„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Marcin Winiarski
Nakładanie
powłok
lakierniczych
i
wykończanie
powierzchni instrumentów muzycznych 731[02].Z2.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr Piotr Sieczka
mgr Joanna Miedzińska
Opracowanie redakcyjne:
mgr Marcin Winiarski
Konsultacja:
dr inż. Jacek Przepiórka
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 731[02].Z2.02
„Nakładanie powłok lakierniczych i wykończanie powierzchni instrumentów muzycznych”,
zawartego w modułowym programie nauczania dla zawodu monter instrumentów
muzycznych.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
4
3.
Cele kształcenia
5
4.
Materiał nauczania
6
4.1.
Przygotowanie powierzchni instrumentów muzycznych do lakierowania
6
4.1.1.
Materiał nauczania
6
4.1.2. Pytania sprawdzające
16
4.1.3. Ćwiczenia
17
4.1.1.
Sprawdzian postępów
18
4.2.
Materiały do wykończania powierzchni instrumentów muzycznych
19
4.2.1. Materiał nauczania
19
4.2.2. Pytania sprawdzające
25
4.2.3. Ćwiczenia
25
4.2.4. Sprawdzian postępów
27
4.3.
Wykończanie powierzchni
28
4.3.1. Materiał nauczania
28
4.3.2. Pytania sprawdzające
38
4.3.3. Ćwiczenia
38
4.3.4. Sprawdzian postępów
40
5.
Sprawdzian osiągnięć
41
6.
Literatura
46
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o nakładaniu powłok lakierniczych
i wykończaniu powierzchni instrumentów muzycznych.
W poradniku znajdziesz:
–
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
–
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
–
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
–
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
–
literaturę.
Schemat układu jednostek modułowych
731[02].Z2
Technologia produkcji instrumentów
muzycznych
731[02].Z2.02
Nakładanie powłok
lakierniczych i wykończanie
powierzchni instrumentów
muzycznych
731[02].Z2.03
Wykonywanie napraw
i konserwacji instrumentów
muzycznych
731[02].Z2.01
Montaż elementów
instrumentów muzycznych
731[02].Z2.04
Wykonywanie korekty
i strojenie instrumentów
muzycznych
731[02].Z2.05
Ocenianie jakości instrumentów
muzycznych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
czytać ze zrozumieniem informacje przedstawione w formie opisów, instrukcji, tabel,
wykresów
−
przetwarzać dane liczbowe i operacyjne,
−
korzystać z różnych źródeł informacji,
−
obliczać masy składników roztworów o danym stężeniu procentowym,
−
obliczać masy składników roztworów przy danych ich stosunkach masowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
zorganizować stanowisko pracy zgodnie z wymaganiami ergonomii,
−
określić budowę i zasadę działania maszyn i urządzeń do szlifowania oraz polerowania
powłok lakierniczych,
−
określić metody wykończania powierzchni elementów instrumentów muzycznych
wykonanych z drewna i stopów metali,
−
dokonać klasyfikacji lakierów oraz politur stosowanych do wykończania powierzchni
elementów instrumentów muzycznych,
−
dobrać lakiery i politury w zależności od wymogów technicznych i estetycznych
oraz rodzaju powierzchni,
−
przygotować powierzchnie elementów instrumentów muzycznych do lakierowania,
−
przygotować materiały i narzędzia do nakładania powłok lakierniczych,
−
przygotować roztwory lakierów do powłok matowych i błyszczących,
−
wykonać lakierowanie ręczne i z użyciem pistoletów natryskowych,
−
określić rodzaje barwników do drewna,
−
sporządzić roztwory barwników i politur,
−
wykonać barwienie powierzchniowe i wgłębne,
−
nałożyć ręcznie politurę,
−
przygotować powierzchnie elementów instrumentów muzycznych do zabiegów
wykończeniowych,
−
określić rodzaje materiałów ściernych do szlifowania i polerowania powłok lakierowych,
−
dobrać materiały ścierne do szlifowania powłok lakierowych,
−
dobrać proszki i pasty ścierne do polerowania,
−
wykonać szlifowanie i polerowanie powierzchni elementów instrumentów muzycznych
wykonanych z drewna,
−
wykonać szlifowanie i polerowanie powierzchni elementów instrumentów muzycznych
wykonanych ze stopów metali,
−
ocenić jakość wykonanych operacji wykończeniowych,
−
zastosować środki ochrony indywidualnej podczas wykonywania prac lakierniczych
i wykończeniowych,
−
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej
oraz ochrony środowiska podczas wykonywania prac lakierniczych i wykończeniowych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
4. MATERIAŁ NAUCZANIA
4.1. Przygotowanie powierzchni instrumentów muzycznych
do lakierowania
4.1.1. Materiał nauczania
Narzędzia ścierne do maszynowego szlifowanie drewna
Celem szlifowania jest nadanie elementom ostatecznych wymiarów i kształtów
oraz wygładzenie powierzchni.
Do maszynowego szlifowania drewna i tworzyw drzewnych stosuje się narzędzia ścierne
składające się z podłoża w postaci papieru lub tkaniny, do którego spoiwem są
przymocowane ziarna ścierne. Właściwości narzędzi ściernych zależą od takich czynników,
jak rodzaj zastosowanego materiału ściernego, jego ziarnistości, rodzaj podłoża i spoiwa. Na
narzędzia ścierne nasypowe używa się materiałów ściernych sztucznych lub naturalnych,
które po rozdrobnieniu na ziarna określonej wielkości tworzą tzw. ścierniwo cechujące się
licznymi, ostrymi krawędziami przełomu. Papier ścierny składa się z podłoża papierowego
i nasypu. Zamiast papieru na podłoże stosuje się również płótno lub papier wzmocniony
tkaniną (płótnowany). Najważniejsze cechy narzędzi ściernych to: wielkość ziaren oznaczona
liczbą, twardość materiału z którego wytworzono ziarna, gęstość nasypu ziaren ściernych,
rodzaj podłoża i rodzaj spoiwa. Spoiwem wiążącym nasyp z podłożem jest klej skórny, klej
z tworzywa sztucznego i inne. Nasyp składa się z ziaren elektrokorundu, węglika krzemu,
krzemienia, szkła itp. Ziarna te uzyskuje się drogą przesiewania i segregacji na sitach
rozdrobnionego materiału.
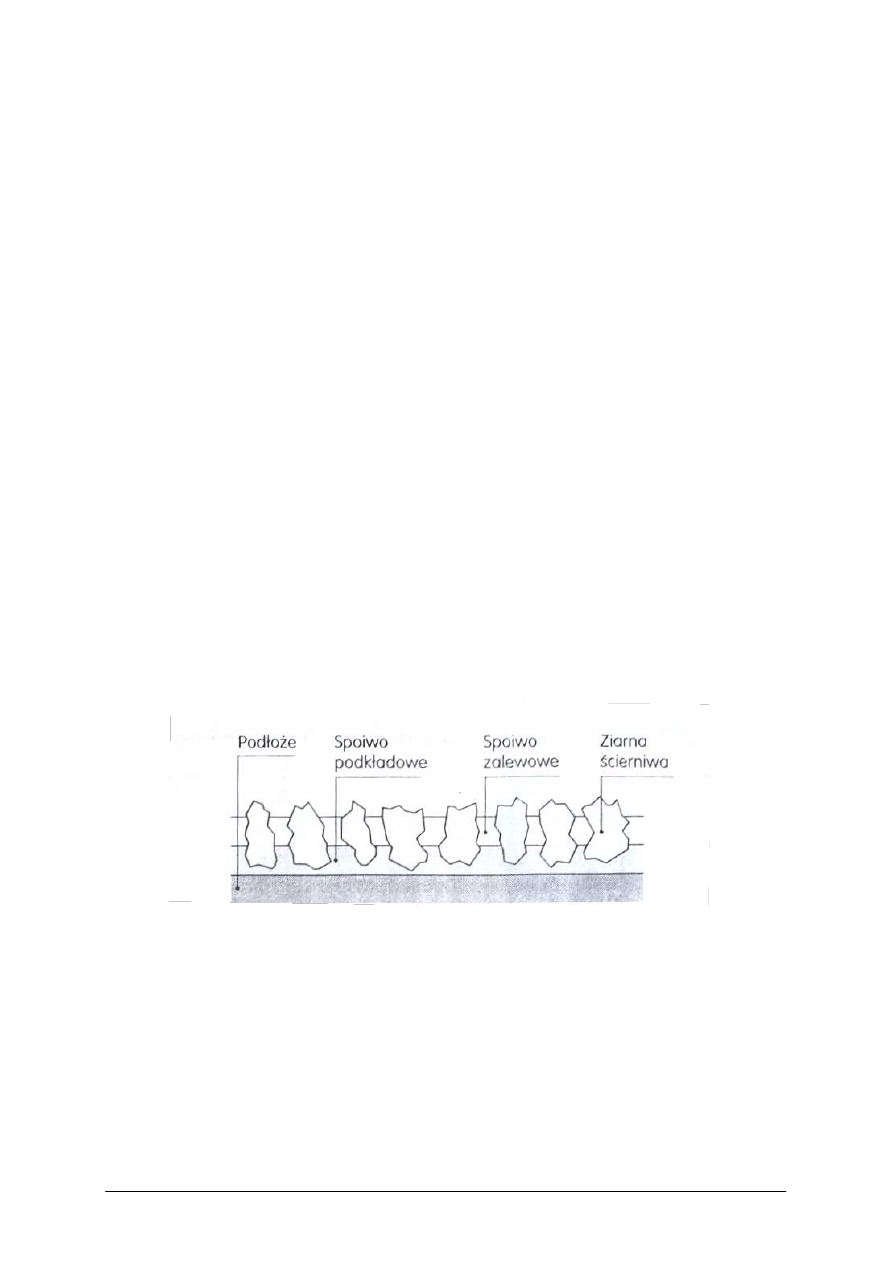
W produkcji instrumentów muzycznych ze względu na konstrukcję obrabiarek,
najczęściej są używane narzędzia ścierne w postaci taśmy (rys. 1).
Rys. 1. Budowa taśmy ściernej [8, s. 189]
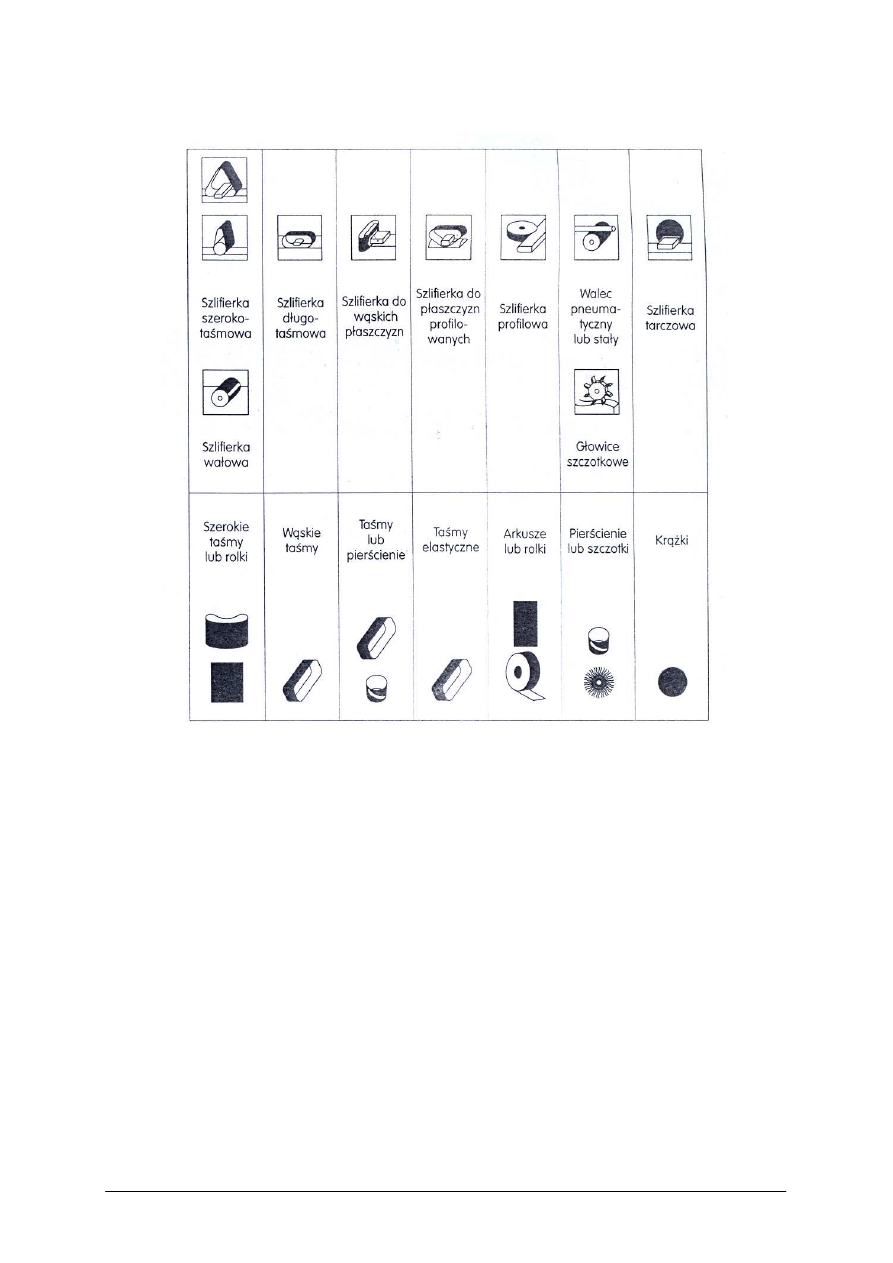
Kształt narzędzia ściernego zależy od rodzaju obrabiarek (rys. 2). Dobór rodzaju
odpowiedniego narzędzia ściernego, a zwłaszcza wielkości ziaren i rodzaju podłoża, zależy
od dokładności obróbki, rodzaju materiału, kształtu szlifowanej powierzchni i typu szlifierki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
Rys. 2. Postać narzędzi ściernych przeznaczonych do różnych typów szlifierek [8, s. 189]
Do szlifowania wstępnego (zgrubnego) stosuje się ziarna o większych wymiarach, do
szlifowania wykańczającego – ziarna drobniejsze. Do szlifowania materiałów miękkich
dobiera się materiały ścierne o mniejszej twardości niż do materiałów twardych, płyt MDF
i płyt wiórowych. Ponadto do obróbki drewna miękkiego lub żywicznego wskazane jest
dobieranie narzędzi ściernych o mniejszej gęstości nasypu. Wolne przestrzenie między
ziarnami ściernymi, wypełniające się drobnymi wiórami powstałymi w wyniku szlifowania,
muszą być większe przy szlifowaniu drewna miękkiego, podczas którego powstaje większa
ilość wiórów, niż przy szlifowaniu drewna twardego. Do szlifowania drewna różnej twardości
i tworzyw drzewnych najczęściej stosowanym materiałem ściernym jest elektrokorund
(Al
2
O
2
) oznaczony A, którego twardość w 10-stopniowej skali twardości wg Mohsa wynosi
9,2–9,3 (dla porównania: twardość diamentu naturalnego, materiału o największej twardości,
wynosi 10, twardość naturalnego materiału ściernego – szmergla (N) – niecałe 8).
Do szlifowania płaskiego odpowiednia jest taśma na podłożu papierowym; do
szlifowania powierzchni profilowanych i krawędzi – taśma o podłożu i spoiwie elastycznym,
np. z tkaniny i spoiwa klejowego.
Wielkości ziaren ściernych podane są na spodniej stronie papieru ściernego za pomocą
numerów: od P12 do P220 (uziarnienie makro) i od P240 do P1200 (uziarnienie mikro).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Tabela 1. Rozmiary ziaren papieru i płótna ściernego i ich zastosowanie [2, s. 104]
Uziarnienie
Prace szlifierskie (przykłady)
P20 do P80
Szlifowanie zgrubne: szlifowanie wstępne powierzchni drewnianych
struganych, nadanie szorstkości, usunięcie powłok, wyrównanie
P80
do
P120
Szlifowanie wstępne: szlifowanie sklejki i płyt wiórowych,
szlifowanie wstępne powierzchni szpachlowanych, przeszlifowanie
drewna i tworzyw sztucznych
P120
do
P180
Szlifowanie wykańczające: drewna miękkiego, tworzyw drzewnych,
powierzchni
ofornirowanych,
przeszlifowanie
powierzchni
szpachlowanych, metali nieżelaznych
P180
do
240
Szlifowanie
wykańczające:
drewna
twardego,
powierzchni
szpachlowanych i powierzchni z tworzyw sztucznych
P240
do
P600
Szlifowanie
bardzo
dokładne:
polerowanie
powierzchni
lakierowanych, szlifowanie powierzchni lakierowanych, szlifowanie
w trakcie bejcowania
Wybór odpowiedniego materiału ściernego powinien też być uzależniony od rozwiązania
konstrukcyjnego obrabiarki, wielkości siły docisku i kształtu powierzchni dociskającej
materiał ścierny do obrabianego elementu oraz prędkości przesuwu taśmy. Na przykład,
papier ścierny o granulacji P 40 i P 36 nie jest przeznaczony do szlifierek taśmowych
z trzewikiem dociskającym, można go użyć, przy odpowiednio dobranej prędkości posuwu
taśmy, do szlifierek walcowych. Producenci szlifierek i narzędzi ściernych wspólnie sugerują
warunki doboru ściernicy do obrabiarki i rodzaju pracy.
Przygotowanie narzędzi ściernych do pracy i ich mocowanie w zespołach roboczych
Do obróbki drewna stosuje się narzędzia ścierne nasypowe w postaci: arkuszy, krążków
i taśm. Arkusze papierów i płócien ściernych są produkowane w różnych wymiarach; używa
się ich do ręcznej obróbki drewna i do wyrobu gotowych formatek we własnym zakresie.
Typowe formaty materiałów ściernych mają kształt prostokątny. Wymiary i kształt formatek
z materiału ściernego zależą od wymiarów i kształtu zespołu roboczego, a więc od rodzaju
szlifierki (suwakowe, szczotkowe i bębnowe, a także starsze typy szlifierek walcowych).
W szlifierkach walcowych nowszej konstrukcji papier ścierny jest nawijany na walec po linii
ś
rubowej. Formatka przy takim sposobie mocowania ma kształt równoległoboku o długości
krótszego boku nieco większej od obwodu walca; długość boku dłuższego zależy od długości
walca i skoku linii śrubowej.
Szerokie zastosowanie w obróbce maszynowej znalazły taśmy bez końca.
Taśmy szerokości 40
÷÷÷÷
200 mm są nazywane wąskimi, natomiast taśmy szerokości
600
÷÷÷÷
1500 mm – szerokimi i są stosowane w szlifierkach szerokotaśmowych. Taśmy bez
końca wyrabia się zazwyczaj we własnym zakresie przez sklejenie w obwód bez końca
odcinka taśmy odpowiedniej szerokości lub zamawia gotowe u producenta.
Długość taśmy L zależy od średnicy kół taśmowych D i ich rozstawu a
L = nD + 2a
Taśm bez końca używa się także w szlifierkach wałkowych. Długość zależy od obwodu
wałka szlifierskiego.
W szlifierkach tarczowych stosuje się krążki mocowane obwodowo (duże średnice) lub
ś
rodkowo (średnica nie przekraczająca 250 mm). Krążki wyrabia się z arkuszy lub zamawia
gotowe u producenta.
