
UKŁADY STEROWANIA
ADAPTACYJNEGO AC
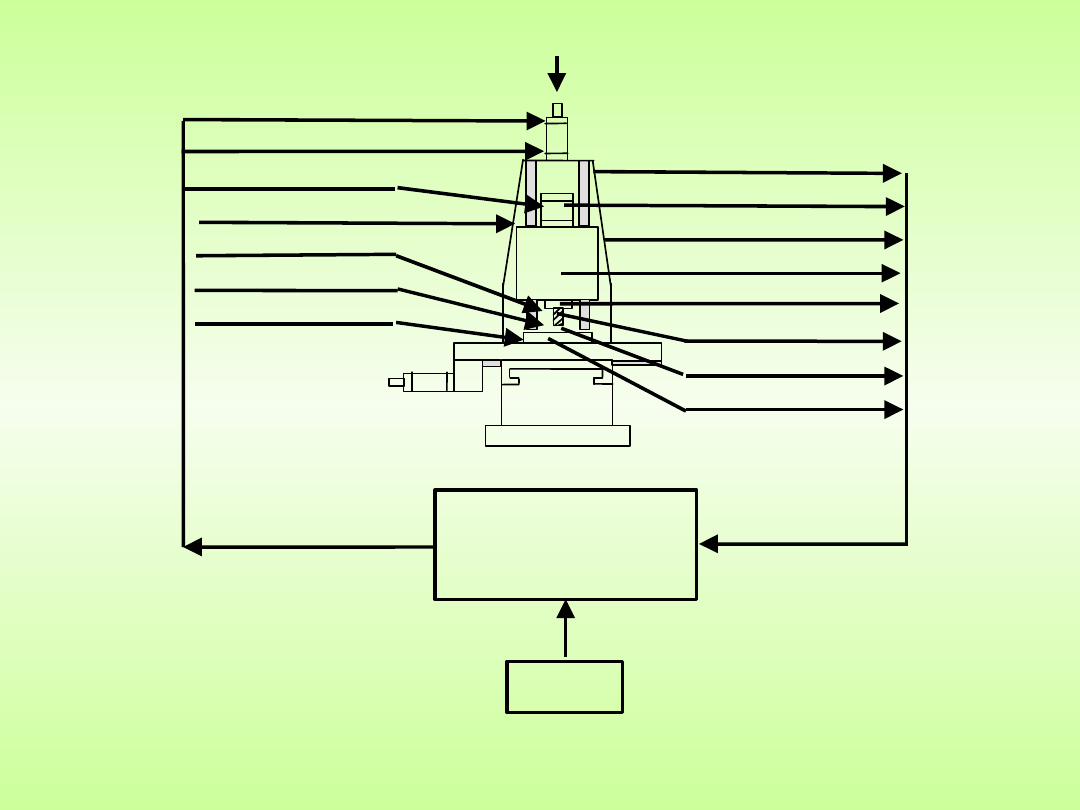
Rys. 1. Układ sterowania adaptacyjnego AC obrabiarek
Zakłócenia
Głębokość skrawania
Posuw
Szybkość skrawania
Sztywność układu
Materiał ostrza
Chłodziwo
Materiał obrabiany
Odkształcenia układu
Moc napędu
Amplituda drgań
Moment skrawania
Siły skrawania
Zużycie ostrza
Temperatura skrawania
Wymiar przedmiotu
Układ sterowania
adaptacyjnego
AC
Kryterium
Wielkości mierzone
Wielkości nastawiane
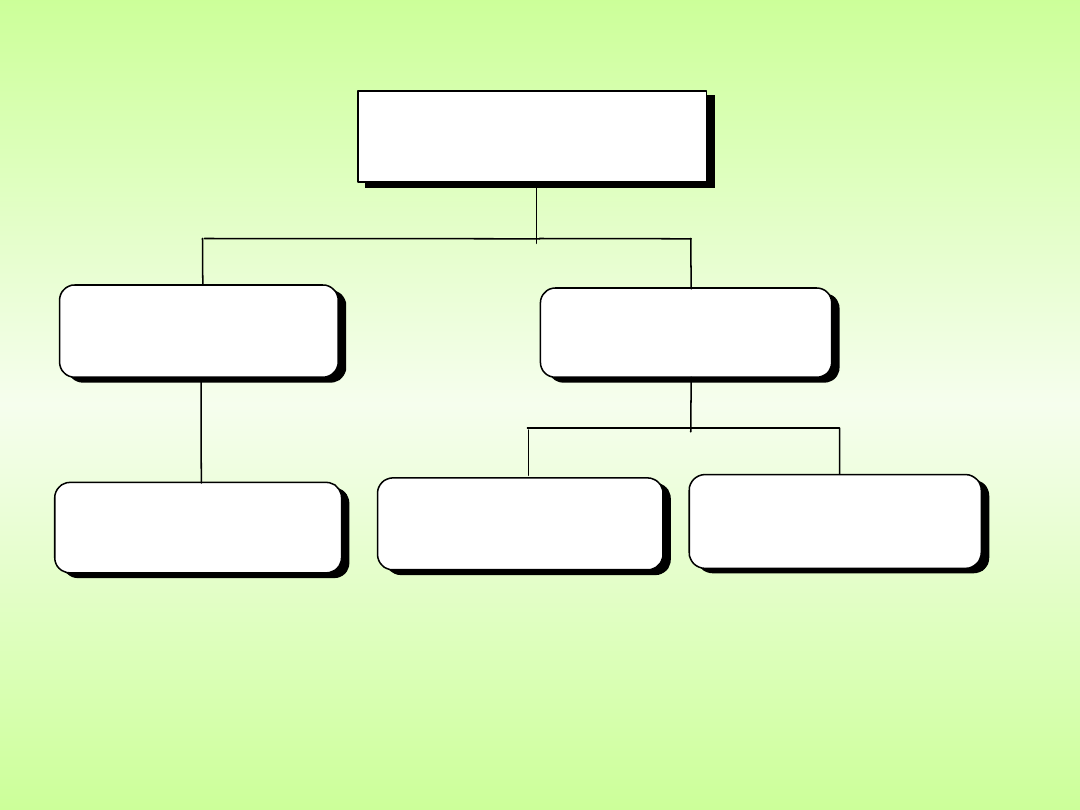
Rys. 2. Systematyka układów sterowania adaptacyjnego AC obrabiarek
Sterowanie adaptacyjne
obrabiarek
AC
Sterowanie adaptacyjne
korekcyjne
Sterowanie adaptacyjne
technologiczne
ACT
Sterowanie adaptacyjne
geometryczne
ACG
Sterowanie adaptacyjne
graniczne
ACC
Sterowanie adaptacyjne
optymalizujące
ACO
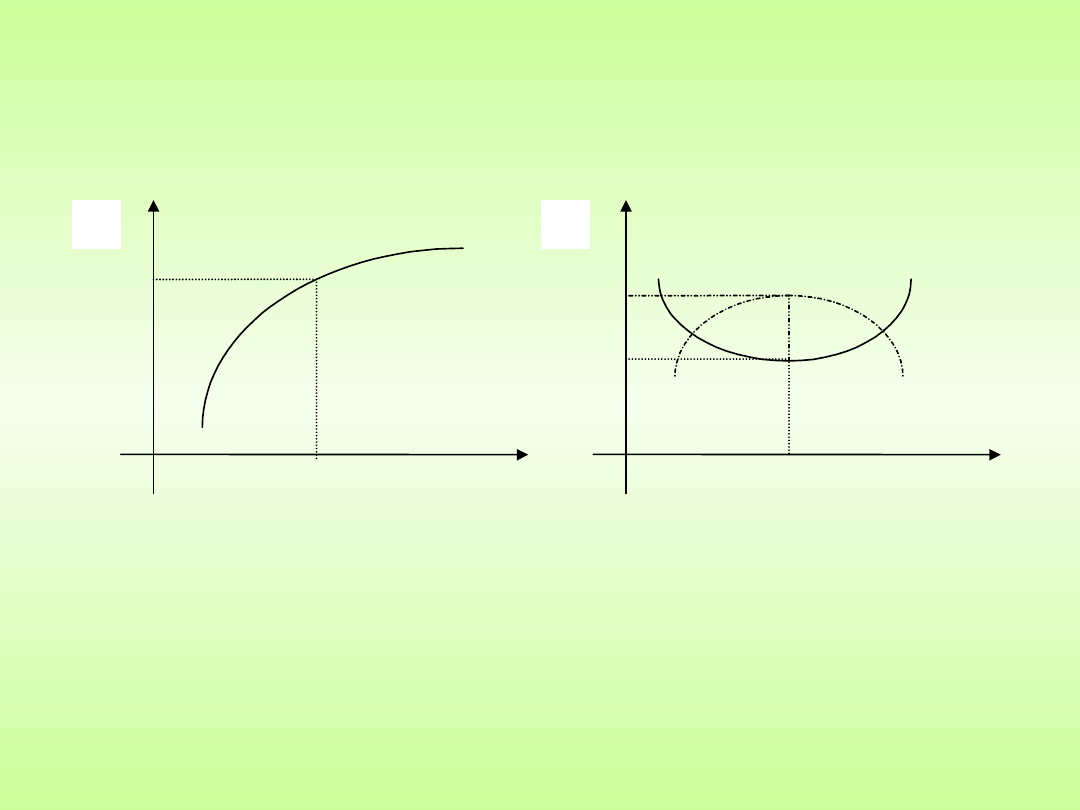
Rys. 3. Wpływ postaci kryterium na wybór układu AC: a) ACG, b) ACO
