„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Elżbieta Pietrasz
Zdobienie wyrobów szklarskich 813[02] Z2.06
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Stanisław Pelczar
mgr inż. Krzysztof Kubit
Opracowanie redakcyjne:
mgr Elżbieta Pietrasz
Konsultacja:
mgr Czesław Nowak
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 813[02].Z2.06
„Zdobienie wyrobów szklarskich”, zawartego w modułowym programie nauczania dla
zawodu operator urządzeń przemysłu szklarskiego.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
5
3.
Cele kształcenia
6
4.
Materiał nauczania
7
4.1.
Rzeźbienie szkła
7
4.1.1.
Materiał nauczania
7
4.1.2. Pytania sprawdzające
28
4.1.3. Ćwiczenia
29
4.1.4. Sprawdzian postępów
34
4.2.
Matowanie mechaniczne, zdobienie szkła techniką kwiatu mrozu
35
4.2.1. Materiał nauczania
35
4.2.2. Pytania sprawdzające
40
4.2.3. Ćwiczenia
41
4.1.4. Sprawdzian postępów
42
4.3.
Malowanie szkła
43
4.3.1.
Materiał nauczania
43
4.3.2. Pytania sprawdzające
55
4.3.3. Ćwiczenia
56
4.3.4. Sprawdzian postępów
60
4.4.
Inne sposoby zdobienia szkła
61
4.4.1.
Materiał nauczania
61
4.4.2. Pytania sprawdzające
68
4.4.3. Ćwiczenia
68
4.4.4. Sprawdzian postępów
71
5.
Sprawdzian osiągnięć
72
6.
Literatura
80

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy z zakresu podstawowych technikach
zdobienia wyrobów szklanych oraz materiałach i narzędziach stosowanych do zdobienia
szkła.
W poradniku zamieszczono:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemu mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
−
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
−
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
−
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
sprawdzian postępów,
−
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
−
literaturę obowiązującą.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
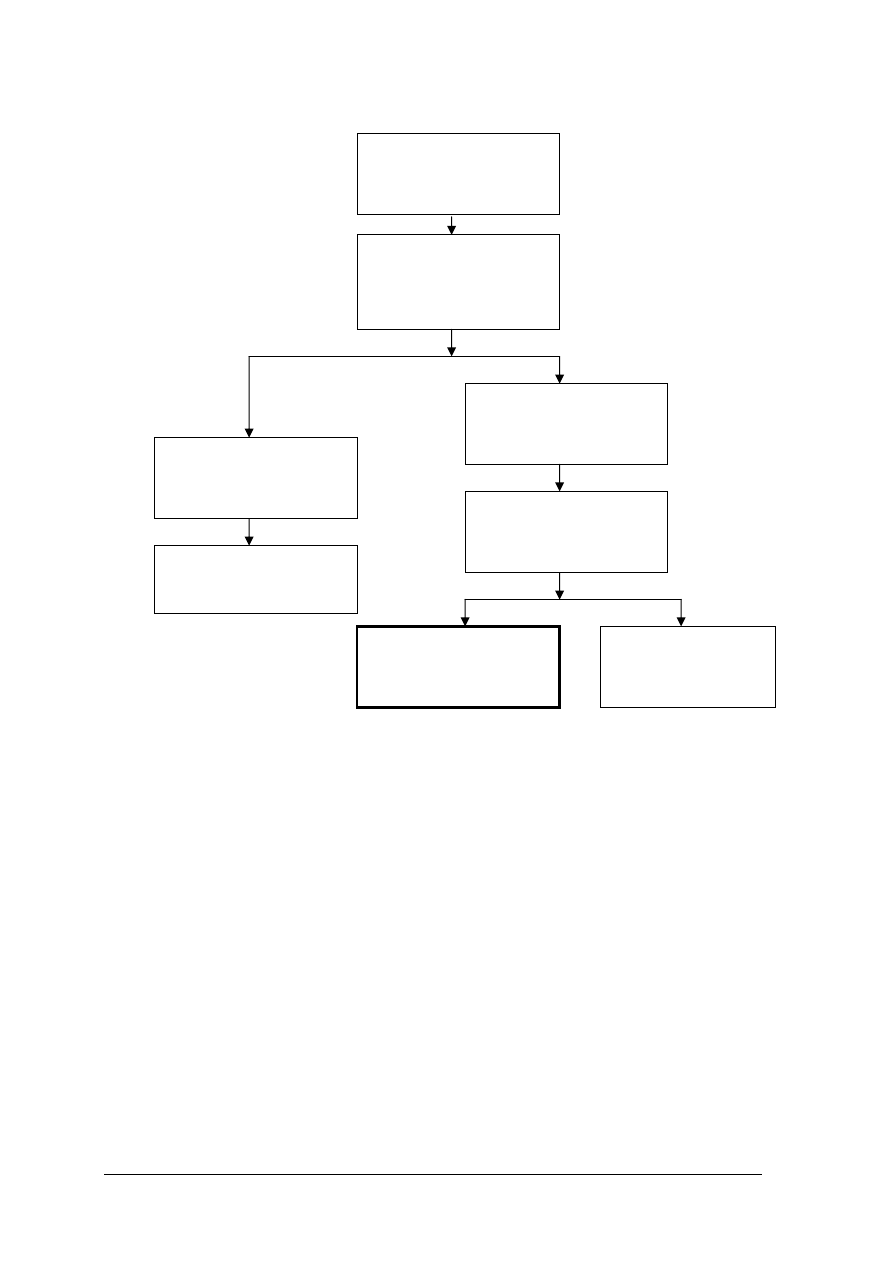
Schemat układu jednostek modułowych
813[02]Z2
Technologia
wytwarzania szkła
813[02]Z2.02
Sporządzanie zestawów
szklarskich
813[02]Z2.03
Topienie szkła
813[02]Z2.06
Zdobienie wyrobów
szklarskich
813[02]Z2.07
Przetwarzanie szkła
813[02]Z2.04
Formowanie wyrobów
szklarskich
813[02]Z2.05
Wykonywanie obróbki
wyrobów szklarskich
813[02]Z2.01
Badanie właściwości
surowców szklarskich
i szkła
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć.
−
posługiwać się podstawowymi pojęciami z zakresu technologii szkła,
−
rozróżniać rodzaje dokumentacji technicznej,
−
charakteryzować właściwości szkła,
−
rozpoznawać wady masy szklanej,
−
rozpoznawać wady formowania wyrobów ze szkła,
−
posługiwać się przyrządami pomiarowymi,
−
odczytać rysunki techniczne,
−
klasyfikować maszyny i urządzenia stosowane w przemyśle szklarskim,
−
dobierać maszyny i urządzenia do zdobienia szkła,
−
określać zasady bezpiecznej eksploatacji maszyn i urządzeń,
−
korzystać z różnych źródeł informacji,
−
organizować stanowisko pracy zgodnie z wymaganiami ergonomii,
−
dobrać środki ochrony indywidualnej stosownie do wykonywanej pracy,
−
stosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska podczas użytkowania i obsługiwania maszyn i urządzeń,
−
współpracować w grupie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć.
−
scharakteryzować techniki zdobienia wyrobów ze szkła,
−
dobrać maszyny i narzędzia do określonej techniki zdobienia szkła,
−
dobrać materiały do zdobienia szkła,
−
określić właściwości farb do malowania na szkle,
−
dobrać tarcze rzeźbiarskie,
−
scharakteryzować techniki lazurowania oraz iryzowania szkła,
−
określić parametry technologiczne pieców do wypalania malowanego szkła,
−
zastosować technikę malowania szkła,
−
zastosować ręczną, natryskową oraz sitodruku metodę zdobienia szkła,
−
zamatować mechanicznie szkło,
−
wyznaczyć obszar rzeźbienia na wyrobie ze szkła,
−
wyrzeźbić dekorację rysunkową i geometryczną na wyrobie ze szkła,
−
zastosować zasady eksploatacji automatów do rzeźbienia dekoracji w szkle,
−
wygrawerować kompozycję reliefową na wyrobie ze szkła,
−
sporządzić roztwór do polerowania chemicznego szkła,
−
wykonać trawienie chemiczne wzorów na szkle,
−
ocenić jakość wykonanego zdobienia na wyrobach ze szkła,
−
posłużyć się dokumentacją techniczną, instrukcjami, normami i katalogami podczas
zdobienia szkła,
−
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska podczas zdobienia szkła.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1.
Rzeźbienie szkieł
4.1.1.
Materiał nauczania
Zdobieniem wyrobów nazywamy dodatkowe operacje, wykonywane w trakcie produkcji
wyrobów szklanych, mające na celu zwiększenie wartości estetycznych wyrobów gotowych,
lub ogólne polepszenie ich właściwości użytkowych.
Istnieją dwie zasadnicze metody zdobienia szkła – metoda hutnicza, polegająca na
zdobieniu wyrobów podczas ich kształtowania (na gorąco) i metoda zdobnicza, której istotą
jest zdobienie wyrobów już ukształtowanych i odprężonych (na zimno).
Znane i stosowane techniki zdobienia szkieł przedstawia tabela 1.
Tabela 1. Podział technik zdobienia szkła
Metoda hutnicza
Metoda zdobnicza
– szkła powlekane od wewnątrz,
– szkła powlekane od zewnątrz,
– szkła nakrapiane,
– szkła mozaikowe,
– szkła nitkowane,
– szkła filigranowe,
– szkła inkrustowane figuralnie,
– szkła barokowe.
– rzeźbienie głębokie i płytkie,
– rytowanie (grawerowanie),
– polerowanie,
– trawienie,
– matowanie,
– zdobienie wzorami mrozu,
– malowanie,
– metalizowanie,
– fotochromia, fotochemigrafia.
Technika rzeźbienia szkła
Rzeźbienie jest to wykonywanie w szkle żłobin ułożonych w pewnym określonym
porządku tworząc kompozycję plastyczną. Dekoracje wykonuje się na wyrobach ze szkła
w celu nadania im większych walorów estetycznych. Wykorzystuje się do tego celu takie
zjawiska optyczne, jak odbicie światła od wyżłobionych płaszczyzn nachylonych pod różnymi
kątami do padających na nie promieni świetlnych, niekiedy odbicie światła od poszczególnych
powierzchni żłobin wskutek ich gładkości (gładkie – lśniące, chropowate – matowe),
załamanie światła, załamanie światła przechodzącego w różnych wyrzeźbionych miejscach,
a niekiedy także zjawisko rozszczepiania światła na żłobinach pryzmatycznych, powodujące
tęczową grę światła. Rzeźbienie szkieł powleczonych cienką warstwą szkła odmiennej barwy
pozwala uzyskać atrakcyjne efekty w postaci odmiennych kontrastowych barw tła
i wyrzeźbionych wzorów.
Rzeźbienie szkła jest niejako odmianą szlifowania płaszczyzn. Zjawiska fizyczne
i chemiczne zachodzące podczas rzeźbienia są identyczne jak podczas szlifowania. Różnica
pomiędzy szlifowaniem a rzeźbieniem polega głównie na stosowaniu innych tarcz ściernych:
do szlifowania – poziomych, a do rzeźbienia – pionowych, czyli obracających się
w płaszczyźnie pionowej. Po szlifowaniu płaskim szkła uzyskuje się tylko gładkie lśniące
płaszczyzny lub kształty graniaste, a w wyniku rzeźbienia otrzymać można różne
skomplikowane kompozycje rzeźbiarskie.
Do rzeźbienia szkła stosowane są urządzenia mechaniczne nazywane wrzecionowymi
warsztatami rzeźbiarskimi lub wrzecionową szlifierką pionową. Urządzenia te służą do
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
nadania ruchu obrotowego tarczom rzeźbiarskim lub polerskim, zamocowanym na końcu
wrzeciona, oraz do pokonania siły tarcia ściernic o szkło.
Do rzeźbienia szkła najczęściej stosowana jest szlifierka SZ-3. Jej wrzeciono może
obracać się z ośmioma różnymi prędkościami, co umożliwia zastosowanie wszystkich tarcz
o znormalizowanych średnicach. Prędkość obrotowa wrzeciona wynosi od 200 do 2500
obrotów na minutę.
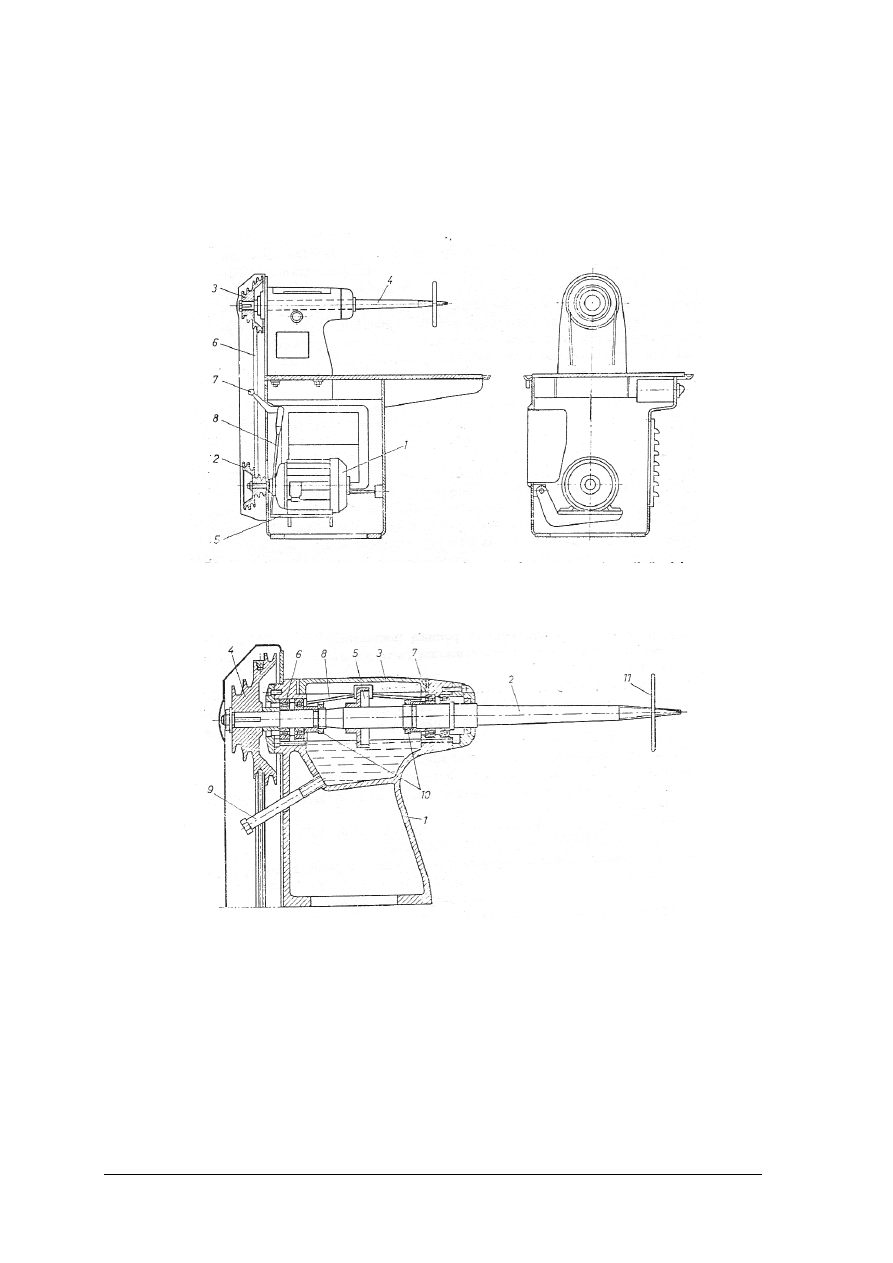
Rys. 1.
Przekrój szlifierki typ SZ-3 z układem napędu pasowego. 1) silnik elektryczny,
2),3) koło pasowe klinowe, 4.) wrzeciono, 5) wahacz, 6) pasek klinowy,7) dźwignia
[2,s.172]
Rys. 2.
Wrzeciennik szlifierki typ SZ-3, rzut przekroju podłużnego. 1) korpus żeliwny, 2) wrzeciono,
3) wanienka, 4) koło pasowe, 5) pierścień, 6) i 7) łożyska kulkowe, 8) przewód olejowy,
9) spust, 10) nakrętki regulujące luz łożysk, 11) tarcza rzeźbiarska [5,s.35]
Zasada działania:Szlifierka pionowa typu SZ-3 pracuje ruchem ciągłym, a obsługuje ją
jeden szlifierz. Na końcu wrzeciennika jest zamontowana odpowiednia tarcza, do której
szlifierz dociska wyrób i żłobi odpowiednie wzory w szkle.
Podczas rzeźbienia tarcze ścierne muszą być obficie zwilżane wodą. W tym celu do
każdego urządzenia doprowadza się wylot wodociągu z zaworem – kranem. Każde urządzenie
jest wyposażone w dodatkowe osobne oświetlenie elektryczne.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Tarcze rzeźbiarskie
Podstawowym narzędziem służącym do rzeźbienia szkła jest tarcza rzeźbiarska,
nazywana ściernicą tarczową. Do rzeźbienia używa się tarcz ściernych, wykonanych
z materiałów twardszych od szkła. O skuteczności pracy tarcz decydują następujące
właściwości materiałów: twardość, ziarnistość, porowatość, trwałość lepiszcza.
Do wykonania tarcz rzeźbiarskich używa się następujących materiałów:
1.
Karborund, czyli węglik krzemu, twardość według mineralogicznej skali Mohsa
9,5–9,75. Karborund odznacza się dobrym przewodnictwem ciepła, małą pojemnością
cieplną oraz bardzo małą rozszerzalnością cieplną, dlatego jest też cenionym materiałem
ogniotrwałym.
Znane są dwie odmiany węglika krzemu różniące się sposobem otrzymywania
i zawartością wolnego miejsca. Odmiany te są rozpoznawane po zabarwieniu; są to zielony –
99C i czarny – 98C.
Do rzeźbienia szkła używa się w zasadzie tarcz wykonanych z węglika krzemu zielonego
99C, ale można użyć także tańszych, a prawie tak samo skutecznych tarcz z węglika krzemu
czarnego 98C.
2.
Elektrokorund jest to dużej czystości sztuczny korund, składa się z ziaren sztucznego
krystalicznego tlenku glinowego. Twardość według skali Mohsa 9–9,5. Jest to
najtwardszy po diamencie materiał. Gatunki elektrokorundu różnią się ilością zawartego
w nich krystalicznego tlenku glinowego i są rozpoznawane po barwie, a mianowicie:
biały – 99A, różowy – 98A, szarobrązowy 95A.
Tarcz
karborundowych
używa
się
do
wstępnego
ż
łobienia
szkła,
tarcz
elektrokorundowych lub z piaskowca, do gładzenia lub bezpośredniego rzeźbienia.
Ściernice diamentowe, to tarcze metalowe, na których obwodzie jest nałożony proszek
diamentowy o odpowiednim uziarnieniu, związany z tarczą spoiwem metalowym, żywicznym
albo ceramicznym. Najczęściej stosowane jest spoiwo żywiczne. Zdzierają one i żłobią szkło
skuteczniej i szybciej.
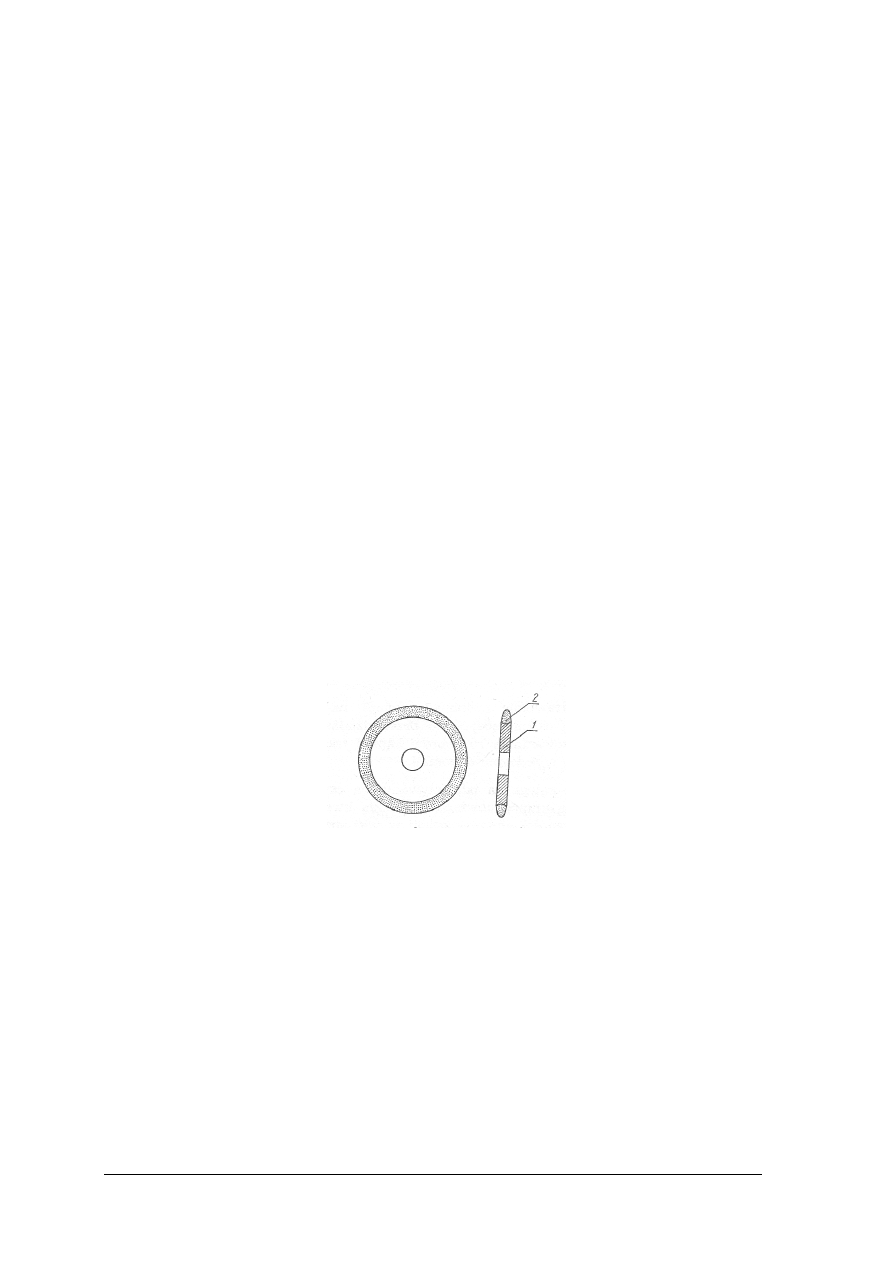
Rys. 3.
