„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Marek Sawicki
Rozróżnianie materiałów konstrukcyjnych i części maszyn
723[05].Z1.01
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Jolanta Skoczylas
mgr inż. Sylwester Karbowiak
Opracowanie redakcyjne:
mgr inż. Marek Sawicki
Konsultacja:
dr inż. Jacek Przepiórka
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 723[05].Z1.01
„Rozróżnianie materiałów konstrukcyjnych i części maszyn”,
zawartego w modułowym
programie nauczania dla zawodu monter-instalator urządzeń technicznych w budownictwie
wiejskim.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
4
2. Wymagania wstępne
6
3. Cele kształcenia
7
4. Materiał nauczania
8
4.1. Materiały konstrukcyjne stosowane w budownictwie wiejskim
8
4.1.1. Materiał nauczania
8
4.1.2. Pytania sprawdzające
9
4.1.3. Ćwiczenia
9
4.1.4. Sprawdzian postępów
10
4.2. Stopy żelaza
11
4.2.1. Materiał nauczania
11
4.2.2. Pytania sprawdzające
15
4.2.3. Ćwiczenia
15
4.2.4. Sprawdzian postępów
16
4.3. Metale nieżelazne i ich stopy
17
4.3.1. Materiał nauczania
17
4.3.2. Pytania sprawdzające
20
4.3.3. Ćwiczenia
20
4.3.4. Sprawdzian postępów
21
4.4. Tworzywa sztuczne, drewno, materiały uszczelniające
22
4.4.1. Materiał nauczania
22
4.4.2. Pytania sprawdzające
31
4.4.3. Ćwiczenia
32
4.4.4. Sprawdzian postępów
33
4.5. Ręczna i mechaniczna obróbka metali
34
4.5.1. Materiał nauczania
34
4.5.2. Pytania sprawdzające
38
4.5.3. Ćwiczenia
39
4.5.4. Sprawdzian postępów
40
4.6. Połączenia materiałów i elementów: rozłączne i nierozłączne
41
4.6.1. Materiał nauczania
41
4.6.2. Pytania sprawdzające
46
4.6.3. Ćwiczenia
47
4.6.4. Sprawdzian postępów
47
4.7. Podział maszyn i urządzeń stosowanych w budownictwie wiejskim oraz
ich części i podzespoły
48
4.7.1. Materiał nauczania
48
4.7.2. Pytania sprawdzające
50
4.7.3. Ćwiczenia
50
4.7.4. Sprawdzian postępów
51
4.8. Tolerancje i pasowania w budowie maszyn
52
4.8.1. Materiał nauczania
52
4.8.2. Pytania sprawdzające
54
4.8.3. Ćwiczenia
54
4.8.4. Sprawdzian postępów
55

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
4.9. Materiały eksploatacyjne – smary i oleje hydrauliczne, lakiery i środki
konserwujące
56
4.9.1. Materiał nauczania
56
4.9.2. Pytania sprawdzające
58
4.9.3. Ćwiczenia
58
4.9.4. Sprawdzian postępów
59
4.10. Przyczyny zużycia części maszyn i urządzeń oraz metody przedłużania
ich trwałości
60
4.10.1. Materiał nauczania
60
4.10.2. Pytania sprawdzające
63
4.10.3. Ćwiczenia
63
4.10.4. Sprawdzian postępów
64
4.11. Normalizacja i unifikacja
65
4.11.1. Materiał nauczania
65
4.11.2. Pytania sprawdzające
66
4.11.3. Ćwiczenia
66
4.11.4. Sprawdzian postępów
67
4.12. Przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska
68
4.12.1. Materiał nauczania
68
4.12.2. Pytania sprawdzające
69
4.12.3. Ćwiczenia
69
4.12.4. Sprawdzian postępów
70
5. Sprawdzian osiągnięć
71
6. Literatura
76

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy z zakresu budowy maszyn
i urządzeń, rodzajach obciążeń działających na poszczególne elementy, zastosowaniu
podstawowych materiałów konstrukcyjnych, a także ułatwi Ci dobrać materiały
eksploatacyjne.
W poradniku zamieszczono:
−
wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiedzy, które powinieneś
mieć opanowane, aby przystąpić do realizacji tej jednostki modułowej,
−
cele kształcenia tej jednostki modułowej,
−
materiał nauczania (rozdział 4), który umożliwia samodzielne przygotowanie się do
wykonania ćwiczeń i zaliczenia sprawdzianów. Obejmuje on również ćwiczenia, które
zawierają wykaz materiałów, narzędzi i sprzętu, potrzebnych do realizacji ćwiczeń. Przed
ćwiczeniami zamieszczono pytania sprawdzające wiedzę potrzebną do ich wykonania. Po
ćwiczeniach zamieszczony został sprawdzian postępów. Wykonując sprawdzian
postępów, powinieneś odpowiadać na pytania tak lub nie, co oznacza, że opanowałeś
materiał albo nie,
−
sprawdzian osiągnięć, w którym zamieszczono instrukcję dla ucznia oraz zestaw zadań
testowych sprawdzających opanowanie wiedzy i umiejętności z zakresu całej jednostki.
Zamieszczona została także karta odpowiedzi,
−
wykaz literatury obejmujący zakres wiadomości, dotyczący tej jednostki modułowej,
który umożliwi Ci pogłębienie nabytych umiejętności.
Jeżeli będziesz mieć trudności ze zrozumieniem tematu lub ćwiczenia, to poproś
nauczyciela o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych, wynikających z rodzaju
wykonywanych prac. Przepisy te poznasz podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
Schemat układu jednostek modułowych
723[05].Z1
Technologia obróbki materiałów
723[05].Z1.01
Rozróżnianie materiałów
konstrukcyjnych i części
maszyn
723[05].Z1.02
Wykonywanie obróbki ręcznej
materiałów
723[05].Z1.03
Wykonywanie obróbki
mechanicznej materiałów

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
rozpoznawać podstawowe materiały konstrukcyjne maszyn,
−
posługiwać się podstawowymi pojęciami z zakresu budowy maszyn,
−
wykonywać szkice podstawowymi technikami rysunkowymi,
−
przygotowywać narzędzia i sprzęt do pracy,
−
stosować podstawowe przepisy bezpieczeństwa i higieny pracy,
−
stosować przepisy dotyczące ochrony przeciwpożarowej,
−
stosować przepisy dotyczące ochrony środowiska,
−
korzystać z różnych źródeł informacji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
rozróżnić materiały konstrukcyjne metalowe stosowane w budownictwie wiejskim,
–
scharakteryzować stopy żelaza oraz metale nieżelazne i ich stopy,
–
określić właściwości oraz zastosowanie materiałów konstrukcyjnych metalowych
i niemetalowych,
–
scharakteryzować materiały stosowane do wykonywania uszczelnień,
–
określić zasady wykonywania prac wchodzących w zakres obróbki ręcznej
i mechanicznej,
–
scharakteryzować połączenia rozłączne i nierozłączne materiałów i części maszyn,
–
określić zasady wykonywania połączeń rozłącznych i nierozłącznych,
–
sklasyfikować maszyny i urządzenia stosowane w budownictwie wiejskim,
–
rozróżnić podstawowe części i podzespoły maszyn i urządzeń,
–
określić zasady tolerancji i pasowania w budowie maszyn,
–
rozróżnić materiały eksploatacyjne,
–
wyjaśnić przyczyny zużycia i uszkodzenia elementów maszyn,
–
określić przyczyny i skutki korozji,
–
określić metody i środki przedłużania trwałości elementów maszyn i urządzeń,
–
scharakteryzować zasady normalizacji i unifikacji,
–
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
4. MATERIAŁ NAUCZANIA
4.1.
Materiały konstrukcyjne stosowane w budownictwie
wiejskim
4.1.1. Materiał nauczania
Materiałami w pojęciu technicznym nazywane są ciała stałe o właściwościach
umożliwiających ich stosowanie przez człowieka do wytwarzania produktów.
Materiałami inżynierskimi natomiast, nazywamy materiały konstrukcyjne, które są
wykorzystywane do budowy maszyn i urządzeń.
Wśród materiałów o znaczeniu technicznym można wyróżnić:
–
materiały naturalne, wymagające jedynie nadania kształtu, do technicznego zastosowania,
–
materiały inżynierskie, nie występujące w naturze, lecz wymagające zastosowania
złożonych procesów wytwórczych do ich przystosowania do potrzeb technicznych, po
wykorzystaniu surowców dostępnych w naturze.
Przykładami materiałów naturalnych są: drewno, niektóre kamienie, skały, minerały.
Do podstawowych grup materiałów inżynierskich tradycyjnie są zaliczane: metale i ich
stopy, polimery, materiały ceramiczne.
Do materiałów konstrukcyjnych zaliczamy metale i ich stopy, polimery, ceramikę
i kompozyty.
Metale są to materiały, które w stanie stałym charakteryzują się następującymi
właściwościami: dobre przewodnictwo ciepła i elektryczności, połysk, plastyczność.
Właściwości te wynikają z wiązania metalicznego występującego pomiędzy atomami
tworzącymi metal i budowy krystalicznej. Dzielimy je na dwie grupy:
–
żelazne (żelazo i jego stopy – surówki, stale, staliwa, żeliwa, żelazostopy),
–
nieżelazne (kolorowe) – aluminium, miedź, magnez, cynk, cyna, ołów oraz ich stopy.
Polimery są nazywane także tworzywami wielkocząsteczkowymi. Dzielą się na naturalne
i sztuczne. Naturalne nazywane biopolimerami otrzymuje się poprzez obróbkę i częściową
modyfikacje surowców naturalnych. Sztuczne powstają w wyniku łączenia najczęściej
wiązaniami kowalencyjnymi, wielu identycznych niewielkich ugrupowań atomów, zwanych
monomerami.
Ceramiką nazywamy nieorganiczne związki metali z tlenem, azotem, węglem, borem
i innymi pierwiastkami. Atomy są połączone wiązaniem jonowym i kowalencyjnym. Po
zaformowaniu materiały ceramiczne wygrzewane są w wysokich temperaturach.
Kompozyty są połączeniem dwóch lub więcej odrębnych nie rozpuszczających się
w sobie faz, z których każda odpowiada innemu podstawowemu materiałowi inżynierskiemu,
zapewniającymi lepszy zespół właściwości i cech strukturalnych, od właściwych dla każdego
z materiałów składowych oddzielnie.
Zaprojektowana, a następnie wykonana konstrukcja powinna odpowiadać wymaganiom
eksploatacyjnym, ekonomicznym oraz technologicznym.
Wymagania eksploatacyjne obejmują przystosowanie konstrukcji do niezawodnej
realizacji określonych zadań, wytrzymałość mechaniczną i odporność na zużycie, odporność
na korozyjne działanie środowiska, zabezpieczenie przed przeciążeniem itd.
Wymagania ekonomiczne sprowadzają się do rentowności osiąganej dzięki niskim
kosztom wytwarzania przy wysokiej wydajności urządzenia, oraz małemu zużyciu materiału.
Wymagania
technologiczne
obejmują
warunki
dotyczące
prostoty
procesów
technologicznych, łatwy montaż i demontaż oraz możliwość dokonywania napraw urządzenia
prostymi sposobami.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
We wszystkich trzech grupach wymagań możemy zauważyć warunki, które bezpośrednio
odnoszą się do materiału, z którego ma powstać urządzenie.
Konstruktor odpowiedzialny za prawidłowe opracowanie projektu powinien dokonać
pełnej analizy materiałów, biorąc pod uwagę ich właściwości mechaniczne, technologiczne,
plastyczne, cieplne, elektryczne, magnetyczne oraz chemiczne.
Coraz większe znaczenie w doborze materiałów konstrukcyjnych ma ochrona
środowiska. Konstruktor decydujący o wyborze materiału powinien również uwzględniając
tendencję powrotu do stosowania materiałów naturalnych (np. drewno), z drugiej zaś
konieczność ich oszczędzania.
Innym ważnym czynnikiem związanym z ochroną środowiska jest możliwość
odzyskiwania i wielokrotnego użycia materiałów (recycling) używanych do budowy maszyn
i urządzeń.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie materiały nazywamy konstrukcyjnymi?
2. Jak klasyfikujemy materiały o znaczeniu technicznym?
3. Z jakich materiałów wykonujemy elementy konstrukcyjne?
4. Jakimi właściwościami charakteryzują się metale i ich stopy?
5. Jakie wymagania powinien uwzględniać konstruktor przy doborze materiałów?
4.1.3. Ćwiczenia
Ćwiczenie 1
Spośród materiałów przedstawionych na planszy wskaż materiały konstrukcyjne i umieść
ich nazwy zapisane na kartkach samoprzylepnych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować uważnie planszę przedstawiającą materiały,
2) rozpoznać i wskazać materiały konstrukcyjne przedstawione na planszy,
3) przeczytać nazwy umieszczone na kartkach samoprzylepnych,
4) umieścić kartki z nazwami przy właściwych materiałach,
5) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
plansza z materiałami,
–
kartki samoprzylepne z nazwami materiałów konstrukcyjnych,
–
literatura z rozdziału 6 dotycząca materiałów konstrukcyjnych.
Ćwiczenie 2
Rozpoznaj metalowe materiały konstrukcyjne spośród próbek materiałów znajdujących
się na stole w pracowni i podpisz je.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) obejrzeć uważnie próbki materiałów,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
2) rozpoznać i wybrać próbki metalowych materiałów konstrukcyjnych,
3) podpisać rozpoznane materiały,
4) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
próbki materiałów,
–
przybory do pisania i papier,
–
literatura z rozdziału 6 dotycząca materiałów konstrukcyjnych.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić materiały konstrukcyjne?
2)
sklasyfikować materiały o znaczeniu technicznym?
3)
rozróżnić materiały konstrukcyjne?
4)
scharakteryzować właściwości metali i ich stopów?
5)
określić
wymagania
jakim
powinny
odpowiadać
materiały
konstrukcyjne?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
4.2. Stopy żelaza
4.2.1. Materiał nauczania
Metale w stanie czystym, np. żelazo wysokiej czystości, są rzadko stosowane
w przemyśle i technice ze względu na nieodpowiednie właściwości wytrzymałościowe.
W technice stosuje się przeważnie stopy metali, powstałe w wyniku stopienia dwu lub
większej liczby składników, z których przynajmniej jeden (użyty w przeważającej ilości) jest
metalem (klasyfikacja metali jest podana w PN–90/H–01010/01).
Podstawowymi stopami stosowanymi w technice są stopy żelaza z węglem. Produktem
wyjściowym, z którego otrzymuje się techniczne stopy żelaza z węglem, jest surówka
otrzymywana w wielkim piecu z rudy żelaza. Stopy żelaza z węglem zawierają również
domieszki pochodzące z procesu metalurgicznego w postaci krzemu, manganu, siarki
i fosforu.
Siarka i fosfor są domieszkami szkodliwymi. Zawartość siarki powoduje kruchość stopu
na gorąco, a zawartość fosforu kruchość na zimno oraz pogarsza właściwości plastyczne
i udarność stopu. Stopy żelaza z węglem dzieli się na surówki, stale i żeliwa.
Surówka. Jest to stop żelaza z węglem (ponad 2%) i innymi składnikami (Si, Mn, P, S),
otrzymany w wyniku redukcji rudy w wielkim piecu, stanowi materiał wyjściowy do
produkcji stali.
Rozróżnia się surówkę białą, która jest stosowana do dalszej przeróbki na stal, oraz
surówkę szarą, której używa się do dalszej przeróbki na żeliwo. Surówki te dzieli się jeszcze
na wiele gatunków w zależności od zawartości domieszek i struktury.
Stal otrzymuje się w wyniku przeróbki surówki, a ponieważ stal może zawierać do 2%
węgla, podczas gdy surówka zawiera 3,2–4,3% węgla, więc głównym celem procesu
otrzymywania stali jest odwęglenie surówki. Podczas przerobu surówki na stal zarówno
węgiel, jak i domieszki ulegają częściowemu wypaleniu.
Otrzymana w ten sposób ciekła stal użyta na odlewy nazywa się staliwem, a odlana we
wlewki i przewalcowana na walcarkach, zwanych zgniataczami, nazywa się stalą.
Podstawę podziału i klasyfikacji stali stanowią najczęściej skład chemiczny
i zastosowanie.
Ze względu na skład chemiczny stale dzieli się na węglowe i stopowe.
Uwzględniając zastosowanie stale dzieli się na: konstrukcyjne, narzędziowe i o szczególnych
właściwościach.
W stali węglowej głównym składnikiem wpływającym na właściwości jest węgiel,
a małe ilości takich składników, jak: krzem, mangan, miedź, nikiel, chrom, fosfor i siarka,
pochodzą z procesów metalurgicznych i złomu.
Stalą stopową nazywamy taką, która oprócz węgla zawiera celowo dodane domieszki
jednego lub kilku pierwiastków podwyższających właściwości mechaniczne, hartowność oraz
nadające specjalne właściwości chemiczne i fizyczne.
Stale konstrukcyjne węglowe są stosowane do wyrobu części i urządzeń oraz elementów
konstrukcji.
Stale konstrukcyjne węglowe zwykłej jakości są znakowane literami St i liczbami
porządkowymi od 0 do 7 (np. St5), określającymi numer gatunku w miarę wzrastającej
zawartości węgla. Litera S na końcu znaku oznacza, że stal jest przeznaczona na konstrukcje
spawane, np. St2S. Litera V na końcu znaku oznacza stal o ograniczonej zawartości węgla,
a litera W – stal o ograniczonej zawartości węgla, fosforu i siarki. Litera X na końcu znaku
oznacza stal nieuspokojoną, a litera Y – stal półuspokojoną. Zawartość miedzi w stali jest
oznaczana symbolem Cu na końcu znaku. Gatunki od 0 do 4 występują wyłącznie jako
spawalne, czyli zawsze z literą S na końcu znaku (StOS, St2S, St3S i St4S).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Stale konstrukcyjne węglowe wyższej jakości są stosowane na części maszyn
i konstrukcji poddawanych obróbce cieplnej przez normalizowanie i ulepszanie cieplne,
a w przypadku stali niskowęglowych – również przez nawęglanie.
Stale konstrukcyjne węglowe o specjalnym przeznaczeniu o składzie chemicznym
i właściwościach określonych szczegółowymi wymaganiami norm i warunków odbioru mają
zastosowanie między innymi do wyrobu:
–
drutów patentowych ogólnego przeznaczenia – gatunki D35, D45, D85,
–
drutów na sprężyny – gatunki DS75, DS88, DS65G,
–
drutów i elektrod do spawania, np. gatunek Sp1,
–
ogniw łańcuchów technicznych i okrętowych – gatunki 10E, 15E,
–
na obręcze kół kolejowych – gatunek P70.
Do grupy tej zalicza się również stal o specjalnych właściwościach fizycznych (Żelazo
Armco) gatunek E04A, stosowaną na blachy magnetyczne miękkie, stal automatową
przeznaczoną do obróbki skrawaniem na automatach o gatunkach A35 i A45 o podwyższonej
do 0,25% zawartości siarki i do 0,15% zawartości fosforu. Zawartość tych składników
powoduje powstawanie podczas obróbki skrawaniem bardzo krótkich i łamliwych wiórów.
Stali tej jednak nie można stosować na części bardziej odpowiedzialne.
Stale konstrukcyjne stopowe są znakowane cyframi i literami. Pierwsze dwie cyfry
określają średnią zawartość węgla w setnych procentu, a litery oznaczają pierwiastki stopowe.
Stale konstrukcyjne do nawęglania mają zawartość węgla do 0,25%. Do nawęglania
stosuje się stale konstrukcyjne węglowe wyższej jakości (10, 15 i 20) oraz stale stopowe.
Stale węglowe używa się na części mniej obciążone, które nie muszą się odznaczać dużą
wytrzymałością. Ze stali do nawęglania wykonuje się części, które muszą mieć twardą
(do 68 HRC) i odporną na ścieranie powierzchnię oraz miękki i odporny na zmienne
obciążenia rdzeń.
Stale do ulepszania cieplnego mają zawartość węgla w zakresie 0,25–0,50%. Do
ulepszania cieplnego używa się zarówno stali węglowych konstrukcyjnych wyższej jakości
jak stali stopowych, które mają lepsze właściwości mechaniczne, fizyczne i chemiczne.
W budowie maszyn i urządzeń większość odpowiedzialnych części wykonuje się ze stali
konstrukcyjnych stopowych. Części o małych przekrojach (do ok. 40 mm), które są narażone
na zginanie i skręcanie, jak np.: wały i osie, wykonuje się ze stali manganowych, a jeżeli
dodatkowo mają być odporne na ścieranie – to ze stali manganowo-krzemowych. Na części
o większych przekrojach mocno obciążonych stosuje się stale chromowo-molibdenowe.
Stale sprężynowe mogą być węglowe i stopowe (wg PN–74/H–84032). W stalach
węglowych zawartość węgla wynosi 0,6–0,9%. Stosuje się je na mało odpowiedzialne
sprężyny hartowane i odpuszczane. Sprężyny o małych przekrojach wykonuje się ze stali
krzemowych.
Stale stopowe konstrukcyjne do azotowania stosuje się na mocno obciążone sworznie,
wały korbowe, korbowody, wały rozrządu i inne części. Na części te jest używana stal
38 HMJ. Azotowanie stosuje się w celu uzyskania bardzo twardej warstwy powierzchniowej
odpornej na ścieranie i zmęczenie, a jednocześnie rdzenia o dużej wytrzymałości.
Stale na łożyska toczne odznaczają się dobrymi właściwościami mechanicznymi,
odpornością na ścieranie, dobrą obrabialnością i hartownością. Są to stale wysokowęglowo-
chromowe, zawierające 0,7–1,65% Cr i oko 1 % węgla.
Stale
stopowe
konstrukcyjne
o
specjalnym
przeznaczeniu
produkuje
się
z przeznaczeniem do określonych zastosowań zgodnie z zaleceniami norm państwowych
i branżowych lub warunków technicznych. Na przykład stal manganowa jest używana na haki
i śruby sprzęgowe w kolejnictwie. Stal niklowa jest stosowana na: odkuwki w przemyśle
lotniczym. Łańcuchy dla górnictwa są wykonywane ze stali chromowo-manganowej. Blachy
kotłowe wykonuje się ze stali manganowej. Specjalne druty spawalnicze wykonuje się ze stali

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
manganowej i z dodatkiem krzemu.
Stale narzędziowe. Stale te są stosowane do wyrobu różnego rodzaju narzędzi oraz
bardziej odpowiedzialnych części przyrządów pomiarowych. Stale narzędziowe dzieli się na
węglowe, stopowe do pracy na zimno, stopowe do pracy na gorąco i szybkotnące.
Stale narzędziowe węglowe (PN–84/H–85020) dzieli się na stale płytko hartujące się
i głęboko hartujące się. Stale płytko hartujące się są stosowane do wyrobu narzędzi, których
średnica lub grubość nie przekracza 20 mm, a głęboko hartujące się – do wyrobu narzędzi
o średnicy lub grubości ponad 20 mm. Znak stali węglowej narzędziowej składa się z litery
N oznaczającej stal narzędziową oraz z liczby określającej przybliżoną zawartość węgla
wyrażoną w dziesiętnych częściach procentu. Stale narzędziowe węglowe nadają się na
narzędzia, które nie nagrzewają się w czasie pracy do temperatury powyżej 180°C, gdyż po
przekroczeniu tej temperatury stal ulega odpuszczeniu, co powoduje obniżenie twardości
narzędzia i jego szybkie zużycie.
Stale stopowe narzędziowe do pracy na zimno (PN–86/H–85023) są przeznaczone na
narzędzia do obróbki materiału w stanie zimnym oraz na części przyrządów i narzędzi
pomiarowych, które powinny być odporne na ścieranie i nie odkształcać się podczas
hartowania.
Stale stopowe narzędziowe do pracy na gorąco (PN–86/H–85021) są używane do wyrobu
narzędzi kształtujących materiał w stanie nagrzanym lub ciekłym, czyli na matryce kuzienne,
walce, ciągadła i formy do odlewania pod ciśnieniem.
Stale szybkotnące stosuje się do wyrobu narzędzi skrawających. Stale te zachowują
twardość i zdolność skrawania w warunkach powodujących nagrzewanie się narzędzi do
600°C. Norma PN–86/H–85022 podaje 10 gatunków tych stali. Znak stali składa się z litery S
oznaczającej stal szybkotnącą, litery oznaczającej główny składnik stopowy oraz liczby
określającej średnią zawartość tego składnika w procentach. Na przykład znak SW18 oznacza
stal szybkotnącą, której głównym składnikiem jest wolfram w ilości ok. 18%. Stale
szybkotnące zawierają od 0,75 do 1,45% węgla i osiągają twardość do 66 HRC po
zahartowaniu i odpuszczeniu. Charakterystyczną cechą jest wzrost twardości po odpuszczeniu
uprzednio zahartowanych stali szybkotnących.
Stale o specjalnych właściwościach fizycznych i chemicznych. Stale te są stosowane na
części maszyn i urządzeń pracujących w ośrodkach korodujących i w podwyższonych
temperaturach, a także są to stale o szczególnych właściwościach mechanicznych
i magnetycznych.
Stale odporne na korozję, czyli nierdzewne i kwasoodporne, są to stale stopowe
chromowe zawierające 12–25% Cr. Niektóre z nich zawierają również do 29% niklu. Stale te,
zależnie od gatunku, są odporne na korozję atmosferyczną oraz korozję w kwasach i innych
ośrodkach korodujących.
Stale żaroodporne są przeznaczone do pracy w wysokich temperaturach. Są to
przeważnie stale chromowo-niklowe, zawierające 5,5–26% Cr i do 25% Ni oraz do 2,5%
krzemu. Stale te, zależnie od gatunku, zawierają dodatki aluminium, molibdenu i tytanu, ale
wówczas mają małą zawartość niklu. Do grupy tych stali zalicza się również stale na zawory
silników spalinowych.
Stale o specjalnych właściwości mechanicznych odznaczają się bardzo dużą
wytrzymałością i odpornością na ścieranie; typowa jest stal 11G12, zwana również stalą
Hadfielda. Stal ta jest stosowana na szczęki kruszarek, rozjazdy kolejowe, kule i płyty do
młynów i tulejki łańcuchów gąsienicowych.
Stale o specjalnych właściwościachh magnetycznych są stosowane na magnesy trwałe.
Ze stali tych wykonuje się wszelkiego rodzaju magnesy.
Stale magnetyczne miękkie znalazły zastosowanie w postaci blach na rdzenie
transformatorów. Mają one minimalną zawartość węgla (do 0,09%) i do 4,5% krzemu oraz