Wykrawanie formatek odbywa się za pomocą szablonów, których kształt i wymiary
zależą od wymiarów zespołu roboczego i nadmiarów niezbędnych do zamocowania lub
połączenia narzędzi ściernych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
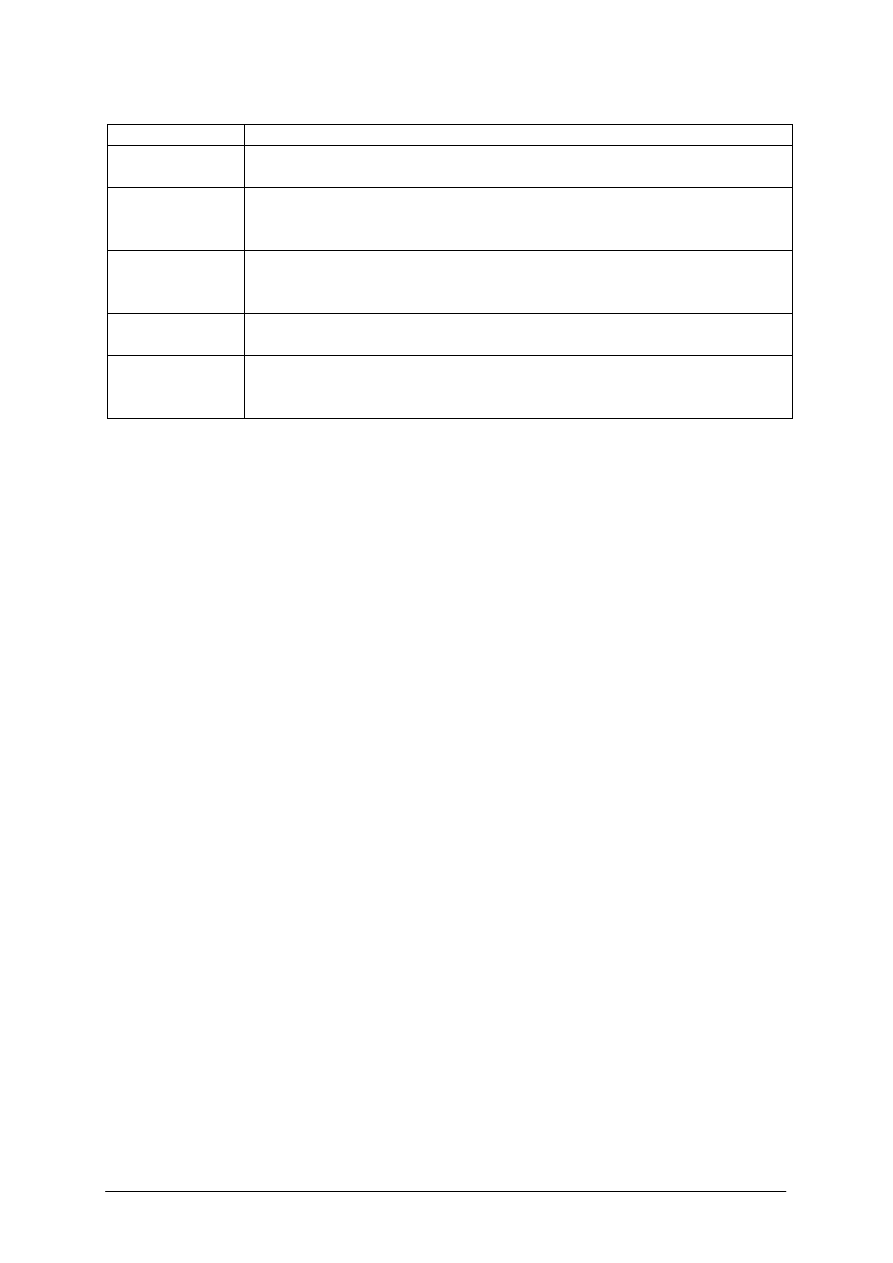
Taśmy bez końca wymagają sklejenia obu końców w różny sposób. Przykłady łączenia
taśm pokazano na rys. 3. Aby wykonać zakładkę, usuwa się z podłoża klej i ścierniwo na
odcinku około 30 mm. Wszystkie połączenia z podkładką mają większą wytrzymałość, lecz
dają zwiększenie grubości taśmy w miejscu połączenia; wadę tę można usunąć przez
przeszlifowanie ścierniwa znajdującego się nad podkładką. Na podkładki należy stosować
cienkie, mocne płótno.
Rys. 3. Przykłady łączenia taśm ściernych: a) styk prosty z podkładką, b) styk skośny
z podkładką, c) zakładka prosta, d )zakładka skośna, e) styk wczepowy z podkładką,
f) styk falisty z podkładką [2, str. 188]
Charakterystyka szlifierek oraz ich obsługa
Szlifierki są przeznaczone do wyrównywania i wygładzania surowych powierzchni
drewna litego i tworzyw drzewnych lub powierzchni wstępnie powleczonych różnymi
materiałami do obróbki wykończeniowej. Szlifierki stosuje się również do oczyszczania
powierzchni zapylonych lub okrytych substancjami ochronnymi. Niektóre odmiany szlifierek
są przystosowane do szlifowania elementów na dokładną grubość.
Ze względu na kształt zespołu roboczego szlifierki można podzielić na: taśmowe, tarczowe,
wałkowe, walcowe, bębnowe, szczotkowe i kombinowane. Poszczególne typy szlifierek
są dostosowane do szlifowania elementów o określonych kształtach i wymiarach.
Wszystkie wymienione szlifierki mogą być stosowane jako obrabiarki pojedyncze lub jako
zespoły robocze w obrabiarkach złożonych. Do najbardziej rozpowszechnionych należą
szlifierki taśmowe, które w porównaniu z innymi mają znacznie większą trwałość narzędzia,
tj. taśmy ściernej. Szlifierki te są budowane w kilku odmianach.
Szlifierki taśmowe
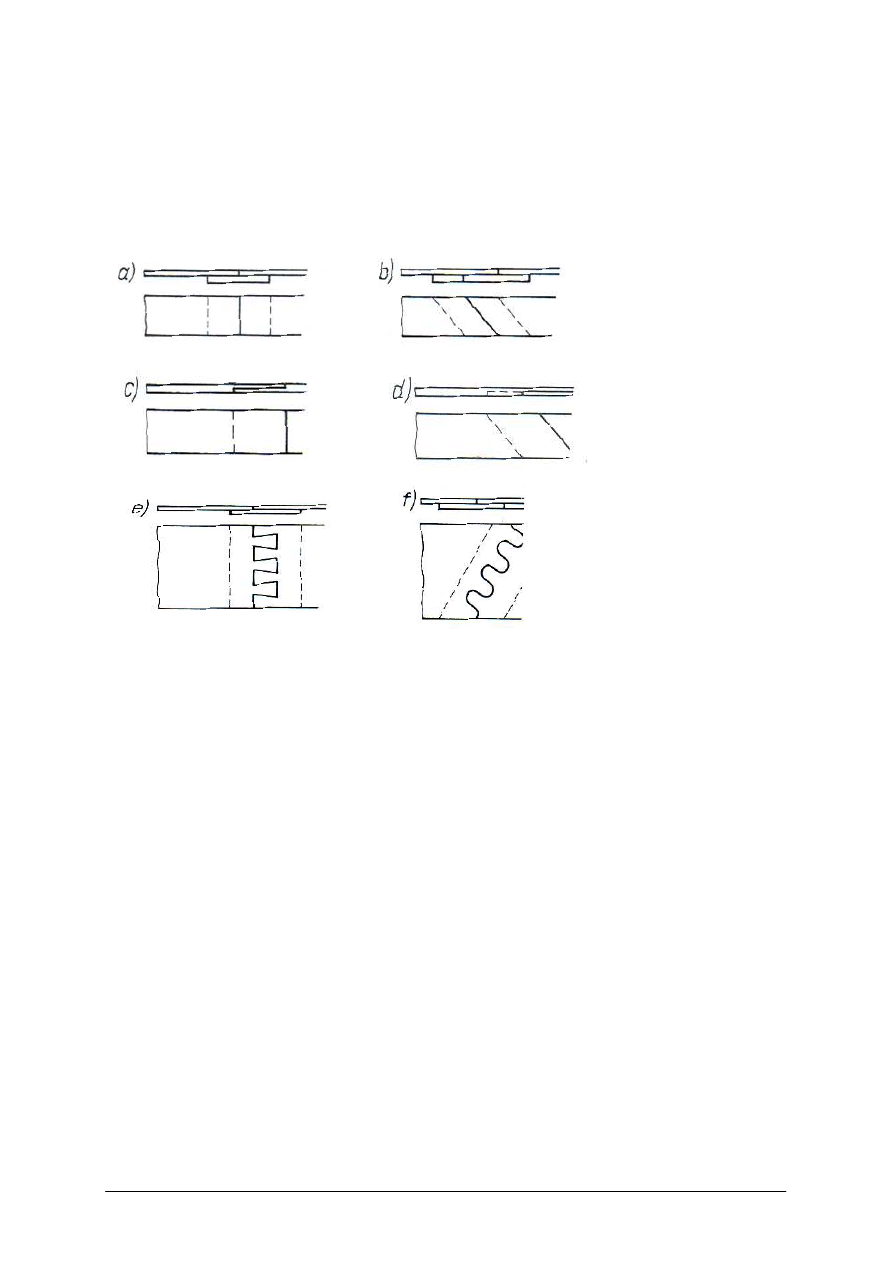
Szlifierka taśmowa z ruchomym stołem (rys. 4) jest przystosowana do szlifowania
dużych powierzchni elementów płytowych. Pracuje długą i stosunkowo wąską taśmą
szlifierską, napiętą na dwóch kołach taśmowych. Koło napędzające taśmę jest zakryte osłoną
1, stanowiącą zazwyczaj ssawę pneumatycznego wyciągu pyłu. Koło napinające taśmę 2 jest
ułożyskowane na płycie suportu, który umożliwia zmianę odległości między obu kołami,
co jest wykorzystywane do napinania taśmy. Suport koła jest podparty sprężyną śrubową,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
która zapewnia stały naciąg taśmy. Regulacja położenia taśmy na kołach i zapobieganie
zsuwaniu taśmy z kół jest możliwa dzięki temu, że oś koła napinającego może być wychylana
w płaszczyźnie poziomej.
Obrabiany element jest układany na stole 3, na którym spoczywa własnym ciężarem.
Przesuwaniu się elementu w kierunku ruchu taśmy zapobiega listwa oporowa 4. Stół szlifierki
ma cztery profilowane rolki, którymi toczy się po walcowych prowadnicach 5. Prowadnice
te są przymocowane do sanek 6, przesuwanych ręcznie wzdłuż stojaków 7. Ruch sanek
ma na celu dostosowanie odległości płyty stołu i taśmy do grubości obrabianego elementu.
Prześwit między taśmą a stołem powinien być o kilka milimetrów większy od grubości
szlifowanego drewna.
Taśma ścierna jest dociskana do szlifowanej powierzchni za pomocą trzewikowego
urządzenia dociskowego. Składa się ono z tulei, przesuwanej ręcznie wzdłuż walcowej
prowadnicy 8 i dźwigni 9, na której jest osadzony trzewik 10. Ruch trzewika wzdłuż taśmy
i poprzeczny ruch stołu umożliwiają oszlifowanie całej powierzchni elementu.
Szlifierka taśmowa jest wyposażona w dodatkowy stół 11, podpierający górny odcinek
taśmy. Można na nim szlifować elementy o niewielkich wymiarach. Do tego samego celu jest
wykorzystywane koło napędzające taśmę. Po otwarciu pokrywy 12 i zamocowaniu papieru
ś
ciernego na czołowej powierzchni koła można na nim szlifować drobne elementy. Opiera się
je na dodatkowym stoliku 13, który należy ustawiać w położeniu poziomym.
Szlifierka taśmowa z ruchomym stołem jest przeznaczona do szlifowania elementów
płaskich. Mogą być na niej obrabiane również elementy proste o łagodnie profilowanej
powierzchni, jednak profil nie może mieć nagłych przejść. Do szlifowania takich profilów
należy stosować trzewiki o odpowiednio ukształtowanej powierzchni dociskowej.
W Polsce są produkowane zautomatyzowane szlifierki taśmowe, w których trzewik
dociskowy jest zastąpiony długą poduszką pneumatyczną, dociskającą taśmę szlifierską
do elementu na całej szerokości. Stół szlifierski stanowi kilka taśm bez końca przesuwających
szlifowany element.
Rys. 4. Szlifierka taśmowa z ruchomym stołem: 1 – osłona, 2 – koło napinające,
3 – stół, 4 – listwa oporowa, 5 – prowadnica stołu, 6 – sanki stołu, 7 – stojaki,
8 – prowadnica trzewika, 9 – dźwignia trzewika, 10 – trzewik, 11 – stół
dodatkowy, 12 – pokrywa, 13 – stolik [1, s. 191]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
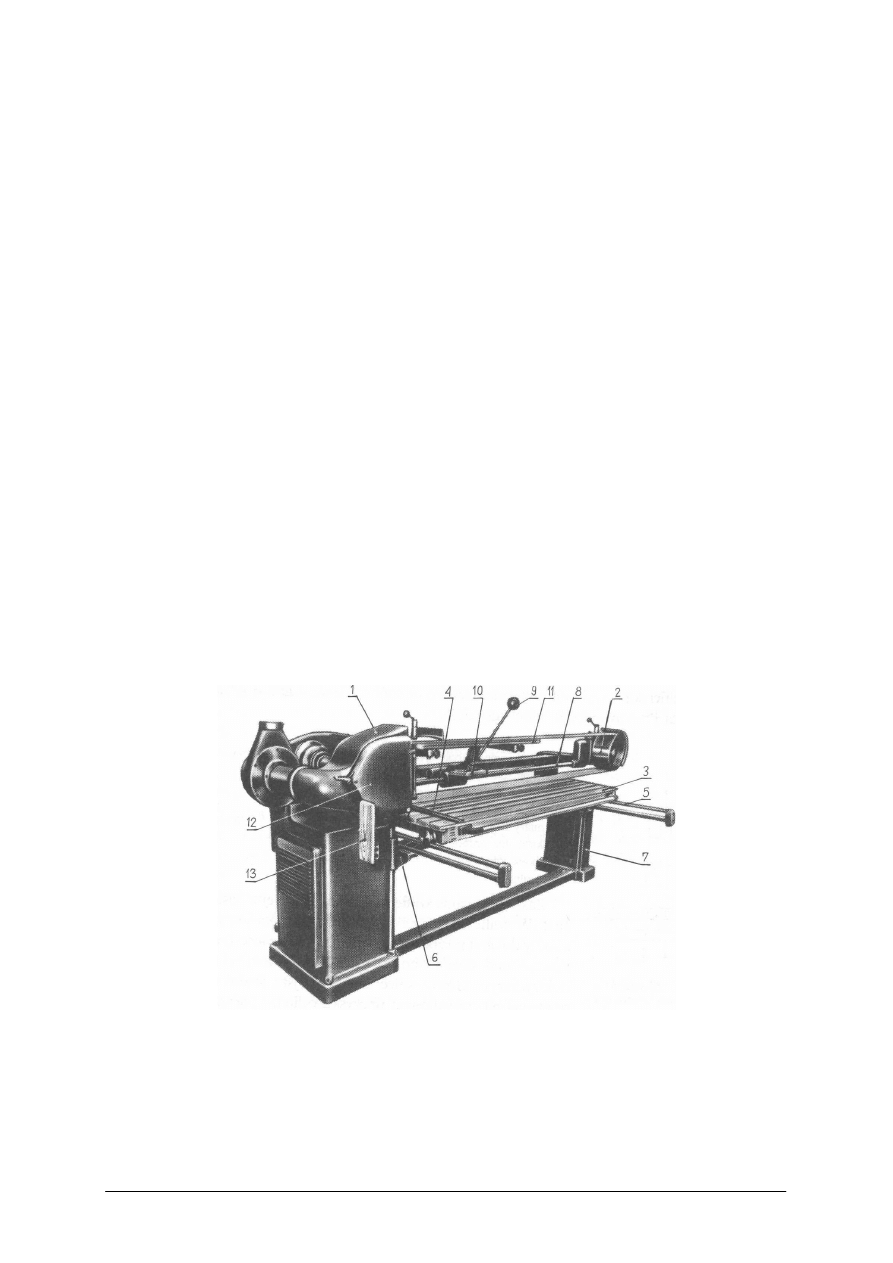
Rys. 5. Schemat technologiczny szlifierki taśmowej z ruchomym stołem [3, s. 135]
Szlifierki szerokotaśmowe
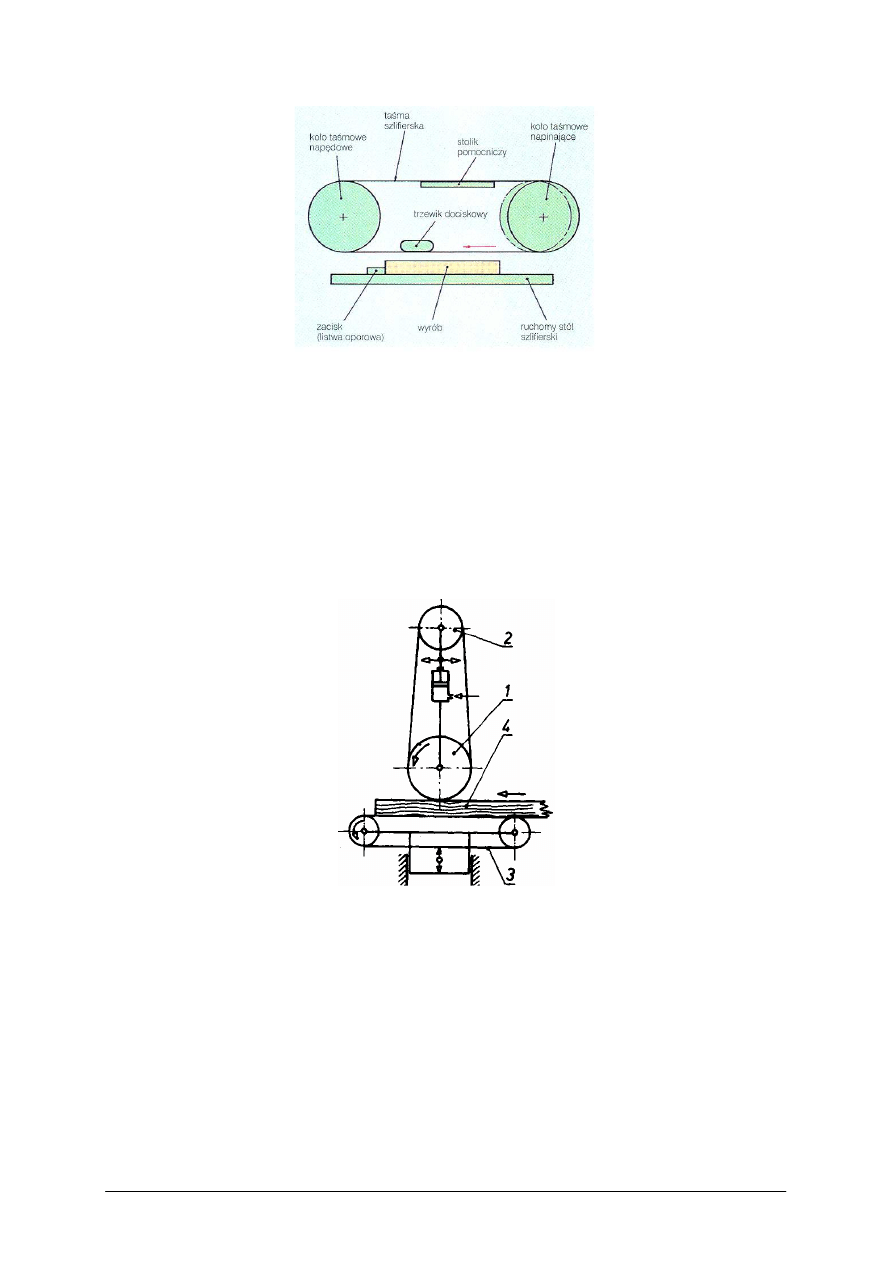
Zasadę działania szlifierki szerokotaśmowej wyjaśnia rys. 6. W szlifierce tej szeroka
taśma szlifierska jest napięta między dwoma poziomymi walcami. Dolny walec 1,
ułożyskowany nad stołem obrabiarki, jest napędzany silnikiem elektrycznym. Górny walec 2
ma mniejszą średnicę i jest osadzony na rozwidlonym tłoczysku cylindra pneumatycznego,
za pomocą którego uzyskuje się odpowiednie napięcie taśmy szlifierskiej. Oś górnego walca
jest cyklicznie wychylana w płaszczyźnie poziomej i przyjmuje na przemian skośne położenie
w stosunku do osi walca dolnego.
