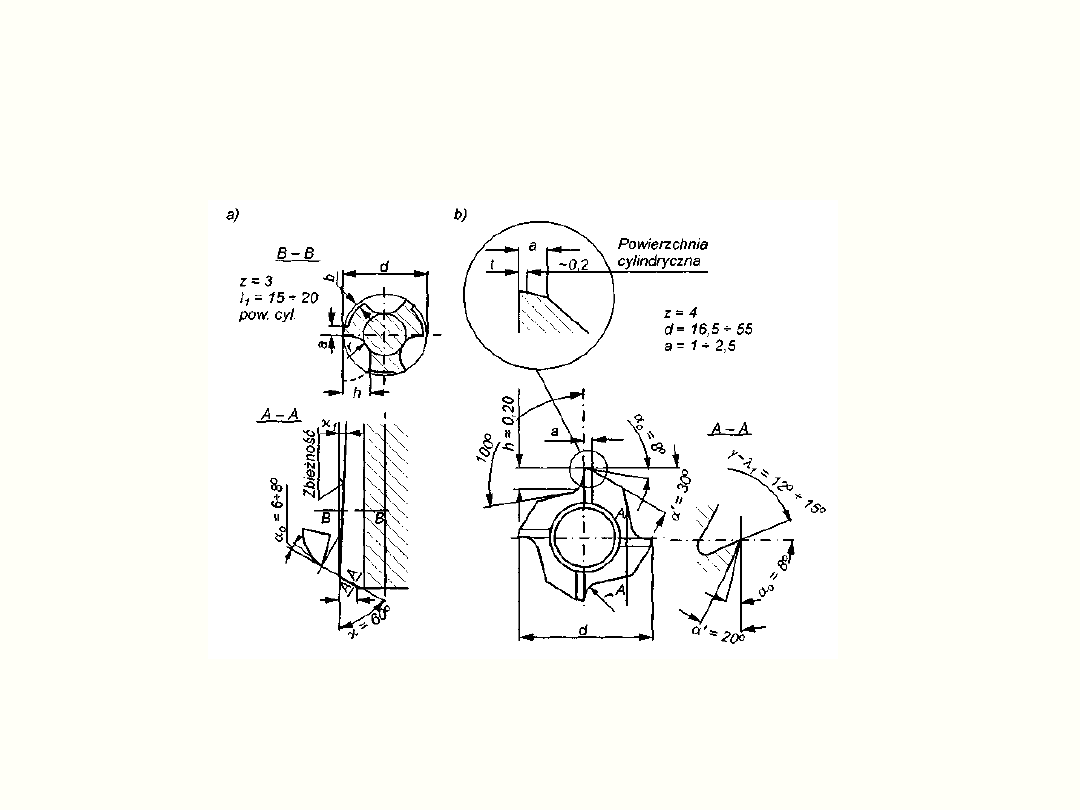
Ukształtowanie: a) części roboczej rozwiertaka zdzieraka krętego, b)
pogłębiacza czołowego czteroostrzowego;
o
— kąt przyłożenia, ' — kąt
pochylenia zęba dwuścinowego
Chropowatość i dokładność po obróbce
wiercenie
i
powiercanie
w materiale pełnym nie daje dużej
dokładności wymiaru ani gładkości powierzchni.
dokładność po wierceniu odpowiada klasie
IT12
, chropowatość
R
z
= 125-20 µm
rozwiercanie zgrubne
pozwala uzyskać dokładność otworów w
klasie od
IT11
do
IT10
, chropowatość powierzchni
R
z
= 20-7
µm
rozwiercaniem
wykańczającym
można
uzyskać
dokładność
wykonania otworu w klasie od
IT9
do
IT6
, natomiast chropowatość
powierzchni po obróbce
R
z
= 4-1,7
µm
naddatki
na rozwiercanie zgrubne wynoszą
0,5 mm
, zaś na
rozwiercanie wykańczające
0,25-0,07 mm
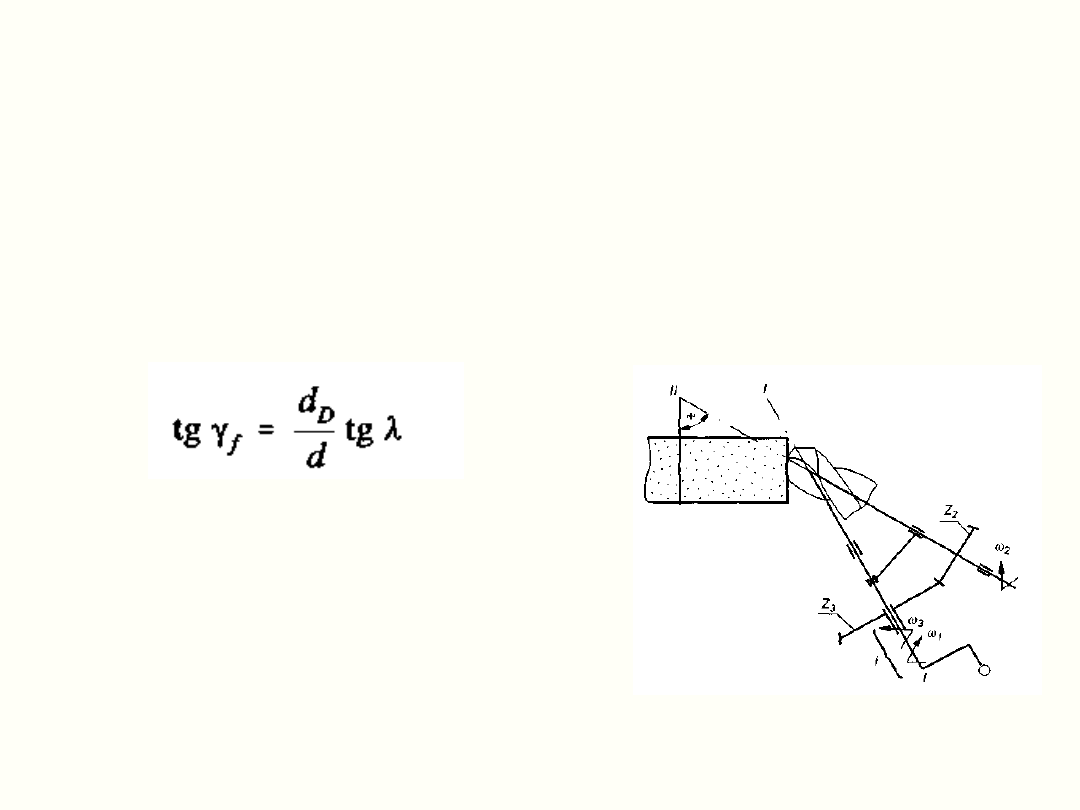
Ostrzenie wierteł
Sposób ostrzenia wiertła krętego na powierzchni
przyłożenia na ostrzarce o ruchu planetarnym
stożka
Wiertła ostrzy się wyłącznie na powierzchni przyłożenia. Powierzchnia
przyłożenia jest najczęściej powierzchnią stożkową, ale może stanowić
również powierzchnię walcową lub powierzchnię śrubową.
W metodach stożkowego kształtowania powierzchni przyłożenia, oś wiertła
oraz oś generowanego stożka ściernicy muszą być przesunięte względem
siebie o wielkość k, która nie powinna być mniejsza od wymiaru rdzenia
wiertła. Przesunięcie to zapewnia występowanie kąta przyłożenia, który w
metodzie Washburne'a rośnie w kierunku osi wiertła. Kąt natarcia boczny
f
, w wiertle jest również zmienny wzdłuż promienia wiertła i można go
określić z zależności:
gdzie:
— kąt pochylenia linii śrubowej rowka
wiórowego na obwodzie wiertła,
d — średnica zewnętrzna wiertła [mm],
d
D
— średnica bieżąca wzdłuż krawędzi ostrza
Najczęściej stosowane wartości kąta
=
19-30°
FREZOWANIE
obróbka frezowaniem jest szeroko stosowana w przemyśle
maszynowym, gdyż frezarki należą do najbardziej wydajnych
obrabiarek
w wielu przypadkach frezowanie wyparło całkowicie struganie i
dłutowanie i stało się najwygodniejszym i najtańszym sposobem
obróbki, zarówno powierzchni
płaskich
,
obrotowych
,
śrubowych
,
ewolwentowych
, jak i powierzchni o
złożonych przestrzennie
kształtach
podczas frezowania
narzędzie wykonuje ruch obrotowy
, natomiast
przedmiot obrabiany
zamocowany na stole frezarki
wykonuje ruch
posuwowy prostoliniowy
lub
krzywoliniowy
(na frezarkach
kopiarkach lub frezarkach sterowanych numerycznie)
Rozróżnia się dwie odmiany frezowania:
frezowanie walcowe,
frezowanie walcowo-czołowe.
