„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Aleksandra Kleśta
Produkowanie kiełbas 741[03].Z4.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Bogusława Gajdamowicz
mgr inż. Witold Pułkownik
Opracowanie redakcyjne:
mgr inż. Jadwiga Morawiec
Konsultacja:
mgr inż. Barbara Kapruziak
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 741[03].Z4.02.
Produkowanie kiełbas, zawartego w modułowym programie nauczania dla zawodu rzeźnik –
wędliniarz
.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Etapy produkcji kiełbas
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
17
4.1.3. Ćwiczenia
17
4.1.4. Sprawdzian postępów
19
4.2. Maszyny i urządzenia stosowane do produkcji kiełbas
20
4.2.1. Materiał nauczania
20
4.2.2. Pytania sprawdzające
26
4.2.3. Ćwiczenia
26
4.2.4. Sprawdzian postępów
28
4.3. Ocena jakości i przechowywanie kiełbas
29
4.3.1. Materiał nauczania
29
4.3.2. Pytania sprawdzające
32
4.3.3. Ćwiczenia
32
4.3.4. Sprawdzian postępów
34
5. Sprawdzian osiągnięć
35
6. Literatura
40

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w kształtowaniu umiejętności przy produkowaniu kiełbas.
Poradnik ten zawiera:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiadomości, które
powinieneś mieć opanowane, aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia jednostki modułowej.
3. Materiał nauczania, który umożliwia samodzielne przygotowanie się do wykonania
ć
wiczeń i udzielenia prawidłowych odpowiedzi na pytania testowe. Materiał jest
podzielony na trzy bloki, a w obrębie każdego z nich znajdują się również pytania
sprawdzające przygotowujące do wykonania ćwiczenia oraz opis sposobu wykonania
ć
wiczenia wraz z wykazem materiałów, narzędzi i sprzętu potrzebnego do jego realizacji.
4. Na podsumowanie każdego bloku materiału znajduje się także sprawdzian postępów,
który ma Ci uświadomić, czy opanowałeś materiał. Powinieneś poszerzać swoją wiedzę
i w tym celu korzystaj z różnych źródeł informacji, również ze wskazanej w ostatnim
rozdziale literatury. Przykładowy zestaw zadań testowych sprawdzających Twoje
opanowanie wiedzy i umiejętności z zakresu całej jednostki modułowej. Zaliczenie tego
testu jest dowodem opanowania umiejętności określonych w tej jednostce.
Jeżeli będziesz miał trudności ze zrozumieniem tematu lub ćwiczenia, to poproś
nauczyciela lub instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz
daną czynność.
Jednostka modułowa: Produkowanie kiełbas jest jedną z jednostek modułowych
koniecznych do zapoznania się z modułem: Przetwórstwo mięsa.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów bhp i higieny
pracy oraz instrukcji przeciwpożarowych, wynikających z rodzaju wykonywanych prac.
Przepisy te poznasz w trakcie trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
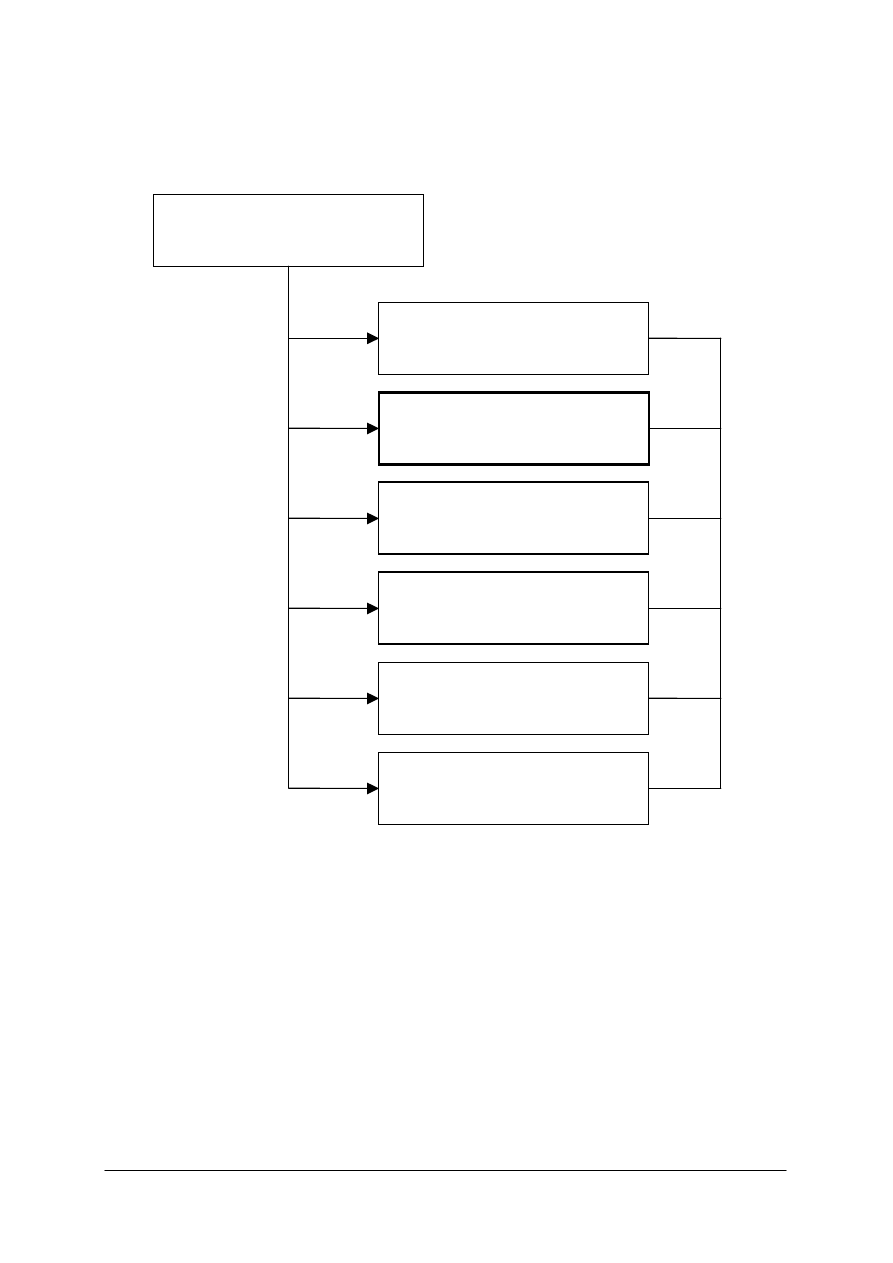
Schemat układu jednostek modułowych
741[03].Z4
Przetwórstwo mięsa
741[03].Z4.01
Produkowanie wędzonek
741[03].Z4.02
Produkowanie kiełbas
741[03].Z4.03
Produkowanie wędlin podrobowych
741[03].Z4.04
Produkowanie wyrobów blokowych
741[03].Z4.05
Produkowanie tłuszczów topionych
741[03].Z4.06
Produkowanie konserw

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
rozpoznawać elementy zasadnicze półtusz zwierząt rzeźnych,
−
klasyfikować rodzaje mięsa,
−
charakteryzować zasady eksploatacji maszyn,
−
charakteryzować systemy jakości GMP, GHP i HACCP,
−
organizować stanowisko pracy w zakładzie przetwórstwa spożywczego,
−
charakteryzować wymagania sanitarno-higieniczne dotyczące pomieszczeń produkcyjnych
i ich wyposażenia produkcyjnego,
−
stosować zasady bezpieczeństwa i higieny pracy obowiązujące w zakładzie przetwórstwa
mięsa,
−
korzystać z różnych źródeł informacji,
−
posługiwać się dokumentacją techniczno-technologiczną,
−
komunikować się i pracować w zespole.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
scharakteryzować różne grupy kiełbas,
−
określić zasady i etapy produkcji kiełbas nietrwałych, półtrwałych, trwałych i surowych,
−
zastosować normy dotyczące produkcji kiełbas,
−
dobrać surowce podstawowe, substancje dodatkowe i pomocnicze oraz ocenić ich jakość,
−
scharakteryzować peklowanie mięsa na sucho,
−
dobrać składniki mieszanek peklujących,
−
sporządzić mieszaki peklujące,
−
określić zmiany biochemiczne, fizykochemiczne i mikrobiologiczne zachodzące podczas
peklowania mięsa,
−
wyjaśnić cel i metody kutrowania,
−
scharakteryzować zmiany zachodzące w mięsie podczas kutrowania,
−
określić cel mieszania składników kiełbas,
−
wyjaśnić cel wędzenia i parzenia kiełbas,
−
scharakteryzować przebieg wędzenia i parzenia kiełbas oraz zachodzące w nich zamiany,
−
scharakteryzować budowę, zasadę działania i obsługę maszyn i urządzeń stosowanych do
produkcji kiełbas,
−
rozpoznać instalacje techniczne wykorzystywane podczas produkcji maszyn,
−
określić zdolność i wydajność produkcyjną maszyn i urządzeń do produkcji kiełbas,
−
dobrać i obsłużyć maszyny i urządzenia stosowane podczas produkowania kiełbas,
−
dokonać konserwacji maszyn i urządzeń stosowanych podczas produkcji kiełbas,
−
posłużyć się sprzętem i aparaturą kontrolno-pomiarową podczas produkcji kiełbas,
−
zaplanować, zorganizować i przeprowadzić czynności technologiczne produkcji kiełbas
w sposób zapewniający zgodną z normami jakość zdrowotną produktów oraz
bezpieczeństwo żywności,
−
ocenić jakość wyprodukowanych kiełbas według norm,
−
przygotować kiełbasy do dystrybucji,
−
scharakteryzować dokumentację produkcyjną oraz rozliczyć zużycie surowców,
substancji dodatkowych i materiałów pomocniczych,
−
obliczyć koszty, przychody i wynik finansowy działalności gospodarczej,
−
zorganizować stanowisko pracy zgodnie z przepisami bezpieczeństwa i higieny pracy
oraz wymaganiami ergonomii,
−
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej
i ochrony środowiska.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Etapy produkcji kiełbas
4.1.1. Materiał nauczania
Wiadomości ogólne o kiełbasach
Produkcja kiełbas to duży dział przemysłu mięsnego wykorzystujący prawie wszystkie
klasy jakościowe mięsa, tłuszcze, uboczne artykuły uboju oraz różnego rodzaju surowce
nie mięsne, funkcjonalne dodatki do żywności i przyprawy. Produkcja kiełbas odbywa się
w oddziale produkcji wędlin, nazywanym również przetwórnią wędlin. Kiełbasy należą do
jednej z grup technologicznych wędlin. Kiełbasy – są to przetwory mięsne w osłonkach
naturalnych lub sztucznych, wyprodukowane z rozdrobnionego tłuszczu i mięsa peklowanego
i niepeklowanego, solonego, z dodatkiem lub bez surowców uzupełniających, przyprawione,
wędzone lub niewędzone, surowe, dojrzewające, parzone lub pieczone. Według norm
rozróżniane są następujące rodzaje kiełbas:
−
homogenizowane,
−
drobno rozdrobnione,
−
drobno rozdrobnione surowe,
−
drobno rozdrobnione wysokowydajne,
−
ś
rednio rozdrobnione,
−
ś
rednio rozdrobnione surowe,
−
ś
rednio rozdrobnione wysokowydajne,
−
ś
rednio rozdrobnione podsuszone,
−
ś
rednio rozdrobnione suszone,
−
grubo rozdrobnione,
−
grubo rozdrobnione wysokowydajne,
−
grubo rozdrobnione suszone.
Kiełbasy homogenizowane to wędliny, w których surowce mięsno-tłuszczowe poddano
homogenizacji. Kiełbasy drobno rozdrobnione to wędliny, w których surowce mięsno-
tłuszczowe zostały rozdrobnione na cząstki o wielkości poniżej 5 mm. Kiełbasy średnio
rozdrobnione, to produkty, w których surowce mięsno-tłuszczowe zostały rozdrobnione na
cząstki o wielkości 5–20 mm. Kiełbasy grubo rozdrobnione to wędliny, w których
przeważająca część surowców mięsno-tłuszczowych została rozdrobniona na cząstki
o wielkości powyżej 20 mm.
Kiełbasy wysokowydajne wyprodukowane są z dodatkiem składników zwiększających
wodochłonność, a których wydajność gotowego produktu w stosunku do wsadu mięsno-
tłuszczowego wynosi:
−
dla kiełbas grubo rozdrobnionych powyżej 115%,
−
dla kiełbas średnio rozdrobnionych powyżej 120%,
−
dla kiełbas drobno rozdrobnionych powyżej 135%.
W zależności od rodzaju użytego mięsa kiełbasy można podzielić na:
−
czysto wieprzowe, czysto wołowe, czysto cielęce i czysto baranie gdy deklarowany
rodzaj mięsa stanowi całość (100%) wsadu,
−
wieprzowe, wołowe, cielęce, baranie, gdy deklarowany surowiec mięsno-tłuszczowy
jednego rodzaju stanowi 75% wsadu,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
−
wieprzowo-wołowe, wołowo-wieprzowe, baranio-wieprzowe, wieprzowo-drobiowe,
w których deklarowany na pierwszym miejscu rodzaj surowca przeważa w składzie
wsadu mięsno-tłuszczowego,
−
końskie i z dziczyzny, czyli kiełbasy wyprodukowane z udziałem mięsa końskiego lub
z dziczyzny.
Ze względu na trwałość wyróżnia się kiełbasy:
−
nietrwałe przeznaczone są do krótkiego magazynowania i szybkiego spożycia. Do tej
grupy kiełbas należą kiełbasy surowe (biała surowa) i parzone. W zależności od stopnia
rozdrobnienia kiełbasy nietrwałe parzone mogą być grubo, średnio i drobno
rozdrobnione. Grubo i średnio rozdrobnione to kiełbasy: krakowska, śląska, zwyczajna,
kminkowa. Do drobno rozdrobnionych należą serdelki, parówkowa, parówki, serdelowa,
mortadela,
−
półtrwałe mają najwyżej trzy miesięczny okres trwałości. Należą do nich kiełbasy surowe
(polska wędzona, franfrukterki), pieczone (kabanosy, myśliwska sucha, jałowcowa) lub
parzone (piwna, litewska, żywiecka),
−
trwałe mają okres przydatności powyżej trzech miesięcy. Produkowane są z peklowanych
surowców mięsno-tłuszczowych w osłonkach naturalnych lub sztucznych, wędzone
i suszone lub podsuszane. Do tego typu kiełbas zaliczamy np. krakowską pieczoną suchą.
Specyficzną grupą kiełbas są kiełbasy surowe fermentowane. Wyróżniają się wśród
pozostałych wyrobów mięsnych nie tylko smakiem, wyglądem, ale również przemianami
mikrobiologicznymi. Rola mikroorganizmów w tej grupie kiełbas jest szczególnie ważna,
ponieważ kiełbasy surowe nie poddaje się obróbce termicznej. Produkcja kiełbas surowych
fermentowanych
polega
na
umiejętnym
kierowaniu
i
sterowaniu
przemianami
biochemicznymi, mikrobiologicznymi, a także procesami fizykochemicznymi, które zachodzą
w surowcu mięsno-tłuszczowym w trakcie produkcji i procesu dojrzewania. Kiełbasy surowe
wytwarza się z surowego, rozdrobnionego mięsa i słoniny, które miesza się z sola peklującą,
przyprawami i niewielką ilością substancji dodatkowych, napełnia w osłonki i w określonych
warunkach temperatury i wilgotności względnej powietrza poddaje wystarczającemu
procesowi dojrzewania, stąd nazywane są także jako kiełbasy surowe dojrzewające.
W zależności od konsystencji gotowych wyrobów mówi się o twardych kiełbasach surowych,
które daje się kroić w plastry, jak np. salami lub o kiełbasach surowych miękkich, które mają
mniej lub więcej plastyczną konsystencję, jak np. metka, polska surowa. O specyficznym
charakterze fermentowanych kiełbas surowych świadczy wykorzystanie w technologii tych
kiełbas tzw. czystych kultur startowych. Kultury te definiuje się jako świeże, zamrożone lub
liofilizowane szczepy wybranych mikroorganizmów lub ich mieszanin. W produkcji kiełbas
surowych znajdują zastosowanie kultury startowe składające się z pleśni, drożdży i bakterii.
Najszersze zastosowanie znalazły kultury bakteryjne, głównie bakterie kwasu mlekowego
i mikrokoki.
Fazy produkcji kiełbas
W cyklu technologicznym grupy kiełbas występują następujące fazy produkcyjne:
−
dobór surowca zgodnie z recepturą,
−
peklowanie,
−
rozdrabnianie surowca,
−
kutrowanie surowca oraz dodatek lodu lub wody oraz przypraw,
−
mieszanie składników i dodatek przypraw,
−
napełnianie osłonek (zawieszanie na kije wędzarnicze),
−
osadzanie,
−
wędzenie,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
−
parzenie,
−
studzenie,
−
chłodzenie,
W zależności od rodzaju kiełbas nie muszą występować wszystkie powyższe etapy
produkcji. I tak w produkcji kiełbas surowych nie prowadzi się obróbki termicznej, przy
białej surowej nie prowadzi się także wędzenia. Niektóre kiełbasy nie są parzone tylko
poddaje się je pieczeniu.