Rys. 6. Zasada działania szlifierki szerokotaśmowej: 1 – walec szlifierski, 2 – walec
napinający, 3 – taśma posuwowa, 4 – obrabiany element [1, s. 192]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Rys. 7. Szlifierka szerokotaśmowa [1, s. 192]
Materiały gruntujące i wypełniacze porów
Do grupy materiałów gruntujących zalicza się pokosty naturalne oraz pokosty sztuczne
i syntetyczne.
Pokosty są to odpowiednio oczyszczone i spreparowane oleje roślinne lub syntetyczne,
przeważnie z dodatkiem tlenków metali, tak zwanych sykatyw, powodujących przyspieszanie
ich schnięcia.
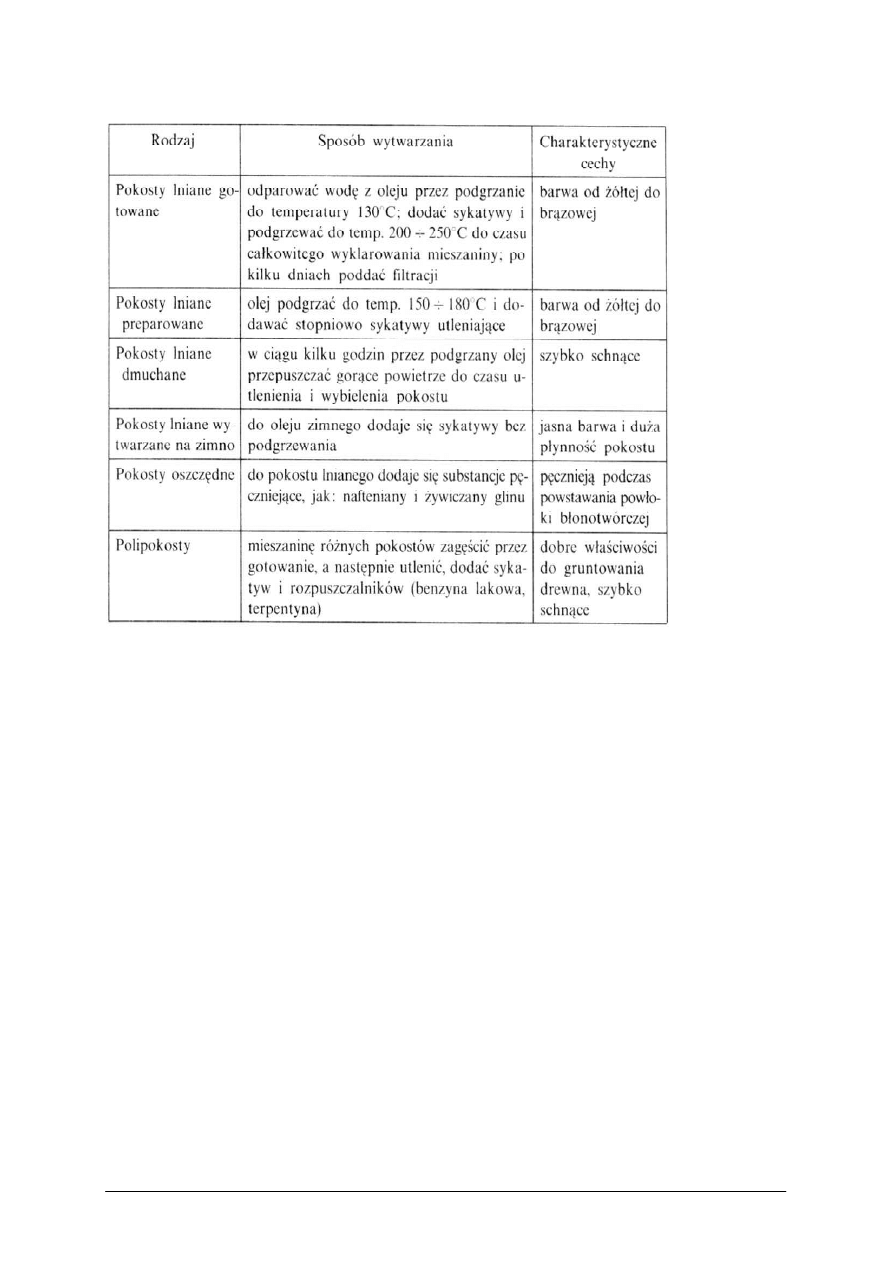
Pokosty naturalne wytwarza się z olejów roślinnych (na przykład z oleju lnianego,
konopnego lub makowego). Najczęściej produkuje się pokost lniany (tabela 2).
Pokosty sztuczne i syntetyczne wytwarza się – z olejów schnących i półschnących –
w trzech rodzajach:
−
pokost sztuczny typ A – roztwór olejów schnących i żywiczanów wapnia
w rozpuszczalnikach organicznych z dodatkiem sykatyw,
−
pokost sztuczny typ B – o podobnych jak typu A składnikach, z dodatkiem żywic
fenolowych,
−
pokost syntetyczny Akrol – roztwór plastyfikowanego polistyrenu i związków
akrylowych w rozpuszczalnikach organicznych.
W produkcji instrumentów muzycznych stosuje się pokosty naturalne i syntetyczne.
Służą one do gruntowania podłoży przed dalszym ich wykończaniem, a niekiedy także do
ostatecznego wykończania wyrobów gotowych. Pokosty naturalne są podstawowym
materiałem do produkcji olejnych wyrobów lakierowych, zwłaszcza lakierów, emalii i farb na
spoiwie olejnym.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Tabela 2. Pokosty naturalne- sposoby wytwarzania i właściwości [2, s. 225]
Wypełniacze porów mają postać proszków lub past. Stosuje się je do wypełniania
i zacierania porów drewna przed wykończaniem przezroczystym, tj. bez zakrycia naturalnej
struktury drewna.
Do tradycyjnych wypełniaczy porów w postaci proszków zalicza się: pumeks, kredę
suchą, mączkę drzewną, sproszkowane skorupki jaj i inne. Materiały te stosuje się zwykle
przy ręcznych metodach wykończania powierzchni drewna, przy użyciu politury lub
nitropolitury.
W przemysłowych metodach wykończania powierzchni drewna stosuje się specjalne
wypełniacze porów w postaci past, będących sproszkowanymi zawiesinami substancji
mineralnych, takich jak: pumeks, talk, szpat ciężki, w spoiwie olejno-żywicznym, najczęściej
z dodatkiem rozpuszczalników.
Zależnie od przeznaczenia wytwarza się wypełniacze porów na spoiwie dostosowanym
wyłącznie pod lakiery olejne oraz uniwersalne wypełniacze porów na spoiwach
dostosowanych pod różne lakiery, w tym także pod lakiery nitrocelulozowe,
chemoutwardzalne, poliestrowe, a także pod politury i nitropolitury.
Wszystkie wypełniacze porów, wytwarzane z zastosowaniem spoiw, mogą być
odpowiednio podbarwione pigmentami dobranymi do naturalnego koloru drewna.
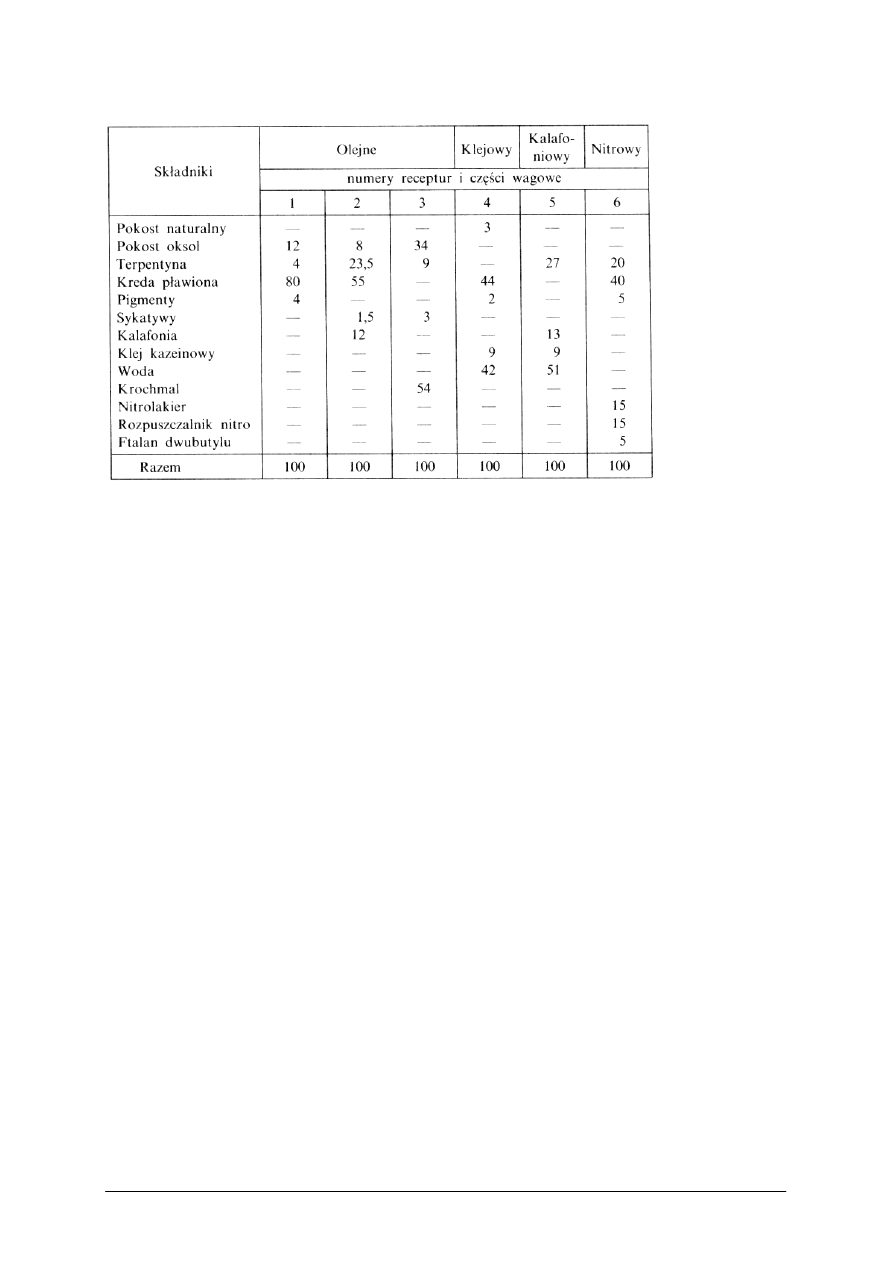
Do wypełniania porów drewna bez zakrycia jego struktury służą również grunty
stolarskie (mastyki), które są wytwarzane – zależnie od rodzaju spoiwa – jako grunty: olejne,
klejowe i nitrocelulozowe (tabela 3).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Tabela 3. Receptury na grunty stolarskie (wg D. M. Orłowa) [2, s. 226]
Mastyka olejna według receptury nr 1. Kredę pławioną miesza się z pigmentem, dodając
pokost i terpentynę w ilościach określonych w tabeli 3. Wszystkie składniki należy dobrze
wymieszać.
Mastyka olejno-kalafoniowa według receptury nr 2. Do kalafonii rozpuszczonej
w terpentynie dodaje się sykatyw i pokostu, a następnie kredy wymieszanej z pigmentem.
Całość powinna być dobrze wymieszana.
Mastyka kazeinowo-olejna według receptury nr 4. Na 1 część wagową kleju
kazeinowego dodaje się 2 części wagowe wody, dobrze mieszając. Z suchej kredy
wymieszanej z pigmentem i pokostem sporządza się pastę (masę). Do rozpuszczonego kleju
kazeinowego dodaje się pozostałą ilość wody i niewielkimi porcjami wprowadza się
uprzednio przygotowaną pastę (masę) kredowo-pokostową.
Mastyka nitrocelulozowa według receptury nr 6. Do suchej kredy wymieszanej
z pigmentem dodaje się nitrolakier, rozpuszczalnik, terpentynę i ftalan dwubutylu.
Poszczególne składniki należy dobrze wymieszać aż do uzyskania jednolitej masy.
Materiały podkładowe
Do grupy materiałów podkładowych zalicza się: kity szpachlowe, szpachlówki i farby
podkładowe do gruntowania.
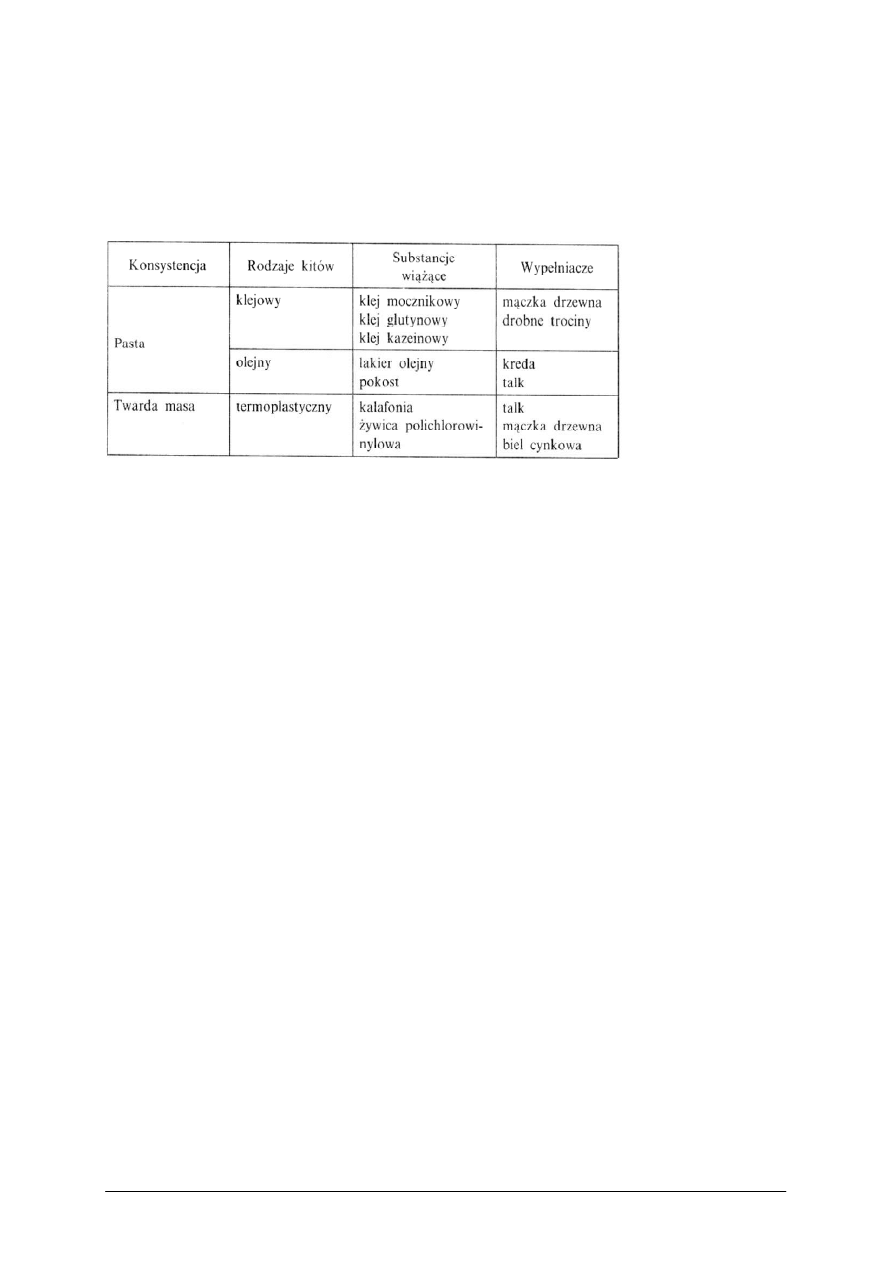
Kity szpachlowe są to wyroby o konsystencji past lub twardej masy, w których skład
wchodzą substancje wiążące i wypełniacze. Służą one do wyrównywania większych pęknięć
i nierówności występujących na powierzchniach drewna przeznaczonych do wykończenia
kryjącego. Podział kitów w zależności od konsystencji i rodzaju substancji wiążącej
przedstawia tabela 4. A oto przykłady receptur niektórych kitów szpachlowych:
1.
Kit z kleju kazeinowego:
–
180 g kleju kazeinowego,
–
125 g płynnego amoniaku,
–
1 litr zimnej wody,
–
wypełniacz – w postaci drobnych trocin lub mączki drzewnej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
2.
Kit z kleju glutynowego:
–
450 g kleju skórnego lub kostnego o stężeniu 25%,
–
1000 g mieszaniny kredy pławionej i sproszkowanego węgla drzewnego (proporcja
np. 1:1)
–
50 g oleju lnianego.
Tabela 4. Kity szpachlowe ich substancje wiążące i wypełniacze [2, s. 233]
Sporządzanie kitów szpachlowych polega na dobrym wymieszaniu składników
wyszczególnionych w recepturach. Zamiast kleju lub lakieru olejnego można używać
nitrolakieru, który z kredą i mączką drzewną tworzy również dobry i szybko schnący kit.
Kity termoplastyczne (ulegające zmiękczeniu w podwyższonej temperaturze) nanosi
się na powierzchnię podłoża po uprzednim uplastycznieniu przez podgrzanie.
Grunty są pierwszą warstwą nakładaną na podłoże przed wykończeniem kryjącym.
Naniesione na podłoże zwiększają przyczepność innych warstw wyrobu lakierowego
i ograniczają ich wsiąkanie podczas wykończania kryjącego. W skład gruntów wchodzą
substancje błonotwórcze, wypełniacze i pigmenty. Substancjami błonotwórczymi są zwykle:
pokost, farby olejne, lakier giptalowy, a w gruntach nitrocelulozowych – nitrolakier.
Wypełniaczami są: minia żelazowa, pigmenty, talk i inne. Znane są również grunty klejowe
stosowane pod farby klejowe.
Szpachlówki są to zawiesiny pigmentów i wypełniaczy w substancjach błonotwórczych
i rozpuszczalnikach. W przeciwieństwie do kitów, szpachlówki mogą być cieczami
lub zagęszczonymi cieczami, w różnych kolorach. Stosuje się je do nakładania pędzlem
lub natryskiem na całą powierzchnię podłoża (drewna lub metalu) przeznaczonego
do wykończania kryjącego.
Zależnie od substancji błonotwórczych rozróżnia się szpachlówki klejowe, olejne
i lakierowe (zwykle nitrocelulozowe), wytwarzane według następujących receptur:
1.
Szpachlówka klejowa:
–
20% roztwór kleju glutynowego
20–30 części wagowych,
–
pokost
5–6 części wagowych,
–
kreda szlamowana
75–64 części wagowych.
2.
Szpachlówka olejna:
–
20% roztwór kleju glutynowego
5–6 części wagowych,
–
pokost
25–30 części wagowych,
–
kreda szlamowana
70–64 części wagowych.
3.
Szpachlówka lakierowa:
–
lakier olejny
23–30 części wagowych,
–
woda
3–5 części wagowych,
–
kreda szlamowana
50–40 części wagowych,
–
szpat ciężki
6–5 części wagowych,
–
pigmenty
18–17 części wagowych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
W recepturach tych liczby podane w pierwszej kolumnie dotyczą szpachlówki gęstej,
w drugiej – szpachlówki rzadkiej.
