KOMPUTEROWE WSPOMAGANIE
ZARZĄDZANIA PROJEKTAMI
Rok akademicki 2011/2012
Prowadzący:
prof. dr hab. inż. Zenon
Ignaszak
Wykonały:
Ewa Dzioch
Barbara Sagan
Aleksandra Golimowska
INERTIAL TOLERANCING
GARANTYING A CPK
INDICE ON THE FINAL
CHARACTERISITIC IN AN
ASSEMBLY PRODUCTION
TOLEROWANIE
INERCYJNE JAKO
GWARANCJA WARTOŚCI
CPK WSKAZUJĄCEJ
FINALNĄ
CHARAKTERYSTYKĘ W
PRODUKCJI CZĘŚCI.
BIBLIOGRAFIA

INERTIAL TOLERANCING
GARANTYING A CPK INDICE ON THE
FINAL CHARACTERISITIC IN N
ASSEMBLY PRODUCTION
Tradycyjna metoda tolerowania zakłada zgodności partii, kiedy
partia spełnia Dane, podane przez przedziale tolerancji [min, max]
w przypadku tradycyjnej tolerancji wymiarów. Charakterystyczny
jest uważany za siebie, ale nie w zakresie jego występowania w
zespole. Inercyjny sposób tolerowania proponuje inne podejście do
tolerancje w celu zagwarantowania rezerwacji ostatecznej
charakterystyki dla zespołu.
Inercyjny sposób tolerowania oferuje dobry kompromis między
tradycyjnym najgorszym przypadkiem tolerowania i tradycyjny
statystyczny model tolerowania. Pillet rozwija kilka inercyjnych
metod tolerancji, których celem jest zagwarantowaniae inercji
obezwładnienie na charakterystyce montażu.
Zazwyczaj tolerancja finalnej charakterystyki zespołu jest
otrzymywana przez przedziały tolerancji. W tym artykule jest
rozwijana inercyjna metoda tolerancje składników, co chroni
przedział tolerancji na charakterystyce montażu. Wg. wyników
Pillet, formuła jest sugerowana do obliczenia inercyjnych
tolerancji na składniki z tolerancją przez Odstęp od ostatecznego
elementu:
I xi = USL - LSL 6.n α , Gdzie α jest ustalenie, do gwarancyjnym
na Cpk Indeks na ostatniej cechy.
Słowa kluczowe: inercyjny tolerancje, montaż końcowy
charakterystyczne, Cpk indeks
Wstęp
Tradycyjnie najgorszy przypadek gwarancji tolerowania zakłada tak, że
wypadkową zespołu jest jego przedział tolerancji bez względu na
sytuację. Tradycyjna metoda statystycznego tolerowania pozwala
poszerzyć tolerancje elementów, ale nie gwarantuje już, że wynikowy
montaż przestrzega swojego przedziału tolerancji we wszystkich
sytuacjach. Wskaźniki zdolności, takich jak CP, CPK i cpm, są
wykorzystywane do oceny jakości partii lub wypadkowej zespołu. Pillet
opracowuje metody kontroli tolerancji zagwarantowania bezwładnośći
na ostatniej cesze montażu , tolerowane przez skalar, dotyczące innej
hipotezy o składnikach bezwładnych. Częściej jeden z nich ma na celu
zagwarantowanie przedziału tolerancji na montażu charakterystycznie
tak, że nie zezwala na obecność inercyjnych tolerancji . Ideą tego
artykułu jest zagwarantowanie indeksu Cpk w przedziale tolerancji
zespołu charakterystycznego za pomocą inercyjnego tolerowania
elementów
Tradycyjna metoda tolerowania i wskaźniki zdolności.
Tradycyjna metoda tolerowania określa przedział tolerancji [Min,
Max], tak że partia musi mieć odstęp. Jedna z teorii zauważa USL i
LSL za górną i dolna granic ę przedziału tolerancji, stąd przedział
tolerancji na wypadkowej można zapisać USL i- LSL i= R i
Oraz przedziały tolerancji na komponenty zapisano (wzór)