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
poniżej 0,015% fosforu i siarki.
Staliwem nazywa się stal o zawartości węgla od 0,1 do 0,6%, nie poddaną obróbce
plastycznej i odlaną w formy odlewnicze. Staliwo otrzymuje się – tak jak stal –
w konwertorach oraz piecach martenowskich i elektrycznych. Rozróżnia się staliwo węglowe
i stopowe.
Staliwo węglowe konstrukcyjne (PN–86/H–83152), w zależności od wymaganych
właściwości, dzieli się na 2 grupy: I – zwykłej jakości, II – wysokiej jakości. W każdej grupie
norma określa 5 gatunków staliwa różniących się między sobą wytrzymałością, twardością
i zawartością węgla.
Gatunek staliwa określa znak, który składa się z litery L na początku znaku i trzycyfrowej
liczby określającej wymaganą minimalną wartość wytrzymałości na rozciąganie oraz cyfry
rzymskiej podającej grupę staliwa. Na przykład L 400 I oznacza staliwo konstrukcyjne
węglowe grupy I o wytrzymałości na rozciąganie 400 MPa.
Staliwo konstrukcyjne stopowe zawiera 0,15–0,4% węgla oraz dodatki stopowe. Staliwa
stopowe są stosowane na odlewy elementów bardziej obciążonych oraz – zależnie od
składników stopowych – na elementy pracujące w podwyższonych temperaturach
i środowiskach powodujących korozję, a także na części narażone na ścieranie.
Żeliwo otrzymuje się przez przetopienie surówki z dodatkiem złomu żeliwnego
i stalowego w piecu zwanym żeliwiakiem.
Żeliwo odznacza się dobrymi właściwościami odlewniczymi i jest używane do wyrobu
wielu części samochodów i maszyn wytwarzanych odlewaniem. Węgiel zawarty w żeliwie
może występować w postaci grafitu lub cementytu. Zawartość krzemu i wolne stygnięcie
odlewu sprzyja wydzielaniu się węgla w postaci grafitu, a zawartość manganu i szybkie
stygnięcie wpływa na wydzielanie się węgla w postaci cementytu.
Żeliwo, w którym węgiel wydzielił się w postaci grafitu, nazywa się żeliwem szarym,
a żeliwo, w którym węgiel wydzielił się w postaci cementytu, nosi nazwę żeliwa białego.
Rozróżnia się następujące rodzaje żeliw: szare, białe, modyfikowane sferoidalne,
ciągliwe i stopowe.
Żeliwo szare odznacza się dobrymi właściwościami odlewniczymi, dużą wytrzymałością
na ścieranie i małą udarnością. Rozróżnia się siedem gatunków żeliwa szarego.
Żeliwo szare ma zastosowanie przede wszystkim na odlewy kadłubów obrabiarek,
silników spalinowych i innych urządzeń oraz płyty fundamentowe. Żeliwo stosuje się na
bardziej odpowiedzialne części, między innymi na tuleje cylindrowe silników spalinowych
oraz tarcze dociskowe sprzęgieł i bębny hamulcowe samochodów.
Żeliwo białe nie nadaje się na części konstrukcyjne, gdyż ze względu na dużą zawartość
cementytu jest twarde, kruche i nieobrabialne. Zastosowanie znajduje jedynie żeliwo
zabielone, którego struktura przy powierzchni zawiera odporny na ścieranie cementyt,
podczas gdy reszta odlewu zawiera węgiel w postaci grafitu. Odlewy z żeliwa białego
wykonuje się przede wszystkim jako produkt wyjściowy do otrzymania żeliwa ciągliwego.
Żeliwo modyfikowane charakteryzuje się rozłożonym grafitem płytkowym na drobnym
podłożu perlitycznym. Otrzymuje się je przez dodanie do żeliwa ciekłego tzw.
modyfikatorów, np. stopu krzemu z wapniem.
Żeliwem sferoidalnym nazywa się żeliwo, w którym grafit występuje w postaci kulistej
(sferoidalnej) i otrzymuje się je w wyniku dodania magnezu do ciekłego żeliwa.
Żeliwo ciągliwe otrzymuje się przez długotrwałe wyżarzanie odlewów z żeliwa białego.
W wyniku wyżarzania następuje rozkład cementytu na grafit i żelazo. Żeliwo ciągliwe
odznacza się bardzo dobrymi właściwościami mechanicznymi i dobrą plastycznością.
Żeliwo ciągliwe białe stosuje się na cienkościenne odlewy, jak np. obudowa tylnego
mostu i przekładni kierowniczej samochodu. Żeliwo to charakteryzuje się dobrą
spawalnością, ale złą skrawalnością.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Żeliwo ciągliwe czarne stosuje się na drobne części maszyn i urządzeń, jak np.
wsporniki, wieszaki oraz łączniki rur.
Żeliwa stopowe λ zawierają dodatki stopowe. Żeliwa krzemowe zawierają również
mangan, a niektóre z nich jeszcze chrom i molibden. Są stosowane na odlewy ognio –
i żaroodporne oraz odporne na korozję i czynniki chemiczne. Żeliwa aluminiowe zawierają
ponadto krzem, mangan i chrom i są używane na odlewy ognio – i żaroodporne oraz
stosowane w warunkach ośrodków gazowych zawierających tlen, związki tlenowe, związki
węgla i siarki. Żeliwa chromowe zawierają oprócz chromu krzem i mangan i są używane na
odlewy tulei i bloków cylindrowych oraz głowic silników spalinowych, tarcz sprzęgłowych,
bębnów hamulcowych oraz odlewy żaroodporne, odporne na ścieranie, korozję i działanie
czynników chemicznych. Żeliwa manganowe zawierają również krzem, aluminium, miedź
i nikiel. Są stosowane na odlewy niemagnetyczne oraz odporne na działanie ośrodków
gazowych i czynników chemicznych. Żeliwa niklowe zawierają również krzem i mangan. Są
używane na odlewy aparatury chemicznej pracującej w słabo korodujących ośrodkach oraz na
odlewy odporne na korozję i ścieranie, jak tuleje cylindrowe i gniazda zaworów silników
spalinowych.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są główne składniki stopów żelaza?
2. W jaki sposób otrzymuje się stal?
3. Jak klasyfikuje się stal ze względu na zastosowanie?
4. Jakie jest przeznaczenie stali narzędziowych?
5. Jak otrzymuje się żeliwo?
6. Jakie jest przeznaczenie żeliwa?
4.2.3. Ćwiczenia
Ćwiczenie 1
Przyporządkuj kartki z nazwami stopów do charakterystyk stopów żelaza zapisanych na
kartkach.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać literaturę z rozdziału 6 dotyczącą stopów żelaza, określona przez nauczyciela,
2) przeczytać uważnie charakterystyki stopów żelaza zapisane na kartkach,
3) rozpoznać charakterystyki stopów żelaza,
4) przeczytać nazwy stopów zapisane na kartkach,
5) przyporządkować nazwy do rozpoznanych charakterystyk stopów żelaza,
6) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
kartki z charakterystykami stopów żelaza,
–
kartki samoprzylepne z nazwami stopów żelaza,
–
literatura z rozdziału 6 dotycząca stopów żelaza.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Ćwiczenie 2
Rozpoznaj, z jakich materiałów wykonane są części maszyn znajdujące się w pracowni
i pogrupuj je w zależności od rozpoznanego materiału.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać literaturę z rozdziału 6 dotyczącą materiałów konstrukcyjnych, określoną
przez nauczyciela,
2) obejrzeć uważnie części maszyn,
3) rozpoznać materiał z jakiego wykonana jest część maszyny,
4) pogrupować rozpoznane części w zależności od materiału,
5) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
części maszyn,
–
literatura z rozdziału 6 dotycząca stopów żelaza.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić główne składniki stopów żelaza?
2)
scharakteryzować sposób otrzymywania stali?
3)
sklasyfikować stale ze względu na zastosowanie?
4)
określić sposób otrzymywania żeliwa?
5)
określić cechy żeliwa?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.3. Metale nieżelazne i ich stopy
4.3.1. Materiał nauczania
Miedź i jej stopy
Miedź jest metalem o barwie czerwonozłotej. Jest odporna na korozję, plastyczna
i dobrze przewodzi ciepło i prąd elektryczny. Można jaobrabiać plastycznie na zimno lub na
gorąco w temperaturze ok. 700°C. Stosuje się na przewody elektryczne, elementy chłodnic
i innych urządzeń w przemyśle spożywczym i chemicznym oraz – przede wszystkim – jako
składnik stopów. Niskie właściwości wytrzymałościowe czystej miedzi ograniczały jej
zastosowanie i dlatego rozpoczęto wprowadzanie do miedzi różnych składników stopowych.
Miedź stopowa zawiera składniki stopowe w ilości nie przekraczającej 3%:
arsenowa – jest stosowana na części aparatury chemicznej i innych urządzeń. Jest ona
odporna na utlenianie w podwyższonej temperaturze.
chromowa – jest używana na elektrody do zgrzewarek.
kadmowa – jest używana na przewody trakcji elektrycznej.
Oprócz wyżej wymienionych gatunków miedzi stopowej stosuje się też miedź srebrową,
manganową, cynową, cynkową i telurową.
Znak miedzi stopowej jest określony symbolem miedzi, następnie symbolem składnika
stopowego i liczbą określającą zawartość procentową składnika stopowego, np. symbol
gatunku CuAg2 oznacza miedź srebrową o zawartości 1,85–2,15% Ag.
Jest to stop miedzi z cynkiem zawierającym 46,5–97% miedzi. Mosiądze specjalne
zawierają (oprócz miedzi i cynku) mangan, ołów, żelazo, aluminium, krzem, nikiel i cynę.
Mosiądz jest odporny na korozję, ma dobre właściwości plastyczne i odlewnicze oraz
odznacza się dobrą skrawalnością. Właściwości mechaniczne mosiądzów zależą od
zawartości cynku. Ze wzrostem zawartości cynku zwiększa się wytrzymałość i plastyczność.
Największą wytrzymałość (ok. 420 MPa) osiąga mosiądz o zawartości 45% cynku. Dalszy
wzrost zawartości cynku powoduje kruchość stopu. Mosiądze dają się łączyć przez lutowanie
miękkie i twarde oraz przez spawanie acetylenowe. Mosiądze dzieli się na odlewnicze i do
obróbki plastycznej.
Mosiądze odlewnicze są stopami wieloskładnikowymi i zawierają: ołów, mangan,
aluminium, żelazo i krzem. Ołów i krzem poprawiają lejność, a aluminium, mangan i żelazo
podwyższają właściwości wytrzymałościowe. Aluminium i krzem podwyższają odporność na
korozję i dlatego mosiądze aluminiowe i krzemowe są stosowane na odlewy części, które
powinny być odporne na korozję i ścieranie.
Mosiądze do obróbki plastycznej mają mniejszą zawartość składników stopowych niż
mosiądze odlewnicze, ponieważ zwiększona zawartość niektórych dodatków stopowych
pogarsza właściwości plastyczne stopu. Mosiądze do obróbki plastycznej są stosowane
w postaci odkuwek, prętów, kształtowników, drutów, blach, rur i taśm. Mosiądze
dwuskładnikowe, czyli bez dodatków stopowych, mają dużą podatność do obróbki
plastycznej, szczególnie na zimno. Mosiądze wieloskładnikowe, czyli specjalne, z dodatkiem
aluminium, niklu, manganu, żelaza i ołowiu, znalazły duże zastosowanie w przemyśle
okrętowym i elektromaszynowym. Nadają się do obróbki plastycznej na gorąco, są odporne
na korozję i mają podwyższone właściwości mechaniczne. Największe zastosowanie
w przemyśle samochodowym ma mosiądz.
Brązy dzieli się na odlewnicze i do obróbki plastycznej. W zależności od nazwy
głównego składnika stopowego rozróżnia się brązy: cynowe, aluminiowe, berylowe,
krzemowe, manganowe i inne, lecz zazwyczaj, gdy brązy są stopami wieloskładnikowymi to
i nazwy ich są bardziej złożone (np. brąz krzemowo-cynkowo-manganowy).
Brązy odlewnicze są przeważnie wieloskładnikowe i zawierają: cynę, ołów, aluminium,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
krzem, cynk, mangan, żelazo, nikiel i fosfor. Ołów polepsza lejność stopu, a aluminium,
żelazo, mangan i nikiel podwyższają właściwości mechaniczne. Cynk stosuje się głównie
w celu zastąpienia drogiej cyny. Zastosowanie brązów odlewniczych jest bardzo
wszechstronne. Stosuje się je m.in. na części maszyn, osprzęt parowy i wodny, łożyska
ślizgowe, aparaturę chemiczną w przemyśle chemicznym, okrętowym, lotniczym,
papierniczym, górniczym i wielu innych.
Brązy do obróbki plastycznej zawierają: mangan, aluminium, cynę, krzem, nikiel, beryl,
fosfor, cynk, ołów i żelazo. W brązach do obróbki plastycznej stosuje się mniejsze ilości
dodatków stopowych niż w brązach odlewniczych w celu uzyskania lepszych właściwości
plastycznych stopów.
Brązy cynowe o zawartości cyny ok. 11 % znajdują największe zastosowanie.
Ze wzrostem cyny do 13% wzrasta również wytrzymałość brązów, ale dalszy wzrost
zawartości cyny powoduje obniżenie wytrzymałości.
Brązy cynowe do obróbki plastycznej na zimno zawierają najczęściej 3,5–9% cyny i ok.
0,2% fosforu, a do obróbki plastycznej na gorąco zawartość fosforu musi być mniejsza
i wynosi do 0,15%. Obróbkę plastyczną na gorąco wykonuje się w temperaturze do 700°C.
Z brązów cynowych z dodatkiem fosforu wykonuje się sprężyny, elementy przyrządów
kontrolno-pomiarowych, rurki manometryczne, sita papiernicze, elementy przeciwcierne
i ruty do spawania.
Jako stopy odlewnicze stosuje się brązy o zawartości ok. 10% cyny, niekiedy z dodatkiem ok.
l% fosforu poprawiającego lejność. Brąz ten jest stosowany na łożyska ślizgowe i osprzęt
parowy i wodny. Często stosuje się brązy cynowe z dodatkiem cynku i ołowiu. Stosuje się
z powodzeniem jako stopy łożyskowe na łożyska ślizgowe. Brąz ten służy do obróbki
plastycznej na Zimno i na gorąco.
Brązy krzemowe zawierają 2,5–4,5% Si oraz dodatkowo mangan, cynk lub żelazo.
Krzem i cynk polepszają znacznie właściwości odlewnicze, a mangan i żelazo właściwości
mechaniczne. Charakteryzują się dobrą lejnością i są odporne na korozję. Są stosowane na
łożyska ślizgowe i części pracujące przy dużych zmiennych obciążeniach; na części narażone
na ścieranie oraz na siatki, sprężyny i armaturę w przemyśle chemicznym i maszynowym.
Brązy aluminiowe odlewnicze odznaczają się dobrymi właściwościami mechanicznymi,
lecz słabymi właściwościami odlewniczymi. Do obróbki plastycznej są przewidziane brązy
aluminiowe. Są one stosowane na części pracujące w wodzie morskiej, monety, części dla
przemysłu chemicznego, sprężyny, styki ślizgowe, sita rurowe wymienników ciepła, gniazda
zaworów, koła zębate i części narażone na ścieranie.
Brązy berylowe. Są to brązy do obróbki plastycznej na zimno i na gorąco. Mają bardzo
dobrą wytrzymałość i twardość, dużą odporność na korozję oraz dobrą przewodność
elektryczną i przewodnictwo cieplne. Przy uderzeniach brązy te nie iskrzą i dlatego znalazły
zastosowanie na urządzenia pracujące w ośrodkach grożących wybuchem, np. na narzędzia
górnicze. Ponadto są używane na sprężyny, membrany i części narażone na ścieranie.
Brązy manganowe są stosowane jako odlewnicze i do obróbki plastycznej. Brąz
krzemowo-manganowy odlewniczy, jest stosowany jako żaroodporny w armaturze pary
wodnej. Jest to brąz do obróbki plastycznej na zimno i na gorąco. Jest stosowany na oporniki
najwyższej jakości do precyzyjnych aparatów.
Brązy ołowiowe są stosowane jako odlewnicze na stopy łożyskowe do wykonywania
łożysk ślizgowych.
Aluminium i jego stopy
Aluminium jest pierwiastkiem o barwie srebrzystobiałej. Jest metalem odpornym na
korozję oraz dobrym przewodnikiem prądu elektrycznego i ciepła. Zastosowanie aluminium
w stanie czystym jest ograniczone, głównie ze względu na niską wytrzymałość. Czyste
aluminium jest stosowane na przewody elektryczne, do wyrobu folii, proszków do

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
platerowania naczyń, do wyrobu farb i jako składnik stopów. Dużo większe zastosowanie
mają stopy aluminium, które ze względu na małą gęstość są nazywane stopami lekkimi.
Najczęściej stosowanymi dodatkami stopowymi są: miedź, krzem, magnez, mangan, nikiel
i cynk. Dodatki stopowe zwiększają przede wszystkim wytrzymałość, odporność na korozję
i polepszają obrabialność. Stopy aluminium dzieli się na odlewnicze i do obróbki plastycznej.
Odlewnicze stopy aluminium.
Głównymi składnikami odlewniczych stopów aluminium są: krzem, miedź, magnez,
a ponadto w niektórych stopach występują jeszcze mangan, nikiel i tytan. Największe
zastosowanie mają stopy aluminiowe o dużej zawartości krzemu. Są stosowane na odlewy
wysoko obciążonych tłoków silników spalinowych. Odlewane są w zasadzie pod ciśnieniem.
Stopy aluminium zawierające 10÷13% krzemu noszą nazwę siluminów. Stosuje się je na
odlewy części o skomplikowanych kształtach, średnio obciążone pracujące w podwyższonych
temperaturach i odporne na korozję nawet w wodzie morskiej. Mają dobre właściwości
wytrzymałościowe i dobrą spawalność.
Stopy aluminium z miedzią mają dobre właściwości odlewnicze i odporność na korozję,
ale skłonności do pęknięć na gorąco. Są stosowane na galanterię stołową i odlewy
wymagające dobrej lejności i plastyczności oraz na odlewy części samochodowych i na
średnio i wysokoobciążone odlewy do przemysłu maszynowego.
Stopy aluminium z magnezem są stosowane na odlewy o wysokiej odporności na
korozję.
Stopy aluminium do obróbki plastycznej
Stopy te zawierają procentowo mniejsze zawartości dodatków stopowych niż stopy
odlewnicze aluminium. Jest to podyktowane tym, że duże ilości dodatków stopowych
pogarszają właściwości plastyczne stopu. Głównymi składnikami stopów aluminium do
obróbki plastycznej są: magnez, miedź, mangan, krzem, i w mniejszym stopniu także; nikiel,
żelazo, cynk, chrom i tytan.
Stopy aluminium z magnezem odznaczają się dobrą odpornością na korozję i działanie
wody morskiej. Stopy nadają się do obróbki plastycznej na zimno i na gorąco; są szczególnie
podatne do głębokiego tłoczenia i spawania. Są stosowane na części kute w matrycach
i tłoczone, na części urządzeń w przemyśle chemicznym i spożywczym, do obróbki
plastycznej na zimno i gorąco.
Duże zastosowanie przemysłowe znalazły wieloskładnikowe stopy zwane duralami.
Stosowane na nity, obciążone elementy konstrukcji pojazdów samochodowych oraz
konstrukcyjne elementy budowlane. Duraluminium ma dużą odporność na korozję i po
utwardzeniu drogą obróbki cieplnej uzyskuje znaczną wytrzymałość.
Magnez jest metalem bardzo lekkim o niskich właściwościach mechanicznych i dużej
aktywności chemicznej. Ze względu na wytrzymałość i twardość jest stosowany w technice
przede wszystkim w postaci stopów. Główne zastosowanie magnez znajduje do wyrobu
stopów lub jako dodatek do stopów.
Cynk i jego stopy
Cynk jest metalem o dobrych właściwościach plastycznych, małej wytrzymałości na
rozciąganie i niskiej temperaturze topnienia, wynoszącej 418°C. Stosuje się głównie na
przeciwkorozyjne powłoki ochronne głównie blach i drutów. Cynk stosuje się również
w budownictwie w postaci blach płaskich i falistych na pokrycia dachów. Jest stosowany
również do wyrobu baterii elektrycznych oraz w postaci folii do opakowań, a także jako
składnik różnych stopów.
Głównymi składnikami stopów cynku są: aluminium, miedź i niekiedy mangan.
Większość stopów cynku może być stosowana do odlewania i do obróbki plastycznej. Stopy
cynku znane są pod nazwą znal. Można je łatwo spawać i hartować oraz obrabiać.
Są stosowane jako stopy łożyskowe oraz na ślimacznice i prowadnice. Odlewy ciśnieniowe ze

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
stopów cynku znalazły zastosowanie w przemyśle maszynowym na: korpusy, armaturę,
gaźniki samochodowe, części maszyn drukarskich, klamki, obudowy itp.
Cyna i jej stopy
Właściwości mechaniczne czystej cyny są tak niskie, że nie nadaje się jako materiał
konstrukcyjny. Folia cynowa ma duże zastosowanie do pakowania produktów
żywnościowych. Cynę stosuje się do cynowania puszek do konserw, a największe
zastosowanie znalazła jako dodatek stopowy.
Stopy cyny dzieli się na odlewnicze i do obróbki plastycznej. Stopy do obróbki plastycznej
są stosowane głównie na folie.
Ołów i jego stopy
Ołów ma bardzo małą wytrzymałość i bardzo dobre właściwości plastyczne. Jest odporny
na działanie niektórych środowisk chemicznych, jak kwas siarkowy. Istnieje szereg gatunków
ołowiu różniących się między sobą ilością zanieczyszczeń srebrem, arsenem, antymonem,
cyną, żelazem, miedzią, cynkiem i bizmutem. Ołów łatwo obrabia się plastycznie na zimno,
dobrze się skrawa i daje się łatwo lutować oraz spawać.
Stopy ołowiu znalazły szerokie zastosowanie w elektrotechnice, przemyśle chemicznym
na spoiwa do lutowania jako stopy drukarskie i jako stopy łożyskowe. Są one stosowane na
powłoki kabli, podkładki, uszczelki, rury, blachy, elementy aparatury chemicznej, anody do
galwanizacji, folie, akumulatory, odlewy pomp kwasoodpornych, śrut i stopy drukarskie.
Stopy łożyskowe są stosowane na łożyska ślizgowe. Są to stopy ołowiu, cyny i antymonu
z dodatkiem miedzi i niekiedy arsenu, kadmu, niklu, chromu, a nawet telluru. Struktura stopu
łożyskowego składa się z podatnej osnowy (cyna lub ołów), która umożliwia przenoszenie
obciążeń uderzeniowych oraz z równomiernie rozłożonymi w niej twardymi wtrąceniami fazy
kryształów antymonu lub innych pierwiastków, co powoduje odporność na ścieranie. Stopy te
charakteryzują się niskim współczynnikiem tarcia między czopem wału a panewką, małym
zużyciem powierzchni trących i odpornością na działanie nacisków jednostkowych. Warunki
te mogą być oczywiście spełnione przy odpowiednim smarowaniu łożysk.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak klasyfikuje się metale nieżelazne?
2. Dlaczego metale nieżelazne w czystej postaci są bardzo rzadko używane?
3. Jaki jest cel domieszek w stopach metali nieżelaznych?
4. Jak klasyfikuje się stopy miedzi?
5. Gdzie i dlaczego nie należy stosować stopów ołowiu?
4.3.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj stopy metali nieżelaznych, z których są wykonane części maszyn
przedstawione przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać literaturę z rozdziału 6 dotyczącą stopów metali nieżelaznych, określoną przez
nauczyciela,
2) obejrzeć otrzymane od nauczyciela części maszyn,
3) rozpoznać stopy metali nieżelaznych,
4) zaprezentować wykonane ćwiczenie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Wyposażenie stanowiska pracy:
–
części maszyn,
–
literatura z rozdziału 6 dotycząca stopów metali nieżelaznych.
Ćwiczenie 2
Przyporządkuj kartki z nazwami stopów metali nieżelaznych do rysunków części maszyn
przedstawionych na planszy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać literaturę z rozdziału 6 dotyczącą stopów metali nieżelaznych, określoną przez
nauczyciela,
2) obejrzeć rysunki przedstawione na planszy,
3) rozpoznać części maszyn na rysunkach,
4) przeczytać nazwy stopów metali nieżelaznych zapisane na kartkach,
5) przyporządkować nazwy do rozpoznanych na rysunkach części maszyn,
6) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
plansza z rysunkami części maszyn,
–
kartki samoprzylepne z nazwami stopów metali nieżelaznych,
–
literatura z rozdziału 6 dotycząca stopów metali nieżelaznych.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) sklasyfikować metale nieżelazne?
2) wyjaśnić, dlaczego metale nieżelazne bardzo rzadko występują w czystej
postaci?
3) wyjaśnić, dlaczego często do metali nieżelaznych dodawane są domieszki?
4) sklasyfikować stopy miedzi?
5) określić zastosowanie stopów metali nieżelaznych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.4. Tworzywa sztuczne, drewno, materiały uszczelniające
4.4.1. Materiał nauczania
Tworzywa sztuczne są to wielkocząsteczkowe materiały organiczne, przeważnie
o skomplikowanej budowie chemicznej, którym w określonych warunkach, tzn. przy
odpowiedniej temperaturze i ciśnieniu można nadawać określone kształty. Poza związkiem
wielkocząsteczkowym tworzywa sztuczne zawierają dodatkowe składniki, które nadają im
właściwości użytkowe. Są nimi: stabilizatory, utwardzacze, napełniacze, zmiękczacze,
barwniki.
Do zalet tworzyw sztucznych zalicza się:
–
dobrą, a niekiedy bardzo dobrą odporność chemiczną,
–
łatwość formowania wyrobów nawet o skomplikowanych kształtach, dobre właściwości
mechaniczne, bardzo dobre właściwości izolacyjne i małą gęstość,
–
łatwość otrzymywania wyrobów o estetycznym wyglądzie oraz barwie, a także
uzyskiwanie wyrobów przezroczystych,
–
możliwość stosowania ich w różnorodnej postaci, czyli jako tworzywa konstrukcyjne,
materiały powłokowe, spoiwa, kleje, kity i włókna syntetyczne.
Do wad tworzyw sztucznych zalicza się:
–
niższą wytrzymałość i twardość niż metali i ich stopów,
–
małą odporność na działanie podwyższonej temperatury.
Rodzaje i zastosowanie tworzyw sztucznych
Zależnie od właściwości chemicznych związków wielkocząsteczkowych wchodzących
w skład tworzyw sztucznych rozróżnia się tworzywa termoplastyczne i termoutwardzalne
oraz chemoutwardzalne.
Tworzywa termoplastyczne (termoplasty) każdorazowo pod wpływem działania
podwyższonej temperatury stają się miękkie, a po obniżeniu temperatury z powrotem stają się
twarde i sztywne. Umożliwia to wielokrotną przeróbkę tych tworzyw.
Tworzywa termoutwardzalne podczas ogrzewania początkowo miękną, ale przetrzymane
w podwyższonej temperaturze stają się twarde nieodwracalnie. Po utwardzeniu stają się
nietopliwe i nierozpuszczalne, co uniemożliwia powtórny ich przerób.
Tworzywa chemoutwardzalne ulegają utwardzeniu już w temperaturze pokojowej pod
wpływem działania dodanego do tworzywa utwardzacza. Reakcja utwardzania przebiega
szybciej w temperaturze podwyższonej.
Tworzywa termoplastyczne
Do najważniejszych tworzyw termoplastycznych zaliczamy: polietylen, polipropylen,
polichlorek winylu, polistyren, poliamidy, polimetakrylan metylu, azotan celulozy,
policzterof1uoroetylen i poliestry termoplastyczne nasycone.
Polietylen jest tworzywem elastycznym o dużej odporności na działanie wody
i większość czynników chemicznych, odznacza się dobrymi właściwościami izolacyjnymi
i dużą udarnością. Może być stosowany w zakresie temperatury od – 70°C do +70°C. Jest
przerabiany za pomocą wytłaczania i formowania wtryskowego. Polietylen stosuje się
podczas wytwarzania powłok ochronnych oraz do laminowania. Z tworzywa tego wytwarza
się folię o bardzo dużym zastosowaniu jako opakowanie w przemyśle spożywczym, na
namioty foliowe w ogrodnictwie, do wykładania zbiorników wodnych itp. Metodą wtryskową
wytwarza się z polietylenu artykuły gospodarstwa domowego, części dla przemysłu
elektrotechnicznego, skrzynki akumulatorów, opakowania, zabawki i wiele innych drobnych
przedmiotów. Polietylen jest stosowany do powlekania przewodów i kabli elektrycznych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Z tworzywa tego produkuje się również rury do zimnej wody i kanalizacyjne oraz dreny.
W Polsce produkuje się polietylen o nazwie handlowej Politen oraz wiele gatunków o nazwie
polietylen.
Polipropylen jest jednym z najlżejszych tworzyw sztucznych. Może być używany
w zakresie temperatury od – 5° do +100°; przez dodanie etylenu i napełniaczy, jak włókno
szklane ,jest odporny również na niższe temperatury. Odznacza się udarnością i bardzo dobrą
odpornością na działanie czynników chemicznych oraz dobrymi właściwościami
dielektrycznymi. Polipropylen przetwarza się metodą wtryskową i wytłaczania. Podczas
formowania temperatura nie powinna przekraczać 270°C. Jest stosowany do produkcji
opakowań farmaceutycznych, pojemników do przechowywania agresywnych chemikaliów
oraz elementów aparatury i sprzętu medycznego. Jako tworzywo konstrukcyjne jest
stosowany w przemyśle maszynowym i samochodowym na osłony i obudowy. Znajduje
również zastosowanie na włókna do produkcji tkanin przemysłowych i odzieży, w przemyśle
elektronicznym na części (z uwagi na dobre właściwości izolacyjne).
Polichlorek winylu (PCW) jest odporny na działanie czynników chemicznych, ma dobre
właściwości mechaniczne i elektroizolacyjne oraz jest niepalny. Może być stosowany
w zakresie temperatury od – 30°C do +100°C. Polichlorek winylu przetwarza się wieloma
metodami, ale najczęściej za pomocą walcowania, wytłaczania i formowania wtryskowego.
Jest to typowe tworzywo, które zawiera w swoim składzie zależnie od zastosowania, dużo
substancji dodatkowych, jak np.: napełniacze, plastyfikatory, stabilizatory i barwniki.
Polichlorek winylu twardy, dzięki dobrym właściwościom elektroizolacyjnym, stosuje się na
części wyposażenia elektrycznego, a dzięki odporności na działanie kwasu siarkowego
wykonuje się z niego skrzynki i zakrętki do akumulatorów oraz rury dla przemysłu
chemicznego i wody zimnej oraz kanalizacji. Na obicia mebli i tapicerki samochodowej oraz
teczek i torebek stosuje się tkaniny powlekane pastami z polichlorku winylu. Poddaje się je
płytkiemu wytłaczaniu i barwieniu. Są estetyczne, trwałe i można je łatwo czyścić.
Z miękkiego polichlorku winylu są wyrabiane tworzywa piankowe w postaci bloków,
płyt oraz gotowych kształtek stosowanych do wyrobu foteli siedzeń i oparć. Miękki
polichlorek winylu jest stosowany do produkcji węży do wody, kwasów, benzyny, do ochrony
przewodów elektrycznych, wykładzin podłogowych, profili do poręczy schodów, uszczelek,
folii do opakowań środków spożywczych i namiotów ogrodniczych oraz płaszczy
przeciwdeszczowych. Największe zastosowanie polichlorek winylu znajduje do powlekania
nim taśm i blach stalowych, które są stosowane w budownictwie i na elementy nadwozi
samochodowych.
Polistyren jest odporny na działanie kwasów i zasad. Odznacza się dobrą
przezroczystością, gładką powierzchnią i można go barwić na dowolne kolory. Jest jednym
z najlżejszych tworzyw sztucznych. Może być stosowany w zakresie temperatury od – 40°C
do +75°C. Jest przetwarzany głównie za pomocą formowania wtryskowego oraz wytłaczania.
Istnieje dużo gatunków polistyrenu zarówno niskoudarowego jak wysokoudarowego. Jest
dobrym dielektrykiem i dlatego wykonuje się z niego drobne elementy w przemyśle
elektromaszynowym i samochodowym. Jest odporny na działanie kwasów i dlatego nadaje się
do wykonywania skrzynek akumulatorowych. W przemyśle motoryzacyjnym z polistyrenu
wykonuje się różnego rodzaju gałki, uchwyty, tablice rozdzielcze, klosze świateł
wewnętrznych, kierunkowskazy itp. Tworzywa piankowe produkowane z polistyrenu stosuje
się jako izolatory termiczne w budowie samochodów – chłodni. Z polistyrenu produkuje się
również folię używaną między innymi do pakowania produktów spożywczych z wyjątkiem
tłuszczów i alkoholi. Z polistyrenu wytwarza się bardzo dużo przedmiotów użytkowych, jak
np. zabawki, płytki ścienne, galanterię łazienkową, talerze, tacki, obudowy aparatów
telefonicznych, rękojeści wkrętaków, pojemników do wnętrza chłodziarek. Ma również duże
zastosowanie w przemyśle maszynowym, elektromaszynowym i radiowo–telewizyjnym jako