Ś
ciernica tarczowa diamentowa 1) korpus metalowy, 2) pierścień roboczy [3,s. 293]
Wielkość i kształt ziaren materiałów ściernych
Duże znaczenie dla właściwości technicznych ściernic tarczowych ma kształt i wielkość
ziaren materiału ściernego, z którego tarcze są wykonane. Jeśli chodzi o kształt ziaren, to
ważne jest, aby miały one prawidłowe kształty kryształów o ostrych krawędziach i narożach,
gdyż wtedy należycie spełniają swoją rolę. Od wielkości ziaren zależy z jednej strony
szybkość rzeźbienia szkła, a z drugiej strony gładkość powierzchni szkła po rzeźbieniu.
Uziarnienia materiałów ściernych są oznaczone numerami według obowiązującej normy.
Ziarna wielkości oznaczonych numerami od 8 do 24 są klasyfikowane jako grube; w zakresie
numeracji od 30 do 60 jako średnie; od 70 do 220 jako drobne, a w zakresie numeracji od
F230/53 do F1200/3 jako bardzo drobne.
Do rzeźbienia zgrubnego używa się tarcz wykonanych z materiału ściernego o uziarnieniu 80,
90 i 100, zaś do rzeźbienia subtelnego o uziarnieniu 120–220 lub nawet F230/53 – F320/29.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Do polerowania zwykłego używa się proszków polerskich o uziarnieniu 30–16
mikrometrów (numeracja F320/29 – F400/17), a do glansowania – 7,5–5,5 mikrometrów.
Spoiwa materiałów ściernych
Spoiwo służy do trwałego połączenia luźnych ziaren materiału ściernego użytych do
wykonywania
tarczy ściernej.
Konieczność odpowiedniego zwilżania obwodu tarcz podczas rzeźbienia wymaga, aby
spoiwo było dostatecznie odporne na działanie wody.
Do wyrobu tarcz rzeźbiarskich, stosuje się spoiwa ceramiczne. Spoiwa te użyte do
spajania ziaren elektrokorundu stapiają się podczas wypalania tarcz i w postaci szkliwa
spajają luźne ziarna materiału ściernego. Tarcze takie wypala się w temperaturze ok. 1327°C.
Do wyrobu tarcz karborundowych używa się spoiw spiekających się w temperaturze do 1127°
C, gdyż w temperaturze wyższej następuje częściowy rozkład węglika krzemu.
Struktura ściernic tarczowych
Pojęciem struktury ściernic tarczowych określa się stosunek objętościowy jej składników:
ziaren materiału ściernego, spoiwa i porów.
Podstawą do określania i oznaczania struktury ściernic jest procent objętości ziaren
materiałów ściernych w stosunku do objętości całkowitej. Rodzaje struktury oznaczane są
numerami od 0 do 14.
Struktury oznaczone numerami 0, l, 2, 3 i 4 określa się jako zwarte, numerami 5, 6, 7 i 8
jako struktury średnie, a numerami 9, 10, 11, 12, 13 i 14 – jako struktury otwarte (miękkie).
Do rzeźbienia szkła stosuje się ściernice tarczowe karborundowe C o strukturze średniej
numer 6 lub 7 i elektrokorundowe A o strukturze średniej numer 8 albo otwartej numer 9 lub 10.
Twardość ogólna ściernic tarczowych
Twardość ściernic tarczowych oznacza się według obowiązujących norm symbolami
literowymi; coraz dalszym literom alfabetu odpowiada coraz większa twardość ściernic.
Do rzeźbienia szkła używa się ściernie twardości średniej: K, L, M, N lub O. Ogólne
zasady doboru twardości tarcz do rzeźbienia szkła są następujące:
−
im twardsze jest szkło rzeźbione, tym mniejsza powinna być twardość ściernicy; np. do
rzeźbienia twardego szkła potasowo-wapniowego należy używać ściernic twardości L, do
szkła sodowo-wapniowego – twardości M, zaś do szkieł ołowiowych – twardości N lub
O;
−
do szlifowania większych płaszczyzn i szerokich żłobin należy stosować ściernice
bardziej miękkie niż do rzeźbienia drobnych fragmentów i cienkich żłobin;
−
do wstępnego rzeźbienia zgrubnego używa się ściernic bardziej miękkich: K lub L, ale do
rzeźbienia subtelnego – nieco twardszych: M lub N, a do rzeźbienia linii płytkich
i cienkich – jeszcze twardszych – O.
Wymiary tarcz wybiera się stosownie do potrzeb poszczególnych operacji rzeźbienia
zgodnie ze wskazaniami norm.
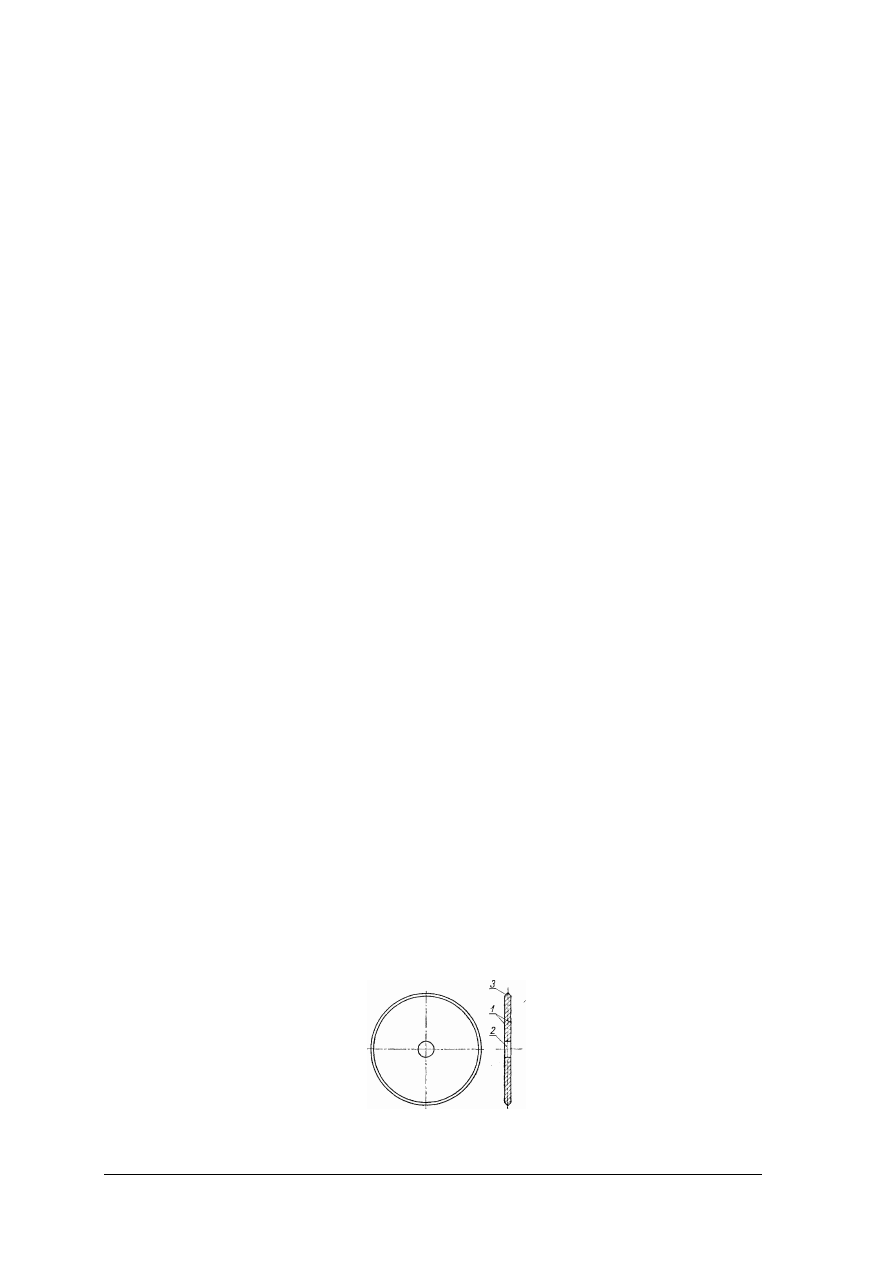
W tarczach rzeźbiarskich rozróżniamy i określamy następujące ich części: czoła tarczy l),
otwór 2) i obwód 3) czyli obrzeże tarczy, której spiczaste zakończenie nazywane jest żądłem
tarczy.
Rys. 4.
Części tarczy rzeźbiarskiej 1) czoła tarczy, 2) otwór, 3) obwód [5,s.43]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Do rzeźbienia szkła używa się ściernic tarczowych o średnicach od kilku do
kilkudziesięciu centymetrów, zależnie od wykonywanych żłobin. Przeważnie nabywa się
tarcze większej średnicy – 30 do 50 cm; w miarę zużywania się tarcz dobiera się ich średnice
odpowiednio do wykonywanych żłobin oraz wielkości i kształtu powierzchni szkła. śłobiny o
liniach prostych mogą być wykonywane tarczami większej średnicy, zaś żłobiny łukowe,
zwłaszcza o małym promieniu, muszą być wykonywane tarczami małymi.
Doboru właściwych cech średnic tarczowych dokonuje się na podstawie danych
doświadczalnych uzyskanych w praktyce przemysłowej.
Zamawiając ściernicę tarczową należy podać następujące dane:
1)
symbol kształtu według norm i katalogów firmowych
2)
główne wymiary: średnicę, grubość tarczy i średnicę otworu,
3)
rodzaj materiału ściernego: węglik krzemu 99C lub 98C, albo elektrokorund 99A, 97A
lub 95A,
4)
uziarnienie (np. nr 12),
5)
twardość ściernicy (L, M, N lub O),
6)
numer struktury (6, 7, 8, 9 lub 10),
7)
rodzaj spoiwa – z reguły ceramiczne V.
Dostarczane przez wytwórnie ściernice są oznaczone i cechowane. Krajowe ściernice są
cechowane zgodnie z obowiązującymi normami.
Główną czynnością przygotowania warsztatu rzeźbiarskiego do pracy jest obsadzenie
tarcz rzeźbiarskich na wrzecionach i odpowiednie umocowanie. Najczęściej stosowane jest
obsadzanie tarcz na wkładce ołowiowej. W tym celu środkowy otwór tarczy zalewa się
roztopionym ołowiem tak, aby powstał w środku otwór o takiej średnicy jaką ma koniec
wrzeciona.
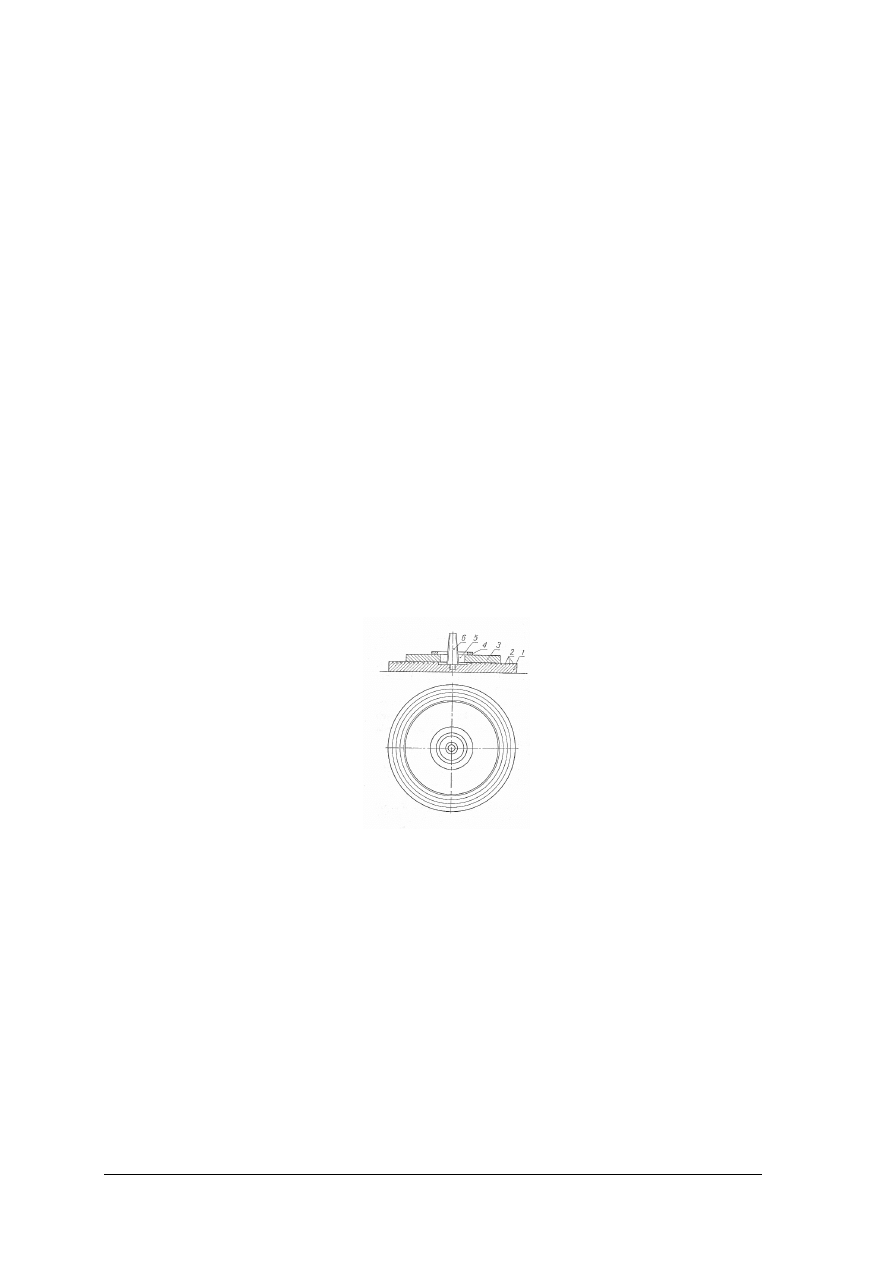
Rys. 5.
Urządzenie do wykonywania wkładek ołowiowych 1) tarcza żeliwna, 2) koliste rysy na
tarczy żeliwnej służące do centrycznego ustawiania tarczy, 4) nakładany stalowy pierścień,
5) otwór w tarczy zalewany ołowiem, 6) stożkowy gwintowany trzpień [5,s.47]
Warunki bezpiecznej pracy tarczami rzeźbiarskimi
Podczas rzeźbienia szkła może się zdarzyć wypadek pęknięcia i rozpadnięcia się tarczy
rzeźbiarskiej. Zagrożenie może wystąpić jeśli pracuje się tarczami uszkodzonymi, pękniętymi.
Tarcze przed obsadzeniem na wrzecionie należy obejrzeć i dokładnie zbadać.
1.
Przy odbiorze nowych tarcz należy sprawdzić ich opakowania, które powinno być zgodne
z obowiązująca normą.
2.
Przy przyjęciu ściernic należy poddać je starannym oględzinom i zbadać je przez
opukanie młotkiem. Ściernice z widocznymi pęknięciami lub wydające podczas
opukiwania charakterystyczny dźwięk pękniętej tarczy należy uznać za wadliwe.
Przyczyną rozerwania się ściernicy może być, oprócz spękania tarczy, zbyt duża jej
prędkość.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Z tego względu tarcze nie powinny się obracać z prędkością większą od wskazanej na
nalepkach, na których podane są cechy tarcz.
Jeżeli tarcze rzeźbiarskie muszą mieć prędkość obrotową większą niż 10 m/s, wówczas
powinny być zabezpieczone odpowiednimi osłonami.
Obtaczania i ostrzenia obwodów tarcz dokonuje się w następujących celach:
a)
obtacza się każdą nową tarczę, aby obwodowi jej nadać profil potrzebny do wykonania
określonych czynności rzeźbienia,
b)
gdy chcemy zmienić profil obwodu tarczy,
c)
jeśli obwód tarczy nie jest współśrodkowy z wrzecionem warsztatu – obwód bije.
Czynność obtaczania obwodu tarczy wykonuje się podczas obracania się jej z maksymalną
dopuszczalną prędkością. W toku rzeźbienia szkła obwody tarcz rzeźbiarskich tępią się.
Przyczyną tępienia się tarcz jest zaoblenie ziaren materiału ściernego na skutek starcia się ich
krawędzi i naroży. Jeśli obwód tarczy nie jest dostatecznie obtoczony i wygładzony, wówczas
w czasie rzeźbienia mogą powstawać rysy na rzeźbionym szkle lub powierzchniowe spękania
szkła, co nazywane jest paleniem albo przypalaniem szkła. Może to spowodować nawet
pękanie szkła.
Elementy i rodzaje dekoracji
Podstawowymi elementami rzeźbionych w szkle kompozycji są żłobiny, rozmieszczone
na powierzchni wyrobu w określonym porządku, tworząc motywy rysunkowe nazywane
wzorami lub deseniami.
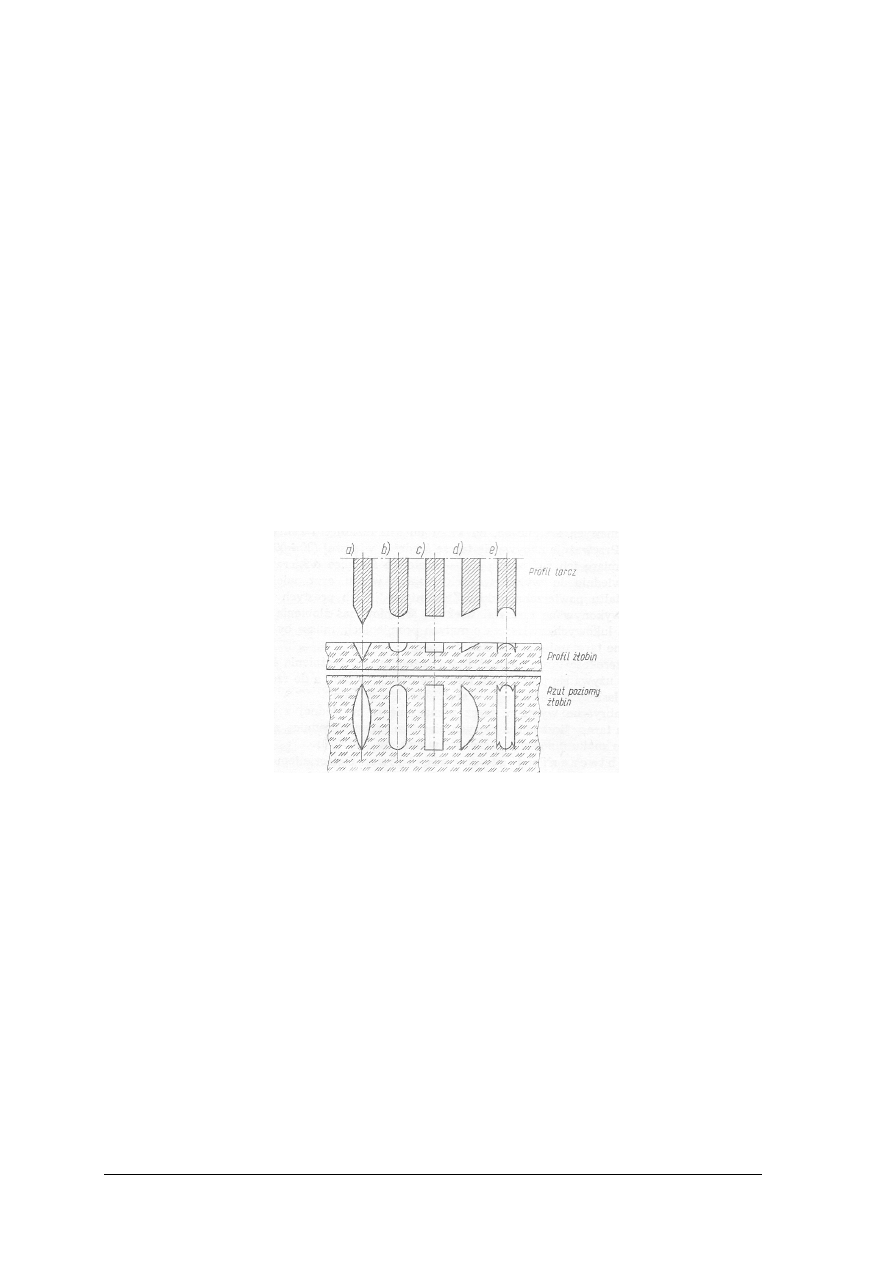
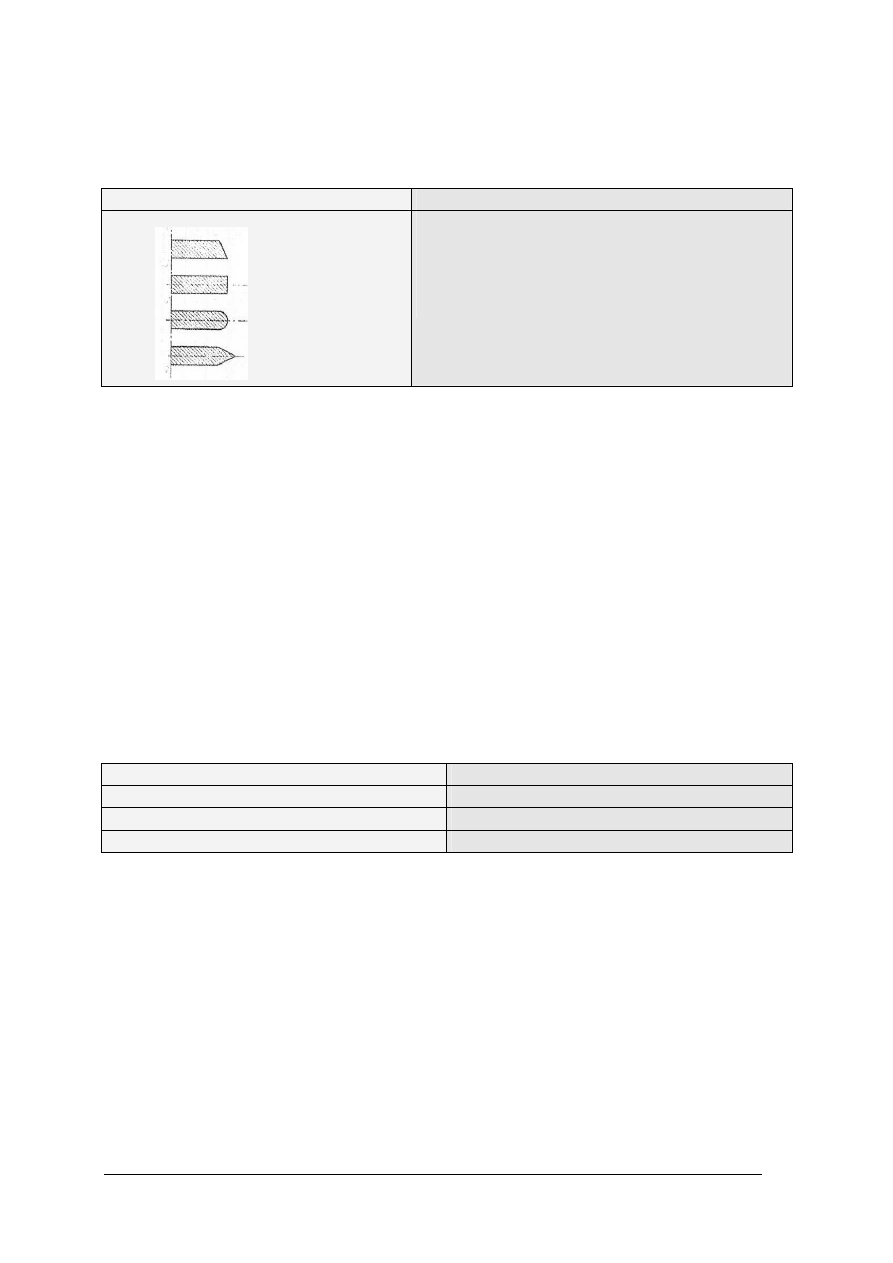
Rys. 6.