Tradycyjna metoda tolerowania definiuje trzy główne metody
tolerancje: w najgorszym przypadku tolerancje, statystyczny model
tolerancji i napompowanej statystycznej tolerancji wymiarów.
2.1 Najgorszy przypadek tradycyjnych metod tolerowania
We wspólnym przypadku montażu z elementów n, gdzie tolerancje są
równomiernie rozłożone, a wszystkie elementy mają taką samą
częstotliwość na końcową
charakterystykę , przedział tolerancji na składniki wyrażone są przez
(wzór)
Zaletą tej metody jest, że można upewnić się czy jest zachowany
przedział tolerancji na końcową
charakterystykę. Jego wadą jest to, że aby nałożyć zaostrzane
tolerancje na elementach co
indukuje wzrost kosztów produkcji, a produkty z nadmierną jakością
mogą być zbędne.
2.2 Tradycyjny statystyczny model tolerowania
We wspólnym przypadku zespołu gdzie tolerancje są jednorodne, a
składników
przypadki są identyczne, przedział tolerancji wyraża się przez (wzór)
Zaletą tej metody jest ,że umożliwia większą swobodę składników
tolerancji,
co pozwala na większe tolerancje niż to zostało z najgorszych
przypadków. Ale jeśli partie
nie są skupione, to zespół, który nie mieści się w przedziale tolerancji
na końcowy rezultat.
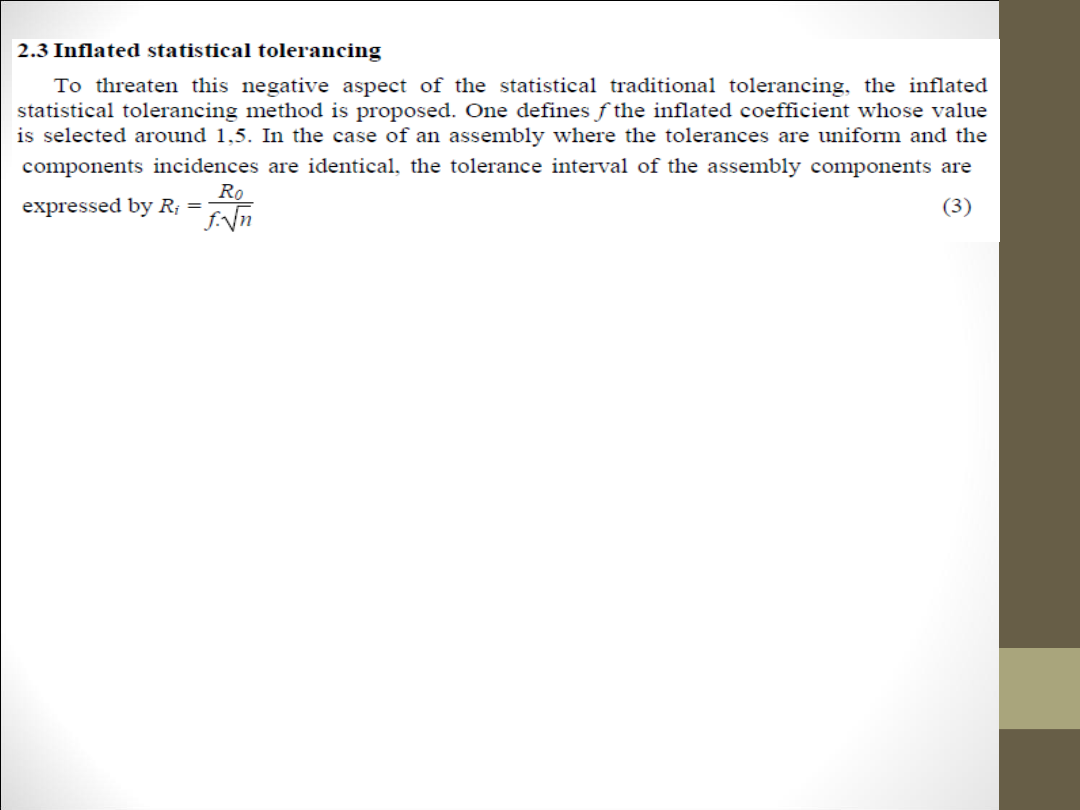
2.3 Nadmuchana statystyczna metoda tolerowania
Aby zapobiegać temu negatywnemu aspektowi statystycznej tolerancji
tradycyjnej, nadmuchana
metoda statystyczna tolerowania jest wskazana. Jeden określa jeśli
napompowanej współczynnik, którego wartość wybrano około 1,5. W
przypadku zespołu, gdzie tolerancje są jednolite i
komponenty przypadki są identyczne, przedział tolerancji elementów
montażowych są
wyrażone przez Ri
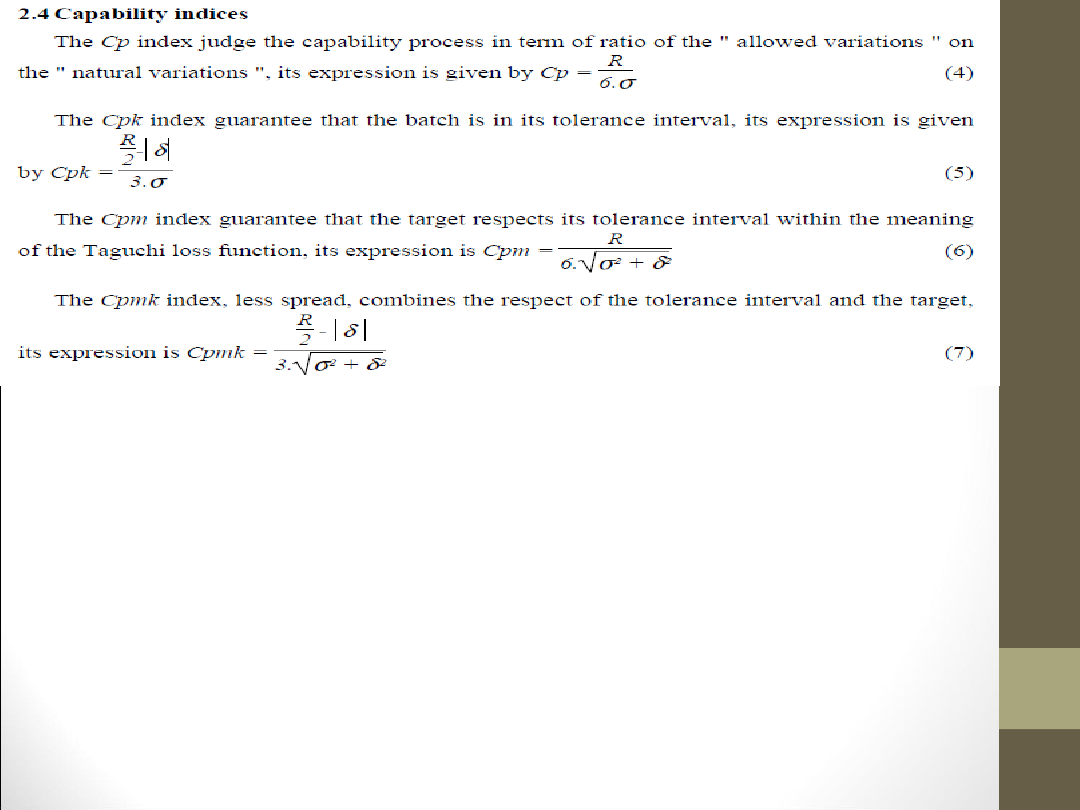
2. 4 ZDOLNOŚĆ PROCESU
CP OSĄDZA GŁÓWNIE PROCES MOŻLIWOŚCI W PERSPEKTYWIE
RELACJI Z "WARIACJI NA TEMAT DOZWOLONYCH„ Z NATURALNA
WARIACJĄ", JEGO EKSPRESJA (WZÓR)
Cpk gwarantuje ,że partia jest w swoim przedziale tolerancji, jej
wyrazem jest podana
przez Cpk znaku =R Gwarancja wskaźnik CPM, że cel przestrzega
swojego przedziału tolerancji w rozumieniu funkcji Taguchi strat,
jego ekspresja jest CPM
Indeks Cpmk, mniej rozpowszechnione, łączy w sobie szacunek
przedziału tolerancji i cel,jej wyrazem jest Cpmk .
.
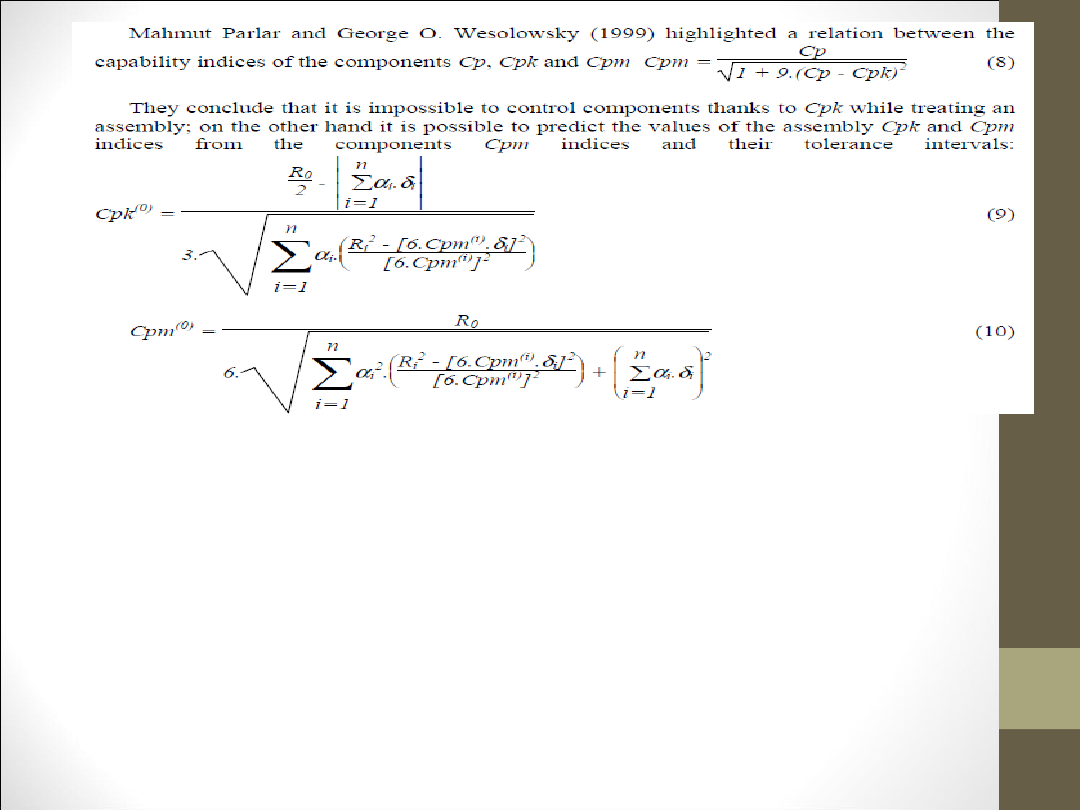
Mahmut Parlar i George O. Wesolowsky (1999) zwrócił uwagę na
związek między
Wskaźnikami zdolności w ramach modułów CP, CPK i cpm
Doszli do wniosku, że niemożliwe jest kontrolowanie
komponentów dzięki Cpk podczas poprawy pracy montażu , z
drugiej strony możliwe jest przewidywanie wartości montażowej
CPK i cpm Indeksy z Składniki CPM
Indeksy i ich tolerancja w następujących odstępach czasu (wzory)
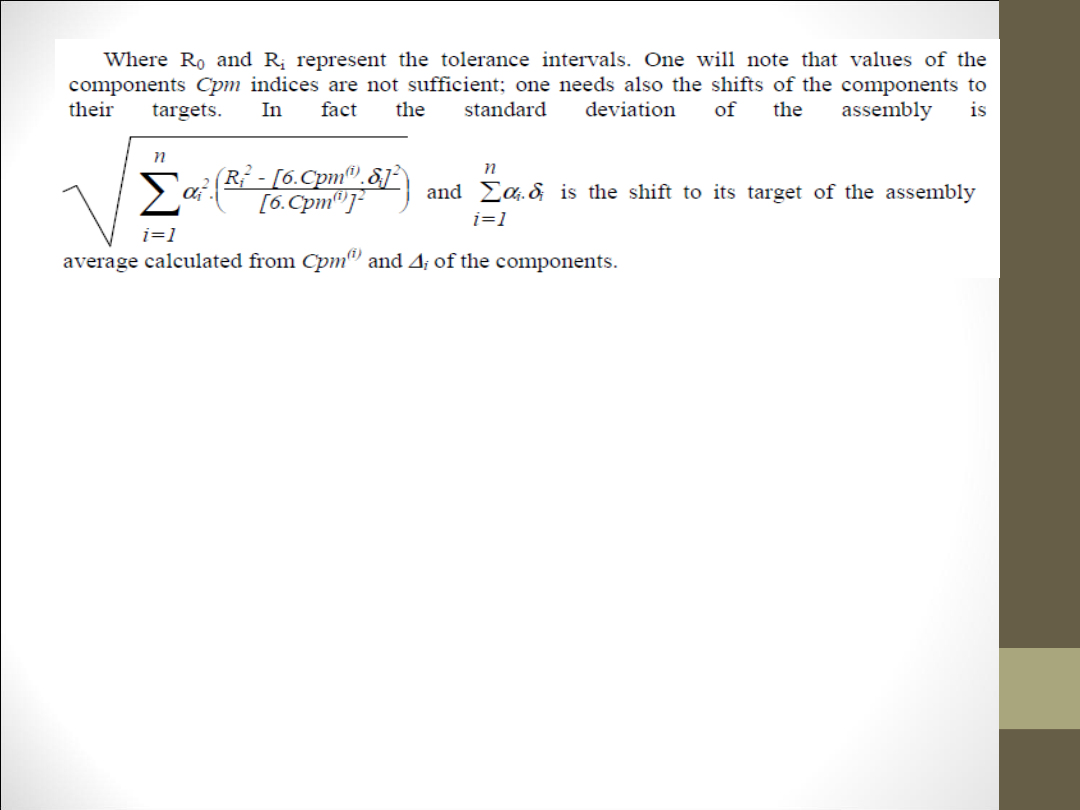
Gdzie R 0oraz Rja reprezentują przedziały tolerancji. Należy
pamiętać, że wartości komponentów i indeksy CPM nie są
wystarczające; trzeba również przesunięcia składników do ich
docelowych .Faktycznie, standard odchylenia w montaż jest jest
przejście do swojego celu zgromadzenia średnia obliczona z CPM
iΔ
z komponentów.