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
tworzywo konstrukcyjne między innymi do wytwarzania drobnych części odbiorników
radiowych i telewizyjnych, przekładki do kondensatorów, obudowy magnetofonów
i radioodbiorników, osłony silników elektrycznych oraz różnego rodzaju osłony i drobne
części maszyn i urządzeń. Polistyren jest produkowany w Polsce w wielu gatunkach i o różnej
barwie.
Poliamidy odznaczają się dobrymi właściwościami mechanicznymi, dużą twardością,
odpornością na ścieranie oraz dużą udarnością. Nie wykazują toksycznego działania ani
właściwości elektrostatycznych; mają mały współczynnik tarcia. Zakres temperatury
użytkowania wynosi od – 40°C do +100°C. Są przetwarzane za pomocą formowania
wtryskowego, wytłaczania, nakładania powłok i wytwarzania włókien.
Poliamidy znalazły największe zastosowanie w przemyśle włókienniczym i maszynowym.
Ponad połowa produkcji światowej poliamidów jest przeznaczona na wytwarzanie włókien,
a następnie tkanin z tych włókien. Tkaniny poliamidowe znalazły duże zastosowanie
szczególnie na tzw. kordy do opon samochodowych oraz na taśmy w przenośnikach
taśmowych, na tkaniny do filtrowania cieczy, nierozciągliwe pasy transmisyjne, osłony
zsypowe oraz jako tworzywa nietoksyczne w przemyśle chemicznym i spożywczym. Włókna
poliamidowe są używane do wyrobu obić i pokryć tapicerskich oraz pasów bezpieczeństwa
w samochodach.
Poliamidy stosuje się także do wyrobu łożysk ślizgowych. Tulejki łożyskowe można obrabiać
mechanicznie lub wykonywać w formach na gotowo. Zaletami łożysk z poliamidów są: duża
ich trwałość, mały współczynnik tarcia, mała ścieralność, dobre tłumienie drgań, cicha praca,
sprężystość, odporność na czynniki chemiczne i niskie koszty produkcji. Do smarowania
można używać oleje, smary, a nawet wodę. Przy dużych prędkościach i małych obciążeniach
części te mogą być w ogóle nie smarowane. W przemyśle motoryzacyjnym z poliamidów
wykonuje się tulejki zwrotnic, gniazda kuliste drążków kierowniczych, tulejki wieszaków
resorów, pływaki gaźników itp. Poliamidy znalazły szerokie zastosowanie do produkcji kół
zębatych. Z poliamidów wykonuje się również zbiorniki paliwa i kanistry oraz folie.
Stosuje się poliamidy modyfikowane przez dodanie napełniaczy, jak: włókno szklane, grafit
i dwusiarczek molibdenu. Zwłaszcza dodanie włókna szklanego wpływa na wzrost
wytrzymałości, a grafit i dwusiarczek molibdenu – na zmniejszenie współczynnika tarcia.
Poliamidy napełnione włóknem szklanym stosuje się nawet na korpusy wiertarek ręcznych
oraz do wytwarzania zawiasów w przemyśle meblarskim. W Polsce produkuje się poliamidy
pod nazwą handlową Polan, Tarnamidt.
Polimetakrylan metylu odznacza się bardzo dobrą przezroczystością i przepuszczalnością
światła i dlatego nazywa się również szkłem organicznym. Daje się barwić na różne kolory,
jest odporny na działanie większości chemikaliów i olejów. Charakteryzuje się dobrymi
właściwościami mechanicznymi i dużą odpornością na działanie czynników atmosferycznych.
„Szkło organiczne” stosuje się na szyby, szczególnie wtedy, gdy jest wymagana duża
krzywizna lub skomplikowane kształty. Szyby te przepuszczają promienie nadfioletowe
i dlatego są często używane w autobusach turystycznych. Z zabarwionych płyt szkła
organicznego produkuje się szyby przeciwodblaskowe. Szkło organiczne jest używane do
produkcji szyb bezpiecznych warstwowych (laminowanych). Szyby te są wykonane z kilku
warstw szyb krzemianowych przekładanych na przemian z szybami ze szkła organicznego. Ze
szkła organicznego wykonuje się również klosze lamp, szyby przyrządów kontrolnych, klosze
świateł sygnalizacyjnych samochodów, gałki, uchwyty, elementy aparatury optycznej
i chemicznej, szyby aparatów telewizyjnych, szkła zegarków itp.
Formowania wyrobów z polimetakrylenu metylu dokonuje się metodę wtrysku,
kształtowania ciśnieniowego i wytłaczania. Wyroby z tego tworzywa dają się łatwo obrabiać
skrawaniem. Polimetakrylan metylu produkuje się w Polsce pod nazwą handlową Metapleks.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Azotan celulozy jest używany do wytwarzania lakierów i klejów. Azotan celulozy używa
się do produkcji celuloidu.
Policzterofluoroetylen (PTFE) jest nazywany popularnie teflonem od nazwy pierwszego
producenta. Zaletami tego tworzywa są wyjątkowo duża odporność chemiczna, wysoka
udarność i elastyczność, mały współczynnik tarcia i zupełna niepalność. Tworzywo to może
być użytkowane w zakresie temperatury od – 190°C do +250°C. Wadami tworzywa jest
wysoka cena, mała twardość, duży współczynnik rozszerzalności cieplnej i wysoka gęstość.
Policzterotluoroetylen w postaci proszku stosuje się do nanoszenia powłok przeważnie drogą
natrysku płomieniowego, np. na wewnętrzną stronę patelni, na część roboczą żelazek do
prasowania i na powierzchnie łożysk ślizgowych. W przemyśle PTFE stosuje się w budowie
urządzeń i aparatury chemicznej, na wykładziny antykorozyjne, elementy uszczelniające,
łożyska ślizgowe nie wymagające smarowania, przełączniki, przekaźniki, izolacje kabli
i wiele innych elementów. PTFE wytwarza się w kraju pod nazwą handlową Tarflen.
Poliestry termoplastyczne nasycone służą przede wszystkim do wytwarzania włókna
syntetycznego o nazwach handlowych Elana i Torlen oraz folii o nazwie handlowej Estrogal.
Włókna poliestrowe znalazły bardzo duże zastosowanie w przemyśle tekstylnym do wyrobu
tkanin odzieżowych i technicznych z uwagi na bardzo dobre właściwości mechaniczne
i odporność na czynniki chemiczne.
Tworzywa termoutwardzalne
Do tworzyw termoutwardzalnych zalicza się fenoplasty i aminoplasty.
Fenoplasty, zwane również bakelitami, należą do najstarszych, a jednocześnie nadal
stosowanych tworzyw. W zależności od otrzymywania i przetwórstwa mają najbardziej
różnorodne zastosowanie ze wszystkich tworzyw sztucznych. Z żywic fenolowych wytwarza
się: kity, kleje, spoiwa lakiernicze, spoiwa do tarcz ściernych, spoiwa formierskie. Żywice te
są używane również do powlekania metali, tkanin i papieru. Przede wszystkim jednak żywic
tych używa się do produkcji tłoczyw, czyli półproduktów przemysłowych. Tłoczywo zawiera
oprócz żywicy jeszcze różne napełniacze, przyspieszacze i barwniki, a jest przeznaczone do
produkowania przedmiotów użytkowych za pomocą wytłaczania i prasowania. Wyroby
z tłoczyw fenolowych mają dobre właściwości mechaniczne i cieplne, dużą twardość
powierzchni, znaczną odporność na odkształcenia termiczne, trudną palność i odporność na
działanie olejów i rozpuszczalników organicznych. Odporność na działanie podwyższonej
temperatury zależy od rodzaju napełniacza i wynosi przeciętnie ok. 120°C. Zastosowanie
fenoplastów jest bardzo różnorodne zależnie od zastosowanego napełniacza. Są stosowane do
produkcji elementów elektrotechnicznych, jak: wtyczki, gniazdka obudowy aparatów
telefonicznych. W przemyśle maszynowym tłoczywa te stosuje się na różne części maszyn
i urządzeń, jak: osłony, korpusy, tulejki łożyskowe, tarcze sprzęgłowe i okładziny
hamulcowe. Tłoczywa fenolowe produkuje się w kraju w dużej ilości gatunków i noszą
nazwę handlową Polofen.
Dalsze zastosowanie fenoplastów to laminaty fenolowe otrzymywane przez nasycanie lub
powleczenie tkanin różnego rodzaju i papieru. Tą metodą są produkowane płyty izolacyjne
stosowane w przemyśle elektromaszynowym. Laminaty można obrabiać skrawaniem.
Z laminatów z wypełniaczem w postaci włókien bawełnianych są produkowane elementy
nadwozia samochodowych Trabant. Tworzywo to nosi nazwę handlową Duroplast. Naprawa
uszkodzonego nadwozia polega na łataniu i klejeniu klejami epoksydowymi.
Laminaty są stosowane do wyrobu tworzyw warstwowych, zwanych tekstolitami.
Wypełniaczem jest tu papier lub tkanina bawełniana. Z tworzyw warstwowych wykonuje się
między innymi koła zębate. Zaletą kół zębatych wykonanych z tworzyw warstwowych jest
cichobieżność i elastyczność zębów, co wpływa dodatnio na ich trwałość. Z tworzyw
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
warstwowych produkuje się również tulejki łożyskowe. Zaletą tych tulejek jest przede
wszystkim mały współczynnik tarcia i samosmarowność polegająca na tym, że tulejki można
nasycać pewną ilością oleju.
Laminaty fenolowe produkuje się w kraju w postaci płyt w dużej ilości gatunków
o nazwie handlowej Rezotekst i Rezokart.
Aminoplasty podobnie jak fenoplasty mają bardzo różne zastosowanie. Żywice aminowe,
podobnie jak fenolowe, służą do wytwarzania klejów, spoiw lakierniczych, spoiw do rdzeni
odlewniczych, a także do garbowania skóry. Głównie jednak żywice aminowe są używane do
wytwarzania tłoczyw. W kraju produkuje się te żywice pod nazwami handlowymi Melolak,
Karbadur i Karbafuryl.
Tłoczywa aminowe stosuje się na sprzęt elektrotechniczny i sprzęty gospodarstwa
domowego. W kraju tłoczywa aminowe są produkowane pod nazwami Polomel i Polamin.
Tłoczywa aminowe przetwarza się metodą prasowania tłocznego i metodą formowania
wtryskowego. Wyroby z tłoczywa aminowego mają dobre właściwości izolacyjne,
a zwłaszcza odporność na działanie łuku elektrycznego. Odporność na działanie chemikaliów
jest podobna jak fenoplastów, ale mają mniejszą odporność na działanie kwasów. Tłoczywa
aminowe dzieli się na melaminowe i mocznikowe. Melaminowe mają w porównaniu
z mocznikowymi wyższą wytrzymałość cieplną i lepszą odporność na działanie chemikaliów.
Wyroby z tłoczyw melaminowych mogą pracować w temperaturze do 100°C,
a mocznikowych – do 80°C.
Większe zastosowanie mają laminaty aminowe. Laminaty dekoracyjne są produkowane
przez nasycanie papieru żywicami aminowymi. Produkuje się je w postaci płyt o grubości l–5
mm w różnych barwach i wzorach. Produkowane są w Polsce pod nazwą Unilam i Unifleks.
Są stosowane jako wykładziny ścian, mebli w wagonach kolejowych, tramwajowych,
autobusach i statkach. Są produkowane również laminaty tzw. grawerskie o warstwach
czarnej i białej na tabliczki informacyjne. Po wygrawerowaniu np. na warstwie czarnej napisu
ujawnia się warstwa biała tworząc biały napis.
Laminaty techniczne produkuje się przez nasycenie melaminą papieru lub szkła.
Laminaty te są stosowane głównie w elektrotechnice jako izolacyjne. W kraju produkuje się
laminaty techniczne o nazwie handlowej Melotekst w postaci płyt.
Tworzywa chemoutwardzalne
Do tworzyw chemoutwardzalnych zaliczamy żywice poliestrowe i epoksydowe.
Żywice poliestrowe ulegają utwardzeniu przeważnie w reakcji ze styrenem w obecności
inicjatora. Żywice te są odporne na działanie niektórych kwasów nieorganicznych, zimnej
wody i benzyny oraz alkoholi, natomiast nie są odporne na działanie wodnych roztworów
zasad, rozpuszczalników organicznych i gorącej wody. Wadą tych żywic jest skurcz
objętościowy, a zaletą dobre właściwości elektryczne. Żywice poliestrowe są stosowane do
wytwarzania laminatów poliestrowych i tłoczyw poliestrowych; przetwarza się je
bezpośrednio przez odlewanie.
Laminaty poliestrowe produkuje się przez nasycanie żywicami poliestrowymi włókien
szklanych w postaci tkanin, włókien ciętych i mat. Są to laminaty poliestrowo-szklane.
Odznaczają
się
bardzo
dobrymi
właściwościami
mechanicznymi,
izolacyjnymi
i antykorozyjnymi. Formowanie laminatów może odbywać się ręcznie na modelu lub przez
prasowanie w ogrzewanych formach. Laminaty poliestrowe są stosowane na kadłuby łodzi,
konstrukcje szybowcowe, części nadwozi samochodów i autobusów oraz przyczep
campingowych, w budowie maszyn i urządzeń oraz silników elektrycznych w przemyśle
elektromaszynowym, jako płyty faliste i płaskie na dachy i elementy składanych domków
campingowych, na hełmy ochronne.
Tłoczywa poliestrowe składają się z żywicy poliestrowej, napełniaczy, utwardzacza,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
środków smarujących i barwników. Tłoczywa te przetwarza się metodami wtrysku lub
prasowania. Tłoczywa te odznaczają się bardzo dobrymi właściwościami mechanicznymi
i izolacyjnymi, a przedmioty z nich wytworzone odznaczają się dużą stabilnością kształtów.
Z poliestrów wytwarza się elementy izolacyjne do prądów wysokiego napięcia, obudowy
silników elektrycznych, elementy aparatów radiowych i telewizyjnych, obudowy odkurzaczy,
wentylatorów i maszyn do pisania. Tłoczywa poliestrowe są używane również jako tworzywa
konstrukcyjne w przemyśle maszynowym i motoryzacyjnym na różnego rodzaju osłony
i części.
Żywice epoksydowe można utwardzać w temperaturze pokojowej lub w temperaturze
podwyższonej stosując utwardzacze.
Utwardzone żywice epoksydowe mają dobre właściwości izolacyjne i wytrzymałościowe
oraz dużą odporność chemiczną i na wpływy atmosferyczne. Żywice epoksydowe są
stosowane do wytwarzania laminatów epoksydowych i tłoczyw epoksydowych, a także
przetwarza się je bezpośrednio przez odlewanie oraz stosuje się na powłoki w postaci
proszków. W kraju produkuje się żywice epoksydowe w różnych odmianach o nazwie
handlowej Epidian.
Żywice epoksydowe formowane przez odlewanie stosuje się głównie jako materiał
izolacyjny zastępujący porcelanę oraz na obudowę aparatów elektrycznych, elementy
przekładników prądowych, do zalewania metalowych części urządzeń elektrycznych i inne
części izolujące. Żywice epoksydowe są stosowane również do wykonywania tłoczników
zwłaszcza prototypowych w przemyśle motoryzacyjnym, na formy prototypowe do
prasowania i wtrysku tworzyw. Metodą odlewania wykonuje się również rury i elementy
aparatury chemicznej.
Laminaty epoksydowe produkuje się głównie stosując włókno szklane oraz papier
i tkaninę bawełnianą. Laminaty epoksydowo-szklane znajdują zastosowanie na elementy
nadwozi samochodowych, przyczep campingowych i samolotów oraz rur i zbiorników.
Laminaty foliowane miedzią są stosowane w przemyśle elektronicznym na obwody
drukowane. Powszechnie stosuje się te laminaty jako materiały konstrukcyjno-izolacyjne
w przemyśle elektromaszynowym.
Laminaty bawełniano-epoksydowe stosuje się również do produkcji rur o nazwie
handlowej Eponan. Stosuje się między innymi na koszyczki łożysk tocznych i inne elementy
konstrukcyjne pracujące w zakresie temperatury od – 40°C do +120°C.
Tłoczywa epoksydowe zawierają przeważnie napełniacze w postaci włókien szklanych,
azbestowych lub syntetycznych, co powoduje ich dużą udarność. Tłoczywa te formuje się
przez
wtryskiwanie
lub
prasowanie.
Znajdują
zastosowanie
przede
wszystkim
w elektrotechnice i elektronice jako elementy izolacyjne. W kraju tłoczywa te produkuje się
pod nazwą handlową Epoksyfen.
Powłokowe proszki epoksydowe stosuje się do wytwarzania powłok antykorozyjnych
i elektroizolacyjnych, a także dekoracyjnych. Powłoki te wytwarza się przez natrysk
płomieniowy lub elektrostatyczny. W kraju jest produkowany powłokowy proszek
epoksydowy o nazwie handlowej Epifluid.
Drewno
W drzewie rozróżnia się zasadnicze trzy jego części składowe: korzenie, pień i koronę.
Każda z nich ma inną wartość techniczną. Pod tym względem największą wartość
przedstawia drewno pochodzące z pnia. Pień drzew iglastych odznacza się zwykle wyraźnie
od szyi korzeniowej do wierzchołka. Gałęzie tych drzew są rozmieszczone wieńcem
w pewnych od siebie odstępach wzdłuż pnia. Tak ukształtowany pień nazywa się strzałą. Pień
drzew liściastych, poczynając od pewnej wysokości, najczęściej rozwidla się i tworzy konary

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
oraz gałęzie. Pień tego typu nazywamy kłodą.
W pniu rozróżnia się: rdzeń, drewno, promienie rdzeniowe, przewody żywiczne, miazgę
i korę. Wygląd przekroju zależy od jego położenia względem osi pnia. Rdzeń występuje na
poprzecznym przekroju pnia w postaci ciemnej plamy o średnicy nie przekraczającej zwykle
5 mm. Na przekroju podłużnym rdzeń jest widoczny w postaci ciemnego paska, który
w drzewach liściastych ma przebieg falisty, a w gatunkach iglastych – prosty. Wytrzymałość
rdzenia jest mała. Z tego powodu tarcica często ulega pękaniu wzdłuż rdzenia. Rdzeń jest
otoczony drewnem, które zajmuje największą część objętości pnia.
Pod względem budowy i właściwości drewno jest materiałem niejednorodnym.
Na przekroju poprzecznym widoczne są gołym okiem ułożone współśrodkowo słoje roczne
oraz w niektórych gatunkach – promienie rdzeniowe, biegnące od rdzenia do obwodu pnia.
Na przekroju podłużnym stycznym do słojów, tj. na tzw. odłupie, słoje roczne są widoczne
w postaci linii eliptycznych i parabolicznych. Zależnie od szerokości słoja można odróżnić
drewno wąskosłoiste od szerokosłoistego. Na przekroju poprzecznym i podłużnym można
niekiedy w starszych drzewach zaobserwować w środkowej części przekroju obszar ciemniej
zabarwiony. Jest to tzw. twardziel, która nie zawiera już żywych komórek. Ta część pnia nie
bierze udziału w procesach przewodzenia wody i w gromadzeniu materiałów odżywczych.
Otaczający twardziel obszar o zabarwieniu jaśniejszym nazywa się bielem.
Związki żywiczne zawarte w twardzieli w znacznym stopniu wpływają na twardość
drewna. Oprócz związków żywicznych w twardzieli występują garbniki, niekiedy – alkaloidy
i węglowodany. Wpływają one na zmniejszenie kurczliwości twardzieli. Barwniki, które
gromadzą się również w twardzieli, powodują jej ciemnienie. Powstawanie twardzieli jest
zjawiskiem korzystnym z technicznego punktu widzenia, ponieważ twardziel ulega naturalnej
impregnacji, która czyni drewno trwalszym i bardziej wytrzymałym. Dąb i sosna wykazują
twardziel zabarwioną. Twardziel jodły i świerka nie wykazuje różnic w zabarwieniu. Nieco
inny odcień twardzieli, odróżniający ją od bieli, jest spowodowany różnicą wilgotności. Biel
zawiera znacznie więcej wody niż twardziel. W miarę wysychania ściętego drzewa różnice
w zabarwieniu drewna maleją. Niektóre gatunki drzew, np. brzoza, grab, jawor, osika, nie
tworzą twardzieli. Są to tzw. drzewa beztwardzielowe.
Właściwości drewna
Właściwości drewna można podzielić na fizyczne, chemiczne i mechaniczne.
Właściwościami fizycznymi nazywamy te cechy drewna, które występują pod wpływem
czynników zewnętrznych nie zmieniających jego składu chemicznego ani nie naruszających
całości materiału. Jako główne cechy fizyczne należy wymienić: wygląd drewna, zapach,
wilgotność, gęstość, właściwości cieplne, właściwości akustyczne, właściwości elektryczne.
Charakterystycznymi cechami wyglądu drewna są: barwa, połysk i rysunek. Drewno,
zależnie od gatunku, może mieć barwę jasną zbliżoną do białej, żółtej, brunatnej, czerwonej,
zielonej, może mieć nawet barwę zbliżoną do czarnej.
Wilgotność drewna ma wpływ na wiele właściwości fizycznych i mechanicznych.
Rozróżnia się wilgotność bezwzględną i względną. Wilgotność bezwzględna drewna wyraża
się stosunkiem masy wody zawartej w drewnie do masy drewna całkowicie suchego.
Wilgotność względna drewna wyraża się stosunkiem masy wody zawartej w drewnie do masy
drewna wilgotnego.
Pewna ilość wody w drzewie jest niezbędna do utrzymania go w stanie aktywności
życiowej. Jest to tzw. woda związana. Nadmiar wody występujący w drzewie nazywamy
wodą wolną. Zależnie od stopnia wilgotności rozróżnia się drewno mokre, drewno
załadowczo-suche, drewno powietrzno-suche i drewno całkowicie suche.
Zarówno zbyt mokre, jak i nadmiernie suche drewno nie powinno być używane do celów
stolarskich i budowlanych, gdyż łatwo ulega odkształceniom i pęka. Zarówno wydzielanie,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
jak i pochłanianie wody przez drewno powoduje zawsze mniejsze lub większe odkształcenia
spowodowane nierównomiernością wysychania lub nawilgocenia oraz dużą kurczliwością
drewna w różnych kierunkach. Skłonność do kurczenia się jest różna w różnych gatunkach
drewna. Najmniejszą skłonność do kurczenia się wykazują: świerk, lipa, olcha, średnią –
jodła, sosna, dąb, klon, dużą – brzoza, grusza i grab. Im większą kurczliwość wykazuje
drewno, tym bardziej jest ono skłonne do pękania.
Właściwości cieplne drewna obejmują: ciepło właściwe drewna, przewodnictwo cieplne
oraz rozszerzalność temperaturową. Wymienione właściwości są scharakteryzowane przez
odpowiednie współczynniki, których wartość jest różna dla różnych gatunków drewna.
Ogólnie można przyjąć przez porównanie z innymi materiałami, że ciepło właściwe drewna
jest trzykrotnie mniejsze niż wody, przewodnictwo cieplne w porównaniu z metalami jest
również wielokrotnie mniejsze, a współczynnik rozszerzalności temperaturowej jest zależny
od kierunku pomiaru.
Właściwości chemiczne. Głównymi składnikami chemicznymi drewna są węgiel w ilości
48%, tlen i azot około 44%, wodór 6%, a ponadto składniki głównie o charakterze
mineralnym. Wszystkie te składniki występują w drewnie w postaci skomplikowanych
związków organicznych, które pod wpływem różnych czynników zewnętrznych mogą ulegać
zmianom. Jako najważniejsze należy wymienić celulozę, ligninę, hemocelulozę, żywicę,
garbniki oraz gumę.
Drewno wykazuje dużą odporność na wpływy atmosferyczne i działanie czynników
chemicznych pod warunkiem, że czynniki te nie będą ulegać zmianom. Głównymi
czynnikami, których zmiany mogą ujemnie wpływać na trwałość drewna, są wilgotność
i temperatura. Częste zmiany wilgotności powodują pękanie drewna. Nasłonecznienie sprzyja
procesom niszczenia drewna. Objawia się ono jako zmiana barwy drewna, ubytek masy oraz
kruszenie warstw zewnętrznych. W drewnie nasłonecznionym objawy zniszczenia występują
wcześniej niż w drewnie pozostającym stale w cieniu.
Właściwości mechaniczne. Wytrzymałość drewna na zginanie, ściskanie, skręcanie,
ścinanie, twardość, oraz udarność bada się w taki sposób jak metali. Ponadto niekiedy określa
się wytrzymałość drewna na rozłupywanie.
Wielki wpływ na wytrzymałość ma wilgotność drewna. Drewno całkowicie suche
wykazuje największą wytrzymałość. W miarę wzrostu wilgotności do stanu nasycenia
wytrzymałość bardzo szybko maleje. Dalszy wzrost wilgotności ponad stan nasycenia nie
powoduje już zmiany właściwości wytrzymałościowych. W związku z tym ustala się dla
celów pomiarowych wilgotność normalną, przy której należy wykonywać pomiary.
Najczęściej jako wilgotność bezwzględną normalną przyjmuje się 15%.
Drewno pochodzące z różnych gatunków drzew poddaje się zazwyczaj obróbce
mechanicznej mającej na celu nadanie mu kształtu najdogodniejszego do dalszego
zastosowania. Spośród zasadniczych gałęzi przemysłu drzewnego zajmujących się
wytwarzaniem półfabrykatów z surowców drzewnych na pierwszym miejscu należy
wymienić tartacznictwo, które przerabia największe ilości drewna na deski, bale, listwy, belki
i inne.
Wytwarzanie materiałów drzewnych
Wyrób tarcicy. Drewno przetarte, czyli tarcica, jest ograniczone płaszczyznami, które
mają odpowiednie nazwy. Płaszczyznę szerszą – równoległą – do osi kłody i bliższą rdzenia,
nazywa się płaszczyzną prawą i licem. Po przeciwległej stronie, bliżej obwodu pnia, znajduje
się płaszczyzna zwana lewą lub przeciwlicem. Węższe płaszczyzny równoległe do osi kłody
nazywają się bokami, a prostopadłe do tego kierunku – czołami. Płaszczyzny przecinające się
wzajemnie tworzą krawędzie tarcicy.
Tarcicę dzieli się na tarcicę nie obrzynaną po jednorazowym przetarciu (uzyskany