Profil żłobin w zależności od kształtu obwodu tarcz ściernych: a) klinowe
(pryzmatyczne), b) obłe (owalne), c) płaskie, d) skośne, e) wklęsło – wypukłe [6,s.256]
Podstawową cecha żłobin są kształty ich przekroju poprzecznego, nazywanego profilem.
Profile żłobin są zależne od kształtu obwodu tarczy rzeźbiarskiej. Rozróżnia się następujące
podstawowe rodzaje żłobin:
1.
ś
łobiny klinowe – pryzmatyczne, powstają w wyniku rzeźbienia szkła tarczami których
powierzchnie czołowe załamują się pod pewnymi kątami tworząc ostrą krawędź,
nazywaną żądłem tarczy. Są najczęściej stosowane.
2.
ś
łobiny obłe – owalne, powstają w wyniku rzeźbienia szkła tarczami o obwodzie
zaoblonym. Najczęściej są to jamki i oliwki.
3.
ś
łobiny płaskie są rzeźbione tarczami, których obwód jest powierzchnią walcową
prostopadłą do powierzchni czołowych tarczy.
Pozostałe żłobiny: skośne i wklęsło – wypukłe są stosowane bardzo rzadko w kompozycji
rzeźby. śłobiny można podzielić na: punktowe i liniowe.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
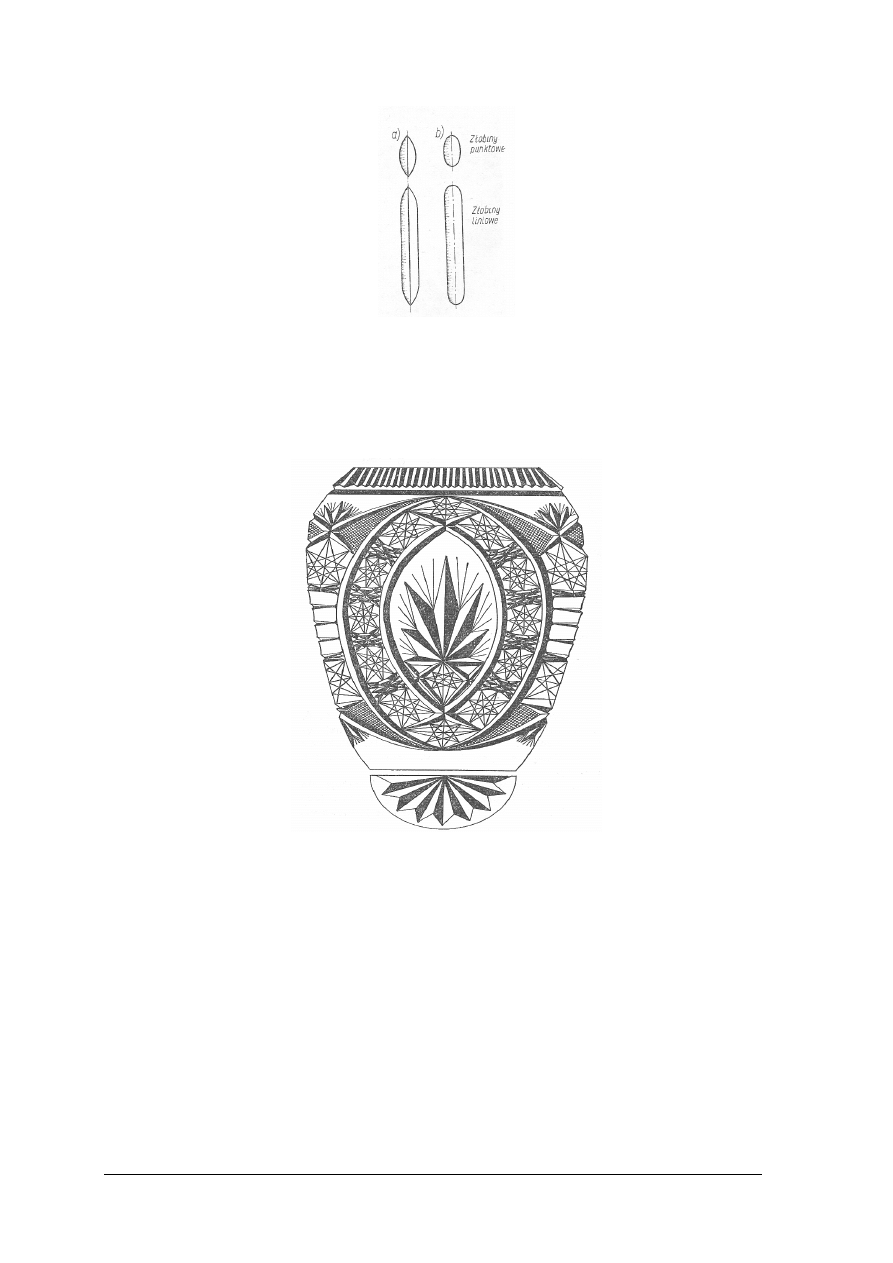
Rys. 7.
ś
łobiny punktowe i liniowe: a) klinowe, b) obłe [6,s.259]
1.
ś
łobiny punktowe (zatrzymane), powstają przez przyciśnięcie szkła do obwodu tarczy
w jednym miejscu.
2.
ś
łobiny liniowe (przeciągnięte), powstają wówczas, gdy szkło po przyciśnięciu do
obwodu tarczy jest przesuwane w określonym kierunku z odpowiednią szybkością
decydującą o głębokości żłobiny.
Rys. 8.
Projekt zdobienia żłobinami klinowymi, liniowymi [3,s.258]
Jeśli kierunek przesuwania zatacza pewien łuk, powstaje żłobina łukowa. Odmianą
ż
łobiny łukowej są żłobiny koliste, zataczające pełny obwód koła.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
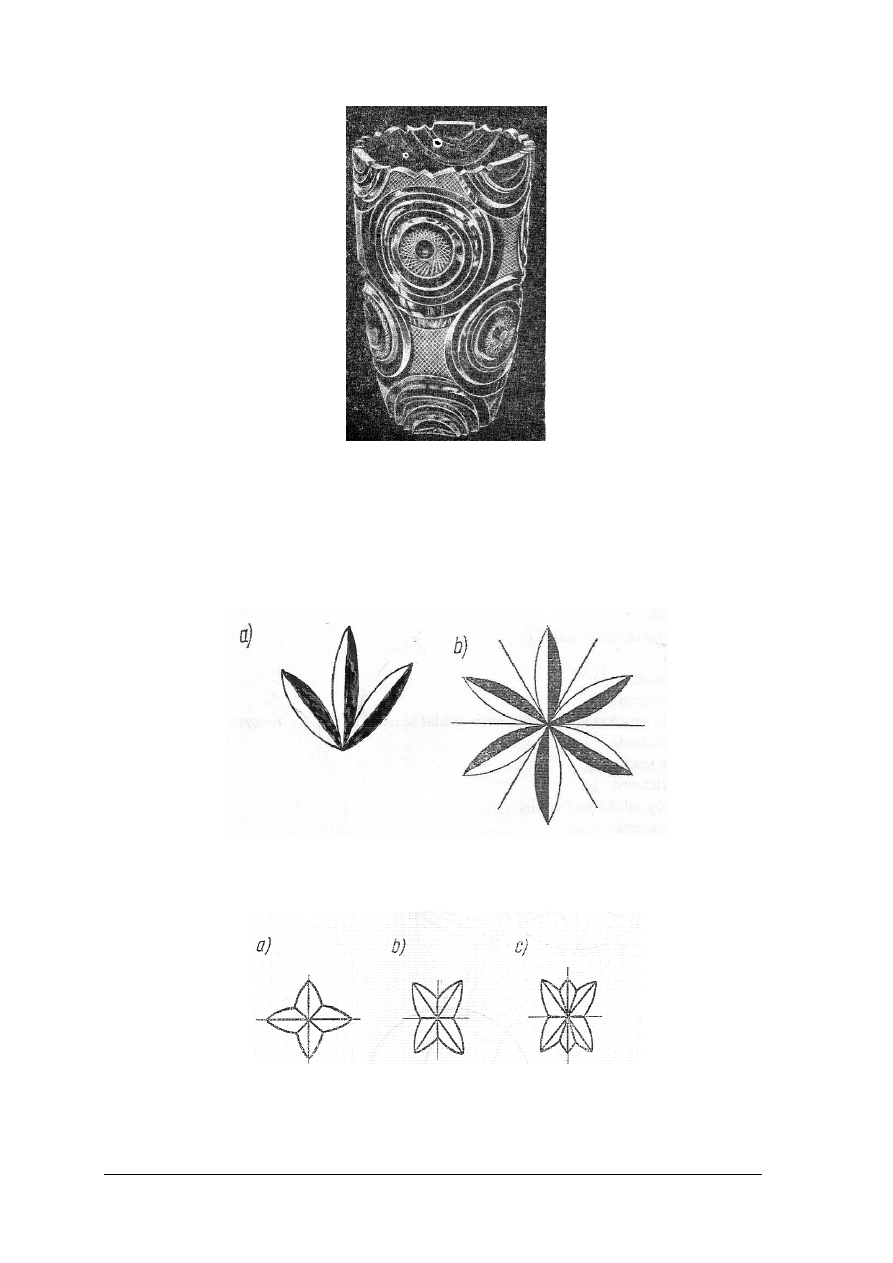
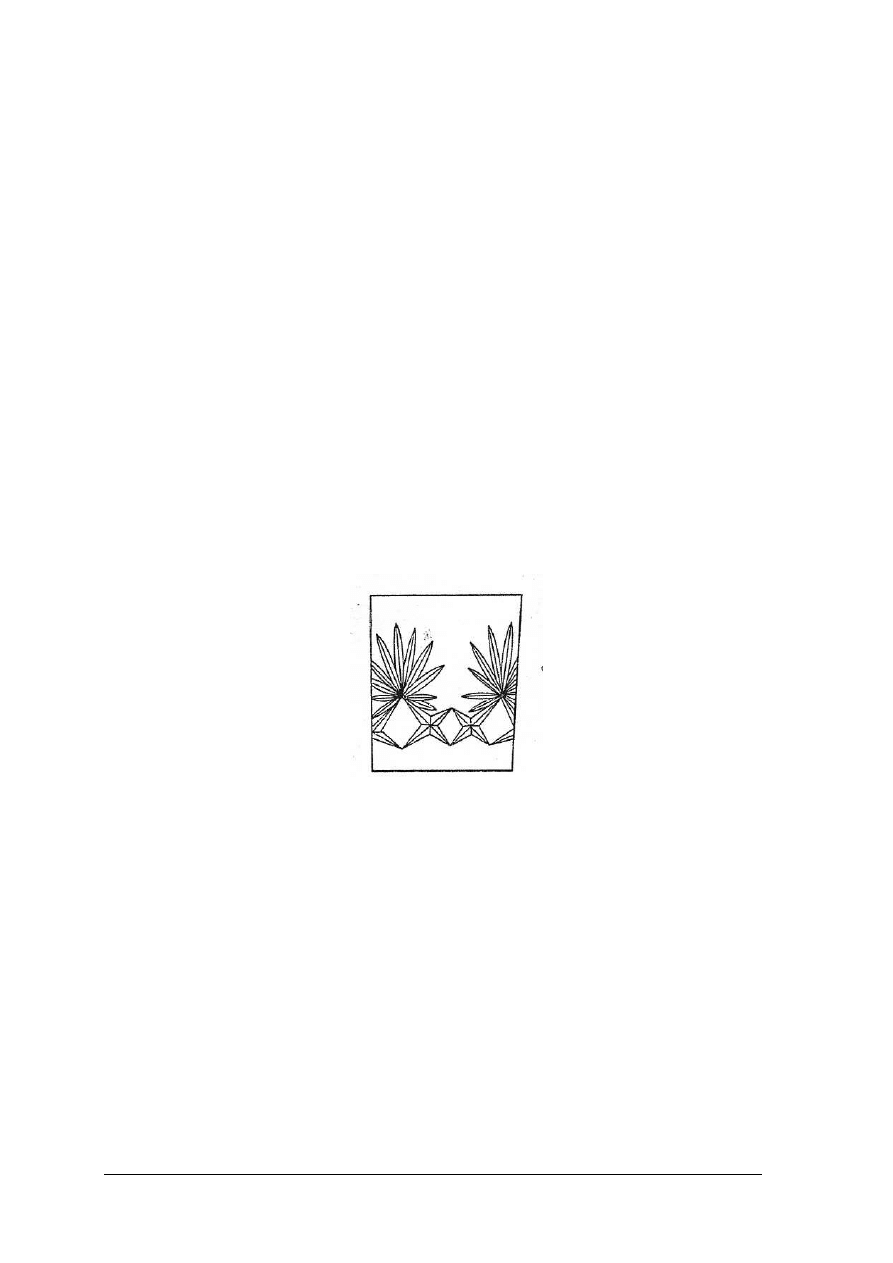
Rys. 9.
Przykład żłobin kolistych jako elementów kompozycji rzeźby [6,s.258]
Rozróżnia się dwa podstawowe rodzaje zetknięcia się żłobin: zbieżność i przecinanie.
Zbieżność żłobin powstanie wtedy gdy dwie lub więcej żłobin styka się szpicami
w jednym punkcie. Zbieżność żłobin może tworzyć dwa rodzaje deseni:
−
palmy, najczęściej 3 – lub 5 – listne,
−
gwiazdy, przeważnie 6 ,8-,lub 12 – ramienne.
Rys. 10. śłobiny w kształcie: a) palmy, b) gwiazdy [3,s. 260]
Przecinanie się żłobin występuje wtedy, gdy dwie lub więcej żłobin przecinają się pod
określonymi kątami.
Rys. 11. Formy skrzyżowania się żłobinl: a) krzyżyk, b) koziołek, c) koziołek podparty [3, s.261]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
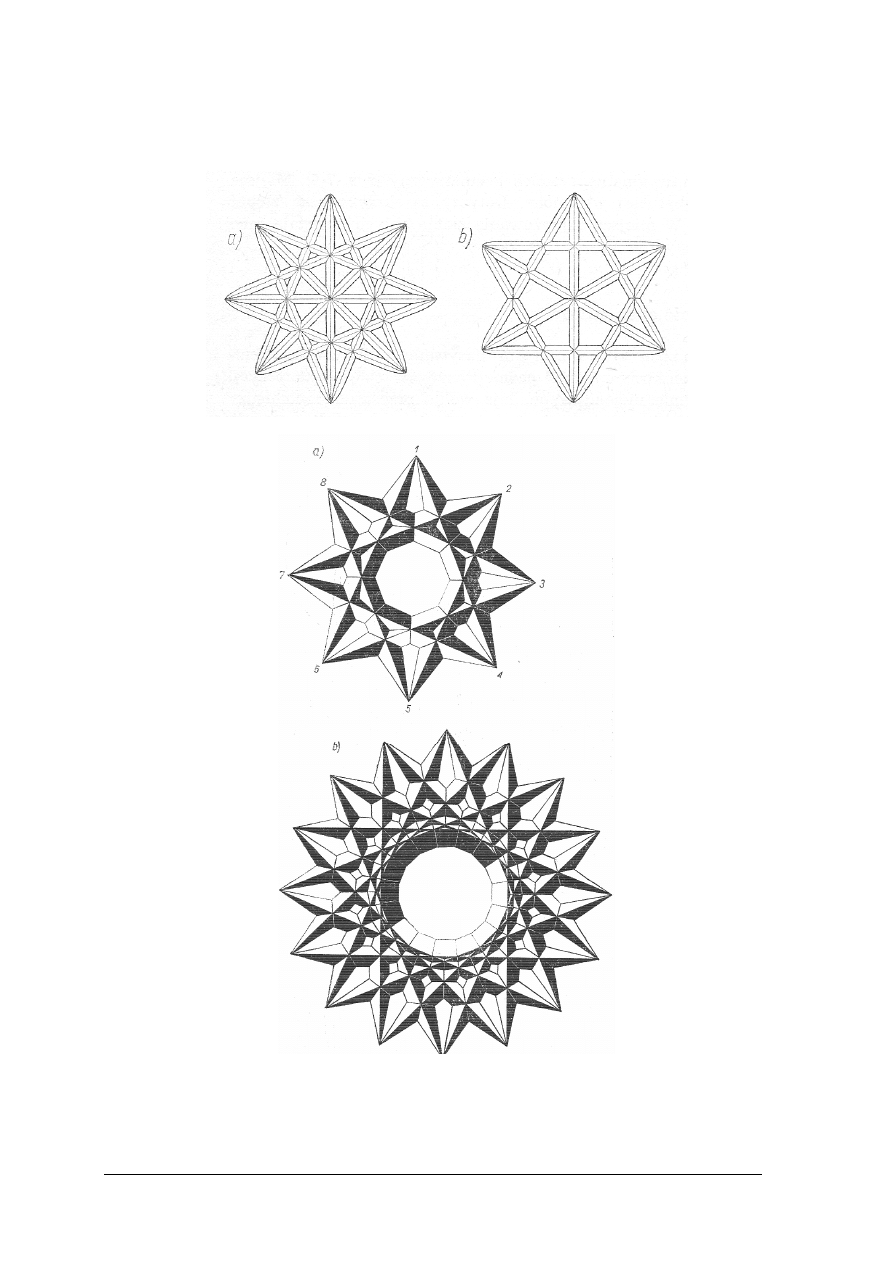
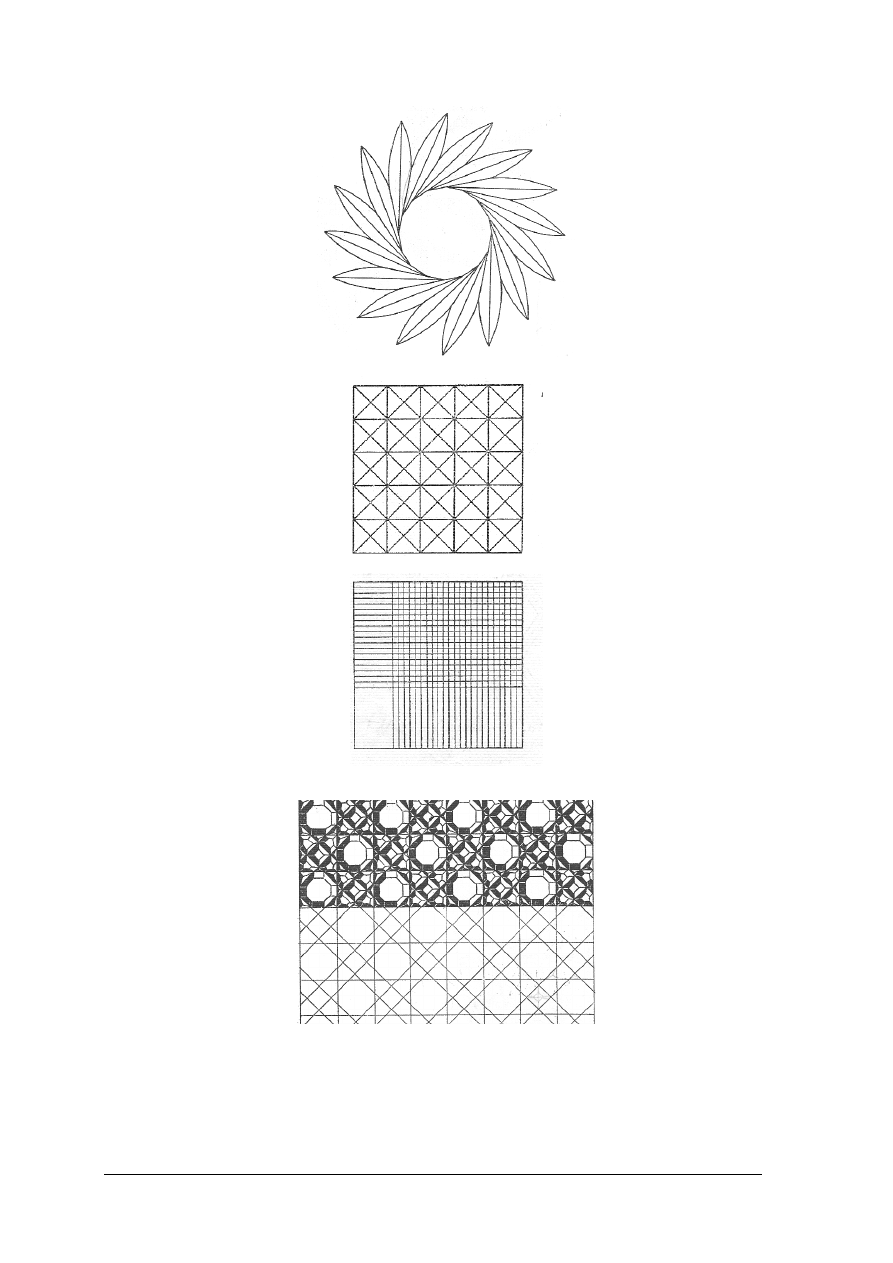
Wzory lub desenie są to żłobiny stanowiące pewien rysunek geometryczny. Desenie
w całości dekoracji wypełniają wolne powierzchnie pomiędzy głównymi żłobinami.