Pasty polerskie
Pasty polerskie przeznaczone są do wykańczającej obróbki materiałów. Ich stosowanie
ułatwia osiągnięcie wysokiej gładkości i jakości obrabianych powierzchni metalowych
i z tworzyw sztucznych. Pasty polerskie do polerowania ręcznego i maszynowego
przedstawia tabela 5.
Tabela 5. Pasty polerskie do polerowania ręcznie lub maszynowo [13]
MATERIAŁ
Czarna
Brązowa
Biała
Czerwona
Zielona
Niebieska
Biała Supra
Akryl
X
Aluminium
X
Metale
kolorowe
X
X
X
Chrom
X
Metale
szlachetne
X
X
ś
elazo
X
X
X
ś
ywice
syntetyczne
X
X
Tworzywa
sztuczne
X
X
X
Mosiądz
wysokoniklowy
X
X
Plexi
X
Polyester
X
stal stopowa
X
X
metale miękkie
X
X
Pasta polerska do chromu i tworzyw sztucznych – (universal) do polerowania elementów
chromowanych i z tworzyw sztucznych. Zmywalna i rozcieńczalna wodą.
Pasta polerska do aluminium i akrylu (fein) uniwersalna do polerowania elementów
aluminiowych i lakierów na wysoki połysk. Zmywalna i rozcieńczalna wodą.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Od czego zależą właściwości materiałów ściernych?
2.
Jaka jest różnica w doborze materiału ściernego do drewna twardego i do drewna
miękkiego?
3.
Jakie znasz typy szlifierek?
4.
Co to są i do czego służą pokosty?
5.
Jakie znasz naturalne wypełniacze porów drewna?
6.
Do czego służą mastyki (grunty stolarskie) i jakie ich rodzaje poznałeś?
7.
Jakie znasz materiały gruntujące?
8.
Jakie zastosowanie mają kity?
9.
Do czego służą grunty i szpachlówki?
10.
Jakie znasz rodzaje szpachlówek?
11.
Do czego służą pasty polerskie?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.1.3. Ćwiczenia
Ćwiczenie 1
Wyjaśnij zasadę działania szlifierki taśmowej z ruchomym stołem i szlifierki
szerokotaśmowej. Narysuj schematy obu rodzajów szlifierek.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z literaturą dotyczącą wykończania powierzchni przy pomocy materiałów
ś
ciernych,
2)
narysować schemat działania szlifierki taśmowej i szerokotaśmowej,
3)
wyjaśnij zasady działania obu szlifierek.
Wyposażenie stanowiska pracy:
−
arkusze papieru A3,
−
grube flamastry,
−
materiały piśmienne,
−
literatura z rozdziału 6.
Ćwiczenie 2
Wykonaj 0,25 kg gruntu olejnego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z instrukcją wykonywania pokostu olejnego,
2)
obliczyć ilości masowe składników potrzebnych do wykonania pokostu,
3)
przygotować stanowisko pracy stosując środki ochrony indywidualnej,
4)
wykonać pokost według instrukcji,
5)
wykonaną pracę przedstawić nauczycielowi.
Wyposażenie stanowiska pracy:
−
tabela z instrukcjami wykonywania pokostów,
−
składniki do wykonania pokostu olejnego,
−
naczynie do wykonania pokostu,
−
mieszadło albo łopatka,
−
literatura z rozdziału 6.
Ćwiczenie 3
Wykonaj szpachlówkę lakierową gęstą i przy użyciu pędzla pokryj nią powierzchnię
ozdobnego elementu metalowego który ma być przymocowany do pianina (przygotowanego
do wykończania kryjącego).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z instrukcją wykonywania szpachlówki lakierowej gęstej,
2)
obliczyć ilości masowe składników potrzebnych do wykonania szpachlówki,
3)
przygotować stanowisko pracy stosując środki ochrony indywidualnej,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
4)
wykonać szpachlówkę wg instrukcji,
5)
przeszpachlować powierzchnię metalu,
6)
wykonaną pracę przedstawić nauczycielowi.
Wyposażenie stanowiska pracy:
−
instrukcja otrzymywania szpachlówki,
−
składniki do wykonania szpachlówki,
−
naczynie do wykonania szpachlówki,
−
pędzel,
−
metalowy element instrumentu muzycznego do przeszpachlowania,
−
literatura z rozdziału 6.
Ćwiczenie 4
Przedstaw tabelarycznie lub przy pomocy grafu klasyfikację i zastosowanie materiałów
gruntujących i wypełniaczy porów drewna stosowanych w produkcji instrumentów
muzycznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z literaturą dotyczącą materiałów gruntujących i wypełniaczy porów,
2)
zaplanować graficzny sposób przedstawienia klasyfikacji i zastosowań materiałów
gruntujących i wypełniaczy,
3)
wykonać zaplanowany rysunek bądź tabelę,
4)
wykonaną pracę przedstawić kolegom i nauczycielowi.
Wyposażenie stanowiska pracy:
−
literatura z rozdziału 6,
−
papier A3,
−
kolorowe mazaki,
−
materiały piśmienne.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wyjaśnić od czego zależą różnice we właściwościach materiałów
ś
ciernych?
2)
określić budowę i zasady działania szlifierek?
3)
dobrać odpowiedni materiał ścierny do różnego rodzaju drewna?
4)
dobrać odpowiedni materiał ścierny do szlifowania wstępnego
i wykończającego?
5)
sklasyfikować oraz wyjaśnić do czego stosowane są kity, grunty
i szpachlówki?
6)
wykonać grunt olejny?
7)
wykonać szpachlówkę lakierową gęstą i pokryć nią powierzchnię
metalu?
8)
przygotować powierzchnię elementu instrumentu muzycznego do
zabiegów końcowych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4.2. Materiały do wykończania powierzchni instrumentów
muzycznych
4.2.1. Materiał nauczania
Terminologia i podział ogólny materiałów do wykończania wyrobów z drewna
Podstawową grupę materiałów do wykończania powierzchni wyrobów z drewna
i tworzyw drzewnych stanowią wyroby lakierowe, takie jak: lakiery, politury, farby i emalie.
Wszystkie wyroby lakierowe zawierają substancje podstawowe, to jest błonotwórcze,
w stanie płynnym lub półpłynnym, na przykład żywicę, olej lub nitrocelulozę oraz substancje
dodatkowe w postaci pigmentów, wypełniaczy, rozpuszczalników.
Materiały malarsko-lakiernicze zawierające i nie zawierające składników lotnych, które
podczas tworzenia się i utwardzania powłoki wykończeniowej lub lakierowej prawie
całkowicie wiążą się chemicznie z substancją błonotwórczą, zalicza się do wyrobów
lakierowych bezrozpuszczalnikowych (na przykład lakiery poliestrowe).
Lakiery są to roztwory żywic lub stopów żywic z olejami w rozpuszczalnikach lotnych
z dodatkiem pomocniczych substancji lakierniczych. Lakiery służą do przezroczystego
wykończania wyrobów, tworzą powłoki przejrzyste, bezbarwne.
Politury są to roztwory żywic naturalnych, na przykład żywic szelakowych, lub
syntetycznych w alkoholu etylowym, zwykle w denaturacie. Odmianą politury jest
nitropolitura, wytwarzana jako lakier nitrocelulozowy z dodatkiem szelaku. Politura –
podobnie jak lakiery – służy do przezroczystego wykończania wyrobów z drewna. Od
1820 roku z powodzeniem kładziono ją na „wysoki połysk”. Jej idealnie równą powierzchnię
uzyskuje się przez nałożenie nawet do 140 warstw.
Pigmenty (nie rozpuszczają się w rozpuszczalnikach, lecz tworzą w nich zawiesinę opadającą
na dno, dlatego farby przed użyciem muszą być dobrze wymieszane) są to rozdrobnione
substancje barwiące (farby suche) pochodzenia naturalnego lub sztucznego. Są one
podstawowymi składnikami farb, kitów szpachlowych i szpachlówek, a przez dodanie ich do
emalii można otrzymać barwne powłoki kryjące.
Farby są to barwne materiały malarskie, mające zdolność krycia powierzchni dzięki
wymieszaniu pigmentów z olejami schnącymi (bez udziału żywic) z dodatkiem innych
substancji, na przykład: rozpuszczalników, wypełniaczy i sykatyw (związki chemiczne; tlenki
ołowiu, manganu, kobaltu lub cynku dodawane w niewielkiej ilości w celu skrócenia czasu
wysychania olejnych materiałów lakierniczych).
Zależnie od przeznaczenia rozróżnia się: farby do gruntowania, dające warstwę zewnętrzną
zwaną gruntem, oraz farby nawierzchniowe, służące do nakładania warstw wierzchnich.
Emalie są to wyroby lakierowe z dodatkiem pigmentów, tworzące powłoki kryjące i barwne.
Do wykończania kryjącego wyrobów z drewna stosuje się emalie olejne, nitrocelulozowe
i syntetyczne.
Zawartość różnych substancji chemicznych w wyrobach lakierowych ma wpływ na
przebieg utwardzania powłok. Rozróżnia się trzy rodzaje powłok wykończeniowych
utwardzanych na skutek:
−
odparowania rozpuszczalników i rozcieńczalników, na przykład lakiery, farby olejne
i nitrocelulozowe,
−
reakcji chemicznych, polegających na łączeniu się ze sobą dwóch lub kilku składników,
na przykład lakiery poliestrowe,
−
dodania odpowiedniego katalizatora, na przykład do lakierów chemoutwardzalnych.
Spoiwem łączącym większość olejnych wyrobów lakierniczych są oleje schnące, na
przykład olej lniany, tungowy zwykły i polimeryzowany, lub oleje półschnące, na przykład

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
olej makowy, a nawet oleje nieschnące, na przykład olej rycynowy, stosowane między innymi
do wyrobu nitrolakieru.
Ważną pozycję w grupie materiałów malarskich stanowią barwniki naturalne
i syntetyczne stosowane jako bejce (w roztworach wodnych lub w alkoholu) do barwienia
podłoża wykończanego z widoczną strukturą drewna.
Podobną rolę odgrywają również wytrawy, które powodują powierzchniowe
wybarwianie podłoża w wyniku reakcji soli metali z garbnikami zawartymi w niektórych
rodzajach drewna, na przykład w drewnie dębu.
We wszystkich prawie pracach wykończeniowych są niezbędne pomocnicze materiały
malarskie, takie jak: materiały wybielające odżywiczające, rozpuszczalniki i rozcieńczalniki
oraz pasty do szlifowania i płyny do polerowania powłok malarsko-lakierniczych.
Barwniki naturalne
Barwniki naturalne mogą być pochodzenia roślinnego lub zwierzęcego. Dawniej były one
jedynymi substancjami stosowanymi do barwienia drewna i innych materiałów.
Do barwników roślinnych o stosunkowo dużej trwałości wybarwienia należą:
–
kurkumina – barwnik żółty,
–
indygotyna – barwnik niebieski,
–
santalina – barwnik czerwony,
–
oraz sepia – barwnik brunatny.
Do grupy barwników naturalnych zalicza się także barwniki kopalne, spośród których
bardziej znane są:
–
brunat Bismarcka,
–
brunat kasselski.
Brunat Bismarcka występuje w dwóch podstawowych odmianach: zasadowy
i tłuszczowy. Do wykończania wyrobów z drewna przeważnie stosuje się brunat zasadowy
G lub R. Jest on dobrze rozpuszczalny w wodzie i w alkoholu, daje czerwonobrunatne
wybarwienie drewna imitujące barwę mahoniu. Z tego powodu nazywa się go również bejcą
mahoniową.
Brunat kasselski, nazywany bejcą orzechową, powoduje trwałe brunatne wybarwienie,
imitujące barwę orzecha. Stosuje się go w roztworze wodnym o różnym stężeniu (1–15%),
zwykle z dodatkiem amoniaku.
Barwniki syntetyczne
Barwniki syntetyczne otrzymuje się z węglowodorów aromatycznych, na przykład
benzenu lub toluenu, podczas destylacji smoły pogazowej z węgla kamiennego. Produkuje się
je w różnych kolorach. Są one rozpuszczalne w wodzie lub alkoholu.
Właściwości poszczególnych grup barwników syntetycznych oraz zakres ich
zastosowania do barwienia drewna przedstawia tabela 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Tabela 6. Barwniki syntetyczne [9, s. 222]
Wytrawy
Wytrawy są to sole metali (na przykład: dwuchromian potasu, siarczan żelazawy lub
nadmanganian potasu), które w reakcji z garbnikami zawartymi w drewnie (na przykład dębu,
buku, orzecha) dają trwałe i estetyczne wybarwienia.
Sole cynku i ołowiu zabarwiają drewno na czerwono, sole żelaza – na niebieskawo
z odcieniem granatowym, zaś sole chromu na jasno lub ciemnobrązowo. Takie wybarwienia
drewna określa się mianem wytrawy jednostopniowej. W przypadku wytrawiania drewna
gatunków drzew ubogich w garbniki stosuje się wytrawy dwustopniowe, przy czym wytrawa

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
pierwsza, zwana wstępną), jest zwykle roztworem określonej mieszaniny soli metalu
i właściwej substancji garbnikowej (chlorek miedzi i kwas pirogalusowy do odcieni
brunatnych, octan żelaza i pirokatechiny do odcieni czarnych, siarczan miedzi i pirokatechiny
do odcieni zielonych). Wytrawa wtórna, którą są zwykle roztwory soli chromowych
z dodatkiem amoniaku, powoduje właściwe wybarwienie, intensywne w kolorze.
W porównaniu z barwnikami, których stosowanie jest dość proste, trawienie drewna –
zwłaszcza dwustopniowe – jest na ogół długotrwałe. Właściwe wybarwienie występuje
przeważnie po upływie kilku godzin. Zaletą wytraw jest ich duża trwałość i znaczna
odporność wybarwionych powierzchni drewna na działanie światła.
Wytrawianie drewna – w przeciwieństwie do barwienia – nie zmienia jego wyglądu
naturalnego i daje w efekcie ładny rysunek drewna (strefa drewna późnego w przyroście
rocznym pozostaje ciemniejsza, a drewna wczesnego – jaśniejsza). Ma to istotne znaczenie
w przypadku przezroczystego wykończania wyrobów.
Do barwienia drewna można użyć także amoniaku w postaci gazowej, który łącząc się
garbnikami, powoduje zmiany barwy drewna na kolor brunatny.
Podczas przygotowywania roztworów barwiących należy dokładnie przestrzegać
instrukcji podawanej zwykle na opakowaniach barwników i wytraw.
Lakiery jednoskładnikowe
Lakiery olejne są roztworami żywic z olejami schnącymi w rozpuszczalnikach
organicznych. Zależnie od ilości żywic w stosunku do oleju rozróżnia się lakiery olejne
na spoiwie tłustym, półtłustym i chudym. Zależnie od przeznaczenia produkuje się lakiery
olejne wewnętrzne, zewnętrzne i wodoodporne.
Do wykończania powierzchni wyrobów z drewna stosuje się lakiery olejne na spoiwie
chudym, w których stosunek żywic do oleju wynosi 1:1. Lakiery te tworzą dość twarde
powłoki o znacznym połysku, lecz małej elastyczności i słabej odporności na wodę.
Poważna wadą wszystkich lakierów olejnych jest stosunkowo długi czas wysychania
(około 48 godzin).
Lakiery nitrocelulozowe są roztworami suchej nitrocelulozy w lotnych związkach
organicznych, spełniających funkcję rozpuszczalników, na przykład estry kwasu octowego,
i rozcieńczalników, na przykład toluen i ksylen. Lakiery te zawierają stosunkowo niewiele
ciał błonotwórczych (20–30 części na 100 części ciał lotnych); powoduje to konieczność
kilkakrotnego nakładania lakieru w celu uzyskania powłoki wykończeniowej o odpowiedniej
grubości.
Nitrolakiery należą do grupy lakierów szybko schnących. Przeciętny czas schnięcia
nitrolakierów w temperaturze 20°C wynosi 15–20 minut. Lakiery te tworzą powłoki
połyskujące, twarde, odporne na krótkotrwałe działanie wody i zmiennej temperatury, dają się
łatwo szlifować i polerować.
Przemysł
krajowy
produkuje
wiele
lakierów
nitrocelulozowych
o
różnych
właściwościach, przystosowanych do określonych celów. Właściwości tych lakierów zależą
w dużym stopniu od ich składu chemicznego, to jest od samej nitrocelulozy – jako składnika
podstawowego – oraz od rodzaju zastosowanych żywic (naturalnych lub syntetycznych).
Bywają też stosowane składniki modyfikujące właściwości nitrolakierów.
Do wykończania instrumentów muzycznych stosuje się następujące lakiery
nitrocelulozowe: bezbarwny ogólnego przeznaczenia, bezbarwny matowy do drewna,
bezbarwny do gorącego natrysku, bezbarwny do mechanicznego wykończania na połysk oraz
lakiery nitrocelulozowe barwione.
Lakier nitrocelulozowy bezbarwny ogólnego przeznaczenia.
Stanowi on roztwór
nitrocelulozy średnio lepkiej w mieszaninie estrów kwasu octowego, alkoholi,
węglowodorów aromatycznych z dodatkiem plastyfikatorów. Nakłada się go bezpośrednio na

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
podłoże przeważnie przez natrysk lub polewanie w temperaturze 18–40°C. Stopień połysku
powłoki lakierowanej można odpowiednio zwiększyć przez przeszlifowanie i polerowanie, na
przykład pastami i płynami do polerowania, oraz przez ostateczne wykończenie politurą lub
nitropoliturą. Lakier ten, tańszy od innych lakierów nitrocelulozowych, stosuje się często jako
podkład pod lakier do mechanicznego wykończania na połysk.
Lakier nitrocelulozowy bezbarwny matowy do drewna. Produkuje się go jako roztwór
nitrocelulozy i żywic syntetycznych w mieszaninie plastyfikatorów i rozpuszczalników
organicznych, z dodatkiem substancji matujących. Służy on do lakierowania na mat
szlachetny. Natryskuje się go jako ostatnią warstwę na przeszlifowane powłoki lakierowe,
wykonane z innych lakierów nitrocelulozowych.
Lakier nitrocelulozowy bezbarwny do gorącego natrysku. Jest roztworem
nitrocelulozy w mieszaninie węglowodorów, estrów i alkoholi, z dodatkiem żywic
syntetycznych i plastyfikatorów. Zawartość substancji błonotwórczych w tym lakierze jest
prawie dwukrotnie większa niż w nitrolakierach stosowanych na zimno; powoduje
to zmniejszenie liczby kolejnych natrysków. Podwyższenie temperatury podczas natrysku
tego lakieru korzystnie wpływa także na jego rozlewność oraz strukturę powłoki
błonotwórczej. Odpowiednio rozcieńczony lakier można również nakładać na zimno przez
polewanie lub natryskiwanie.
Lakier nitrocelulozowy bezbarwny do mechanicznego wykończania na połysk. Jest
lakierem, który ma cechy podobne do cech lakieru nitrocelulozowego do gorącego natrysku
z dodatkiem żywicy melaminowej, oleju rycynowego i plastyfikatorów żelatynizujących.
Służy on do wykończania powierzchni drewna metodą natrysku lub polewania
w temperaturze 18–40°C. Powłoki wykończeniowe z tego lakieru łatwo się szlifuje,
co umożliwia uzyskanie wysokiego połysku, bez dodatkowego wykończania politurą
lub nitropoliturą.
Lakiery nitrocelulozowe kolorowe. Są również przezroczyste i oprócz nitrocelulozy
oraz innych składników podstawowych, jak: rozpuszczalniki, rozcieńczalniki i plastyfikatory,
zawierają naturalne żywice barwiące. Rozróżnia się trzy typy lakierów nitrocelulozowych
kolorowych, tj. orzech I, orzech II i mahoń. Stosuje się je do wykończania niektórych
wyrobów w celu uzyskania imitacji szlachetnych gatunków drewna bez potrzeby uprzedniego
barwienia (na przykład mahoniu lub orzecha).