Dobór surowca
Podstawowym surowcem do produkcji kiełbas jest mięso bez kości, otrzymane
z wykrawania części zasadniczych półtusz zwierząt rzeźnych. Mięso musi być
sklasyfikowane według obowiązujących norm. Do produkcji kiełbas może być stosowane
zarówno mięso świeże, jak i mrożone. Mięso świeże charakteryzuje się większą
wodochłonnością niż mrożone. Jest to bardzo ważna cecha mięsa. Świeże mięso bez kości,
stosowane do produkcji kiełbas, powinno mieć powierzchnię lekko wilgotną, mięso mrożone
powierzchnię suchą (dopuszczalne jest oszronione), natomiast rozmrożone wilgotną do
mokrej. Do produkcji kiełbas używane jest mięso przerobowe o składzie dostosowanym do
rodzaju produkowanych kiełbas. Jego jakość wpływa na większość cech jakościowych
kiełbas, zwłaszcza na wygląd, barwę, zapach, smak, konsystencję oraz świeżość i trwałość.
Do ważnych cech jakościowych mięsa przerobowego należą:
−
skład chemiczny (zawartość wody, białka, tłuszczu itd.),
−
właściwości technologiczne (pH, zdolność wiązania wody itd.),
−
stan mikrobiologiczny(ogólna liczba drobnoustrojów, ilość bakterii fermentacji
mlekowej).
Do cech mięsa przeznaczonego do produkcji farszów na kiełbasy, które należy uwzględnić
w procesie technologicznym zaliczamy:
−
siła wiązania farszu,
−
zdolność chłonięcia i wiązania wody,
−
zdolność emulgowania tłuszczu.
W większości przypadków mięso, zanim zostanie przerobione na kiełbasy jest wcześniej
magazynowane. Ze względu na swój skład jest ono idealną pożywką dla drobnoustrojów,
zatem jego magazynowanie w warunkach chłodniczych może trwać tylko przez krótki czas,
a dłużej – w stanie głębokiego zamrożenia tj. poniżej -18
°
C.
Do surowców podstawowych zaliczane są także tłuszcze. Stosowany do produkcji kiełbas
surowiec
tłuszczowy
powinien
być
możliwie
ś
wieży.
Użycie
tłuszczu
dłużej
przechowywanego wpływa niekorzystnie na zapach i smak oraz wyraźnie ogranicza
możliwości przechowalnicze kiełbas. Również słonina przechowywana przez dłuższy czas
w stanie zamrożenia wykazuje często znaczne zmiany, warunkowane zachodzącymi
procesami chemicznymi jak jełczenie. Do wytworzenia dobrej jakości farszu mięsnego jako
dodatek tłuszczu stosuje się słoninę z łopatki, szynki oraz z grzbietu i karku.
Surowcami uzupełniającymi stosowanymi przy produkcji kiełbas mogą być przyprawy,
preparaty białkowe, węglowodany, dodatki wspomagające kutrowanie.
Przyprawy używane do produkcji kiełbas polepszają ich smak i zapach dzięki
różnorodnemu składowi chemicznemu, a mianowicie: olejkom eterycznym, garbnikom, oraz
innym związkom aromatycznym. Naturalne przyprawy roślinne mogą być mieszanką różnych
części roślin tj.; owoców, nasion, kwiatów, liści, ziela, kory, korzeni i kłączy. Wiele przypraw
używa się w stanie wysuszonym. Aby zapewnić dokładne ich rozmieszczenie w produkcie
należy je dodawać w postaci rozdrobnionej o różnej granulacji. Należy je rozdrobnić
bezpośrednio przed użyciem, żeby nie ulatniały się z nich związki aromatyczne. Przyprawy

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
przechowuje się w odpowiednim, szczelnie zamkniętym opakowaniu i suchym
pomieszczeniu. Do najczęściej używanych przypraw należą:
−
pieprz czarny dodawany jest do wszystkich asortymentów wędlin, pieprz czarny to owoc
krzewu pieprzowcowego o barwie brązowoczarnej o ostrym smaku i zapachu; pieprz
biały jest łagodniejszy w smaku i stosowany do wyrobów delikatesowych, w których nie
powinna być widoczna czarna barwa pieprzu,
−
papryka dodawana w stanie zmielonym, jest to owocnia z nasionami, ma ostry, piekący
smak, może być słodka, półsłodka, ostra,
−
ziele angielskie jest niedojrzałym, wysuszonym owocem drzewa pimentowego, barwy
czerwonej lub brązowej drzewa piementowego, charakteryzuje się silnym, korzennym
zapachem i smakiem korzennym, lekko piekącym, stosowany w postaci zmielonej,
−
jałowiec to wysuszona jagoda o smaku korzennym lekko żywicznym, stosuje się
w postaci roztartej do produkcji wędlin suszonych i podsuszanych,
−
gałka muszkatołowa jest to nasiono o owalnym kształcie, na przekroju żółtobrązowym
z brązowymi żyłkami, stosowana w postaci sproszkowanej i dodatek mieszanek
przyprawowych,
−
czosnek ma ostry smak i zapach, stosowany może być jako przyprawa w postaci cebulki
lub roztarty, bądź jako susz, ma także działanie bakteriostatyczne,
−
majeranek używany do produkcji jako liście suszone wraz z pędami, kwiatów,
niezdrewniałych części łodyg, stosowany jest w postaci pociętej i sproszkowanej, ma
bardzo intensywny zapach i gorzkawy smak,
−
kminek ma barwę szarobrunatną z jasnymi żeberkami, owoce maja charakterystyczny
zapach i smak korzenny, stosowany jako składnik mieszanek przyprawowych,
−
gorczyca używa się nasion kolistych o żółtym zabarwieniu i charakterystycznym smaku
i zapachu. Rozróżnia się gorczycę białą (tę stosuje się w postaci całych ziaren) i gorczycę
czarną (ma ostry i piekący smak i używana do mieszanek przyprawowych),
−
kolendra ma okrągłe owoce barwy żółtej lub żółtobrunatnej o charakterystycznym
intensywnym zapachu słodko-korzennym, stosuje się w postaci roztartej jako mieszankę
przyprawową do kiełbasy szynkowej i serwolatki.
Jakość przypraw bada się organoleptycznie, określając zapach, smak, barwę,
występowanie zanieczyszczeń, stopień rozdrobnienia, jednolitość partii i porażenie
szkodnikami. Metodami laboratoryjnymi oznacza się przeważnie zawartość wilgoci, popiołu
oraz olejków eterycznych. Ze względu na specyficzny skład chemiczny wiele przypraw ma
ograniczony okres przechowywania, te które są przeterminowane nie przedstawiają żadnej
wartości technologicznej.
Oprócz przypraw naturalnych używane mogą być substancje aromatyczne i aromaty
spożywcze.
Preparaty białkowe otrzymuje się z surowców roślinnych (soja) i zwierzęcych (z mleka,
kości). Dodatek preparatów białkowych ma na celu:
−
wzbogacenie produktów w białko,
−
zmniejszenie strat technologicznych, np. ubytków termicznych wędlin,
−
zmniejszenie wartości energetycznej produktu, zawartości tłuszczu,
−
obniżenie kosztów wsadu surowcowego przez częściowe zastąpienie mięsa.
Wśród roślinnych preparatów białkowych największe znaczenie posiadają preparaty
białek sojowych. Mogą być w postaci izolatów lub koncentratów białek sojowych. Stosowane
są przeważnie jako zamienniki lub składniki uzupełniające przetwory. Izolaty są dobrym
ź
ródłem wysokiej klasy białek o dobrym profilu smakowo-zapachowym i trwałych
właściwościach funkcjonalnych. Koncentraty mają doskonały skład białek, podobny do
składu białek mięsa i mleka, i znajdują zastosowanie w produkcji kiełbas. Obecnie również

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
można spotkać dodatek białek pszenicy do farszu kiełbas, które zastępują po części wsad
mięsny oraz spulchniają produkt.
Preparatami białka zwierzęcego są: kazeina, kazeinian sodu, koncentrat białka serwatkowego,
ż
elatyna i plazma krwi. Kazeinę otrzymuje się z mleka odtłuszczonego jako biało-kremowy
proszek, nierozpuszczalny w wodzie a jedynie w roztworach soli i zasadach. śelatynę
otrzymuje się z kolagenu odtłuszczonych kości i skór. Występuje w postaci proszku, płatków.
Plazma krwi jest cennym źródłem białka zwierzęcego. Otrzymywana jest ze świeżej krwi
i zawiera około 6,5% białka. Jest dodawana do wędlin w postaci świeżej, mrożonej lub
suszonej najczęściej w procesie kutrowania.
Najczęściej dodawanymi węglowodanami są skrobia i karageny. Skrobia ze względu na
dużą zdolność pęcznienia, umożliwia zwiększenie stopnia wiązania wody w przetworach
mięsnych oraz ogranicza podcieki galarety i poprawia konsystencję farszu kiełbasy. Karageny
to rodzina polisacharydów otrzymywanych z glonów czerwonych. Karageny stosuje się jako:
−
substancję wiążącą wodę oraz zagęszczającą i żelującą,
−
zamiennik tłuszczu, (obniża kaloryczność produktu),
−
stabilizator farszu oraz emulsji mięsnych.
Zastosowanie karagenów ma również korzyści technologiczne jak; poprawę krajalności,
lepsze wiązanie plastrów kiełbasy, poprawę tekstury soczystości i powoduje wzrost
wydajności produkcyjnej.
Jako dodatki wspomagające proces kutrowania stosowane są fosforany, sole kwasów
spożywczych oraz lód bądź woda. Fosforany otwierają strukturę białka mięśniowego. Otwarte
białko mięśniowe ma silniejszą zdolność wiązania wody. Sole kwasów spożywczych jak
octany, mleczany, cytryniany i winiany powodują napęcznienie białka mięśniowego, ale nie
otwierają ich struktury jak ma to miejsce w przypadku dodania fosforanów. Napęczniałe
białko lepiej wiąże wodę. Lód czy wodę w procesie kutrowania dodaje się w ilościach
zgodnie z zaleceniami w recepturze. Dodatek ten ma lepiej związać wszystkie składniki
farszu i obniżyć jego temperaturę w procesie kutrowania.
Jako surowce pomocnicze przy produkcji kiełbas stosowane są osłonki. Mogą to być osłonki
naturalne lub sztuczne.
Osłonki naturalne są to odpowiednio obrobione jelita zwierząt rzeźnych. Zależnie od gatunku
zwierząt rzeźnych w skład kompletu jelit wykorzystywanych jako osłonki są różne części
przewodu pokarmowego. Najczęściej są to jelita cienkie, grube, ślepe, jelito proste, żołądki
i pęcherze. W produkcji kiełbas wykorzystywane są najczęściej jelita cienkie i grube
wieprzowe, kątnice.
Osłonki sztuczne są prawie jałowe, łatwe do przechowywania, mają ściśle określone
wymiary i mogą mieć nadruk z informacją o produkcie. W tej grupie osłonek wyróżnia się:
osłonki kolagenowe, celulozowe i tworzyw polimerowych np. osłonki poliamidowe. Osłonki
kolagenowe jadalne o małych średnicach produkuje się ze skór zwierzęcych. Duże osłonki
kolagenowe nie konsumowane, wytwarza się z różnych materiałów kolagenowych i utrwala
się aldehydem mrówkowym. Najliczniejsza grupa osłonek to osłonki celulozowe. Są one
przepuszczalne dla dymu, powietrza i wilgoci, lecz nie chronią kiełbas przed wysychaniem
i utlenianiem. Osłonki poliamidowe mogą być jednowarstwowe termokurczliwe lub
nietermokurczliwe, trzy- i pięcio-warstwowe barierowe termokurczliwe.
Peklowanie
Peklowanie mięsa jest bardzo złożonym procesem, którego głównym celem jest:
−
utrwalenie naturalnej barwy mięsa,
−
nadanie smaku i zapachu,
−
nadanie produktom pożądanej tekstury i związania,
−
wspomaganie utrwalania mięsa i jego przetworów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
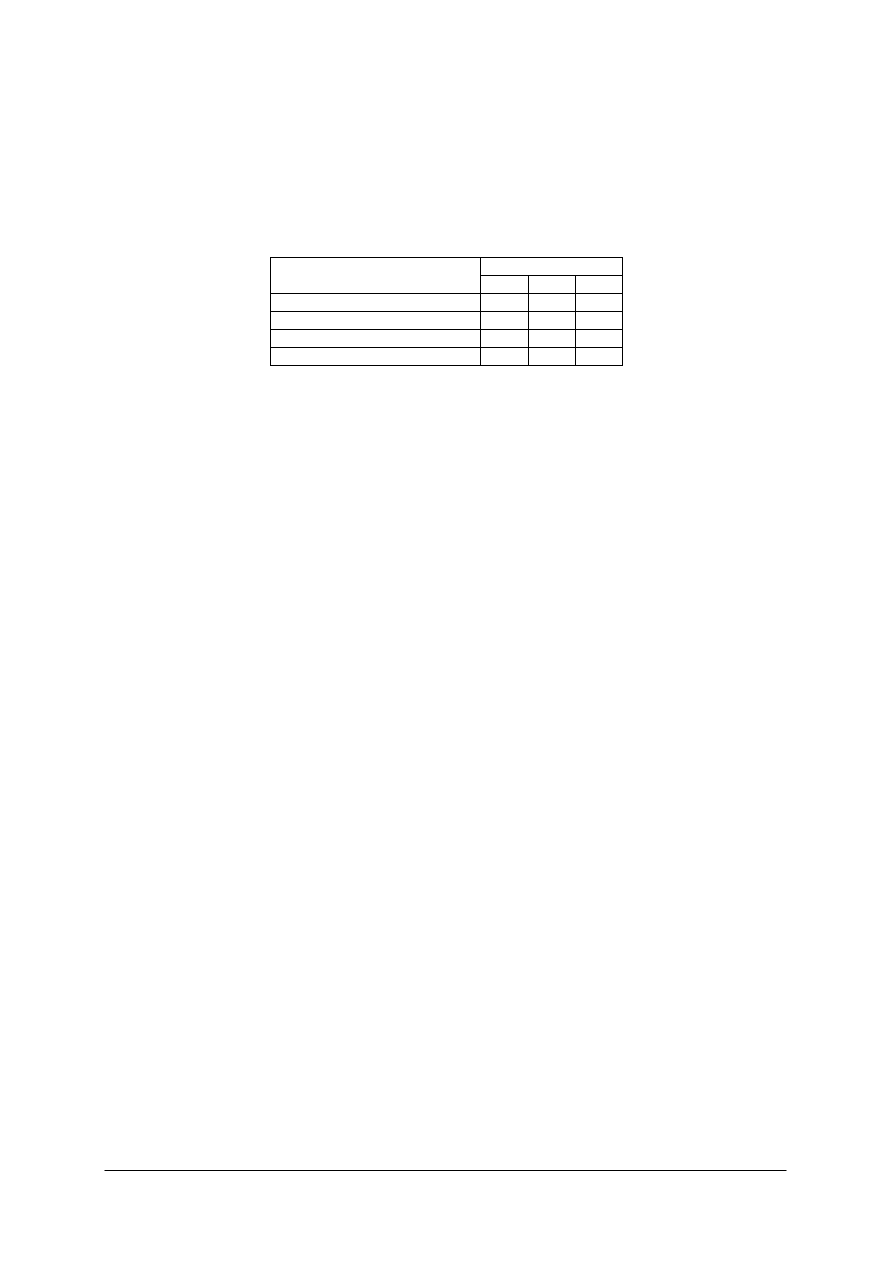
Peklowanie mięs drobnych dokonuje się najczęściej mieszanką azotynową i azotynowo-
azotanową oraz tylko azotanową. Skład mieszanek podaje tabela 1. Wstępnie mięso drobne
rozdrabnia się w wilku na szarpaku, aby otrzymać kawałki jednakowej wielkości co
gwarantuje równomierne rozdrobnienie. Mięso może być także rozdrobnione po dodaniu
mieszanki peklującej, która miesza się z mięsem w mieszarce. Po dokładnym wymieszaniu
mięso układa się w pojemnikach peklowniczych.
Tabela 1. Skład mieszanek (w % składników) peklujących [11, s. 218].
Składy mieszanek %
Składnik
I
II
III
Sól NaCl
99,4
99,0
98,2
Azotan(III) sodu(nitryt) NaNO
2
0,6
0,6
0,4
Azotan(V) sodu(saletra) NaNO
3
–
0,4
1,4
razem
100
100
100
Azotyn można stosować do peklowania przetworów mięsnych tylko w postaci mieszanki
z solą kuchenną jako „peklosól” (azotynowa mieszanka peklująca). Stosunek zmieszania
azotynu i soli kuchennej jest następujący: peklosól może zawierać 0,4–0,6% azotynu, resztę
stanowi wyłącznie sól kuchenna. Podczas produkcji kiełbas stosuje się zazwyczaj około 20 g
peklosoli na 1 kg farszu. Przy przeciętnej zawartości 0,55% azotynu w mieszance peklującej
do 1 kg farszu na kiełbasę trafia 0,11 g azotynu. Ilość ta wystarcza do szybkiego i stabilnego
zapeklowania mięsa na kiełbasy. Azotyn oprócz utrwalania naturalnej barwy mięsa ma
jeszcze inne specyficzne właściwości:
−
działa hamująco na wzrost drobnoustrojów,
−
nadaje przetworom mięsnym typowy smak mięsa peklowanego,
−
opóźnia proces utleniania się tłuszczu (przedłuża trwałość wyrobów).