a)
b
)
K
K
dop
K
f(g, p,
v)
f(g, p, v)
(g, p, v)
dop
(g, p, v)
opt
K
opt
K
op
t

K
s
= (K
M
+ K
L
)t
0
+ (t
m
/ T)K
W
(1)
gdzie: K
s
- koszt jednostkowy, K
M
- koszt maszynowy na godzinę, K
L
- koszt robocizny na
godzinę, K
W
- koszt narzędzi, t
0
- średni czas wykonania jednej sztuki, t
m
- czas
maszynowy wykonania jednej sztuki, T - okres trwałości narzędzia.
w
C
C
1
K
p
v
C
T
3
2
dla toczenia:
(2)
dla
frezowania:
(3)
dla wiercenia:
(4)
gdzie: v - prędkość skrawania, p - posuw, g - grubość warstwy skrawanej.
4
3
2
C
C
C
1
g
p
v
C
T
3
2
C
C
1
p
v
C
T
Document Outline
Wyszukiwarka
Podobne podstrony:
12 Podstawy automatyki Układy sterowania logicznego
Politechnika Białostocka 03 Układy sterowania umożliwiające zmianę parametrów ruchu tłoka
Układy sterowania silnikami elektrycznymi
Politechnika Białostocka 02 Podstawowe pneumatyczne układy sterowania ręcznego