Frezowanie walcowe
jest odmianą, w której stosuje się frez walcowy.
Jego oś zajmuje położenie równoległe do powierzchni obrabianej.
Frezowanie czołowe
jest odmianą frezowania, w której stosuje się frez
walcowo-czołowy. Jego oś zajmuje położenie prostopadłe do powierzchni
obrabianej.
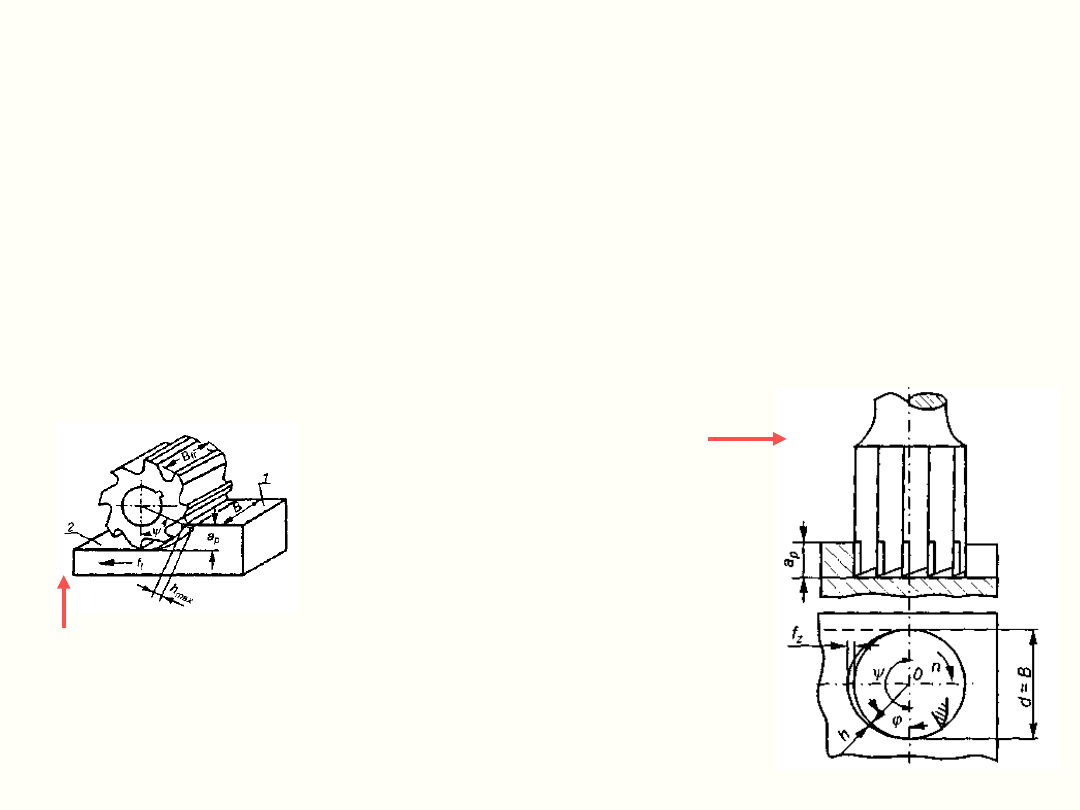
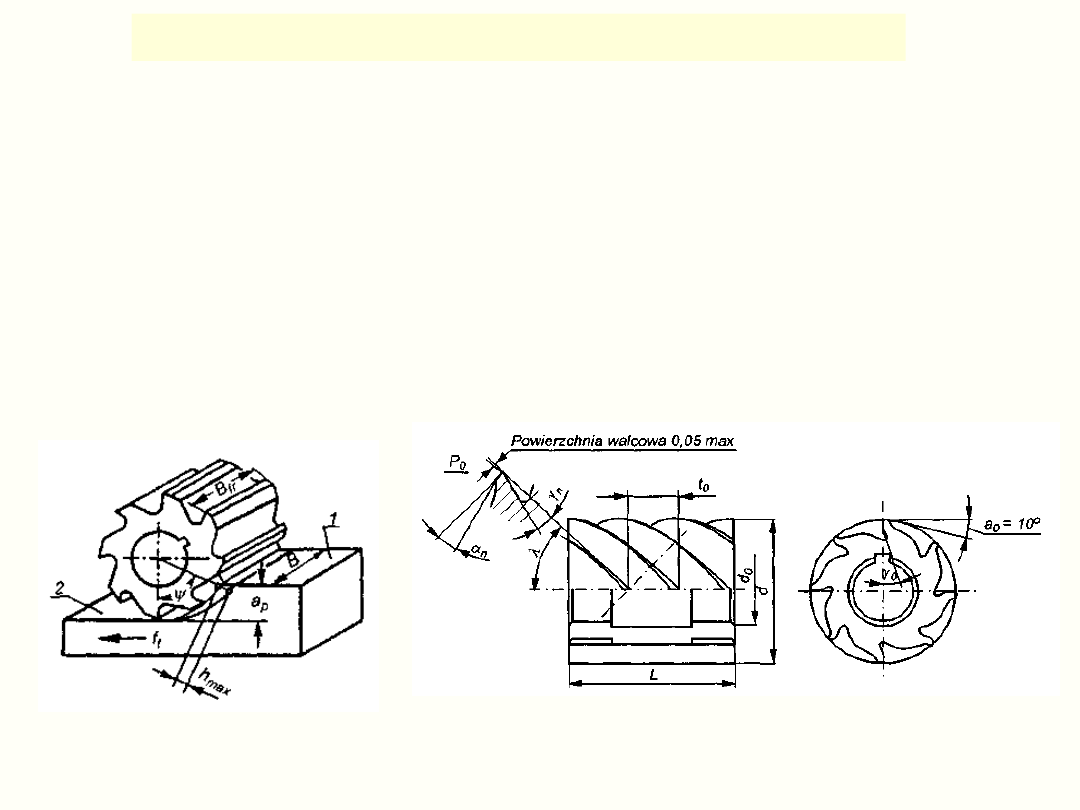
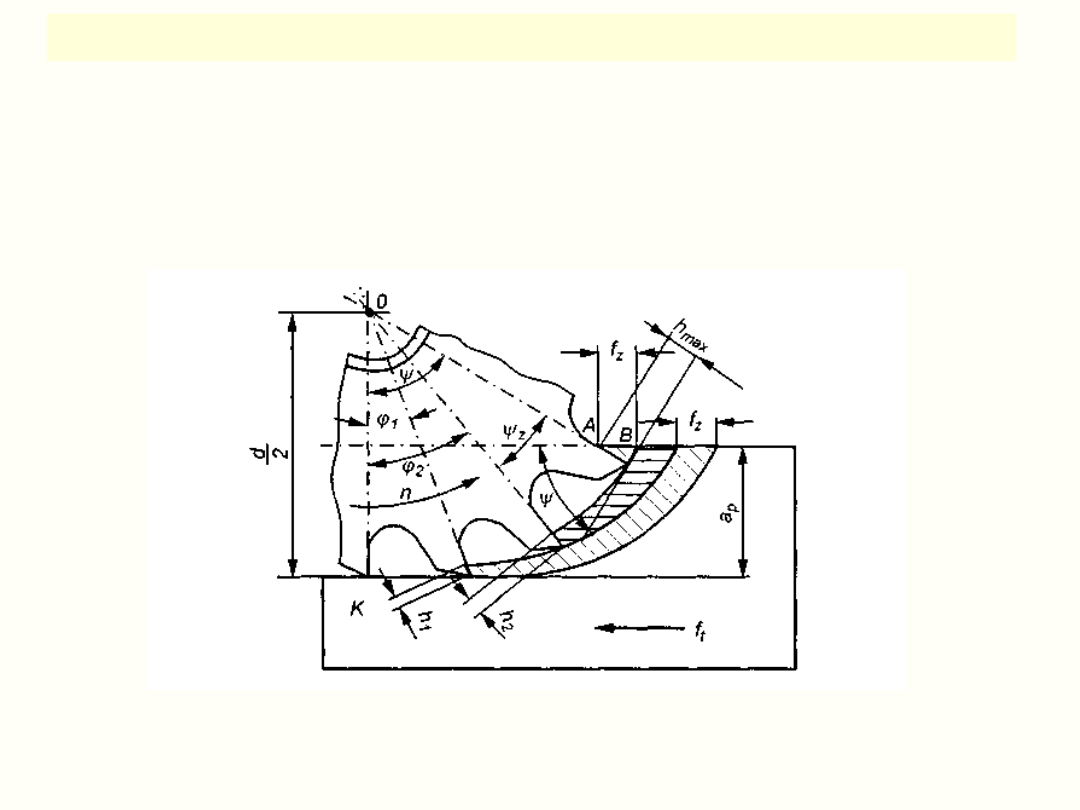
Parametry geometryczne skrawania frezem
walcowym o zębach prostych; a
p
, B — głębokość i
szerokość frezowania, h — grubość warstwy
skrawanej, — kąt kontaktu frezu z materiałem,
1 — powierzchnia obrabiana, 2 — powierzchnia
obrobiona
Parametry
geometryczne
skrawania frezem walcowo-
czołowym; a
p