Zakłady, które nie stosują gotowych mieszanek peklujących przygotowują je pod nadzorem
Inspekcji Weterynaryjnej. Przygotowanie mieszanek o składzie przedstawionym w tabeli nr. 1
przebiega następująco: azotyn lub azotan rozpuszcza się w wodzie pitnej w odpowiedniej
proporcji zgodnie z recepturami. Tak przygotowany roztwór stopniowo i równomiernie miesza
się z solą w początkowej fazie mieszania. Mieszanie soli warzonej z roztworem azotynu lub
azotanu sodu powinno trwać około 30 min. Mieszankę azotanową sporządza się ze 100 kg soli
i 2 kg azotanu sodu (saletry) i stosuje się w ilości do 2,3 kg na 100 kg surowca. Peklowanie
mięsa należy prowadzić w peklowni o temperaturze 4–6
°
C. Mięso upeklowane przeznacza się
do produkcji w czasie nie krótszym niż 8 godzin i nie dłuższym niż 72 godziny.
Fizykochemiczna istota peklowania
W zasadzie cztery czynniki określają barwę kiełbasy i jej stabilność, są to:
−
ś
rodki peklujące,
−
barwnik mięśniowy – mioglobina,
−
dodatki wspomagające peklowanie – kwas askorbinowy względnie askorbinian sodu,
−
faza wybarwiania osadzanie.
Przebieg procesu peklowania przedstawia się następująco: azotan (saletra) NO
3
dzięki
redukcji bakterii denitryfikujacych przechodzi w azotyn (nitryt bądź otrzymujemy nitryt
z peklosoli) NO
2
. Dzięki dodatkowi kwasu askorbinowego, askorbinianów, kwasów
spożywczych otrzymujemy tlenek azotu NO. Tlenek ten reaguje z mioglobiną dając
nitrozomioglobinę (nitrozomioglobina: „czerwień peklownicza”). Z uproszczonego opisu
wynika, że azotan (saletra) musi być zredukowany do azotynu, co dokonuje się w mięsie
dzięki bakteriom denitryfikującym, do czego potrzebny jest czas i odpowiednia temperatura.
Mięso na kiełbasy pekluje się w czasie od kilu do kilkudziesięciu godzin. Dlatego
z technologicznego punktu widzenia nie jest celowe dodawanie do kiełbas saletry w czasie
peklowania. Wraz z azotynową mieszanką peklującą do kiełbasy trafia azotyn, który rozkłada
się do tlenku azotu. Następuje to przy współdziałaniu środków wspomagających peklowanie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Dodatek do farszu pomocniczych środków powinien być zakończony najpóźniej w czasie
kutrowania, aby zagwarantować dobre ich rozmieszczenie. Należy unikać równoczesnego ich
dodawania wraz z peklosolą, ze względu na możliwość bezpośredniej reakcji z azotynem
w mieszance.
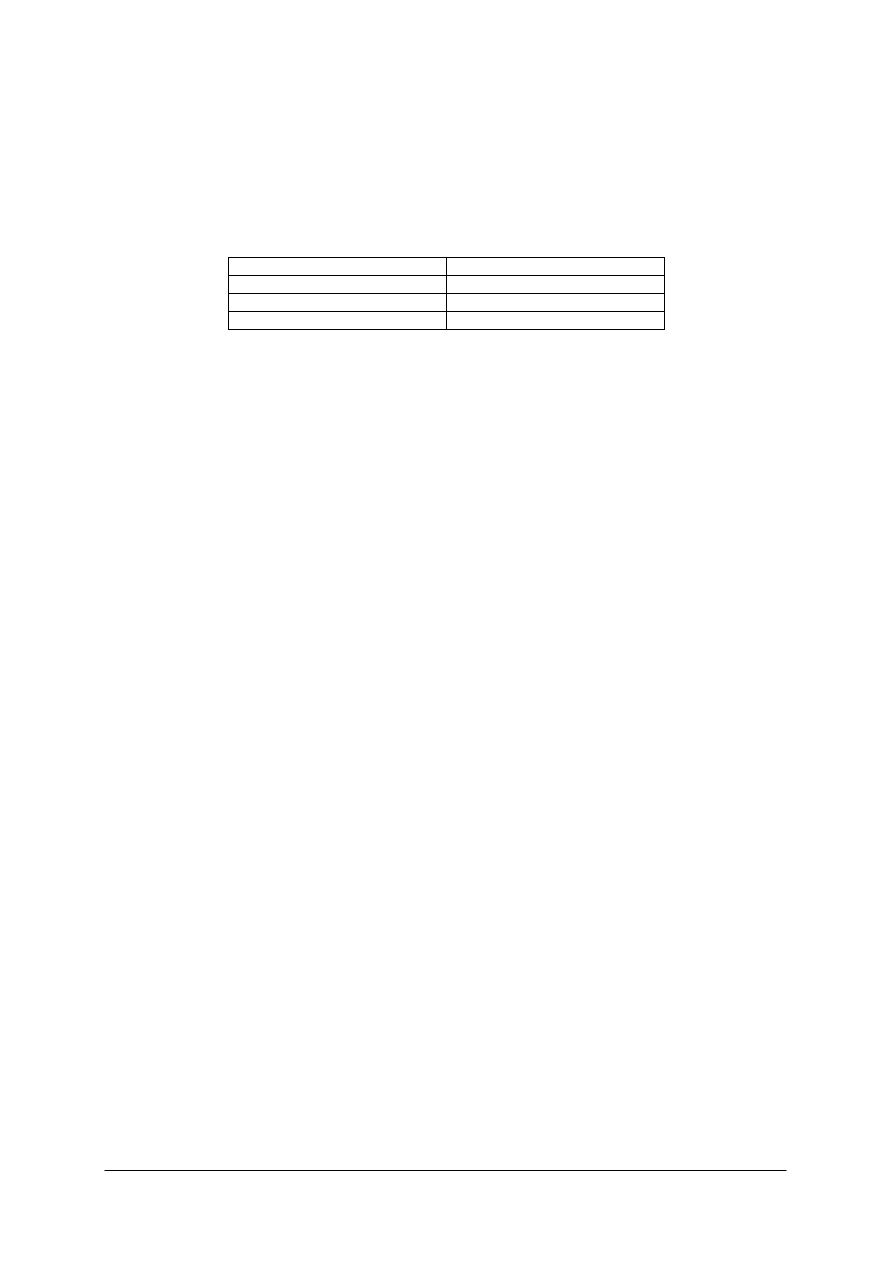
Barwnik mięśniowy – mioglobina może występować w trzech formach, ważnych z punktu
widzenia efektywności procesu peklowania oraz różniących się barwą (tabela 2).
Tabela 2. Formy i barwy mioglobiny [4, s. 78].
Forma
Barwa
mioglobina
purpurowoczerwona
oksymioglobina
jasnoczerwona
metmioglobina
szara/brązowa
Mioglobina i oksymioglobina posiadają dwuwartościowy, centralnie położony atom żelaza.
Jeżeli do mioglobiny przyłączy się tlen, ulegnie ona utlenowaniu. Powstanie wtedy
oksymioglobina
o
barwie
jasnoczerwonej.
Proces
przechodzenia
mioglobiny
w metmioglobinę przebiega inaczej, gdyż zamiast reakcji utlenowania zachodzi reakcja
utlenienia. W wyniku tej reakcji dwuwartościowy atom żelaza mioglobiny utlenia się do
trójwartościowego występującego w metmioglobinie. To jest przyczyną zmiany barwy
z czerwonej na brązową.
Obecność mioglobiny i oksymioglobiny stwarza warunki do szybkiego, intensywnego
i stabilnego przereagowania barwników, czyli do zapeklowania mięsa. Znacznie trudniejsze
jest uzyskanie prawidłowej barwy mięsa peklowanego, gdy jego barwniki są w formie
metmioglobiny. Metmioglobina jest mało reaktywna i bez dodatku substancji
wspomagających bardzo trudno się wybarwia.
Wpływ dodatków wspomagających peklowanie przedstawia się następująco:
−
kwas askorbinowy lub askorbinian sodu: prowadzi do bardziej intensywnej redukcji
azotanu(III), wspomaga wiązanie tlenku azotu z mioglobiną, dzięki czemu wpływa na
znaczne obniżenie zawartości resztkowego azotynu. Ogranicza tworzenie szarobrązowej
barwy pochodzącej od metmioglobiny poprawia w ten sposób tworzenie i stabilność
barwy kiełbasy. Optymalny dodatek wynosi około 0,03–0,05%. Nadmiar powoduje
pozielenienie produktu, ze względu na tworzenie choleglobiny,
−
na bazie kwasu askorbinowego stosuje się dodatek kwasu izoaskorbinowego, którego
działanie jest takie samo jak powyżej przedstawiono, z tym że stosuje się inne ilości
kwasu izoaskorbinowego,
−
kwasy spożywcze, jak kwas mlekowy czy cytrynowy używane w kombinacji z kwasem
askorbinowym intensyfikują ich wpływ. Należy jednak kontrolować ich ilość, ponieważ
obniżając pH mogą powodować mniejsze wiązanie wody,
−
wielofosforany wpływają na poprawienie barwy, która jest trwalsza niż w produktach bez
fosforanów.
Rozdrabnianie surowca
Rozdrabnianie
surowców
mięsno-tłuszczowych
nadaje
kiełbasom
specyficzne
właściwości:
−
zwiększenia powierzchni surowców i skrócenia czasu trwania poszczególnych czynności
technologicznych,
−
zwiększenia plastyczności surowców i właściwego formowania brył różnego kształtu,
−
zmiany właściwości fizykochemicznych kiełbas.
Spośród urządzeń rozdrabniających stosowanych w przemyśle mięsnym można wymienić:
rozdrabniarki odśrodkowe (płatkownice), rozdrabniarki nożowe do mięsa (bloków)
mrożonego, wilki, kutry, młynki koloidalne, emulsyfikatory i kostkownice.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Podczas rozdrabniania w wilku należy zwrócić uwagę, aby przyrost temperatury
rozdrobnionego mięsa nie przekraczał 3
°
C. Rozdrabnianie mięsa i tłuszczu do produkcji
kiełbas surowych powinno odbywać się w szybkobieżnej krajarce. Natomiast rozdrabnianie
tłuszczu do produkcji kiełbas trwałych zaleca się przeprowadzić w kostkownicy. W fazie
rozdrabniania należy zwracać uwagę, aby części tnące wilka (siatki, noże) były należycie
wyostrzone, gdyż wtedy unika się miażdżenia surowców i nadmiernego wzrostu temperatury.
Zestawy części tnących należy użytkować i ostrzyć w kompletach.
Kutrowanie
Kutrowanie jest szybką metodą rozdrobnienia mięsa w urządzeniach zwanych kutrami.
Kuter składa się z obrotowej misy i wirujących noży (najczęściej kształtu sierpowego)
osadzonych na wale obrotowym. Misa najczęściej obraca się z prędkością około 4–20 obr./min,
a noże 500–3000 obr./min. Celem kutrowania jest:
−
dokładne rozdrobnienie mięsa,
−
wchłonięcie przez mięso wymaganej ilości wody, niezbędnej do uzyskania wymaganej
jakości produktu,
−
zwiększenie kleistości mięsa tak, aby mogło ono spełniać rolę masy wiążącej pozostałe
składniki farszu,
−
dokładne wymieszanie kutrowanej masy.
Celem kutrowania jest również uwolnienie jak największej ilości białka mięśniowego do
emulsji mięsno-tłuszczowej farszu. Rozpuszczone białko mięśniowe, ze względu na swoją
aktywność powierzchniową, może gromadzić się na powierzchni granicznej kuleczek tłuszczu
i jako emulgator, a zarazem stabilizator, sprzyja rozproszeniu tłuszczu. Ponadto białko
mięśniowe wyekstrahowane do fazy wodnej powinno otaczać większe cząstki mięsa i tkanki
łącznej. Jeśli ilość białka mięśniowego jest wystarczająca, wtedy podczas obróbki termicznej
tworzy się stabilna struktura rozpuszczonego białka i tłuszczu, która wchłania uwalnianą wodę.
Proces kutrowania można podzielić na trzy etapy. Pierwszy polega na rozdrobnieniu mięsa
i innych składników białkowych, dodaniu wody (lodu) i przypraw w czasie około 2–3 min.
W drugim etapie dodaje się wstępnie rozdrobniony tłuszczu w czasie 7–10 min dochodzi do
częściowego zemulgowania tłuszczu. Trzeci etap to opróżnianie misy kutra, które dokonuje
się ręcznie bądź za pomocą wyrzutnika tarczowego.
Ważnym parametrem procesu kutrowania jest temperatura farszu. Optymalna
temperatura końcowa przy sporządzaniu farszu na kiełbasy jest zmienna i zależy m.in. od
stosowanego typu maszyny rozdrabniającej. Na ogół przyjmuje się, że podczas wytwarzania
w kutrze farszu chudego (bez tłuszczu) optymalna temperatura to około 2–4
°
C, natomiast
farszu z tłuszczem około 10–15
°
C. Farsze z dodatkiem fosforanu maja bardziej miękką
konsystencję i mogą być stabilne jeszcze w temperaturze 20
°
C. Przekroczenie temperatury
20
°
C doprowadza do znacznych zmian w systemie białkowym, zmniejszając stabilność
całego układu. Nie tylko temperatura końcowa farszu ma istotne znaczenie dla optymalnego
przebiegu procesów technologicznych rozdrabniania, mieszania, lecz także stopień
rozdrobnienia tkanki mięśniowej, łącznej i tłuszczowej. Podczas rozdrabniania powinno się
uwolnić jak największą ilość białek mięśniowych (aktyny i miozyny), lecz nie powinno się
zbyt intensywnie rozdrobnić komórek tkanki łącznej i tłuszczowej. Przy silnym rozdrobnieniu
tkanki łącznej może dojść do pogorszenia konsystencji, a w przypadku tkanki tłuszczowej do
ograniczeń wiązania tłuszczu. Dlatego najpierw rozdrabnia się mięso chude, ubogie w tkankę
łączną i tłuszczową i dodaję się wodę a później mięso tłuste i ścięgniste. W procesie
kutrowania wykorzystuje się zdolność wiązania wody przez mięso. Mięso chude wchłania
więcej wody niż mięso tłuste, duża zawartość tkanki ścięgnistej zwiększa wodochłonność,
podobnie jak duże rozdrobnienie – zwiększając powierzchnię styku mięsa z wodą. Mięso
rozmrożone gorzej wchłania wodę. Do kutrowania najlepiej nadaje się mięso wołowe klasy II
chude, ścięgniste oraz wieprzowe klasy III chude lub średnio tłuste ścięgniste.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Mieszanie
Mieszanie jest fazą produkcyjną, podczas której rozdrobnione surowce przewidziane
recepturą danego asortymentu miesza się w mieszarce zwykłej bądź próżniowej. Celem
mieszania jest równomierne rozmieszczenie składników w farszu kiełbasy, odpowiedniego
ich związania, otrzymania jednolitej masy o odpowiedniej konsystencji oraz kleistości
charakterystycznej dla danego rodzaju produktu. Technika mieszania polega na tym, że
najpierw miesza się mięso rozdrobnione w wilku – aż do nabrania właściwej kleistości,
następnie dodaje tłuszcz i masę kutrowaną. Jeżeli w procesie kutrowania nie dodano
przypraw należy to zrobić podczas mieszania.
Napełnianie
Wymieszaną masę mięsną załadowuje się do wózków transportowych i za pomocą
podajników pionowych wózek podnosi się do wysokości leja zasypowego nadziewarki.
Osłonki naturalne lub sztuczne napełnia się farszem za pomocą urządzeń zwanych
nadziewarkami. Przy napełnianiu osłonek masą mięsną należy zwracać uwagę, aby
powietrze nie dostawało się do masy mięsnej lub w niej nie pozostawało. Osłonki przed
napełnieniem powinny być czyste, przejrzyste, wymoczone i przelane wodą. Osłonki
naturalne i białkowe niekiedy nakłuwa się cienką igłą w celu usunięcia powietrza (w
przypadku nadziewarek próżniowych nie ma takiej potrzeby). Kiełbasy są formowane w
odcinki, pary lub zwoje, zależnie od ustalonych wymagań szczegółowych dla danego
asortymentu kiełbasy. Końce osłonek zawiązuje się lub spina drewnianą szpilką albo okręca
jelito w odcinki, względnie przewiązuje się przędzą. Czynność tę można wykonać za
pomocą klipsownicy (osłonki klipsuje się). Batony kiełbas grubo rozdrobnionych,
przeważnie o większej średnicy, przewiązuje się przędzą jeden lub dwa razy wzdłuż batonu
i w poprzek co 5 cm. Kiełbasy po uformowaniu wiesza się na kijach wędzarniczych tak aby
nie stykały się ze sobą. Wózki wędzarnicze zapełnia się kijami z kiełbasami (możliwie
jednakowej średnicy) i poddaje się osadzaniu.