Projekt 2 - 3dof, Automatyka i Robotyka studia, 3 rok, ELEMENTY I UKŁADY STEROWANIA ROBOTÓW, projekt
209 układy sterowania silnikami JBZ2Z2BZ7CS6T5ZAF22SVX5BZP2W7C2D763IN7A
Projekt 1 - 3dof, Automatyka i Robotyka studia, 3 rok, ELEMENTY I UKŁADY STEROWANIA ROBOTÓW, projekt
Instrukcja 11 Uklady sterowania posredniego s
sprawko robotyka, Automatyka i Robotyka studia, 3 rok, ELEMENTY I UKŁADY STEROWANIA ROBOTÓW, projekt
Elektro-Pneumatyczne układy sterowania, Technikum, Technik Mechatronik, PUM, Sprawozdania
Projekt3, Automatyka i Robotyka studia, 3 rok, ELEMENTY I UKŁADY STEROWANIA ROBOTÓW, projekt góra, R
projekt1hubert, Automatyka i Robotyka studia, 3 rok, ELEMENTY I UKŁADY STEROWANIA ROBOTÓW, projekt g
dudziński,układy napędowe,Układy sterownia silnika
pwsz net instrukcja, Układy sterowania
projekt 1 hubert, Automatyka i Robotyka studia, 3 rok, ELEMENTY I UKŁADY STEROWANIA ROBOTÓW, projekt
więcej podobnych podstron