3 bezwładnościowe tolerowania
Inercyjny proces tolerowania proponuje kolejną alternatywę tolerancji , w celu
zagwarantowania
montażu końcowego . Bezwładność, I, nie jest tolerowana przez przedziały
tolerancji, ale przez
skalar reprezentujący maksymalną bezwładność tak,że cecha
charakterystyczna nie powinna przekraczać. Inercyjny sposób tolerowania
oferuje dobry kompromis pomiędzy tradycyjnym tolerowaniem i tradycyjnym
statystycznym sposobem tolerowania. W przypadku centralizacji produkcji
partii, tolerancje inercyjny pozwala poszerzyć największe rozproszenie
komponentów dyspersji dozwolonym przez tradycyjny statystyczny model
tolerowania bez jego wad w przypadku średniego przesunięcia.
Dla kontynuacji, jeden z nich określa średnią przesunięcie do
celu.Odchylenie standardowe i bezwładnośc.
Charakterystyka końcowego Y zespołu składa się z elementów n.
Składniki cechy są zdefiniowane jak średniej offsetowego do celu
3.1 Najgorszy przypadekj inercyjnego tolerowania:
Dzięki uwzględnieniu zespołów składników n, której tolerancje są
równomiernie rozłożone i ich wpływ na końcowy charakterystyki jest
identyczny, jeden otrzyma inercyjne przypadki tolerancji składnika
zagwarantowania inercyjnego tolerancję na najgorsze przypadki.
3.2 Inercyjne tolerowania z losowego rozkładu średnich:
Dzięki uwzględnieniu zespół z tolerancją równomiernie
rozmieszczonych i identyczny częstości na ostatniej cechy,
inercyjny tolerancja składnika zagwarantować inercyjny
tolerancja na ostatniej charakterystyki z losowego rozkładu
średnich komponentów jest podane przez I .Losowy rozkład
średnich pozwala na zwiększenie tolerancji do tych tradycyjny
statystyczny tolerowania w przypadku wyśrodkowanych partii, ale
bez wad w przypadku zmiany średniej składników. Ta metoda
inercyjnej tolerancje może
być również nazywane statystycznej inercyjne tolerancje przez
analogię z tradycyjną statystyczny
tolerancje.
4Inercyjne tolerowania gwarantując w Cpk na zespole
Od wyników Pillet, gdzie jeden oblicza składowych bezwładności
zagwarantowanie
bezwładność na charakterystyce zespołu, inni będą chcieli
zagwarantować tolerancję
Przedział przez indeks Cpk na końcową charakterystykę,
zachowując inercyjne tolerancje w składników produktu.
4.1Cpk indeks i inercyjny tolerowania
Indeks Cpk służy do sprawdzenia, a szanuje partii, czy nie jego
przedział tolerancji.
inercyjny tolerancja jest skalarem, a nie przedział tolerancji, ale
niech nam być zainteresowane
Zachowanie wskaźnika Cpk dla komponentu w granicach swojej
inercyjnej tolerancji. W przypadku gdy składnik ten jest w granicach
swojej inercyjnej tolerancji można wyrazić odchylenie standardowe
partii z inercyjnej tolerancji i oznacza przesunięcie do celu przez
()
Aby korzystać z indeksu Cpk na inercyjnej tolerancji, rozważmy
wyśrodkowanego partii, a następnie
Cp = Cpk = CPM = Cpmk. Jeżeli partia jest w granicach jej
przedziale tolerancji, czyli Cp = 1, jeden Można mieć relacja I
Bezwładność elementem jest wtedy że otrzymuje w ekspresji
standardem odchylenie partii w granicach bezwładności podanej
przez równania (13). Wyrażenie wskaźnika CPK komponent w
granicach swojej inercyjnej tolerancji jest funkcją
Poniższy wykres 1 przedstawia zmiany wskaźnika Cpk dla trzech
partii w granicach inercja z różnych inercyjnych tolerancji.
Wskaźniki CPK wydają wszystko mieć taki sam minimum, nieco
poniżej 1, to mają tendencję do nieskończony Kiedy średnia
przesunięcie do celu zmierza w kierunku
δ Max .Obliczanie pochodnej z Cpk w funkcji δ daje (wzór)
Pochodna Cpk jest zerowa gdy
δ= R/18,A najmniej Cpk jest równa
Cpk =0,94
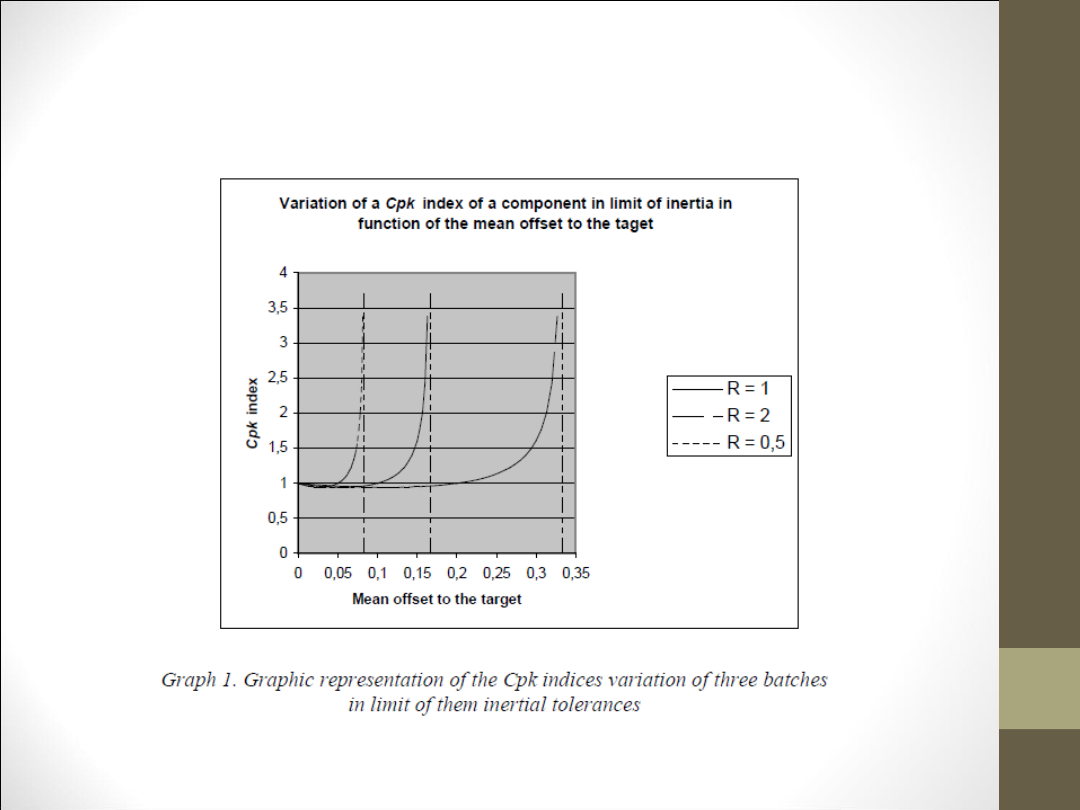
Wykres 1. Graficzne przedstawienie zmienności indeksów Cpk trzech
partii
w granicach ich tolerancje inercyjne.