Najczęściej spotykane desenie, to: palmy, gwiazdy, koziołki, wiatraczki, siatki, oliwki.
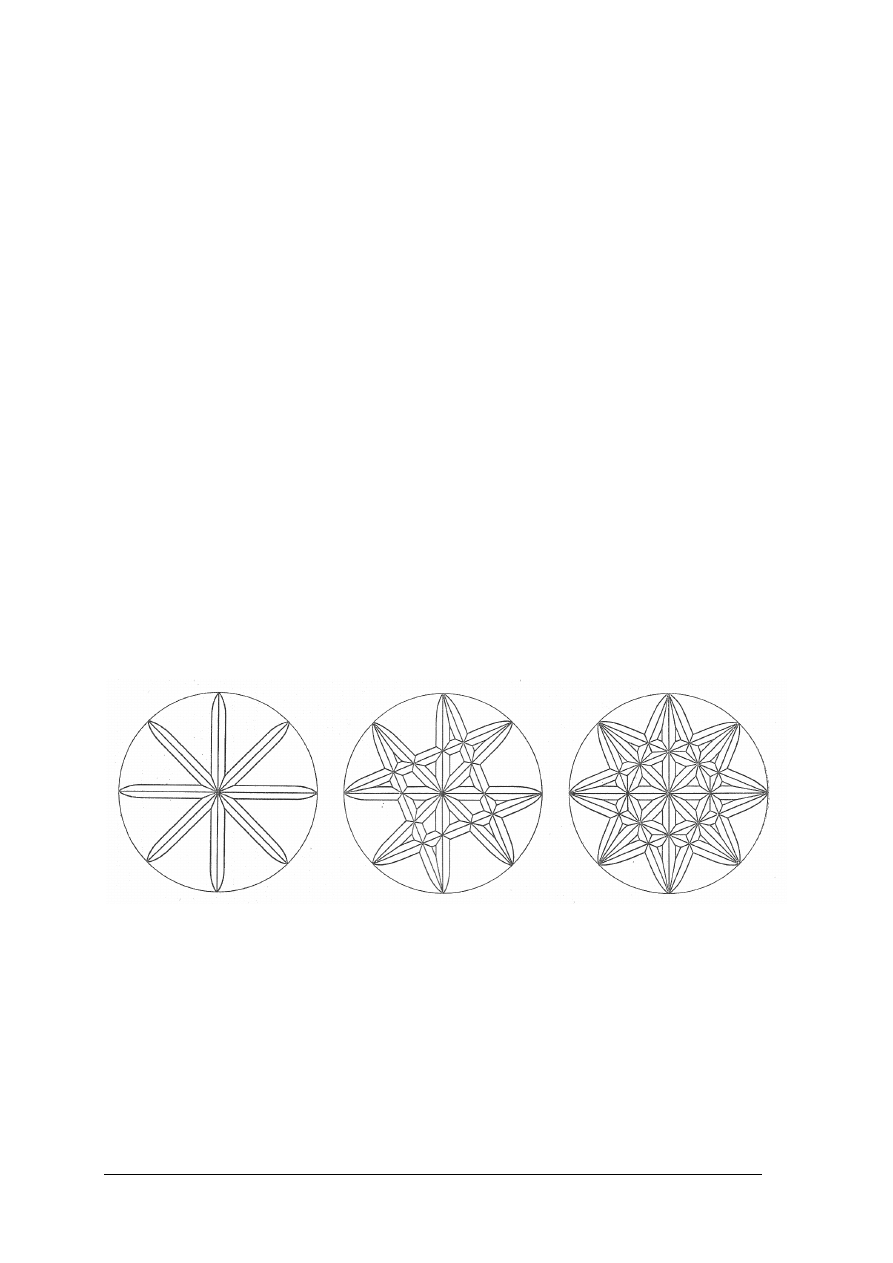
Rys. 12. Podstawowe gwiazdy przecinane] a) 8-ramienna, b) 6-ramienna [5,s.112
Rys. 13. Gwiazdy z brylantem: a) 8-ramienna, b) 16-ramienna [3,s.265]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Rys. 14. Wiatraczek [3,s.266]
Rys. 15. Siatka kwadratowa piramidalna [5,s.117]
Rys. 16. Siatka kwadratowa milimetrowa [5,s.117]
Rys. 17. Siatka wielogranka brylantowa [3,s.271]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
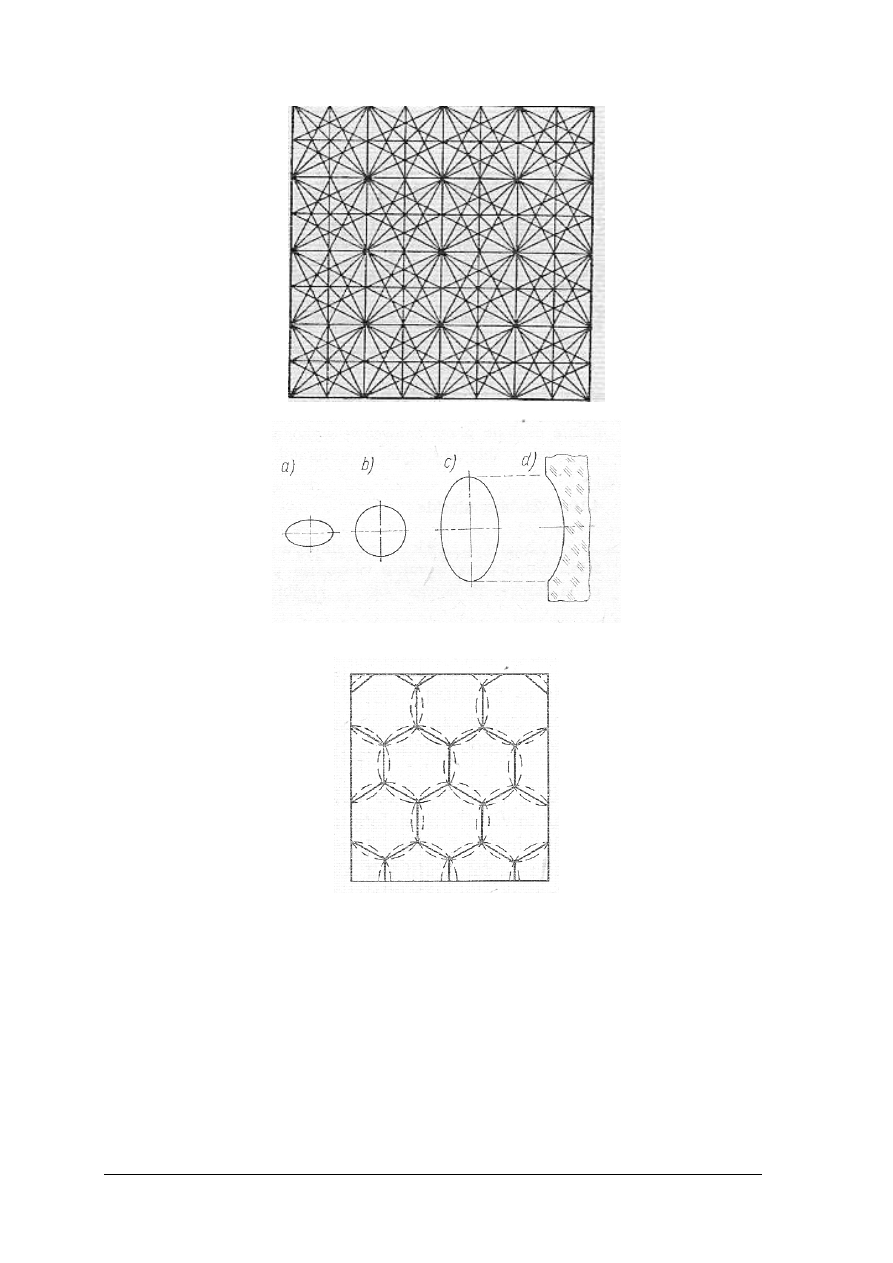
Rys. 18. Siatka wielogranka wiedeńska [5,s.121]
Rys. 19. Schemat powstawania oliwki pseudooliwka, b) jamka, c) oliwka właściwa, d)przekrój podłużny
oliwki [5, s.63]
Rys. 20. Łuska utworzona z jamek [5,s.122]
Wyrzeźbiony w szkle według określonego projektu zespół żłobin nazywany jest
dekoracją.
Rozróżnia się następujące rodzaje dekoracji:
1.
Dekoracja geometryczna, składa się ze żłobin głównych, żłobin dopełniających, deseni
głównych, deseni dopełniających. Niektóre części mogą być pominięte w kompozycji
rzeźby. Wykonywana jest na szkle grubościennym.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Rys. 21. Przykład dekoracji geometrycznej [3,s.272]
Rys. 22. Szkło zdobione gwiazdami zbieżnymi [5,s.129]
2.
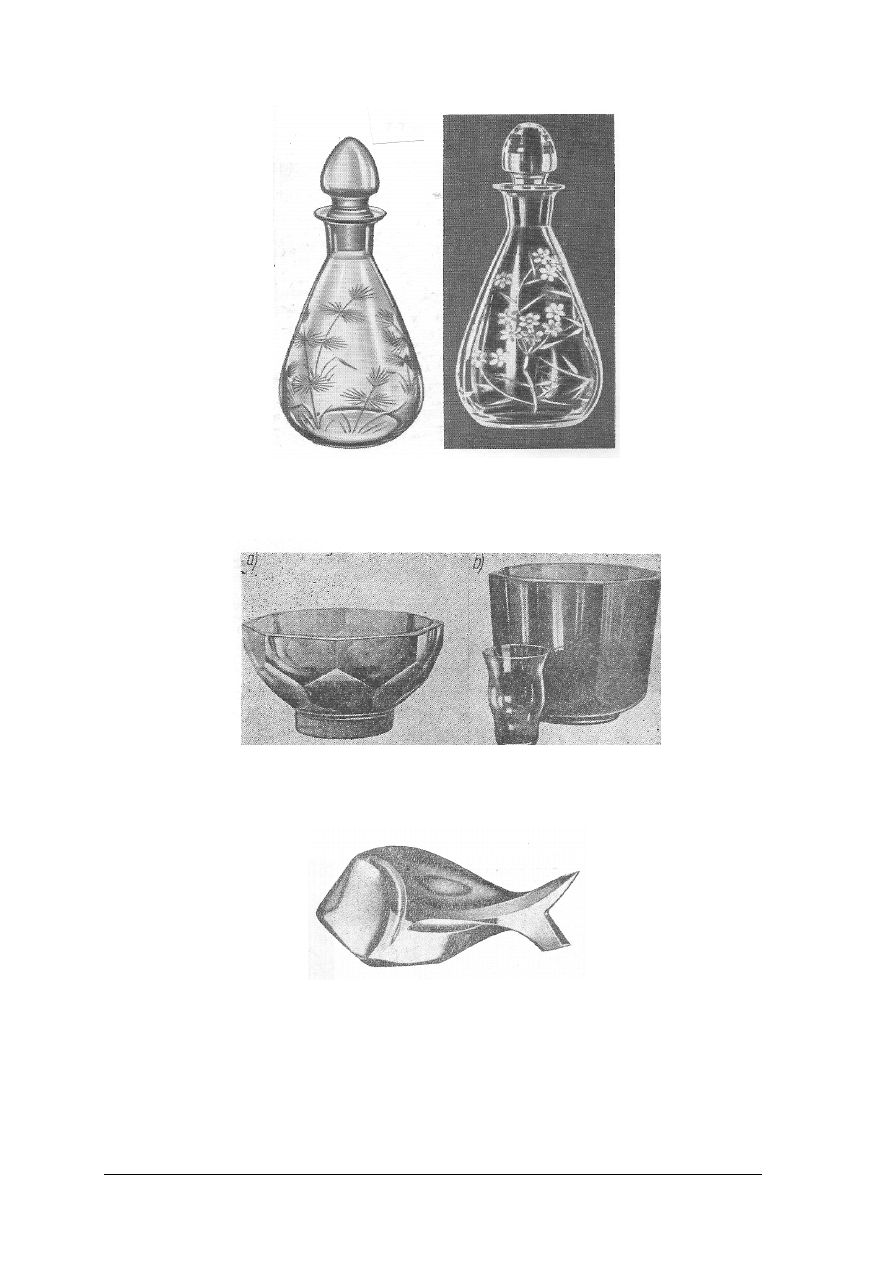
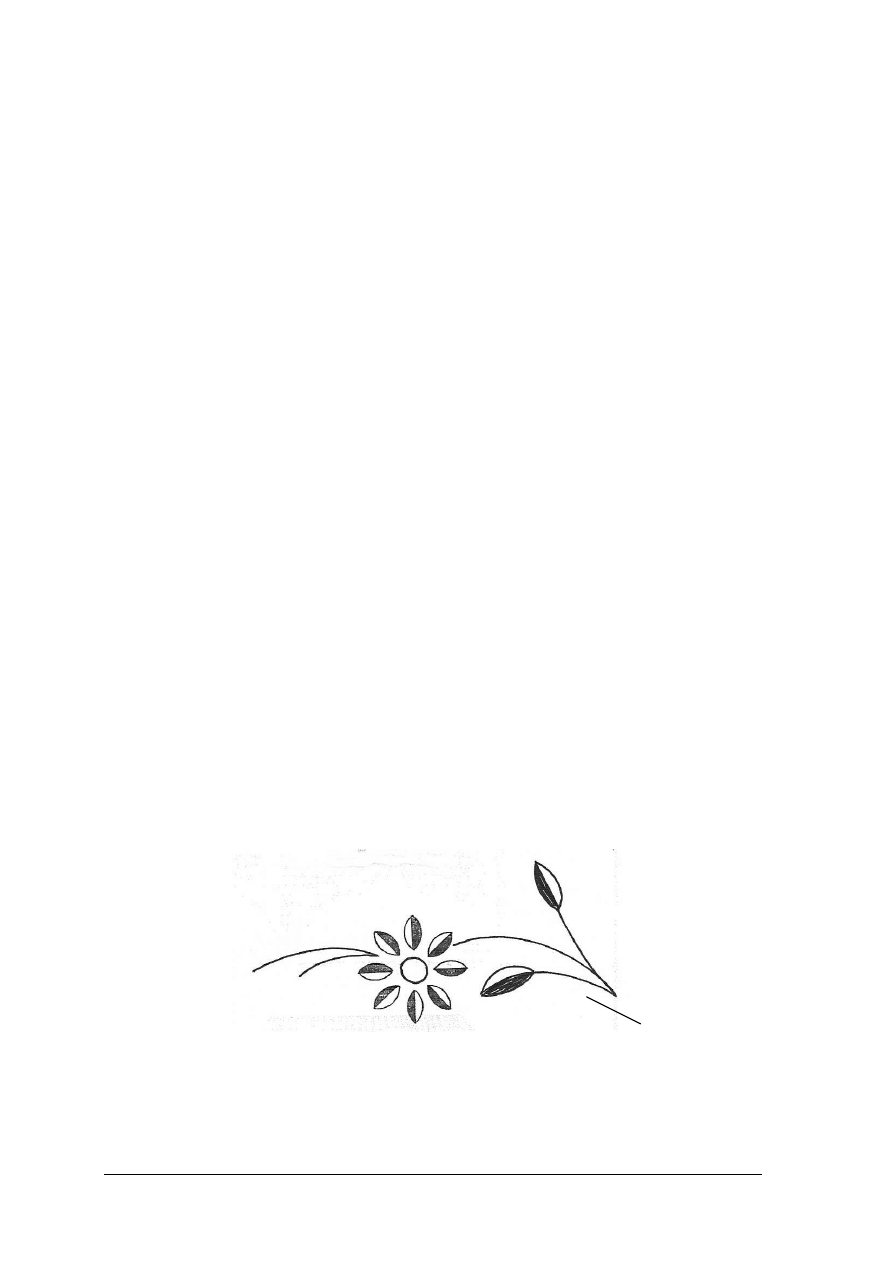
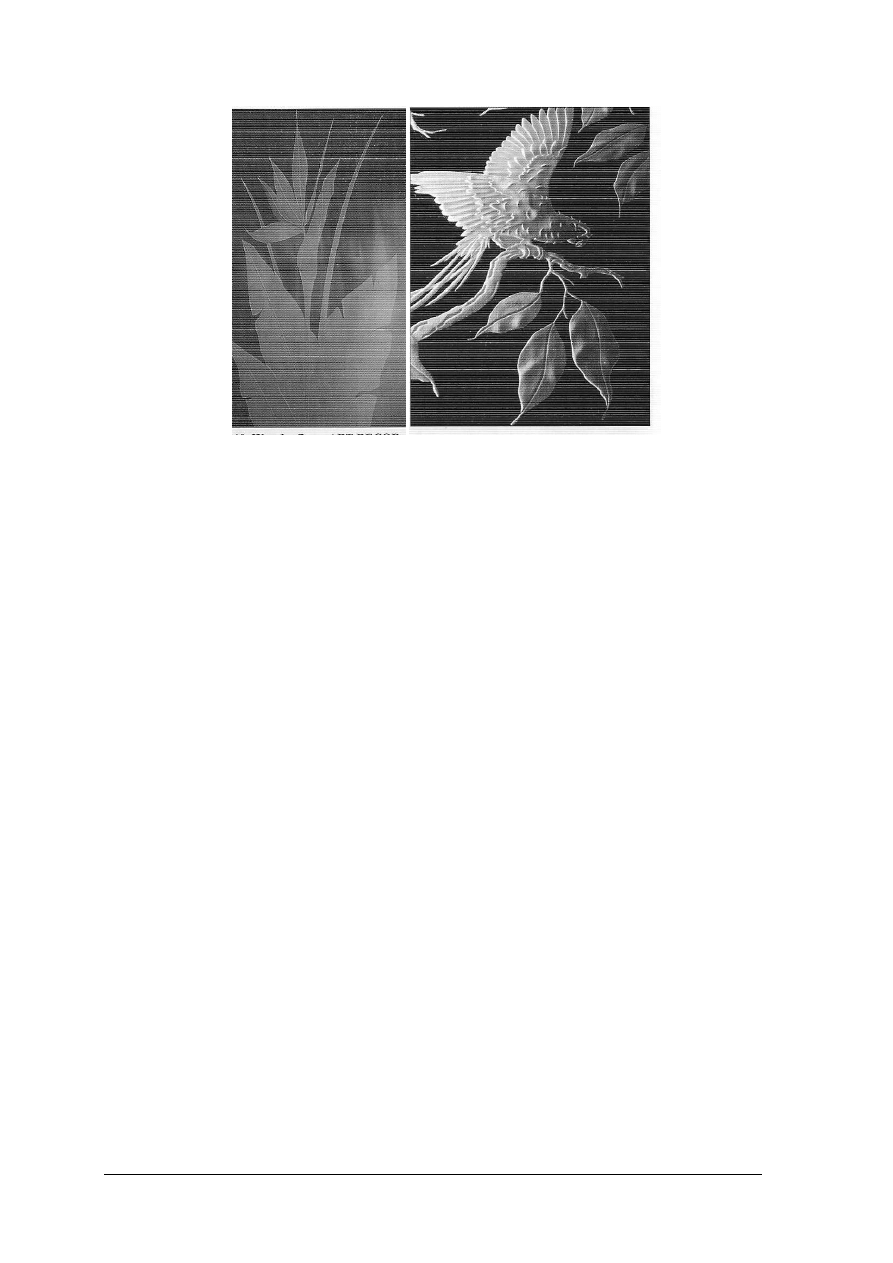
Dekoracje rysunkowe są złożone z rysunków stylizowanych z natury, przeważnie ze
ś
wiata roślinnego. Charakterystyczną cechą tej dekoracji jest stylizacja kształtów
przedmiotów spotykanych w naturze. Dekoracja rysunkowa stosowana jest do zdobienia
szkieł cienkościennych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Rys. 23. Przykłady dekoracji rysunkowych [5,s.128]
3.
Dekoracje graniaste mają na celu nadanie bryle szkła o kształcie obrotowym częściowo
lub w całości kształtu graniastego.