Osadzanie
Osadzanie kiełbas, które będą poddawane obróbce cieplnej, powinno się odbywać
w pomieszczeniach o dość intensywnym ruchu powietrza o temp. 20–30
°
C i częstej jego
wymianie. Czas osadzania trwa 0,5–2 godz., w zależności od średnicy batonów. Proces ten
odbywa się w pomieszczeniach przewiewnych i zaciemnionych Kiełbasy wędzone surowe
osadza się w pomieszczeniach chłodzonych w temperaturze 2–6
°
C, przy wilgotności
względnej powietrza ok. 85%, przez 1–4 dni, aż wszystkie składniki będą wyraźnie widoczne
przez osuszoną osłonkę batonu. Proces osadzania można pominąć w produkcji metodę
peklowania szybkiego (nitrytowego).
Wędzenie
Wędzeniem nazywa się obróbkę przetworów mięsnych, w czasie, której na produkt
działają związki zawarte w dymie wędzarniczym. Pod wpływem wędzenia przetwory mięsne
uzyskują charakterystyczny smak i zapach. Wędzenie odbywa się w komorach wędzarniczych
lub komorach parzelniczo-wędzarniczych. Najczęstszą metoda otrzymywania dymu jest
spalanie przy słabym dostępie powietrza tzw. czynników dymotwórczych: trocin, zrębków
drewna z drzew liściastych (dąb, buk, olszyna) o odpowiedniej wilgotności do 25%. Do
wędzenia nie można używać drewna drzew iglastych, ponieważ zawierają one dużo substancji
ż
ywicznych. Produkty wędzone uzyskują pod ich wpływem nieprzyjemny zapach i gorzkawy
smak. Poza tym przy spalaniu drewna drzew iglastych powstaje dużo sadzy, która brudzi
produkty w czasie wędzenia. Do najważniejszych składników dymu wędzarniczego należy
zaliczyć: krezole, fenol, aldehyd mrówkowy i kwas octowy. Jedne składniki dymu działają

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
bakteriobójczo, inne (głównie kwasy) powodują zahamowanie rozwoju drobnoustrojów, czyli
działają bakteriostatycznie. Najbardziej wrażliwe na działanie dymu są formy wegetatywne
bakterii, natomiast dość oporne są przetrwalniki i pleśnie. Wyroby wędzone wykazują dużą
oporność na jełczenie. Właściwości przeciwutleniające dymu wynikają szczególnie
z działania fenoli. Proces wędzenia wywołuje w produktach mięsnych zmiany o charakterze
chemicznym i fizycznym. W ich wyniku kształtuje się specyficzny smak, zapach, barwa,
a także wartość żywieniowa produktów.
W zależności od asortymentu kiełbas, wędzenie prowadzi się dymem zimnym, ciepłym
i gorącym. Wędzenie dymem zimnym prowadzi się w temperaturze około 22
°
C, przy różnej
gęstości dymu oraz przy słabym ruchu powietrza. Wynikiem wędzenia zimnego jest duża
trwałość przetworów, które są zaliczane do grupy wędlin suszonych przeznaczonych do
długiego magazynowania. Wędliny suszone zimnym, rzadkim dymem nie pleśnieją i dobrze
się przechowują, utrzymując długo zapach i aromat wędzenia.
Wędzenie dymem ciepłym prowadzi się w temperaturze 25–40
°
C, przy różnej gęstości
dymu i przy słabym ruchu powietrza. Na powierzchni wędzonych przetworów wytwarza się
warstwa dość mocno podsuszona, podczas gdy wewnętrzne warstwy przetworu zachowują
charakter produktu wędzonego surowego. Jest to spowodowane nierównomiernym
wysychaniem produktu: powierzchniowe warstwy są mocniej wyschnięte i w większym
stopniu nasycone składnikami dymu, wewnętrzne zaś mniej. Obeschnięcie i stwardnienie
tkanki powierzchniowej wpływa dodatnio na trwałość produktu w czasie przechowywania
oraz hamująco na wymianę płynów podczas obróbki cieplnej produktu w wodzie.
Produkt wędzony dymem ciepłym ma na powierzchni barwę żółtą do brązowej z połyskiem.
Tłuszcz wytapia się w niewielkich ilościach, konsystencja mięsa staje się bardziej ścisła na
skutek działania ciepła.
Wędzenie dymem gorącym przebiega w trzech fazach. W fazie pierwszej osusza się
powierzchnię kiełbas w temperaturze 40–55
°
C, przy bardzo dużym dopływie i ruchu
powietrza, bez dymu lub w dymie rzadkim. Druga faza to wędzenie właściwe, w temperaturze
45–60
°
C, przy małym dopływie powietrza i jego powolnym ruchu, w dymie od średnio
gęstego do bardzo gęstego. Trzecia faza wędzenia polega na powierzchniowym przypieczeniu
kiełbasy w temperaturze 75–85
°
C, przy szybkim ruchu powietrza i w dymie rzadkim. Podczas
tej fazy wędzenia powinno nastąpić ścięcie białka w bardzo cienkiej zewnętrznej warstwie
farszu, a powierzchnia batonu powinna ulec nieznacznemu pomarszczeniu i nabrać dość
ś
cisłej konsystencji oraz połysku. Ponieważ po wędzeniu gorącym z reguły następuje parzenie
wędlin, przypieczona warstewka ściętego białka wytworzona dookoła produktu utrudnia
przenikanie soków mięsnych na zewnątrz, dzięki czemu zmniejszają się ubytki podczas
parzenia. Podczas wędzenia kiełbasy nie mogą się stykać ze sobą, aby uniknąć tzw.
niedowędzonych styków powodujących jasne plamy na batonach.
Obróbka termiczna
Celem obróbki cieplnej kiełbas jest:
−
przedłużenie trwałości produktu przez zabicie lub poważne osłabienie działalności
drobnoustrojów,
−
nadanie produktowi wymaganego smaku, zapachu i konsystencji,
−
zwiększenie przyswajalności białek przez organizm człowieka (białko zostaje
denaturowane),
−
wytworzenie i stabilizację trwałej barwy produktu z mięsa peklowanego.
Proces obróbki cieplnej następuje bezpośrednio po skończonym procesie wędzenia. Kiełbasy
w zależności od asortymentu parzy się lub piecze. Kiełbasy parzy się w wodzie lub w parze
o temperaturze 72–75
°
C, do osiągnięcia wewnątrz batonu temperatury 68–72
°
C. Wyjątek
stanowią kiełbasy w osłonkach celofanowych, które należy parzyć w temperaturach niższych do

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
72
°
C. Proces parzenia można przeprowadzać w komorach wędzarniczo-parzelniczej nośnikiem
ciepła jest para, bądź w kotłach parzelniczych gdzie nośnikiem ciepła jest woda. Proces
pieczenia odbywa się w komorach wędzarniczych najczęściej w trzeciej fazie wędzenia
w temperaturze około 75–90
°
C w dymie rzadkim bądź w powietrzu, aż do osiągnięcia
wewnątrz batonu temperatury 68–72
°
C. Produkty pieczone są lepsze w smaku od produktów
gotowanych, a poza tym są kruche i mają przyjemny aromat. Stroną ujemną tej metody są duże
ubytki wynoszące ok. 30% w stosunku do ilości produktu przed wędzeniem, podczas gdy przy
wędzeniu gorącym straty te wynoszą 5–12%, a przy wędzeniu zimnym 5–20%.
Studzenie kiełbas
Studzenie kiełbas parzonych należy dość szybko przeprowadzić po obróbce termicznej.
Zależnie od produktu i możliwości, studzenie można przeprowadzić w sposób naturalny bądź
poprzez natrysk wodą o temperaturze 10
°
C czasie 5 min. Chodzi o to, aby jak najszybciej
przejść przez strefę 50–30
°
C, w której dobrze namnaża się większość drobnoustrojów.
W temperaturze 25–30
°
C łatwo odparowuje wilgoć z powierzchni batonów. W przypadku
produktu w osłonkach barierowych (pokrytych warstwa od wewnątrz) natrysk wodą należy
rozpoczynać natychmiast po parzeniu, aby batony nie popękały. Początkowo natrysk woda
prowadzi się przez 10 min w systemie ciągłym, potem okresowo natryskiwać do osiągnięcia
temperatury 20
°
C wewnątrz batonu W przypadku kiełbas w osłonkach naturalnych lub
kolagenowych należy unikać zbyt silnego studzenia powietrzem, ponieważ zbyt mała
wilgotność powoduje pomarszczenie osłonek, tworzenie fałd na powierzchni kiełbas.
Chłodzenie kiełbas
Kiełbasy chłodzi się zimnym powietrzem, aby obniżyć temperaturę do 10
°
C. Może ono
odbywać się w komorach lub tunelach schładzalniczych.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co nazywamy kiełbasą?
2.
Jakie są rodzaje kiełbas?
3.
Jakie są etapy produkcji kiełbas?
4.
Jaki jest cel peklowania mięsa na kiełbasy?
5.
Jakie zmiany zachodzą w mięsie podczas peklowania?
6.
Jaki jest cel kutrowania mięsa?
7.
Jaki jest cel mieszania składników farszu na kiełbasy?
8.
Jakie są metody i techniki wędzenia?
9.
Jakie zmiany zachodzą podczas wędzenia?
10.
Jaki jest cel obróbki cieplnej kiełbas?
11.
W jaki sposób studzi i chłodzi się kiełbasy?
4.1.3. Ćwiczenia
Ćwiczenie 1
Wykonaj schemat blokowy procesu produkcji parówek.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem zawartym w punkcie 4.1.1.,
2) zanalizować receptury dotyczące produkcji parówek,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
3) wypisać surowce podstawowe, dodatki i materiały pomocnicze potrzebne przy produkcji
parówek,
4) wypisać etapy produkcji parówek,
5) określić parametry technologiczne poszczególnych etapów produkcji,
6) narysować schemat blokowy produkcji parówek,
7) zaprezentować wykonane ćwiczenie,
8) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
materiały i przybory do pisania,
−
receptura produkcji parówek,
−
film dydaktyczny przedstawiający proces produkcji parówek,
−
obowiązujące ustawy, rozporządzenia, normy dotyczące produkcji wędlin,
−
literatura pkt. 6.
Ćwiczenie 2
Dokonaj klasyfikacji kiełbas według różnych kryteriów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem zawartym w pkt. 4.1.1.,
2) wypisać rozdaje kiełbas według stopnia rozdrobnienia,
3) wypisać rozdaje kiełbas według stopnia trwałości produktu,
4) wypisać rozdaje kiełbas według poziomu wydajności gotowego produktu,
5) wypisać rozdaje kiełbas w zależności o rodzaju użytego mięsa,
6) wskazać przykłady produktów w poszczególnych grupach klasyfikacyjnych,
7) zaprezentować wykonane ćwiczenie zestawiając zebrane informacje w tabeli,
8) dokonać oceny poprawności wykonanego ćwiczenia.
Lp. Kryterium podziału kiełbas
Rodzaje kiełbas
Przykład gotowego wyrobu
Wyposażenie stanowiska pracy:
−
materiały i przybory do pisania,
−
Polska Norma: przetwory mięsne – wędliny,
−
literatura pkt. 6.
Ćwiczenie 3
Korzystając z przedstawionej kolekcji próbek przypraw, scharakteryzuj i dobierz
przyprawy do produkcji kiełbas.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem zawartym w pkt.4.1.1.,
2) rozpoznać i nazwać przyprawy z kolekcji,
3) scharakteryzować cechy i właściwości przypraw z kolekcji,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4) scharakteryzować wymagania jakościowe, jakie stawiane są przyprawom stosowanym
w produkcji kiełbas,
5) określić cel stosowania przypraw w produkcji kiełbas,
6) wskazać do jakiego asortymentu kiełbas mają zastosowanie przyprawy z kolekcji,
7) zaprezentować wykonane ćwiczenie,
8) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
kolekcja próbek przypraw,
−
katalog przypraw stosowanych w przemyśle spożywczym,
−
prezentacja multimedialna dotycząca przygotowania przypraw do produkcji kiełbas,
−
komputer,
−
normy jakościowe przypraw,
−
materiały do pisania,
−
literatura pkt. 6.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
sklasyfikować kiełbasy według różnych kryteriów?
2)
scharakteryzować rodzaje kiełbas?
3)
określić zasady i etapy produkcji kiełbas?
4)
dobrać surowce, substancje dodatkowe i materiały pomocnicze do
produkcji kiełbas?
5)
scharakteryzować peklowanie mięsa na sucho?
6)
określić zmiany zachodzące podczas peklowania mięsa na kiełbasy?
7)
wyjaśnić cele i metody kutrowania mięsa?
8)
określić cel mieszania składników?
9)
wyjaśnić cele wędzenia i parzenia kiełbas?
10) scharakteryzować przebieg wędzenia i parzenia kiełbas?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.2. Maszyny i urządzenia stosowane w produkcji kiełbas
4.2.1. Materiał nauczania
W oddziale produkcji wędlin wyróżniamy następujące pomieszczenia, które są niezbędne
do przeprowadzania właściwej produkcji. Są to:
−
magazyny przypraw i osłonek (magazyn główny), a w pobliżu hali produkcyjnej –
magazyn pomocniczy,
−
hala przygotowania osłonek: moczenia i przelewania wodą o temperaturze ok. 30°C,
−
magazyn surowców mięsnych i tłuszczowych,
−
peklowania mięsa (o temperaturze 4–6°C i wilgotności względnej powietrza 90–95%),
−
hala obróbki mechanicznej mięsa: rozdrabniania, kutrowania, mieszania, napełniania,
osadzania,
−
hala obróbki termicznej: wędzenia, parzenia, pieczenia,
−
schładzalnia wędlin do temperatury ok. 10°C w komorach wychładzalniczych lub
tunelach natryskowych,
−
pomieszczenie do podsuszania i suszenia wędlin: jest to tzw. suszarnia, w której panuje
temperatura 10–18°C i wilgotności względnej powietrza ok. 80%,
−
magazyn wędlin podsuszanych i suszonych – o temperaturze powietrza 10–18
°
C
i wilgotności ok. 85%,
−
magazyn wędlin,
−
ekspedycja wędlin.
Dział produkcji wędlin może być samodzielnym zakładem przetwórczym bądź może być
jednym z oddziałów dużego zakładu gdzie jest wiele wspólnych pomieszczeń jak hala
rozbioru półtusz, wykrawania i klasyfikowania mięsa oraz pomieszczenia socjalne dla
pracowników.
Dla hal produkcyjnych muszą być spełnione następujące wymagania higieniczno-sanitarne:
−
posadzki muszą być wykonane z materiałów zmywalnych, utrudniających poślizg, ze
spadkiem kierunku kratek ściekowych,
−
między poszczególnymi pomieszczeniami nie powinno być progów a miejsca styku
posadzek ze ścianami powinny być zaokrąglone,
−
należy wydzielić miejsca do mycia sprzętu używanego w procesie produkcyjnym,
−
woda użyta do mycia posadzek, urządzeń, sprzętu powinna być odprowadzona poprzez
łapacz tłuszczów i części stałych do zakładowej oczyszczalni,
−
pomieszczenia socjalne należy zlokalizować w pobliżu stanowisk pracy, i powinny być
one właściwie wyposażone.
Pomieszczenia do produkcji kiełbas są wyposażone w maszyny i urządzenia rozdrabniające,
mieszające, napełniające oraz urządzenia do wędzenia i obróbki termicznej.
Urządzenia do rozdrabniania
Do rozdrabniania bloków mięsa mrożonego można zastosować płatkownicę lub urządzenie
gilotynowe. Za pomocą płatkownicy uzyskuje się mięso mrożone w płatkach natomiast stosując
gilotynę mięso mrożone można ciąć na plastry, bloki o wymiarach 500–340 mm.