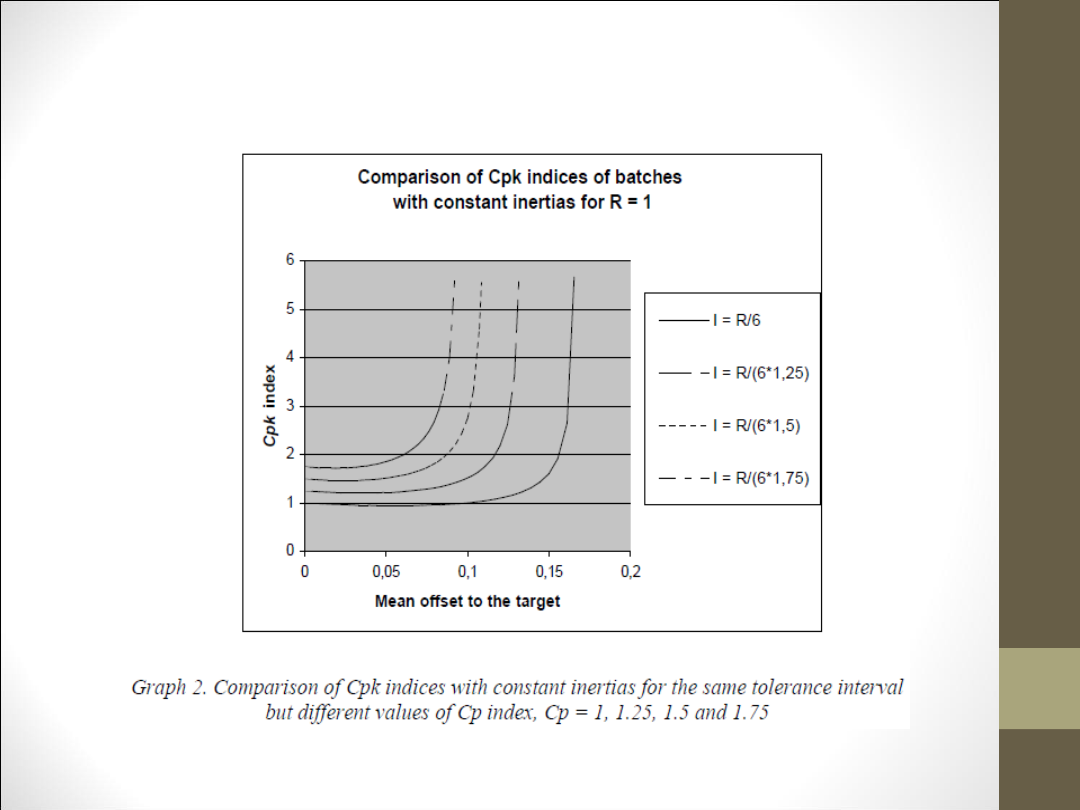
Wykres 2. Porównanie wskaźników CPK o stałych bezwładności dla tego samego
przedziału tolerancji ale różne wartości Cp indeksie, Cp = 1, 1,25, 1,5 i 1,75
Szanując obezwładnienie I max Partia Cpk jest niemal stała od
gdzie Cpk = 1,04. Następnie jako rośnie, obejmujące
zmniejszenie Szanować Maksymalna bezwładność, Cpk rośnie do
skłonności do + nieskończoności, gdy d . Jest on również
zauważył ,że możliwe przesunięcie maksimum jestWidzieliśmy
zachowanie indeksu Cpk w granicach tolerancji dla różnych
inercyjnej
tolerancje odstępach czasu. Kiedy bezwładność partii jest niższa
od inercjalnego tolerancji,
indeks Cpk jest wtedy wyższa niż
indeks Cpk dla partii w ograniczenie maksymalnej tolerancji
inercjalnego.
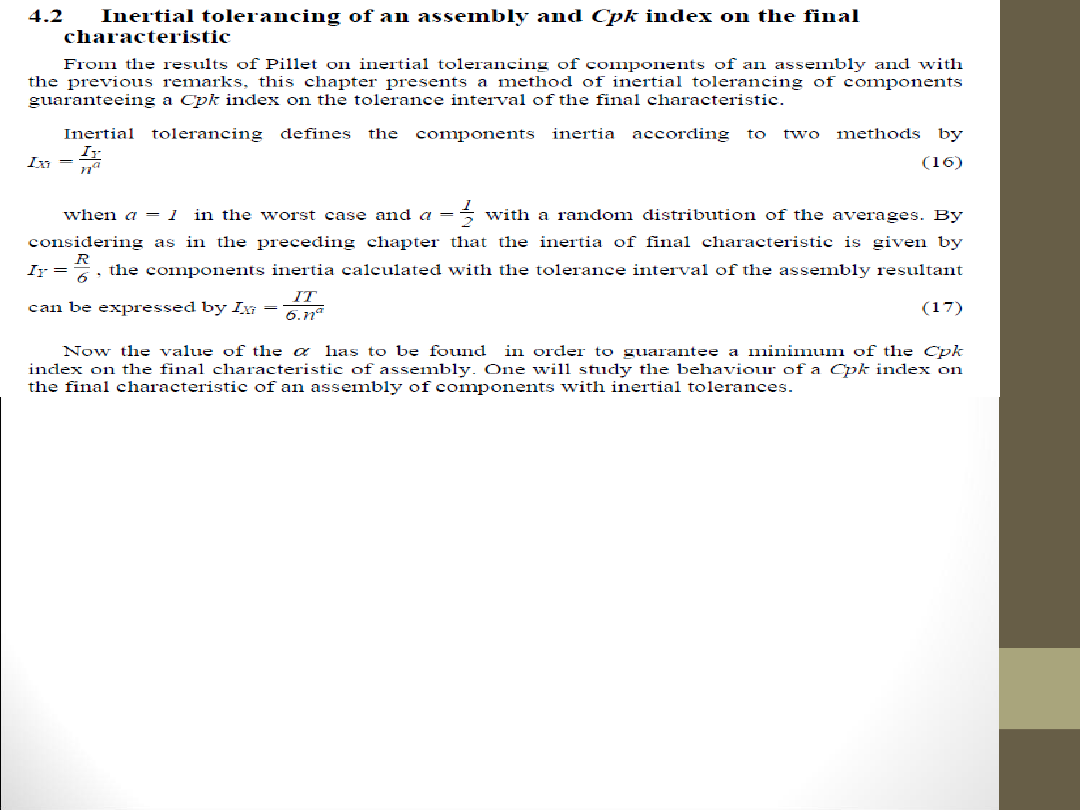
4.2 Inercyjne tolerowania produkcji i indeksu Cpk na końcowy
charakterystyka
Od wyników Pillet na inercyjnej tolerancje składników zestawu i
poprzednie uwagi, w niniejszym rozdziale przedstawiono metodę
inercyjnej tolerancje elementów gwarantując indeks Cpk w przedziale
tolerancji końcowego cechy.
Inercyjny tolerowania określa bezwładność elementy według dwóch
metod przez I xi
Gdy a = 1, w najgorszym wypadku i a =1/2z losową rozkładu średnich.
Przez
biorąc pod uwagę jak w poprzednim rozdziale, że bezwładność
ostatecznej charakterystyki podaje się Iy.Bezwładność elementów oblicza
się w przedziale tolerancji wypadkowej montażu może być wyrażona
przez Ixi. Teraz wartość α Należy znaleźć w celu zagwarantowania