, B — głębokość i
szerokość frezowania, h —
grubość warstwy skrawanej,
—
kąt
kontaktu
frezu
z
materiałem
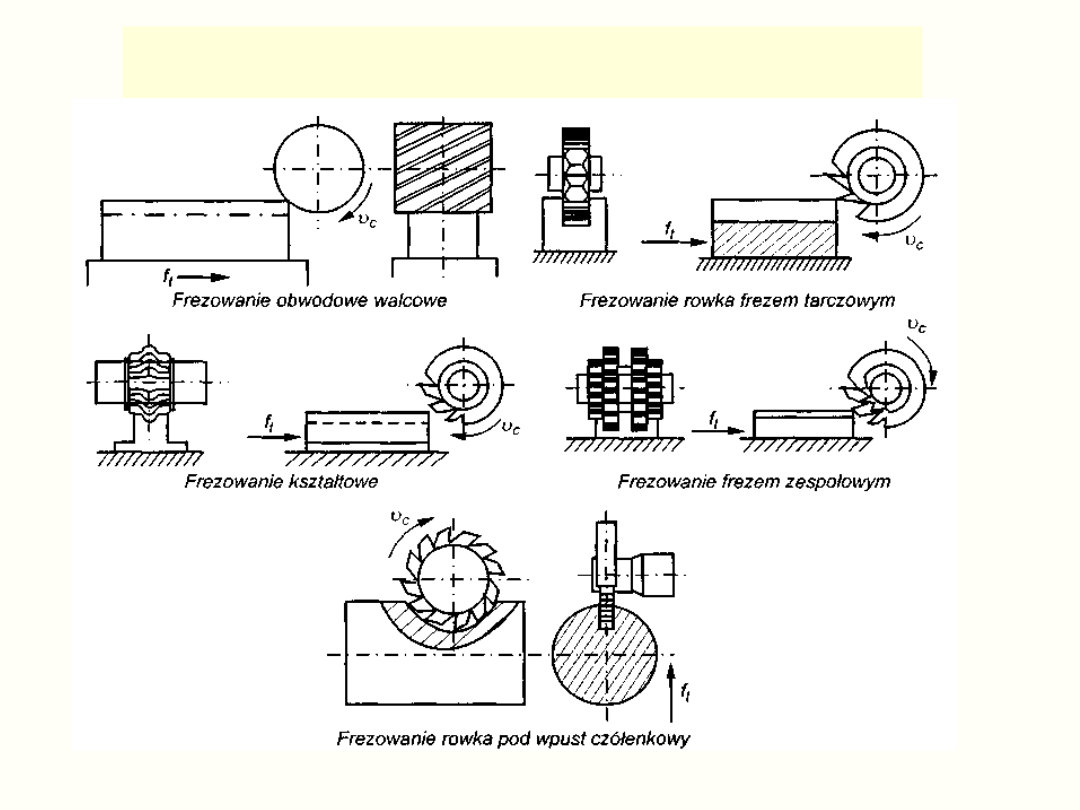
Odmiany
frezowania
na
frezarkach
poziomych
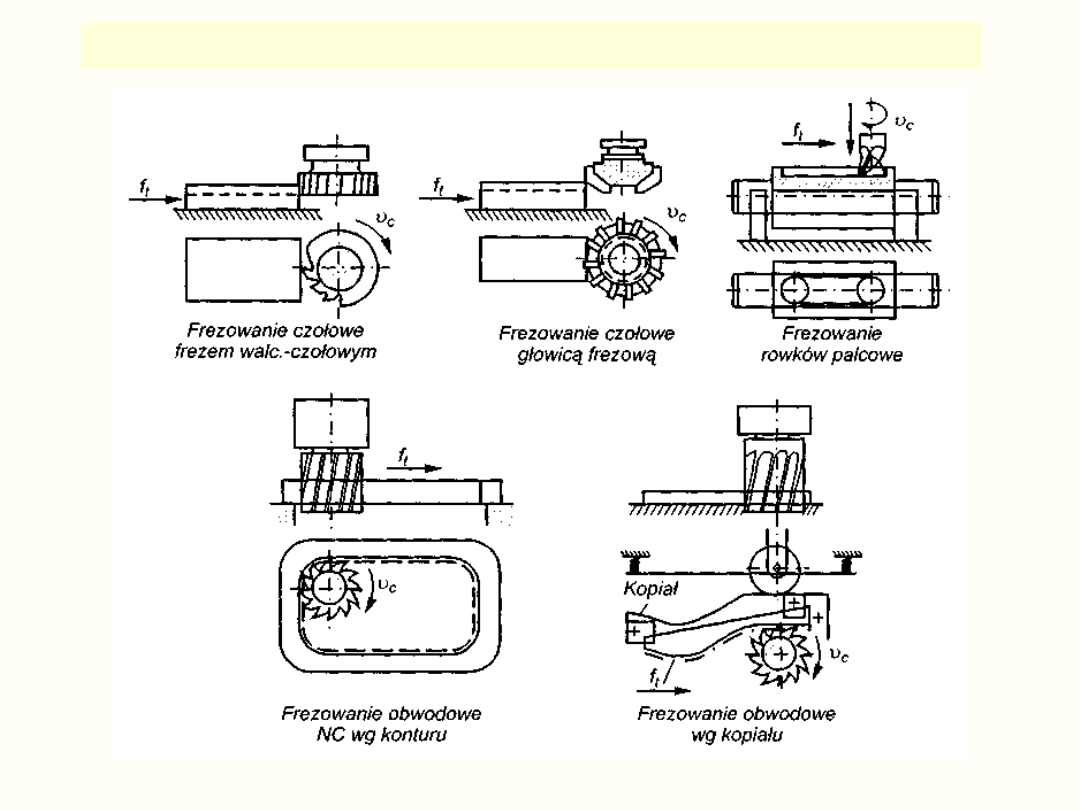
Odmiany frezowania na frezarkach pionowych
Frezy
Frezy są narzędziami wieloostrzowymi. Stanowią one liczną rodzinę
narzędzi.
Do ważniejszych grup frezów zalicza się:
frezy walcowe o ostrzach prostych lub śrubowych,
frezy walcowo-czołowe z ostrzami na powierzchni czołowej i
obwodzie,
frezy kształtowe o złożonym zarysie, do których zalicza się:
frezy do gwintów: krążkowe i wielokrotne,
frezy modułowe do obróbki kół zębatych,
frezy do obróbki obwiedniowej wielowypustów itp.