Lakiery te wykazują dużą odporność na działanie światła. Można je stosować jako
dodatek do lakieru bezbarwnego.
Zawartość ciał błonotwórczych w omawianych lakierach wynosi około 30%, przeciętny
czas schnięcia w temperaturze 20–25°C – 20 minut; okres gwarancji około 6 miesięcy.
Do typowych wad lakierów nitrocelulozowych zalicza się:
–
łatwość tworzenia z powietrzem mieszanki wybuchowej oraz łatwopalność,
–
dużą ilość wyparowujących substancji lotnych o właściwościach szkodliwych
dla zdrowia oraz osłabiających przyczepność ciał błonotwórczych do podłoża.
Lakiery dwuskładnikowe
Są to lakiery składające się z kilku substancji chemicznych łączonych ze sobą przed
nanoszeniem lub podczas nanoszenia na podłoże. Podstawowym składnikiem jest roztwór
ż
ywicy syntetycznej, drugim zaś – odpowiedni katalizator inicjujący reakcję chemiczną,
w wyniku której otrzymuje się twardą i nieprzepuszczalną powłokę lakierową.
Do tej grupy lakierów należą: poliestrowe i melaminowo-ftalowo-propylenowe
o znacznej zawartości styrenu (około 45%).
Lakiery poliestrowe. Są to wyroby lakierowe bezrozpuszczalnikowe złożone z kilku
substancji chemicznych łączonych ze sobą przed nanoszeniem lub podczas nanoszenia
na podłoże. Pierwszym, podstawowym składnikiem jest roztwór żywicy poliestrowej

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
w styrenie z dodatkiem katalizatora i przyspieszacza, a także z dodatkiem nieznacznej ilości
parafiny. Odpowiedni katalizator inicjujący reakcję chemiczną (polimeryzację), ułatwia
związanie chemiczne składników i wytworzenie się twardej, nierozpuszczalnej i nietopliwej
powłoki lakierowej.
Do wykończania drewna przez polewanie lub natrysk stosuje się lakiery dwuskładnikowe
produkcji krajowej znane pod nazwami: Polimal 110 i Polimal 111 (o podobnych
właściwościach i zastosowaniu, na przykład na szerokie płaszczyzny) oraz Polimal 115 –
lakier bezbarwny niespływający (tiksotropowy), przeznaczony do natrysku na powierzchnie
pionowe. Oprócz lakierów poliestrowych bezbarwnych produkuje się również specjalne
lakiery poliestrowe pigmentowane.
Właściwości i zastosowanie lakierów poliestrowych są następujące:
–
służą do wykończania powierzchni drewna na połysk i na mat; dają trwałe powłoki
lakierowe o wysokim stopniu połysku, odporne na: działanie zimnej i gorącej wody oraz
wielu chemikaliów, na przykład rozpuszczalników, kwasów i zasad, a także
na krótkotrwałe działanie ognia, na przykład na żar papierosa,
–
można je nanosić bezpośrednio na podłoże z drewna bez stosowania wypełniaczy porów,
–
lepkość tych lakierów mierzona kubkiem Forda o średnicy dyszy 4 mm wynosi
60–90 sekund,
–
czas schnięcia (żelowania) wynosi 4–5 godzin do stanu pyłosuchego; całkowite
wyschnięcie powłoki następuje po 24 godzinach.
Wadą wszystkich lakierów poliestrowych jest ograniczona odporność powłok
lakierowych na uderzenia, zarysowanie i ścieranie. Ich zastosowanie ciągle się zmniejsza.
Lakier chemoutwardzalny matowy znany jako Plastlak, jest także lakierem
dwuskładnikowym bezbarwnym stosowanym do wykończania powierzchni drewna na mat.
Podstawowym składnikiem jest zawiesina środka matującego w roztworze nitrocelulozy,
ż
ywic aminowych i ftalowych. Drugim składnikiem – utwardzaczem – jest roztwór kwasu
solnego z alkoholem.
Właściwości tego lakieru są podobne do właściwości wszystkich innych lakierów
chemoutwardzalnych, a mianowicie:
–
tworzy powłoki lakierowe elastyczne, odporne na zimną i gorącą wodę, alkohol, tłuszcze
i inne substancje chemiczne,
–
czas całkowitego wyschnięcia w temperaturze 20±2°C wynosi 24 godziny, a trwałość
mieszaniny lakieru – około 8 godzin.
Ze względu na połysk rozróżnia się 3 rodzaje lakierów chemoutwardzalnych
szybkoschnących:
–
połyskujący,
–
półmatowy,
–
matowy.
Lakiery akrylowe i wodorozcieńczalne
Obecnie bardzo dużym zainteresowaniem zarówno użytkowników wyrobów z drewna
i tworzyw drzewnych cieszą się lakiery na bazie żywic akrylowych. Lakiery te odznaczają się
przede wszystkim znikoma emisją środków szkodliwych do atmosfery, nie szkodzą też
użytkownikom oraz przyjemnie pachną. Utwardzanie ich najczęściej odbywa się na zasadzie
odparowania rozpuszczalnika jakim jest woda. Odpowiedni skład tych lakierów umożliwia
stosowanie ich jako lakiery podkładowe oraz nawierzchniowe. W sprzedaży spotyka się je
jako jedno lub dwu komponentowe.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Politury i matyny
Politury spirytusowe są roztworami szelaku rozpuszczonego w alkoholu etylowym,
zwykle w spirytusie skażonym. W Polsce produkuje się pięć gatunków politury spirytusowej
o stężeniu 25% i 40% – w różnych odmianach zależnie od rodzaju zastosowanego szelaku.
Są więc politury o różnym zabarwieniu i różnych nazwach, jak: Lemon, Oranż i Rubin oraz
politury białe, sporządzane z szelaku bielonego. Oprócz politur szelakowych produkuje się
również politury nitrocelulozowe. Wytwarza się je w postaci płatków do rozpuszczania
w alkoholu i innych rozpuszczalnikach organicznych, a także jako gotowy 25% roztwór
ż
ywicy szelakowej i nitrocelulozy w rozpuszczalnikach organicznych – pod nazwą
nitropolitura PM w płynie.
Matyny szelakowe są odmianą politur spirytusowych wytwarzanych jako roztwór szelaku
i żywic syntetycznych w alkoholu, z dodatkiem zmiękczaczy. Zależnie od rodzaju użytego
szelaku matyny mają jaśniejsze lub ciemniejsze zabarwienie oraz różne stężenia roztworu
użytkowego, to jest: 10, 20, 25, 30 i 40%.
Pewną modyfikacją matyn szelakowych są matyny sporządzane z dodatkiem
nitrocelulozy jako matyny szelakowo-nitrocelulozowe.
Politury szelakowe, podobnie jak wszystkie lakiery spirytusowe i nitrocelulozowe, służą
do wykończania przezroczystego. Ze względu na dużą zawartość żywic bezpośrednio przed
użyciem trzeba je odpowiednio rozcieńczyć do właściwego stężenia roboczego.
4.2.2.
Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jaki jest ogólny podział materiałów używanych do wykończania powierzchni wyrobów
z drewna?
2.
Jaka jest różnica w składzie lakieru i politury i emalii?
3.
Jaka jest różnica w barwieniu drewna bejcami, a wytrawami?
4.
Jaki jest główny składnik bejcy mahoniowej, a jaki orzechowej?
5.
Jakie są rodzaje barwników syntetycznych i jakie jest ich zastosowanie?
6.
Jakie znasz rodzaje lakierów?
7.
Jak długo schną lakiery olejne?
8.
Jak długo schną nitrolakiery ?
9.
Jakie znasz wady lakierów nitrocelulozowych?
10.
Co to są i do czego służą politury?
4.2.3. Ćwiczenia
Ćwiczenie 1
Zaklasyfikuj do znanych Ci substancji (do wykończania powierzchni drewnianych),
stojące na stoliku w słoiczkach substancje (na etykietkach mają podany skład chemiczny).
Jeśli to możliwe podaj ich nazwy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z literaturą dotyczącą substancji służących do wykończania powierzchni
drewnianych,
2)
poklasyfikować substancje w podstawowe grupy,
3)
podać nazwy grup i ewentualnie nazwy niektórych substancji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Wyposażenie stanowiska pracy:
−
słoiczki z lakierami, politurami, pigmentami, farbami, emaliami i wytrawami
z wypisanym na etykietach składem chemicznym (bez nazw),
−
materiały piśmienne,
−
literatura z rozdziału 6.
Ćwiczenie 2
Przedstaw tabelarycznie lub przy pomocy grafu dobór lakierów i politur w zależności od
rodzaju powierzchni i wymogów technicznych powłok.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z literaturą dotyczącą właściwości i zastosowań lakierów i politur,
2)
wykonać zestawienie tabelaryczne przedstawiające dobór lakierów i politur,
3)
przedstawić swoją pracę kolegom i nauczycielowi.
Wyposażenie stanowiska pracy:
−
papier A3,
−
flamastry,
−
materiały piśmienne,
−
literatura z rozdziału 6.
Ćwiczenie 3
Wykonaj dwa odpowiednie roztwory barwników syntetycznych znajdujących się
w pracowni – jeden do barwienia powierzchniowego, a drugi do barwienia wgłębnego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z literaturą dotyczącą barwników syntetycznych używanych do barwienia
drewna,
2)
określić, który barwnik znajdujący się w pracowni nadaje się do powierzchniowego,
a który do wgłębnego malowania drewna,
3)
wykonać obliczenia mas składników roztworów o koniecznych stężeniach,
4)
wykonać malowanie powierzchniowe i przygotować malowanie wgłębne drewna,
5)
swoją pracę przedstawić nauczycielowi.
Wyposażenie stanowiska pracy:
−
barwniki syntetyczne, woda,
−
naczynia do wykonywania roztworów, mieszadła lub łopatki do mieszania,
−
pędzel,
−
wanna do barwienia wgłębnego,
−
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
dokonać ogólnego podziału materiałów używanych do wykończania
powierzchni wyrobów z drewna?
2)
wymienić składniki lakieru, politury i emalii?
3)
wymienić jakie znasz barwniki naturalne i powiedzieć do czego
służą?
4)
dokonać klasyfikacji lakierów i politur?
5)
dobrać lakiery i politury w zależności od wymogów technicznych
i estetycznych oraz rodzaju powierzchni?
6)
wykonać barwienie powierzchniowe i wgłębne?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.3. Wykończanie powierzchni
4.3.1.
Materiał nauczania
Wykończanie powierzchni drewna i tworzyw drzewnych może być różnego rodzaju.
Każdy sposób wykończenia powierzchni składa się z odpowiednio dobranych operacji
technologicznych.
Wykończanie przezroczyste z zachowaniem widocznej struktury podłoża, składa się
z następujących operacji:
–
odżywiczania, wykonywanego podczas wykończania powierzchni drewna w celu
usunięcia z podłoża żywicy, która zmniejsza przyczepność materiałów lakierniczych,
–
wybielania, mającego na celu usunięcie z powierzchni podłoża plam i przebarwień
pogarszających jego wygląd estetyczny,
–
barwienia, mającego na celu zmianę naturalnej barwy drewna,
–
wypełniania porów drewna, mającego na celu wyrównanie podłoża,
–
nanoszenia materiałów malarsko-lakierniczych tworzących powłokę,
–
uszlachetniania powłok malarsko-lakierniczych, mającego na celu uzyskanie
odpowiedniej gładkości i połysku.
Wykończenie kryjące. Kolejność wykonywania poszczególnych operacji jest
następująca:
–
odżywiczanie – jak podczas wykończania przezroczystego,
–
kitowanie – wyrównanie wszelkich ubytków podłoża,
–
gruntowanie – pokrywanie powierzchni drewna odpowiednim materiałem w celu
zwiększenia przyczepności następnie nakładanych warstw materiałów malarsko-
lakierniczych,
–
szpachlowanie
pierwsze
–
zapełnianie
mniejszych
nierówności
szpachlówką
i gruntoszpachlówką,
–
szpachlowane drugie – zapełnianie porów drewna i wszelkich nierówności szpachlówką
lub gruntoszpachlówką i wyrównanie podłoża,
–
nakładanie farby nawierzchniowej (w celu zabarwienia na żądany kolor powierzchni
przedmiotu i stworzenia odpowiedniej warstwy izolacyjnej),
–
nakładanie emalii (w celu zwiększenia połysku powierzchni przedmiotu i zwiększenia
wodoodporności powłoki).
W wykończaniu kryjącym poszczególne warstwy wykonuje się z różnych materiałów
lakierniczych (rysunek 8a), przy czym każda warstwa spełnia ściśle określoną funkcję.
Podczas wykończania przezroczystego poszczególne warstwy najczęściej wykonuje się
z jednakowych materiałów .Wyjątek stanowią tutaj wypełniacze porów (mastyki stolarskie),
stosowane w tego rodzaju wykończeniach powierzchni.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Rys. 8. Warstwy powłoki w wykończeniu: a) kryjącym, b) przezroczystym; 1 – warstwa farby
gruntowej, 2 – warstwa kitu szpachlowego, 3 – warstwa farby nawierzchniowej,
4 – warstwa emalii, 5 – warstwa materiału
Ręczne sposoby nanoszenia materiałów lakierniczych
Do ręcznego nanoszenia służą: szpachle, pędzle i tampony.
Szpachle (rysunek 9a) są to cienkie stalowe blachy najczęściej z uchwytami. Szpachle
służą do zaprawiania ubytków drewna kitami oraz do nakładania cienkich warstewek gęstej
szpachlówki. Szpachlówkę nakłada się dwukrotnie (rysunek 9b). Pierwszą warstwę nanosi się
podczas przesuwania szpachli w poprzek elementu. Po przesuszeniu tej warstwy drugą
warstwę nanosi się wzdłuż elementu.
Pokrywanie elementów profilowych szpachlówką wykonuje się za pomocą szpachli
profilowych ze skóry lub z gumy (rysunek 9c). Po zakończeniu pracy szpachle należy dobrze
oczyścić, tak aby nie pozostały na niej resztki szpachlówki.
Rys. 9. Szpachle: a) – szpachle proste, b) – sposób prowadzenia szpachli, c) – szpachla profilowa [9, s. 257]
Pędzle znajdują jeszcze ciągle zastosowanie w niewielkich warsztatach rzemieślniczych,
szczególnie do nanoszenia materiałów malarsko-lakierniczych olejnych na trudno dostępne
powierzchnie oraz do nanoszenia bejc i zapraw. Wymiary pędzla powinny być dostosowane
do wymiarów podłoża. Materiały wykończeniowe nanoszone pędzlem powinny wykazywać
dobrą rozlewność. Materiały olejne nakłada się najpierw w poprzek włókien drzewnych,
a następnie, nie czekając na wyschnięcie powłoki, wzdłuż ich przebiegu. Po przejściu pędzla
ś
lady po włosach powinny zanikać, a powłoka powinna być cienka i równa.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Lepkość materiałów malarsko-lakierniczych nanoszonych pędzlem wynosi: farby
podkładowej – 60–70 s, powierzchniowej – 65–75 s w temperaturze 20ºC, a emalii –
115–125 s w temperaturze 25°C. Pomiaru lepkości dokonuje się kubkiem Forda o średnicy
dyszy równiej 4 mm.
Nakładanie materiałów nitrocelulozowych za pomocą pędzli jest znacznie trudniejsze
z powodu szybkiego wysychania tych materiałów. Drugą warstwę tych materiałów można
nanosić dopiero po zaschnięciu warstwy pierwszej.
Tampony służą do politurowania i do nanoszenia barwników oraz wytraw.
Mechaniczne sposoby nanoszenia materiałów lakierniczych
Nanoszenie materiałów malarsko-lakierniczych za pomocą urządzeń zmechanizowanych
znacznie skraca czas trwania tej operacji. Obecnie stosuje się nanoszenie: natryskiem, przez
polewanie, walcami, przez zanurzanie oraz przeciąganie.
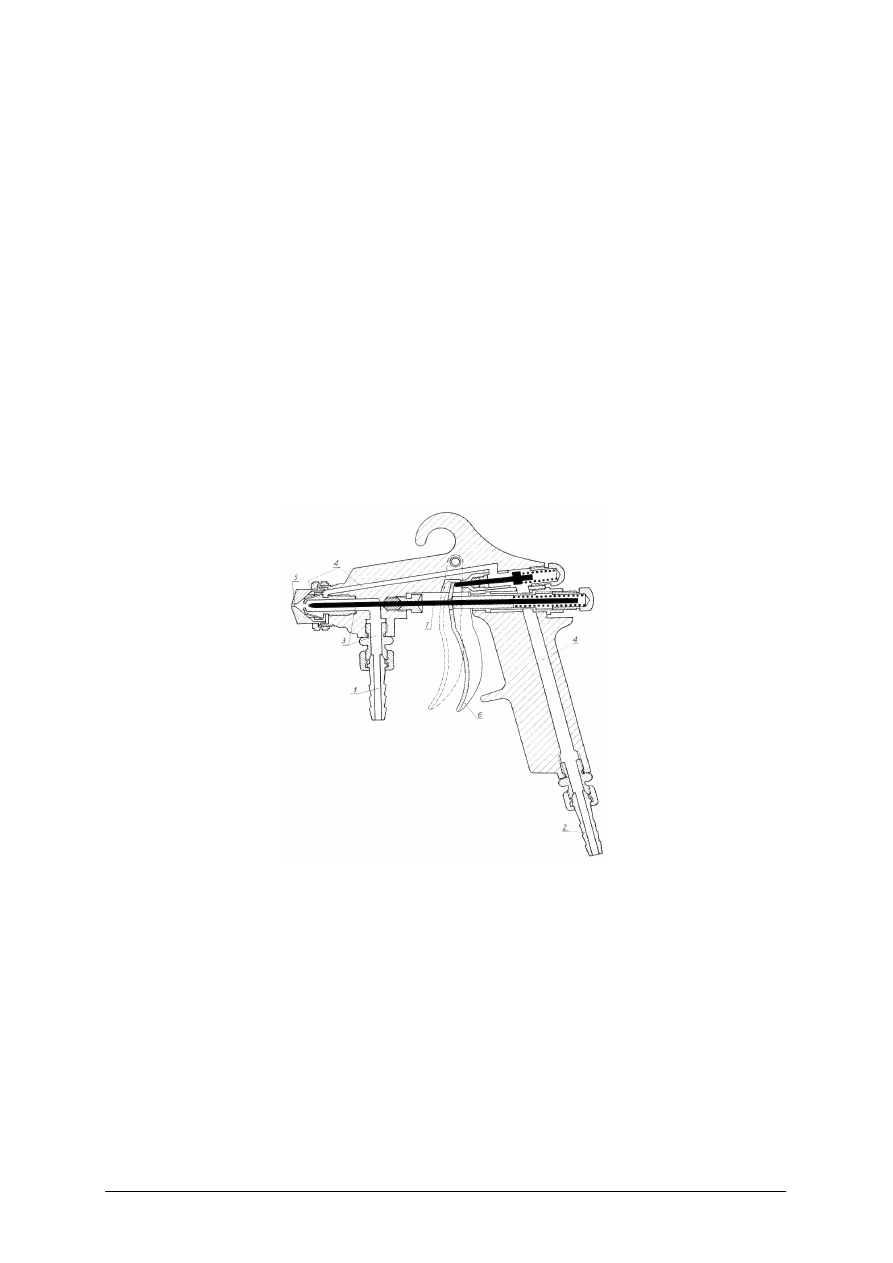
Nanoszenie natryskiem odbywa się za pomocą pistoletów natryskowych (rysunek 4)
połączonych z agregatami natryskowymi (rysunek 5). Materiał natryskowy znajduje się
w oddzielnym zbiorniku i na skutek własnego ciężaru lub pod ciśnieniem powietrza
przedostaje się do pistoletu natryskowego przewodem gumowym nasadzanym na króciec
pistoletu l (patrz rysunek 10). Sprężone powietrze jest doprowadzane ze zbiornika do pistoletu
przewodem gumowym założonym na króciec 2.