minimum na Cpk. Indeks na ostatnim członie montażu.Będzie badać
zachowanie indeksu Cpk na końcowy cechą montażu komponentów z
kołem zamachowym tolerancji.
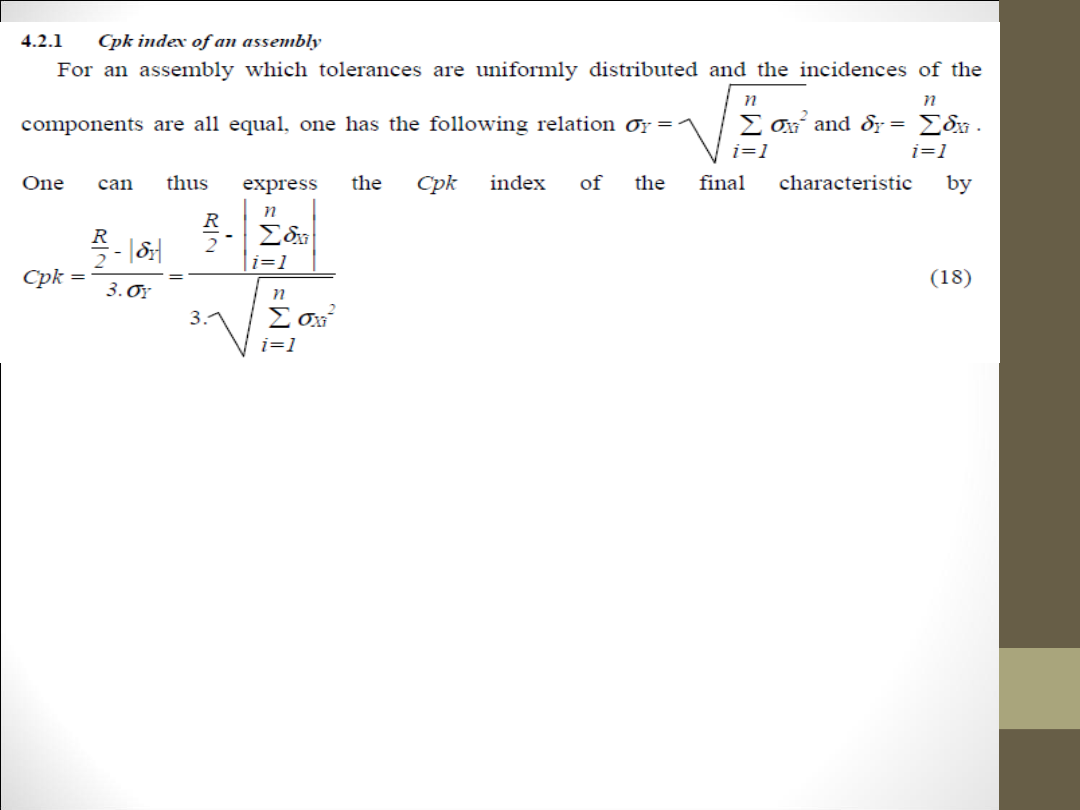
Strona Cpk montażu
Dla zespołu, który tolerancje są równomiernie rozłożone i
częstości występowania elementy są równi, jeden ma
następującą relację (wzór)
Jeden Może w ten sposób Ekspresowy Cpk Wskaźnik końcowy
charakterystyka przez Cpk
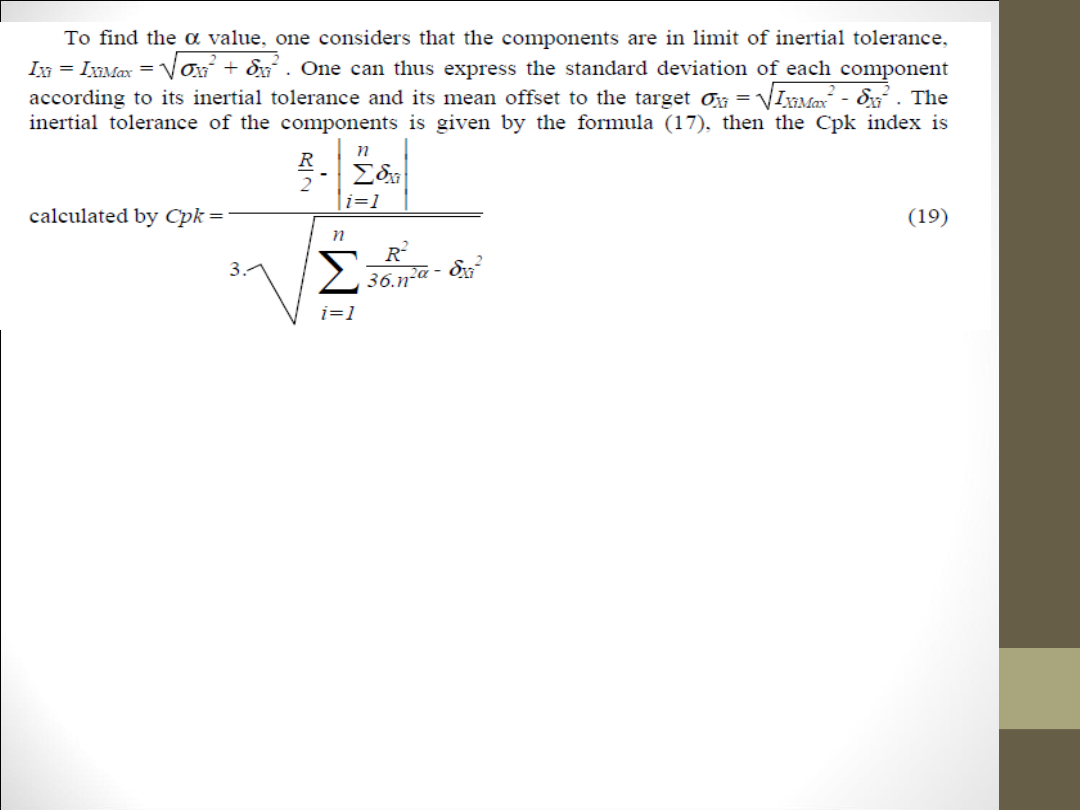
Aby znaleźć wartość alfa , jeden uważa, że elementy są w
granicach inercyjnej tolerancji, . Można więc wyrazić odchylenie
standardowe każdego składnika zgodnie z jego inercyjnej
tolerancji i jej średniej przesunięcie do celu inercyjny tolerancja
tych elementów jest według wzoru (17), następnie wskaźnik Cpk
jest obliczony przez Cpk (wzór)
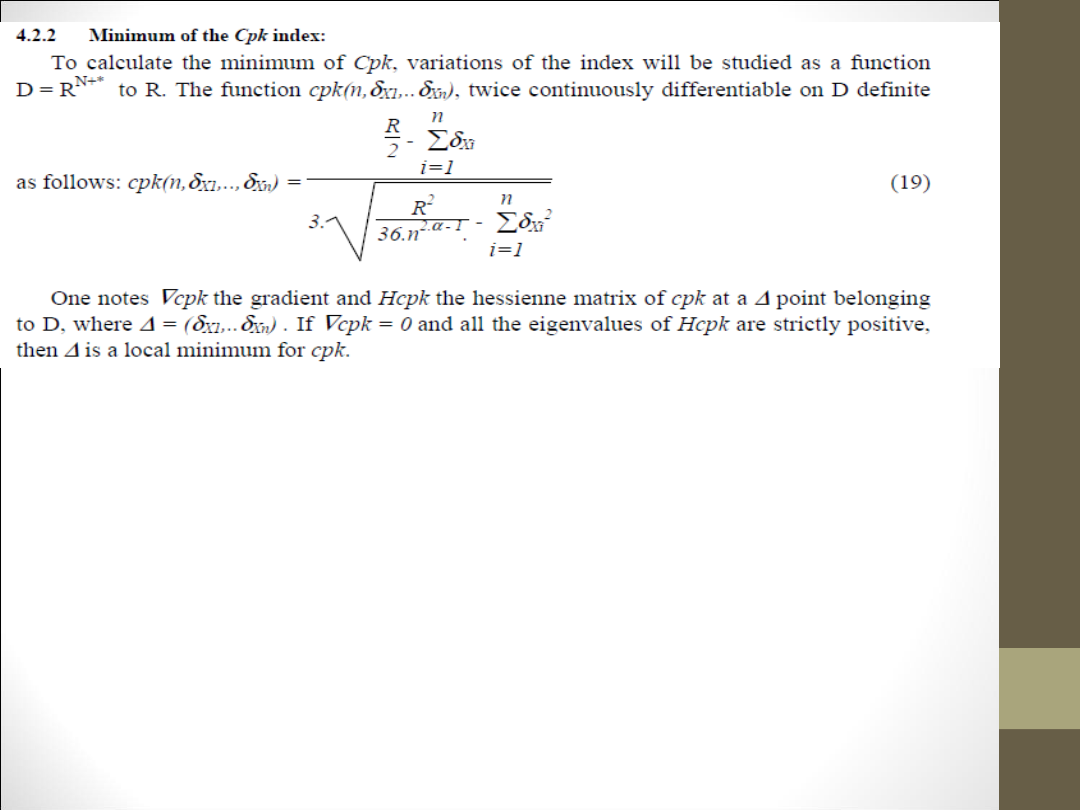
4.2.2
Minimalna wskaźnika Cpk:
Aby obliczyć minimum aktywności CPK, wahania indeksu będą
badane w funkcji D
Dwukrotnie różniczkowalne w sposób ciągły na D określony
w następujący sposób: (wzór)
Jeden zauważa CPK gradient i Hcpk hessienne matryca CPK w
punkt należący do D, Jeśli CPK = 0, a wszystkie wartości własne
Hcpk są absolutnie pozytywne, Następnie jest lokalnym minimum
dla CPK.
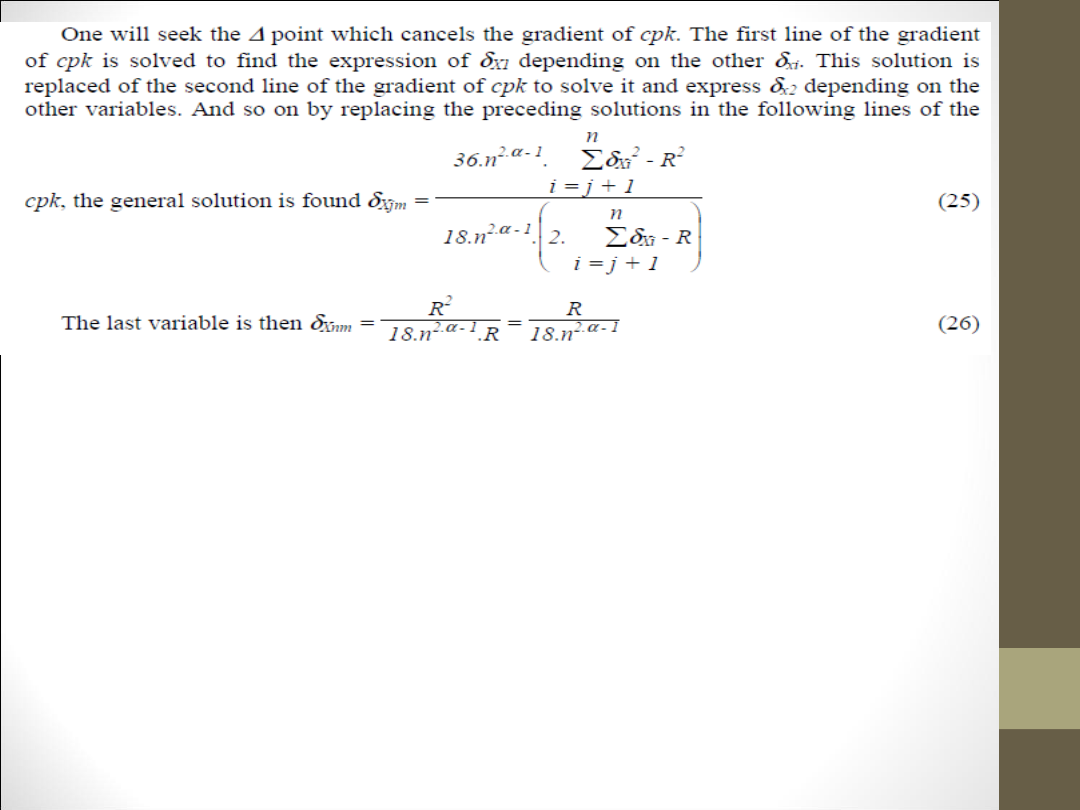
Będzie szukać punkt, który anuluje gradient CPK. Pierwsza linia
gradientu z CPK jest rozwiązany, aby znaleźć wyraz
punkt, który anuluje gradient CPK. Pierwsza linia gradientu
z CPK jest rozwiązany, aby znaleźć wyrazw zależności od innych.