Frez walcowy
ma na obwodzie
z
ostrzy
o linii równoległej do osi frezu
lub
o linii śrubowej
.
Geometria
frezu
walcowego
o
zębach
śrubowych; t
0
— podziałka osiowa
Zarysy zębów ostrzy klasyfikuje się jako:
jednościnowe,
dwuścinowe,
krzywoliniowe (zataczane).
Typowe ukształtowania powierzchni przyłożenia ostrzy frezów
walcowych:
a) jednościnowe, b) dwuścinowe, c) zataczane
Frezarki
Frezarki można podzielić na:
frezarki wspornikowe ze sterowaniem konwencjonalnym,
frezarki NC i CNC,
frezarki specjalizowane.
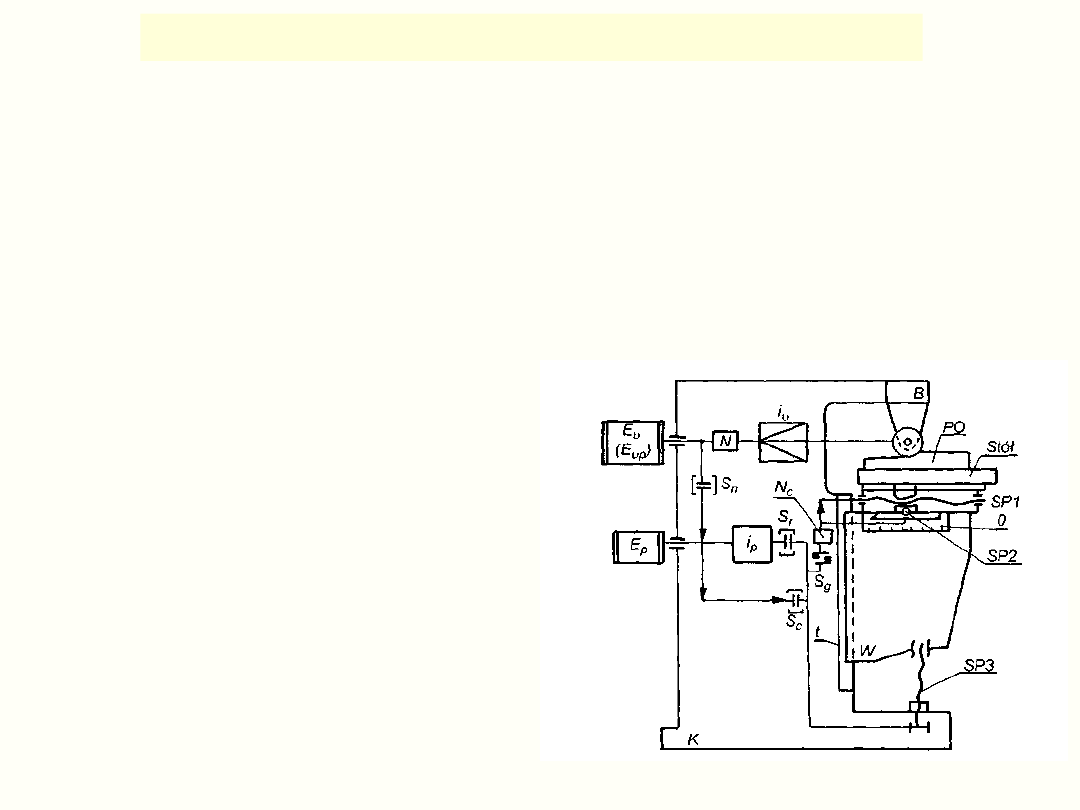
Frezarki wspornikowe
wyposażone są w tzw. wspornik W, który stanowi
ruchomą podstawę stołu, przemieszczającą się w płaszczyźnie pionowej
po prowadnicach t, umieszczonych na kadłubie K obrabiarki.
Schemat
ogólny
frezarki
wspornikowej; W — wspornik, t —
prowadnice, E
v
— silnik napędu
głównego, E
p
— silnik napędu
posuwów, K — korpus frezarki, B —
podtrzymka, S
g
, S
c
, S
r
, S
n
—
sprzęgła, N
c
— nawrotnica, O —
obrotnica stołu, PO — przedmiot
obrabiany, SPI, SP2, SP3 — śruby
pociągowe

Frezarki wspornikowe poziome
mają wrzeciona stałe, nie wysuwane,
usytuowane poziomo w korpusie głównym oraz belkę z podtrzymkami (B)
służącymi do podparcia trzpieni frezarskich.
Frezarki wspornikowe pionowe
różnią się od poziomych tylko
pionowym układem wrzeciona WR, umieszczonego w głowicy
nieruchomej albo w głowicy skrętnej wokół osi poziomej. W niektórych
odmianach tych obrabiarek wrzeciono może być wysuwane w kierunku
stołu.
Frezarki wspornikowe uniwersalne
mają konstrukcję frezarek
poziomych, zmodyfikowaną o element sań poprzecznych osadzonych na
obrotnicy (O) i element złączny śruby pociągowej SP2, umożliwiający
współpracę z podzielnicą.
Podzielnica
jest ważnym uzupełnieniem możliwości technologicznych
frezarki. Oprzyrządowanie to wykorzystuje się przy frezowaniu zębatek i
nacinaniu podziałek, frezowaniu krzywek i rowków śrubowych.
Frezarki sterowane numerycznie
wyposażone są w układy sterowania
NC, a ponadto mogą również być wyposażone w układ kopiowania.
Obróbka na współczesnych frezarkach sterowanych numerycznie przynosi
wiele korzyści technicznych i ekonomicznych. Dzięki zmianom
konstrukcyjnym napędu posuwów, wrzeciona, prowadnic i całych
korpusów możliwa jest obróbka bardzo dokładnych powierzchni płaskich i
otworów, a przy sterowaniu numerycznym ciągłym również dokładnych
powierzchni krzywoliniowych z zachowaniem powtarzalności kształtów i
wymiarów technologicznych.
Frezowanie walcowe
Do
technologicznych parametrów skrawania
zalicza się:
prędkość
obrotową narzędzia n
,
prędkość skrawania v
c
,
szerokość frezowania B
,
głębokość skrawania a
p
,
posuw na ostrze f
z
,
posuw na obrót f
i
posuw
minutowy f
t
.
Do
geometrycznych parametrów skrawania
zalicza się wielkości
charakteryzujące przekrój warstwy skrawanej oraz wielkości kątowe, które
określają położenie ostrzy względem przedmiotu obrabianego.