Rys. 24. Dekoracje graniaste [6,s.262] a) na części przedmiotu, b) na całej wysokości przedmiotu
4.
Dekoracje plastyczne zmieniają pierwotny kształt szkła nadany mu przy kształtowaniu
z masy szklanej.
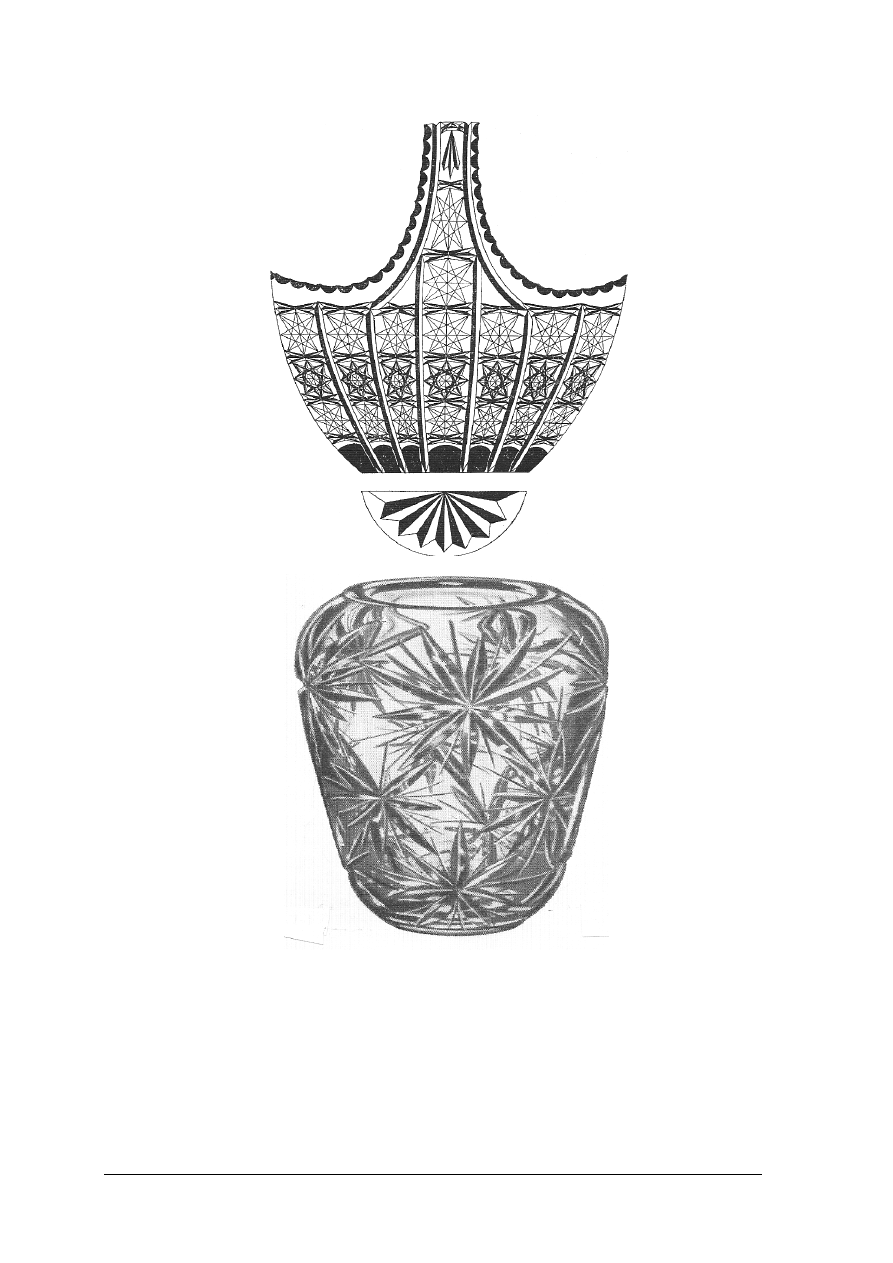
Rys. 25. Rzeźba plastyczna wykonana z bryły szkła [5,s.128]
5.
Dekoracje reliefowe mają na celu utworzenie wypukłego desenia na powierzchni szkła.
Ze względu na duży koszt i małą efektywność jest rzadko wykonywana.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Rys. 26. Dekoracja reliefowa [5,s.128]
6.
Dekoracje mieszane mają na celu połączenie dwóch lub kilku rodzajów dekoracji.
Deseniom mieszanym nadaje się nazwy złożone z podwójnych lub potrójnych określeń
np. dekoracja geometryczno-rysunkowa.
7.
Rzeźbienie obrzeży i den ma na celu ozdobne wykończenie rzeźbionego wyrobu.
Znaczenie szkieł przed rzeźbieniem
Rzeźbienie dekoracji na szkle składa się z trzech głównych etapów:
1.
Znaczenia – wyznaczenia obszaru wykonywanej dekoracji na powierzchni szkła
przeznaczonego do rzeźbienia.
2.
Rzeźbienia wybranej dekoracji.
3.
Polerowania szkieł po rzeźbieniu.
Rozpoczynając znaczenie należy dokładnie wymierzyć powierzchnię szkła i podzielić ją
na części, w których zostaną umieszczone poszczególne elementy wybranej dekoracji. Linii
podziału należy oznaczyć na szkle w sposób dostatecznie trwały na czas rzeźbienia, ale łatwo
usuwalny po jego ukończeniu. Nie nanosi się na szkło rysunku w całości, ani fragmentów
dekoracji, lecz wyznacza się tylko linie podziału powierzchni szkła na określone części.
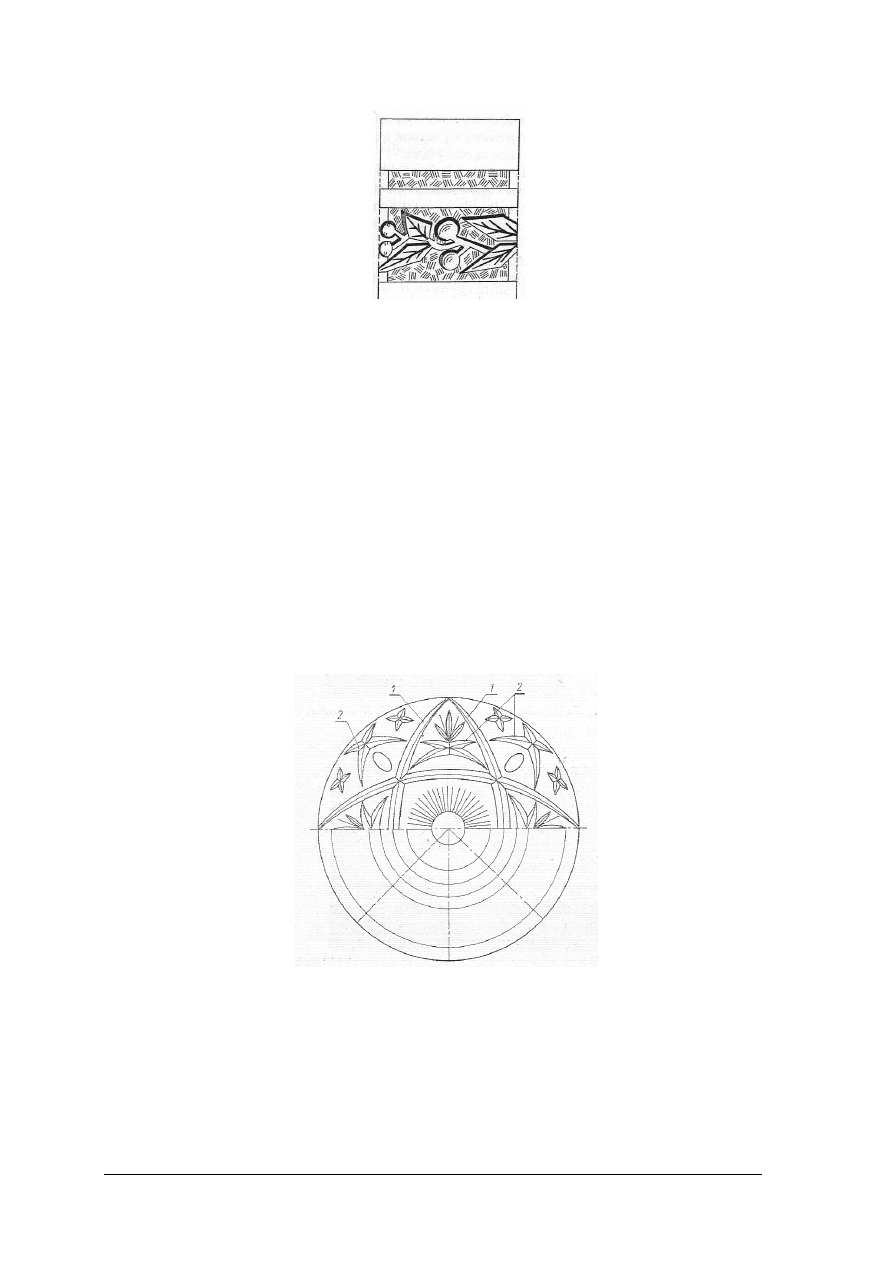
Rys. 27. Przykład znaczenia szkła do rzeźbienia dekoracji geometrycznej – dolna połowa rysunku
pokazuje sposób znaczenia, a górna – już wyrzeźbioną dekorację: żłobiny główne, 2) desenie
[5,s.130]
Szkła znaczy się odpowiednimi kredkami, farbami lub tuszami, pisakami. Dla ułatwienia
geometrycznego podziału powierzchni szkła na określoną liczbę części, zwłaszcza
trudniejszego podziału obwodu przedmiotu stosowane są przyrządy nazywane przekładnicą
podziałową.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
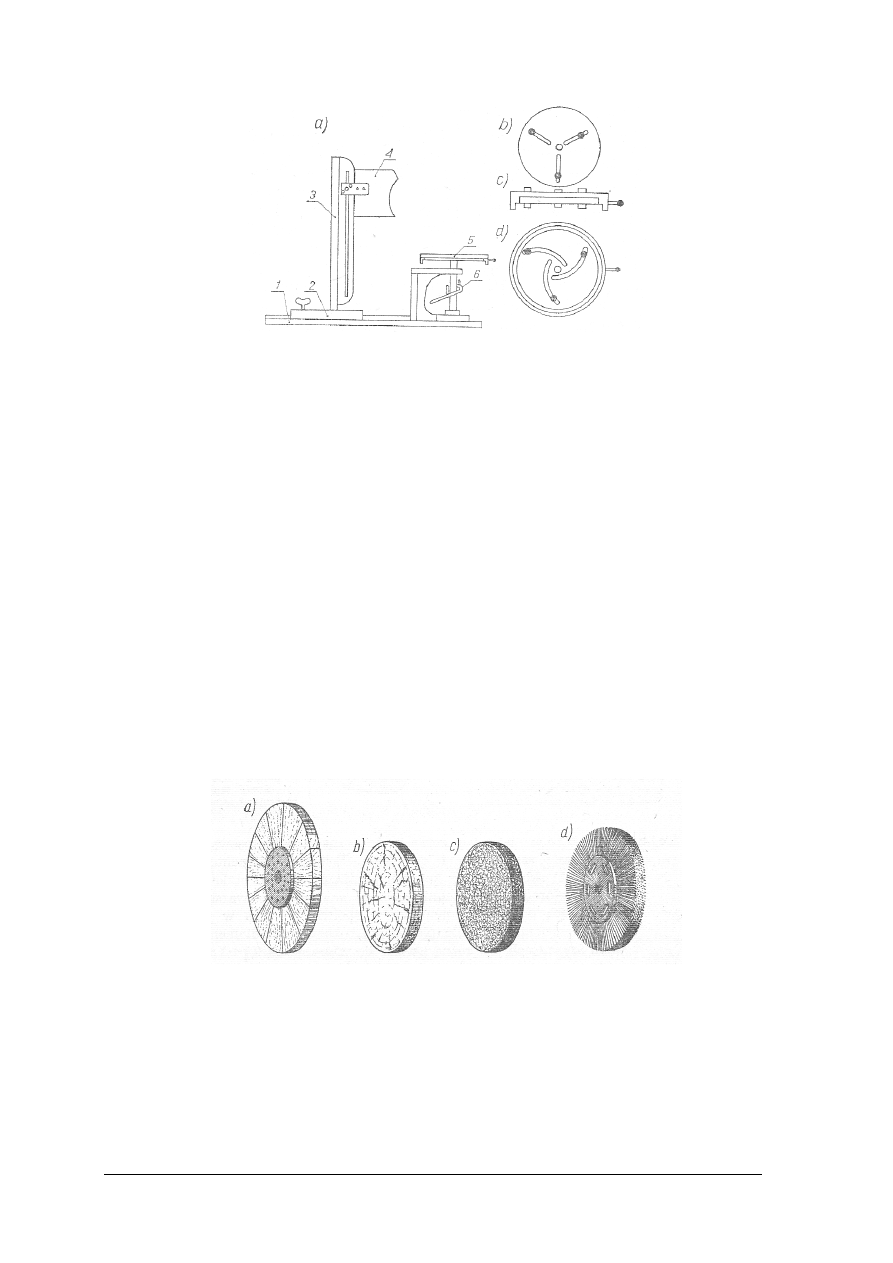
Rys. 28.
Przekładnica podziałowa do znaczenia wyrobów przed rzeźbieniem: a) całość urządzenia,
b) tarcza podziałowa, c) przekrój poprzeczny tarczy, d) rzut spodu tarczy]
1 – podstawa, 2 – sanki, 3 – kolumna, 4 – wykrojnik, 5 – tarcza podziałowa, 6 – urządzenie
nastawcze do podziału kątowego [5, s. 131
Przekładnica ma urządzenie do łatwego i szybkiego ustawienia na niej współosiowo
przedmiotów o kształtach brył obrotowych. Tarcza ma urządzenie zatrzymujące ją po
obróceniu o pewien kąt stanowiący określoną część kąta pełnego. Umożliwia to ścisły podział
powierzchni przedmiotu liniami pionowymi na określone pola, rozłożone wokół przedmiotu
symetrycznie, zgodnie z projektem dekoracji. Obok tarczy znajduje się druga część urządzenia
która umożliwia kreślenie linii pionowych.
Do rzeźbienia bardziej złożonych dekoracji, przeważnie rysunkowych, znaczy się szkło
także sposobem pauzowania przez bibułkę z dziurkowanymi liniami rysunku.
Polerowanie szkieł po rzeźbieniu
Polerowanie jest to zespół czynności technologicznych podejmowanych w celu nadania
powierzchni szkła pożądanego połysku – lśnienia. Efekt ten można uzyskać stosując:
a)
polerowanie mechaniczne,
b)
polerowanie chemiczne.
Do polerowania mechanicznego szkła po rzeźbieniu stosuje się szlifierki wrzecionowe.
Na koniec wrzeciona nakręca się tarcze polerskie. Do polerowania mechanicznego używa się
tarcz: korkowych, filcowych, drewnianych, szczotkowych.
Rys. 29. Ściernice tarczowe: a) drewniana (topolowa), b) korkowa, c) filcowa, d) szczotkowa [3,s.291]
1.
Tarcze korkowe. Tarcze te są wytwarzane z kruszywa korkowego zmieszanego ze
spoiwem dostatecznie odpornym na działanie wody. Mieszaninie takiej nadaje się kształt
tarcz przez wytłaczanie w formach. Tarcze korkowe są lekkie, elastyczne i miękkie,
a zarazem dostatecznie wytrzymałe na ścieranie. Służą dobrze do polerowania żłobin
klinowych, ale także żłobin łukowych i innych. Mają barwę jasnobrunatną, prawie żółtą,
albo ciemnobrunatną co zależy od rodzaju korka, a głównie od suszenia świeżej
korkowiny.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
2.
Tarcze drewniane. Używa się dwóch rodzajów tarcz drewnianych różniących się
sposobem wykonania oraz przeznaczeniem. Tarcze drewniane zwykłe przygotowuje się
przez odcięcie w poprzek z odcinka pnia drzewa kawałków odpowiedniej grubości.
Drewno powinno być miękkie, bezsłojowe, bezsękowe i niesmoliste. Używa się
przeważnie drewna topolowego, rzadziej wierzbowego lub olszowego. Niekiedy na tarcze
polerskie, zwłaszcza przeznaczone do glansowania, stosuje się drewno twarde, np.
gruszowe. Drewno powinno być spilśnione czyli odleżałe przez dłuższy czas w wilgoci,
ale nie może być zbutwiałe lub zmurszałe. Tarcze drewniane klejone sporządza się
z tarcicy drzewnej, z której wycina się kliny o kącie wierzchołkowym 45 stopni. Osiem
takich klinów łączy się klejem odpornym na działanie wody, tak aby powstała tarcza
mająca kształt ośmioboku. W środku tarczy wywierca się otwór do nakręcania na koniec
wrzeciona warsztatu i obtacza się obwód tarczy na odpowiedni profil.
3.
Tarcze pilśniowe wytwarzane są z wełny owczej, z dodatkiem mechowatej sierści cieląt,
poddanych działaniu pary i sprasowanych na kształt tarcz odpowiedniej grubości.
W zależności od gatunku wełny i sierści oraz sposobu wytwarzania otrzymuje się tarcze
różnej twardości i szerokości. Do polerowania szkła wybiera się pilśnie twardsze. W celu
nakręcenia tarczy pilśniowej na koniec wrzeciona wyposaża się ją we wkładkę drewnianą
lub ołowianą. Tarcze pilśniowe służą do polerowania subtelnego (glansowania) żłobin
płaskich lub łukowych.
4.
Tarcze szczotkowe są wyrabiane z włókien pochodzenia roślinnego, a także z włókien
z mas plastycznych lub włókien szklanych. Włókna nasadza się pęczkami na obwód koła
wykonanego z drewna, aluminium lub masy plastycznej, podobnie jak w szczotkach –
stąd pospolita nazwa tych tarcz. Tarcz szczotkowych używa się do polerowania wąskich
a głębokich żłobin oraz do glansowania żłobin szerokich. Efekt polerowania zależy
w dużej mierze od odpowiedniej prędkości obrotu tarczy.
5.
Tarcze polpur.
Prędkość liniowa (obwodowa) tarcz polerskich korkowych i drewnianych wynosi
przeważnie 12–18 metrów na sekundę, zaś dla szczotkowych stosuje się prędkość 20–25
metrów na sekundę.
Proszki polerskie
Pasty, którymi smaruje się podczas polerowania obwody tarcz polerskich, są robione
z mikroproszków ściernych (proszków polerskich) i wody dodanej w takiej ilości, aby
uzyskać pożądaną gęstość (konsystencję) pasty. Do polerowania stosuje się:
a)
szlam piaskowy – drobny piasek kwarcowy wypłukany ze starego piasku i z rozkruszonego
szkła (podczas szlifowania na tarczach żeliwnych),
b)
pumeks – szkliwo wulkaniczne,
c)
ż
ółty proszek polerski – ziemia okrzemkowa,
d)
róż polerski – czerwony proszek polerski, czyli krystaliczny, odpowiednio spreparowany
tlenek żelazowy – hematyt.
Szkła poleruje się przykładając je do przedniej ćwierci obwodu tarczy polerskiej. Podczas
polerowania szybkimi ruchami posuwisto-zwrotnymi przesuwa się niewielkimi odcinkami
ż
łobinę wzdłuż obwodu tarczy. Podczas polerowania obwód tarczy smaruje się przygotowaną
pastą polerską. Dobrze wypolerowane szkło poznaje się po odpowiednim połysku.
Chemiczna metoda polerowania szkła polega na wygładzeniu powierzchni szkła przy
użyciu kąpieli polerskiej składającej się z kwasu fluorowodorowego, kwasu siarkowego,
wody. Roztwór sporządza się w następującej kolejności: do wody wlewa się stopniowo kwas
siarkowy, a po ostygnięciu roztworu wlewa się stopniowo kwas fluorowodorowy.
Skuteczność działania kąpieli polerskiej zależy od następujących czynników:
−
chemicznego składu szkła i jego jednorodności,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
−
proporcji i stężenia kwasów w polerującym roztworze,
−
temperatury roztworu,
−
czasu zanurzenia szkła w roztworze.
Ze względu na silne działanie kwasu i wydzielających się par na skórę, śluzówkę
i narządy oddechowe, należy przy tej operacji przestrzegać skrupulatnie przepisów bhp.
Dokumentacja technologiczna rzeźbienia
Prawidłowo prowadzona dokumentacja technologiczna znacznie ułatwia organizację
pracy podczas rzeźbienia dekoracji na szkle. Dokumentację sporządza się osobno dla każdej
zatwierdzonej i przyjętej do wykonania kompozycji na wyrobach określonego kształtu
i wielkości. Na podstawie takiej dokumentacji odbywa się kontrola jakości wyrzeźbionych
dekoracji oraz przyjęcie zdobionych wyrobów.
W skład dokumentacji technologicznej rzeźbienia wchodzą:
1.
Kompozycja dekoracji, składająca się z rysunku i opisu dekoracji rzeźbionym na
określonym wyrobie szklanym, z wyszczególnieniem i opisem poszczególnych części
(deseni) dekoracji.
2.
Dyspozycja znaczenia, zawierająca wskazówki dotyczące znaczenia powierzchni
wyrobów przed rzeźbieniem.
3.
Dyspozycja rzeźbienia, zawierająca wskazówki dotyczące sposobu wykonania
określonych żłobin z uwzględnieniem rodzaju tarcz rzeźbiarskich.
4.
Normowanie pracy, określające czas potrzebny do wykonania poszczególnych
fragmentów dekoracji.
5.
Dyspozycja pracy, zawierająca wskazówki i plan podziału pracy oraz jej organizację.
6.
Dyspozycja środków pracy, zawierająca wykaz koniecznych narzędzi i materiałów, które
mają być użyte do rzeźbienia.
7.
Dyspozycja zmian, zawierająca spostrzeżenia i uwagi oraz wnioski dotyczące pożądanych
zmian w dokumentacji.