Wilki są najbardziej rozpowszechnionymi urządzeniami do rozdrabniania surowców
mięsnych i tłuszczowych. Składa się z podstawowych części:
−
korpusu, najczęściej wykonanego łącznie z misą załadowczą, w który wmontowane są
wszystkie pozostałe części,
−
zespołu napędowego,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
−
zespołu podającego mięso, np. podajnika spiralnego (jednego lub dwóch) oraz
ś
limakowego, umieszczonych w misie i gardzieli wilka,
−
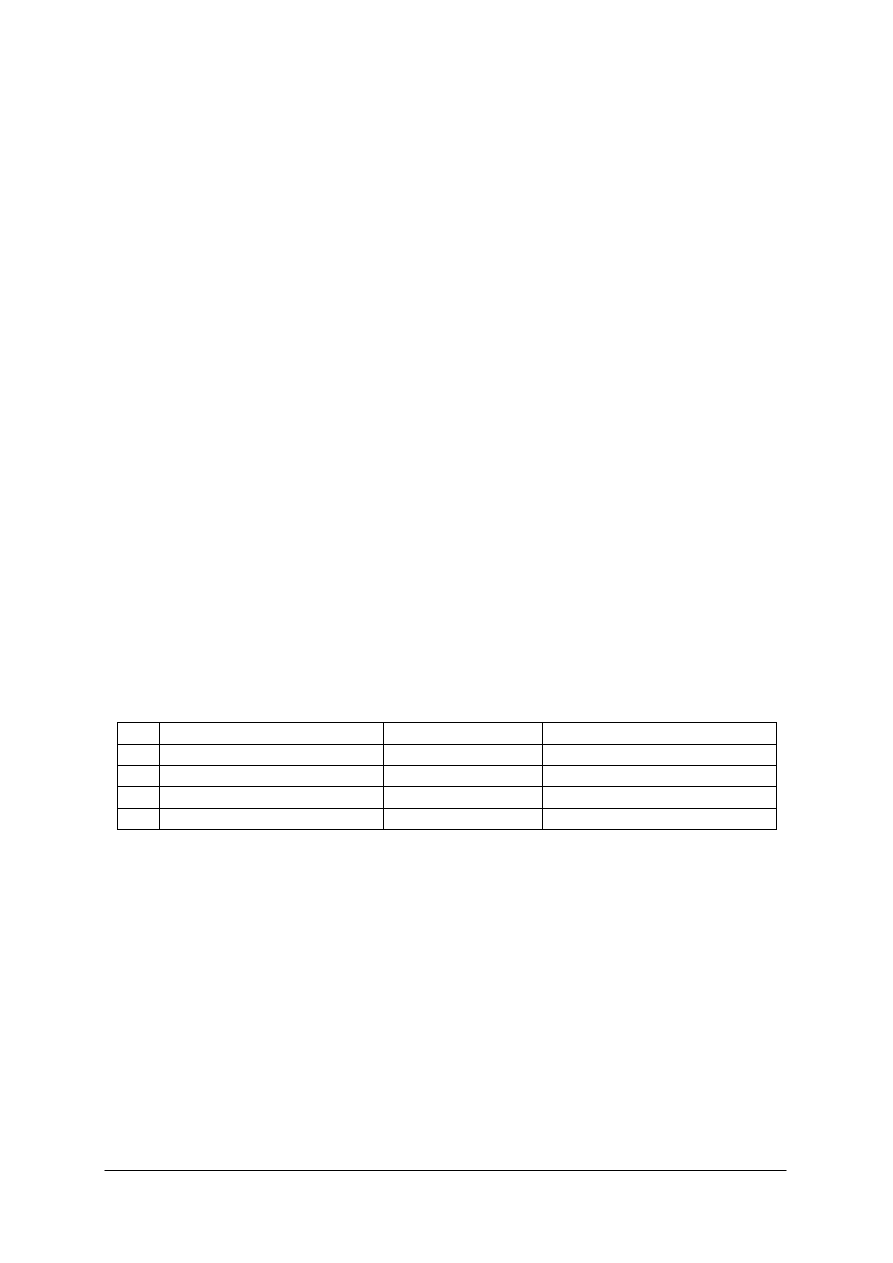
zespołu tnącego składającego się z noży (najczęściej cztero-skrzydłowe), siatek (szarpak
– siatka trzyotworowa) oraz pierścieni dociskających.
Działanie wilka polega na doprowadzeniu mięsa do misy załadowczej. Następnie zostaje ono
zgarnięte przez ślimak i doprowadzone poprzez gardziel wilka do zespołu tnącego. Pod
ciśnieniem wywołanym przez ślimak mięso jest wtłaczane w oczka siatki, a obracające się
noże odcinają kawałki mięsa odpowiadające wielkości oczka siatki. Zespoły podający i tnący
powinny być wyregulowane, aby ciśnienie surowca na siatki było dostateczne i nie
następowało gniecenie mięsa oraz wyciek soku mięsnego. Liczba noży i siatek decyduje
o rozdrobnieniu mięsa. W celu uzyskania niewielkiego rozdrobnienia stosuje się jeden nóż
i jedną siatkę a przy większym rozdrobnieniu dwa noże i dwie siatki, bądź trzy siatki i dwa
noże. Wielkość wilka określa średnica siatek. Najczęściej stosowane są siatki o średnicy 100,
130, 160, 200, 220 mm. Otwory w siatkach są zwykle okrągłe o średnicach: 3, 5, 8, 10, 13,
20, 24 mm, co pozwala na stosowanie różnych wariantów rozdrabniania. Uwzględniając
operacje technologiczne wyróżnia się wilki:
−
do mięsa mrożonego,
−
standardowe do mięsa,
−
rozdrabniająco-mieszające,
−
automatyczne.
Rys. 1. .Zestawy tnące wilka: a) nóż, siatka, pierścień; b) szarpak, dwa noże, dwie siatki, pierścień [10, s. 78].
Kutry są po wilkach najbardziej rozpowszechnionymi urządzeniami do rozdrabniania
mięsa. Służą do uzyskiwania jednolitej konsystencji rozdrobnionego mięsa, szczególnie przy
produkcji kiełbas drobno rozdrobnionych i homogenizowanych. Zasadniczymi elementami
budowy kutra występującymi w większości rozwiązań konstrukcyjnych, są: korpus, pokrywa,
misa załadowcza obrotowa, zespół napędowy, zespół tnący składający się najczęściej z noży
sierpowych oraz wyrzutnik talerzowy służący do usuwania rozdrobnionej masy z kurta.
Surowce załadowane do misy wskutek jej ruchu obrotowego przechodzą przez wirujący
zespół noży, który powoduje rozdrobnienie. Kutry charakteryzują się zmienną ilością obrotów
misy i noży, co umożliwia duże zróżnicowanie efektów rozdrabniania. Jest dość dużo
rodzajów kutrów. Mogą być z misą podgrzewaną lub chłodzoną, z dwoma zespołami noży
obracającymi się w przeciwnych kierunkach. Najczęściej są stosowane kutry próżniowe tzn.
proces rozdrabniania surowców przebiega pod niewielką próżnią a kuter wyposażony jest
w dodatkową szczelną pokrywę i pompę próżniową. Zastosowanie układu próżniowego
umożliwia uzyskanie farszu o wysokiej jakości, odpowietrzonego, o spoistej konsystencji
i wysokim stopniu rozdrobnienia. Takie kutry spełniają również funkcję mieszarki. Na
zdolność produkcyjną kutra wpływa współczynnik stopnia napełnienia misy, pojemność misy
i czas kutrowania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
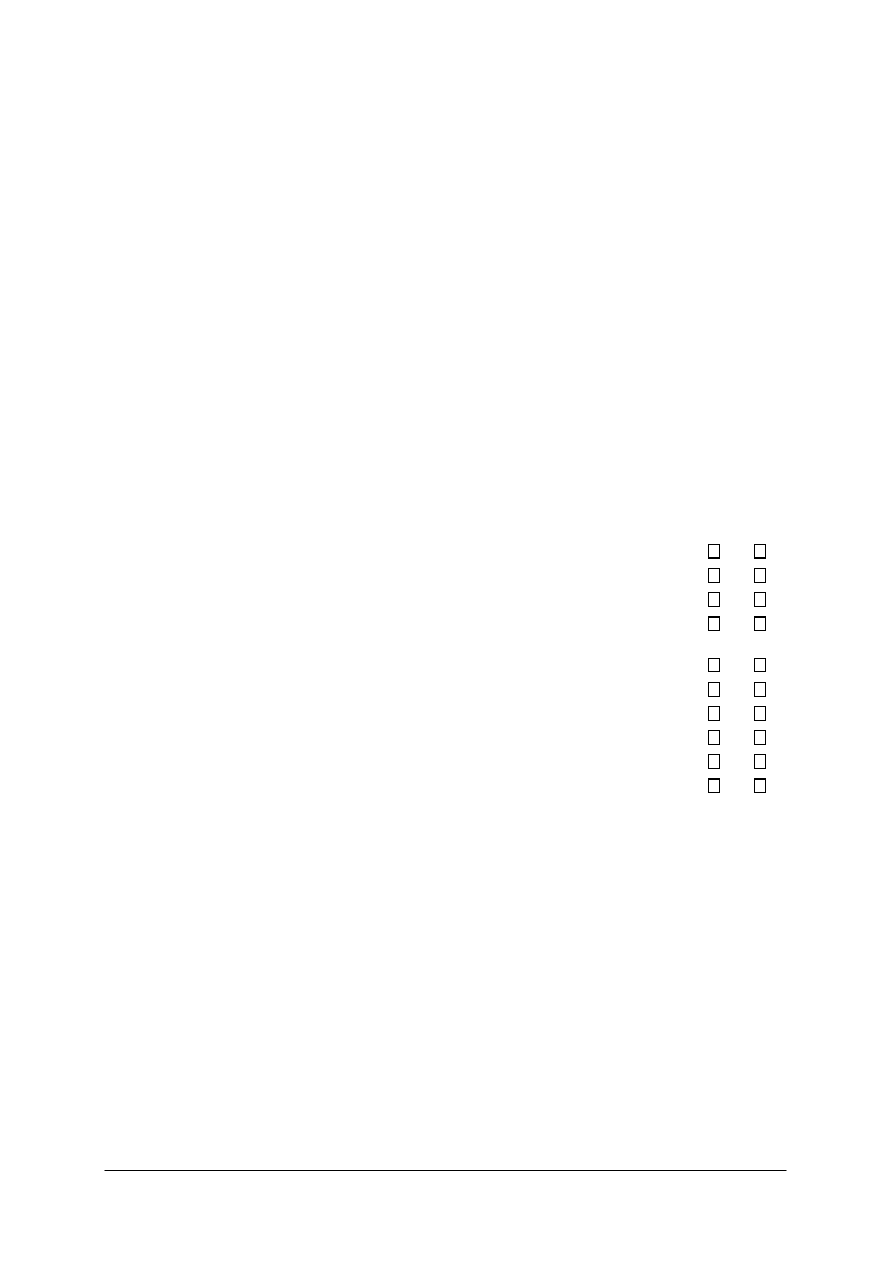
Rys. 2. Schemat kutra: 1) wyrzutnik farszu, 2) zespół tnący, 3) misa, 4) napęd głowicy nożowej, 5) osłona noży
[11, s. 240].
Młynek koloidalny zwany emulsyfikatorem umożliwia bardzo dokładne rozdrabnianie
mięsa, ścięgien, skórek, przypraw. Surowiec wstępnie rozdrobniony na wilku z siatką
o średnicy oczek 2 lub 3 mm zostaje zmielony na pastę. Młynek koloidalny zbudowany jest
z szybko obracającego się wirnika. Między wirnikiem i obudową znajduje się wąska
szczelina. Młynki koloidalne mogą być tarczowe i stożkowe. W tarczowych szczelina
utworzona jest między dwoma odpowiednio wyprofilowanymi tarczami, z których jedna jest
ruchoma. W młynkach stożkowych szczelina powstaje między stożkowym wirnikiem
a obudową.
Rys. 3. Młynek koloidalny [Gospodarka mięsna 11/05].
Kostkownice są używane do krojenia mięsa, tłuszczu w celu uzyskania odpowiedniej
struktury i ostrych regularnych krawędzi. Zaletą tego urządzenia jest, że mięso i tłuszcz nie są
gniecione. Zespół tnący kostkownicy umożliwia uzyskanie kostek o rozmiarach 0,5–32 mm.
Najczęściej składa się on z dwóch prostopadle ustawionych ramek, z których każda zawiera
od 6 do 8 noży równoległych (noże obu ramek tworzą siatkę prostokątną) oraz z noży
sierpowych poruszających się poniżej ramek. Umieszczony w podajniku surowiec jest
wypychany przez tłok na siatkę noży równoległych (uzyskujemy słupek), a słupki surowca są
odcinane nożami sierpowymi na kostki. Kostkownice mogą być półautomatyczne
i automatyczne sterowane mikroprocesorowo.
Krajalnica szybkotnąca służy do rozdrabniania mięsa i tłuszczu przeznaczonego do
produkcji wędlin trwałych. W skład krajalnicy wchodzi podstawa, czasza płaskodenna,
obracająca się wokół osi, zespół tnący złożony z noży tarczowych umieszczonych na
wspólnym poziomym wale oraz zespół napędowy. Wewnątrz czaszy jest listwa podnosząca
mięso pod obracające się noże i grzebień zgarniający mięso z noży. Wielkość kawałków
mięsa zależy od rozstawu noży na osi i czasu krajania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Bezpieczeństwo pracy przy obsłudze urządzeń rozdrabniających wymaga szczególnej
uwagi. Rozruch maszyn należy dokonywać bez obciążenia tzn. surowiec można wprowadzić,
gdy silnik uzyska odpowiednią prędkość obrotową i urządzenie pracuje bez żadnych
zastrzeżeń. Wszystkie elementy wirujące a szczególnie noże powinny być zabezpieczone
specjalnymi osłonami, których podczas pracy nie wolno zdejmować. Często są zainstalowane
zabezpieczenia tego typu, że otwarcie pokrywy czy osłony powoduje samoczynne
zatrzymanie maszyny. Pracownikom obsługującym wilki nie wolno wpychać mięsa do
gardzieli ręką, lecz specjalnym popychaczem. Pracownik obsługujący kuter lub krajalnice
szybkotnącą nie powinen wkładać rąk pod pokrywy, gdyż można je wsunąć w zasięg noży
tnących. Przy obsłudze kutra zaleca się używanie słuchawek, aby chronić się przed
nadmiernym hałasem. Każdy pracownik obsługujący urządzenia rozdrabniające musi być
dokładnie przeszkolony w zakresie obsługi maszyny, jej konserwacji i bezpieczeństwa pracy.
Urządzenia do mieszania
Przygotowanie kiełbas z mięsa rozdrobnionego wymaga dokładnego wymieszania
składników. Do tego celu służą mieszarki. Najczęściej używane są dwa typy z dzieżą
wymienną lub niewymienną wyposażone w mechanizm do opróżniania. Mieszarki z dzieżą
niewymienna należą do wydajniejszych i dlatego są powszechnej stosowane. Dzieża
zbudowana jest z dwóch ścian szczytowych, połączonych ze sobą płaszczem stalowym.
Mieszadła i wnętrze dzieży są wykonane ze stali kwasoodpornej lub całkowicie ocynkowane
cyną. Mieszadła obracają się z różnymi prędkościami i w przeciwnych kierunkach (mieszadła
obracają się do środka dzieży) gwarantując prawidłowe wymieszanie masy mięsnej. W celu
wyładowania masy uruchamia się silnik powodujący przechylanie i podnoszenie się dzieży.
Obracające się mieszadła wyrzucają zawartość dzieży do podstawionych wózków. Podczas
mieszania wprowadza się dość duże ilości powietrza, co jest zjawiskiem niepożądanym
w produkcji kiełbas. W celu odpowietrzenia używa się mieszarki próżniowe. Budowa ich jest
podobna do mieszarek zwykłych, a różnica polega tylko na hermetycznym systemie
zamknięcia dzieży za pomocą uszczelki gumowej oraz istnieniu układu próżniowego
odpowietrzającego dzieżę w czasie mieszania. Wydajność mieszarki do farszu oblicza się
według wzoru
W = 60M/t
gdzie:
−
W – wydajność mieszarki w kg/h,
−
M – masa jednorazowego załadunku mieszarki, kg,
−
t – czas jednego cyklu mieszania, min.
Rozruch mieszarek należy dokonać bez obciążenia tzn. przed załadunkiem surowca, aby
nie spalić silnika. Przed uruchomieniem należy sprawdzić stan techniczny urządzenia.
Pracownikom obsługującym mieszarki nie wolno wkładać rąk do dzieży ani wygarniać mięsa
podczas pracy maszyny. Całkowite opróżnienie mieszarki może odbywać się tylko po jej
zatrzymaniu.
Urządzenia do napełniania
Urządzenia do napełniania nazywamy nadziewarkami. Służą one do napełniania farszem
osłonek. Nadziewarki powinny podawać masę mięsną porcjami, nie deformować struktury
farszu i nie wprowadzać do osłonek powietrza razem z farszem. Warunki dość dobrze
spełniają nadziewarki tłokowe. Nadziewarki te składają się z korpusu nierdzewnego,
w którym znajduje się: cylinder, tłok, uszczelka pod pokrywą, pokrywa, urządzenie do
zakładania lejka oraz napęd poruszający tłok. Napęd może być ręczny, mechaniczny,
hydrauliczny bądź pneumatyczny. Nadziewarki te pracują okresowo, z zastosowaniem
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
poruszającego się w cylindrze tłoka, który wytłacza farsz przez lejek do osłonek. Wydajność
nadziewarki tłokowej cyklicznej oblicza się według wzoru
Q = 60M/t
c
gdzie:
−
Q – wydajność nadziewarki w kg/h,
−
M – masa jednorazowego załadunku cylindra nadziewarki w kg,
−
t
c
– czas nadziewania jednego załadunku w min.