Geometria przekroju warstwy skrawanej frezem walcowym o
zębach prostych
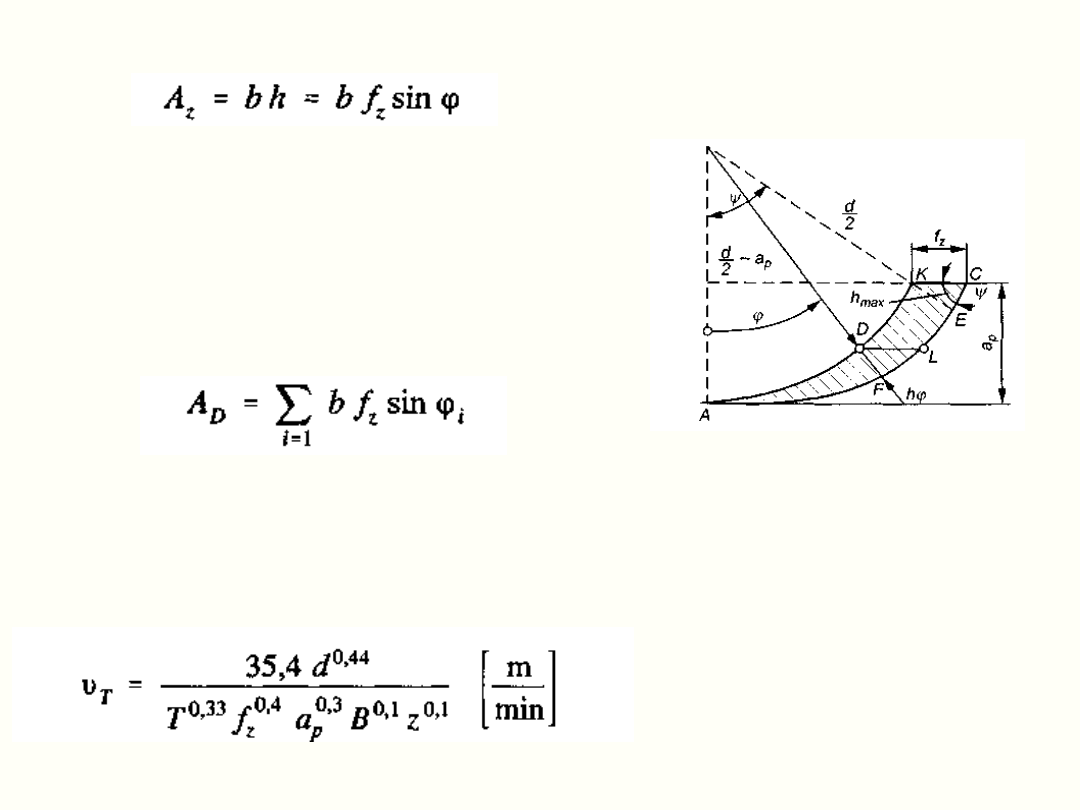
Przekrój nominalny
warstwy skrawanej jednym ostrzem
określa się
wzorem:
gdzie:
b—
szerokość
warstwy
skrawanej, — kąt obrotu frezu
Wpływ
kątowego
położenia
ostrza
frezu
na
grubość
warstwy skrawanej
Przekrój
całkowity
warstwy
skrawanej A
D
w chwili t zależy od liczby
z
c
równocześnie skrawających ostrzy w
zakresie kąta styku . Przekrój
A
D
określa
się zależnością:
Prędkość okresową
v
T
ustala się w wyniku badań doświadczalnych.
Podczas skrawania stali o R
m
= 750 MPa frezami walcowymi o zębach
prostych ze stali szybkotnącej SW18 uzyskano:
gdzie: d — średnica frezu
[mm]
T — trwałość ostrza [min]
f
z
— posuw/ostrze
[mm/ostrze]
B — szerokość frezowania
[mm]
z — liczba ostrzy
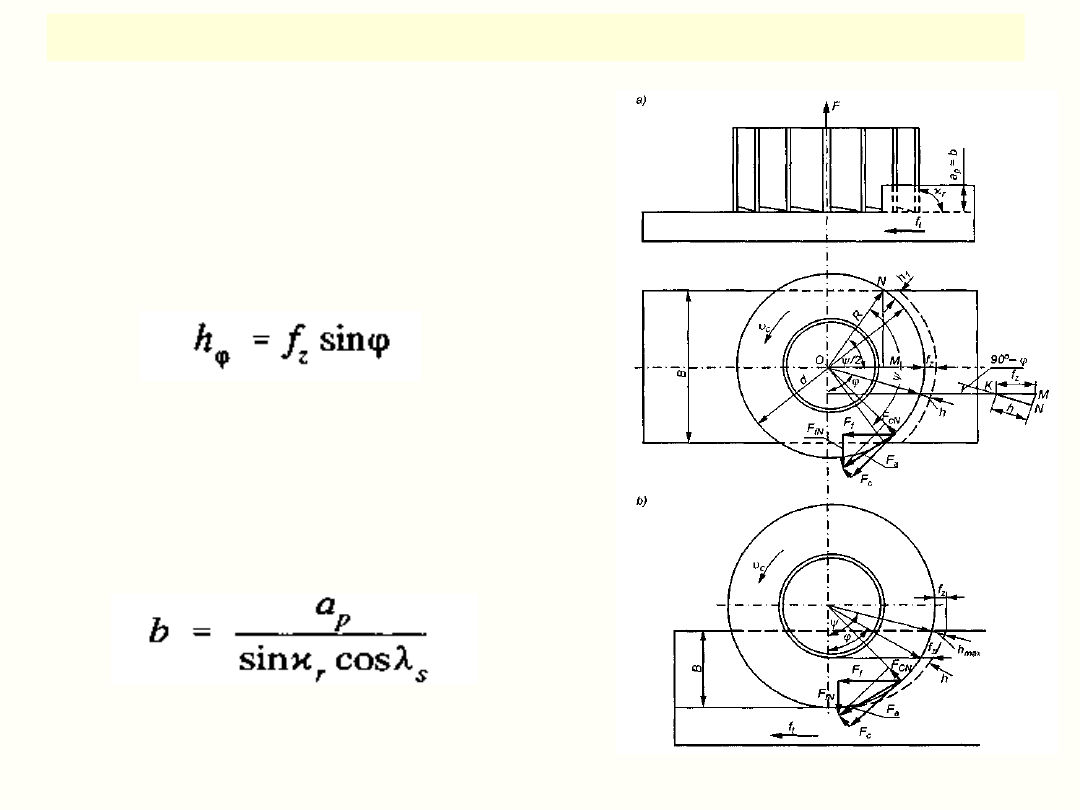
Frezowanie walcowo - czołowe
Geometria kontaktu frezu walcowo-
czołowego w układzie: a) symetrycznym,
b) niesymetrycznym, w stosunku do
przedmiotu obrabianego
Grubość
warstwy
skrawanej
h
zmienia się wraz z kątem obrotu
frezu:
Szerokość warstwy skrawanej
b
dla
frezu walcowo-czołowego jest równa
głębokości skrawania
a
p
, zaś przy
frezowaniu
głowicą
frezową
należy
uwzględnić
kąt
pochylenia
głównej
krawędzi skrawającej
s
. Szerokość
b
oblicza się ze wzoru:
PRZECINANIE
Charakterystyka procesu
Przecinanie
jest sposobem obróbki skrawaniem przeznaczonym
do rozdzielania materiału.
Kinematyka tej obróbki oparta jest na
ruchu głównym:
prostoliniowo-zwrotnym
,
prostoliniowo-ciągłym
lub
obrotowym
narzędzia wieloostrzowego
jakim jest
piła
.
Przecinanie brzeszczotem, ruchem prostoliniowo-zwrotnym, z
prędkościami
v
c
,
v
j
;. może być
ręczne
lub
mechaniczne
.