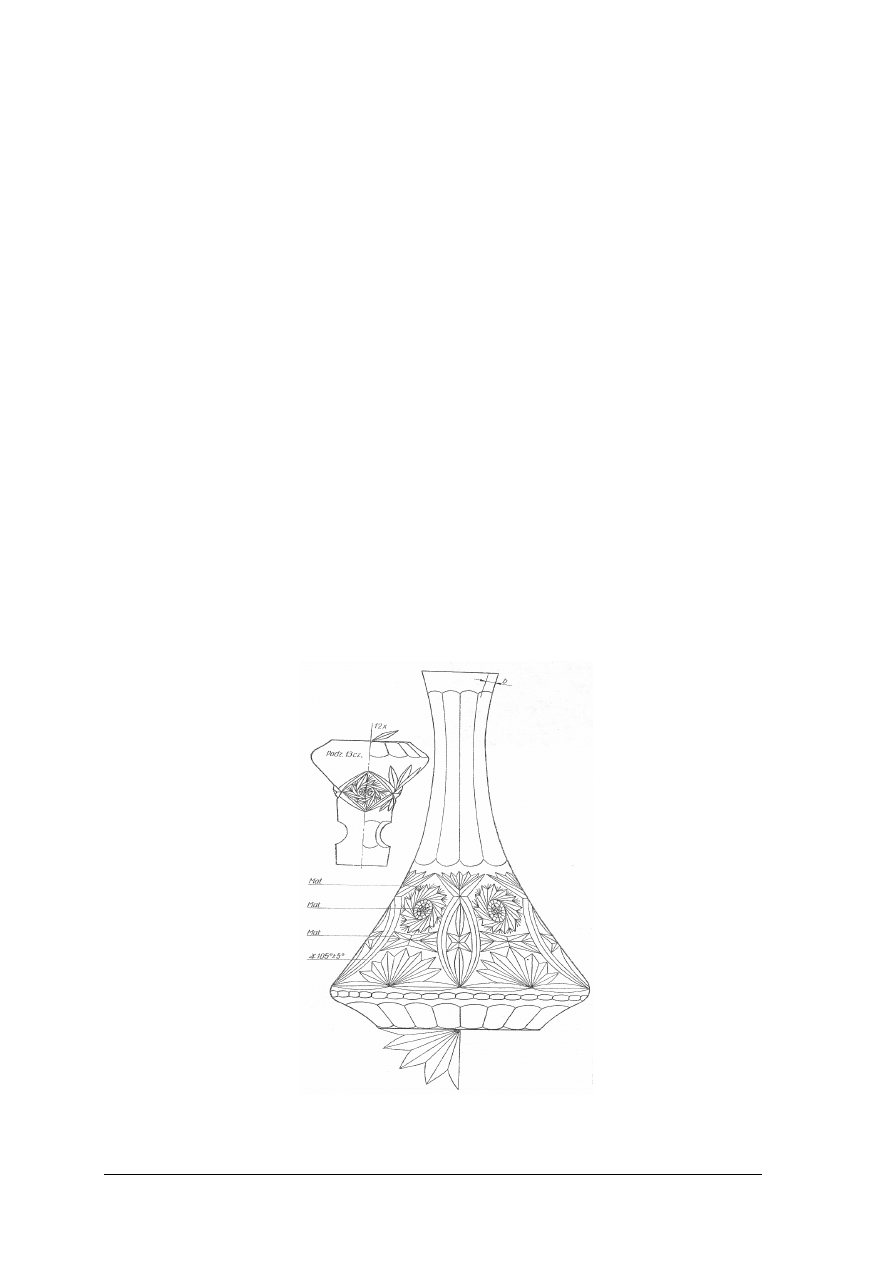
Rys. 30. Rysunkowa dokumentacja zdobienia karafki [3,s.274]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Kontrola jakości
Kontrola jakości szkła zdobionego techniką rzeźbienia odbywa się według
obowiązujących norm. Rodzaj, wielkość i ilość poszczególnych elementów rzeźbienia oraz
ich kompozycje mogą być do uzgodnienia między producentem i odbiorcą lub według wzoru
firmowego. Wymagania dotyczą wad wykonania wzoru i ich rozmiarów.
Do najważniejszych wad należą:
−
niewłaściwe rozmieszczenie rzeźbionej dekoracji,
−
pominięcie elementu rzeźbienia,
−
nierówne rozmiary żłobin,
−
ż
łobiny palone lub przypalone,
−
ż
łobiny zamatowione (w przypadku polerowanych),
−
ż
łobina niedociągnięta,
−
ż
łobina przeciągnięta,
−
niewypolerowane żłobiny,
−
mazaki na powierzchni rzeźbionych szkieł,
−
zatopione końce żłobin (w przypadku polerowanych),
−
niezgodność z załączonym wzorem.
Rzeźbienie zautomatyzowane
Do rzeźbienia szkieł gospodarczych o kształtach prostych stosowane są urządzenia
automatyczne. Rzeźbią one proste dekoracje za pomocą systemu tarcz diamentowych. Tarcze
te są ustawiane pod dowolnie regulowanymi kątami do powierzchni rzeźbionych szkieł,
nasadzonych na trzpienie obracając się wraz z wyrobami szklanymi wokół swojej osi
z regulowaną prędkością. Podczas obrotu tarcze ścierne przysuwają się samoczynnie do
powierzchni szkieł aż do styku pod pewnym naciskiem, w wyniku czego każda z tarcz rzeźbi
w szkle odpowiednią żłobinę. Kształt i wielkość rzeźbionych żłobin zależą od:
−
współzależności między kątem ustawienia tarczy do powierzchni szkła,
−
prędkością obrotu trzpieni ze szkłem.
Profile żłobin zależne są od profilu obwodu stosowanych tarcz. Po wyżłobieniu
zgrubnym, żłobiny można wygładzać ręcznie za pomocą tarcz elektrokorundowych, można
też uzupełnić dekoracje dodatkowymi deseniami. Rzeźbione żłobiny poleruje się lub
pozostawia matowe.
Za pomocą automatu otrzymuje się precyzyjnie wykonane dekoracje o układzie
geometrycznym a także rysunkowym. Wydajność automatów jest duża.
Rys. 31. Widok ogólny automatu do rzeźbienia szkieł [5,s.224]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Znane są automaty różnych typów. Między innymi znajdują zastosowanie automaty typu
Sagaryt oraz Pöting.
Automat Sagaryt wykonuje dekoracje za pomocą specjalnych frezów w postaci szlifów
matowych i płytkich rysunkowych. Wyroby ustawiane są na tarczach obrotowych
i zamocowane za pomocą próżni. Proces zdobienia sterowany jest komputerowo.
Automat Pöting przystosowany jest do wykonywania szlifów geometrycznych głębokich.
Dekoracje wykonywane są za pomocą tarcz diamentowych. Rzeźbienie można wykonywać na
jednym lub jednocześnie na ośmiu stanowiskach. Proces zdobienia sterowany jest
komputerowo.
Wykonywanie dekoracji polega na:
1)
opracowaniu dekoru,
2)
wprowadzeniu dekoru do komputera sterującego proces zdobienia,
3)
ustawieniu wyrobów próbnych w taki sposób aby dekoracja na całym obwodzie była
wykonywana prawidłowo,
4)
ustawieniu parametrów wyrobu:
−
ś
rednica wyrobu,
−
wysokość wyrobu,
−
odległość dekoru od obrzeża,
−
wysokość dekoru,
−
szerokość dekoru,
−
głębokość rzeźbienia.
5)
rzeźbieniu dekoracji,
6)
sprawdzeniu jakości rzeźbienia,
Praca przy automatach wymaga bezwzględnego przestrzegania przepisów bhp. Do
głównych zasad bhp należą:
−
stosowanie urządzeń tylko sprawnych technicznie,
−
przed uruchomieniem urządzenia należy skontrolować stan osłon,
−
wszelkie regulacje urządzenia należy wykonywać tylko na urządzeniu nie będącym
w ruchu,
−
w czasie pracy automatu nie pracować na komputerze sterującym urządzeniem,
−
utrzymać ład i porządek na stanowisku pracy.
Rytowanie
Rytowanie, nazywane także grawerowaniem, jest to bardzo subtelne rzeźbienie dekoracji
na powierzchni szkła. Rytować można dekoracje zarówno na szkle grubościennym jak
i cienkościennym. Wskazane jest szkło twarde, o dużej twardości powierzchniowej.
Rytowanie szkieł wykonuje się za pomocą urządzeń mechanicznych podobnych do
szlifierek wrzecionowych ale mniejszych i bardziej precyzyjnych nazywanych rytownicami.
Rys. 32. Warsztat rytowniczy – rytownica: 1 – wspornik, 2 – taśma bawełniana, 3 – podkładka [5, s.222]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Do rytowania używa się cienkich tarcz ściernych małej średnicy, nazywanych tarczkami
rytowniczymi. Ze względu na potrzebną cienkość tarczki wykonuje się je z metali miękkich,
ale dostatecznie wytrzymałych na ścieranie. Dawniej używano do tego celu ołowiu. Obecnie
tarczki wykonuje się przeważnie z blachy miedzianej lub mosiężnej (rzadziej).
Miedziane (mosiężne) tarczki rytownicze mogą mieć średnicę od 2 do 120 mm.
Grubość ich wynosi 0,5–6 mm. Są wycinane z blach odpowiedniej grubości i obtaczane do
właściwego wymiaru średnicy. W środku tarczki wywierca się otwór, w którym osadza się
i przynitowuje ośkę. Za pomocą tej ośki obsadza się tarczkę we wrzecionie rytownicy.
Rys. 33. Sposoby osadzania tarcz na wrzecionie rytownicy [5, s.224]
Obwodowi tarczek nadaje się pożądany profil za pomocą pilników lub noży tokarskich,
a wygładza się kawałkiem pumeksu. Niekiedy na całym obwodzie tarczek, zwłaszcza
grubszych, wykonuje się drobne nacięcia nazywane manetkami, które służą do zwiększenia
przyczepności pasty do obwodu tarczki i przez to zwiększają skuteczność ścierania szkła.
Do głębszego żłobienia zgrubnego większych powierzchni co jest niekiedy potrzebne
podczas rytowania, używa się bardziej skutecznych tarczek – karborundowych lub
korundowych (elektrokorundowych) podobnych do tarcz rzeźbiarskich, tylko o średnicach
10–200 mm i grubośći 3–20 mm. Charakterystyki tych tarcz są następujące: tarcze
karborundowe 90 C, uziarnienie nr 60–12, twardość L lub M, struktura 8 lub 9; tarcze
elektrokorundowe 99 A, uziarnienie nr 120–3, twardość L, M lub N, struktura 7–9.
Pasty ścierne
Pasty ścierne, którymi smaruje się obwody metalowych tarczek rytowniczych podczas
rytowania, składają się z odpowiednich proszków ściernych zarobionych terpentyną lub naftą
do konsystencji gęstej śmietany.
Do tego celu używa się dość gęstego oleju. maszynowego, który nadaje paście, czyli
mieszaninie oleju z odpowiednim proszkiem ściernym, wskazaną gęstość, powodującą dobrą
przyczepność do obwodów tarczek rytowniczych. Gdy potrzebna jest pasta rzadsza, dodaje się
do oleju odpowiednią ilość nafty. Gęstość pasty dobiera się stosownie do prędkości
obwodowej.
Innym powodem stosowania past gęściejszych lub rzadszych jest wielkość uziarnienia
proszków ściernych. Właściwa gęstość pasty pozwala na pokrycie obwodów tarczek warstwą
odpowiedniej grubości, zawierającą tylko jedną warstwę ziaren proszku ściernego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Rys. 34.
Warstwy ścierne na obwodzie tarczek rytowniczych a) z gruboziarnistym proszkiem
ś
ciernym zarobionym z olejem większej lepkości, b) pasta z drobnoziarnistym proszkiem
ś
ciernym zarobiona niewłaściwie z takim samym jak poprzednio olejem – nie jest dobra
ze względu na warstwowy układ ziaren, c) pasta z drobnoziarnistym proszkiem ściernym
zarobiona właściwie z rzadszym olejem (olej + nafta) [5,s.225]
Proszki ścierne stosowane do sporządzania past:
−
szlam piaskowy – najmniej skuteczny proszek służący tylko do subtelnego wykańczania
−
fragmentów dekoracji.
−
szmergiel – drobnoziarnista odmiana korundu naturalnego, zanieczyszczonego
magnetytem, kwarcem, wapieniem itp. Twardość szmergla wynosi 8–8,5 w skali Mohsa.
Jest to piasek najczęściej używany do rytowania, o najlepszej średniej skuteczności
ś
cierania szkła.
−
stosuje się także skuteczne proszki ścierne: elektrokorund, karborund a także proszku
diamentowego.
Wzory rytowane pozostają przeważnie matowe.
Rys. 35. Rytowanie dekoracji [5,s.225]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Rys. 36. Rytowane dekoracjie płaskie – rysunkowe [5,s.225]
Rys. 37. Rytowana dekoracja reliefowa wklęsła [5,s.225]
4.1.2.
Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Na czym polega zdobienie techniką rzeźbienia?
2.
Jakie są rodzaje dekoracji rzeźbionych w szkle?
3.
Jakie urządzenia służą do rzeźbienia dekoracji w szkle?
4.
Jakie rodzaje ściernic tarczowych stosowane są do rzeźbienia szkła?
5.
Jaki wpływ mają wielkość i kształt ziaren materiałów ściernych na proces rzeźbienia
szkła?
6.
W jaki sposób obsadza się tarcze rzeźbiarskie na wrzecionie szlifierki pionowej
wrzecionowej?
7.
Jakie są podstawowe elementy rzeźbionych w szkle kompozycji?
8.
Jakie są podstawowe desenie rzeźbionych w szkle kompozycji?
9.
Z jakich głównych etapów składa się proces rzeźbienie dekoracji w szkle?
10.
Jakie materiały stosowane są do polerowania mechanicznego szkieł?
11.
Jakie materiały stosowane są do polerowania chemicznego szkieł?
12.
Z jakich elementów składa się dokumentacja technologiczna rzeźbienia?
13.
Jakie wady wykonania należą do najczęściej występujących w procesie rzeźbienia?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
14.
Na czym polega zdobienie techniką rytowania?
15.
Jakie urządzenia stosowane są do zdobienia szkła techniką rytowania?
16.
Jak pracować z tarczami rzeźbiarskimi aby nie spowodować zagrożenia wypadkowego?
17.
Jakie zasady bhp należy stosować przy zdobieniu wyrobów szklanych techniką
rzeźbienia?
4.1.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj rodzaj rzeźbionych dekoracji na podstawie otrzymanych wzorów zdobionych
wyrobów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych treści dotyczące rodzaju rzeźbionych dekoracji,
2)
dokonać oględzin wyrobów,
3)
rozpoznać rodzaj dekoracji.
Wyposażenie stanowiska pracy:
–
kolekcja wyrobów rzeźbionych,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Na podstawie wyrobów szklarskich wadliwie rzeźbionych, określ wady wykonania
dekoracji.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych treści dotyczące rodzaju rzeźbionych dekoracji,
2)
dokonać oględzin wyrobów,
3)
rozpoznać wady wykonania i zapisać je na papierze,
4)
ustalić przyczyny ich wystąpienia.
Wyposażenie stanowiska pracy:
–
papier formatu A4, pisaki,
–
kolekcja wyrobów wadliwie rzeźbionych,
–
normy dotyczące oceny jakości rzeźbionego szkła,
–
poradnik dla ucznia.
–
literatura zgodna z punktem 6 poradnika.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Ćwiczenie 3
Przyporządkuj profil tarczy rzeźbiarskiej do rodzaju wykonanej żłobiny.
Tabela do ćwiczenia 3
Profil tarczy rzeźbiarskiej
Rodzaj wykonanej żłobiny
A.
B.
C.
D.
1. żłobina o profilu obłym,
2. żłobina o profilu klinowym,
3. żłobina o profilu skośnym,
4. żłobina o profilu płaskim.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych treści dotyczące tarcz rzeźbiarskich,
2)
dokonać analizy treści,
3)
przyporządkować profil tarczy rzeźbiarskiej do rodzaju wykonanej żłobiny.
Wyposażenie stanowiska pracy:
–
przybory do pisania,
–
poradnik dla ucznia,
–
karty papieru z załączoną tabelą,
–
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 4
Przyporządkuj rodzaj tarczy rzeźbiarskiej do czynności rzeźbienia szkła.
Tabela do ćwiczenia 4.
Rodzaj tarczy
Czynności rzeźbienia
A elektrokorundowa
1 polerowanie
B korkowa
2 rzeźbienie wstępne
C karborundowa
3 wygładzanie
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych treści dotyczące tarcz rzeźbiarskich,
2)
dokonać analizy treści,
3)
przyporządkować rodzaj tarczy do czynności rzeźbienia.
Wyposażenie stanowiska pracy:
–
przybory do pisania,
–
karty papieru z załączoną tabelą,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Ćwiczenie 5
Jakie parametry i właściwości ściernicy należy uwzględnić zamawiając tarczę rzeźbiarską
do rzeźbienia wstępnego żłobin prostych liniowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych treści dotyczące ściernic tarczowych,
2)
dokonać analizy treści,
3)
ustalić wymagania dla ściernicy tarczowej do rzeźbienia wstępnego,
4)
zapisać jakie parametry i właściwości ściernicy należy uwzględnić zamawiając tarczę
rzeźbiarską.
Wyposażenie stanowiska pracy:
−
papier formatu A4, pisaki,
−
katalogi firm oferujących narzędzia i materiały stosowane do rzeźbienia szkła,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 6
Wyznacz obszar rzeźbienia dekoracji geometrycznej na wyrobie.
Rysunek do ćwiczenia 5
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych treści dotyczące znaczenia wyrobów przed
rzeźbieniem dekoracji,
2)
dokonać analizy treści,
3)
zorganizować stanowisko pracy,
4)
przygotować wyrób do znaczenia,
5)
przygotować przybory do znaczenia,
6)
zapoznać się z rysunkiem dekoracji,
7)
wyznaczyć obszar rzeźbionej dekoracji na obwodzie wyrobu.
Wyposażenie stanowiska pracy:
–
wyroby szklane przeznaczone do rzeźbienia,
–
przybory do wyznaczania obszaru rzeźbionych dekoracji na wyrobach szklanych,
–
stanowisko do znaczenia wyrobów,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
–
papier formatu A4, pisaki,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 7
Na wyrobach o średnicy: 3 cm, 10 cm oraz ponad 20 cm wykonaj żłobiny obłe punktowe.
Do wykonania żłobin zastosuj tarcze o tym samym profilu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z instrukcją obsługi szlifierki wrzecionowej oraz przepisami
stanowiskowymi bhp,
2)
zapoznać się z instrukcją do wykonania ćwiczenia,
3)
założyć odzież roboczą i sprzęt ochrony osobistej,
4)
przygotować stanowisko pracy,
5)
przygotować wyroby do wykonania żłobin,
6)
wykonać żłobiny,
7)
porównać kształty wykonanych żłobin, zapisać różnice.
Wyposażenie stanowiska pracy:
–
wyroby ze szkła gospodarczego o 30 cm, 10 cm 20 cm średnicach,
–
instrukcja obsługi szlifierki wrzecionowej,
–
instrukcja do wykonania ćwiczenia,
–
instrukcja stanowiskowa bhp,
–
stanowisko do rzeźbienia szkła,
–
tarcza rzeźbiarska o profilu obłym,
–
przyrządy do ostrzenia tarczy rzeźbiarskiej,
–
papier formatu A4, pisaki,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 8
Wykonaj techniką rzeźbienia dekorację płytką na dowolnym wyrobie, zgodnie
z załączonym rysunkiem.
2x
Rysunek do ćwiczenia 8
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z instrukcją obsługi szlifierki wrzecionowej oraz przepisami
stanowiskowymi bhp,
2)
zapoznać się z instrukcją do wykonania ćwiczenia,
3)
zaopatrzyć się w odzież roboczą i sprzęt ochrony osobistej,
4)
przygotować stanowisko pracy,
5)
przygotować wyroby do wykonania dekoracji,
6)
wykonać żłobiny,
7)
ocenić jakość wykonania dekoracji.
Wyposażenie stanowiska pracy:
–
wyroby szklane,
–
instrukcja do wykonania ćwiczenia,
–
instrukcja obsługi szlifierki wrzecionowej,
–
instrukcja stanowiskowa bhp,
–
stanowisko do rzeźbienia szkła,
–
tarcze rzeźbiarskie o profilu obłym i klinowym,
–
przyrządy do ostrzenia tarczy rzeźbiarskiej,
–
przybory do wyznaczania obszaru rzeźbionych dekoracji na wyrobach szklanych,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 9
Wykonaj techniką rzeźbienia deseń elementarny w postaci gwiazdy przecinanej, zgodnie
z załączonym rysunkiem.
Rysunek do ćwiczenia 8
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z instrukcją obsługi szlifierki wrzecionowej oraz przepisami
stanowiskowymi bhp,
2)
zapoznać się z instrukcją do wykonania ćwiczenia,
3)
wyposażyć się w odzież roboczą i sprzęt ochrony osobistej,
4)
przygotować stanowisko pracy,
5)
przygotować wyroby do wykonania gwiazdy przecinanej,
6)
wykonać żłobiny,
7)
ocenić jakość wykonania elementu dekoracji geometrycznej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Wyposażenie stanowiska pracy:
–
wyroby szklane przeznaczone do rzeźbienia,
–
instrukcja obsługi szlifierki wrzecionowej,
–
instrukcja stanowiskowa bhp,
–
instrukcją do wykonania ćwiczenia,
–
stanowisko do rzeźbienia szkła,
–
tarcze rzeźbiarskie o profilu klinowym,
–
przyrządy do ostrzenia tarczy rzeźbiarskiej,
–
przybory do wyznaczania obszaru rzeźbionych elementów na wyrobach szklanych,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
zdefiniować pojęcie zdobienia wyrobów szklanych?