Rys. 10. Pistolet natryskowy – opis w tekście [9, s. 258]
Pistolet jest wyposażony w oddzielne przewody lakieru 3 i powietrza 4 zakończone
dyszą 5. Naciśnięcie języczka spustowego 6 powoduje najpierw otwarcie dyszy powietrza,
a dopiero dalszy nacisk wywołuje cofnięcie się iglicy 7 i otwarcie dyszy materiału
lakierniczego.
Porwany przez pęd powietrza materiał malarsko-lakierniczy zostaje rozbity na
drobniutkie kropelki i wyrzucony w postaci mgiełki w kierunku podłoża, na którym osadza
się, tworząc powłokę. Pistolet natryskowy może być również zasilany materiałem
lakierniczym ze zbiorniczka (o pojemności 0,5 litra) umieszczonego na pistolecie.
Natryskiwanie materiałów malarskich może odbywać się również w specjalnie do tego celu
przystosowanych kabinach natryskowych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Prawidłowy natrysk wymaga przestrzegania niżej omówionych zasad.
1.
Powietrze wpływające do pistoletu nie może być zanieczyszczone, dlatego przechodzi
ono przez filtry. Jakość filtrowania można sprawdzić przez skierowanie powietrza na
białą bibułę, na której nie powinno być żadnych śladów zanieczyszczenia.
2.
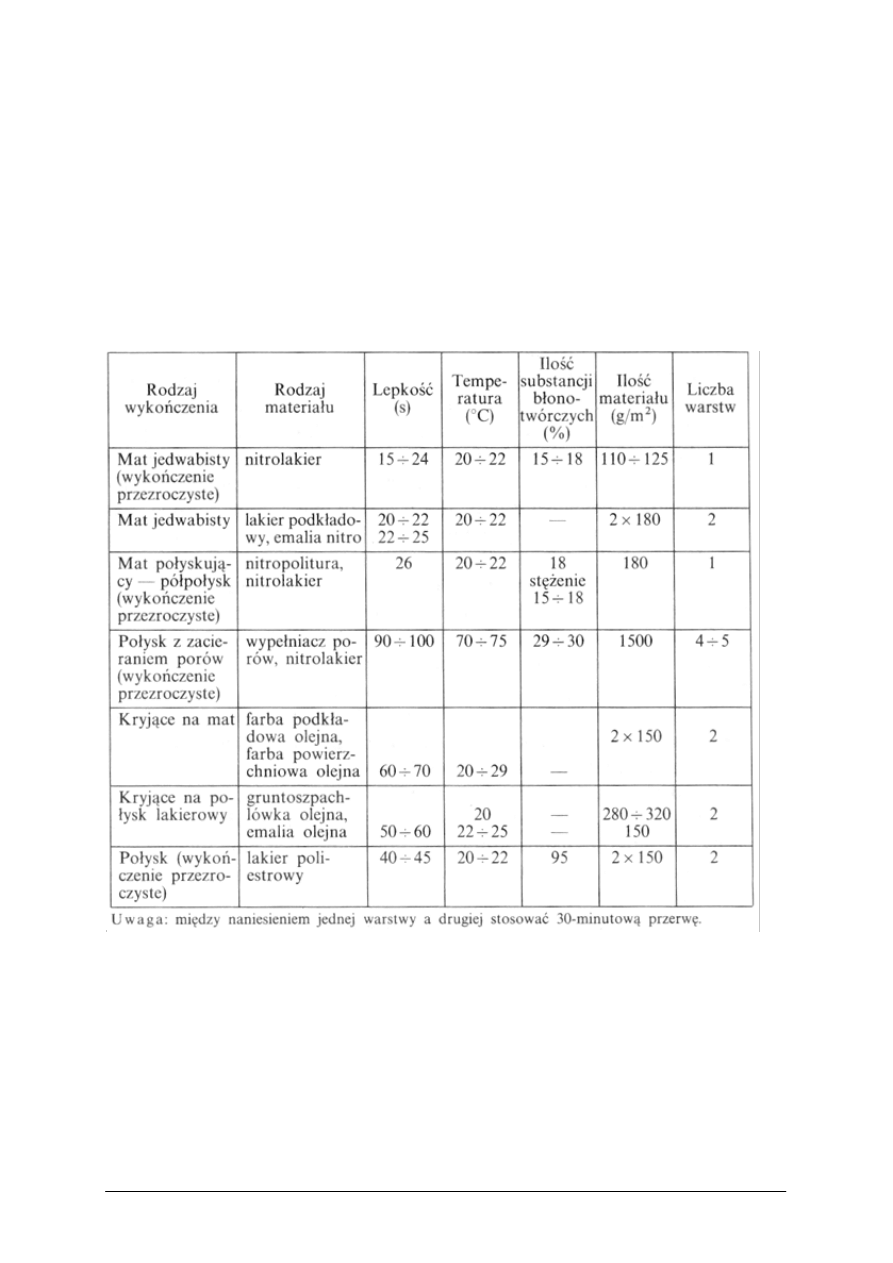
Lepkość materiału lakierniczego, średnica dyszy oraz ciśnienie powietrza powinny być
zgodne z instrukcją technologiczną natryskiwania wyrobów lakierowych (tabela 7).
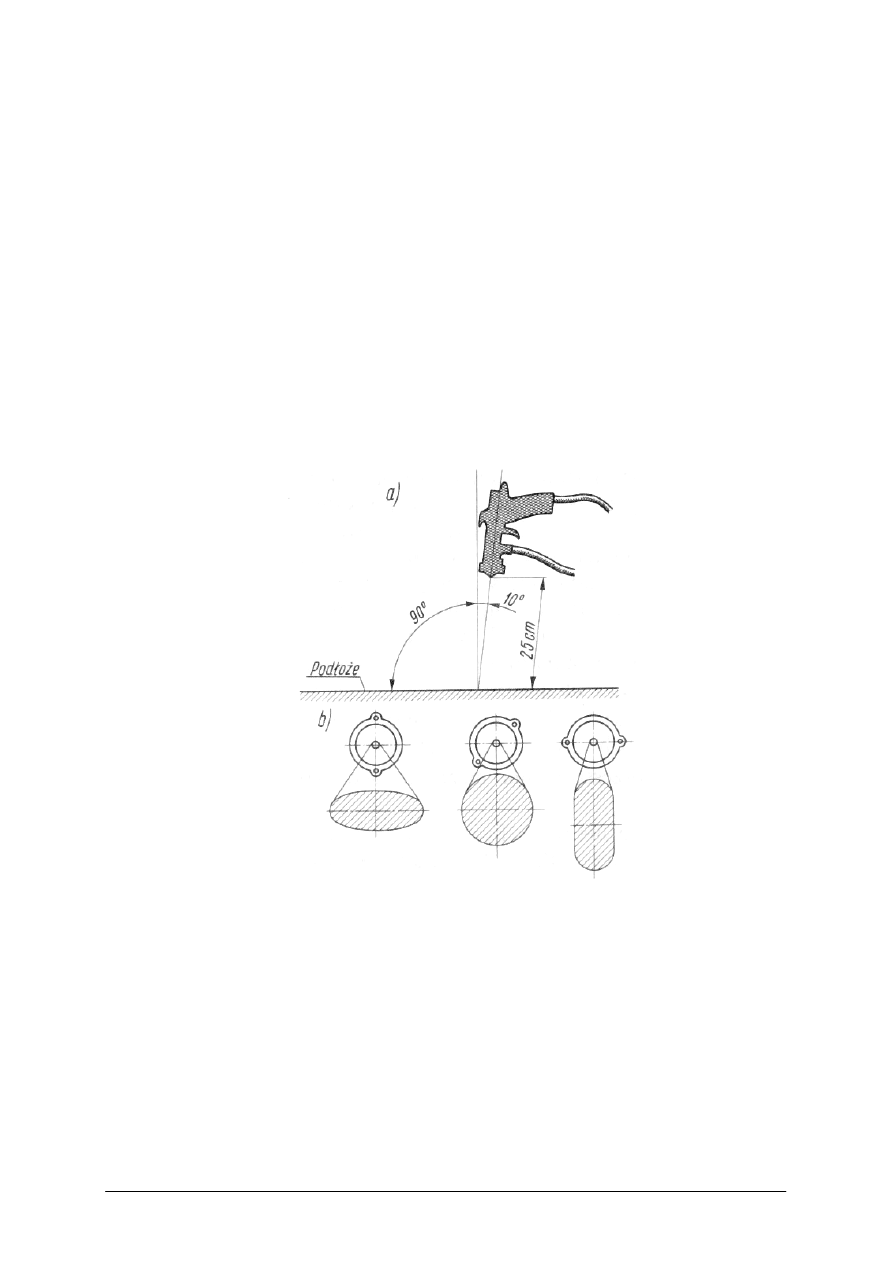
3.
Odległość dyszy pistoletu od lakierowanego przedmiotu nie powinna przekraczać
20–25 cm, a oś strumienia materiału malarsko-lakierniczego powinna być prostopadła do
powierzchni lakierowanej lub odchylona od tego położenia nie więcej niż o 10
(rysunek 7 a).
4.
Ruchy pistoletu powinny być równomierne i przebiegać krzyżowo. Szybkość
przesuwania pistoletu wynosi podczas natrysku na zimno 15–18 m/min, a na gorąco
5–7 m/min.
5.
Lakierowana powierzchnia powinna znajdować się w pozycji poziomej.
6.
Kształt strumienia natryskiwanego materiału (rysunek 11 b) powinien być dostosowany
do kształtu i wielkości lakierowanego podłoża.
Rys. 11. Natrysk pistoletem: a) – położenie pistoletu natryskowego względem podłoża, b) – kształty strumienia
natryskiwanego materiału [9, s. 260]
Prawidłowość natrysku zależy od takich czynników, technologicznych, jak ciśnienie
powietrza i jego temperatura, średnica dyszy, stan materiału malarsko-lakierniczego oraz czas
trwania natrysku.
Ciśnienie robocze powietrza ma wpływ nie tylko na jakość uzyskiwanych powłok, lecz
także na ilość zużywanego materiału lakierniczego. Wartość ciśnienia zależy od średnicy
dyszy oraz lepkości lakieru i wynosi 0,25–0,4 MPa. Do pomiaru ciśnienia służy manometr
zamocowany na filtrze powietrza. Materiał malarsko-lakierniczy może być dostarczany do
pistoletu natryskowego pod ciśnieniem własnym i wtedy zbiornik z lakierem jest umocowany
na wysokości około 1,5 m, skąd przewodem gumowym spływa do pistoletu natryskowego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Może być również wtłaczany ciśnieniem powietrza ze zbiornika ustawionego na poziomie
podłogi lakierni.
Ciśnienie powietrza w zbiorniku materiału malarsko-lakierniczego wynosi 1/5 wartości
ciśnienia roboczego powietrza, to jest 0,05–0,08 MPa.
Temperatura powietrza zależy od temperatury nanoszonego materiału malarsko-
lakierniczego. Podczas natrysku na zimno temperatura powietrza wynosi 18°C, a na gorąco
45°C. Średnica dyszy pistoletu natryskowego wynosi 1,8–2,5 mm.
Na stan materiału malarsko-lakierniczego składają się takie cechy, jak lepkość, temperatura
oraz ilość substancji błonotwórczych. Wielkości te dla różnych materiałów malarsko-
lakierniczych przedstawia tabela 7.
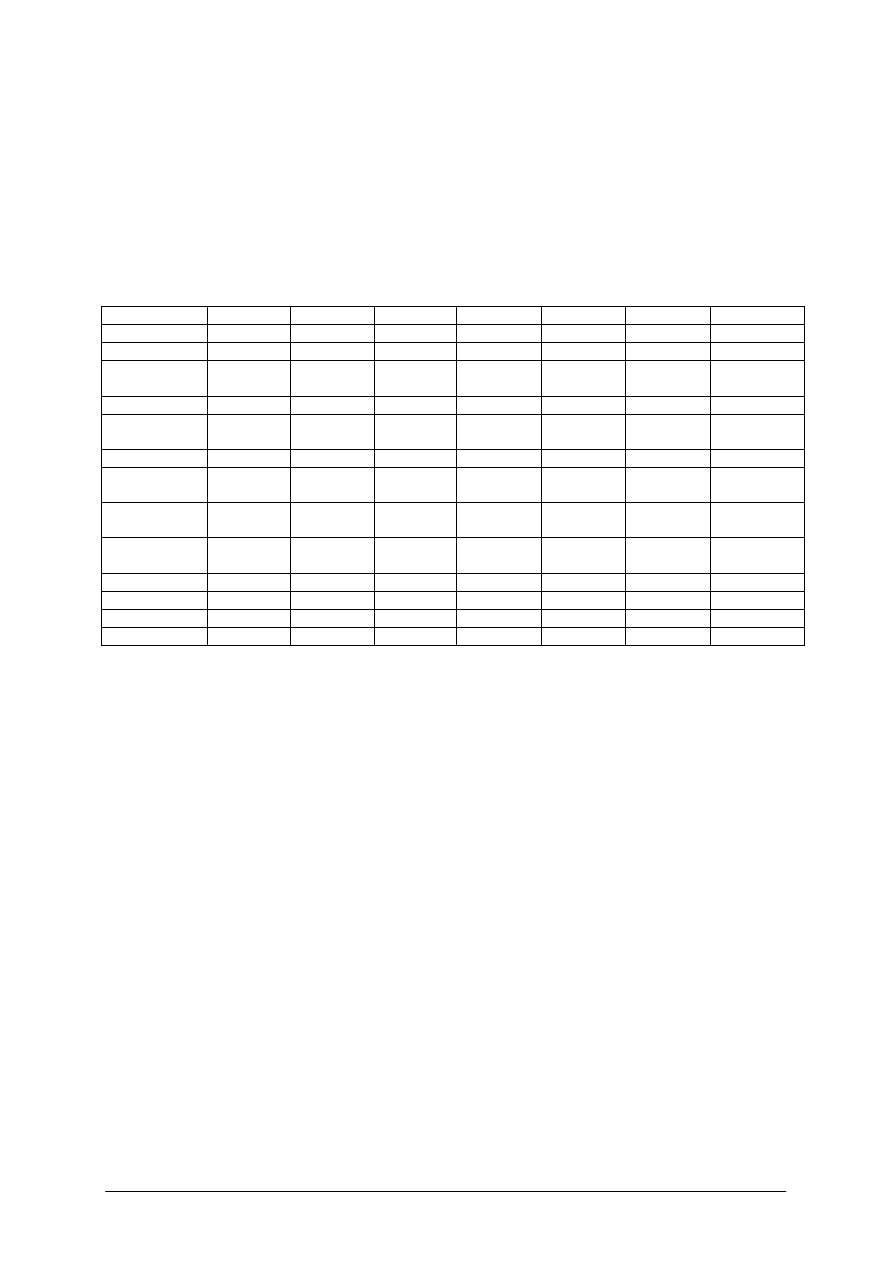
Tabela 7. Parametry technologiczne natryskiwania wyrobów lakierowych [9, s. 258]
Uzyskanie powłoki malarsko-lakierowej o grubości odpowiedniej dla danego
wykończenia wymaga nałożenia ściśle określonej ilości materiału. Ilość tę w praktyce mierzy
się czasem trwania natrysku. Ilość lakieru, jaka wytryskuje z dyszy pistoletu w ciągu 1 s, jest
stała przy zachowaniu stałego ciśnienia powietrza, stałej temperatury i lepkości materiału
lakierniczego. Czas natrysku lakierów wymienionych w tabeli 7 mieści się w granicach
40–60 s/m
2
.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Wady powłok lakierniczych
Dobór odpowiednich jakościowo materiałów malarsko-lakierniczych, przestrzeganie
instrukcji technologicznych wykończania powierzchni wyrobów stolarskich oraz warunków,
w jakich wykończanie powinno się odbywać, gwarantują uzyskanie powłoki dobrej jakości.
Jednak zarówno w produkcji masowej, jak w produkcji jednostkowej kontrola jakości
uzyskiwanych wyników jest konieczna. Ocena jakości powłok polega na kontroli wyglądu
zewnętrznego powłoki oraz na określeniu jej odporności na działanie różnych czynników
zewnętrznych.
Oceny wyglądu zewnętrznego powłok dokonuje się w każdych warunkach produkcji.
Wzrokiem można rozpoznać takie wady powłoki, jak: bielenie, zmatowienie, zacieki,
spękania, pęcherzyki, plamy i zamglenia, rysy na powierzchni, przeszlifowanie powłoki,
ziarnistość powierzchni oraz pomarszczenia. Odpowiednie ustawienie płaszczyzny
wykończonej w stosunku do padającego nań światła pozwala określić gładkość, równość
i stopień połysku oraz ułatwia wykrycie ewentualnych wad.
Badanie właściwości wykończonej powierzchni wymaga stosowania skomplikowanych
i często kosztownych urządzeń. Najczęściej oznacza się następujące właściwości:
–
połysk,
–
odporność na uderzenie,
–
odporność na ścieranie,
–
odporność na wysoką temperaturę,
–
odporność na parę wodną,
–
odporność na zmienną temperaturę,
–
odporność na światło ultrafioletowe,
–
odporność na substancje chemiczne,
–
grubość powłoki,
–
twardość powłoki.
Politurowanie jest przezroczystym wykończaniem powierzchni drewnianych. Polega
ono na nanoszeniu bardzo cienkich warstewek politury, co najmniej kilkunastu, niekiedy
nawet kilkudziesięciu. W zależności od żądanego efektu estetycznego politurowanie można
przeprowadzać bez zacierania porów lub z zacieraniem porów. W pierwszym wypadku jest to
wykończanie na mat, w drugim na wysoki połysk.