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
wówczas produkt ma boki nieobrobione piłą) oraz tarcicę otrzymaną po dwukrotnym
przetarciu, której wszystkie płaszczyzny są obrobione.
Wyrób oklein. Okleiną (fornirem) nazywa się arkusze drewna grubości nie
przekraczającej 1 mm, służące do oklejenia mebli wykonanych z mniej szlachetnych
gatunków drewna. Zależnie od sposobu wytwarzania rozróżniamy okleiny cięte, łuszczone
i tarte. Najlepsze warunki otrzymuje się dzięki cięciu oklein. Jest to metoda ekonomiczna,
a otrzymany produkt odznacza się pięknym rysunkiem. Kłody drewna przeznaczonego na
okleiny przecina się na traku na ćwiartki lub połowizny.
Drewno w normalnym stanie jest twarde i łamliwe. Aby umożliwić skrawanie bardzo
cienkich warstw drewna, należy je uprzednio zmiękczyć. W tym celu połowizny i ćwiartki
poddaje się w ciągu kilkudziesięciu godzin wpływowi pary wodnej w szczelnie zamkniętych
komorach. W taki sposób przygotowane drewno poddaje się skrawaniu. Otrzymane okleiny są
następnie suszone w specjalnych suszarniach.
Okleiny łuszczone otrzymuje się ze zmiękczonego w gorącej wodzie drewna na
maszynach zwanych łuszczarkami. Na łuszczarce obraca się wałek skrawanego drewna,
zwany wyrzynkiem. Nóż odcina po spirali cienki arkusz okleiny, która spływa między nożem
a listwą. W miarę zmniejszania się średnicy wyrzynka zarówno nóż, jak i listwa przesuwają
się ku środkowi obracającego się wałka.
Trzeci sposób polega na przecinaniu kłody drewna na trakach taśmowych. Otrzymuje się
wówczas cienkie deseczki. Niestety, przy tej produkcji ilość odpadu jest znaczna, gdyż sięga
często 80%.
Wyrób sklejek. Sklejka to płyta, stosunkowo niewielkiej grubości, złożona z kilku
sklejonych ze sobą warstw cienkich arkuszy drewna. Włókna tych warstw krzyżują się pod
kątem 90°. Ponieważ zwykle w sklejce znajduje się nieparzysta liczba warstw, na obu
zewnętrznych powierzchniach sklejki włókna są ułożone w tym samym kierunku.
Do wyrobu sklejki używa się drewna łuszczonego metodą opisaną przy wyrobie oklein.
Otrzymane z łuszczarki długie arkusze poddaje się suszeniu w suszarkach komorowych lub
innych. Suche arkusze skleja się następnie klejami albuminowymi, kazeinowymi lub
bakelitowymi. Klejenie odbywa się w prasach składających się z kilkunastu płyt ogrzewanych
zazwyczaj parą. Między tymi płytami prasuje się kilkanaście arkuszy sklejki w ciągu
kilkunastu minut pod ciśnieniem do l MPa. Po wyjęciu z prasy sklejka jest poddawana
zabiegom wykańczającym.
Wyrób płyt z odpadów. Obecnie w coraz to większym zakresie są wykorzystywane
odpady w produkcji różnego rodzaju płyt mających zastosowanie głównie w budownictwie.
Najbardziej znanymi produktami tego rodzaju są płyty pilśniowe produkowane
z rozdrobnionych odpadów drzewnych, słomy, odpadów lnu i innych odpadów pochodzenia
roślinnego. Rozdrobniony surowiec po zmieszaniu z różnymi wiążącymi substancjami
chemicznymi jest prasowany w arkusze. Płyty pilśniowe wytwarza się w kilku odmianach
różniących się między sobą twardością. Rozróżnia się płyty miękkie, półtwarde, twarde
i bardzo twarde.
Płyty izolacyjne znane są u nas obecnie jako suprema. Podstawowym surowcem
używanym do produkcji tego materiału jest wełna drzewna (wiórki) oraz mleko cementowe
z dodatkiem chlorku wapnia. Płyty suprema używane były w budownictwie jako izolacja
cieplna odznaczająca się dużą trwałością.
Ksylolit, zwany czasem skałodrzewem, składa się z trocin, mączki drzewnej, talku,
magnezytu oraz chlorku magnezu i farby. Odznacza się dużą trwałością, elastycznością
i estetycznym wyglądem. Bywa używany do wykładania podłóg, stołów laboratoryjnych itp.
Płyty tzw. szwedzkie są stosowane w budownictwie i meblarstwie. Głównymi
składnikami tego materiału są wszelkiego rodzaju odpady drzewne oraz łodygi różnych roślin
bardzo dokładnie rozdrobnione mechanicznie. Masa drzewna jest wiązana substancją kleistą,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
która w podwyższonej temperaturze zastyga.
Materiały uszczelniające
Materiały uszczelniające służą do wyrobu elementów zapewniających szczelność
połączeń między poszczególnymi częściami maszyn i urządzeń. Uszczelnienia dzieli się
na spoczynkowe i ruchowe, zależnie od tego, czy uszczelniają one części znajdujące się
w spoczynku, czy w ruchu. Typowym uszczelnieniem spoczynkowym jest uszczelka pod
głowicę silnika spalinowego, a uszczelnieniem ruchowym – pierścienie tłokowe silnika
spalinowego lub sprężarki.
Istnieje bardzo dużo materiałów stosowanych do uszczelniania. Najczęściej znajdują
zastosowanie: materiały metalowe, azbest, guma, tworzywa sztuczne, bawełna i konopie.
Z materiałów metalowych najczęściej stosowane są żeliwo, miedź, ołów i aluminium.
Żeliwo jest stosowane przede wszystkim na rozprężne pierścienie tłokowe silników
spalinowych i sprężarek. Miedź – dzięki dużej plastyczności i odporności na korozję – jest
używana na uszczelki przewodów hydraulicznych, wysokociśnieniowych przewodów
parowych oraz do przewodów niektórych chemikaliów. Ołów jest używany na uszczelki
przewodów kwasu siarkowego i kwasów organicznych. Aluminium i jego stopy są używane
do przewodów kwasu azotowego, amoniaku i niektórych kwasów organicznych.
Azbest jest minerałem o budowie włóknistej. Był używany na uszczelnienia w postaci
sznurów, płyt i tkanin. Był stosowany w postaci uszczelek w urządzeniach narażonych na
działanie wysokich temperatur oraz kwasów i ługów. Obecnie stosowanie azbestu jest
zabronione, można go jeszcze spotkać w starszych maszynach i urządzeniach, z których jest
usuwany.
Guma jest stosowana bardzo szeroko na różnego rodzaju uszczelnienia. Zależnie od
rodzaju gumy uszczelki gumowe są odporne na oleje, benzyny, niektóre rozpuszczalniki
organiczne i płyny hamulcowe. Uszczelki gumowe są używane powszechnie w instalacjach
wodnych, wszelkiego rodzaju maszynach, pojazdach samochodowych, kolejnictwie i wielu
innych urządzeniach oraz w budownictwie. Do uszczelniania wałków pracujących w oleju są
stosowane uszczelniacze typu Sie mmera. Uszczelniacz jest wykonany z gumy usztywnionej
wkładkę metalową. Elementem uszczelniającym wałek jest krawędź uszczelniająca, która pod
działaniem sprężynki dociskowej obejmuje obracający się wałek i zabezpiecza przed
wyciekiem oleju. Guma jest również używana do uszczelniania szyb, zwłaszcza w pojazdach
samochodowych.
Tworzywa sztuczne znalazły bardzo szerokie zastosowanie jako materiały uszczelniające
ze względu na dużą odporność na działanie czynników chemicznych. Najczęściej
są stosowane: polichlorek winylu (winidur, igelit), bakelit, polietylen, poliamid (nylon,
perlon), polipropylen, teflon i wiele innych.
Różne wyroby warstwowe nasycone żywicami syntetycznymi, jak tekstolit i novotex,
znalazły także duże zastosowanie jako materiały uszczelniające.
Bawełna i konopie są używane jako materiały uszczelniające przede wszystkim w postaci
sznurów, niekiedy nasyconych grafitem lub minią. Sznury te są używane do uszczelniania
połączeń gwintowych rur wodociągowych i innych oraz dławnic zaworów różnych instalacji
rurowych.
Z materiałów stosowanych na uszczelki wymienić można ponadto korek, papier, tekturę,
filc, skórę i wiele innych.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są rodzaje tworzyw sztucznych?
2. Jakimi cechami charakteryzują się tworzywa sztuczne?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
3. Jakie są wady i zalety tworzyw sztucznych?
4. Jak klasyfikujemy drewno ze względu na właściwości?
5. Jakie znasz wyroby z materiałów drzewnych?
6. Do czego stosowane są materiały uszczelniające?
7. Jak klasyfikujemy materiały uszczelniające?
4.4.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj, z jakiego tworzywa wykonane są wyroby znajdujące się w pracowni
i pogrupuj je w zależności od rozpoznanego tworzywa sztucznego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać literaturę z rozdziału 6 dotyczącą tworzyw sztucznych, określoną przez
nauczyciela,
2) obejrzeć uważnie wyroby,
3) rozpoznać tworzywo z jakiego wykonany jest wyrób,
4) pogrupować rozpoznane wyroby w zależności od rodzaju tworzywa,
5) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
wyroby z tworzyw sztucznych,
–
literatura z rozdziału 6 dotycząca tworzyw sztucznych.
Ćwiczenie 2
Rozpoznaj próbki materiałów drzewnych otrzymanych od nauczyciela i napisz ich
krótkie charakterystyki i zastosowania.
Wskazówki do realizacji
Przed przystąpieniem do realizacji ćwiczeń nauczyciel powinien omówić jego zakres
i sposób wykonania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać literaturę z rozdziału 6 dotyczącą materiałów drzewnych,
2) obejrzeć uważnie próbki materiałów,
3) rozpoznać materiały drzewne,
4) napisać w zeszycie krótkie charakterystyki rozpoznanych materiałów i ich zastosowania,
5) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
próbki materiałów drzewnych,
–
zeszyt i przybory do pisania,
–
literatura z rozdziału 6 dotycząca materiałów drzewnych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Ćwiczenie 3
Dobierz materiał do uszczelnienia części maszyn i urządzeń przedstawionych na planszy.
Podpisz pod rysunkiem materiał do uszczelnienia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać literaturę z rozdziału 6 dotyczącą materiałów uszczelniających, określoną
przez nauczyciela,
2) obejrzeć uważnie rysunki na planszy przedstawiające części maszyn i urządzeń,
3) rozpoznać części maszyn i urządzeń,
4) dobrać materiał do uszczelnienia,
5) podpisać pod rysunkiem wybrany materiał do uszczelnienia,
6) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
plansza przedstawiająca rysunki z częściami maszyn i urządzeń,
–
zeszyt i przybory do pisania,
–
literatura z rozdziału 6 dotycząca materiałów drzewnych.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić rodzaje tworzyw sztucznych?
2)
scharakteryzować tworzywa sztuczne?
3)
rozróżnić podstawowe tworzywa sztuczne?
4)
sklasyfikować drewno uwzględniając jego na właściwości?
5)
rozróżnić wyroby z materiałów drzewnych?
6)
rozróżnić materiały uszczelniające?
7)
sklasyfikować materiały uszczelniające?
8)
zastosować materiały uszczelniające?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
4.5. Ręczna i mechaniczna obróbka metali
4.5.1. Materiał nauczania
Części maszyn wytwarza się różnymi metodami zależnie od stawianych im wymagań
odnośnie dokładności wykonania i wymiarów oraz ich przeznaczenia lub warunków
produkcyjnych zakładu. Części maszyn wytwarza się więc za pomocą kucia, odlewania,
walcowania, ciągnienia, tłoczenia, skrawania. Jest to obróbka wiórowa, mająca na celu
zmianę wymiarów przedmiotu lub półfabrykatu przez usuwanie materiału w postaci wiórów.
Obróbka skrawaniem jest najbardziej rozpowszechnioną metodą obróbki materiałów,
zwłaszcza części maszyn i wszelkiego rodzaju mechanizmów, ze względu na to, że zapewnia
otrzymanie części o odpowiedniej chropowatości powierzchni oraz dużej dokładności
wymiarów i kształtów. W zależności od rodzaju napędu obróbkę skrawaniem klasyfikuje się
na:
–
ręczną – wykonywaną narzędziami poruszanymi siłą mięśni ludzkich,
–
zmechanizowaną – dokonywaną narzędziami zamocowanymi w odpowiednich
przyrządach przenośnych z napędem elektrycznym lub pneumatycznym,
–
maszynową (mechaniczną) wykonywaną za pomocą maszyn, zwanych obrabiarkami
skrawającymi.
W zależności od uzyskanej dokładności kształtu, wymiarów i obrobionej powierzchni
rozróżnia się obróbkę: zgrubną, średnio dokładną, dokładną, bardzo dokładną zwaną
wykończającą lub gładkościową.
Obróbka ręczna wchodzi w zakres prac ślusarskich i ma na celu nadanie przedmiotom
żądanych kształtów i właściwych wymiarów oraz poprawę jakości powierzchni, najczęściej
poprzednio obrobionych mechanicznie. Często prace ślusarskie wiążą się z pracami
montażowymi, które mają na celu dopasowanie składanych części i zapewnienie prawidłowej
ich współpracy.
Mimo znacznego postępu w dziedzinie obróbki metali, a w szczególności w zakresie
mechanizacji i automatyzacji procesów wytwarzania, obróbka ręczna nie straciła na
znaczeniu. O roli i znaczeniu obróbki ręcznej w przemyśle mogą świadczyć liczby określające
w procentach udział operacji ślusarskich i montażowych w stosunku do operacji
maszynowych. W budowie maszyn roboty tego typu zajmują średnio około 30% czasu
przeznaczonego na całkowitą obróbkę produktu. Podana wartość udziału robót ręcznych
w ogólnym czasie wytwarzania odnosi się do produkcji seryjnej. Udział ten jest znacznie
większy, gdy produkcja ma charakter jednostkowy.
Podstawowe prace ślusarskie to: pomiary warsztatowe, trasowanie, ścinanie, przecinanie,
prostowanie, gięcie, cięcie, piłowanie, wiercenie, gwintowanie, skrobanie, nitowanie oraz
różne roboty montażowe.
Ze względu na geometryczne cechy ruchów podczas skrawania, rodzaj użytych narzędzi
i obrabiarek prace najczęściej wykonywane podczas obróbki mechanicznej to: toczenie,
wiercenie, frezowanie, struganie, szlifowanie. Do pozostałych rodzajów mechanicznej
obróbki skrawaniem zaliczamy: dłutowanie, przeciąganie, gładzenie, dogładzanie, docieranie
i inne.
Pomiary warsztatowe mają na celu sprawdzenie prawidłowości wykonania określonego
przedmiotu, zgodnie z rysunkiem technicznym. Pomiar jest zatem zespołem czynności
zmierzającym do określenia wartości wymiaru przedmiotu. Każdy pomiar, na skutek
niedokładności narzędzi, niedoskonałości wzroku ludzkiego oraz warunków w jakich
dokonuje się mierzenia obarczony jest pewnym błędem. Dokładność wykonania pomiaru
uzależniona jest od dokładności przyrządu pomiarowego.
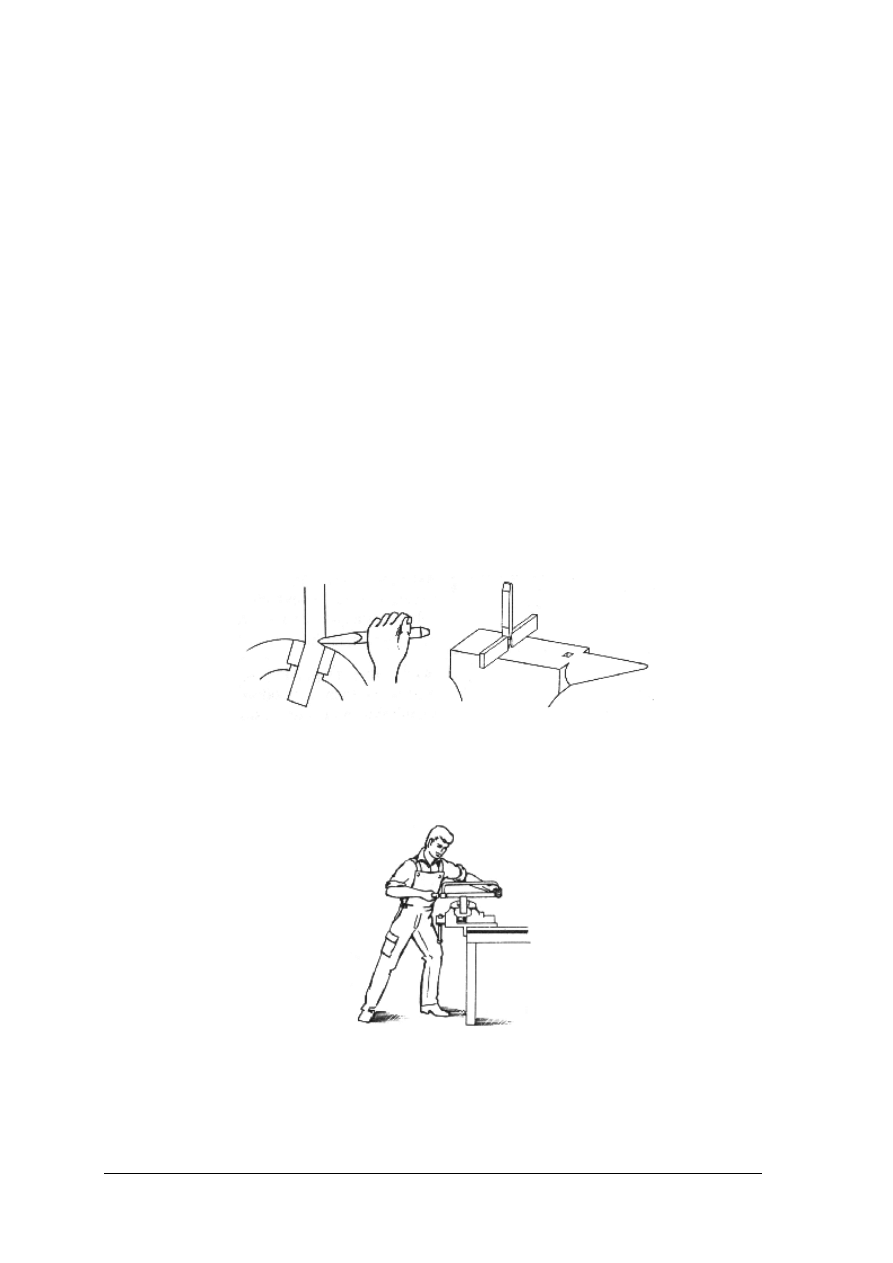
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Trasowanie jest to oznaczenie linii obróbkowych lub przeniesienie zarysów przedmiotu,
osi symetrii, środków otworów i wymiarów z rysunku technicznego lub wzornika na
przedmiot trasowany. Jeżeli trasowanie odbywa się na płaszczyźnie np. blasze, płytce to jest
to trasowanie płaskie, które stanowi pewną odmianę kreślenia. Trasowanie jest pierwszym
etapem prac zmierzających do przekształcenia półproduktu, blachy, płytki metalu w gotowy
finalny produkt powstający w wyniku obróbki mechanicznej. Dokładność wykonania operacji
trasowania ma istotny wpływ na prawidłowe, zgodne z wymiarami, wykonanie danego detalu.
Materiały, na których wykonuje się operacje trasowania – zaznaczenia kształtu i wymiarów
przyszłego produktu muszą mieć większe wymiary niż wymiary wyrobu końcowego
określone na rysunku technicznym. Nazywa się to naddatkiem na obróbkę.
Przecinanie materiału w żądanym przekroju oznacza doprowadzenie w tym miejscu do
koncentracji naprężeń i utraty spoistości materiału. Do przecinania niezbyt grubych
płaskowników, prętów i blach używa się przecinaków. Przecinanie bezwiórowe przeprowadza
się na kowadle lub płycie. Przedmiot przeznaczony do cięcia umieszcza się na płaskiej
powierzchni, a przecinak ustawia się prostopadle do materiału. W przecinak od góry uderza
się młotkiem.
Podczas cięcia nożycami, równoległe krawędzie tnące przecinają jednocześnie cały
przekrój obrabianego materiału. W celu zmniejszenia sił koniecznych do przecinania stosuje
się układ w którym krawędzie cięcia są ustawione względem siebie pod pewnym kątem.
Optymalna wartość kąta cięcia wynosi 10–15°. Aby utrzymać wartość kąta cięcia w stałym
zakresie stosuje się nożyce z zakrzywionymi ostrzami.
a)
b)
Rys. 1.
Cięcie metalu: a) w imadle, b) na kowadle [3, s. 108, 109]
Aby powierzchnia czołowa ciętego materiału nie została zbytnio uszkodzona, stosuje się
przecinanie przy pomocy piłki.
Rys. 2.
Prawidłowa postawa podczas cięcia piłką [5, s. 114]
Zasadniczymi elementami piłki ręcznej jest oprawa, brzeszczot i rękojeść. Oprawa
wykonana jest zazwyczaj jako rama z dwoma uchwytami do mocowania brzeszczotu. Jeden
uchwyt wykonany jest jako stały, drugi przesuwny z regulowanym położeniem za pomocą
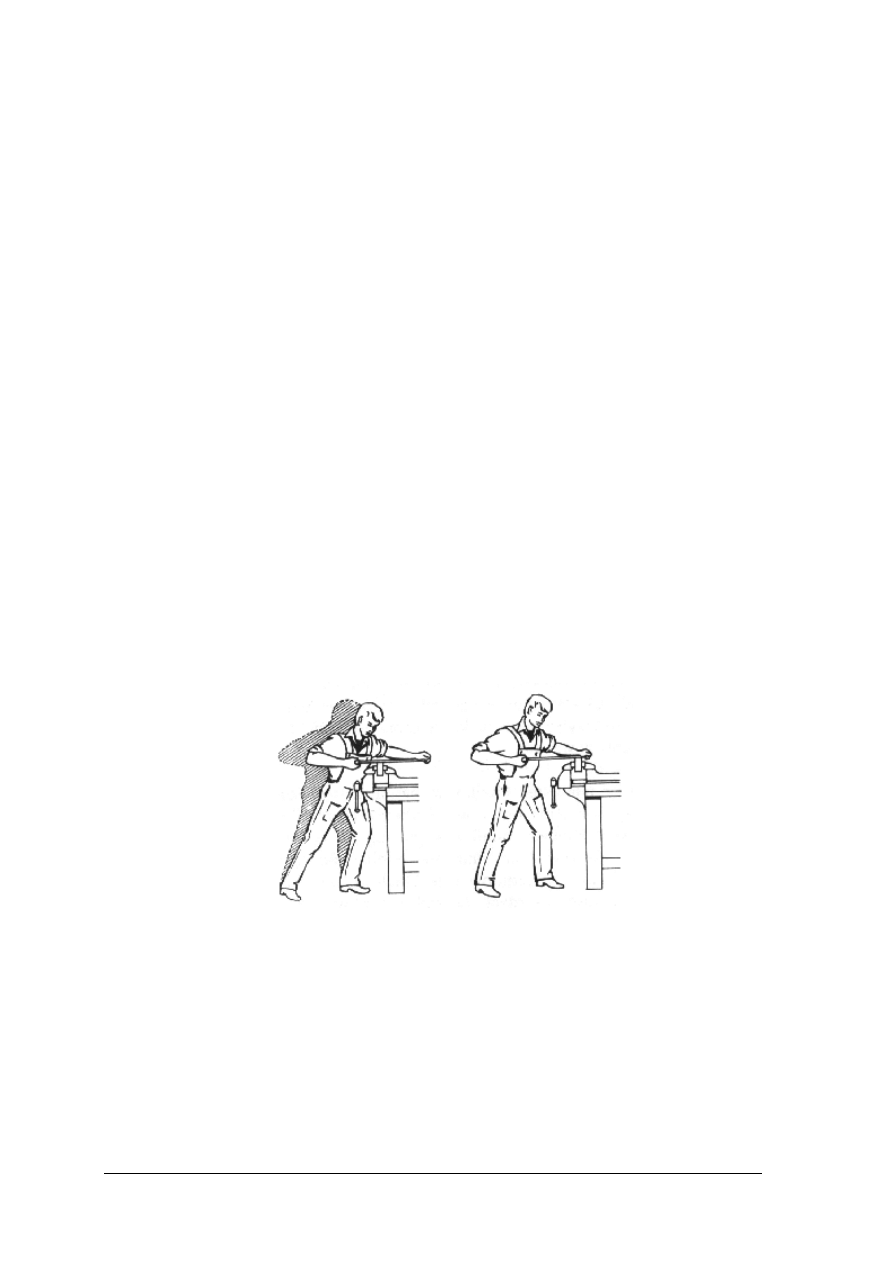
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
śruby z nakrętką motylkową. W obu uchwytach wykonane są dwa prostopadłe przecięcia oraz
otwory. Brzeszczot wsuwa się w przecięcia i przez otwory w uchwytach przetyka kołki.
Naciąganie brzeszczotu następuje poprzez nakrętkę motylkową przy uchwycie przesuwnym.
Gięcie i prostowanie materiału wykonuje się w celu nadania wytworzonym przedmiotom
określonego kształtu i wymiarów. Gięcie i prostowanie wykonuje się na zimno lub na gorąco.
Gięcie na gorąco stosuje się do materiałów o większych przekrojach. Podgrzane materiały
wykazują bowiem większą plastyczność, dzięki czemu do procesu gięcia lub prostowania
potrzebne są mniejsze siły. Proces gięcia czy prostowania może odbywać się ręcznie lub
maszynowo z użyciem walców lub prasy.
Przy gięciu rur okrągłych powstaje owal. Aby zminimalizować to zjawisko i nie dopuścić
do zgniecenia przekroju okrągłego podczas gięcia rury wypełnia się je. piaskiem.
Gięcie i prostowanie wykonuje się za pomocą różnego rodzaju młotków na kowadłach,
płytach żeliwnych oraz w szczękach imadeł. Gięcia cienkich blach lub metali nieżelaznych
wykonuje się przy pomocy młotków miedzianych, drewnianych lub gumowych
ze specjalnymi nakładkami w celu zapobieżenia uszkodzeniu materiału giętego. Gięcie pod
kątem 90° znacznie ułatwiają specjalne nakładki na szczęki imadła, które jednocześnie
chronią materiał gięty od nacisku szczęk. Przy gięciu skomplikowanych kształtów używa się
różnego rodzaju podkładek i wkładek ułatwiających proces gięcia.
Piłowanie jest jedną z podstawowych operacji obróbki ręcznej. Polega ono na skrawaniu
warstwy materiału z powierzchni obrabianej pilnikiem.
Pilniki klasyfikuje się pod względem rodzaju nacięć i ilości nacięć przypadających na
10 mm długości pilnika. Liczba nacięć decyduje o przeznaczeniu pilnika do obróbki
określonej powierzchni (zdzierak, równiak, półgładzik, gładzik, jedwabnik). Im większa
liczba nacięć tym bardziej gładka powierzchnia obrabiana. Prace piłowania wykonuje się
zazwyczaj w pozycji stojącej na stanowisku ślusarskim wyposażonym w imadło.
a)
b)
Rys. 3. Prawidłowa postawa przy piłowaniu: a) zgrubnym, b) wykańczającym [5, s. 140]
Podczas wiercenia narzędzia (wiertło) wykonuje ruch obrotowy i jednocześnie
prostoliniowy postępowy ruch posuwowy. Ten rodzaj obróbki służy do wykonywania
wszelkiego rodzaju otworów. Może być wykonywane ręcznie – przy użyciu wiertarek
(z napędem ręcznym, elektrycznym, pneumatycznym) lub maszynowo.
Pogłębianie otworów polega na powiększaniu średnicy otworu w części początkowej.
Wykonuje się je w celu schowania krawędzi łba śruby, wkrętu lub nitu. Są to pogłębiacze
z częścią pilotującą, zapewniającą współosiowość otworu pogłębianego z otworem
pogłębianym. Części pogłębianej można nadać kształt walcowy, stożkowy lub stopniowy
(schodkowy). Na podstawie kształtu otrzymanego otworu pogłębiacze dzielimy na stożkowe
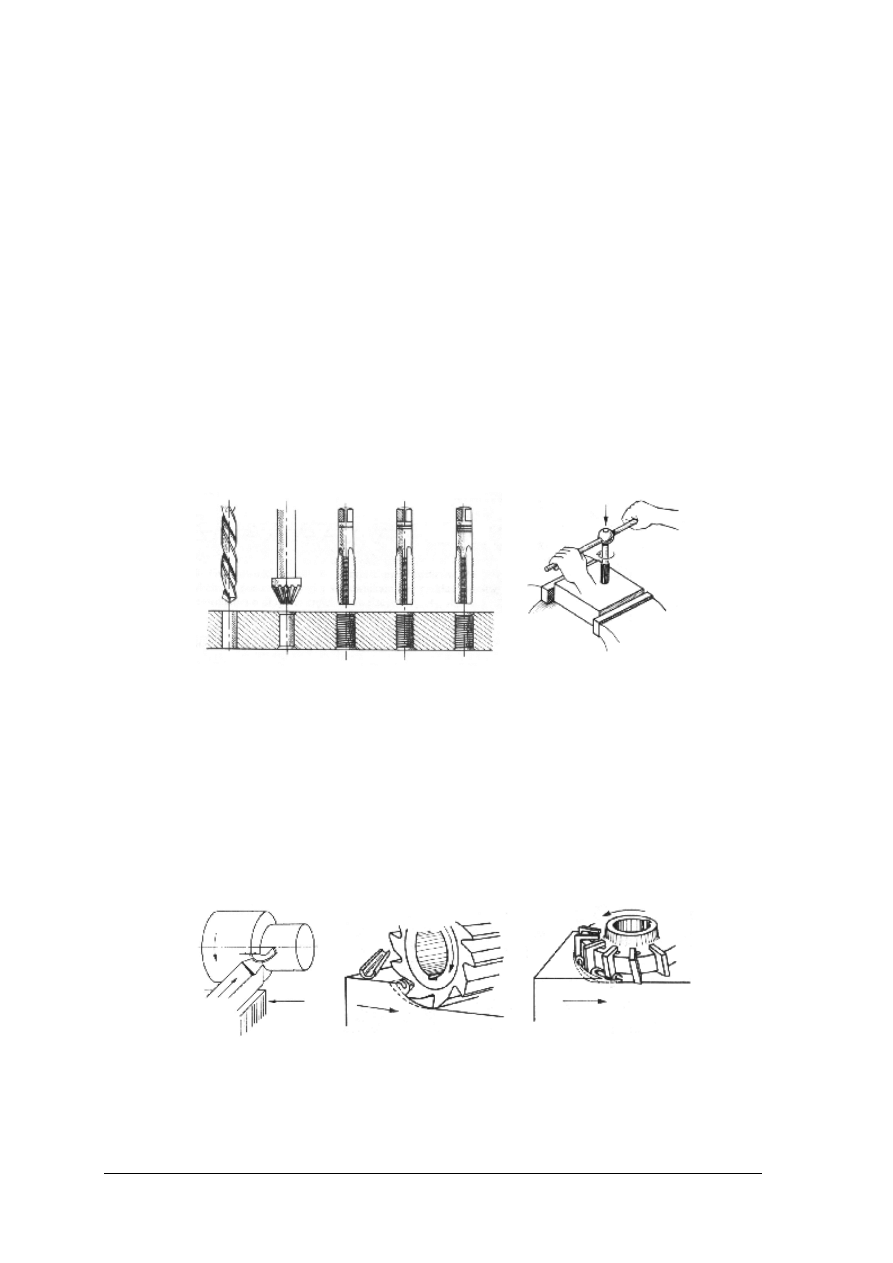
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
oraz czołowe. Pogłębiacze bez części pilotującej służą do usuwania zadziorów i fazowania
otworów.
Rozwiercanie otworów wykonuje się w celu dalszej obróbki wykańczającej otworu.
Uzyskuje się wtedy dużą dokładność oraz gładkość powierzchni. Niekiedy rozwiercanie ma
na celu uzyskanie stożkowego kształtu otworu. Rozwiertaki dzielimy pod względem
dokładności obróbki na zdzieraki i rozwiertaki wykańczające.
Pogłębianie i rozwiercanie wykonywane jest ręcznie lub maszynowo. Wykonywanie
gwintów polega na nacinaniu powierzchni wałka lub otworu wgłębieniem wzdłuż linii
śrubowej. Gwinty dzielimy ze względu na zarys linii śrubowej i system miar stosowany do
określania ich wymiarów. W zależności od zarysu rozróżniamy: trójkątne, prostokątne,
trapezowe symetryczne i niesymetryczne, oraz okrągłe. W zależności od systemu miar
rozróżniamy gwinty metryczne (wymiary podawane w mm) oraz calowe (wymiary podawane
w calach). Nacinanie gwintów wykonuje się ręcznie lub maszynowo. Gwintowanie ręczne
wykonywane w warunkach warsztatowych wykonuje się przy pomocy narzynek (gwinty
zewnętrzne) oraz gwintowników (gwinty wewnętrzne). Gwinty na rurach nacinane są
gwintownicami. Gwinty wykonywane maszynowo są nacinane przy użyciu gwintowników
tzw. maszynowych, mogą być wykonywane na tokarkach lub gwinciarkach.
a)
b)
Rys. 4.
Gwintowanie ręczne: a) kolejność operacji, b) sposób gwintowania [5, s. 172]
Podczas toczenie przedmiot obrabiany wykonuje ruch obrotowy, narzędzie zaś (nóż
tokarski) przesuwa się równolegle do osi obrotu przedmiotu lub prostopadle do niej, bądź też
wykonuje oba te ruchy łącznie. Toczenie stosuje się głównie w celu otrzymania powierzchni
walcowych, stożkowych i kulistych.
Operację toczenia wykonuje się na tokarkach. Zalicza się je do najbardziej
rozpowszechnionych obrabiarek używanych do skrawania metali i innych materiałów. Poza,
tym na tokarce można wykonywać: wytaczanie, wiercenie, rozwiercanie, gwintowanie,
przecinanie, radełkowanie, a przy użyciu dodatkowych przyrządów również frezowanie
i szlifowanie.
a)
b)
c)
Rys. 5.
Obróbka skrawaniem: a) toczenie, b) frezowanie obwodowe, c) frezowanie czołowe [5, s. 234, 285]
Podczas frezowania narzędzia (frez) wykonuje ruch obrotowy, przedmiot obrabiany jest
przesuwany najczęściej prostoliniowo. Frezowanie jest jednym z najczęściej stosowanych
i najbardziej wydajnych sposobów obróbki skrawaniem. Ten sposób obróbki stosuje się
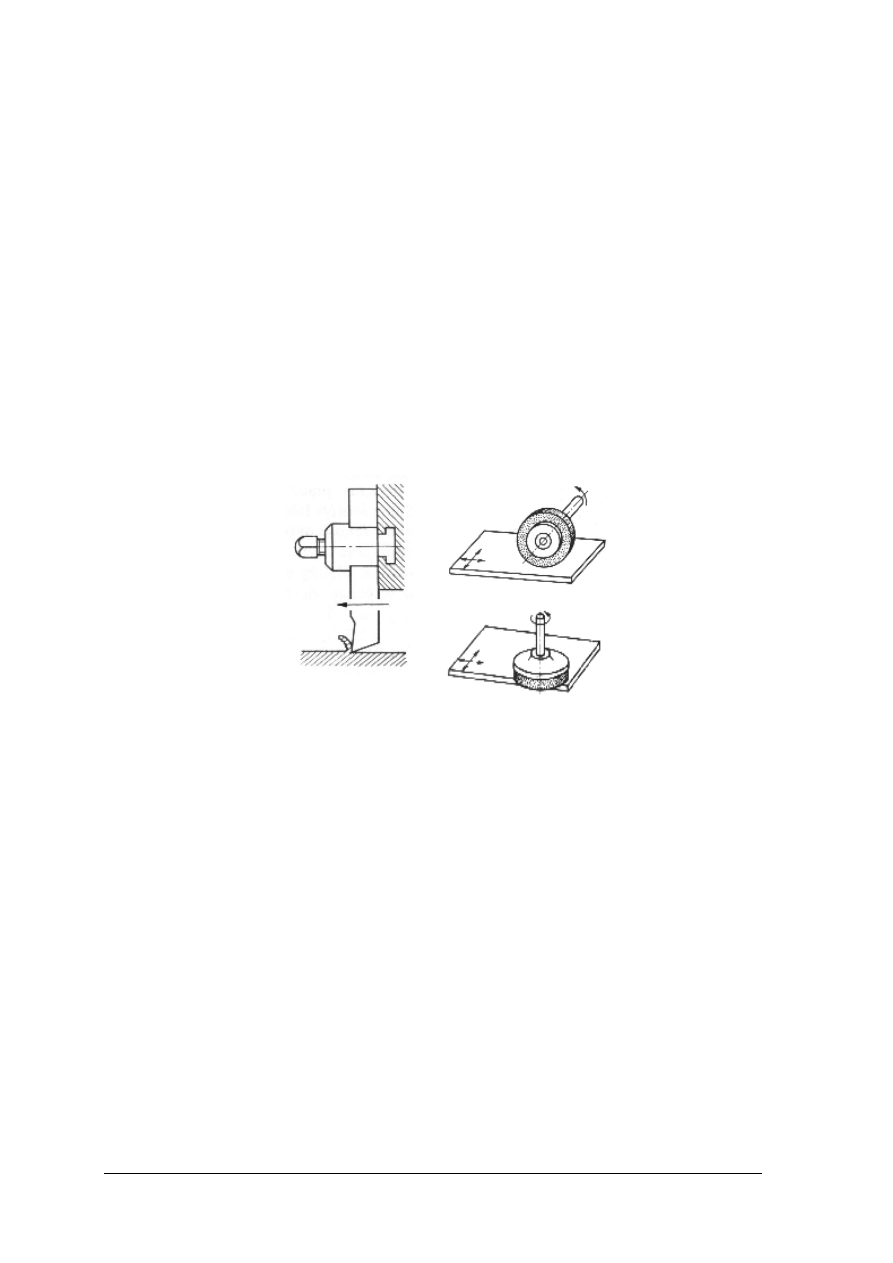
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
najczęściej do obróbki płaszczyzn, a także do wykonywania rowków, wpustów, kół zębatych.
Zależnie od ustawienia wrzeciona frezarki (poziome, pionowe) wyróżniamy frezowanie
obwodowe (współbieżne, przeciwbieżne) i czołowe.
Podczas struganie przedmiot i narzędzie wykonują ruchy prostoliniowe. Struganie stosuje
się przede wszystkim do obrabianiapłaszczyzn. Struganie odznacza się postępowo-zwrotnym
ruchem noża lub obrabianego przedmiotu. Prostoliniowy ruch noża względem przedmiotu
składa się z ruchu roboczego o mniejszej prędkości i ruchu jałowego (powrotnego) o większej
prędkości. Ruch posuwowy, czyli przesuw narzędzia względem przedmiotu w kierunku
poprzecznym, jest ruchem przerywanym i następuje po zakończeniu każdego ruchu jałowego
narzędzia. Ruch posuwowy odbywa się podczas przechodzenia narzędzia z ruchu jałowego
w ruch roboczy. Rozróżnia się struganie: wzdłużne – ruch roboczy wykonuje przedmiot
obrabiany, a ruch posuwowy narzędzie; poprzeczne – ruch roboczy wykonuje narzędzie,
a przedmiot ruch posuwowy.
Struganie wzdłużne stosowane było do obróbki dużych płaszczyzn, natomiast struganie
poprzeczne jest stosowane do obróbki płaszczyzn mniejszych. Trzeba dodać, że struganie jest
mało wydajnym sposobem obróbki metali, umożliwia jednak uzyskanie dużych dokładności
wymiarów.
a)
b)
Rys. 6.
Obróbka skrawaniem: a) struganie, b) szlifowanie z poziomą i pionową osią wrzeciona [3, s. 283, 300]
W trakcie szlifowania Narzędzie stanowi tarcza szlifierska, zwana ściernicą, która
wykonuje ruch roboczy obrotowy. Ponadto tarcza szlifierska wykonuje jeden lub dwa ruchy
posuwowe, np. podczas obróbki wałków lub otworów tarcza szlifierska wykonuje ruch
główny obrotowy i ruch posuwowy prostoliniowy wzdłuż osi przedmiotu obrabianego.
Przedmiot obrabiany może jednocześnie wykonywać drugi ruch posuwowy obrotowy.
Szlifowanie stosuje się do obróbki wykończającej materiałów bardzo twardych, a także, gdy
chce się uzyskać bardzo dokładne wymiary i gładkie powierzchnie.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie rozróżniamy rodzaje obróbki skrawaniem materiałów?
2. Jak klasyfikujemy obróbkę ręczną?
3. Jak klasyfikujemy obróbkę mechaniczną?
4. Jakie prace zaliczamy do podstawowych prac ślusarskich?
5. Jakie narzędzia są stosowane do trasowania?
6. Na czym polegają podstawowe prace obróbki ręcznej?
7. Na czym polegają podstawowe prace obróbki mechanicznej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
4.5.3. Ćwiczenia
Ćwiczenie 1
Korzystając z planszy określ zasady wykonywania prac wchodzących w zakres obróbki
ręcznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać literaturę z rozdziału 6 dotyczącą obróbki ręcznej, określoną przez
nauczyciela,
2) obejrzeć uważnie rysunki na planszy przedstawiające operacje obróbki ręcznej,
3) rozpoznać kolejność czynności podczas wykonywania obróbki ręcznej,
4) opisać kolejność czynności i zasady wykonywania prac wchodzących w zakres obróbki
ręcznej,
5) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
plansza z rysunkami przedstawiającymi operacje obróbki ręcznej,
–
zeszyt i przybory do pisania,
–
literatura z rozdziału 6 dotycząca obróbki ręcznej.
Ćwiczenie 2
Ustal kolejność operacji wchodzących w zakres obróbki mechanicznej po obejrzeniu
filmu zaprezentowanego przez nauczyciela dotyczącego wykonywania elementu na
obrabiarce. Opisz w zeszycie kolejność operacji.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać literaturę z rozdziału 6 dotyczącą obróbki mechanicznej, określona przez
nauczyciela,
2) obejrzeć uważnie film przedstawiający wykonanie elementu na obrabiarce,
3) rozpoznać kolejność czynności podczas wykonywania obróbki mechanicznej,
4) opisać kolejność operacji podczas wykonywania obróbki mechanicznej,
5) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
zeszyt i przybory do pisania,
–
literatura z rozdziału 6 dotycząca obróbki mechanicznej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
rozróżnić rodzaje obróbki skrawaniem materiałów?
2)
sklasyfikować obróbkę ręczną?
3)
sklasyfikować obróbkę mechaniczną?
4)
rozróżnić podstawowe prace ślusarskie?
5)
ustalić narzędzia stosowane do trasowania?
6)
określić podstawowe rodzaje obróbki ręcznej?
7)
określić podstawowe rodzaje obróbki mechanicznej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
4.6.
Połączenia
materiałów
i
elementów:
rozłączne
i nierozłączne
4.6.1. Materiał nauczania
Połączenia służą do powiązania elementów maszyny w całość. Ogólnie dzieli się je na:
nie rozłączne i rozłączne, a także na spoczynkowe i ruchowe.
Połączenia nierozłączne to takie, których elementy przy ich rozłączaniu ulegają
zniszczeniu. Należą do nich połączenia: nitowe, spawane, zgrzewane, lutowane, klejowe
i wciskowe.
Połączenia rozłączne to takie, które można wielokrotnie rozłączyć bez uszkadzania
elementów. Należą do nich połączenia: gwintowe, wpustowe, wielowypustowe, kołkowe,
sworzniowe i klinowe.
Połączenia nitowe są zaliczane do połączeń spoczynkowych. Połączenie blach lub
kształtowników za pomocą nitów polega na skojarzeniu otworów wykonanych
w wymienionych elementach o średnicy nieco większej niż średnica trzonu nitu. Po włożeniu
nitów w otwory następuje ich zamykanie (ręcznie lub maszynowo), dzięki któremu uzyskuje
się odpowiednie ukształtowanie zakuwki. Ze względu na ruch narzędzia nitującego
(zakuwnika) rozróżniamy dwa podstawowe sposoby nitowania: osiowe i promieniowe
(wahającym stemplem).
Nitowanie osiowe jest sposobem tradycyjnym, do niedawna powszechnie stosowanym.
Ma tę wadę, że udarowe działanie siły osiowej często powoduje pękanie materiału zakuwki.
Poza tym nitowanie takie nie zapewnia odpowiedniej szczelności połączenia i dlatego
niektóre nity należy dodatkowo doszczelniać przez dobijanie łba i zakuwki nitu oraz krawędzi
łączonych blach. Sposób ten stosuje się do ręcznego i maszynowego nitowania dużych
i ciężkich elementów, np. konstrukcji stalowych, kadłubów okrętowych, mostów.
Nitowanie promieniowe jest znacznie korzystniejsze i coraz powszechniej stosowane.
Odbywa się na niciarce. Jeden koniec stempla jest umocowany we wrzecionie maszyny, drugi
zaś – swobodny, odpowiednio ukształtowany – wykonuje ruch po rozecie, rozwalcowując
jednocześnie nit. Dzięki temu operacja kształtowania plastycznego zakuwki odbywa się
łagodnie i ze znacznie mniejszą siłą niż podczas nitowania osiowego. Dlatego sposób ten
stosuje się do nitowania elementów precyzyjnych, kruchych oraz w przypadku konieczności
uzyskania odpowiedniej szczelności estetyki połączenia, np. w elektronice, narzędziach
rzemieślniczych, przyrządach pomiarowych, łańcuchach, mechanizmach precyzyjnych.
Nitowanie odbywa się na zimno lub na gorąco. Na zimno zakuwa się łby z metali
nieżelaznych oraz stalowe o średnicy do 9 mm. Przy zakuwaniu na gorąco należy przewidzieć
większą średnicę otworu w łączonych elementach – ze względu na rozszerzalność
temperaturową nitu.
Rozróżnia się: nity normalne z łbami: kulistym płaskim, soczewkowym, grzybkowym
i trapezowym oraz nity specjalne (np. rurkowe, nitokołki).
Najczęściej spotykane rodzaje połączeń nitowych to połączenie na zakładkę (nity
jednokrotnie cięte) oraz połączenia nakładkowe (nity wielokrotnie cięte).
Połączenia nitowe zapewniają dużą elastyczność konstrukcji dlatego stosuje się je często
w elementach budowlanych, mostach i odpowiedzialnych węzłach konstrukcyjnych.
Połączenia spawane w budowie maszyn występują najczęściej. Podczas spawania do
obszaru łączenia elementów konieczne jest doprowadzenie ciepła. Spawanie polega na
łączeniu metali przez ich miejscowe stopienie, dzięki czemu cząsteczki metali wzajemnie do
siebie przenikają. Najczęściej jest spotykane spawanie gazowe i elektryczne.
Spawanie gazowe, przeważnie acetylenowo-tlenowe, jest stosowane do łączenia cienkich