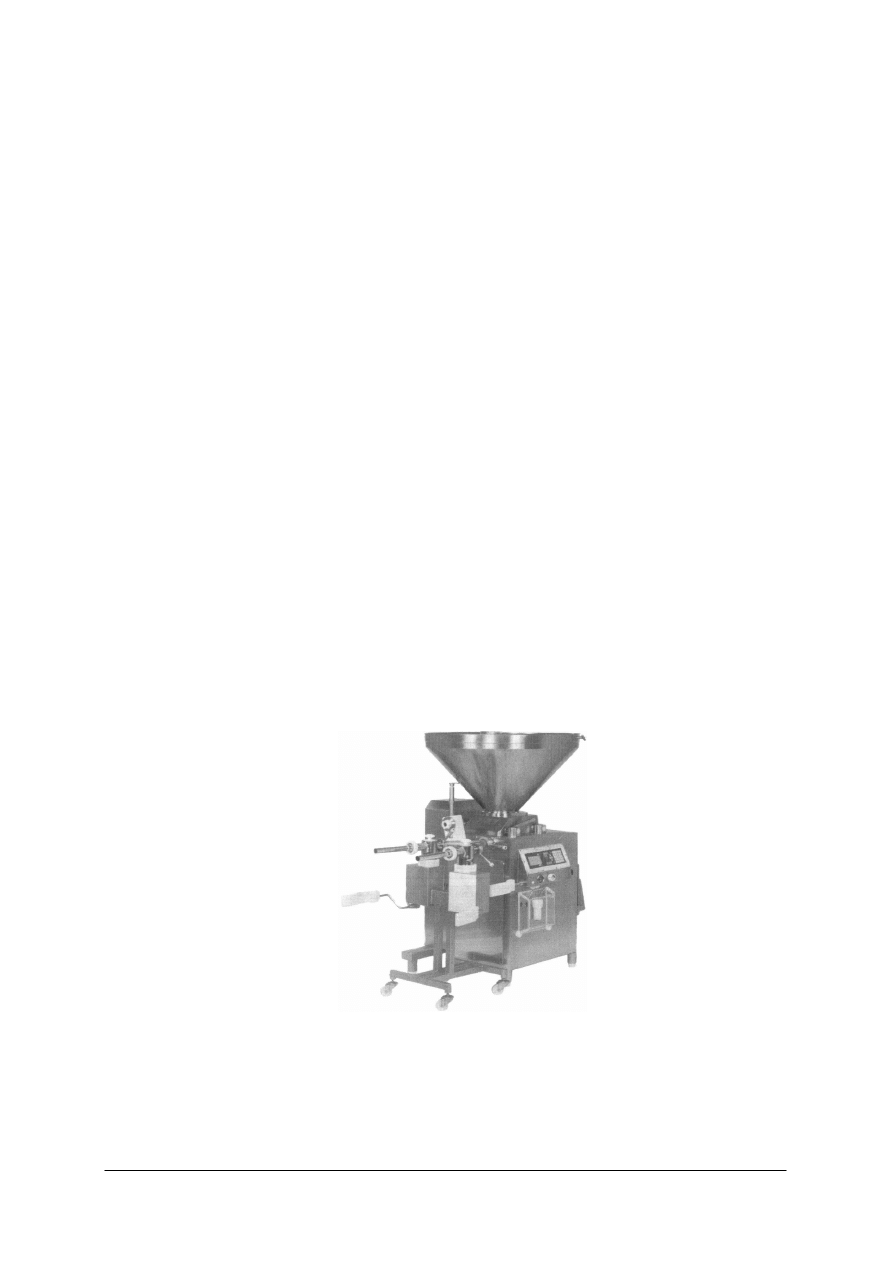
Obecnie stosowane są nadziewarki o pracy ciągłej, próżniowe, odpowietrzające farsz
w czasie nadziewania. Często posiadają aparat porcjujący, komorę podającą farsz do lejków
przez zespół płytek zwany rotorem. Nadziewarki mogą mieć funkcje odkręcania, klipsowania
osłonek z farszem i dozowania wielkości porcji. Nowoczesne nadziewarki mają także
możliwość regulacji szybkości wytłaczania farszu w lejkach, co umożliwia nadziewanie
osłonek wszystkich kalibrów i znacznie podwyższa sprawność maszyny. Urządzenia są
w pełni zautomatyzowane, sterowane mikroprocesorami.
Na uwagę zasługuje automat napełniająco-klipsujący. Maszyna przeznaczona jest do
zamykania kiełbas porcjowanych i w pętach, w różnych osłonkach i o różnych kalibrach. Na
kiełbasach można jednocześnie zakładać pętle i kody. Osłonki naciąga się na lejek urządzenia
i wstawia na nie pierwszy klips oraz napełnia osłonkę farszem. Koniec jednej porcji
i początek następnej klipsowane są w jednej operacji. Maszynę można ustawić na różne
rozstawy klipsów. Reguluje się prędkość wprowadzania farszu do osłonki, co umożliwia
regulację twardości kiełbasy. Na klipsie tłoczone są data produkcji i data przydatności do
spożycia. Przy użyciu takiego automatu kiełbasy można produkować w sposób ciągły.
Podczas obsługi nadziewarek, zwłaszcza przy zamykaniu pokryw, należy zachować
szczególną ostrożność, aby uniknąć zmiażdżenia palców. Nie wolno przy otwartej pokrywie
nadziewarki tłokowej uruchamiać mechanizmu napędzającego tłok, gdyż może nastąpić
wyrzucenie farszu na zewnątrz i pokaleczyć pracownika. Przy obsłudze nadziewarek
o działaniu ciągłym szczególną ostrożność należy zachować przy wprowadzaniu farszu do
leja załadunkowego nadziewarki, dzięki podnośnikom skipowym oraz należy obserwować
wysokość próżni, aby nie nastąpiło zasysanie farszu przez pompę próżniową.
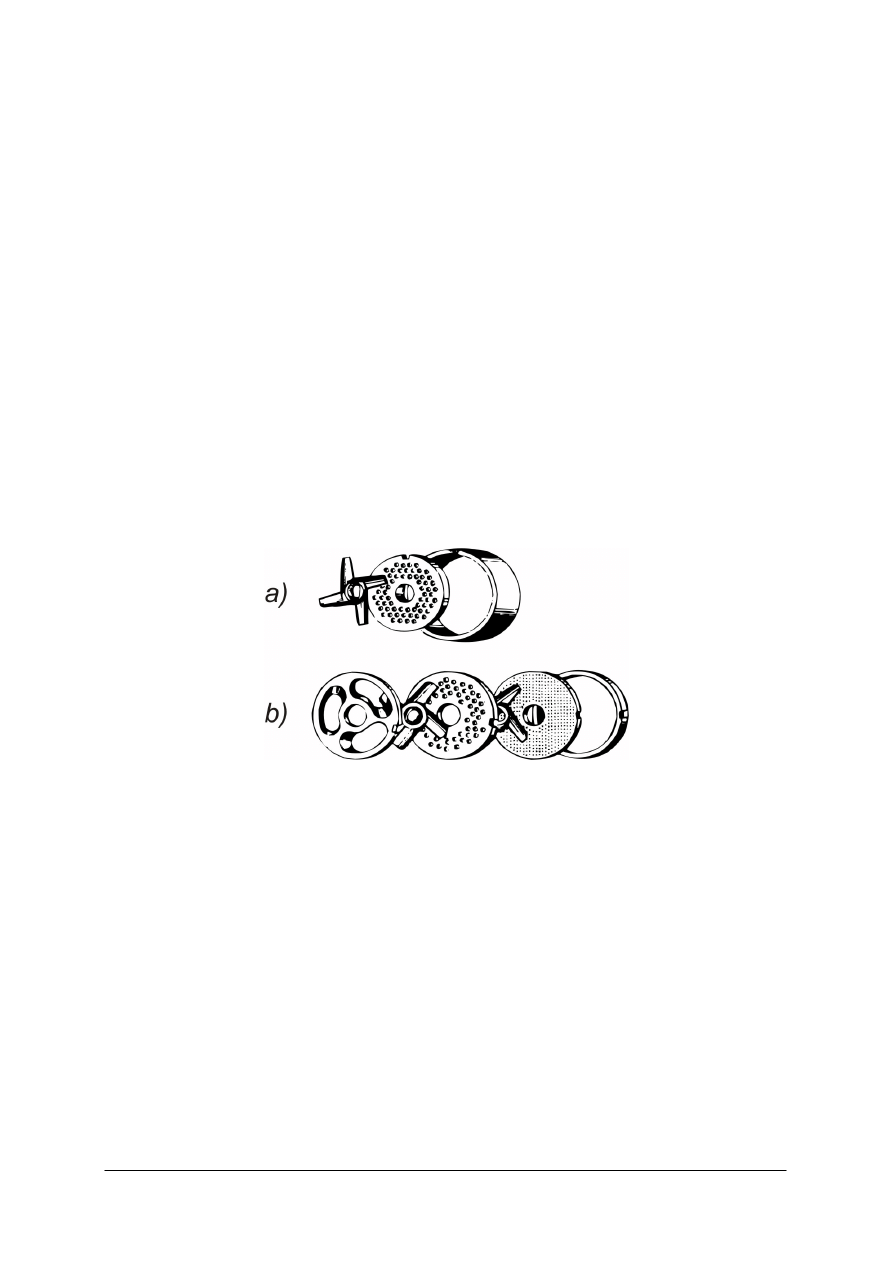
Rys. 4. Nadziewarka próżniowa [11, s. 244].
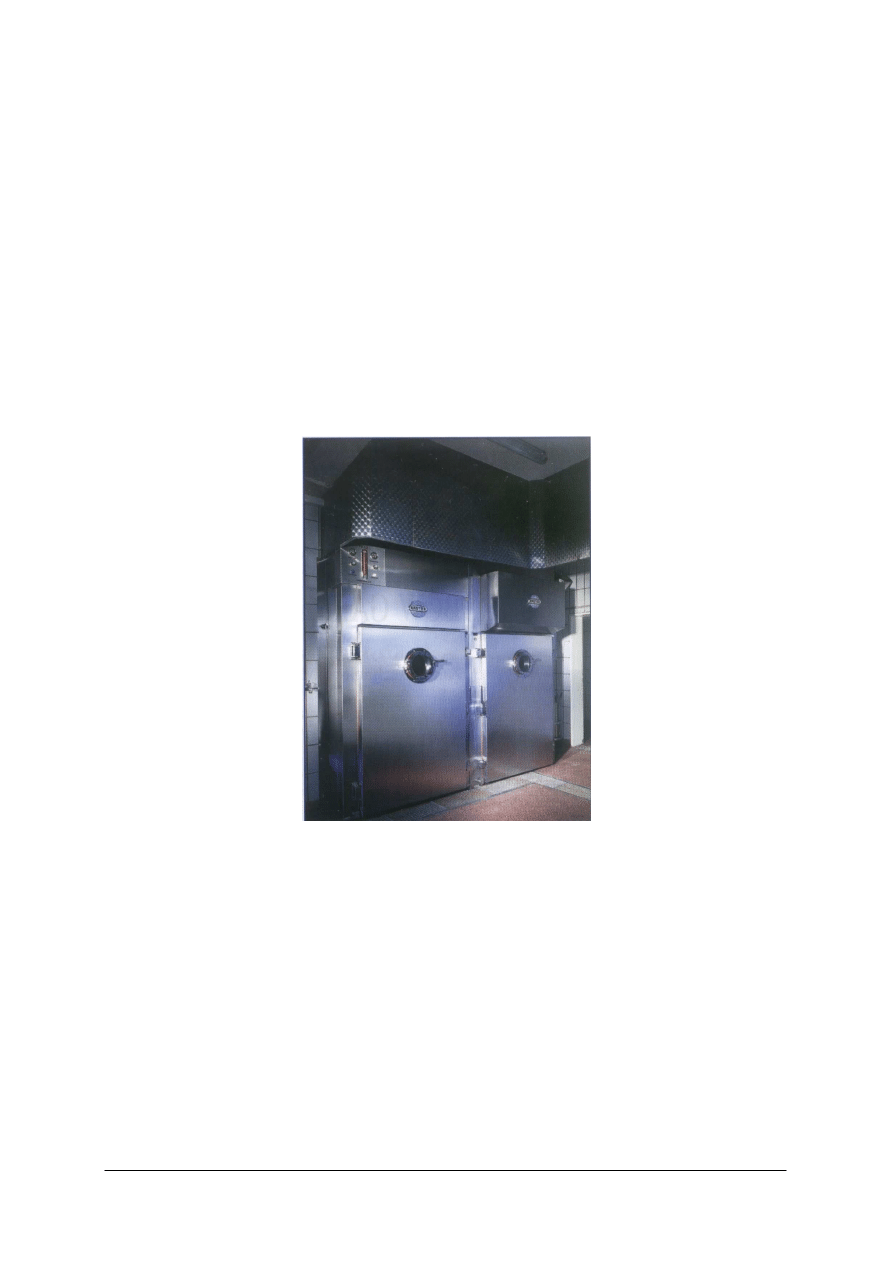
Urządzenia do wędzenia i obróbki termicznej kiełbas
Proces wędzenia i obróbki termicznej kiełbas prowadzony jest w komorach wędzarniczo-
parzelniczych. Jej podstawowymi elementami budowy są:
−
korpus w kształcie szafy, z hermetycznymi drzwiami, zabezpieczający przed
wydostawaniem się na zewnątrz pary i dymu. Korpus jest odpowiednio izolowany
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
i uszczelniony. W dachu komory znajduje się otwór (połączony z przewodem
kominowym), który służy do przewietrzania komory i wpuszczania pary,
−
blok nawiewu, w postaci szeregu dysz, który umieszczony jest pod sufitem,
−
kanał wyciągowy (wylotowy).
Nowoczesne komory wędzarniczo-parzelnicze są wielofunkcyjne, umożliwiają w pełni
zautomatyzowany przebieg procesów dzięki wyposażeniu w mikroprocesory służące do
programowania procesu wędzenia. Zapewnia to powtarzalność cech produktów, co ma istotne
znaczenie dla konsumenta. Nowoczesne komory wędzarnicze posiadają wymuszony obieg
dymu, dużą ilość programów pracy. Utrzymują parametry klimatyczne, jak: temperatura,
wilgotność, gęstość dymu, czas. Są bezpieczne w obsłudze gdyż w swoim wyposażeniu mają
sygnalizację świetlną i dźwiękową informującą o zakończenia procesu. Posiadają samoczynne
systemy mycia, są ekologiczne dla środowiska.
Komory są również wyposażone w mikroprocesorowy system sterowania obróbki
termicznej. Mogą być zasilane parą o niskim i wysokim ciśnieniu, gorącą wodą, olejem,
gazem i prądem elektrycznym.
Rys. 5. Komora wędzarniczo-parzelnicza [Gospodarka Mięsna 10/05].
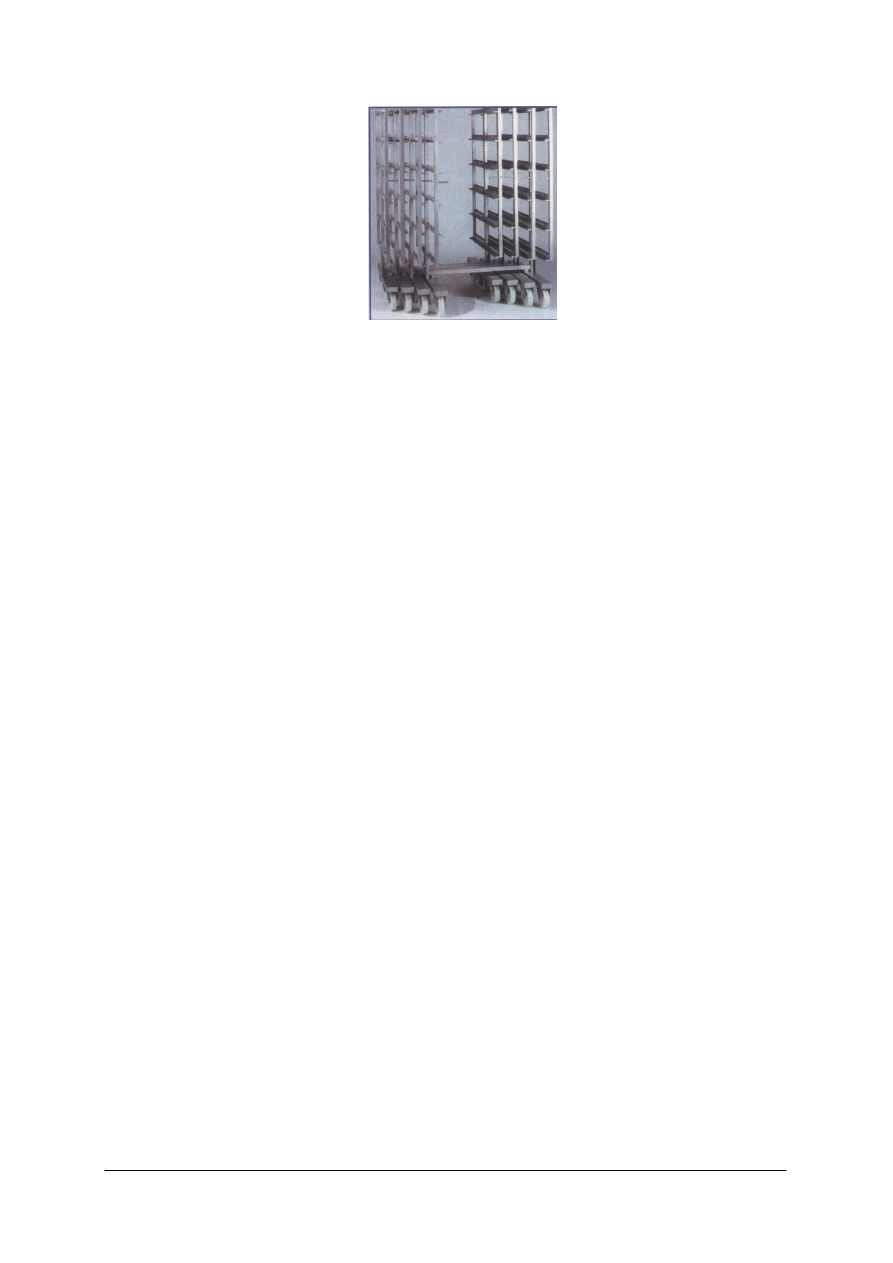
Komory są różnej wielkości i o różnej liczbie wózków wędzarniczych. Mogą być
zbudowane na zasadzie modułowej, umożliwiającej tworzenie tunelu dowolnej długości,
z oddzielnym urządzeniem do wytwarzania dymu. Aby zapewnić równomierny rozkład
temperatur i wilgotności w całej komorze, każda sekcja ma własną cyrkulację obrabianego
powietrza. Elementy grzejne znajdują się na górze komory pod wentylatorem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Rys. 6. Wózki wędzarnicze [Gospodarka Mięsna 10/05].