Powierzchnie drewna pod politurowanie przygotowuje się tak, jak w innych metodach
przezroczystego wykończania. Sam przebieg politurowania można podzielić na trzy fazy:
–
gruntowanie,
–
politurowanie właściwe,
–
politurowanie ostateczne.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
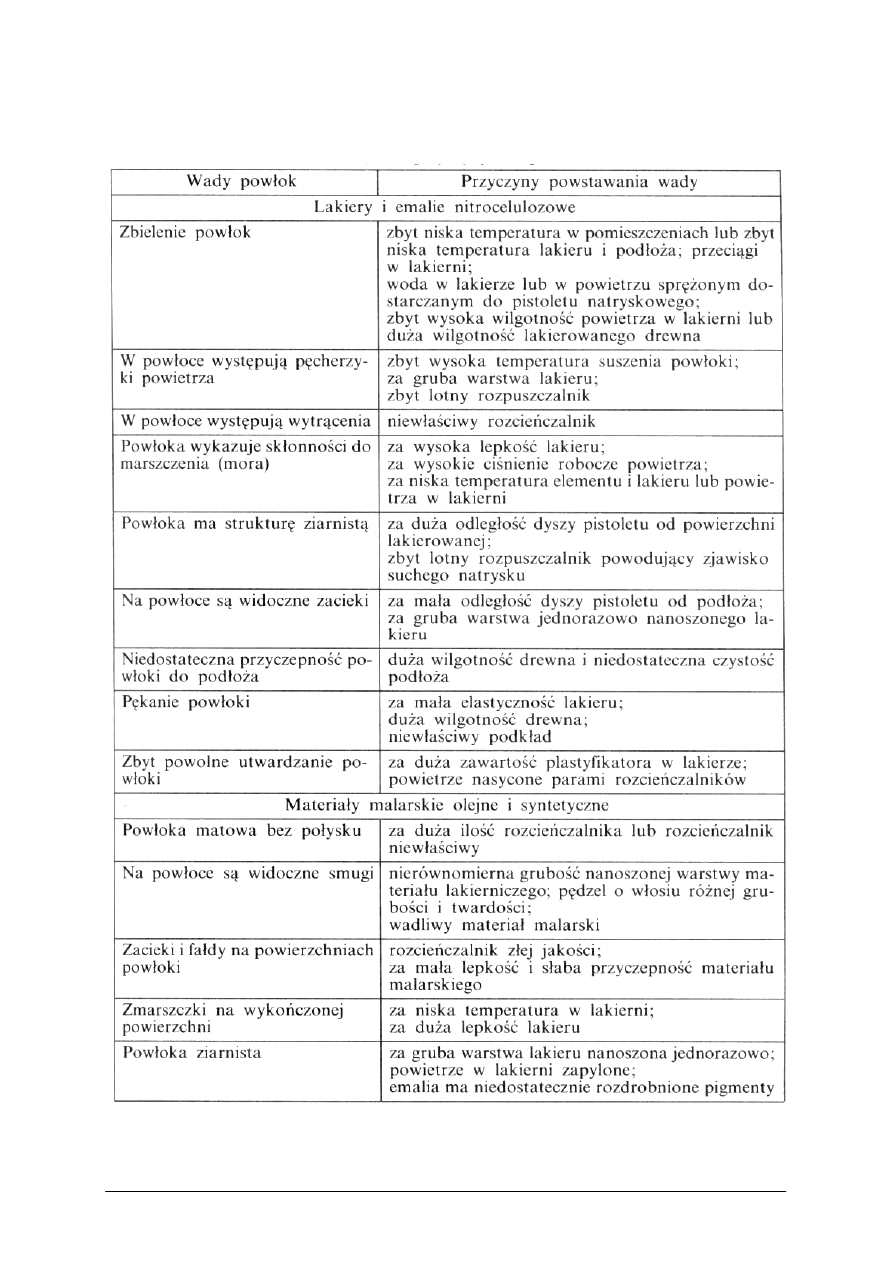
Wady powłok malarsko-lakierowych i przyczyny ich powstawania przedstawia tabela 8.
Tabela 8. Wady powłok malarsko-lakierowych i przyczyny ich powstawania [9, s. 271]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Gruntowanie podczas wykończania na mat odbywa się bez użycia pumeksu.
Wykończając powierzchnię drewna na wysoki połysk naciera się ją najpierw olejem
wrzecionowym w celu ożywienia rysunku drewna. Nadmiar oleju należy zetrzeć suchą
szmatą. Natartą powierzchnię posypuje się sproszkowanym pumeksem, a następnie wciera się
go tamponem (rysunek 12) nasyconym politurą. Wcieranie pumeksu powtarza się
kilkakrotnie, aż do zatarcia porów, mocno przy tym przyciskając tampon. Ruchy
wykonywane tamponem są koliste, ósemkowe i podłużne. Przerwy między jednym
a drugim nakładaniem politury nie powinny być krótsze niż 3–5 minut. Najkorzystniej jest
wykończać równocześnie powierzchnie kilkunastu elementów.
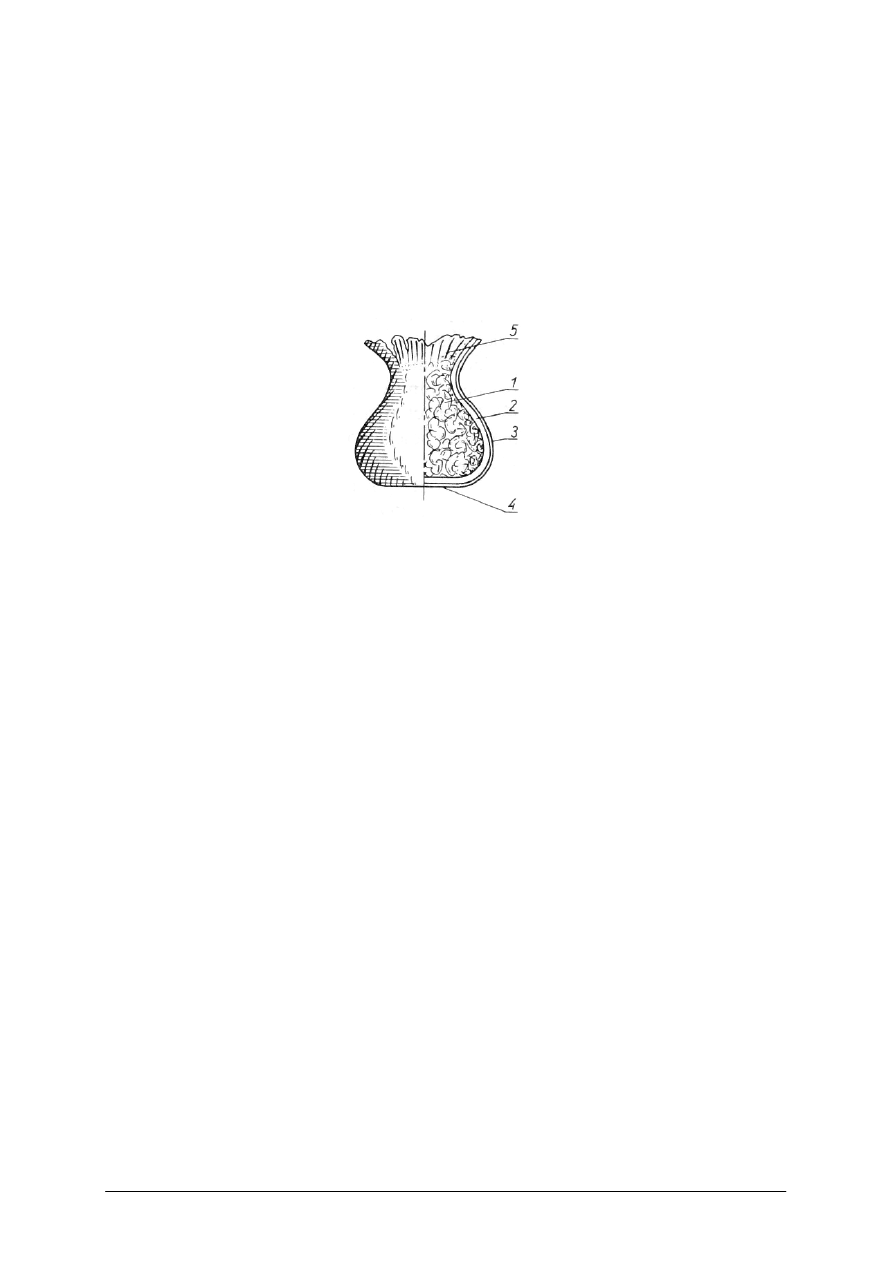
Rys. 12. Tampon do politurowania: 1 – wełna, 2 – tkanina bawełniana, 3 – osłona z mocnej tkaniny lnianej,
4 – stopka tamponu, 5 – uchwyt tamponu [11, s. 273]
Po 3–4-dniowej przerwie wykonujemy politurowanie właściwe. Używa się politury
o stężeniu 8–10% z bardzo niewielkim dodatkiem pumeksu. Politurę nanosi się tamponem
słabo nasyconym, lekko go tylko dociskając. Dla uzyskania poślizgu tamponu powierzchnię
wykończaną skrapia się niewielką ilością oleju (lnianego – w przypadku politury szelakowej,
parafinowego – w przypadku politury nitrocelulozowej. Nakładanie politury powtarza się co
najmniej kilkakrotnie (zwykle kilkanaście razy).
Po kolejnej 3-dniowej przerwie można przeprowadzić politurowanie ostateczne,
którego celem jest nadanie wykończanej powierzchni lustrzanego połysku. Efekt ten uzyskuje
się dzięki nanoszeniu politury o coraz mniejszym stężeniu, już bez pumeksu i w końcowej
fazie bez oleju. Ruchy tamponem są szybsze niż w poprzednich fazach, a docisk coraz
mniejszy. Po naniesieniu ostatniej warstwy politury usuwa się z wykończanej powierzchni
resztki oleju tamponem zwilżonym w spirytusie. Po uzyskaniu pięknego połysku
politurowanie należy zakończyć.
Fladrowanie
Na specjalną uwagę zasługuje imitowanie oklein szlachetnych. Spośród różnych
sposobów uzyskiwania imitacji oklein szlachetnych najbardziej dostępna dla rzemiosła jest
metoda fladrowania, zwana także mazerowaniem. Do wykonywania imitacji tym sposobem
potrzebne są pewne zdolności artystyczne, umożliwiające odtwarzanie wzorów słojów
rocznych różnych gatunków drewna. Przygotowanie podłoża w tej metodzie polega na
naniesieniu na powierzchnię drewna lakieru podkładowego, a po jego utwardzeniu
wygładzenie papierem ściernym wykończonej powierzchni. Barwa lakieru podkładowego
wpływa na uzyskiwane efekty i zależy od gatunku drewna, jaki zamierza się imitować. Lakier
taki można uzyskać mieszając bezbarwny lakier z bielą cynkową, ugrem czy ochrą. Na tę
warstwę nakłada się rysunek podstawowy, odtwarzający barwę i zarysy usłojenia drewna
imitowanego. Do imitowania stosuje się najczęściej farby suche, które rozrabia się do postaci
półpłynnej jasnym piwem. Czynność fladrowania wykonuje się grzebieniami, gąbką,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
pędzelkami, szczotkami i piórami. Po wysuszeniu rozpuszczalnika rysunek podstawowy
pokrywa się lakierem w celu zabezpieczenia go przed uszkodzeniem podczas nanoszenia
rysunku uzupełniającego. Celem tego zabiegu jest wykonanie imitacji błyszczu, składania
okleiny. Po wysuszeniu powłoki rysunek utrwala się lakierem i elementy przekazuje
do dalszego wykończania. W omówionej metodzie może być stosowany lakier
nitrocelulozowy jak również olejny, nanoszone natryskiem lub pędzlami. Efekty fladrowania
wtedy są dobre, gdy rysunek odtwarza wiernie barwę i usłojenie imitowanego drewna.
Uproszczenia prowadzą do ujemnych wyników, często obserwowanych w meblach
malowanych
Obróbka wykończająca – szlifowanie i polerowanie
Większość materiałów malarsko-lakierniczych nanosi się na podłoże, które ma strukturę
porowatą, dlatego powłoka po jej wysuszeniu nie jest gładka i wymaga wyrównania przez
szlifowanie lub cyklinowanie, a następnie polerowanie. Czynności te nazywamy
uszlachetnianiem powłok lub obróbką uszlachetniającą. Przebieg tego procesu zależy
od wymaganego końcowego efektu wykończania powierzchni.
Powłoki z widoczną strukturą drewna (wykończanie przezroczyste) mogą być
wykończane na:
–
połysk,
–
mat głęboki,
–
mat jedwabisty.
Natomiast powłoki malarsko-lakierowe z zakrytą strukturą drewna (wykończanie
kryjące) mogą być wykończane na:
–
mat,
–
połysk,
–
połysk lakierowy.
W ostatnim wypadku końcowy wygląd powierzchni uzyskuje się przez pokrywanie
jej powłoką emalii. Powierzchnie powłok malarsko-lakierowych wyrównuje się ręcznie
lub w sposób zmechanizowany za pomocą materiałów ściernych albo przez ręczne
cyklinowanie (wygładzanie) gładzicami, zwanymi również cyklinami. Dobór sposobu
wyrównywania powłoki zależy od jej grubości oraz od kształtu i wielkości podłoża.
Grubość powłoki w różnych rodzajach wykończania powierzchni wyrobów stolarskich
jest zmienna i wynosi:
–
30 µm, jeżeli wykończenie jest matowe z otwartymi porami drewna,
–
130–400 µm, jeżeli wykończenie jest na połysk lub mat z zamkniętymi porami.
Polerowanie – to obróbka wykańczająca, która ma na celu uzyskanie żądanej gładkości
i połysku powierzchni przedmiotu polerowanego. Polerowanie dokonywane jest zwykle
za pomocą miękkich tarcz i materiałów ściernych (najczęściej past polerskich) lub metodami
elektrochemicznymi (mającymi zastosowanie do elementów metalowych i ze stopów metali)
Wyróżnia się:
–
polerowanie chemiczne,
–
polerowanie elektrolityczne (elektrochemiczne),
–
polerowanie hydrodynamiczne (strumieniowe),
–
polerowanie ścierne (ręczne lub mechaniczne).
Polerowanie ścierne polega na wygładzaniu drobnych nierówności, powstałych
na powłoce na skutek tarcia ziarenek materiału ściernego w czasie szlifowania. Polerowanie
powierzchni powłoki odbywa się przez tarcie ziarenek materiału ściernego zawartego
w paście polerskiej przy współudziale wytwarzającego się jednocześnie ciepła.
Do polerowania zmechanizowanego służą tarcze lub wały polerskie (których elementy
robocze są wykonane z tkanin), zamocowane na polerkach wałowych lub na kozłach

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
polerskich, albo taśmy filcowe lub dywanowe (wełniane) o długości włosów 4–5mm. Taśmy
zakłada się na szlifierki taśmowe. Często używane są również polerki ręczne, służące
do polerowania elementów o powierzchniach charakteryzujących się skomplikowanym
kształtem.
Polerowanie elektrolityczne – polerowanie metali i stopów metali poprzez wybiórcze
rozpuszczanie wierzchołków mikronierówności powierzchni za pomocą elektrolizy.
Polerowanie chemiczne i elektrochemiczne
Charakterystyczna powierzchnia metali i stopów wymaga wygładzenia i wybłyszczenia.
Stosowanie mechanicznego procesu polerowania może doprowadzić do otrzymania
powierzchni o zupełnie innym charakterze. Ponadto stal kwasoodporną bardzo trudno
wypolerować mechanicznie. Najczęściej stosuje się więc technologię polerowania
elektrolitycznego lub chemicznego. Dzięki temu obnażony metal nie jest narażony na zgnioty
powierzchniowe, a poza tym metody te są szybsze, tańsze i dogodniejsze. Jednocześnie
powierzchnia polerowanego w taki sposób metalu jest niezwykle gładka, pozbawiona
najdrobniejszych
zarysowań.
Najczęściej
metodę
polerowania
elektrolitycznego
lub chemicznego stosuje się jednak jako zabieg wykańczający (powierzchnia wykazuje duży
współczynnik odbicia światła, mały współczynnik tarcia) lub wstępny (lepsza przyczepność
tych powłok do metalu podłoża). W ten sposób poleruje się igły chirurgiczne czy wałki
drukarek do komputerów.
Niestety nie wszystkie typy metali można polerować metodą elektrolityczną czy
chemiczną. Wybór metody nadawania połysku zależy od struktury metalu. Lepsze efekty
można osiągnąć przy jednorodnej, drobnoziarnistej strukturze, pozbawionej niemetalicznych
wtrąceń. Dobre efekty trudno uzyskać na materiale walcowanym, ponieważ istnieje ryzyko,
ż
e na walcu pozostały plamy oleju.
Pomiędzy polerowaniem chemicznym i elektrolitycznym są pewne podobieństwa, ale
istnieją też różnice. Oba procesy mają charakter elektrochemiczny. Temperatura pracy kąpieli
stosowanych na skalę przemysłową waha się między 50–95ºC. Polerowanie niektórych metali
wymaga poruszania szyny anodowej, a katody stosuje się zazwyczaj z miedzi, ołowiu lub ze
stali kwasoodpornej. Do polerowania elektrolitycznego i chemicznego potrzebne są wanny
i wieszaki wykonane z różnych materiałów, w zależności od obrabianego metalu.
Proces elektrochemiczny wymaga dobrej wentylacji, natomiast proces chemiczny
specjalnych wyciągów, najczęściej okapowych. Proces polerowania elektrolitycznego polega
na selektywnym rozpuszczaniu nierówności powierzchni anody, podczas gdy polerowanie
chemiczne wymaga dodania do kąpieli odpowiednich środków utleniających, innych
dla każdego rodzaju metalu. Ponadto, aby uzyskać odpowiedni efekt, np. polerowania
aluminium i stopów, zabieg polerowania chemicznego należy powtórzyć kilka razy.
Natomiast wynik polerowania elektrolitycznego zależny jest w głównej mierze od czystości
polerowanego tworzywa. Oznacza to, że wymagane jest tworzywo specjalnie do tego celu
produkowane.
Nie zawsze polerowanie chemiczne daje tak dobre efekty jak polerowanie
elektrolityczne. Na przykład w czasie polerowania miedzi i stopów skuteczniejszą metodą jest
elektrolityczna, która daje trwały efekt i możliwość obróbki przedmiotów o skomplikowanych
kształtach. Nie znaczy to jednak, że miedzi i stopów nie można polerować chemicznie.
Wystarczy w trakcie polerowania poruszać przedmiotami, a po polerowaniu pokryć materiał
niklem wyrównującym, z połyskiem.
Zalety elektrochemicznego polerowania:
–
doskonałe własności antykorozyjne,
–
umożliwione polerowanie powierzchni niedostępnych dla metod polerowania
mechanicznego,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
–
lepsza estetyka – połysk i równomierność barwy podobna do powierzchni
wypolerowanego chromu,
–
lepsza skuteczność mycia oraz pomoc w utrzymaniu czystości – (mikrodolinki
i mikrowierzchołki powierzchni niepolerowanej stanowią doskonałe zakotwiczenie
dla osadów soli, zabrudzeń, bakterii, grzybów, pleśni itp.),
–
usunięcie, oprócz wierzchołków nierówności rodzimego metalu, również wszelkich
zanieczyszczeń spowodowanych poprzedzającymi procesami: tlenki metalu z narzędzi
formujących, ziarna ścierniwa po szlifowaniu, mechanicznie naniesiona mikrowarstewka
metalu po szczotkowaniu szczotkami metalowymi. Zanieczyszczenia takie mogą być
ź
ródłem korozji lub przebarwień,
–
usunięcie mikronaprężeń spowodowanych uprzednią obróbką i przywrócenie jednolitej
mikrotwardości materiału rodzimego,
–
tańsze niż polerowanie mechaniczne.
4.3.2.
Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie znasz etapy wykończania przezroczystego?
2.
Jakie znasz etapy wykończania kryjącego?
3.
Jakie znasz sposoby nanoszenia materiałów lakierniczych?
4.
Jakie rodzaje wykończenia powierzchni można otrzymać stosując lakiery?
5.
Jakie wady powłok lakierniczych można rozpoznać wzrokiem?
6.
Jakie znasz etapy politurowania?
7.
Jakie znasz sposoby polerowania metali?
4.3.3. Ćwiczenia
Ćwiczenie 1
Wykonaj przy pomocy pistoletu natryskowego, powierzchnię drewnianą, z zachowaniem
widocznej struktury podłoża. Samodzielnie dobierz odpowiednie substancje, wykonaj
wszystkie konieczne operacje. Oceń jakość wykonanych prac wykończeniowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z literaturą dotyczącą wykończania przezroczystego,
2)
wykonać wszystkie niezbędne etapy procesu wykończania ręcznego powierzchni
przezroczystej:
–
odżywiczanie,
–
wybielanie,
–
barwienie, mające na celu zmianę naturalnej barwy drewna,
–
wypełnianie porów drewna, mające na celu wyrównanie podłoża,
–
nanoszenia materiałów malarsko-lakierniczych tworzących powłokę,
–
uszlachetnianie powłoki malarsko-lakierniczej, mające na celu uzyskanie
odpowiedniej gładkości i połysku,
3)
ocenić jakość wykonanych prac wykończeniowych,
4)
przedstawić swoją prace nauczycielowi.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Wyposażenie stanowiska pracy:
−
pistolet natryskowy,
−
instrukcja obsługi pistoletu natryskowego,
−
przewidziane przez Ciebie substancje i narzędzia niezbędne do przeprowadzenia
wykończania przezroczystego,
−
literatura z rozdziału 6.