To rozwiązanie jest zastąpiony w drugiej linii gradientu CPK go
rozwiązać i ekspresowe w zależności od inne zmienne. I tak dalej,
zastępując rozwiązania poprzedzające w następujące linie w CPK,
ogólne rozwiązanie nie zostanie znalezione
To rozwiązanie jest zastąpiony w drugiej linii gradientu CPK go
rozwiązać i ekspresowe w zależności od inne zmienne. I tak dalej,
zastępując rozwiązania poprzedzające w następujące linie w CPK,
ogólne rozwiązanie nie zostanie znalezione Ostatnia zmienna jest
następnie Jeden zastępuje to rozwiązanie w rozwiązaniu
poprzednim liniiXn-1m I tak dalej, aby dowiedzieć ogólne
rozwiązanie Pojedynczy punkt, który anuluje gradient funkcji Cpk
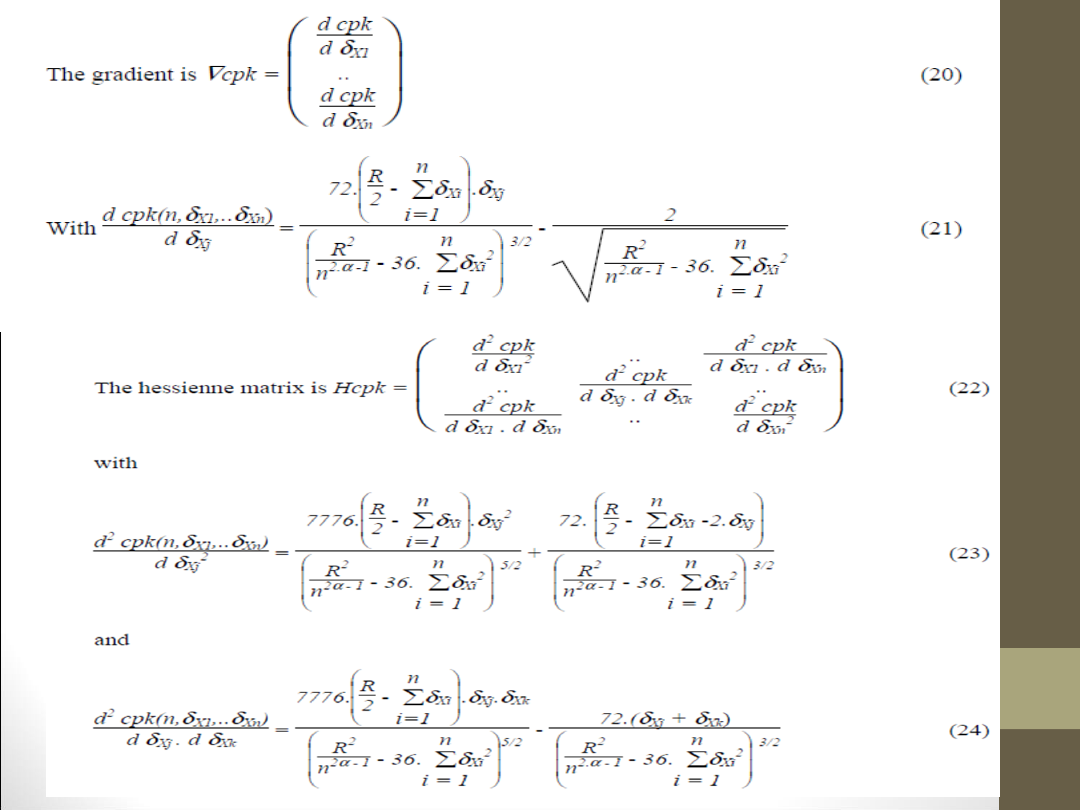
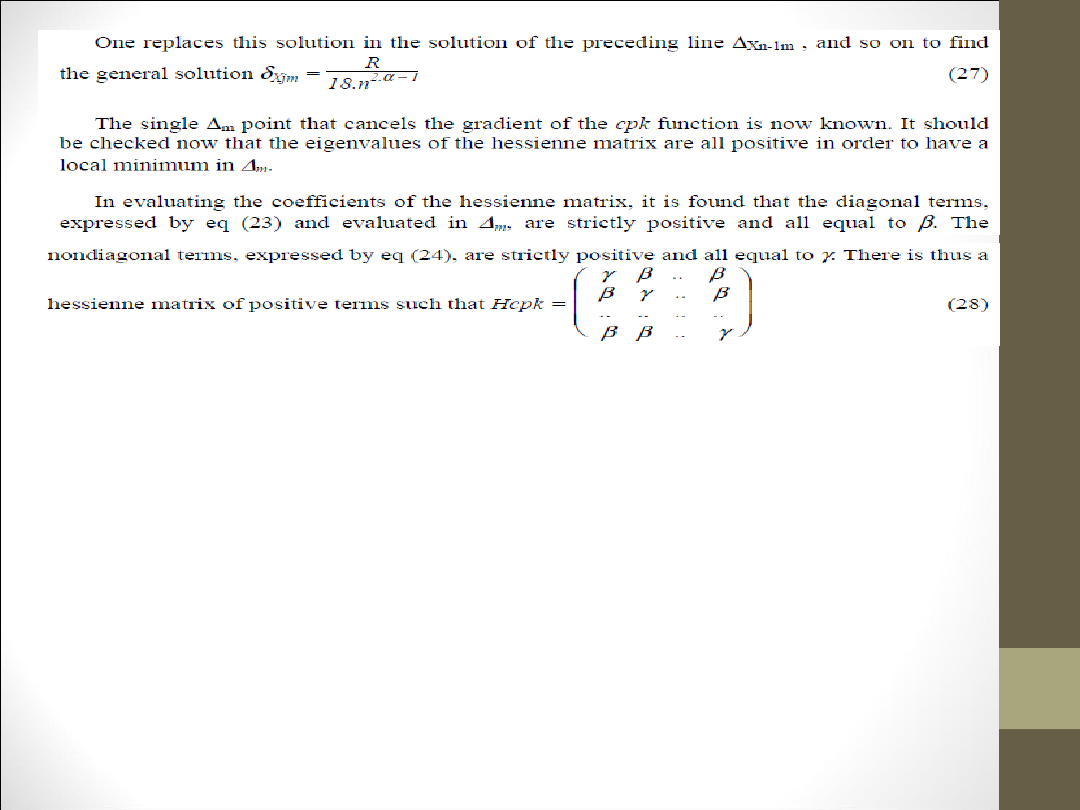
jest obecnie znany. Należy
należy sprawdzić teraz, że wartości własnych hessienne macierzy
są dodatnie, aby mieć lokalne minimum w delta mW ocenie
współczynniki hessienne matrycy, okaże się, że przekątna
terminy, wyrażone przez równania (23) i oceniane
Są absolutnie pozytywne i wszystko równe beta. nondiagonal
terminy, wyrażone przez równania (24), są absolutnie pozytywne
i wszystko równa. Istnieje więc hessienne matryca pozytywnych
kategoriach takich, że Hcpk (macież)
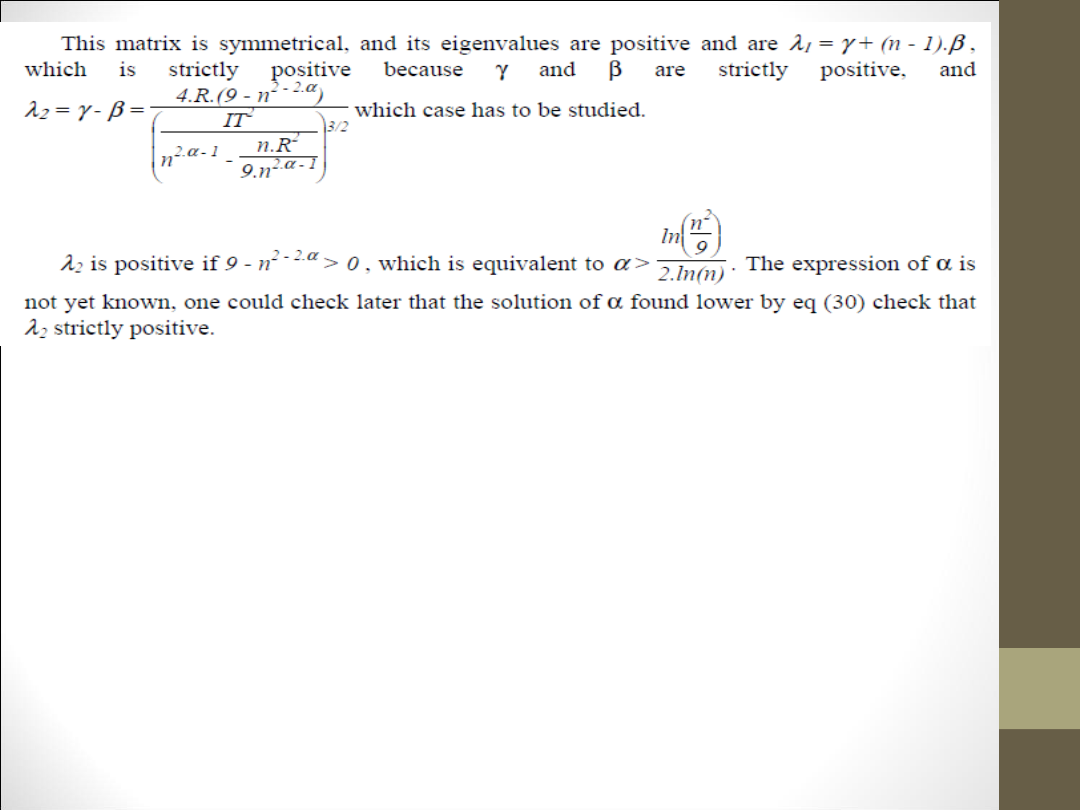
Ta macierz jest symetryczna, a jej wartości własne są dodatnie i
są którym sprawa ma być zbadana. jest dodatni, jeśli 9 – n 0, co
stanowi równowartość α Ekspresja jest Nie znana jeszcze, można
sprawdzić później, że rozwiązanie stwierdzono niższe o równania
(30) sprawdzić, czy jest ściśle dodatnia.