W małych zakładach do obróbki cieplnej kiełbas stosuje się kotły do parzenia. Są
w kształcie prostopadłościanu, otwarte lub zamykane pokrywami. Najczęściej można spotkać
kotły dwupłaszczowe ogrzewane parą w układzie zamkniętym.
Praca w wędzarniach i warzelniach ze względu na dość duże ilości tlenku węgla,
zadymienie
podwyższoną
temperaturę
jest
szkodliwa
dla
pracownika.
Dlatego
w pomieszczeniach tych należy instalować sprawnie działające instalacje wentylacyjne.
W trakcie wędzenia nie należy wchodzić do komory wędzarniczej. Ze względu na dość duże
zagrożenie pożarowe należy umieszczać w pobliżu gaśnice, hydranty i sprzęt pożarowy.
Pracownicy obsługujący urządzenia wędzarnicze powinni być przeszkoleni w posługiwaniu
się sprzętem przeciwpożarowym. Kotły do parzenia powinny mieć zabezpieczenia przed
ewentualnym poparzeniem się pracowników. Aparatura kontrolno-pomiarowa musi być
sprawna, zawory bezpieczeństwa musza być tak ustawione, aby można się nimi posłużyć
w razie nagłego wzrostu ciśnienia. Wszyscy pracownicy obsługujący urządzenia do obróbki
cieplnej kiełbas muszą być przeszkoleni w zakresie ich bezpiecznej obsługi. Wszyscy
pracownicy muszą posiadać specjalną odzież i sprzęt ochrony osobistej.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak nazywają się urządzenia do rozdrabniania mięsa?
2. Jak działają wilki i z jakich podstawowych elementów są zbudowane?
3. Jakie są elementy budowy kutra?
4. W jakim celu stosuje się kutry?
5. Jak uniknąć wypadków pracując przy urządzeniach rozdrabniających?
6. Jakie rodzaje mieszarek stosuje się w produkcji kiełbas?
7. Czym charakteryzują się nowoczesne nadziewarki?
8. Z jakich części składowych zbudowana jest komora wędzarniczo-parzelnicza?
9. Czym charakteryzują się nowoczesne komory wędzarniczo-parzelnicze?
4.2.3. Ćwiczenia
Ćwiczenie 1
Wykonaj czynności związane z rozdrabnianiem surowców mięsnych i tłuszczowych na
wilku.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać materiał zawarty w pkt. 4.2.1.,
2) zanalizować instrukcję obsługi wilka,
3) określić cel stosowania wilka w produkcji kiełbas,
4) sprawdzić prawidłowość podłączenia instalacji elektrycznej wilka,
5) dobrać zespół tnący do rozdrabniania surowców na wilku,
6) zestawić zespół tnący wilka,
7) rozdrobnić surowce na wilku zgodnie z instrukcją obsługi wilka,
8) zdemontować zespół tnący wilka,
9) umyć elementy składowe wilka,
10) zastosować przepisy bhp przy obsłudze wilka,
11) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
film dydaktyczny przedstawiający obsługę wilka w czasie produkcji kiełbas,
−
instrukcja obsługi wilka,
−
wilk wyłączony z ruchu, przeznaczony do celów dydaktycznych,
−
schemat przedstawiający zasadę działania wilka,
−
surowce mięsne i tłuszczowe,
−
literatura pkt. 6.
Ćwiczenie 2
Wykorzystując nadziewarkę tłokową wykonaj czynności związane z napełnianiem
osłonek farszem mięsnym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać materiał zawarty w pkt. 4.2.1.,
2) zapoznać się z instrukcją obsługi nadziewarki tłokowej,
3) dobrać lejek dozujący nadziewarki stosownie do kalibru osłonek,
4) nałożyć osłonki na lejek nadziewarki,
5) umieścić farsz mięsny w cylindrze nadziewarki,
6) zamknąć pokrywę nadziewarki,
7) kontrolować szybkość wytłaczania farszu z lejka,
8) zastosować przepisy bhp przy obsłudze nadziewarki,
9) ocenić stopień wypełnienia osłonek farszem.
Wyposażenie stanowiska pracy:
−
film dydaktyczny przedstawiający pracę nadziewarki tłokowej,
−
farsz mięsny,
−
osłonki,
−
instrukcja obsługi nadziewarki tłokowej,
−
nadziewarka tłokowa wyłączona z ruchu, przeznaczona do celów dydaktycznych,
−
schemat przedstawiający zasadę działania nadziewarki tłokowej,
−
literatura pkt. 6.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Ćwiczenie 3
Przedstaw obsługę kutra uwzględniając budowę i zasadę działania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem zawartym w pkt. 4.2.1.,
2) zapoznać się z instrukcją obsługi kutra,
3) określić cel kutrowania mięsa,
4) wypisać elementy budowy kutra,
5) objaśnić zasadę działania kutra,
6) wypisać parametry pracy kutra,
7) zastosować przepisy bhp przy obsłudze kutra,
8) zaprezentować wykonane ćwiczenie,
9) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
materiały i przybory do pisania,
−
film dydaktyczny przedstawiający pracę kutra,
−
instrukcja obsługi kutra,
−
model kutra,
−
schemat przedstawiający zasadę działania kutra,
−
literatura pkt. 6.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić urządzenia do produkcji kiełbas?
2) scharakteryzować budowę maszyn i urządzeń do produkcji kiełbas?
3) dobrać urządzenia do poszczególnych etapów produkcji kiełbas?
4) objaśnić zasadę działania maszyn i urządzeń do produkcji kiełbas?
5) określić zdolność i wydajność produkcyjną maszyn i urządzeń do
produkcji kiełbas?
6) wskazać zagrożenia związane z obsługą maszyn i urządzeń do produkcji
kiełbas?
7) dokonać konserwacji maszyn i urządzeń stosowanych podczas produkowania
kiełbas?
8) zastosować zasady bhp przy obsłudze maszyn i urządzeń do produkcji
kiełbas?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.3. Ocena jakości i przechowywanie wyprodukowanych kiełbas
4.2.1. Materiał nauczania
Kontrola jakości kiełbas
Ocenę jakościową kiełbas przeprowadza się przez badanie każdej wyprodukowanej partii
kiełbasy. Można zdefiniować jako określenie poszczególnych cech jakościowych oraz
stosunków między tymi cechami, ujęte w postaci opisu lub liczbowo. O jakości kiełbas
decydują trzy podstawowe grupy cech tj.: zdrowotność, atrakcyjność technologiczna oraz
dyspozycyjność. Poprzez zdrowotność rozumie się wartość odżywczą, energetyczną,
dietetyczną oraz bezpieczeństwo zdrowotne żywności. Atrakcyjność sensoryczną określają
wygląd zewnętrzny, zapach, smakowitość, struktura i barwa produktu. Natomiast
dyspozycyjność to trwałość, łatwość porcjowania, rozpoznawalność gatunku produktu.
Dokonując kontroli jakości produkcji kiełbas zapewnia się odpowiednią jej jakość. Kontrolę
tę w zależności od fazy w procesie produkcyjnym dzieli się na:
−
kontrolę jakości surowców,
−
kontrolę miedzyoperacyjną w czasie produkcji,
−
kontrolę gotowego produktu.
Jakość surowców użytych do produkcji decyduje o jakości produktu gotowego. Nie ma
możliwości ze złych surowców wytworzenia produktów dobrej jakości i bezpiecznych dla
zdrowia człowieka. Dlatego podstawową sprawą jest określenie jakości surowców poprzez
stwierdzenie czy odpowiadają wymaganiom produkcyjnym. Osiąga się to korzystając
z wyników badań dostawców lub z własnych przeprowadzonych badań.
Kontrola międzyoperacyjna wykonywana jest na każdym etapie produkcji, podczas
którego pracownik przed przekazaniem do następnego etapu dokonuje kontroli wykonania
przez siebie poszczególnych czynności technologicznych i uzyskanych efektów.
Kontrola jakości gotowego produktu polega na porównywaniu jakości stwierdzonych cech
z jakością tych cech wymaganą w normach. Ocena jakości kiełbas dokonywana jest
w zakładzie. Badania te w pierwszej kolejności obejmują ocenę organoleptyczną a jej
uzupełnieniem są badania laboratoryjne dotyczące zgodności kiełbas z normą pod względem
wymagań chemicznych i mikrobiologicznych.
Ocena organoleptyczna kiełbas obejmuje określenie wyglądu ogólnego, struktury
i konsystencji oraz barwy, smaku i zapachu kiełbasy. Wykonywana jest przez odpowiedni
przeszkolony zespół oceniający. Wymagania dla kiełbas zostały zebrane w tabeli 3.
Ocena chemiczna obejmuje oznaczenia zawartości wody, tłuszczu, białka, soli kuchennej,
skrobi, azotynów i azotanów, fosforanów, substancji dodatkowych dozwolonych oraz na
żą
danie organów kontrolnych zawartość metali szkodliwych dla zdrowia. Wymagania
dotyczące zawartości białka, wody, tłuszczu i soli kuchennej w kiełbasach kutrowanych
przedstawiono w tabeli 4.
Badania mikrobiologiczne dotyczą oznaczenia obecności:
−
pałeczek z rodzaju Salmonella,
−
gronkowców chorobotwórczych,
−
pałeczek z grupy E coli,
−
beztlenowych laseczek przetrwalnikujących.
Badania w pełnym zakresie przeprowadza się przy uruchamianiu produkcji nowych
produktów lub na żądanie organów kontrolnych. Natomiast każdą wyprodukowaną partię
kiełbas bada się organoleptycznie i uznaje się za zgodną z normą, jeżeli wyniki badań są
zgodne z wymaganiami.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Tabela 3. Wymagania organoleptyczne dla kiełbas [4, s. 105].
Cecha
Wymagania
Wygląd ogólny
batonu kiełbasy
Wyrób w osłonce naturalnej lub sztucznej; powierzchnia czysta, sucha, osłonka ściśle
przylegająca do farszu, dopuszcza się w pojedynczych batonach nieliczne zawędzone
wycieki farszu oraz nieznaczne wycieki tłuszczu i galarety pod osłonką w końcach
batonu
Struktura
i konsystencja
Właściwy stopień rozdrobnienia: w przypadku kiełbas homogenizowanych surowce
mięsno-tłuszczowe zhomogenizowane, a kiełbas drobno rozdrobnionych surowce
mięsno-tłuszczowe rozdrobnione na cząstki o wielkości poniżej 5 mm; na przekroju
surowce rozłożone równomiernie; dopuszczalne pojedyncze otwory powietrza
o średnicy do 2 mm; niedopuszczalne skupiska jednego ze składników i zacieki
galarety; konsystencja soczysta
Barwa batonu
i przekroju
Charakterystyczna dla danego asortymentu, uzależniona od obróbki termicznej lub
zastosowanej osłonki sztucznej; niedopuszczalna barwa szarozielona oraz plamy na
powierzchni wynikające z niedowędzenia
Smak i zapach
Charakterystyczne dla danego asortymentu; wyczuwalny smak i zapach użytych
przypraw; niedopuszczalny smak i zapach świadczący o nieświeżości lub inny obcy
Tabela 4. Wymagania zawartości białka, wody, tłuszczu i soli w wybranych rodzajach kiełbas [4, s. 105].
Zawartość (%)
Rodzaj kiełbas kutrowanych
Białko nie
mniej niż
Tłuszcz nie
więcej niż
Woda nie
więcej niż
Sól nie więcej
niż
Drobno rozdrobnione
Drobno rozdrobnione
wysokowydajne
Homogenizowane
10,0
8,0
9,0
35,0
40,0
40,0
68,0
75,0
69,0
3,0
3,0
3,0
Dopuszczona normą zawartość skrobi w tym rodzaju kiełbas nie może przekraczać 4%,
a łączna pozostałość azotanów i azotynów nie może być większa niż 0,0125%.
Systemy jakości w zakładzie przetwórstwa mięsa
Obecnie w zakładach przetwórstwa mięsa jakość produkcji zapewnia się przez
wprowadzanie w zakładzie systemów jakości. Powszechnie obowiązującym jest system
HACCP, którego wprowadzenie poprzedzone powinno być wprowadzeniem systemów:
Dobra Praktyka Higieniczna (GHP) i Dobra Praktyka Produkcyjna (GMP). System HACCP
identyfikuje, ocenia i kontroluje zagrożenia istotne dla bezpieczeństwa zdrowotnego
ż
ywności. System ten polega na szczegółowej analizie zagrożeń na wszystkich etapach ciągu
technologicznego z jednoczesnym określeniem środków zapobiegawczych. Na podstawie
przeprowadzonej analizy zagrożeń wyznacza się Krytyczne Punkty Kontrolne (CCP) oraz ich
parametry i limity krytyczne – wyłącznie dla danego procesu technologicznego.
Wprowadzenie systemu HACCP zapewnia wytworzenie bezpiecznego pod względem
zdrowotnym produktu. Środki zapobiegawcze są opracowywane i wprowadzane, natomiast
przyjęte wartości (limity) krytyczne w Krytycznych Punktach Kontroli (CCP) są
monitorowane(rejestrowane), aby zapewnić panowanie nad danym procesem. System
HACCP przy produkcji kiełbas daje możliwość określenia rzeczywistych i potencjalnych
zagrożeń z jednoczesnym ustaleniem systemów ich kontroli. Kontrola ta polega na
stosowaniu czynności i środków zapobiegawczych w trakcie produkcji, a nie na badaniu
produktu końcowego.
Zagrożenia to czynnik biologiczny, fizyczny i chemiczny, jaki może wystąpić przy produkcji.
Analiza tych zagrożeń powinna być szczegółowa i bardzo dokładna. Konieczne jest
sporządzenie listy zagrożeń, podanie miejsca ich powstania oraz określenie ryzyka
związanego z jego wystąpieniem. Następnie ustala się środków kontroli dla ewentualnych
zagrożeń i opracowuje dla nich działania korekcyjne.
Analizując proces produkcyjny kiełbasy można stwierdzić, że potencjalnym zagrożeniem
chemicznym jest dodawanie w procesie peklowania mieszanki peklującej, a zwłaszcza jej

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
podstawowego składnika azotynu sodu. Ten etap produkcji jest punktem krytycznym, który
podlega kontroli i monitorowaniu.
Zagrożenia fizyczne, zależnie od źródła pochodzenia, dzieli się na: ciała obce dostające
się z surowcami (np. piasek, kamienie), ciała obce pochodzące z surowców (np. kości), ciała
obce dostające się do żywności w trakcie procesu przetwórczego, ciała obce powstające
w wyniku zaniedbań personelu oraz z nieprzestrzegania zasad systemu GMP.
Zagrożenia mikrobiologiczne występujące w procesie produkcji kiełbas będą związane
z surowcami, z higieną produkcji i personelu. W mięsie jako surowcu występuje niewielka
liczba drobnoustrojów. Liczba ta może znacznie wzrastać, jeżeli warunki higieny podczas
produkcji nie są przestrzegane. Również nie utrzymywanie zadanych wartości temperatur
w poszczególnych etapach produkcji może spowodować wzrost drobnoustrojów oraz zmiany
w składzie mikroflory.
Zagrożeniem chemicznym w produkcji kiełbas jest dodatek środków peklujących oraz
substancji dodatkowych. Ilość dodawanych środków peklujących jak i dodatków musi być
ś
ciśle określona i zgodna z zaleceniami technologicznymi. Mieszanka peklująca zawiera
w swoim składzie azotyn sodu (nitryt), który w dużym stężeniu jest silną trucizną i dodawanie
go w większej ilości niż dopuszczalna może stanowić zagrożenie dla zdrowia człowieka.
Z powyższych względów peklowanie traktowane jest jako krytyczny punkt kontrolny. Oprócz
zawartości nitrytu czynnikami działającymi na produkt jest sól, azotany, wielofosforany,
karageny oraz pH. Czynniki te mogą wzajemnie wzmagać swoje działanie.
Nieprzestrzeganie parametrów operacji i czynności technologicznych może wpłynąć na
pogorszenie jakości kiełbas. Głównymi parametrami przy produkcji kiełbas wpływającymi na
ich jakość są: temperatura i czas trwania procesu oraz wilgotność, temperatura i ruch
powietrza w pomieszczeniach produkcyjnych i magazynowych. Ustalając krytyczne punkty
kontrolne przy produkcji kiełbas bierze się pod uwagę: wędzenie, parzenie, chłodzenie,
studzenie i magazynowanie kiełbas.
Istotną rzeczą w prawidłowym funkcjonowaniu systemu HACCP jest prowadzenie
dokumentacji wszystkich procedur i zapisów odnoszących się do określonych zasad.
Pracownik, który jest odpowiedzialny za dany punkt krytyczny musi wypełniać obowiązujące
w danym punkcie formularze. W sytuacji, gdy badane parametry odbiegają od wstępnie
ustalonych wartości, to musi on natychmiast podjąć działania naprawcze zgodnie z podaną
metodą w sposób wykluczający dane zagrożenie.