2)
dobrać urządzenia do wykonywania dekoracji na szkle?
3)
sklasyfikować rodzaje dekoracji rzeźbionych w szkle?
4)
określić parametry techniczne ściernic tarczowych?
5)
rozróżnić tarcze rzeźbiarskie?
6)
zastosować tarcze rzeźbiarskie w poszczególnych etapach rzeźbienia
szkła?
7)
określić wpływ ziaren materiałów ściernych na proces rzeźbienia
szkła
8)
dobrać materiały do polerowania żłobin po wykonaniu czynności
rzeźbienia?
8)
rozróżnić podstawowe elementy rzeźbionych w szkle dekoracji?
9)
rozróżnić podstawowe desenie rzeźbionych w szkle dekoracji?
10)
zaplanować sposób wykonania dekoracji geometrycznej w szkle?
11)
określić wady wykonania rzeźbionych dekoracji?
12)
dobrać urządzenia do zdobienia techniką rytowania?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4.2.
Matowanie mechaniczne, zdobienie szkła techniką kwiatu
mrozu
4.2.1. Materiał nauczania
Matowanie jako technika zdobienia szkła stosowana jest w celu nadania powierzchni
szkła właściwości równomiernego rozpraszania światła, a w związku z tym uzyskania jego
nieprzezroczystości. Szkło poddane matowaniu może stanowić podłoże do zdobienia innymi
technikami jak malowanie ręczne, natrysk, rzeźbienie. Matowanie stosowane jest jako metoda
zdobienia szkła: oświetleniowego, gospodarczego, budowlanego, opakowaniowego,
ozdobnego oraz przedmiotów reklamowych, okolicznościowych i artystycznych. Technika ta
umożliwia także nanoszenie różnego rodzaju napisów, znaków, cech fabrycznych w sposób
widoczny i trwały.
Matowanie polega na stworzeniu w gładkiej powierzchni szkła nieznacznych
nierówności, powodujących rozpraszanie światła i uzyskaniu nieprzezroczystości szkła.
W zależności od wyglądu występują różne rodzaje matów:
1.
Ze względu na wielkość wgłębień:
−
mat gruboziarnisty (piaskowy),
−
mat średnioziarnisty,
−
mat drobnoziarnisty (jedwabisty).
2.
Ze względu na kształt wgłębień:
−
mat szorstki (chropowaty i biały),
−
mat zwykły o wyglądzie pośrednim,
−
mat połyskliwy (satynowy).
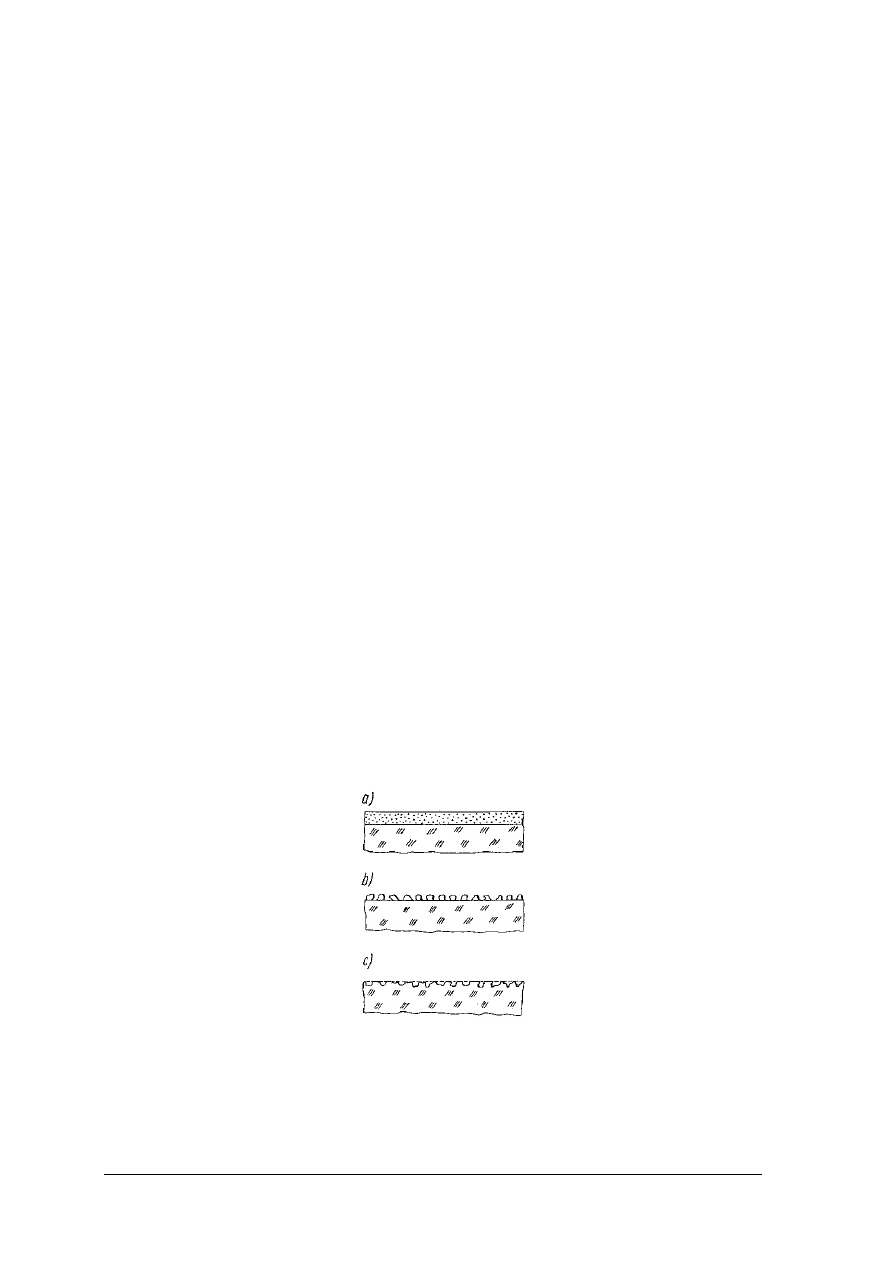
Stosowane są trzy sposoby matowania szkła:
a)
naniesienie warstwy powierzchniowej zawierającej cząstki nieprzezroczyste – z zastosowaniem
farb,
b)
uzyskanie chropowatości powierzchni szkła wskutek połączenia z nią cząstek tworzących
mikrowypukłości – przy użyciu brokatów,
c)
uzyskanie chropowatości powierzchni szkła na skutek utworzenia w niej mikrowgłębień
wykonywane metodą mechaniczną lub chemiczną.
Rys. 38.
Trzy możliwości matowania szkła a) z zastosowaniem farb, b) przy użyciu brokatów, c)
z zastosowaniem metody mechanicznej lub chemicznej [3,s.256]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Matowanie mechaniczne
Matowanie sposobem mechanicznym prowadzone jest zwykle z zastosowaniem piasku
kwarcowego, stąd zwane jest piaskowaniem. Proces ten polega na wyłupywaniu
z powierzchni szkła drobnych cząsteczek, na wskutek działania energii kinetycznej ziaren
piasku zderzających się ze szkłem.
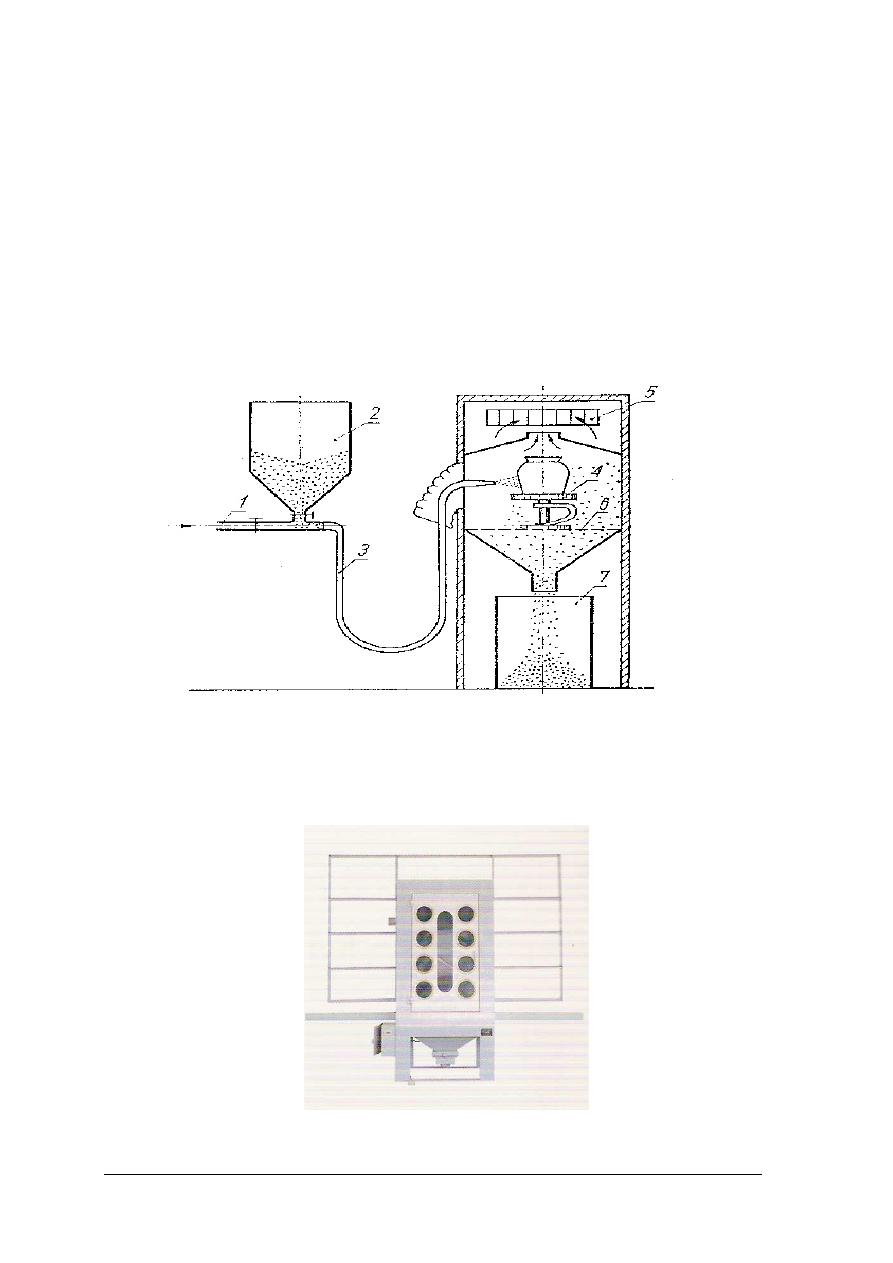
Do mechanicznego matowania powierzchni szkła służą urządzenia nazywane
matownicami. Stosowane są dwa podstawowe rodzaje matownic: sprężarkowe i próżniowe.
Zasada działania matownicy sprężarkowej polega na wyrzucaniu piasku na szkło przy pomocy
strumienia sprężonego powietrza. W przypadku matownic próżniowych piasek wyrzucany jest
powietrzem atmosferycznym na skutek wytworzonego wokół szkła podciśnienia – próżni. Do
zdobienia szkieł stosowane są częściej matownice sprężarkowe.
Rys. 39.
Schemat działania matownicy sprężarkowej: 1 – przewód sprężonego powietrza,
2 – zbiornik z piaskiem, 3 –przewód pędzonego piasku, 4 – tarcza do ustawiania szkieł
matowanych, 5 – wyciąg rozkurzu, 6 – krata leja do spadu piasku, 7 – pojemnik do
zużytego piasku [3,s.261]
Rys. 40. Przykład urządzenia do piaskowania [11]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Wydajność pracy i efekt matowania za pomocą matownic zależą głównie od
następujących czynników:
a)
uziarnienia, twardości i kształtu ziaren piasku; w celu uzyskania matowej powierzchni
silnie rozpraszającej światło używa się piasku kwarcowego o ziarnach ostrokrawędzistych
wielkości 0,3–0,5 mm,
b)
twardości powierzchni szkła, która zależy od jego składu chemicznego (najłatwiej matuje
się szkło ołowiowe, najtrudniej borokrzemowe),
c)
prędkość ruchu ziaren ścierniwa uwarunkowana parametrami pracy stosowanego
urządzenia (średnicą dyszy i ciśnieniem powietrza),
d)
czasu działania piasku na szkło, co reguluje się według obserwowanego podczas pracy
efektu matowania.
Dla złagodzenia szorstkości oraz zwiększenia odporności na zabrudzenia, piaskowane
powierzchnie można powlekać środkiem ochronnym na bazie kwasu fluorowodorowego, po
czym otrzymuje się mat nazywany satynowym.
Rys. 41. Mat wykonywany piaskiem (powiększenie 180x) [1,s.314]
Zdobić szkło techniką matowania można całe powierzchnie szklane lub tylko ich części,
tworząc desenie lub dekoracje. W tym celu powierzchnie, które mają pozostać
niezamatowane, należy pokryć warstwą ochronną w postaci specjalnych szablonów
wykonanych z blach, mas plastycznych, gumy, papieru, a obecnie ze specjalnej folii.
Podczas zdobienia szkła techniką matowania mechanicznego należy stosować się do
następujących zasad bezpieczeństwa i higieny pracy:
–
przed przystąpieniem do pracy należy skontrolować stan techniczny urządzenia,
–
pomieszczenie w którym znajduje się matownica sprężarkowa musi posiadać sprawną
wentylację,
–
podczas pracy przy matownicy należy stosować maski przeciwpyłowe oraz rękawice
ochronne,
–
zachować ład i porządek na stanowisku pracy, tak aby nie spowodować zagrożenia
wypadkowego.
Obecnie do zdobienia powierzchni szkła techniką matowania mechanicznego znajdują
zastosowanie nowoczesne urządzenia pracujące w pełni automatycznie przy zastosowaniu
piasku kwarcowego lub korundu o różnym uziarnieniu. Kolejne etapy procesu piaskowania
i wszystkie parametry robocze ustawiane są na panelu sterującym. Duża ilość programów
pozwala na uzyskanie różnych efektów zdobniczych:
–
piaskowanie określonych pól,
–
płaskorzeźby na szkle – efekt trójwymiarowy.
Automaty wyposażone są w specjalne urządzenia odpylające z automatycznym
oczyszczaniem filtra, co pozwala na stałą pracę bezpyłową. Nowoczesna technika
komputerowa w połączeniu z odpowiednia metodą piaskowania, przy zastosowaniu
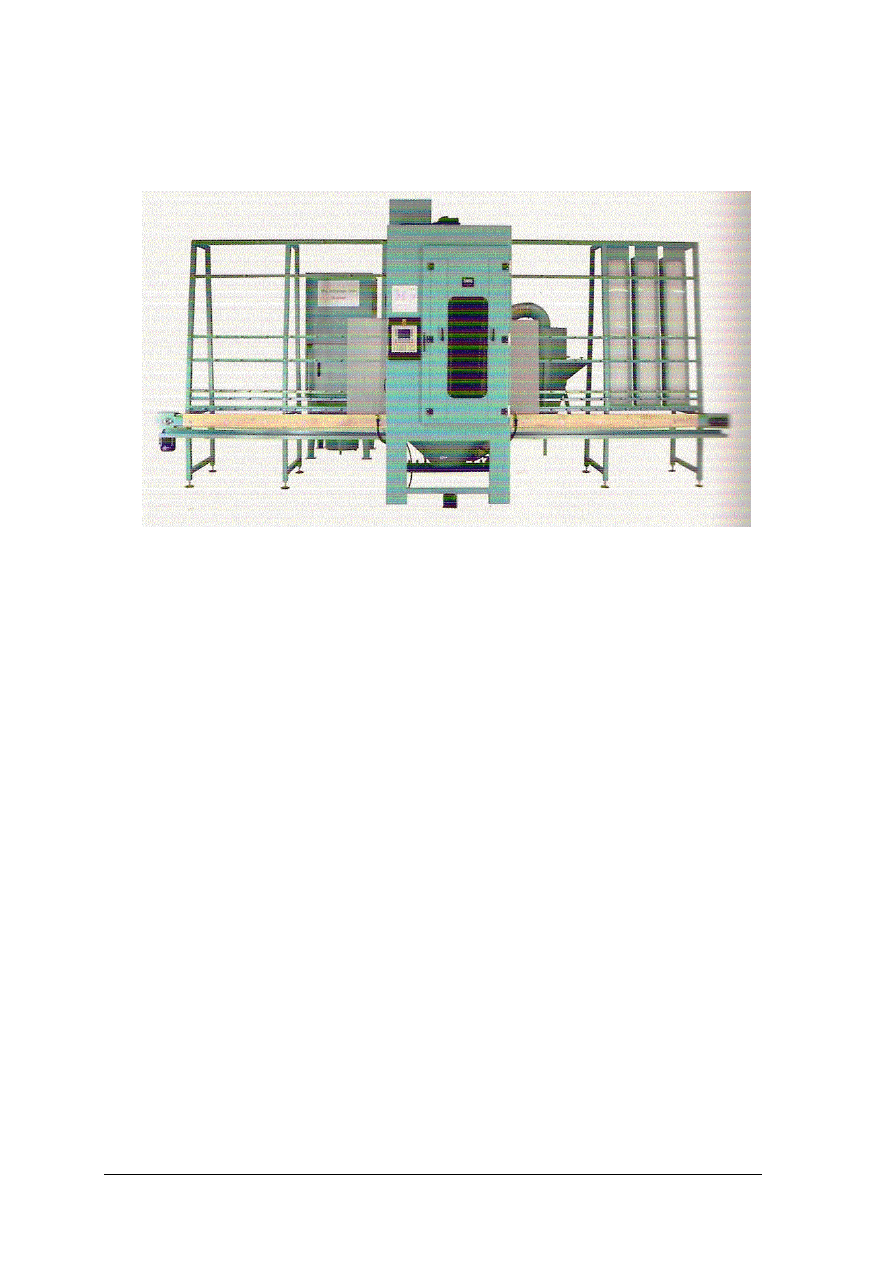
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
specjalnych folii i szablonów metalowych wielokrotnego użycia, umożliwia zdobienie dużych
płaszczyzn szklanych (max. 3210 x 2550 mm) jak i zupełnie małych powierzchni
(np. kubków, pucharów, kieliszków, wazonów).
Rys. 42. Automat do bezpyłowego piaskowania wyrobów ze szkła [11]
Matowanie chemiczne
Matowanie chemiczne polega na tworzeniu na powierzchni szkła równomiernie
rozmieszczonych
mikrowgłębień
pod
wpływem
korozyjnego
działania
kwasu
fluorowodorowego w obecności niektórych soli. W zależności od rodzaju soli uzyskiwane są
różne rodzaje matu:
–
gruboziarnisty i szorstki mat powstaje przez zastosowanie fluorku amonowego,
–
ś
rednioziarnisty mat powstaje przez zastosowanie fluorku sodowego,
–
drobnoziarnisty, jedwabisty lub satynowy mat powstaje przez zastosowanie fluorku
potasowego.
Duży wpływ na jakość matu ma rodzaj szkła poddawanego procesowi matowania
chemicznego. W przypadku szkła ołowiowego uzyskiwany mat jest drobnoziarnisty,
w odróżnieniu od szkła barowego, na którym powstaje mat szorstki i gruboziarnisty. Do
matowania chemicznego nie nadają się szkła borokrzemowe, a najłatwiej matować szkła
sodowo-wapniowe z zawartością tlenku sodowego powyżej 16 %.
W zależności od zastosowania środków chemicznych i sposobu przeprowadzenia procesu
wyróżniamy:
–
kąpiel w roztworach matujących – wygodna i wydajna metoda, stosowana najczęściej do
matowania całych powierzchni,
–
matowanie z użyciem past – stosowana głównie do matowania wzorów,
–
pudrowanie matujące – wykorzystywane przeważnie do wykonywania znaków na szkle,
nanoszonych kauczukowymi stemplami,
–
matowanie gazami – stosowane zwykle do celów przemysłowych, np. do matowania
powierzchni żarówek.
Matowanie chemiczne, przebiegajace z zastosowaniem kwasu fluorowodorowego,
wymaga bezwzględnego przestrzegania szczególnych warunków bezpieczeństwai higieny
pracy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Rys. 43. Przykłady matowanych wzorów na szkłach artystycznych [11]
Łuszczenie klejem – kwiaty mrozu
Jedną z technik zdobienia wyrobów szklanych jest wyłupywanie szkła z powierzchni
w postaci tworzących się wzorów upodabniających do kryształów lodu, osiadających na
szybach okien. Zdobienie „kwiatem mrozu” polega na pokrywaniu uprzednio zamatowanej
gruboziarnistej powierzchni stopionym klejem, który wypełnia jej mikrowgłębienia
i mikrospękania. W czasie wysychania kleju następuje jego silne kurczenie się, wskutek czego
warstwa kleju pęka na płatki odpryskujące od powierzchni wraz z wyłupanymi
i przyczepionymi kawałkami szkła.
Kolejność wykonywanych czynności:
1.
Umycie w ciepłej mydlanej wodzie wyrobów szklanych, uprzednio matowanych
sposobem mechanicznym i wysuszeniu ich.
2.
Pokrycie całych powierzchni szkła lub określonych miejsc warstwą kleju, za pomocą
pędzli lub rozpylaczy.
3.
Wolne suszenie warstwy kleju w temperaturze ok. 20
o
C, w powietrzu o odpowiedniej
wilgotności.
4.
Szybki suszenie warstwy kleju w temperaturze ok. 40
o
C, w wyniku czego schnący
i kruszący się klej pęka, odpada kawałkami od szkła, wyłupując przy tym płatki szkła
z powierzchni.
5.
Oczyszczenie szkła z pozostałych resztek kleju.
6.
Zebranie wykruszonych płatków kleju ze szkłem, rozmoczenie w wodzie, przecedzenie
przez sito. Oczyszczony klej może być użyty ponownie.