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
blach oraz cięcia kształtowego blach grubych. Ma zastosowanie również w regeneracji
i naprawach części maszyn, w szczególności w produkcji jednostkowej i małoseryjnej.
Najbardziej rozpowszechnione w przemyśle maszynowym jest spawanie elektryczne,
zwłaszcza w produkcji seryjnej. Może się odbywać elektrodami topliwymi lub nietopliwymi.
Podczas spawania elektrodą topliwą następuje stapianie elektrody, w wyniku czego wraz
z materiałem – po zakrzepnięciu – tworzy ona spoinę. Spośród metod spawania elektrodą
topliwą należy wymienić spawanie: elektrodą otuloną, łukiem krytym (pod warstwą topnika),
w osłonie gazów ochronnych, np. argonu Ar, dwutlenku węgla CO
2
lub ich mieszanek.
Spawanie w osłonie gazów ochronnych jest coraz częściej stosowane w budowie maszyn ze
względu na możliwość automatyzacji i dużą efektywność procesu. Podczas spawania
elektrodą nietopliwą – węglową lub wolframową – nie ulega ona stapianiu – służy tylko do
podtrzymywania łuku elektrycznego. Spoiwo jest dostarczane w postaci drutów z materiałów
odpowiednich do materiałów łączonych elementów.
Spośród powszechnie spotykanych połączeń spawanych należy wymienić złącza
(spoiny): czołowe, pachwinowe i otworowe. Łączenie czołowe cienkich blach nie wymaga
wstępnego przygotowania ich krawędzi. W przypadku spawania czołowego grubszych blach
krawędzie łączonych elementów powinny być odpowiednio ukształtowane w celu
zapewnienia prawidłowego przetopu materiałów, a tym samym dużej wytrzymałości złącza.
W połączeniach spawanych najczęściej stosuje się spoiny pachwinowe. Nie
wymagają one wstępnego kształtowania krawędzi łączonych elementów, lecz – mimo to – jest
zapewniona duża wytrzymałość złącza. Ze względu na kształt lica rozróżniamy spoiny
z licem płaskim, wypukłym i wklęsłym.
Przylegające do siebie dużymi płaszczyznami elementy stalowe można łączyć spoinami
otworowymi: okrągłymi lub podłużnymi.
Połączenia zgrzewane. Powstaje po na agrzaniu metalowych elementów w łączonych
miejscach do stanu plastyczności i silnym ich dociśnięciu do siebie. Nagrzewanie odbywa się
w różny sposób i w związku z tym rozróżnia się zgrzewanie: kuźnicze, gazowe, oporowe oraz
tarciowe.
Podczas zgrzewania kuźniczego łączone elementy na-tlenowym.
Najpowszechniejsze w przemyśle maszynowym jest zgrzewanie oporowe. Polega ono na
wywołaniu przepływu prądu elektrycznego przez elektrody i łączone elementy. Wskutek
dużego oporu (rezystancji) w łączonych miejscach wytwarza się ciepło, powodujące
uplastycznienie materiału, podczas gdy elektrody jednocześnie dociskają elementy do siebie.
Zgrzewanie oporowe może być: punktowe, garbowe, liniowe i doczołowe.
Zgrzewanie oporowe punktowe i liniowe stosuje się do cienkich blach, grubości do kilku
milimetrów. Zgrzewanie punktowe ma zastosowanie w złączach nie wymagających
szczelności, np. w przemyśle motoryzacyjnym – w produkcji karoserii samochodowych.
Zgrzewanie liniowe jest stosowane w połączeniach, od których wymaga się szczelności,
np. w zbiornikach paliwa.
W przypadku zgrzewania grubszych elementów stosuje się zgrzewanie garbowe.
W jednym z łączonych elementów, przez który przepływa prąd, wykonuje się przetłoczenia –
tzw. garby. Dociśnięcie płaskich elektrod powoduje spłaszczenie garbów, w wyniku czego
zgrzeina upodabnia się do zgrzeiny punktowej. W porównaniu ze zgrzewaniem punktowym
zgrzewanie garbowe ma następujące zalety: w jednej operacji można wykonać więcej zgrzein,
większa jest trwałość elektrod (ze względu na stosowanie mniejszych nacisków). Ponadto
zgrzeiny powstają w określonych miejscach.
Zgrzewanie doczołowe polega na łączeniu płaszczyzn czołowych elementów. Doczołowo
zgrzewa się np. część skrawającą noża tokarskiego (wykonaną z bardzo drogiej stali
szybkotnącej) z częścią chwytową (z tańszej stali konstrukcyjnej).
Na elektrody do zgrzewania oporowego są stosowane materiały o dobrej przewodności