Magazynowanie i ekspedycja kiełbas
Magazynowanie powinno odbywać się w magazynie chłodzonym. Najkorzystniejsza jest
temperatura do 6
°
C i wilgotności względnej powietrza 85%. Czas magazynowania powinien
być jak najkrótszy. Podczas magazynowania należy przestrzegać zasady, że „pierwsza weszła,
pierwsza wyszła”. Podczas magazynowania monitoruje się trzy parametry: temperaturę
i wilgotność powietrza w magazynie oraz czas przechowywania.
Magazyny muszą spełniać określone wymagania tj; powinny być suche, czyste, bez światła
naturalnego tzn. bez okien, pozbawione obcych zapachów i wykorzystane tylko do
składowania wędlin. Powinny posiadać sprawną wentylację, sprzęt przeciwpożarowy oraz
ś
rodki do utrzymania czystości i higieny magazynowania.
Obecnie wiele zakładów przetwórstwa mięsa w magazynach stosuje systemy komputerowe
do rejestracji przepływu surowców, wyrobów gotowych. Dzięki temu zmniejsza się błędy,
oszczędza czas oraz szybko otrzymuje się określone informacje o stanie magazynu.
W chwili przekazania produktu do magazynu gotowego wyrobu należy ustalić jego
wydajność. Wydajność gotowego produktu jest to stosunek masy netto do masy pobranych
surowców podstawowych obliczany według wzoru:
X = (Yx100%)/Z

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
gdzie:
−
X – wydajność gotowego produktu (%),
−
Y – masa netto gotowego produktu (kg),
−
Z – masa pobranych do produkcji surowców podstawowych (kg).
Zgodnie z obowiązującymi rozporządzeniami kiełbasy pakuje się w opakowania
jednostkowe, z foli termokurczliwej wielowarstwowej a następnie w opakowania zbiorcze tj
pojemniki tzw. transporterki o różnej pojemności oraz skrzyniopalety z tworzywa sztucznego.
Całe batony kiełbas pakuje się w opakowania o masie wsadu od 2–5 kg, które otwierane są
tuż przed ekspozycją w ladach chłodniczych, co gwarantuje zachowanie jakości oraz dużą
higienę. Można kiełbasy konfekcjonować i pakować w postaci plastrów. Cięcie kiełbas na
plastry odbywa się w urządzeniach zwanych plasterkownicami. W zależności od rodzaju
urządzenia do plasterkowania kiełbas i metody pakowania stosuje się folię standardową lub
termoformowalną, zgrzewaną na gorąco, miękką lub twardą. Obecnie konsumenci oczekują
produktów świeżych, aromatycznych i z dobrym wyglądem. Aby spełnić je, kiełbasy pakuje
się w systemie próżniowym bądź w atmosferze gazów modyfikowanych. W metodzie tej
stosuje się naturalne gazy, takie jak azot, dwutlenek węgla i tlen. System pakowania
próżniowego można traktować także jako system z modyfikowaną atmosferą. Każde
opakowanie jednostkowe należy odpowiednio oznakować i podając się na etykiecie
następujące dane:
−
nazwę przetworu mięsnego,
−
nazwę i adres producenta lub dystrybutora,
−
wykaz surowców i substancji dodatkowych, dozwolonych, użytych produkcji
przetworów mięsnych wymienionych w malejącej kolejności,
−
termin przydatności do spożycia,
−
wagę netto,
−
warunki przechowywania.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie przeprowadza się kontrole jakości kiełbas?
2. Jakie cechy składają się na jakość produktu?
3. Jakie rodzaje badań przeprowadza się przy określaniu jakości kiełbas?
4. Jakie zadania spełnienia system jakości HACCP w zakładzie przetwórstwa mięsa?
5. Co oznacza krytyczny punkt kontrolny?
6. Jakie rodzaje zagrożeń występują podczas produkcji kiełbas?
7. Jakie są warunki magazynowania kiełbas?
8. W jaki sposób można pakować kiełbasy?
9. Jakie dane powinna zawierać etykieta umieszczana na opakowaniu jednostkowym?
4.3.3. Ćwiczenia
Ćwiczenie 1
Dokonaj oceny organoleptycznej kiełbasy krakowskiej i oceń jej jakość.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać materiał zawarty w pkt. 4.3.1.,
2) zorganizować stanowisko pracy do przeprowadzenia oceny organoleptycznej,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
3) zapoznać się z instrukcją dotyczącą oceny organoleptycznej kiełbasy krakowskiej,
4) zastosować się do poleceń zawartych w instrukcji,
5) zgromadzić na stanowisku pracy sprzęt do przeprowadzenia oceny organoleptycznej
kiełbasy krakowskiej,
6) zbadać wygląd zewnętrzny oraz wygląd na przekroju kiełbasy krakowskiej,
7) określić smak i zapach kiełbasy krakowskiej zgodnie z instrukcją,
8) porównać wyniki przeprowadzonej oceny z wymaganiami normy jakościowej,
9) wyciągnąć wnioski o jakości badanej kiełbasy krakowskiej,
10) uporządkować stanowisko pracy,
11) zaprezentować wykonane ćwiczenie,
12) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
materiały i przybory do pisania,
−
instrukcja do wykonania oceny organoleptycznej kiełbasy krakowskiej,
−
norma jakościowa dla kiełbas,
−
kiełbasa krakowska,
−
sprzęt: nóż, deska, środki myjące,
−
literatura pkt. 6.
Ćwiczenie 2
Jesteś pracownikiem magazynu ekspedycyjnego i masz przygotować do ekspedycji 45 kg
kiełbasy białej surowej zapakowanej po 1,5 kg w woreczki z folii standardowej oraz
w opakowania zbiorcze – pojemniki o pojemności 12 kg.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać materiał zawarty w pkt. 4.3.1,
2) obliczyć ile sztuk woreczków kiełbasy należy przygotować do wysyłki,
3) przygotować odpowiednią ilość pojemników plastikowych potrzebnych do umieszczenia
45 kg kiełbasy,
4) sprawdzić wygląd zewnętrzny woreczków z kiełbasą (szczelność, czystość),
5) sprawdzić, czy etykieta umieszczona na woreczku zwiera następujące informacje:
a) nazwę produktu,
b) wykaz składników według malejącego udziału surowców i dodatków,
c) termin przydatności do spożycia,
d) masę netto,
e) warunki przechowywania,
f) nazwę i adres producenta,
6) umieścić woreczki z kiełbasą w pojemnikach plastikowych,
7) zważyć pojemniki z kiełbasą,
8) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
film dydaktyczny przedstawiający czynności pracownika magazynu ekspedycyjnego
w zakładach mięsnych,
−
normy dotyczące ekspedycji wyrobów wędliniarskich,
−
pojemniki plastikowe o pojemności 12 kg,
−
woreczki z kiełbasą białą surową o masie 1,5 kg,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
−
waga,
−
literatura pkt. 6.
Ćwiczenie 3
Dokonaj analizy zagrożeń zdrowotnych w produkcji kiełbas zwyczajnej parzonej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać materiał zawarty w pkt. 4.3.1.,
2) zdefiniować zagrożenia zdrowotne występujące przy produkcji kiełbas,
3) przeanalizować kolejne etapy produkcji kiełbasy zwyczajnej parzonej, pod kątem
możliwych zagrożeń fizycznych, chemicznych i biologicznych,
4) uzupełnić tabelę,
5) zaprezentować wykonane ćwiczenie,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Etapy technologiczne
produkcji kiełbas
Zagrożenia fizyczne
Zagrożenia chemiczne
Zagrożenia biologiczne
Wyposażenie stanowiska pracy:
−
materiały i przybory do pisania,
−
film dydaktyczny przedstawiający etapy produkcji kiełbas,
−
instrukcje stanowiskowe HACCP dotyczące produkcji kiełbas,
−
schemat technologiczny produkcji kiełbas,
−
literatura pkt. 6.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować zasady systemów jakości GMP, GHP i HACCP przy
produkcji kiełbas?
2) scharakteryzować zagrożenia fizyczne, chemiczne i mikrobiologiczne
występujące podczas produkowania kiełbas?
3) zaplanować czynności technologiczne produkcji kiełbas w sposób
zapewniający jakość zdrowotną produktu?
4) ocenić jakość wyprodukowanych kiełbas według norm?
5) określić zasady magazynowania gotowych wyrobów?
6) przygotować kiełbasy do dystrybucji?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 20 pytań dotyczących produkowania kiełbas.
5. Wszystkie zadania są wielokrotnego wyboru i tylko jedna odpowiedź jest prawidłowa.
6. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi.
7. W zadaniach wielokrotnego wyboru zaznacz prawidłową odpowiedź X (w przypadku
pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie ponownie zakreślić
odpowiedź prawidłową).
8. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
9. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego
rozwiązanie na później i wróć do niego, gdy zostanie Ci wolny czas.
10. Na rozwiązanie testu masz 40 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. W skład zestawu tnącego wilka wchodzi pierścień, siatka i nóż
a) tarczowy.
b) czteroskrzydłowy.
c) ramowy.
d) sierpowy.
2. Dym wędzarniczy do wędzenia kiełbasy zwyczajnej otrzymuje się najczęściej ze spalania
drewna
a) jałowca.
b) sosny.
c) modrzewia.
d) dębu.
3. Operacje – peklowanie, rozdrabnianie, mieszanie, napełnianie, wędzenie, obróbka
cieplna, studzenie stosowane są przy produkcji
a) kiełbasy krakowskiej.
b) szynki gotowanej.
c) kiszki kaszanej.
d) kiełbasy białej surowej.
4. W produkcji kiełbas średnio rozdrobnionych należy zastosować
a) młynek koloidalny.
b) prasę formującą.
c) kuter.
d) nastrzykiwarkę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
5. Do surowców podstawowych przy produkcji kiełbasy myśliwskiej zalicza się
a) jałowiec.
b) osłonki naturalne.
c) sól kuchenną.
d) mięso wieprzowe.
6. Przetwory mięsne w osłonkach naturalnych lub sztucznych wyprodukowane
z rozdrobnionego mięsa i tłuszczu, z dodatkiem surowców uzupełniających, surowe,
dojrzewające to
a) kiełbasy fermentowane.
b) wędliny podrobowe.
c) wędzonki surowe.
d) produkty blokowe.
7. Utrzymanie właściwej temperatury w czasie kutrowania jest ważne z powodu
a) zachowania wartości energetycznej produktu.
b) wiązania wody i emulgowania tłuszczu.
c) uzyskania odpowiedniej barwy produktu.
d) zabezpieczenia przed denaturacją białka.
8. Stopień rozdrobnienia surowca w wilku zależy od
a) czasu rozdrabniania.
b) prędkości obrotów podajnika ślimakowego.
c) średnicy siatki.
d) liczby noży i siatek zestawionych w wilku.
9. Badanie jakości kiełbas metodą chemiczną obejmuje
a) określenie procentowej zawartości białka, tłuszczu i wody.
b) ocenę barwy, smaku i zapachu.
c) określenie ilości i rodzaju drobnoustrojów.
d) ocenę wyglądu ogólnego i smakowitości.
10. Do przygotowania mieszanki peklującej, przeznaczonej do peklowania mięsa na kiełbasy,
jako podstawowych składników używa się soli kuchennej oraz
a) azotan sodu i azotan wapnia.
b) azotyn sodu i azotyn potasu.
c) cukier i wielofosforany.
d) azotan sodu i azotyn sodu.
11. Urządzeniem do dokładnego rozdrobnienia oraz wymieszania surowców mięsnych
i tłuszczowych jest
a) kostkownica.
b) mieszarka.
c) kuter.
d) płatkownica.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
12. Wiedząc, że pobrano 100 kg surowców i uzyskano 120 kg produktu, wydajność kiełbasy
wybosi
a) 83%.
b) 100%.
c) 120%.
d) 220%.
13. Celem wędzenia kiełbas jest
a) zwiększenie masy produktu.
b) utrwalenie gotowego wyrobu.
c) zmniejszenie wycieku tłuszczu.
d) uplastycznienie kiełbasy.
14. Równomierne rozmieszczenie składników w farszu kiełbasy oraz odpowiednie ich
związanie i otrzymanie jednolitej masy jest celem
a) mieszania.
b) osadzania.
c) napełniania.
d) formowania.
15. Kiełbasa biała surowa należy do kiełbas
a) trwałych.
b) półtrwałych.
c) nietrwałych.
d) dojrzewających.
16. Na zdolność produkcyjną kutra wpływa
a) szybkość obrotów noży i pojemność misy.
b) czas kutrowania i pojemność misy.
c) czas kutrowania i moc silnika.
d) szybkość obrotów misy i stopień napełnienia misy.
17. Metodę wędzenia zimnego stosuje się przy produkcji kiełbasy
a) szynkowej.
b) rzeszowskiej.
c) myśliwskiej.
d) polskiej wędzonej.
18. Kiełbasy grubo rozdrobnione to wędliny, w których przeważająca część surowców
mięsno-tłuszczowych została rozdrobniona na cząstki o wielkości
a) poniżej 5 mm.
b) od 5 do 10 mm.
c) od 10 do 20 mm.
d) powyżej 20 mm.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
19. Do wyprodukowania 100 kg kiełbasy zwyczajnej zużywa się 160 mb kiełbaśnic. Ile
należy przygotować metrów bieżących (mb) kiełbaśnic na jedną godzinę pracy, jeżeli
wydajność nadziewarki wynosi 2000 kg/godzinę, należy przygotować metrów bieżących
(mb) kiełbaśnic na jedną godzinę pracy w ilości
a) 1600.
b) 2000.
c) 3200.
d) 4000.
20. Przy produkowaniu kiełbas największe zagrożenie pożarowe występuje podczas
a) rozdrabniania.
b) mieszania.
c) wędzenia.
d) peklowania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Produkowanie kiełbas
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
6. LITERATURA
1. Brochowski L.: Technologia przetwórstwa mięsnego. WSiP, Warszawa 1995
2. Chuchlowa J.: Materiały pomocnicze i dodatki do żywności. WSiP, Warszawa 1996
3. Dłużewski M.: Technologia żywności cz. 4. Praca zbiorowa. WSiP, Warszawa 2001
4. Jankiewicz L.: Technologia produkcji wędlin cz.1.Polskie Wydawnictwo Fachowe
Warszawa 1999
5. Kładź F.: Rzeźnictwo i wędliniarstwo. Śląski Cech Rzeźników i Wędliniarzy
w Katowicach, 1999
6. Kołożyn-Krajewska D.: Higiena produkcji żywności. Wydawnictwo SGGW, Warszawa 2001
7. Kołożyn-Krajewska D., Sikora T.: HACCP. Koncepcja i system zapewnienia jakości
bezpieczeństwa zdrowotnego żywności. SIT SpożNOT, Warszawa 1999
8. Królak A.: Techniki przetwórstwa mięsa, Hortpress Sp.z o.o., Warszawa 2003
9. Maciejewski W.: Surowce dla przetwórstwa mięsnego. WSiP, Warszawa 1993
10. Maciejewski W.: Aparatura i urządzenia techniczne w przetwórstwie mięsnym. WSiP,
Warszawa 1994
11. Niemierko B.: Ocenianie szkolne bez tajemnic. WSiP, Warszawa 2002
12. Olszewski A.: Technologia Przetwórstwa mięsa. WNT, Warszawa 2002
13. Pezacki W. (red.): Technologia mięsa. WNT, Warszawa 1981
14. Poszepczyński W.: Przetwórstwo mięsa. WSiP, Warszawa 1991
15. Simpon A., Kubicki M.: Ochrona środowiska w przemyśle mięsnym. FAPA, Warszawa 1998
16. Wciślińska B.: Technologia produkcji wędlin. Polskie Wydawnictwo Fachowe, Warszawa
1999
17. Zestawy norm dotyczących mięsa i jego przetworów
18. Ustawa o warunkach zdrowotnych żywności i żywienia z 11 maja 2001 r. (Dz. U. z 2005 r.
Nr 31, poz. 265 z poźn. zm.
19. Czasopisma specjalistyczne: Gospodarka Mięsna, Mięso i Wędliny, Przemysł Spożywczy
Wyszukiwarka
Podobne podstrony:
13 Produkowanie kielbasid 14752 Nieznany
BALERON I PRODUKCJA KIEŁBASY
Produkowanie kiełbas
13 Produkowanie kielbasid 14752 Nieznany
OGÓLNE ZASADY PRODUKCJI KIEŁBAS SUSZONYCH I PODSUSZANYCH
13 Produkowanie kiełbas
Ogólne zasady produkcji kiełbas niepodsuszanych
technologia produkcji surowców tłuszczowych i kiełbas
Wpływ hydrolizatów sojowych na zmiany zawartości cholesterolu i produktów jego utleniania w kiełbasi
Produkty przeciwwskazane w chorobach jelit II
Ewolucja marketingu era produkcyjna, sprzedazowa, marketingowa Rynek definicja
download Zarządzanie Produkcja Archiwum w 09 pomiar pracy [ www potrzebujegotowki pl ]
Przygotowanie PRODUKCJI 2009 w1
PodMar 5a (istota produktow)
Wyklad 2 zarzadzanie produkcja
strategie produktu
Referat Inżynieria Produkcji Rolniczej
więcej podobnych podstron