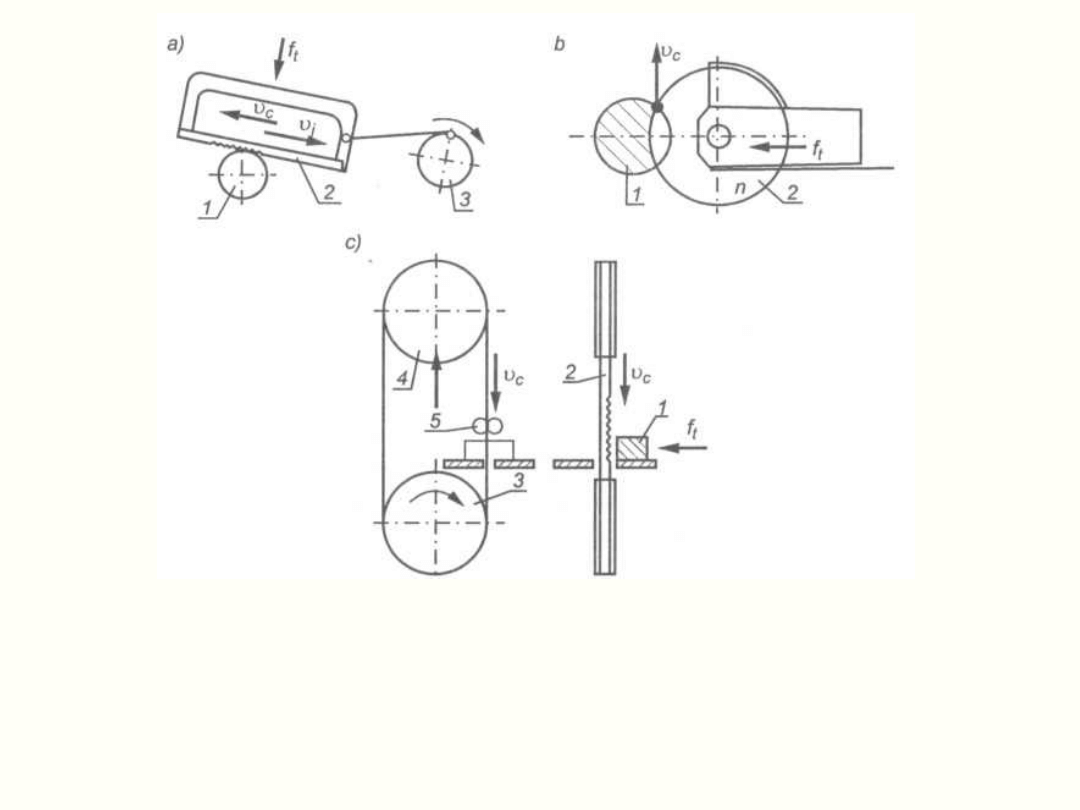
Odmiany kinematyczne przecinania: a)
na pile ramowej z ruchem
posuwisto-zwrotnym narzędzia - brzeszczotu
: 1 — przedmiot, 2 -
brzeszczot, 3 — napęd,
b)
na przecinarce tarczowej z ruchem obrotowym narzędzia
: 1 —
przedmiot, 2 — piła tarczowa, c)
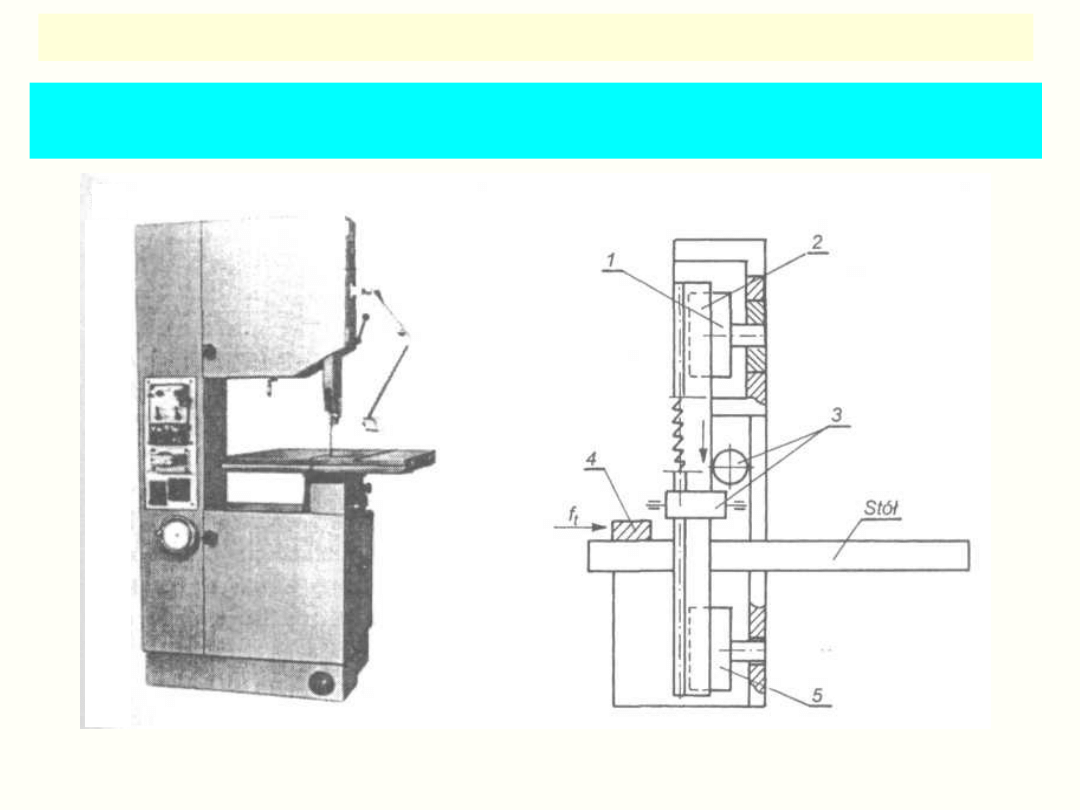
na pile taśmowej
: 1 - przedmiot, 2 — piła
taśmowa, 3 — napęd, 4 — tarcza napinająca, 5 — rolki prowadzące
Narzędzia
piła płaska
jest brzeszczotem z naciętym uzębieniem o
podziałce
t
, zależnej od liczby ostrzy na długości
1 cala
przestrzenie międzyostrzowe (wręby)
są miejscem gromadzenia
się wiórów, które tworzą się na
długości przecinania L
geometria ostrzy oraz
podziałka t
zależą od twardości wyrobu
dla
materiałów twardych
, kąty
, ,
wynoszą odpowiednio
40°,
50°, 0°
dla
materiałów miękkich,
kąty
, ,
wynoszą odpowiednio
40°,
45°, 5°
liczba ostrzy na cal
wynosi:
dla stopów lekkich i metali nieżelaznych -
14-16
ostrzy na cal
dla stali i mosiądzu -
22 ostrza/cal
zaś dla twardych stali -
32 ostrza/cal
Piła płaska
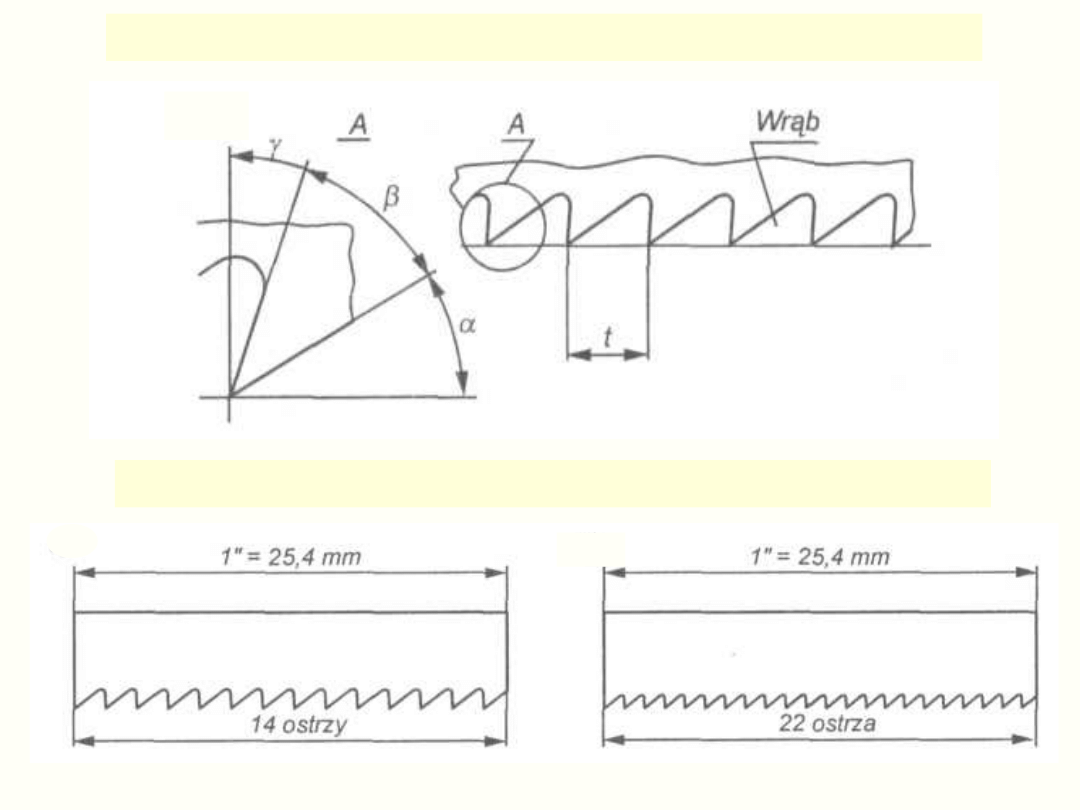
Geometria ostrza piły płaskiej
Podziałki t międzyostrzowe brzeszczotów
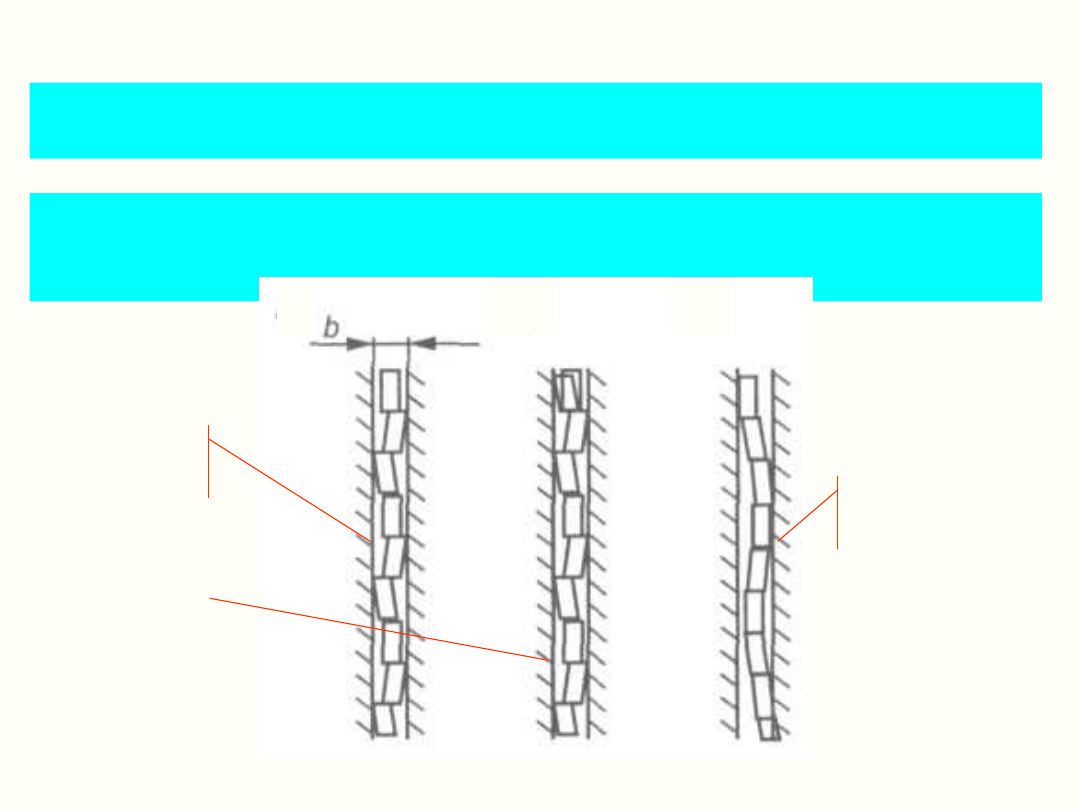
szerokość szczeliny b
powinna być większa od szerokości