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
elektrycznej i cieplnej oraz o dużej wytrzymałości mechanicznej. Najczęściej jest to miedź
elektrolityczna lub specjalny stop miedzi z dodatkiem chromu i kadmu. W celu zwiększenia
trwałości elektrod są one dodatkowo chłodzone wodą.
Zgrzewanie oporowe jest metodą bardzo wydajną, lecz drogą – ze względu na duże
zapotrzebowanie na energię elektryczną oraz stosunkowo duże zużycie miedzi. Dlatego coraz
częściej jest stosowane zgrzewanie tarciowe, które polega na łączeniu elementów dzięki
ciepłu powstającemu wskutek tarcia. Jednemu lub obydwu łączonym elementom nadaje się
dużą prędkość obrotową i dociska do siebie łączone elementy. W taki sposób łączy się m.in.
części robocze i Podczas lutowania nie zachodzi zjawisko nadtapiania materiałów łączonych
elementów, lecz zwilżanie powierzchni roztopionym lutem, który dyfunduje w głąb
materiałów. Zatem temperatura topnienia lutu musi być niższa od temperatury topnienia
łączonych materiałów. Ze względu na zakres temperatury rozróżnia się lutowanie:
–
lutami miękkimi, których temperatura topnienia wynosi poniżej 500°C;
–
lutami twardymi, których temperatura topnienia jest większa niż 500°C.
Jako lutów miękkich używa się cyny, stopów cynowo-kadmowych i cynowo-
ołowiowych. Luty te są stosowane do połączeń nie przenoszących większych obciążeń,
a więc do łączenia przewodów elektrycznych, uszczelniania rur, robót blacharskich,
powlekania końcówek przewodów elektrycznych itd. Lutowanie lutem miękkim odbywa się
za pomocą lutownic, palników acetylenowo–tlenowych lub przez zanurzanie w gorącym
ciekłym lutowiu.
Jako lutów twardych używa się miedzi lub jej stopów (mosiądz, brąz), cynku, srebra
i stopów srebra z miedzią. Są one stosowane do połączeń przenoszących znaczne obciążenia,
np. w przypadku narzędzi skrawających, styków urządzeń elektrycznych. Luty twarde można
topić za pomocą palników acetylenowo–tlenowych, lamp lutowniczych, w piecach,
zgrzewarkach i kąpielach solnych.
Połączenia klejowe. Wraz z rozwojem chemii coraz częściej są ostatnio stosowane
połączenia klejowe. Ich otrzymywanie nie wymaga wytworzenia wysokiej temperatury,
specjalnych urządzeń i narzędzi. Ponadto spośród zalet należy wymienić odporność takich
połączeń na korozję, zdolność tłumienia drgań, właściwości izolacyjne, możliwość klejenia
metali z niemetalami. Niejednokrotnie wytrzymałość połączeń klejowych jest większa niż
uzyskiwanych innymi sposobami.
Powierzchnie przed klejeniem muszą być odpowiednio przygotowane, a przede
wszystkim odtłuszczone i w miarę gładkie. Wiąże się to ze wzrostem kosztów, co stanowi
istotną wadę tego sposobu wykonywania połączeń. Do klejenia używa się żywic
epoksydowych, fenolowych, polimerów winylu, kauczuków i innych.
Połączenia wciskowe mogą być zaliczone zarówno do połączeń nierozłącznych, jak
i rozłącznych. Powstają dzięki odkształceniom sprężystym materiałów w wyniku wciśnięcia
części wewnętrznej o większym wymiarze w część zewnętrzną o wymiarze mniejszym.
W mechanizmach precyzyjnych, gdy średnica czopa i tulejki wynosi poniżej 6 mm,
stosuje się połączenia wciskowe, powodujące przekroczenie granicy plastyczności materiałów
na skutek powstania dużych sił w miejscu łączenia elementów. Uzyskane w taki sposób
połączenia charakteryzują się wysoką wytrzymałością.
Rozróżnia się połączenia wciskowe:
–
wtłaczane, uzyskiwane przez wzajemne wtłaczanie na zimno łączonych elementów
o jednakowym wymiarze nominalnym, lecz o odpowiednio dobranych tolerancjach;
–
skurczowe, uzyskiwane przy kojarzeniu elementów o różnych, lecz zbliżonych
wymiarach nominalnych – dzięki skurczowi jednego z nich.
Połączenie skurczowe można otrzymać w wyniku ogrzania części zewnętrznej,
oziębienia części wewnętrznej lub zastosowania obu tych sposobów jednocześnie. Wskutek
ogrzania części zewnętrznej, np. w piecu elektrycznym, następuje zwiększenie jej wymiarów
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
(średnicy otworu) i można wtedy swobodnie nasunąć ją na część wewnętrzną (wałek).
W wyniku oziębienia części wewnętrznej (wałka) jej wymiary ulegają zmniejszeniu, lecz po
umieszczeniu w części zewnętrznej w temperaturze otoczenia część wewnętrzna powraca do
pierwotnych wymiarów i powstaje połączenie.
Zaletami połączeń wciskowych są: prostota i łatwość wykonania, brak elementów
pomocniczych, zachowanie współosiowości, możliwość przenoszenia dużych obciążeń.
Wadami tych połączeń są: konieczność bardzo dokładnego wykonania łączonych elementów,
duże naprężenia montażowe, zależność wytrzymałości połączeń od temperatury pracy.
Połączenia wciskowe często stosuje się np. podczas osadzania łożysk ślizgowych. Połączenia
gwintowe – powszechnie stosowane w budowie maszyn – należą do połączeń rozłącznych.
Powstają przez skojarzenie części zewnętrznej (nakrętki) z częścią wewnętrzną (śrubą), które
współpracują ze sobą powierzchniami śrubowymi. Podstawowymi parametrami linii śrubowej
są skok oraz kąt pochylenia linii śrubowej. Klasyfikacja gwintów. W zależności od kierunku
nawijania linii śrubowej rozróżnia się:
–
gwinty prawozwojne – o kierunku zgodnym z kierunkiem ruchu wskazówek zegara,
–
gwinty lewozwojne – o kierunku przeciwnym kierunkowi ruchu wskazówek zegara,
oznaczane po wymiarze gwintu symbolem LH.
Wielkością charakterystyczną gwintu jest jego podziałka (skok), będąca odległością
między sąsiednimi punktami zarysu gwintu. Jeżeli skok linii śrubowej odpowiada podziałce
gwintu, to gwint taki nazywa się pojedynczym, gdy zaś stanowi krotność skoku gwintu –
wielokrotnym. Gwinty mają różne zarysy i z tego względu dzieli się je na następujące
rodzaje:
–
gwinty metryczne o zarysie trójkątnym i kącie rozwarcia 60°, oznaczane symbolem M
(np. gwint M 12),
–
gwinty rurowe walcowe o zarysie trójkątnym, lecz o zaokrąglonych wierzchołkach
i kącie rozwarcia 55°, których wymiary można wyjątkowo wyrażać w calach (jednostka
1cal nie należy do jednostek układu SI) i oznaczać symbolem G (np. G3/4); gwinty te są
stosowane w hydraulice, urządzeniach sanitarnych i wodno-kanalizacyjnych,
–
gwinty trapezowe symetryczne o zarysie trapezowym i kącie rozwarcia 30°, oznaczane
symbolem Tr (np. gwint zewnętrzny o średnicy 40 mm i podziałce 7 mm zapisujemy:
Tr 40 x 7); gwinty te są stosowane do połączeń silnie obciążonych (śruby pociągowe
obrabiarek),
–
gwinty trapezowe niesymetryczne o zarysie trapezowym niesymetrycznym (jeden bok
trapezu jest pochylony pod kątem 30°, a drugi 3°), oznaczane symbolem S (np. S48 x 8,
tzn. średnica 48 mm, podziałka 8 mm); gwinty te są stosowane w konstrukcjach silnie
obciążonych (prasach ciernych), w których siły działają z jednej strony,
–
gwinty okrągłe o zaokrąglonym zarysie, oznaczane symbolem Rd (np. Rd 40 określa
gwint okrągły o średnicy 40 mm; średnicę otworu nakrętki należy obliczyć na podstawie
odpowiednich wzorów); gwinty te są stosowane w połączeniach narażonych na
gwałtowne obciążenia udarowe oraz pracujących w niekorzystnych warunkach
powodowanych zanieczyszczeniem i korozją, np. w zaczepach wagonowych; gwinty
okrągłe stosuje się także w elektrotechnice (w oprawkach żarówek, elektrotechnicznych
elementach ceramicznych itp.) pod nazwą gwintów Edisona, oznaczanych symbolem E.
Gwinty trójkątne metryczne i rurowe mogą być zwykłe lub drobnozwojne.
W oznaczeniach gwintów zwykłych nie podaje się ich podziałki, gdyż jest ona z góry
określona, np. M16 oznacza gwint metryczny o średnicy 16 mm i podziałce 2 mm.
W oznaczeniach gwintów drobnozwojnych należy podać dodatkowo podziałkę gwintu, np. M
16 x 1.
Łączniki gwintowe mogą być znormalizowane lub wykonane jako specjalne. Dzieli się je
na: śruby, wkręty i nakrętki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Śruby mają odpowiednio ukształtowany łeb pasujący do klucza maszynowego. Wymiary
łbów są uzależnione od wielkości gwintów.
Wkręty różnią się od śrub tym, że mają łby z naciętym rowkiem ,może być krzyżowy
służącym do przykręcania ich wkrętakiem.
Odrębną grupę łączników stanowią śruby i wkręty samogwintujące, charakteryzujące się
tym, że podczas ich wkręcania w elementy łączone z przygotowanymi uprzednio otworami
o odpowiednio mniejszej średnicy gwintują je, tworząc jednocześnie połączenie gwintowe.
Bardzo często są one stosowane w przemysłach: motoryzacyjnym, meblowym
i elektromaszynowym. Nakrętki są elementami współpracującymi ze śrubami i wkrętami.
W celu zmniejszenia nacisku powierzchniowego między łbem śruby, łbem wkręta lub
nakrętką a powierzchnią łączonych elementów stosuje się podkładki.
Na skutek wstrząsów i drgań, przenoszonych przez niektóre łączniki gwintowe, istnieje
możliwość ich luzowania. W celu wyeliminowania tego zjawiska łączniki powinny być
ustalane za pomocą podkładek sprężystych, zawleczek itp. Łączniki gwintowe można także
zabezpieczyć przed odkręceniem przez punktowanie trzpienia śruby lub wkręta za pomocą
punktaka. Dotyczy to zwłaszcza połączeń ruchowych.
Podczas łączenia elementów dużą liczbą śrub lub wkrętów należy zwrócić uwagę na
odpowiednią kolejność dokręcania, aby uniknąć niepożądanych odkształceń i naprężeń
łączonych elementów.
Połączenia wpustowe należą do połączeń ruchowych, przenoszą moment obrotowy.
Tworzą je wpusty łączące piasty kół zębatych, pasowych itp. z wałem. Będąc elementem
pośredniczącym między piastą a wałem, wpust uniemożliwia obrót koła względem wału.
Aby możliwy był jego montaż, w czopie wału i w piaście koła wykonuje się odpowiedni
rowek.
W połączeniach wpustowych spoczynkowych, tj. takich, w których koło nie przesuwa się
wzdłuż osi wału, wpust jest mocno wciśnięty w rowek czopa i piasty (pasowanie N9/h9),
natomiast w połączeniach wpustowych przesuwnych wpust jest mocno wciśnięty w rowek
czopa (pasowanie N9/h9) i luźno osadzony w rowku piasty (pasowaniem F9/h9 lub G9/h9).
W zależności od kształtu wpusty dzieli się na: pryzmatyczne i czółenkowe.
W połączeniach ruchowych wpusty o szerokości większej niż 14 mm są przykręcane do
czopa wkrętami.
Połączenia wielowypustowe są zaliczane do połączeń ruchowych i podobnie jak
połączenia wpustowe przenoszą moment obrotowy, a ponadto środkują piasty kół na czopach.
Dzięki odpowiedniemu ukształtowaniu czopa i piasty możliwe jest wyeliminowanie elementu
pośredniczącego – wpustu. Ponadto połączenia te mogą przenosić większe obciążenia, gdyż
naciski rozkładają się równomiernie na wszystkie wypusty, których liczba – w zależności od
średnicy otworu w piaście – może wynosić 6, 8 i 10 lub więcej.
Piasty kół mogą być środkowane na powierzchni wewnętrznej czopa lub na powierzchni
zewnętrznej czopa o średnicy.
Ze względu na zarys wypustów dzieli się je na prostokątne, trapezowe, trójkątne,
ewolwentowe.
Połączenia wielowypustowe są powszechnie stosowane w samochodowych skrzyniach
biegów, obrabiarkach i sprzęgłach.
Powierzchnie wypustów – ze względu na ruchowy charakter połączeń – muszą być
gładkie i odpowiednio utwardzone.
Wypusty wykonuje się na specjalnych, przeznaczonych do tego celu, obrabiarkach.
Operacje polegają na ich walcowaniu (kształtowaniu plastycznym), a następnie szlifowaniu.
Połączenia klinowe są zaliczane do połączeń rozłącznych spoczynkowych. Klin jest
elementem, którego powierzchnie robocze (płaskie lub walcowe) są zbieżne względem siebie,
tworząc niewielki kąt rozwarcia. W zależności od kształtu rozróżnia się kliny dwustronne

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
i jednostronne. Kliny jednostronne często są zakończone tzw. noskiem w celu ułatwienia
demontażu połączenia.
Charakterystycznym parametrem klinów dwustronnych jest ich zbieżność, np. zbieżność l:10
lub 0,1 oznacza, że na każde 10 mm długości klina jego wysokość zmniejsza się lub zwiększa
o l mm.
Kliny jednostronne cechuje pochylenie, np. wartość pochylenia l:50 oznacza, że na każdy
l mm długości klina jego wysokość zmniejsza się lub zwiększa o 1/50 mm.
Rozróżnia się:
–
połączenia klinowe poprzeczne, w których oś klina jest prostopadła do osi łączonych
elementów, połączenia takie są stosowane do łączenia wałów i tulei przy wstępnym
napięciu łączonych elementów;
–
połączenia klinowe wzdłużne o osi klina usytuowanej równolegle względem osi
łączonych elementów; połączenia takie są stosowane podobnie jak wpusty – do łączenia
wałów z piastami kół pasowych, zębatych itp.
Stosuje się też połączenia klinowe nastawne, umożliwiające regulację wzajemnego położenia
kojarzonych elementów oraz utrzymanie stałego napięcia w połączeniu mimo zużywania się
tych elementów.
Połączenia kołkowe i sworzniowe
Połączenia kołkowe należą do najtańszych połączeń rozłącznych. Zadaniem kołków jest
łączenie elementów maszyn lub ustalanie ich wzajemnego położenia.
Kołki mogą być walcowe lub stożkowe o zbieżności l:50. Do połączeń mniej
dokładnych, gdy nie jest konieczne wykonanie dokładnego otworu, stosuje się kołki
z karbami, kołki sprężyste lub stożkowe.
W zależności od kierunku działania sił na kołek połączenia kołkowe dzieli się na:
połączenia wzdłużne i połączenia poprzeczne.
Odmianą kołków są sworznie mające kształt walca o średnicy większej niż kołki
walcowe. Połączenia sworzniowe przenoszą większe obciążenia niż połączenia kołkowe oraz
zawsze są zabezpieczane przed przesuwaniem się wzdłuż ich osi za pomocą podkładek,
zawleczek, pierścieni lub kołków.
Sworzniami są łączone różnego rodzaju przeguby. Przykładem może być połączenie
tłoka z korbowodem silnika spalinowego.
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak klasyfikujemy połączenia materiałów i elementów?
2. Jakie połączenia nazywamy nierozłącznymi?
3. Jakie połączenia nazywamy rozłącznymi?
4. Jak klasyfikujemy połączenia rozłączne i nierozłączne?
5. Jak wykonujemy połączenia rozłączne?
6. Jak wykonujemy połączenia nierozłączne?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
4.6.3. Ćwiczenia
Ćwiczenie 1
Przyporządkuj kartki z nazwami połączeń rozłącznych do charakterystyk połączeń
zapisanych na kartkach.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać literaturę z rozdziału 6 dotyczącą połączeń rozłącznych, określoną przez
nauczyciela,
2) przeczytać uważnie charakterystyki połączeń zapisane na kartkach,
3) rozpoznać charakterystyki połączeń rozłącznych,
4) przeczytać nazwy połączeń zapisane na kartkach,
5) przyporządkować nazwy do rozpoznanych charakterystyk połączeń rozłącznych,
6) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
kartki z charakterystykami połączeń,
–
kartki samoprzylepne z nazwami połączeń rozłącznych,
–
literatura z rozdziału 6 dotycząca połączeń rozłącznych.
Ćwiczenie 2
Rozpoznaj rodzaj połączeń nierozłącznych na próbkach przedstawionych przez
nauczyciela. Opisz w zeszycie zasady wykonywania tych połączeń.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać literaturę z rozdziału 6 dotyczącą połączeń nierozłącznych, określoną przez
nauczyciela,
2) obejrzeć otrzymane próbki połączeń nierozłącznych, określoną przez nauczyciela,
3) określić rodzaj połączeń nierozłącznych otrzymanych próbek,
4) opisać w zeszycie zasady wykonywania tych połączeń,
5) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
próbki połączeń nierozłącznych,
–
zeszyt i przybory do pisania,
–
literatura z rozdziału 6 dotycząca połączeń nierozłącznych.
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
sklasyfikować połączenia rozłączne?
2)
sklasyfikować połączenia nierozłączne?
3)
rozróżnić połączenia rozłączne?
4)
rozróżnić połączenia nierozłączne?
5)
określić zastosowanie połączeń rozłącznych i nierozłącznych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
4.7.
Podział maszyn i urządzeń stosowanych w budownictwie
wiejskim oraz ich części i podzespoły
4.7.1. Materiał nauczania
Maszyny dzieli się na dwie podstawowe grupy:
–
silniki, przetwarzające energię o dowolnej postaci na energię mechaniczną potrzebną do
napędu innych maszyn i urządzeń;
–
maszyny robocze, pobierające energię mechaniczną od silników i wykonujące określone
czynności (pracę), takie jak zmiana kształtu, wymiaru, położenia (np. obrabiarki,
maszyny transportowe).
Szczegółową klasyfikację maszyn można przedstawić jako:
–
silniki:
–
wiatrowe;
–
wodne – koła wodne, turbiny,
–
cieplne – parowe, spalinowe,
–
elektryczne – prądu stałego, prądu przemiennego,
–
maszyny robocze:
–
produkcyjne:
–
górnicze, hutnicze, budowlane, rolnicze, itd.,
–
transportowe:
–
do transportu dalekiego (np. szynowego, drogowego),
–
do transportu bliskiego (np. dźwignice, przenośniki, drogowe),
–
do transportu gazów i cieczy.
Połączenia części maszyn dzielimy na:
–
części spoczynkowe, gdy skojarzone elementy pozostają względem siebie w stanie
spoczynku (np. śruby, nity, kołki);
–
części ruchowe, tj. części przesuwne (o ruchu prostoliniowym) i obrotowe (np. osie,
wały); części przenoszące napęd (np. wały, sprzęgła).
Od jakości części zależą właściwości użytkowe maszyn. Dlatego części powinny
odznaczać się: wytrzymałością mechaniczną, dokładnością wykonania, technologicznością
i zamiennością.
Podstawową cechą każdej części jest założona dokładność wykonania. Nie można
wykonać elementów z absolutną dokładnością. Dlatego zakładamy granice, w których muszą
mieścić się wymiary danego elementu. Dla wymiaru nominalnego przyjmuje się wymiary
graniczne (odchyłka dolna, górna) określające tolerancję wymiaru. Tolerancje wymiarów są
znormalizowane, określają je Polskie Normy oraz międzynarodowe normy ISO.
Oprócz dokładności wymiarowej o jakości elementów decyduje chropowatość
powierzchni. Ma ona niekorzystny wpływ na współczynnik tarcia, odporność na korozję,
wytrzymałość oraz estetykę, ale z drugiej strony zmniejszanie chropowatości zwiększa koszty
wytwarzania.
Kolejnym, ważnym elementem budowy maszyn i urządzeń są połączenia ich elementów.
Połączenia omówione zostały w poprzednim rozdziale niniejszego poradnika (rozdział 4.6).
Osie i wały to elementy maszyn w kształcie walca, podparte w łożyskach. Osadzonym na
osiach i wałach innym częściom maszyn (np. kołom zębatym, pasowym) może być nadawany
ruch obrotowy lub wahadłowy.
Osie przenoszą tylko obciążenia zginające. Mogą one być ruchome – obracające się wraz
z zamocowanymi częściami maszyn lub nieruchome – pozostające w spoczynku, podczas gdy

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
osadzone na nich części wykonują ruch obrotowy.
Wały są zawsze ruchome i przenoszą moment napędowy W zależności od kształtu
rozróżniamy wały: proste, stopniowane i korbowe – z wykorbieniem pojedynczym lub
wielokrotnym.
Osie i wały osadzone są na czopach. Ze względu na usytuowanie czopów dzielimy je na:
środkowe i końcowe. Średnice czopów są znormalizowane. Ich doboru można dokonać na
podstawie norm lub poradników, w których są podane wzory do obliczeń
wytrzymałościowych. Z uwagi na trudne warunki pracy czopów muszą być one dokładnie
wykonane – najczęściej są utwardzane cieplnie, a następnie – szlifowane.
Łożyska służą do podtrzymywania osi i wałów oraz przenoszenia obciążeń z jednego
elementu na drugi. Ich zadaniem jest również zmniejszanie oporów ruchu. Ze względu na
budowę oraz rodzaj tarcia w łożyskach dzielimy je na ślizgowe i toczne. W zależności od
kierunku przenoszonych obciążeń dzielimy na: poprzeczne, wzdłużne, skośne i wahliwe.
Łożysko ślizgowe tworzy zwykle tuleja wciśnięta w korpus maszyny. Łożyskiem może
być także otwór wykonany bezpośrednio w korpusie, jednak rozwiązanie takie jest stosowane
rzadko. Tuleje, zwane też panwiami, mogą być jednolite lub dzielone. Rozróżniamy więc
łożyska ślizgowe niedzielone i dzielone. Podstawa korpusu łożyska zwykle jest mocowana do
płyty maszyny za pomocą śrub.
Wszystkie łożyska, zwłaszcza ślizgowe wymagają smarowania. Do smarowania używa
się smarów stałych lub ciekłych (tzw. olejów – mineralnych lub syntetycznych).
Sprzęgła umożliwiają przenoszenie momentu obrotowego bez zmiany jego kierunku.
W zależności od konstrukcji i zadań sprzęgła mechaniczne dzielimy na:
–
sprzęgła nierozłączne (stałe), które można rozłączyć dopiero po zatrzymaniu wału przez
demontaż sprzęgła (włączanie takiego sprzęgła odbywa się w spoczynku),
–
sprzęgła sterowane, które dają się rozłączyć podczas ruchu wału,
–
sprzęgła samoczynne, w których połączenie lub rozłączenie wałów następuje
samoczynnie wskutek zmian parametrów pracy.
Sprzęgła nierozłączne cechuje prosta budowa, dzielimy je na: sztywne, podatne
i samonastawne. Sprzęgła podatne posiadają sprężysty łącznik, który kompensuje drgania
wałów i niewielką współosiowość. Sprzęgła samonastawne łączą wały, których osie nie
pokrywają się – kompensują przesunięcia osiowe, promieniowe lub kątowe.
Sprzęgła sterowane dzieli się na:
–
przełączane synchronicznie – przełączenie przy takich samych prędkościach obrotowych
wałów lub prawie takich samych, rozróżniamy tu sprzęgła kłowe i zębate,
–
przełączane asynchroniczne – przełączane przy różnych prędkościach obrotowych
wałów, są to sprzęgła cierne: tarczowe, stożkowe i wielopłytkowe.
Sprzęgła samoczynne dzielimy na:
–
odśrodkowe – to sprzęgła cierne włączane lub wyłączane dzięki sile odśrodkowej
działającej na ich części w zależności od prędkości obrotowej,
–
sprzęgła jednokierunkowe – umożliwiają przenoszenie napędu tylko w jednym kierunku,
–
sprzęgła bezpieczeństwa – zabezpieczają elementy maszyn przed przeciążeniem –
łączniki sprzęgieł celowo wykonywane z materiałów o mniejszej wytrzymałości niż
pozostałe elementy sprzęgła.
Hamulce – służą do zmniejszania prędkości i zatrzymywania wirujących części maszyn.
Najczęściej są to hamulce cierne: klockowe, cięgnowe, talerzowe lub bębnowe.
Przekładnie mechaniczne służą do zmiany prędkości obrotowych części roboczych
maszyn i urządzeń. Często konieczne są zmiany prędkości obrotowej. Odpowiednią prędkość
obrotową części roboczych maszyn można dobierać dzięki przekładniom.
W zależności od przełożenia przekładnie dzielimy na: reduktory – przekładnie
zwalniające i multiplikatory – przekładnie przyspieszające.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Rozróżniamy trzy podstawowe rodzaje przekładni mechanicznych: cierne, cięgnowe
(pasowe, łańcuchowe) i zębate.
Powszechnie stosowane są przekładnie o stałym przełożeniu, rzadziej o przełożeniu
zmiennym (tzw. wariatory) zapewniające bezstopniową zmianę przełożenia.
Rzadziej stosowane części i mechanizmy maszyn i urządzeń to:
–
mechanizm krzywkowy – umożliwia uzyskanie ruchów o zmiennej prędkości i kierunku,
–
mechanizm korbowy – zamienia ruch obrotowy na cykliczny ruch posuwisto-zwrotny,
–
mechanizm śrubowy – przekształca ruch obrotowy na ruch posuwisto-zwrotny.
4.7.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak klasyfikujemy maszyny i urządzenia stosowane w budownictwie wiejskim?
2. Jakie maszyny stosowane są do robót transportowych?
3. Jak klasyfikujemy podstawowe części i podzespoły maszyn i urządzeń?
4. Jak klasyfikujemy ruchome części maszyn?
4.7.3. Ćwiczenia
Ćwiczenie 1
Wybierz maszyny transportowe spośród przedstawionych na planszy maszyn i urządzeń
stosowanych w budownictwie wiejskim.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować planszę z rysunkami maszyn i urządzeń stosowanych w budownictwie,
2) wybrać maszyny transportowe,
3) uzasadnić swój wybór.
Wyposażenie stanowiska pracy:
–
plansza
z
rysunkami
przedstawiającymi
maszyny
i
urządzenia
stosowane
w budownictwie wiejskim,
–
literatura z rozdziału 6 dotycząca maszyn i urządzeń stosowanych w budownictwie
wiejskim.
Ćwiczenie 2
Rozróżnij i podpisz podstawowe części i podzespoły maszyn i urządzeń na rysunkach
otrzymanych od nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać literaturę z rozdziału 6 dotyczącą części i podzespołów maszyn i urządzeń,
określoną przez nauczyciela,
2) przeanalizować otrzymane rysunki części i podzespołów maszyn i urządzeń,
3) rozpoznać na rysunkach części i podzespoły maszyn i urządzeń,
4) podpisać rozpoznane na rysunkach części i podzespoły,
5) zaprezentować wykonane ćwiczenie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Wyposażenie stanowiska pracy:
–
rysunki części i podzespołów maszyn i urządzeń,
–
przybory do pisania,
–
literatura z rozdziału 6 dotycząca części i podzespołów maszyn i urządzeń.
4.7.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) sklasyfikować maszyny i urządzenia stosowane w budownictwie
wiejskim?
2) rozróżnić maszyny i urządzenia stosowane do robót transportowych?
3) sklasyfikować podstawowe części i podzespoły maszyn i urządzeń?
4) rozpoznać podstawowe części i podzespoły maszyn i urządzeń?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
4.8. Tolerancje i pasowania w budowie maszyn
4.8.1. Materiał nauczania
Podstawową cechą każdej części powinna być założona z góry dokładność wykonania.
Nie można wykonać elementów z absolutną dokładnością i powtarzalnością wymiarów.
Dlatego zakładamy granice, w których muszą się mieścić wymiary danego elementu, aby
mógł być uznany za dobry. Przyczyny nieuzyskiwania wymiarów, jakie ustalamy, są różne:
zużywanie się narzędzia podczas obróbki części, niedokładność obrabiarki, błąd ustawienia
obrabiarki, błąd pomiaru.
Założony z góry wymiar nazywamy wymiarem nominalnym D, natomiast najmniejszy
dopuszczalny wymiar – wymiarem dolnym A, a największy – wymiarem górnym B.
Tolerancja T wymiaru, to różnica między wymiarami górnym a dolnym, będącymi
wymiarami granicznymi.
T = B – A
Tolerancja jest polem ograniczonym wymiarami górnym i dolnym – jest zawsze
dodatnia, gdyż B > A.
W celu określenia wymiarów granicznych najkorzystniej jest posługiwać się pojęciami
odchyłki dolnej i odchyłki górnej.
Odchyłką dolną lub górną nazywamy różnicę między wymiarem granicznym (dolnym
lub górnym) a wymiarem nominalnym. Może ona przyjmować wartość dodatnią, ujemną lub
równą zeruwymiarów zewnętrznych (wałków). Odchyłka dolna jest oznaczona symbolem ei,
górna symbolem es.
Odchyłki wymiarów wewnętrznych (otworów). Odchyłka dolna jest oznaczona
symbolem EI, a górna symbolem ES.
Tolerancje wymiarów są znormalizowane. Zgodnie z normą międzynarodową ISO układ
tolerancji przewiduje 20 klas dokładności oznaczonych symbolem IT i numerem klasy. Układ
ten zaczyna się od klas najdokładniejszych IT01, IT0, IT1..., a kończy na klasach najmniej
dokładnych: IT14, IT15, IT16, IT17, IT18.
Zapis ogólny wymiaru tolerowanego jest następujący:
es
ei
D
lub
ES
EI
D
W przypadku gdy odchyłka jest równa zeru, należy ją podać przy wymiarze nominalnym
(zgodnie z PN–87/N–01621). Oto kilka przykładów zapisu wymiarów tolerowanych:
Często zdarza się, że na rysunku jest podany tylko wymiar nominalny bez odchyłek.
Oznacza to, że wymiar ten jest wykonywany w klasie dokładności warsztatowej, najczęściej
IT12 ÷ IT14 (w zależności od norm przyjętych w przedsiębiorstwie). W takich przypadkach
wymiary toleruje się zawsze w głąb materiału, a zatem:
–
wymiary zewnętrzne (wałki) mogą być wykonane jako równe lub mniejsze od
nominalnego,
–
wymiary wewnętrzne (otwory) mogą być wykonane jako równe lub większe od
nominalnego.
Zamiast tolerowania liczbowego można posługiwać się tolerowaniem symbolowym,
w którym litera alfabetu oznacza położenie pola tolerancji względem linii zerowej. Małe litery
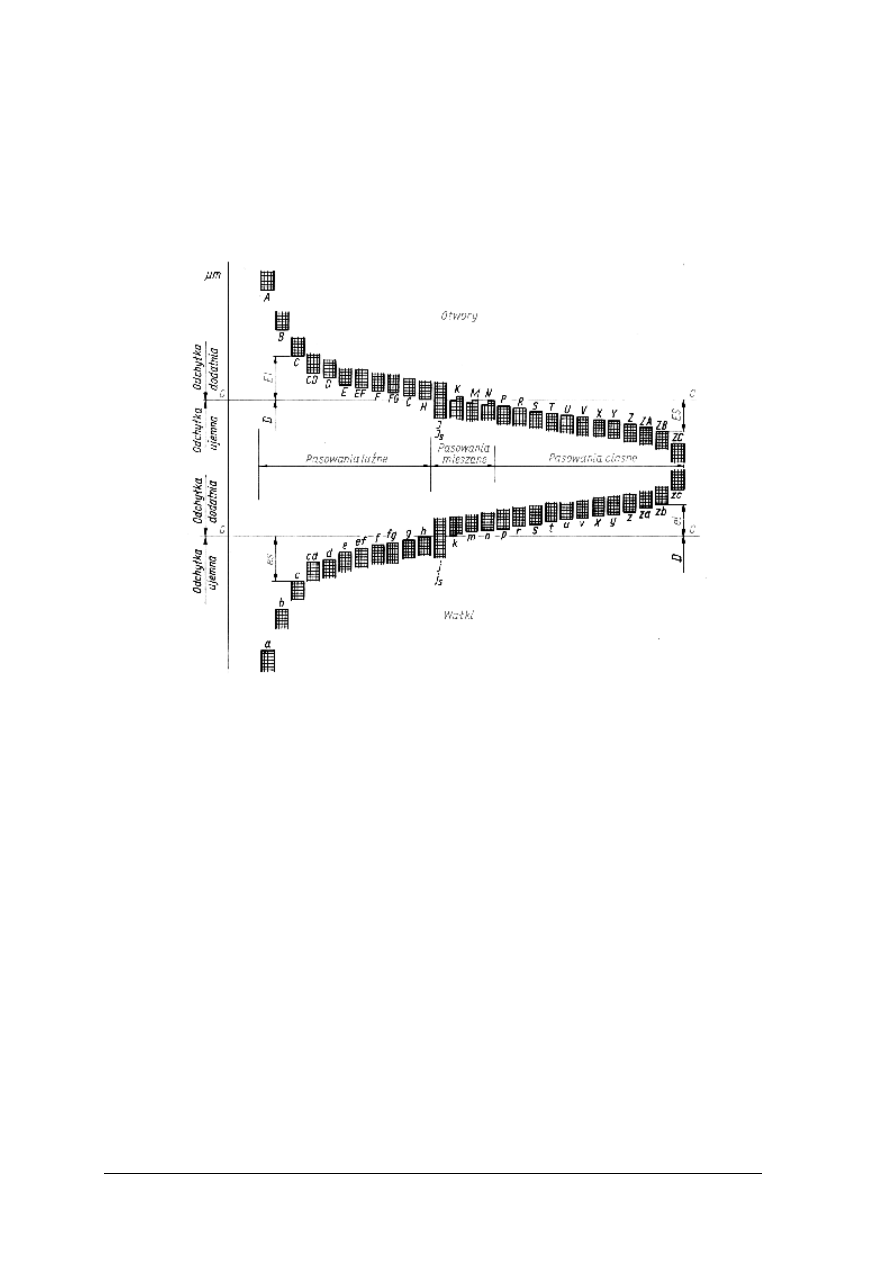
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
od a do zc są przeznaczone dla wymiarów zewnętrznych, duże zaś od A do ZC – dla
wymiarów wewnętrznych.
Korzystając z normy PN–91/M–02105, znajdujemy: Ø40H8 – otwór Ø40
039
,
0
0
+
. Cyfra po
literze alfabetu oznacza klasę dokładności, czyli szerokość pola tolerancji. Wymiary
zewnętrzne (wałki i wewnętrzne (otwory) oznaczone odpowiednio literami h i H nazywamy
podstawowymi.
Rys. 7.
Układ pól tolerancji (wg PN–89/M – 02102) [1, s. 39]
Pasowaniem nazywamy skojarzenie elementów o jednakowych wymiarach nominalnych,
lecz o różnych odchyłkach w zależności od tego, jaki rodzaj pasowania chcemy uzyskać:
luźne, mieszane czy ciasne.
Przed połączeniem (skojarzeniem) elementów (otworu i wałka) istnieje między nimi luz,
który może być dodatni, ujemny (zwany wciskiem) lub równy zeru.
Luzem najmniejszym nazywamy różnicę między dolnym wymiarem otworu A
o
(lub
dolną odchyłką EI) a górnym wymiarem wałka B
w
(lub górną odchyłką es)
Luzem największym nazywamy różnicę między górnym wymiarem granicznym otworu
B
o
(lub górną odchyłką ES) a dolnym wymiarem granicznym wałka A
w
(lub dolną odchyłką
ei).
Pasowania najkorzystniej jest dobierać wg dwu zasad: stałego otworu lub stałego wałka.
Zasada stałego otworu polega na tym, że jego średnicę toleruje się zawsze w głąb
materiału, a wymagane pasowanie z wałkiem (luźne, mieszane, czy ciasne) uzyskuje się przez
dobranie odpowiednich odchyłek średnicy wałka.
Zasada stałego wałka polega na tym, że jego średnicę toleruje się zawsze w głąb
materiału, a wymagane pasowanie z otworem (luźne, mieszane, czy ciasne) uzyskuje się przez
dobranie odpowiednich odchyłek średnicy otworu.
Stały otwór oznacza się literą H, stały wałek zaś literą h. Spośród obowiązujących dwóch
zasad najczęściej jest stosowana zasada stałego otworu, gdyż łatwiej można dobrać wałek do
niego niż odwrotnie. Wałek można bowiem wykonać dokładnie na obrabiarkach
i narzędziami uniwersalnymi, podczas gdy otwór – narzędziami specjalnymi (drogimi.
rozwiertakami).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
4.8.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki jest cel stosowania tolerancji?
2. Jak określane są odchyłki graniczne?
3. Na czym polega znormalizowanie wymiarów tolerancji?
4. Jak klasyfikujemy pasowania?
5. Jakie są zasady pasowań?
4.8.3. Ćwiczenia
Ćwiczenie 1
Oblicz wymiary graniczne i tolerancję dla wartości wymiaru nominalnego i odchyłek
określonych przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać literaturę z rozdziału 6 dotyczącą tolerancji i pasowań, określoną przez
nauczyciela,
2) przeanalizować określone przez nauczyciela wartości: wymiaru nominalnego i odchyłek,
3) obliczyć wymiary graniczne górny i dolny,
4) obliczyć tolerancję,
5) zanotować obliczenia i wyniki w zeszycie,
6) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
zeszyt i przybory do pisania,
–
literatura z rozdziału 6 dotycząca tolerancji i pasowań.
Ćwiczenie 2
Przedstaw na rysunku: wymiar nominalny, wymiary graniczne i pole tolerancji na
podstawie wartości: wymiaru nominalnego i odchyłek określonych przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać literaturę z rozdziału 6 dotyczącą tolerancji i pasowań, określoną przez
nauczyciela,
2) przeanalizować określone przez nauczyciela wartości: wymiaru nominalnego i odchyłek,
3) naszkicować w zeszycie dowolny element,
4) narysować na naszkicowanym elemencie wymiary graniczne,
5) narysować na naszkicowanym elemencie wymiar nominalny,
6) narysować na naszkicowanym elemencie pole tolerancji,
7) zaprezentować wykonany rysunek.
Wyposażenie stanowiska pracy:
–
zeszyt i przybory do pisania,
–
literatura z rozdziału 6 dotycząca tolerancji i pasowań.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
4.8.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić cel stosowania tolerancji?
2)
określić odchyłki graniczne?
3)
wyjaśnić, na czym polega normalizacja wymiarów tolerancji?
4)
sklasyfikować pasowania?
5)
określić wymiary graniczne i tolerancję?
6)
scharakteryzować zasady pasowania?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
4.9.
Materiały eksploatacyjne – smary i oleje hydrauliczne,
lakiery i środki konserwujące
4.9.1. Materiał nauczania
Oleje i smary są to substancje, które wprowadza się między trące się powierzchnie
w celu zmniejszenia współczynnika tarcia i przedłużenia trwałości tych powierzchni.
Właściwe smarowanie wszystkich urządzeń technicznych i jest podstawowym elementem
konserwacji i racjonalnej eksploatacji maszyn i urządzeń. Przy ocenie zastosowania
i przydatności olejów i smarów uwzględnia się lepkość, smarność, temperaturę krzepnięcia,
temperaturę zapłonu oraz zawartość zanieczyszczeń.
Lepkością nazywamy tarcie wewnętrzne występujące między przesuwającymi się
wzajemnie sąsiednimi warstwami cieczy. Między lepkością a płynnością istnieje ścisłe
powiązanie. Im mniejsza jest lepkość, tym większą wykazuje on płynność. Im mniej zmienia
się lepkość oleju (przy zmianie temperatury), tym olej jest lepszy. Do smarowania maszyny,
urządzenia lub silnika należy zawsze stosować olej o takiej lepkości, jaką określa instrukcja
obsługi.
Smarność oleju jest to zdolność przylegania do powierzchni współpracujących ze sobą
i tworzenia na nich trwałych warstw zmniejszających opór tarcia.
Temperatura krzepnięcia oleju lub smaru jest bardzo ważnym wskaźnikiem dotyczącym
zastosowania oleju w zależności od temperatury otoczenia. Oleje i smary o niskiej
temperaturze krzepnięcia nie mogą zawierać dużych ilości węglowodorów parafinowych.
Temperatura zapłonu olejów i smarów powinna być wysoka, szczególnie jeżeli olej
pracuje w podwyższonej temperaturze.
Oleje i smary nie powinny zawierać zanieczyszczeń mechanicznych, gdyż mogą
uszkodzić współpracujące powierzchnie.
Rodzaje olejów i smarów i ich zastosowanie
Ze względu na pochodzenie oleje i smary dzieli się na: mineralne, roślinne, zwierzęce
i syntetyczne. Największe zastosowanie w technice mają obecnie oleje mineralne rafinowane
przede wszystkim z ropy naftowej. Coraz większe zastosowanie mają oleje syntetyczne,
np. silikonowe lub estrowe. Do olejów i smarów mineralnych często dodaje się różnego
rodzaju dodatki chemiczne poprawiające ich właściwości. Do smarowania maszyn i urządzeń
używa się olejów maszynowych i wrzecionowych, olejów do sprężarek oraz smarów
maszynowych. Rodzaj oleju i smaru dla konkretnej maszyny lub urządzenia podany jest
zawsze w instrukcji smarowniczej zawartej w dokumentacji techniczno-ruchowej danej
maszyny lub w tabelach zamienników
Oleje i smary, oprócz swego głównego przeznaczenia, w praktyce warsztatowej używane
są jako tymczasowe i nietrwałe środki zabezpieczające metale przed korozją.
Regeneracja zużytych olejów i smarów
Zużyte oleje i smary można odzyskać dla celów przemysłu przez regenerację.
Regeneracji można dokonać metodami: fizyczną, fizykochemiczną, chemiczną.
Regeneracja metodą fizyczną polega na odstaniu, filtracji, odwirowaniu, przemyciu wodą
oraz oddestylowaniu.
Regeneracja metodą fizykochemiczną polega na koagulacji lub adsorpcji. Koagulacja
polega na wprowadzaniu do roztworu pewnych substancji, które oddziaływując na produkty
utleniania opadają na dno i mogą być oddzielone przez odstanie lub filtrowanie. Adsorpcja
polega na wykorzystaniu zdolności przyczepiania się cząstek zanieczyszczeń olejów do
niektórych substancji, zwanych adsorbentami. Do zużytych olejów wprowadza się adsorbent
i po połączeniu się jego z zanieczyszczeniami oddziela się je przez filtrowanie lub