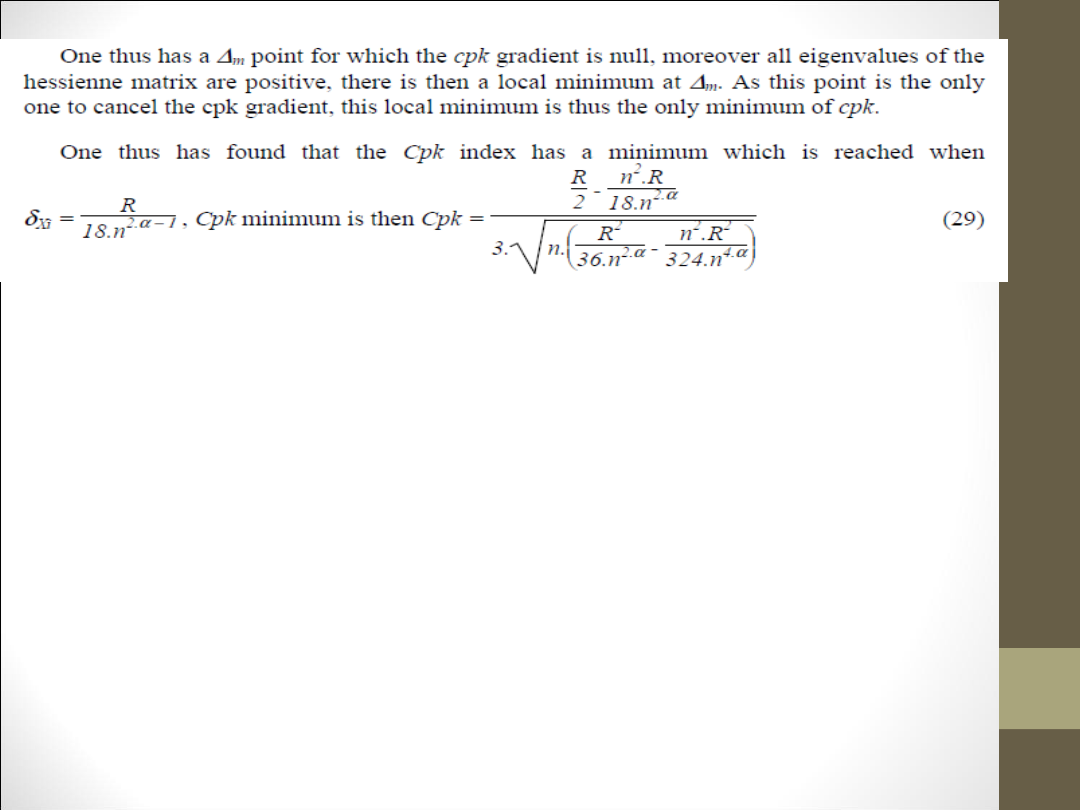
Jeden ma więc punkt dla których nachylenie CPK jest zerowy, ponadto
wszystkie wartości własne hessienne macierzy są dodatnie, to wówczas lokalne
minimum na. Jako punkt ten jest tylkojedno, aby anulować gradient aktywności
CPK, to lokalne minimum jest więc tylko minimalnie CPK.
Jednym więc stwierdził, że indeks Cpk ma minimum osiąganą przy Minimalna
Cpk jest następnie (wzór)
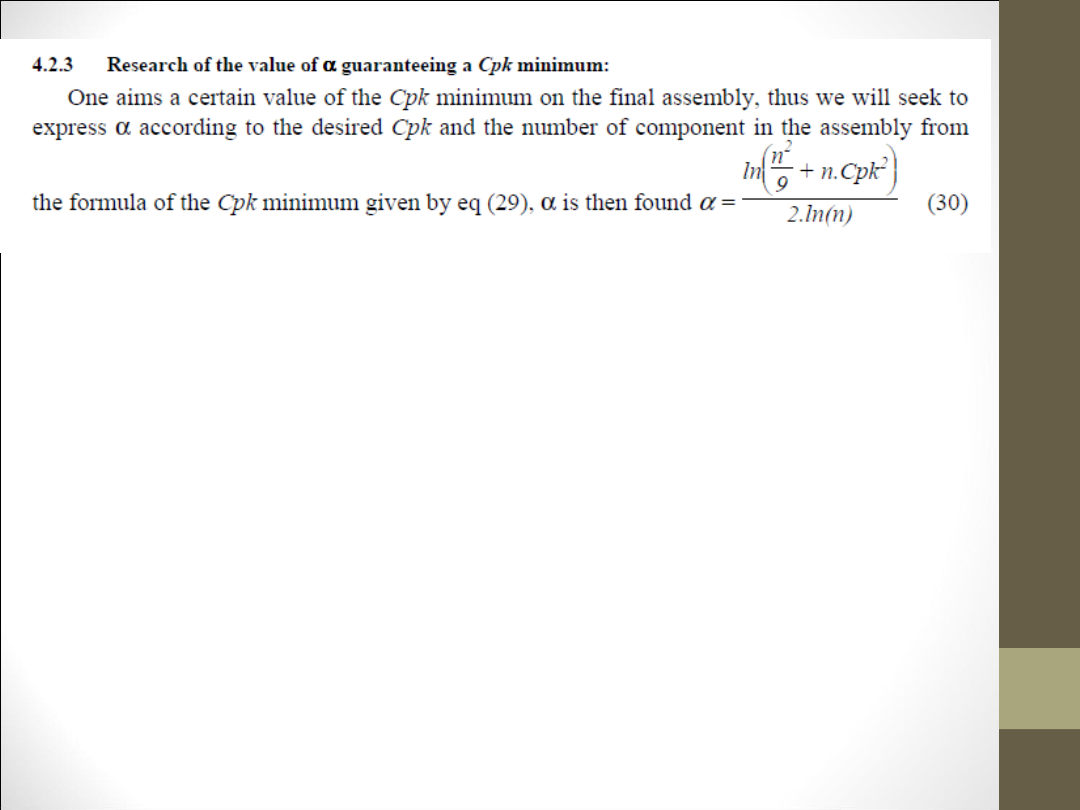
Badania wartości alfa zagwarantowanie minimalnych Cpk:
Jeden ma pewną wartość minimum Cpk na końcowy montaż, a
więc będziemy starać się ekspresowy w zależności od
pożądanego CPK i liczby części w zespole z
Formuła minimum Cpk danego przez równania (29), zostanie
odnaleziona (wzór)
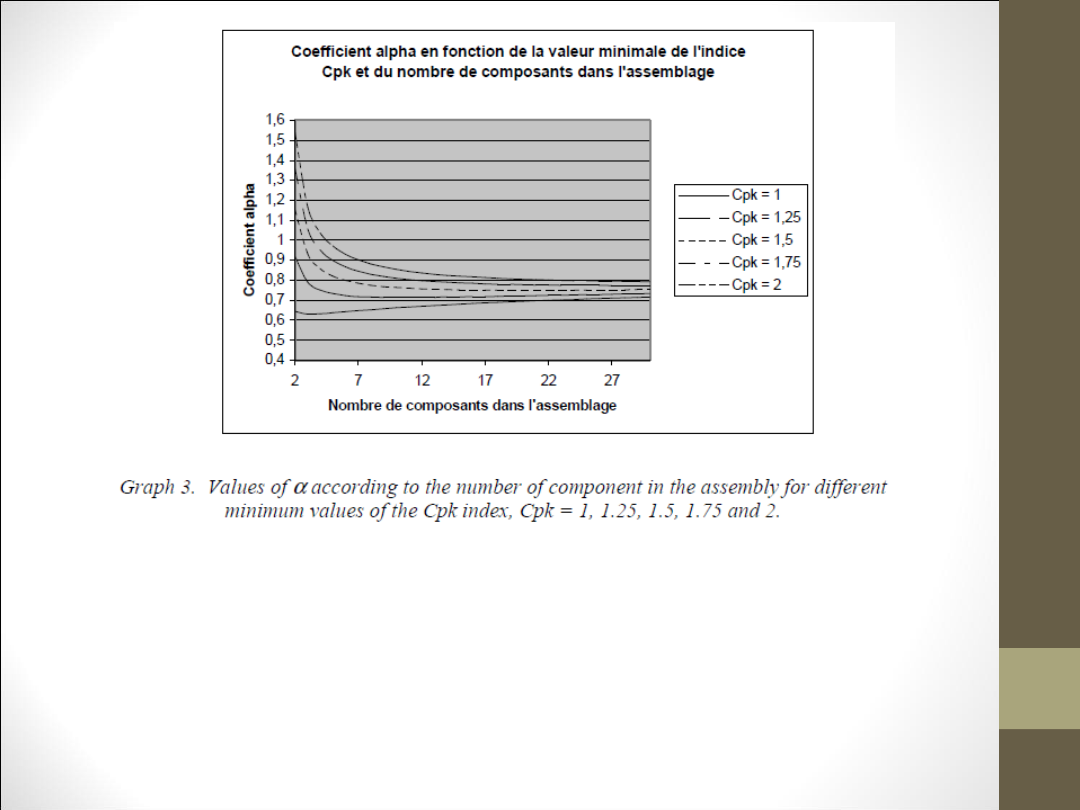
Wykres 3. Wartości α w zależności od ilości składnika w
zespole na inny
Minimalne wartości wskaźnika aktywności CPK, Cpk = 1, 1,25,
1,5, 1,75
i 2.