brzeszczotu na tyle, aby uniknąć jego zakleszczenia się
zwiększenie wymiarów szczeliny względem grubości brzeszczotu
uzyskuje się przez
rozwarcie zębów piły
względnie przez
falowanie zębów
rozwarcie
normalne
rozwarcie
krzyżowe
falowani
e zębów
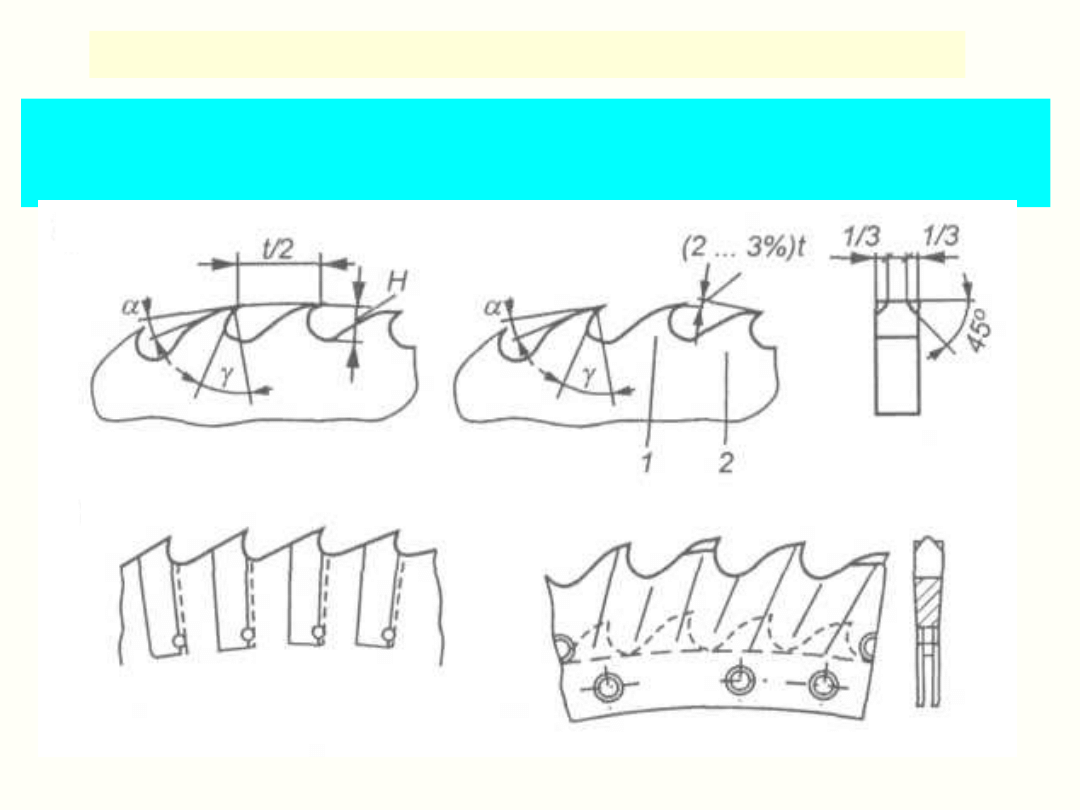
ma ostrza wykonane na obwodzie lub ostrza są mocowane do
tarczy w formie
segmentów pojedynczych
albo
segmentów
wielozębnych
Piła tarczowa
jest narzędziem wielozębnym bezkońcowym poruszającym się
pionowo lub poziomo ruchem głównym z prędkością
v
c
Piła taśmowa
zęby na taśmie są rozwierane przez odginanie, podobnie jak na
piłach płaskich, lub są falowane
ruch posuwowy
f
t
, wykonuje najczęściej przedmiot obrabiany w
kierunku prostopadłym do wektora
v
c
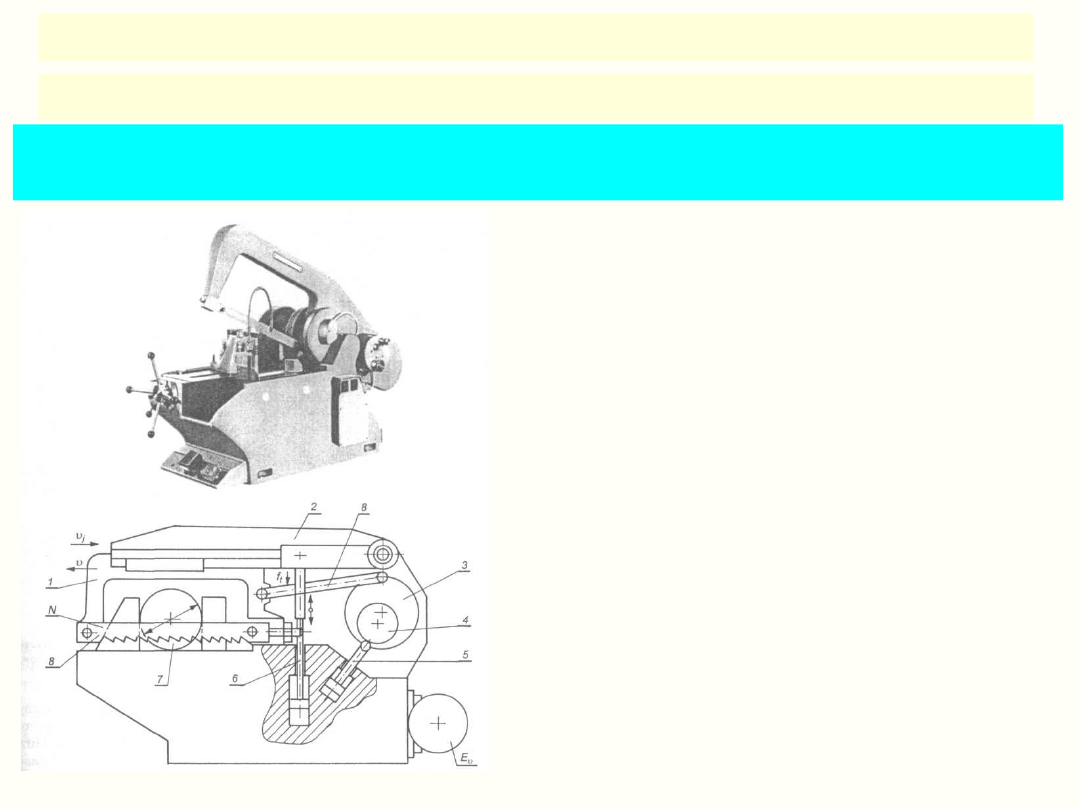
Obrabiarki
wyposażone są w napęd ruchu głównego, który może być
realizowany przez
układ korbowy
,
jarzmowy
lub
hydrauliczny
1 — rama, 2 — ramię suwaka, 3 -
tarcza mechanizmu korbowego, 4
— mimośród do napędu pompy
olejowej, 5 — pompa olejowa, 6 —
podnośnik ramy, 7 — przedmiot, 8
— brzeszczot piły płaskiej, E
v
—
silnik napędu
Przecinarki ramowe
piła płaska
zamocowana w ramie przecinarki wykonuje dwa
ruchy:
główny prostoliniowo - zwrotny v
c
, v
j
oraz posuwowy f
t
.