Ćwiczenie 2
Przeprowadź ręcznie wykończanie kryjące powierzchni drewnianej. Samodzielnie
dobierz odpowiednie substancje, wykonaj wszystkie konieczne operacje. Oceń jakość
wykonanych operacji wykończeniowych
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z literaturą dotyczącą wykończania kryjącego,
2)
wykonać wszystkie niezbędne etapy procesu wykończania kryjącego powierzchni:
–
odżywiczanie – jak podczas wykończania przezroczystego,
–
kitowanie – wyrównanie wszelkich ubytków podłoża,
–
gruntowanie – pokrywanie powierzchni drewna odpowiednim materiałem w celu
zwiększenia przyczepności następnie nakładanych warstw materiałów malarsko-
lakierniczych,
–
szpachlowanie pierwsze – zapełnianie mniejszych nierówności szpachlówką,
–
szpachlowane drugie – zapełnianie porów drewna i wszelkich nierówności
szpachlówką i wyrównanie podłoża,
–
nakładanie farby nawierzchniowej (w celu zabarwienia na żądany kolor powierzchni
przedmiotu i stworzenia odpowiedniej warstwy izolacyjnej),
–
nakładanie emalii,
3)
ocenić jakość wykonanych prac wykończeniowych,
4)
przedstawić swoją pracę nauczycielowi.
Wyposażenie stanowiska pracy:
−
przewidziane
przez
Ciebie
(i
zatwierdzone
przez
nauczyciela)
niezbędne
do przeprowadzenia wykończania kryjącego substancje i narzędzia,
−
literatura z rozdziału 6.
Ćwiczenie 3
Dobierz proszki i pasty ścierne do polerowania próbek metali.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z literaturą dotyczącą wykończania powłok metali i stopów metali,
2)
dobrać odpowiednie pasty i proszki do każdej z próbek,
3)
wykonać polerowanie powłok,
4)
przedstawić swą pracę nauczycielowi.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Wyposażenie stanowiska pracy:
−
tabela z informacjami na temat zastosowań past polerskich,
−
pasty polerskie, tampony,
−
metalowe elementy instrumentów do polerowania,
−
literatura z rozdziału 6.
Ćwiczenie 4
Zbierz informacje dotyczące wad powłok lakierniczych, a następnie przejrzyj z kolegami
prace wykończeniowe, które wykonaliście w zadaniu 1 i 2. Jakie błędy powłok wystąpiły
w niektórych pracach i co było ich przyczyną?
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z literaturą dotyczącą błędów powłok lakierniczych,
2)
przejrzeć z kolegami swoje i ich prace,
3)
nazwać ewentualne błędy oraz podać przyczynę ich powstania,
4)
przedstawić swa prace nauczycielowi.
Wyposażenie stanowiska pracy:
−
tabelaryczne zestawienie błędów powłok lakierniczych,
−
prace wykończeniowe wykonane przez całą grupę w ćwiczeniach 1 i 2,
−
literatura z rozdziału 6.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
omówić poszczególne etapy wykończania przezroczystego?
2)
scharakteryzować poszczególne etapy wykończania kryjącego?
3)
nałożyć ręcznie politurę?
4)
wymienić wady powłok lakierniczych oraz podać ich przyczyny?
5)
wykonać szlifowanie i polerowanie instrumentów wykonanych
z drewna?
6)
dobrać proszki i pasty ścierne do szlifowania i polerowania metali?
7)
wykonać szlifowanie i polerowanie powierzchni wykonanych
ze stopów metali?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Test zawiera 20 zadań o różnym stopniu trudności. Z proponowanych 4 odpowiedzi tylko
jedna jest prawdziwa.
4.
Zapoznaj się z zestawem zadań testowych.
5.
Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi.
6.
W kratkę odpowiadającą dobrej odpowiedzi kratkę wstawiaj znak X.
7.
Jeśli się pomylisz błędną odpowiedź otocz kółkiem i zaznacz prawidłową wstawiając X.
8.
Pracuj samodzielnie.
9.
Po rozwiązaniu testu sprawdź czy zaznaczyłeś wszystkie odpowiedzi na karcie
odpowiedzi.
10.
Na rozwiązanie testu masz 45 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1.
Do obróbki drewna miękkiego lub żywicznego wskazane jest dobieranie narzędzi
ś
ciernych o mniejszej gęstości nasypu ponieważ
a)
materiał o mniejszej gęstości jest bardziej miękki.
b)
wolne przestrzenie między ziarnami ściernymi, wypełniają się drobnymi wiórami
powstałymi w wyniku szlifowania.
c)
są tańsze.
d)
do drewna musi docierać powietrze podczas obróbki.
2.
Nasyp w papierach ściernych składa się z ziaren
a)
kredy pławionej.
b)
szkła wodnego.
c)
elektrokorundu.
d)
szelaku.
3.
Na spodniej stronie papieru ściernego znajdują się oznaczenia
a)
od P12 do P220 (uziarnienie makro) i od P240 do P1200 (uziarnienie mikro).
b)
od P12 do P220 (uziarnienie mikro) i od P240 do P1200 (uziarnienie makro).
c)
od P12 do P220 (niska twardość nasypu) i od P240 do P1200 (wysoka twardość
nasypu).
d)
od P12 do P220 (wysoka twardość nasypu) i od P240 do P1200 (niska twardość
nasypu).
4.
Papieru od P20 do P80 używa się do
a)
polerowania powierzchni lakierowanych.
b)
szlifowania wykańczającego drewna twardego.
c)
szlifowania wykańczającego drewna miękkiego.
d)
wstępnego szlifowania (zgrubnego).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
5.
Taśmy bez końca stosowane w szlifierkach produkowane są w taki sposób, że
a)
dokleja się do długiej taśmy kolejną taśmę (gdy poprzednia już zetrze materiał
ś
cierny).
b)
przy jednej szlifierce stosowany jest stale ten sam rodzaj taśmy o tej samej twardości
i tej samej gęstości nasypu, a przy innej inny więc bez końca stosuje się taką samą
taśmę.
c)
skleja się w obwód odcinek taśmy o potrzebnej szerokości.
d)
taśma nie jest łączona w zamknięty obwód i podczas pracy rozwija się ze
specjalnego bębna.
6.
Szlifierka taśmowa z ruchomym stołem stosowana jest do szlifowania
a)
płaskich powierzchni.
b)
małych powierzchni (płaskich i profilowanych) bo stosuje się w niej wąską taśmę.
c)
dużych i małych powierzchni profilowanych.
d)
powierzchni małych i trudnodostępnych.
7.
W szlifierce szerokotaśmowej taśma rozpięta jest między
a)
wałami umieszczonymi jeden nad drugim.
b)
wałami umieszczonymi jeden obok drugiego.
c)
wałami umieszczonymi w dowolny sposób – ważne, że ma założoną szeroką taśm.
d)
kołami napinającym.
8.
Długość taśmy potrzebnej do szlifierki wąskotaśmowej (o rozstawie kół 3 m, a średnicy
każdego koła – 0,25 m) równa jest
a)
6,5 m.
b)
5,5 m.
c)
4 m.
d)
6 m.
9.
Pokosty to
a)
materiały drobnoziarniste stosowane do polerowania powierzchni.
b)
substancje do gruntowania drewna i materiałów drewnopochodnych.
c)
substancje otrzymywane przez rozpuszczanie szelaku.
d)
substancje służące do wgłębnego barwienia drewna.
10.
Wypełniacze porów mają postać
a)
tłustych cieczy.
b)
ruchliwych lekkich cieczy.
c)
proszków i past.
d)
ż
elów.
11.
Wypełniacze porów zwykle składają się z
a)
pumeksu, kredy, suchej mączki drzewnej.
b)
oleju lnianego, alkoholu etylowego, politury.
c)
pasty polerskiej z wodą.
d)
kleju kostnego i rozdrobnionego papieru.
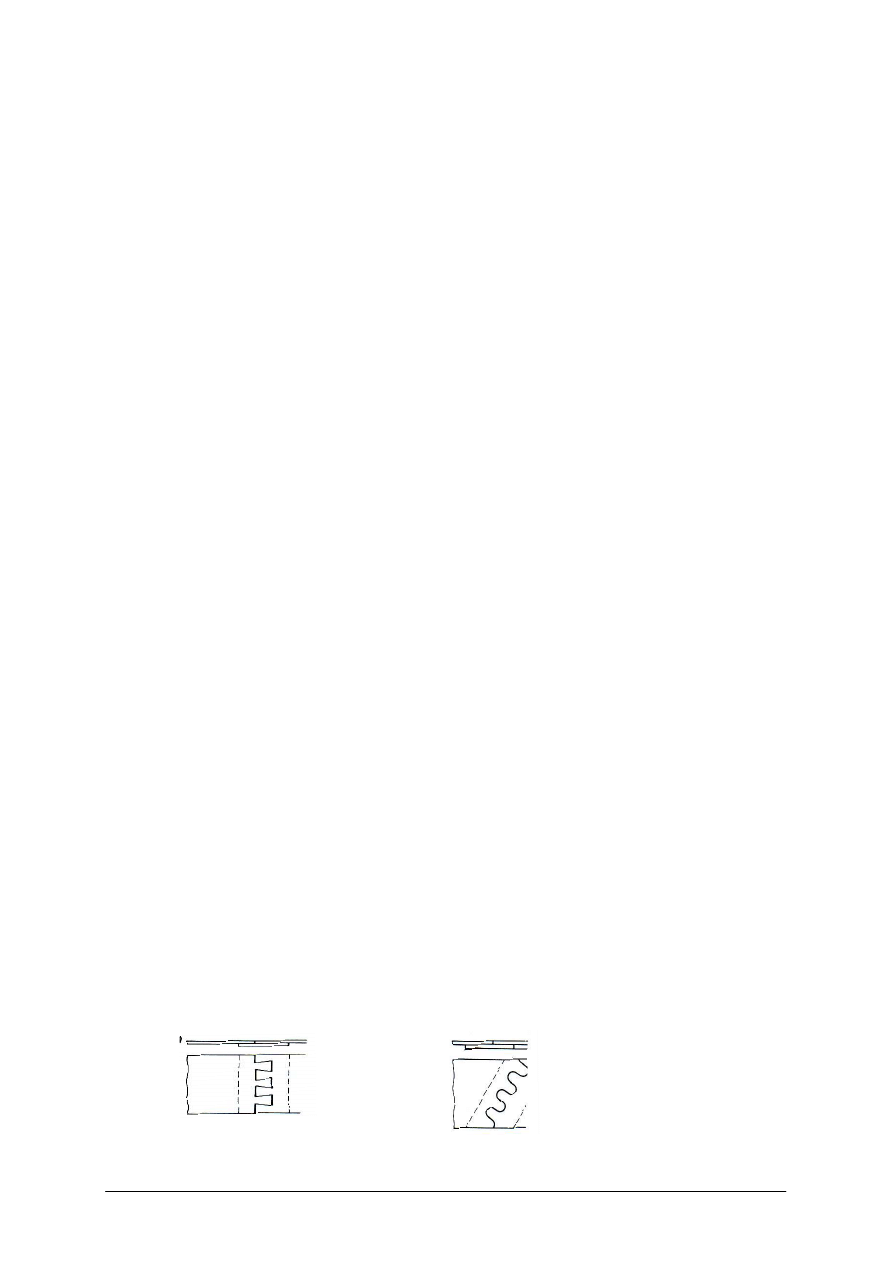
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
12.
Grunty stolarskie służą do wypełniania porów drewna
a)
bez zakrycia jego struktury.
b)
zakrywając strukturę drewna.
c)
na gorąco.
d)
pod farby i lakiery nieprzezroczyste.
13.
Grunty stolarskie mogą być
a)
olejne, rozpuszczalnikowe i nitrocelulozowe.
b)
olejne, klejowe i nitrocelulozowe.
c)
tylko nitrocelulozowe.
d)
olejne i wodne.
14.
Kity stosowane są do
a)
podmalowywania powierzchni drewna.
b)
wypełniania porów drewna pod bezbarwne lakiery.
c)
polerowania.
d)
wyrównywania większych pęknięć i nierówności drewna przed wykończaniem
kryjącym powierzchni.
15.
Roztwór kleju glutynowego, pokost i kreda szlamowa to składniki
a)
kitu.
b)
gruntu.
c)
szpachlówki olejnej.
d)
szpachlówki klejowej.
16.
Pasty polerskie stosowane do wykończania powierzchni metali mają różny skład
ze względu na
a)
różną twardość powierzchni metali.
b)
różny skład stopów metali.
c)
różne kolory metali.
d)
upodobania różnych osób do gładkich albo mniej gładszych powierzchni.
17.
Do kalafonii rozpuszczonej w terpentynie dodaje się sykatyw i pokostu, a następnie kredy
wymieszanej z pigmentem – w taki sposób otrzymuje się
a)
kit.
b)
szpachlę.
c)
mastykę.
d)
klej.
18.
Na rysunkach przedstawiono
a)
sposoby wykonywania ruchów przy bejcowaniu.
b)
przykłady łączenia taśm ściernych.
c)
oznaczenia materiałów ściernych.
d)
sposoby malowania na drewnie dwoma rodzajami lakierów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
19.
Pokosty naturalne wytwarza się z
a)
kleju skórnego.
b)
oleju jadalnego (lnianego, makowego, lub konopnego).
c)
tranu.
d)
muszli skorupiaków.
20.
Cel szlifowania to
a)
tylko wygładzenie powierzchni.
b)
tylko wyczyszczenie powierzchni.
c)
tylko nadanie elementom ostatecznych wymiarów i kształtów.
d)
wygładzenie powierzchni, wyczyszczenie powierzchni, nadanie elementom
ostatecznych wymiarów i kształtów.
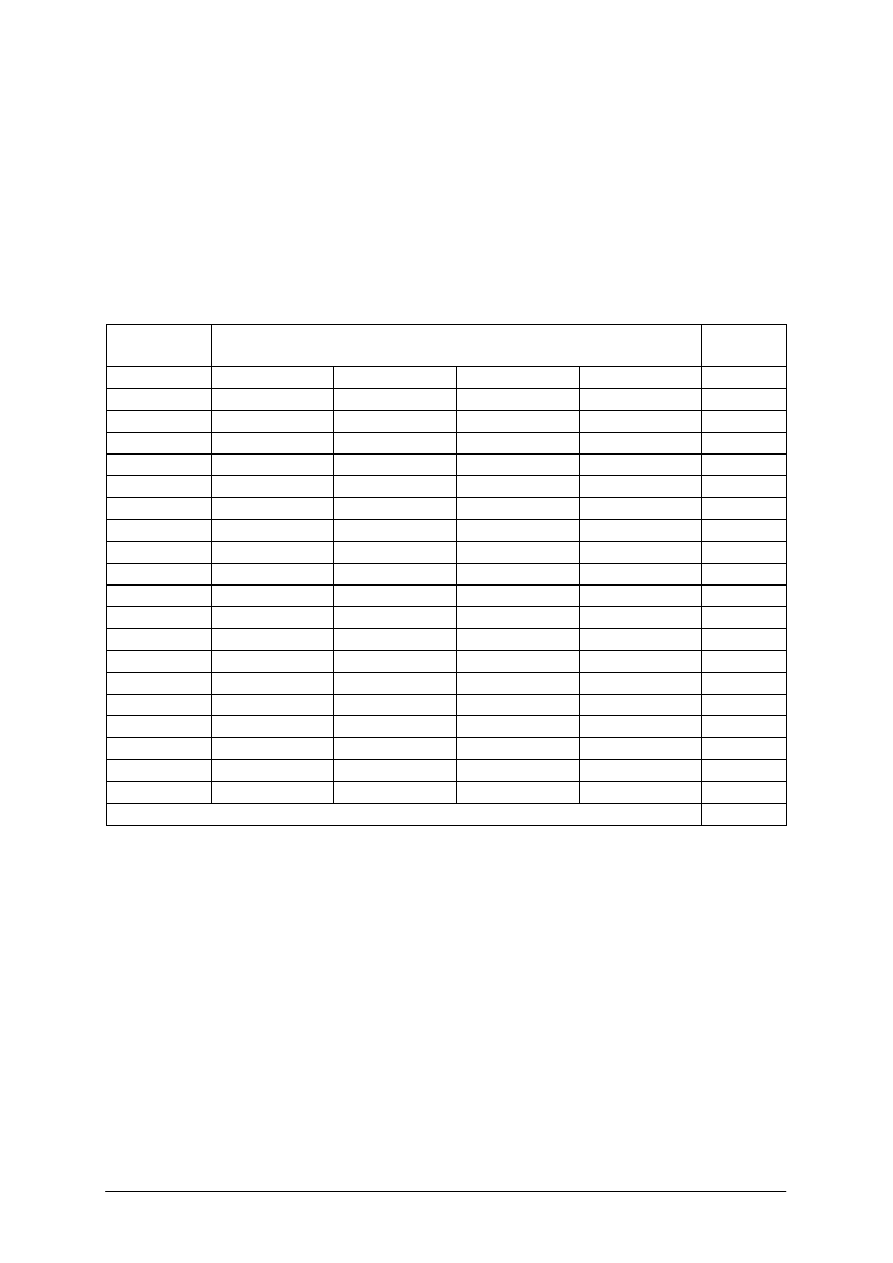
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Nakładanie powłok lakierniczych i wykończanie powierzchni instrumentów
muzycznych
Zakreśl poprawną odpowiedź
.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
6.
LITERATURA
1.
Bajkowski J.: Maszyny i urządzenia do obróbki drewna. Cz. 1. WSiP, Warszawa 1995
2.
Gehlen M.: Technologia drewna Podręcznik do nauki zawodu. Cz. 2. Wydawnictwo
REA, Warszawa 2002
3.
Giełdowski L.: Konstrukcje mebli. Cz. 1. Rysunek techniczny. WSiP, Warszawa 1995
4.
Łunarski J. Szabajkowicz W.: Automatyzacja procesów technologicznych montażu
maszyn. WNT, Warszawa 1993
5.
Nowak H.: Stolarstwo część 2. Technologia i materiałoznawstwo. WSiP, Warszawa 2000
6.
Oczoś K.: Szlifowanie. WNT, Warszawa 1986.
7.
Pajewski K.: Technologia i technika malarsko lakiernicza. Warszawa 1937
8.
Prażmo J.: Tchnologia materiałoznawstwo, Stolarstwo cz. 1. WSiP, Warszawa 1999
9.
Prządka W., Szczuka J.: Technologia meblarstwa cz. 2. WSiP, Warszawa 1991
10.
Samek A.: Projektowanie procesów technologicznych obróbki i montażu. Politechnika
Krakowska, Kraków 1986
11.
Swaczyna I.: Meble. Naprawa i odnawianie. Państwowe Wydawnictwo Rolnicze i Leśne,
Warszawa 1995.
12.
Sękowski J.: Konserwacja mebli zabytkowych. Wydawnictwo Semper, Warszawa 2003
13.
www.meie.com.pl
Wyszukiwarka
Podobne podstrony:
monter instrumentow muzycznych 731[02] z2 02 u
monter instrumentow muzycznych 731[02] z2 01 u
monter instrumentow muzycznych 731[02] z2 04 u
monter instrumentow muzycznych 731[02] z2 05 n
monter instrumentow muzycznych 731[02] z2 01 n
monter instrumentow muzycznych 731[02] z2 03 n
monter instrumentow muzycznych 731[02] z2 05 u
monter instrumentow muzycznych 731[02] z2 02 n
monter instrumentow muzycznych 731[02] z2 03 u
monter instrumentow muzycznych 731[02] z2 03 u
monter instrumentow muzycznych 731[02] z2 04 n
monter instrumentow muzycznych 731[02] z2 05 n
monter instrumentow muzycznych 731[02] z2 01 u
monter instrumentow muzycznych 731[02] z2 04 u
monter instrumentow muzycznych 731[02] z2 02 n
więcej podobnych podstron