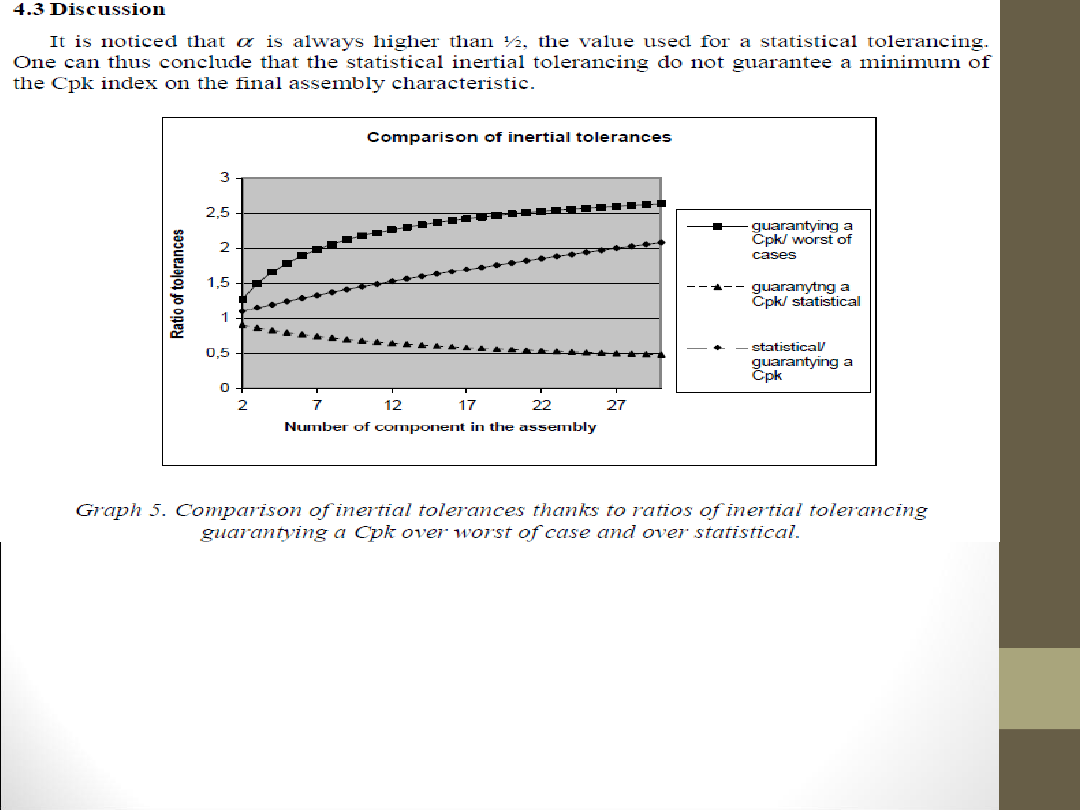
4.3Dyskusja
Zauważono, że α jest zawsze wyższa niż ½, wartość używana przez
statystycznego tolerancje.
Można więc stwierdzić, że statystyczny inercyjny tolerowania nie gwarantują
minimum
Strona Cpk na ostatniej cechy montażu.
Wykres 5. Porównanie inercyjnych tolerancji dzięki stosunkach inercyjnej
tolerancje
gwarantując w Cpk ponad najgorszym przypadku, a ponad statystycznych.
Z drugiej strony, granica α gdy liczba składników zmierza do
nieskończoności,α powoli zmierza w kierunku 1, ale pozostaje niższy niż
1, co jest wartością używaną dla inercyjny tolerowania w najgorszym z
przypadków. Można również zauważyć, że według wartości Cpk indeks
gwarancji, wartość alfa może być wyższa niż 1 na kilka liczbie
elementów, tolerancja będzie więc mocniej niż w najgorszym
przypadku tolerancje inercjalnego. Można zaobserwować, że stosunek
inercyjnych tolerancji gwarantując indeks Cpk na najgorsze Sprawa
inercyjny tolerowania jest wyższa niż stosunek statystycznego
inercyjnej tolerancje nad inercyjny
tolerancje gwarantując indeks Cpk. To pokazuje, że inercyjny
tolerowania gwarantując w Cpk Strona daje większą swobodę w części
montażowej w porównaniu z najgorszym przypadku inercyjnego
tolerancje, niż zmniejsza komponenty tolerancji w stosunku do
statystycznej tolerancje.
Sprawa inercyjny tolerowania jest wyższa niż stosunek
statystycznego inercyjnej tolerancje nad inercyjny tolerancje
gwarantując indeks Cpk. To pokazuje, że inercyjny tolerowania
gwarantując w Cpk Strona daje większą swobodę w części
montażowej w porównaniu z najgorszym przypadku inercyjnego
tolerancje, niż zmniejsza komponenty tolerancji w stosunku do
statystycznej tolerancje.
Podsumowując ten rozdział, mamy inercyjne metodę tolerancje
komponentów opartych
w przedziale tolerancji wypadkowej montażowej że gwarancja
minimalnej Cpk. Inercyjny tolerancje są obliczane przez Igdzie α
wartość gwarancyjnym na Cpk jest przez α.
5 Podsumowanie
Zaproponowaliśmy w niniejszym opracowaniu metody inercyjnej
tolerancje mającego na celu zagwarantowanie
zgodność końcowego wypadkowej zespołu w przedziale tolerancji
wedługCpk
indeks. Wartość alfa należy wziąć pod uwagę przy obliczaniu
inercyjnych tolerancji jest oblicza się według liczby składnika w
montażu i wartości indeksu Cpk do zagwarantowania na wypadkowej
montażu.
Zastosowanie tej metody tolerancji wymiarów umożliwia korzystania
inercyjne tolerancje i utrzymuje związek z tradycyjnej tolerancji
wymiarów. To znaczy, że metoda ta umożliwia
szanować przedział tolerancji gwarantując indeks Cpk na wypadkowej
montażowej przy Stosując inercyjne tolerancję na tych elementach.
Przypisy

Dziękujemy za
uwagę !

OCENA ZWIĄZKU Z KWZP
Artykuł okazał się przydatny do poznania
ulepszonych metod tolerancji ,może to mieć
zastosowanie w wspomaganiu projektów
graficznych części które mają być
montowane w zespoły. Np. w programie
CAD(ang. Computer Aided Design)
Ogólny związek : mało ścisły
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
- Slide 39
- Slide 40
- Slide 41
Wyszukiwarka
Podobne podstrony:
3 Tolerancje i pasowania
pasowanie chorpowatość tolerancja
2 3a Uklad tolerancji i pasowan ISO (2)
tolerancja ok, Immunologia
Dzięki tolerancji możliwa jest odmienność, scenariusze
Jak nauczyć dziecko tolerancji
Tolerancja
tolerance of?mage
Czy tolerancja jest problemem polskiej młodzieży
Dwugłos o tolerancji 2004 odp PP
Cw 5 10 Analiza tolerancji i od Nieznany
tabelki grafika, Grafika inżynierska, Normy,tabelki,tolerancje
MOTYW tolerancji, prezentacje
List of moments of inertia
Gimnazjaliści robią wystawę o tolerancji
więcej podobnych podstron