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
odwirowanie.
Metoda chemiczna regeneracji polega na wykorzystaniu reakcji chemicznych, w wyniku,
których zanieczyszczenia osadzają się i mogą być następnie oddzielone metodą fizyczną.
Materiałami lub wyrobami lakierniczymi nazywa się zawiesiny ciał stałych w cieczy,
które są przeznaczone do wytwarzania powłok lakierowych o określonych właściwościach
ochronnych, dekoracyjnych lub głuszących.
Materiały lakiernicze składają się z: substancji powłokotwórczych, czyli spoiwa;
barwników i pigmentów; wypełniaczy i obciążników; rozpuszczalników.
Substancje powłokotwórcze spełniają zadanie ciekłego spoiwa tworzącego powłokę.
Stanowią one najważniejszy składnik wyrobu lakierniczego, gdyż utrzymują jak najlepszy
stan wymieszania barwników i związania powłoki lakierniczej z podłożem. Substancje
te nadają powłoce lakierniczej elastyczność i połysk. Substancje powłokotwórcze to
przeważnie żywice naturalne lub syntetyczne, a ich rodzaj jest uwzględniony w nazwie
wyrobu lakierniczego, np. emalia ftalowa lub emalia celulozowa.
Barwniki i pigmenty nadają wyrobowi lakierniczemu barwę oraz uodparniają powłokę na
działanie czynników korozyjnych i światła słonecznego. Barwniki nie mają wpływu na jakość
powłoki, a pigmenty działają antykorozyjnie. Jako pigmenty stosuje się między innymi: minię
ołowianą, pył aluminiowy i biel cynkową oraz pył cynkowy.
Wypełniacze i obciążniki zmieszane z pigmentami uszczelniają powłoki i zwiększają ich
wytrzymałość mechaniczną. Jako wypełniacze i obciążniki stosuje się między innymi: kredę,
szpat, talk.
Rozpuszczalniki powodują rozpuszczenie składników powłokotwórczych, dzięki czemu
można nałożyć odpowiednio cienką powłokę lakierniczą. Powodują również utrzymanie
jednolitej gęstości materiału lakierniczego. Rozpuszczalniki wyparowują z powłoki
rozpoczynając proces jej wysychania lub utwardzania.
Wszystkie wymienione składniki, a szczególnie ich skład chemiczny i proporcje
wymieszania, decydują o właściwościach powłok lakierniczych i technologii ich nakładania.
Rodzaje materiałów lakierniczych
Wszystkie wyroby lakiernicze dzieli się na cztery rodzaje, różniące się między sobą
właściwościami i zastosowaniem. Są to farby, emalie, lakiery i lakiernicze wyroby
pomocnicze.
Farby są to zawiesiny wypełniaczy i pigmentów w spoiwie lub jego roztworze. Farby
zawierają duże ilości wypełniaczy i pigmentów, co ma wpływ na ich dobre właściwości
ochronne i kryjące.
Emalie są również zawiesinami pigmentów i wypełniaczy w spoiwie. Różnią się od farb
przede wszystkim tym, że zawierają znacznie mniej pigmentów i wypełniaczy, co powoduje
że mają bardzo dobre właściwości dekoracyjne i dlatego są stosowane na ostateczne warstwy
nawierzchniowe.
Lakiery są roztworami substancji powłokotwórczych w rozpuszczalnikach. Nie zawierają
wypełniaczy i pigmentów, a jedynie barwniki w przypadku lakierów barwnych.
Lakiernicze wyroby pomocnicze stanowią szeroki asortyment materiałów stosowanych
w pracach lakierniczych, ale nie wytwarzają powłok, jak np. szpachla, pasty do szlifowania,
materiały ścierne, kity uszczelniające itp.
Do najważniejszych materiałów lakierniczych należą:
1. Materiały lakiernicze nitrocelulozowe są łatwe do nakładania i schną w temperaturze
pokojowej. Spoiwem jest żywica nitrocelulozowa. Są bardzo łatwo palne i wychodzą
obecnie z użycia. Powłoka po wyschnięciu wymaga polerowania.
2. Materiały lakiernicze chlorokauczukowe dają powłoki bardzo odporne na działanie wody
i schną w temperaturze pokojowej. Nie nadają się do natrysku. Stosowane głównie do
powłok antykorozyjnych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
3. Materiały lakiernicze poliwinylowe dają powłoki szybko schnące, elastyczne
i wodoodporne. Spoiwem są żywice poliwinylowe. Są stosowane głównie jako farby
podkładowe oraz pasty głuszące.
4. Materiały lakiernicze ftalowe mają szerokie zastosowanie jako wyroby schnące
w temperaturze pokojowej oraz jako emalie piecowe. Przez zastosowanie spoiwa
w postaci żywic alkaloidowych wyroby schną w temperaturze pokojowej. Są stosowane
jako szpachlówki, farby podkładowe i emalie nawierzchniowe. Przez zastosowanie
spoiwa w postaci żywic melaminowych otrzymuje się bardzo dobre emalie
nawierzchniowe, zwane emaliami ftalowymi karbamidowymi, które utwardzają się
w temperaturze 110–130°C lub odpowiednio modyfikowane w temperaturze 80–110°C,
a nawet z zastosowaniem odpowiednich utwardzaczy w temperaturze pokojowej. Emalie
te są powszechnie stosowane do lakierownia pojazdów samochodowych.
5. Materiały lakiernicze akrylowe są stosowane na najwyższej jakości emalie i lakiery.
Spoiwem są żywice akrylowe. Powłoki otrzymane z emalii akrylowych odznaczają się
dużą odpornością na działanie wody i chemikaliów. Są stosowane coraz powszechniej do
lakierowania nadwozi samochodowych mimo wysokiej ceny oraz do celów
dekoracyjnych.
6. Materiały lakiernicze poliestrowe zawierają jako spoiwo żywice poliestrowe. Stosuje się
je głównie do wyrobu kitów szpachlowych.
Ze względu na zastosowanie materiały lakiernicze dzieli się na: pokosty – do nasycania
drewna; farby podkładowe – do drewna i do metali; emalie olejne wewnętrzne – do
malowania drewna i metali nienarażonych na wpływy atmosferyczne; farby antykorozyjne;
pasty głuszące; kity uszczelniające; kity szpachlowe – do wyrównywania nierówności
i emalie oraz lakiery używane na powłoki zewnętrzne dekoracyjno-ochronne.
4.9.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Do czego są stosowane oleje i smary?
2. Jak klasyfikujemy oleje i smary?
3. Jakie są metody regeneracji olejów i smarów?
4. Jakie są składniki materiałów lakierniczych?
5. Jak klasyfikujemy materiały lakiernicze uwzględniając właściwości i zastosowanie?
6. Jak klasyfikujemy materiały lakiernicze uwzględniając rodzaj spoiwa?
4.9.3. Ćwiczenia
Ćwiczenie 1
Dobierz oleje i smary znajdujące się na stole w pracowni do maszyn i urządzeń
przedstawionych na rysunkach przekazanych przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) obejrzeć opakowania i przeczytać instrukcje zastosowania olejów i smarów,
2) obejrzeć i rozpoznać maszyny i urządzenia przedstawione na rysunkach,
3) dobrać oleje i smary do maszyn i urządzeń przedstawionych na rysunkach,
4) zaprezentować wykonane ćwiczenie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
Wyposażenie stanowiska pracy:
–
opakowania olejów i smarów z instrukcjami zastosowania,
–
rysunki maszyn i urządzeń,
–
literatura z rozdziału 6 dotycząca materiałów eksploatacyjnych.
Ćwiczenie 2
Sprawdź w otrzymanej instrukcji obsługi ręcznej pilarki łańcuchowej rodzaj oleju do
okresowej konserwacji maszyny.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać treść instrukcji BHP dotyczącej obsługi pilarki,
2) przeczytać otrzymaną instrukcję obsługi pilarki,
3) znaleźć i odczytać rodzaj oleju zalecanego przez producenta sprzętu.
Wyposażenie stanowiska pracy:
−
instrukcja użytkowania pilarki ręcznej łańcuchowej,
−
instrukcja BHP na stanowisku pracy,
−
literatura z rozdziału 6 dotycząca materiałów eksploatacyjnych.
4.9.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić zastosowanie olejów i smarów?
2)
sklasyfikować oleje i smary?
3)
zastosować oleje i smary?
4)
wyjaśnić cel regeneracji zużytych olejów i smarów?
5)
sklasyfikować materiały lakiernicze?
6)
dobrać materiały lakiernicze?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
4.10. Przyczyny zużycia części maszyn i urządzeń oraz metody
przedłużania ich trwałości
4.10.1. Materiał nauczania
W wyniku eksploatacji następuje pogorszenie się stanu technicznego i użyteczności
maszyn, co objawia się zmniejszeniem ich sprawności mechanicznej, wzrostem temperatury
i natężenia hałasu podczas pracy maszyny oraz występowaniem nadmiernych drgań.
Zużycia nie da się uniknąć, ale można i należy je opóźniać. Ze względu na rodzaj
oddziałującego czynnika rozróżnia się zużycie mechaniczne, korozyjne i korozyjno –
mechaniczne.
Szybkość i rodzaj zużycia poszczególnych części i mechanizmów maszyn zależą od
warunków pracy, tzn. od:
–
rodzaju tarcia uwarunkowanego rodzajem ruchu (ślizgowe, toczne), kształtu
geometrycznego powierzchni trących oraz obciążenia,
–
rodzaju tarcia uwarunkowanego smarowaniem lub jego brakiem (suche, płynne,
mieszane, graniczne),
–
obciążenia wywołującego naprężenia wewnętrzne materiału części trących,
–
prędkości poślizgu lub toczenia,
–
temperatury otoczenia,
–
obecności środowiska agresywnego korozyjnie,
–
wnikania między trące powierzchnie niepożądanych ciał obcych,
–
jakości procesu eksploatacji,
–
przepływu prądu elektrycznego (w szczególnych przypadkach).
Szczególnie w ważnym czynnikiem wpływającym na szybkość zużycia części maszyn
i urządzeń jest procesu eksploatacji. Właściwa eksploatacja jest podstawowym sposobem
przedłużania trwałości.
Czynniki jakie właściwej eksploatacji to:
–
użytkowanie maszyn i urządzeń zgodnie z instrukcją obsługi i zaleceniami producenta,
–
używanie zalecanych przez producenta materiałów eksploatacyjnych,
–
bieżąca konserwacja, czyszczenie i regulacja,
–
przestrzeganie czasu obsługi okresowej, remontów (bieżących, średnich i kapitalnych)
w tym wymiana części zamiennych na nowe, zalecane przez producenta lub
regenerowane w pełni sprawne.
Tarcie – powoduje niszczenie warstwy wierzchniej par trących; zmęczenie – prowadzi do
powstania przełomów w wyniku działania zmiennych obciążeń; korozja – przeważnie obniża
wytrzymałość i zmianę składu warstwy wierzchniej materiału; erozja – narusza powierzchnię
poddaną przepływowi czynnika gazowego lub ciekłego.
Zużywanie mechaniczne wskutek tarcia następuje na styku współpracujących
powierzchni w urządzeniach mechanicznych. Szczególnie narażone na ten sposób zużycia są:
łożyska, prowadnice, przekładnie zębate, napędy krzywkowe. Tarcie powoduje: ubytek
materiału, zmianę właściwości warstwy wierzchniej, pogarszanie jakości powierzchni tarcia
(chropowatość, rysy, pęknięcia powierzchniowe, itp.). Tarcia nie da się wyeliminować.
Można zmniejszać zużycie materiałów przez takie projektowanie, by między
współpracującymi materiałami występowało, mniej szkodliwe tarcie toczne przez dobór
materiału współpracujących elementów; stosowanie smarowania i chłodzenia.
Zużywanie
mechaniczne wskutek przekroczenia wytrzymałości doraźnej
lub
zmęczeniowej
Niszczeniem zmęczeniowym materiału nazywa się zmiany występujące w nim podczas