w celu zmniejszenia zużycia ostrza w szczelinie podczas ruchu
jałowego piła jest podnoszona przez podnośnik hydrauliczny
przedmioty przecinane mocuje się w imadłach
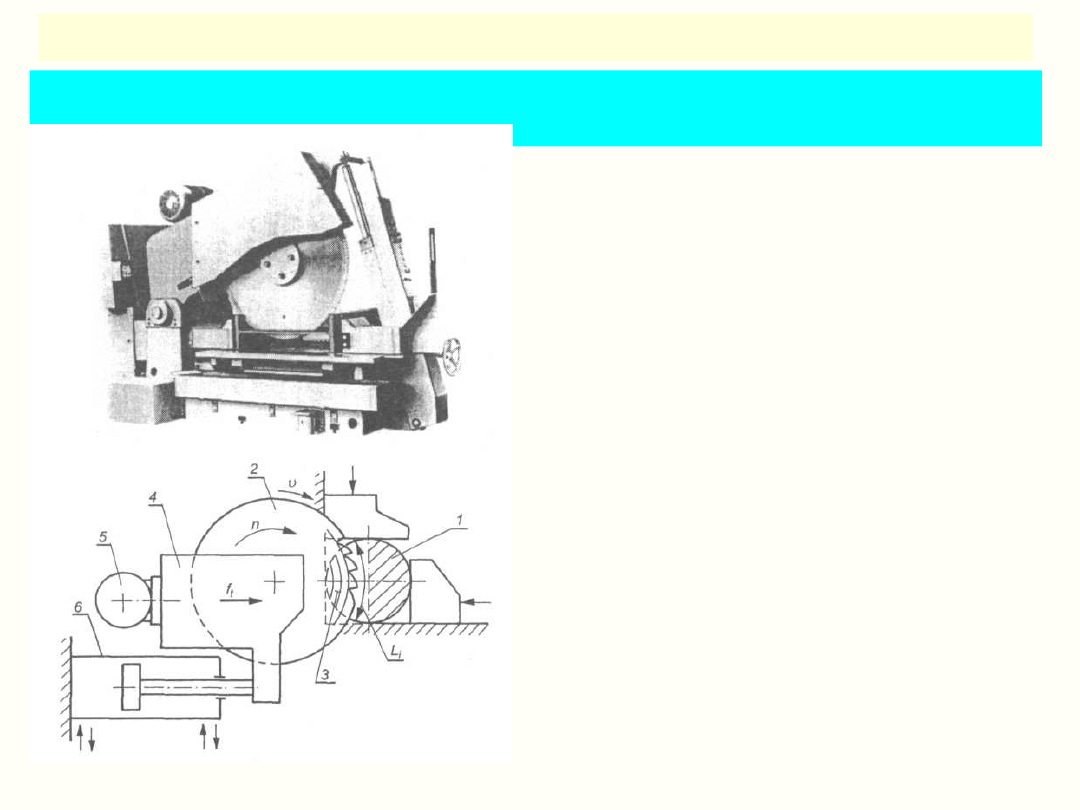
w
przecinarkach tarczowych
posuw piły jest najczęściej
hydrauliczny
1 — przedmiot, 2 — piła
tarczowa, 3 — długość cięcia L,
4 — wrzeciennik, 5 — silnik
napędu narzędzia i skrzynka
przekładniowa, 6 — siłownik
hydrauliczny
Przecinarki tarczowe
piły są
tarczami
o średnicach
315-1250 mm
, stopniowanymi
według ciągu geometrycznego o ilorazie
= 1,25
stosowana prędkość obwodowa skrawania (
v
c
) przy przecinaniu
stali 45
nie przekracza
20 m/min
, a przy przecinaniu
stopów
kolorowych
-
200 m/min
są dostosowane do napędu narzędzia w postaci uzębionej taśmy
(bezkońcowej)
Przecinarki taśmowe
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
- Slide 39
- Slide 40
- Slide 41
- Slide 42
- Slide 43
- Slide 44
- Slide 45
- Slide 46
- Slide 47
Wyszukiwarka
Podobne podstrony:
WYKŁAD 4 SPOSOBY UDOSTĘPNIENIA DOŁU KOPALNI UDOSTĘPNIENIE SZYBAMI PIONOWYMI, POCHYŁYMI, UPADOWYMI
529 WYKLAD 2 - sposob ustalania wyniku finansowego, Zarządzanie, II rok, Analiza efektywności firm
Metodologia badań z logiką dr Karyłowski wykład 7 Testowalna w sposób etycznie akceptowalny
Syllabus -Negocjacje jako sposób, Prywatne, psychologia wsfiz, semestr II, Negocjacje wykłady
S2 Negocjacje jako sposób porozumiewania się w życiu społecznym Jerzy Gieorgica wykład 8, Prywatne,
S2 Negocjacje jako sposób porozumiewania się w życiu społecznym Jerzy Gieorgica wykład 6, Prywatne,
Sposoby wyrażania stężeń roztworów wykłąd 1
polityka finansowa wyklady prof owsiak, NBP, Sposoby komunikowania sie NBP z otoczeniem
Bankowość- Wykład dr Jolanta Juza + factoring + złote reguły bankowości, bankowosc, Źródła kreacji p
Czekanie w Boży sposób, wykłady-kazania, Kazania Dawida Wilkersona
Stres i sposoby radzenia sobie, WSFiZ - Psychologia, V semestr, Diagnoza psychologiczna - wykłady
Wykład cz 4 Ekonomiczne skutki wypadków sposoby obliczania
S2 Negocjacje jako sposób porozumiewania się w życiu społecznym Jerzy Gieorgica wykład 5, Prywatne,
Ściąga na egzamin 1 , SPOSOBY OKREŚLANIA WYKŁADNIKA KSZTAŁTU:
S2 Negocjacje jako sposób porozumiewania się w życiu społecznym Jerzy Gieorgica wykład 9, Prywatne,
SPOSOBY WENTYLACJI-folie, Ratownictwo Medyczne, wykłady
Wykład 5 Typologia systemów pedagogicznych (sposoby uprawiania pedagogiki)
S2 Negocjacje jako sposób porozumiewania się w życiu społecznym Jerzy Gieorgica wykład 3, Prywatne,
więcej podobnych podstron