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
działania okresowo zmiennych odkształceń lub naprężeń, które powodują zmniejszenie
wytrzymałości i trwałości, a nawet całkowite zniszczenie. Najczęściej jest to awaryjny
przypadek niszczenia i dlatego części maszyn projektuje się z dużym zapasem wytrzymałości
zmęczeniowej.
Wartości obciążeń i naprężeń podczas pracy maszyn zmieniają się cyklicznie. Powoduje
to spadek wytrzymałości materiału. Elementy konstrukcyjne pękają wskutek zmęczenia
materiału. Pęknięcia te często są niezauważalne, a więc zniszczenie następuje
niespodziewanie.
Wytrzymałość zmęczeniową można zwiększyć przez: wyeliminowanie ostrych przejść
i podcięć oraz obszarów gwałtownego spiętrzenia naprężeń; unikanie ostrych rys podczas
obróbki powierzchni; zapobieganie w trakcie obróbki odwęgleniu powierzchni;
kontrolowanie lub zapobieganie korozji, erozji i agresji chemicznej podczas pracy urządzenia;
zmianę konstrukcji polegającą na eliminowaniu połączeń pasowanych na wcisk, kołków
i innych części łączących, które zawsze wywołują zaburzenia w makroskopowym stanie
naprężeń wywołanie odpowiedniego zgniotu w warstwie wierzchniej, szczególnie
w miejscach spiętrzenia naprężeń (powierzchnie elementu poddaje się krążkowaniu,
śrutowaniu, młotkowaniu lub innego rodzaju obróbce plastycznej).
Korozją nazywa się proces niszczenia metali w wyniku reakcji chemicznych lub
elektrochemicznych prze biegających podczas zetknięcia metali z otaczającym je
środowiskiem gazowym lub ciekłym. W związku z tym rozróżnia się korozję chemiczną
i elektrochemiczną.
Korozja chemiczna polega na niszczącym działaniu gazów lub cieczy nie będących
elektrolitami. Cząsteczki takiego środowiska stykają się z powierzchnią metalu i tworzą z nim
związki, najczęściej tlenki, rzadziej siarczki, węgliki lub azotki. Wzrost temperatury
przyspiesza tworzenie się tych związków.
Niekiedy powstająca na powierzchni metalu, np. miedzi warstewka związków jest ścisła
i trwała. Wówczas chroni ona przedmiot przed dalszą korozją. Jeżeli jednak utworzona
warstewka związków nie jest ścisła lub gdy łatwo odpada, wówczas metal jest stale narażony
na agresywne działanie ośrodka i szybko ulega zniszczeniu.
Korozja elektrochemiczna jest procesem niszczenia metalu związanym z przepływem
prądu elektrycznego przez granicę faz metal-elektrolit (np. korozja metali w roztworach
wodnych, stopionych solach, wilgotnych glebach). Przepływ prądu jest najczęściej wynikiem
działania istniejących w korodującym układzie makroogniw elektrochemicznych. Przyczyną
powstawania makroogniw mogą być np. połączenie dwóch różnych metali stykających się
jednocześnie z elektrolitem, nierównomierny dostęp tlenu do powierzchni metalu, różnice
temperatur itp.
Najważniejszymi w praktyce przypadkami korozji elektrochemicznej są:
−
korozja atmosferyczna, gdy wilgotność powietrza wynosi, około 70%, w wyniku czego
na powierzchni metali może kondensować się warstewka wody, która wraz
z rozpuszczonymi w niej substancjami odegra rolę elektrolitu,
−
korozja morska (w wodzie morskiej),
−
korozja ziemna spowodowana agresywnym działaniem gleby.
W przypadku korozji chemicznej jak elektrochemicznej mogą wystąpić czynniki
przyspieszające jej przebieg. Czynnikami takimi są np. naprężenia działające na metale lub
działanie czynników ścierających. Niekiedy czynnikiem zwiększającym korozję lub ją
wywołującym mogą być tzw. prądy błądzące, pochodzące np. z naprężenia sieci elektrycznej.
W zależności od objawów i skutków procesu korozyjnego rozróżnia się korozję:
równomierną, miejscową, międzykrystaliczną i inne.
Korozja równomierna obejmuje swym zasięgiem całą powierzchnię przedmiotu
metalowego.
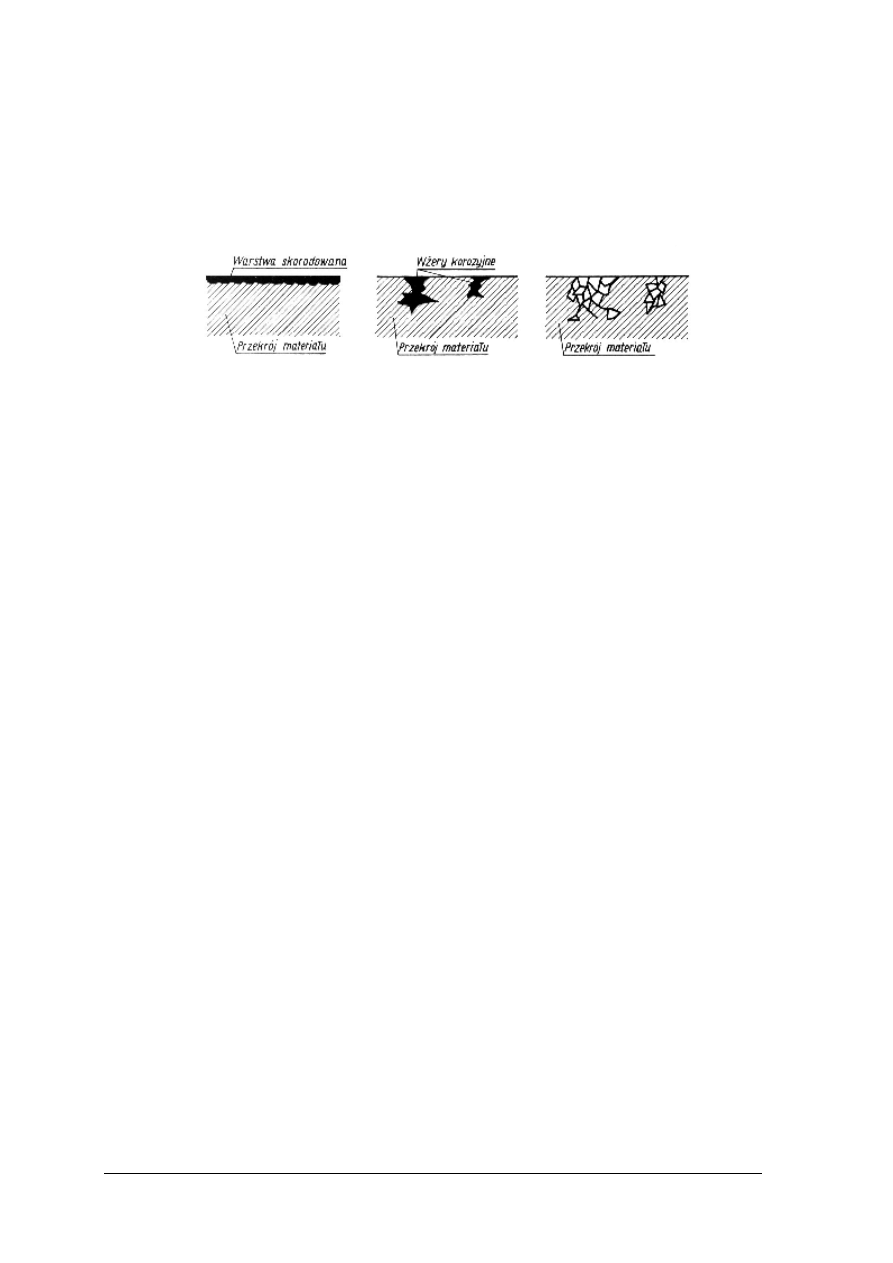
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
Korozja miejscowa występuje tylko w pewnych miejscach przedmiotu w postaci plam
lub wżerów sięgających nieraz głęboko w materiał. Ze względu na możliwość znacznego
osłabienia przedmiotu korozja miejscowa jest groźna dla trwałych konstrukcji.
Korozja międzykrystaliczna pojawia się na granicy ziarna powodując bardzo znaczne
zmniejszenie właściwości wytrzymałościowych materiału.
a)
b)
c)
Rys. 8.
Korozja: a) równomierna (powierzchniowa), b) miejscowa (punktowa), międzykrystaliczna [5, s. 48]
Ochrona przed korozją
Konstrukcje lub przedmiot najczęściej chroni się przed korozją przez:
−
zastosowanie metalu antykorozyjnego pozbawionego zanieczyszczeń,
−
nałożenie lub wytworzenie powłoki ochronnej.
Powłoki ochronne nakładane. Dzieli się je na metalowe i niemetalowe. Na powłoki
metalowe o dużej odporności na korozję używa się niklu, chromu, miedzi, srebra, cyny,
cynku, ołowiu, kadmu, aluminium. Powłoki ochronne nakłada się galwanicznie oraz przez
zanurzenie, natryski i platerowanie.
Powłoki niemetalowe oddzielają mechanicznie metal od agresywnego ośrodka.
Są stosowane powłoki pochodzenia organicznego, jak np. farby, oleje, lakiery szybko schnące
i lakiery piecowe, a ponadto smoły i asfalty oraz różnego rodzaju smary. Ostatnio stosuje się
do tego celu tworzywa sztuczne. Powłoki niemetalowe – wytwarzane są metodami
chemicznymi lub elektrochemicznymi.
Czasowe zabezpieczenie metali przed korozją można uzyskać przez pokrycie
powierzchni specjalnymi smarami lub wazeliną techniczną.
Przed przystąpieniem do zabezpieczenia powierzchni metalowych wyżej wymienionymi
środkami należy powierzchnie te dobrze oczyścić z brudu i innych zanieczyszczeń.
Przechowywanie materiałów metalowych powinno się odbywać w suchych pomieszczeniach.
Powłoki ochronne wytwarzane.
Łączone są z materiałem chronionym chemicznie, tzn. na granicy warstw tworzą się
związki chemiczne lub roztwory. Rozróżnia się wytwarzane powłoki metalowe
i niemetalowe.
Powłoki metalowe – uzyskuje się w wysokiej temperaturze na zasadzie dyfuzji metalu
ochronnego w głąb metalu chronionego. Najbardziej znane są procesy wprowadzania do stali
aluminium, czyli koloryzowanie, wprowadzanie cynku, czyli scherardyzowanie oraz
nachromowywanie.
Oksydowanie (czernienie) – polega na wytwarzaniu na powierzchni stali warstwy
tlenków żelaza. Oksydować można nie tylko na kolor czarny lub brunatny, lecz również na
brązowy i różne odcienie czerni.
Fosforanowanie – polega na wytworzeniu na powierzchni stali warstwy krystalicznej
fosforanów żelaza.
Ponadto, istnieje elektrochemiczna ochrona przed korozją stosowana do zabezpieczania
rurociągów, kadłubów statków itp.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
4.10.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są przyczyny zużycia części maszyn?
2. Jakie zjawiska świadczą o występowaniu korozji?
3. Jak klasyfikujemy korozje?
4. Jakie są metody przedłużania trwałości części maszyn?
5. Jak klasyfikujemy naprawy?
6. Jakie są sposoby ochrony konstrukcji metalowych przed korozją?
4.10.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj rodzaje korozji na różnych częściach maszyn i urządzeń znajdujących się
w pracowni i określ przyczyny ich powstawania. Opisz w zeszycie w punktach spostrzeżenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać wiadomości z rozdziału 4.10.1. dotyczące przyczyn zużycia części maszyn,
2) obejrzeć części maszyn i urządzeń znajdujące się w pracowni
3) rozpoznać rodzaje korozji występujące na prezentowanych częściach maszyn i urządzeń,
4) ustalić przyczyny powstania korozji,
5) opisać w zeszycie w punktach rodzaj korozji występującej na części maszyny lub
urządzenia i określić przyczynę jej powstania,
6) zaprezentować wykonane ćwiczenie,
7) dokonać oceny wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
–
różne części maszyn i urządzeń,
–
zeszyt i przybory do pisania,
–
literatura z rozdziału 6 dotycząca przyczyn zużycia części maszyn.
Ćwiczenie 2
Po obejrzeniu filmu dydaktycznego dotyczącego przyczyn zużycia części maszyn opisz
w zeszycie przyczyny wpływające na zużycie części maszyn.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować treść filmu dydaktycznego – Przyczyny zużycia części maszyn,
2) zapisać w zeszycie przyczyny wpływające na zużycie części maszyn,
3) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
zeszyt i przybory do pisania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
4.10.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić przyczyny zużycia części maszyn?
2)
określić zjawiska świadczące o występowaniu korozji?
3)
rozpoznać rodzaje korozji na różnych częściach maszyn i urządzeń?
4)
określić metody przedłużania trwałości części maszyn?
5)
sklasyfikować rodzaje napraw?
6)
ustalić sposoby ochrony konstrukcji metalowych przed korozją?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
4.11. Normalizacja i unifikacja
4.11.1. Materiał nauczania
Normalizacja ma na celu porządkowanie, ujednolicanie i upraszczanie kształtów
i wymiarów wyrobów, ujednorodnianie rodzajów materiałów stosowanych do produkcji
elementów najczęściej występujących w budowie maszyn rozwoju handlu zagranicznego
i międzynarodowej współpracy przemysłowej normalizacja ma bardzo duże znaczenie, gdyż
umożliwia uzyskanie zamienności części (np. śrub, łożysk), i materiałów (np. hutniczych).
Przepisy o normalizacji są nazywane normami. Według stopnia ważności i zakresu normy
dzieli się na: międzynarodowe, krajowe, branżowe i zakładowe.
Normy międzynarodowe obowiązują w wielu krajach, które w roku 1946 (i później)
podpisały konwencję o ich stosowaniu. Siedzibą Międzynarodowej Organizacji
Normalizacyjnej (ISO) jest Genewa. Międzynarodową normą ISO jest np. norma dotycząca
gwintów. Najpopularniejsze w ostatnich latach stały się europejskie normy serii ISO 9000,
dotyczące sposobu produkcji i usług, gwarantującego uzyskanie wyrobów najwyższej jakości.
Uzyskany certyfikat wyróżnia przedsiębiorstwa; dzięki niemu ich pozycja na światowym
rynku staje się mocniejsza, a eksport wyrobów łatwiejszy.
Normy krajowe obejmują swym zasięgiem tylko określony kraj. W Polsce centralnym
organem powołanym do spraw normalizacji jest Polski Komitet Normalizacyjny, który
ustanawia i wydaje Polskie Normy – PN. Symbolem norm krajów WNP jest skrót GOST,
niemieckich – DIN.
Normy branżowe (BN) obowiązują w określonej branży wytwórczości, np. w chemii,
górnictwie.
Normy zakładowe (ZN) są opracowywane i ustanawiane w poszczególnych zakładach
lub przedsiębiorstwach – w zależności od potrzeb. Na przykład zakład produkujący podkładki
w wielu różnych asortymentach i wielkościach do swoich wyrobów opracowuje na własny
użytek normę w celu ujednolicenia kształtów wszystkich podkładek, ich wymiarów,
materiałów, badań, sposobu zamawiania itp. Powstaje jeden dokument, uwzględniający zbiór
danych o wszystkich podkładkach.
Typizacja części lub zespołów, spełniających takie same funkcje w różnych wyrobach,
polega na stworzeniu pewnego wzorca ich rozwiązania konstrukcyjnego, umożliwiającego
jednak projektantowi swobodę co do ostatecznego doboru wymiarów i innych parametrów –
w zależności od konkretnych potrzeb. Przez nadanie elementom czy zespołom wspólnych
cech geometrycznych i materiałowych łatwiejszy staje się montaż oraz przygotowanie
techniczne ich produkcji.
Unifikacja polega na wykorzystaniu takich samych części i zespołów do wykonania
różnych wyrobów gotowych. Dzięki unifikacji możliwe jest ograniczenie asortymentu
i zwiększenie serii produkcyjnych tych części lub zespołów. Ponadto produkcja elementów
jednorodnych jest bardziej opłacalna, gdyż pozwala na zastosowanie bardziej wydajnych
technologii.
W wyniku użytkowania rozmaitych produktów coraz większego znaczenia we
współczesnym świecie nabiera kwestia bezpieczeństwa, ochrony zdrowia, środowiska
i konsumenta. Różne kraje, w tym zwłaszcza wysoko rozwinięte, ustanowiły normy
obejmujące wymagania stawiane wyrobom. Wymagania te muszą być spełnione, by wyroby
mogły być dopuszczone do sprzedaży. Dotyczą one wszystkich gałęzi gospodarki, przede
wszystkim
produktów
przemysłu
elektromaszynowego,
chemicznego,
urządzeń
transportowych, a także zabawek.
W Polsce organem koordynującym i ustanawiającym przepisy, normy dopuszczenia do
obrotu handlowego jest Polskie Centrum Badań i Certyfikacji (PCBC), które za
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
66
pośrednictwem sieci laboratoriów, instytutów, zakładów badawczych przeprowadza
testowanie i badanie wyrobów. Proces ten nazywa się certyfikacją. Po uzyskaniu
pozytywnych wyników, na wniosek laboratorium wykonującego badania, Centrum nadaje
produktowi znak bezpieczeństwa „
”.
Ponadto wszystkie kraje wchodzące w skład Unii Europejskiej (UE) opracowały normy,
zwane dyrektywami europejskimi. Stanowią one zbiór przepisów dotyczących wymagań co
do bezpieczeństwa, ochrony zdrowia i środowiska człowieka. Wyroby spełniające wymagania
zawarte w tych dyrektywach są opatrzone znakiem specjalnym „
”. Wyroby, które nie mają
takiego znaku, nie mogą być eksportowane ani importowane do krajów Unii Europejskiej.
4.11.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki cel ma normalizacja?
2. Jak klasyfikujemy normy, uwzględniając zasięg ich obowiązywania?
3. Jaki cel ma unifikacja?
4. Jakie przepisy zawierają dyrektywy europejskie norm bezpieczeństwa?
4.11.3. Ćwiczenia
Ćwiczenie 1
Przeanalizuj oznaczenie normy PN–90/N–02424.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać literaturę z rozdziału 6 dotyczącą normalizacji, określoną przez nauczyciela,
2) przeanalizować treść ćwiczenia,
3) opisać w zeszycie oznaczenie normy,
4) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
Polskie Normy,
–
zeszyt i przybory do pisania,
–
literatura z rozdziału 6 dotycząca normalizacji.
Ćwiczenie 2
Sklasyfikuj i opisz rodzaje norm publikowanych w Polsce.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać literaturę z rozdziału 6 dotyczącą normalizacji, określoną przez nauczyciela,
2) przeanalizować treść ćwiczenia,
3) zapisać w zeszycie klasyfikację norm publikowanych w Polsce,
4) napisać krótką charakterystykę wymienionych norm,
5) zaprezentować wykonane ćwiczenie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
67
Wyposażenie stanowiska pracy:
–
zeszyt,
–
przybory do pisania,
–
literatura z rozdziału 6 dotycząca normalizacji.
4.11.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
uzasadnić cel stosowania normalizacji?
2)
sklasyfikować normy?
3)
uzasadnić cel stosowania unifikacji?
4)
określić czego dotyczą dyrektywy europejskie norm bezpieczeństwa?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
68
4.12. Przepisy
bezpieczeństwa i
higieny
pracy, ochrony
przeciwpożarowej oraz ochrony środowiska
4.12.1. Materiał nauczania
Duże znaczenie w osiągnięciu dobrej wydajności pracy ma prawidłowa organizacja
stanowiska pracy. Monter w czasie pracy musi wykonać wiele ruchów. Zatem ważną sprawą
jest takie wyposażenie i urządzenie stanowiska roboczego, aby wszystkie niepotrzebne ruchy
były wyeliminowane. Jednocześnie należy dbać o to, aby ruchy trwały krótko i w miarę
możliwości rytmicznie, a więc, aby były mniej męczące.
Wszystkie przedmioty często stosowane powinny się znajdować w zasięgu ręki
mechanika, montera. Ponadto przedmioty, które bierze pracownik lewą ręką, powinny się
znajdować po lewej stronie, przedmioty zaś, które mechanik bierze prawą ręką, powinny się
znajdować po jego prawej stronie. Należy surowo przestrzegać zasady: wziąłeś narzędzie,
połóż je na dawne miejsce.
Zarówno na stanowiskach do obróbki ręcznej jak i mechanicznej obowiązują te same –
ogólne zasady bhp, ponadto – zależnie od wyposażenia, używanych narzędzi oraz
wykonywanych prac dodatkowo pracownik musi przestrzegać zasad specyficznych dla
danego stanowiska.
Na wszystkich stanowiskach pracownik powinien:
–
utrzymywać ład i porządek,
–
używać zawsze odzieży ochronnej przylegającej do ciała i nakrycia głowy,
–
gromadzić tylko niezbędne narzędzia i przyrządy,
–
używać tylko sprawnych i przewidzianych do danych prac narzędzi,
–
pewnie mocować obrabiane przedmioty i narzędzia skrawające.
Przed przystąpieniem do pracy powinien zapoznać się:
–
z instrukcją bhp na danym stanowisku,
–
instrukcjami obsługi używanych narzędzi zwłaszcza elektronarzędzi i obrabiarek,
–
sprawdzić stan techniczny urządzeń.
Podczas pracy monter – instalator powinien:
–
przestrzegać zasad obróbki,
–
używać osłon elementów wirujących,
–
tam gdzie powstają wióry używać okularów ochronnych.
Nie powinien:
–
dokonywać kontroli i pomiarów podczas pracy urządzeń,
–
zatrzymywać ruchomych części ani usuwać wiórów ręką,
Po skończonej pracy powinien:
–
wyłączyć maszyny i urządzenia,
–
oczyścić (i zakonserwować) używane narzędzia,
–
uporządkować stanowisko pracy.
Niektóre stanowiska pracy wymagają stosowania dodatkowych środków ochrony
osobistej i powinny posiadać dodatkowe wyposażenie.
Pomieszczenia, gdzie znajdują się stanowiska do spawania, lutowania, klejenia,
malowania powinny mieć sprawną wentylację, a każe stanowisko dodatkowo wyciągi spalin,
oparów itp.
Stanowiska do spawania powinny być oddzielone przegrodami, a pracownik powinien
używać specjalnych okularów lub maski chroniącej oczy przed światłem oraz powinien
zachować szczególną ostrożność by nie uległ poparzeniom, nie zaprószył ognia.
Tam gdzie używane są substancje chemiczne, zwłaszcza żrące, pracownik powinien

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
69
posiadać rękawice i fartuch oraz maskę chroniącą drogi oddechowe oraz dbać o to by
substancje te nie przedostały się do środowiska.
Na stanowiskach do obróbki mechanicznej i podczas używania elektronarzędzi powstają
hałas i drgania – pracownik powinien używać nauszników chroniących słuch.
Obowiązkiem pracowników wszystkich zakładów pracy jest przestrzeganie zasad bhp,
przepisów przeciwpożarowych oraz używanie środków ochrony osobistej zgodnie
z wymogami i przeznaczeniem.
Wypadki przy pracy i choroby zawodowe są ujemnym zjawiskiem społecznym
i ekonomicznym, stanowią zasadniczy problem w przemyśle i usługach. Na problem ten
składają się m.in.: zła organizacja stanowiska pracy, wadliwe metody pracy, niedostateczny
stan zabezpieczenia maszyn i urządzeń, fizyczne i chemiczne zanieczyszczenie powietrza,
zbyt niskie lub wysokie temperatury w miejscu pracy, nadmierne drgania i hałasy, zbyt małe
pomieszczenia, niedostateczny stan urządzeń higieniczno–sanitarnych.
Należy również pamiętać, że usuwanie wszelkich usterek obrabiarek należy do
wykwalifikowanych do tego rodzaju prac konserwatorów, elektryków i mechaników.
Państwowa Inspekcja Pracy jest urzędem państwowym odpowiedzialnym za
przeprowadzanie kontroli stanu BHP w zakładach produkcyjnych. W przypadku stwierdzenia
nieprawidłowości pracownicy mogą zwracać się do inspektorów BHP w zakładzie pracy
i bezpośrednio do PIP–u.
4.12.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Czy organizacja stanowiska pracy ma wpływ na bezpieczeństwo i wydajność?
2. Jak powinny być rozmieszczone narzędzia, przyrządy na stanowisku pracy?
3. O co powinien dbać pracownik na stanowisku pracy?
4. Z czym powinien zapoznać się pracownik przed przystąpieniem do pracy?
5. Co powinien sprawdzić pracownik bezpośrednio przed uruchomieniem urządzeń?
6. Jakie środki ochrony osobistej powinien mieć pracownik podczas spawania?
7. Co pracownik powinien zrobić po wykonaniu zadania z używanymi narzędziami?
8. Jakie czynności powinien wykonać pracownik po skończonej pracy?
4.12.3. Ćwiczenia
Ćwiczenie 1
Z narzędzi i przyrządów znajdujących się w pracowni wybierz te, które stanowią
wyposażenie stanowiska pracy montera.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować przepisy: bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej
i ochrony środowiska na stanowiskach montażu,
2) obejrzeć uważnie plansze przedstawiające stanowiska pracy,
3) zwrócić uwagę na wyposażenie w narzędzia, przyrządy i dokumentację,
4) obejrzeć uważnie narzędzia i przyrządy w pracowni,
5) wybrać narzędzia i przyrządy, stanowiące wyposażenie stanowiska pracy montera,
6) przedstawić własne wnioski.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
70
Wyposażenie stanowiska pracy:
–
instrukcje bhp dotyczące stanowisk montażu,
–
plansze przestawiające stanowiska montażu,
–
narzędzia i przyrządy,
–
literatura z rozdziału 6 dotycząca prac monterskich.
Ćwiczenie 2
Z narzędzi i przyrządów znajdujących się w pracowni wybierz te, które stanowią
wyposażenie stanowiska pracy do obróbki mechanicznej materiałów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej
i ochrony środowiska na stanowiskach obróbki mechanicznej,
2) uważnie obejrzeć plansze przedstawiające stanowiska pracy,
3) zwrócić uwagę na wyposażenie w narzędzia, przyrządy i dokumentację,
4) obejrzeć uważnie narzędzia i przyrządy w pracowni,
5) wybrać narzędzia i przyrządy, stanowiące wyposażenie stanowiska pracy do obróbki
mechanicznej materiałów,
6) przedstawić własne wnioski.
Wyposażenie stanowiska pracy:
–
instrukcje bhp dotyczące stanowisk obróbki mechanicznej,
–
plansze przestawiające stanowiska obróbki mechanicznej,
–
przybory do pisania, papier,
–
literatura z rozdziału 6 dotycząca obróbki mechanicznej.
4.12.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
uzasadnić, dlaczego właściwa organizacja stanowiska pracy wpływa na
bezpieczeństwo?
2)
dobrać niezbędne narzędzia i przyrządy na stanowisku pracy?
3)
zorganizować stanowisko pracy zgodnie z zasadami ergonomii?
4)
wskazać zagrożenia na stanowiskach obróbki mechanicznej?
5)
dobrać środki ochrony osobistej niezbędne przy wykonywaniu spawania?
6)
określić zagrożenia podczas wykonywania operacji klejenia?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
71
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 23 zadania o różnym stopniu trudności. Są to zadania wielokrotnego
wyboru.
5. Za każdą poprawną odpowiedź możesz uzyskać 1 punkt.
6. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi. Dla każdego zadania podane
są cztery możliwe odpowiedzi: a, b, c, d. Tylko jedna odpowiedź jest poprawna; wybierz
ją i zaznacz kratkę z odpowiadającą jej literą znakiem X.
7. Staraj się wyraźnie zaznaczać odpowiedzi. Jeżeli się pomylisz i błędnie zaznaczysz
odpowiedź, otocz ją kółkiem i zaznacz ponownie odpowiedź, którą uważasz za
poprawną.
8. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
9. Kiedy udzielenie odpowiedzi będzie sprawiało Ci trudność, wtedy odłóż rozwiązanie
pytania na później i wróć do niego, gdy zostanie Ci czas wolny.
10. Po rozwiązaniu testu sprawdź, czy zaznaczyłeś wszystkie odpowiedzi na KARCIE
ODPOWIEDZI.
11. Na rozwiązanie testu masz 45 minut.
Powodzenia!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
72
ZESTAW ZADAŃ TESTOWYCH
1. Do materiałów naturalnych nie zaliczamy
a) drewna.
b) skał.
c) minerałów.
d) materiałów ceramicznych.
2. Do materiałów konstrukcyjnych zaliczamy
a) skały.
b) smary.
c) metale.
d) minerały.
3. Do stopów żelaza nie zaliczamy
a) stali.
b) brązu.
c) żeliwa.
d) staliwa.
4. Głównym składnikiem stopowym mosiądzu jest
a) cynk.
b) miedź.
c) mangan.
d) aluminium.
5. Pod wpływem temperatury miękną i dają się wielokrotnie przerabiać
a) tworzywa termoplastyczne.
b) tworzywa termoutwardzalne.
c) tworzywa chemoutwardzalne.
d) wszystkie tworzywa sztuczne.
6. Do wyrobów drzewnych wytwarzanych z odpadów drzewnych zaliczamy
a) tarcicę.
b) sklejkę.
c) okleiny.
d) płyty pilśniowe.
7. W największym zakresie temperatur, spośród materiałów uszczelniających, swoje
właściwości zachowuje
a) guma.
b) teflon.
c) korek.
d) polietylen.
8. Posługiwanie się narzędziami pomiarowymi
a) skraca czas pracy obrabiarek.
b) pozwala zaoszczędzić zużyte materiały.
c) wydłuża okres używania narzędzi skrawających.
d) zapewnia kontrolę rzeczywistych wymiarów wykonywanego wyrobu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
73
9. Cięcie rur grubościennych zwykle wykonuje się za pomocą
a) nożyc do rur.
b) obcinarki do rur.
c) nożyc gilotynowych.
d) nożyc dźwigniowych.
10. Gwinty wewnętrzne podczas obróbki ręcznej wykonuje się najczęściej
a) trzema gwintownikami.
b) jednym gwintownikiem.
c) zależnie od materiału – 1, 2 lub 3 gwintowniki.
d) zależnie od średnicy gwintu – 1, 2 lub 3 gwintowniki.
11. Bardziej wydajnym i ekonomicznym od strugania sposobem obróbki płaszczyzn jest
a) toczenie.
b) frezowanie.
c) dłutowanie.
d) szlifowanie.
12. Do połączeń rozłącznych zaliczamy połączenia
a) nitowe.
b) lutowane.
c) wciskowe.
d) wpustowe.
13. W praktyce warsztatowej najczęściej stosowane jest zgrzewanie
a) gazowe.
b) termitowe.
c) ogniskowe.
d) elektryczne.
14. Do części ruchowych maszyn i urządzeń zaliczamy
a) nity.
b) kołki.
c) śruby.
d) łożyska.
15. Pole tolerancji dla wymiaru tolerowanego 10±0,1 mm wynosi
a) 0,1 mm.
b) 0,2 mm.
c) 1 mm.
d) 2 mm.
16. Największą ilość pigmentów i wypełniaczy zawierają
a) farby.
b) emalie.
c) lakiery.
d) rozpuszczalniki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
74
17. Na rysunku przedstawiona jest korozja
a) punktowa.
b) równomierna.
c) powierzchniowa.
d) międzykrystaliczna.
18. Symbolem „ZN” oznaczane są normy
a) polskie.
b) branżowe.
c) zakładowe.
d) europejskie.
19. Niezbędny środek ochrony osobistej na stanowisku do spawania elektrycznego to
a) rękawice.
b) nauszniki.
c) gumowe buty.
d) okulary lub maska.
20. Do tworzyw termoplastycznych nie zaliczamy
a) polietylenu.
b) polipropylenu.
c) polichlorku winylu.
d) żywicy epoksydowej.
21. Średnica otworu do dalszego gwintowania powinna być
a) dobrana z tablic.
b) o 10% mniejsza od średnicy nominalnej gwintu.
c) równa średnicy nominalnej gwintu.
d) mniejsza o 1 mm od średnicy nominalnej gwintu.
22. Lutowanie miękkie przeprowadzane jest w temperaturze do
a) 100°C.
b) 250°C.
c) 500°C.
d) 1000°C.
23. Spoiwem w materiałach lakierniczych ftalowych jest żywica
a) akrylowa.
b) poliestrowa.
c) alkaloidowa.
d) nitrocelulozowa.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
75
KARTA ODPOWIEDZI
Imię i nazwisko……………………………………………………………………………….
Rozróżnianie materiałów konstrukcyjnych i części maszyn
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
21
a
b
c
d
22
a
b
c
d
23
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
76
6. LITERATURA
1. Bożenko L.: Maszynoznawstwo. WSiP, Warszawa 1998
2. Górecki A.: Technologia ogólna. WSiP, Warszawa 1993
3. Legutko S.: Podstawy eksploatacji maszyn i urządzeń. WSiP, Warszawa 2004
4. Lenkiewicz W., Zdziarska – Wis I.: Ciesielstwo. WSiP, Warszawa 1998
5. Mac S.: Obróbka metali. WSiP, Warszawa 1996
6. Okoniewski S.: Technologia maszyn. WSiP, Warszawa 1995
Wyszukiwarka
Podobne podstrony:
monter instalator urzadzen technicznych w budownictwie wiejskim 723[05] z1 01 u
monter instalator urzadzen technicznych w budownictwie wiejskim 723[05] z1 01 n
monter instalator urzadzen technicznych w budownictwie wiejskim 723[05] z1 01 n
monter instalator urzadzen technicznych w budownictwie wiejskim 723[05] z1 03 n
monter instalator urzadzen technicznych w budownictwie wiejskim 723[05] o1 01 n
monter instalator urzadzen technicznych w budownictwie wiejskim 723[05] o1 01 u
monter instalator urzadzen technicznych w budownictwie wiejskim 723[05] z2 01 n
monter instalator urzadzen technicznych w budownictwie wiejskim 723[05] z1 02 u
monter instalator urzadzen technicznych w budownictwie wiejskim 723[05] z3 01 u
monter instalator urzadzen technicznych w budownictwie wiejskim 723[05] z2 01 u
monter instalator urzadzen technicznych w budownictwie wiejskim 723[05] z1 02 n
monter instalator urzadzen technicznych w budownictwie wiejskim 723[05] z1 03 u
monter instalator urzadzen technicznych w budownictwie wiejskim 723[05] o1 01 n
monter instalator urzadzen technicznych w budownictwie wiejskim 723[05] z2 01 u
monter instalator urzadzen technicznych w budownictwie wiejskim 723[05] o1 01 u
monter instalator urzadzen technicznych w budownictwie wiejskim 723[05] z2 01 n
monter instalator urzadzen technicznych w budownictwie wiejskim 723[05] z3 01 u
więcej podobnych podstron