Efekt zdobienia tym sposobem zależy od następujących czynników:
−
ostrości i ziarnistości matu na szkle, im grubszy mat, tym większe płatki wyłupywanego
szkła,
−
jakości kleju i grubości jego warstw na szkle,
−
czasu, temperatury i wilgotności otoczenia przy pierwszym, powolnym schnięciu,
−
temperatury i suchości powietrza przy następnym szybkim schnięciu warstwy kleju.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
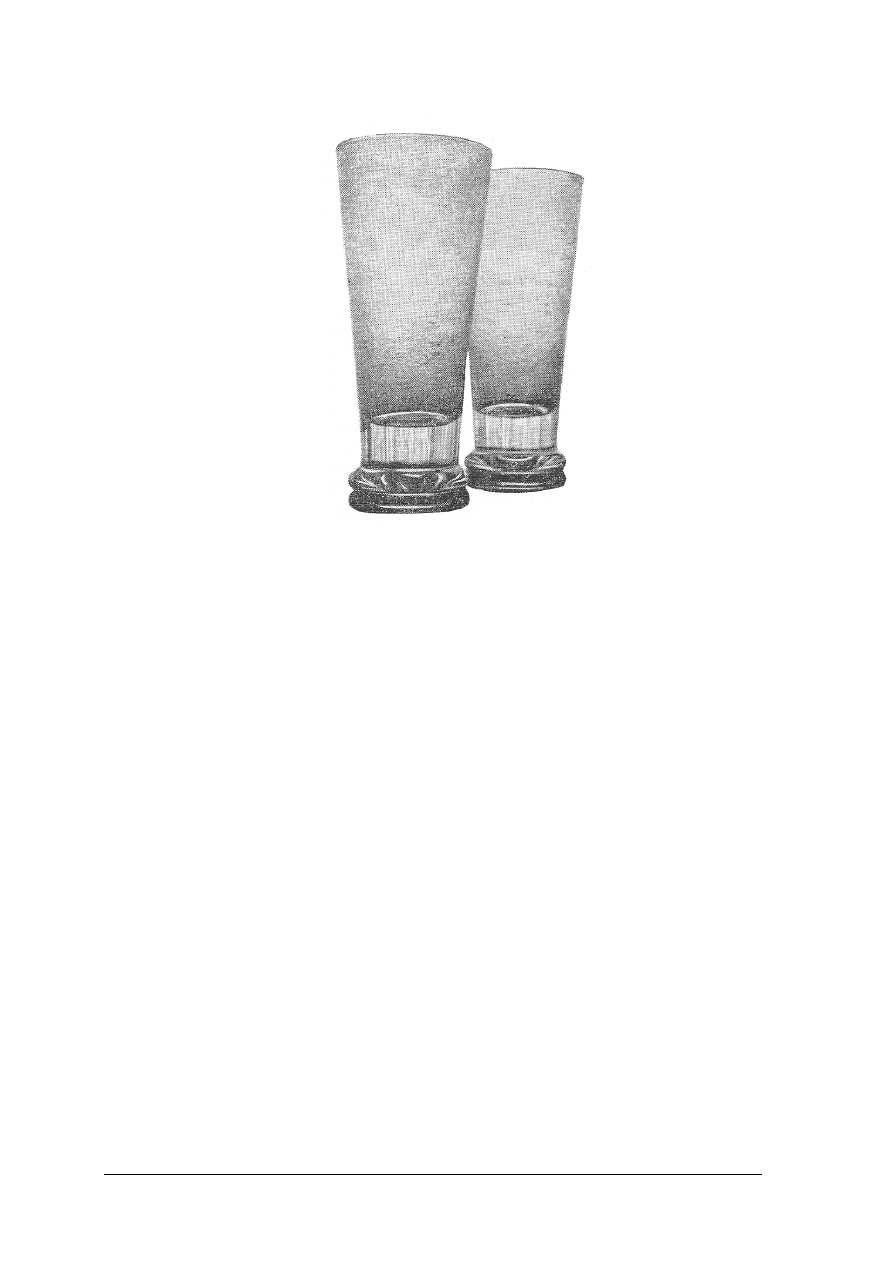
Rys. 44. Wyroby zdobione „ kwiatem mrozu” [1,s.316]
Szkła zdobione tym sposobem są efektowne,
ich łuszczone powierzchnie są nierówne, ale
w odróżnieniu od matowych lśniące. Odbicie światła od tych powierzchni jest duże,
a promienie światła są silnie rozproszone, w wyniku czego szkła takie są przejrzyste, ale nie
przeźroczyste.
Operacja zdobienia tą metodą jest prosta w wykonaniu i mało kosztowna. Stosowana jest
do zdobienia szkieł płaskich, szkieł gospodarczych i oświetleniowych.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Na czym polega zdobienie techniką matowania?
2.
Jakimi sposobami matuje się powierzchnie wyrobów szklanych ?
3.
Jakie urządzenia służą do matowania mechanicznego?
4.
Od czego zależy wydajność i efekt matowania powierzchni wyrobów?
5.
W jaki sposób matuje się wybrane fragmenty powierzchni wyrobów?
6.
Na czym polega zdobienie techniką kwiatu mrozu?
7.
Jakie są kolejne czynności zdobienia techniką kwiatu mrozu?
8.
Jakie czynniki mają wpływ na efekt zdobienia techniką kwiatu mrozu?
9.
Jakie szkła można zdobić techniką kwiatu mrozu?
10.
Jakie zasady bhp należy stosować przy mechanicznym matowaniu wyrobów szklanych?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
4.2.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj technikę wykonania dekoracji na podstawie oględzin wyrobów zdobionych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych treści dotyczące zdobienie szkieł techniką kwiatu
mrozu oraz matowania mechanicznego,
2)
dokonać oględzin wyrobów,
3)
rozpoznać techniki zdobienia.
Wyposażenie stanowiska pracy:
–
szkła zdobione techniką kwiatu mrozu i matowania mechanicznego,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Narysuj schemat działania matownicy sprężarkowej, zapisz części budowy oraz rolę, jaką
pełnią poszczególne części w procesie matowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych treści dotyczące zdobienia powierzchni szkła
techniką matowania,
1)
dokonać analizy treści,
2)
narysować schemat działania matownicy sprężarkowej,
3)
zapisać części budowy oraz rolę, jaką pełnią poszczególne części.
Wyposażenie stanowiska pracy:
–
papier formatu A4, pisaki,
–
plansza przedstawiająca schemat budowy matownicy sprężarkowej,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 3
Wykonaj matowanie powierzchni wyrobu szklanego za pomocą matownicy sprężarkowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych treści dotyczące zdobienia powierzchni szkła
techniką matowania,
2)
zapoznać się z instrukcją obsługi matownicy sprężarkowej oraz przepisami
stanowiskowymi bhp,
3)
zapoznać się z instrukcją do wykonania ćwiczenia,
4)
założyć odzież roboczą i sprzęt ochrony osobistej,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
5)
przygotować stanowisko pracy,
6)
wykonać szablon dekoracji,
7)
na zdobioną powierzchnię szkła nakleić szablon na szkło,
8)
zamatować szkło,
9)
ocenić jakość wykonania zdobienia.
Wyposażenie stanowiska pracy:
–
wyroby szklane przeznaczone do matowania,
–
instrukcja obsługi matownicy sprężarkowej,
–
instrukcja do wykonania ćwiczenia,
–
instrukcja stanowiskowa bhp,
–
stanowisko do matowania szkła,
–
folia samoprzylepna,
–
przybory do rysowania, nożyczki,
–
papier formatu A4, pisaki,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1)
zdefiniować pojęcie matowania szkła?
2)
dobrać urządzenia do matowania mechanicznego?
3)
określić czynniki wpływające na wydajność i efekt matowania?
4)
rozróżnić elementy matownicy sprężarkowej?
5)
określić sposób matowania wybranych fragmentów powierzchni wyrobów?
6)
wykonać
szablon
do
zdobienia
wyrobów
techniką
matowania
mechanicznego?
7)
zamatować wybraną powierzchnię wyrobu szklanego?
8)
wyjaśnić proces zdobienia szkła kwiatem mrozu ?
9)
określić kolejność wykonywanych czynności podczas zdobienia szkła
kwiatem mrozu?
10)
określić czynniki wpływające na efekt zdobienia kwiatem mrozu?
11)
zastosować przepisy bhp podczas matowania mechanicznego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
4.3.
Malowanie szkła
4.3.1. Materiał nauczania
Malowanie polega na nanoszeniu na powierzchnię szkła barwnych warstw mniej lub
bardziej trwale przylegających do szkła. Barwne warstwy mogą pokrywać całą powierzchnię
szkieł lub jej część tworząc wzory. Technikę malowania wykonuje się na szkle
gospodarczym, meblowym, oświetleniowym, laboratoryjnym, witrażowym, opakowaniowym,
artystycznym, budowlanym.
W zależności od rodzaju malowanego szkła oraz od oczekiwanych efektów zdobienia,
farby wypalane są w różnych warunkach temperaturowych, w zakresie od 520
o
C – 540
o
C
w przypadku szkieł gospodarczych, do ponad 700
o
C dla giętego szkła, oświetleniowego
i artystycznego.
Farby szklarskie znajdują zastosowanie do zdobienia różnorodnych powierzchni
szklanych.
Do malowania nietrwałego używa się przeważnie lakierów: spirytusowych, żywicznych,
nitrocelulozowych, albo farb wodnych. Podczas schnięcia po malowaniu rozpuszczalnik
ulatnia się, pozostałość zaś tworzy błonę, która przylega dość mocno do szkła dzięki
mikroporowatości jego powierzchni. Mikroporowatość zwiększa się przez matowanie szkła
sposobem mechanicznym, czyli przy użyciu piasku – mat piaskowy.
Rozróżniamy lakiery:
a)
przeźroczyste, zwane transparentowymi, tworzące na szkle powłoki przeźroczyste,
b)
nieprzeźroczyste, zwane kryjącymi, tworzące na szkle błony nieprzezroczyste wskutek
użycia
barwników
nierozpuszczalnych
lub
dodania
wypełniaczy,
czyli
nierozpuszczalnych substancji mineralnych
Główną cechą lakierów jest szybkie wysychanie, dostateczna elastyczność warstwy
wyschniętego lakieru i nierozpuszczalność w wodzie. Odporność powłok na działanie wody
i czynników atmosferycznych oraz wytrzymałość na ścieranie zależy od właściwości spoiwa,
a także od rodzaju użytych wypełniaczy. Ilość dodanego rozpuszczalnika decyduje o jego
rzadkości albo gęstości, i o grubości powłoki pozostającej na szkle. Wskutek zbyt dużej
wilgotności powietrza podczas malowania lakierami powłoki na szkle po wyschnięciu
matowieją, a przy użyciu lakierów nitrowych pokrywają się białym nalotem. To zmatowienie
powłok można usunąć za pomocą umiarkowanego ogrzewania pomalowanych szkieł. Lakiery
są nanoszone na szkła przeważnie rozpylaczami rzadziej pędzlami.
Lakiery żywiczne otrzymuje się przez rozpuszczenie naturalnych lub syntetycznych żywic
w olejach roślinnych, terpentynie lub benzynie lakierniczej.
Lakiery żywiczne dają jednolitą, bardzo błyszcząca i przyczepną do podłoża powłokę. Są
one odporne na działanie wody, częściowo warunków atmosferycznych i chemicznych. Mogą
być nanoszone na szkło przez zanurzanie, natryskiwanie lub przy użyciu pędzla.
Lakiery nitrocelulozowe są roztworami nitrocelulozy w różnych rozpuszczalnikach
organicznych. Odznaczają się zdolnością pokrywania powierzchni metalowych i szkła
nadzwyczaj cienką błonką, doskonale przylegającą do podłoża.
Lakiery spirytusowe są roztworami żywic naturalnych lub żywic syntetycznych
w rozpuszczalnikach takich jak alkohol metylowy i etylowy, eter, aceton z dodatkiem
zmiękczaczy i barwników rozpuszczalnych w alkoholach. Służą do lakierowania metalu,
szkła, papieru, itp.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Farby wodne matowe są to farby nieprzezroczyste, które otrzymuje się przez
rozpuszczanie w wodzie destylowanej skrobi ryżowej, gumy arabskiej i barwników
anilinowych z dodatkiem alkoholu metylowego lub etylowego i wody amoniakalnej.
Do malowania trwałego używa się farb szkliwnych, złożonych ze szkliw mięknących
w temperaturze bliskiej temperaturze mięknięcia szkła zdobionego oraz związków
odpowiednich metali, które zabarwiają szkliwo. Szkliwa te są rozcierane na emulsję
z rozcieńczalnikami, zwłaszcza w terpentynie z dodatkiem żywicznych olejków eterycznych
jako emulgatorów, czyli substancji zwiększających trwałość emulsji.
Powłoka nałożona na szkło podczas malowania, po odparowaniu z niej części lotnych
z terpentyny i olejków eterycznych, utrzymuje się na szkle dzięki przyczepności żywic
zawartych w olejkach. Po ogrzaniu szkła do temperatury bliskiej jego mięknienia żywice
zawarte w powłoce spalają się, szkliwo natomiast topi się i spaja trwale z malowanym szkłem.
Trwałość barwnej powłoki zależy od stopnia jej spojenia ze szkłem oraz od odporności
chemicznej szkliwa i jego wytrzymałości na ścieranie.
Farby szkliwne muszą charakteryzować się: małym napięciem powierzchniowym stopu,
ułatwiającym dobre rozpłynięcie i rozprowadzenie farb.
Od farb wymaga się również dobrej trwałości mechanicznej, dobrej odporności chemicznej
jak i termicznej. Ze względu na te wymagania w stosunku do farb, szkliwo musi posiadać
określony skład. Główne składniki szkliwa: SiO
2
, B
2
O
3
, Na
2
O, PbO.
Stosowane farby klasyfikuje się jak następuje:
−
farby szkliwne nieprzejrzyste – emalie,
−
farby szkliwne przeźroczyste – transparentowe,
−
farby metaliczne,
−
farby pigmentowe,
−
farby reliefowe,
−
farby brokatowe,
−
farby termoplastyczne.
Farby szkliwne nieprzejrzyste, czyli emalie mogą być kryjące barwne lub bezbarwne.
Emalie kryjące stosowane są najczęściej do maskowania wad wyrobów, np. pęcherzyków.
Emalie stosowane do zdobienia wyrobów są to szkliwa o dużej lepkości. W czasie stapiania
przy wypalaniu w piecu muflowym nie tracą one swego reliefowego kształtu, jaki miały przed
wypaleniem.
Szkliwa przeźroczyste (transparentowe) zawierają więcej topników niż szkliwa
nieprzeźroczyste. Szkliwa przezroczyste topią się w niższej temperaturze niż szkliwa
nieprzeźroczyste. Farby transparentowe przepuszczają promienie świetlne.
Do farb metalicznych używa się specjalnie sporządzonych preparatów złota, srebra lub
platyny, czyli metali szlachetnych. Nie ulegają one, zwłaszcza złoto i platyna, działaniu
czynników atmosferycznych i wskutek tego powłoki utworzone z tych metali zachowują
długo swój atrakcyjny wygląd i połysk.
Rozróżniamy dwa rodzaje powłok metalicznych nakładanych na szkło:
−
powłoki lśniące – są to cienkie warstewki przybierające od razu po wypaleniu właściwy
wygląd i połysk,
−
powłoki polerowane – są to powłoki grubsze, po wypaleniu matowe, uzyskujące połysk
dopiero po polerowaniu.
Najczęściej stosuje się powłoki lśniące, które są tańsze i łatwiejsze do wykonania niż
powłoki polerowane, ale one mają większe znaczenie artystyczne.
Dla uzyskania złotych powłok lśniących stosuje się płynne preparaty złota. Nabywa się je
w zakładach chemicznych specjalizujących się w wytwarzaniu preparatów złota do

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
malowania. Szkła przed malowaniem powinny być starannie oczyszczone, czasem nawet
trzeba czyścić alkoholem lub eterem. Powierzchni, na którą zamierza się nakładać preparat nie
wolno po oczyszczeniu dotykać palcami. Najcieńsza warstewka tłuszczu lub kurzu może
spowodować nietrwałość powłoki złota na szkle albo jej odpryskiwanie po wypaleniu.
Srebro metaliczne w postaci bardzo drobnego proszku otrzymuje się z rozcieńczonego
roztworu kwaśnego azotanu srebrowego przez wytrącenie za pomocą miedzi lub cynku.
Ujemną stroną zdobienia srebrem jest zjawisko czernienia srebrnej powierzchni, występujące
po pewnym czasie na skutek utleniania się srebra. Dlatego też stosuje się srebro z domieszką
platyny albo samą platynę.
Platynę do zdobienia otrzymuje się z obojętnego roztworu chlorku platynowego przez
gotowanie z ługiem potasowym i glukozą. Związek platyny lub irydu miesza się z balsamem
siarkowym i odpowiednim topnikiem. Czasami do preparatu dodaje się domieszkę związku
złota.
Farby pigmentowe otrzymuje się przez mechaniczne zmieszanie szkliwa podstawowego
z barwnikami. Stapianie szkliwa z barwnikami następuje dopiero w czasie wypalania
wyrobów malowanych w piecu. Farby malarskie otrzymane przez stopienie podstawowych
szkliw z barwnikami mają zabarwienie stałe, nie ulegające zmianom w czasie procesu
wypalania malowanych szkieł w piecach.
Farby otrzymane przez mechaniczne zmieszanie szkliw podstawowych z barwnikami mają
inną barwę niż po wypaleniu, np. farba malarska otrzymana przez zmieszanie drobno
zmielonego podstawowego szkliwa z tlenkiem miedziowym jest barwy ciemnoszarej, a po
wypaleniu w piecu daje barwę niebieską.
W zależności od temperatury wypalania, potrzebnej do uzyskania właściwego odcienia
i połysku oraz odpowiedniej trwałości, farby malarskie szkliwne dzieli się na trzy grupy:
−
I grupa to farby miękkie, które wypalają się w temperaturze ok. 550
°
C. Farby te
stosowane są tylko do malowania szkieł wysokoalkalicznych, a także do wyrobów, które
ze względu na swój kształt uległyby w wyższej temperaturze zdeformowaniu. Farby te są
mało odporne na kwasy i ługi,
−
II grupa to farby, które wypalają się w temperaturze 550
°
C – 580
°
C. Farby te przeznacza
się do wyrobów ze szkła gospodarczego. Zaletą tych farb jest duża trwałość dekoracji,
−
III grupa to farby odporne na działanie chemikaliów, wypalające się w temperaturze
580
°
C – 610
°
C. Używa się ich do malowania laboratoryjnych szkieł pomiarowych, np.
cylindrów oraz szkieł wykonanych z mas borokrzemowych, np. szklanki do herbaty. Do
malowania reliefowego (polega na ręcznym nakładaniu na szkło grubych warstw
tworzącej linie lub wzory wypukłe) używa się farb emaliowanych z dodatkiem specjalnej
glinki skaleniowej o konsystencji gęstej podczas malowania i dużej lepkości
w temperaturze mięknienia, co umożliwia nakładanie na szkło grubych warstw farby
i nierozpływanie się jej podczas wypalania. Czasami farby zarabia się tak, że mają one
konsystencję kitu lub plasteliny, co pozwala na lepienie z nich figur odpowiednich
kształtów i przylepianie tych figur do szkła, umiejętnie wypalone szkła tak zdobione
sprawiają wrażenie barwnych płaskorzeźb. Niekiedy po pierwszym wypaleniu powstałe
wzory maluje się farbami, złoci lub srebrzy i powtórnie się wypala.
Farby brokatowe są to szkliwa barwne przygotowane w postaci drobnych ziarenek
o średnicy 0,15–0,30 mm. Zdobienie brokatowe polega na pokryciu odpowiedniej część
wyrobu, według obranego wzoru, cienką równomierną powłoką oleju damarowego lub lakieru
fabrycznego. Następnie powierzchnię tą posypuje się brokatem, który w miejscach pokrytych
olejem lub lakierem przylepia się do powierzchni szkła. Tak przygotowane wyroby wypala się
w temperaturze 510–550
°
C, w wyniku czego powstaje chropowata powierzchnia utworzona

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
z drobnych ziarenek trwale przypojonych do szkła, które silnie odbijają i rozpraszają
promienie świetlne.
Szkliwa brokatowe powinny mieć takie własności jak:
−
temperaturę mięknięcia w granicach 530-570
°
C,
−
duży współczynnik załamania światła,
−
dużą wartość napięcia powierzchniowego,
−
brak skłonności do krystalizacji,
−
odporność chemiczną,
−
łatwość barwienia na żądany kolor.
Zdobienie brokatowe stosuje się przeważnie przy dekoracji szkła oświetleniowego.
Farby termoplastyczne sporządzone są na woskach lub łojach. Materiały te charakteryzują
się zdolnością do wielokrotnego przejścia ze stanu stałego w stan plastyczny, a następnie
ciekły i odwrotnie bez istotnych zmian właściwości. Powoduje to mniejsze straty materiałowe
i ułatwia przechowywanie. Po zakończeniu pracy i ostudzeniu, farba w postaci stałej może
być łatwo usunięta z sita.
Nanoszenie farb na szkło może odbywać się następującymi sposobami:
1)
ręczny malarski,
2)
natryskowy,
3)
sitodruk bezpośredni,
4)
sitodruk pośredni.
Technika malowania ręcznego
Technika malowania ręcznego polega na nanoszeniu farb przy pomocy pędzla lub innych
narzędzi, jak tampony, stemple, szablony lub gąbki. Uzyskiwana w ten sposób barwna
powłoka pokrywa zwykle części powierzchni szkła tworząc wzory stanowiące kombinacje
rysunku i barwy. Metoda ta jest bardzo pracochłonna i wymaga od wykonawcy wysokich
kwalifikacji. Techniką malowania ręcznego zdobione są głównie: szkło gospodarcze,
witrażowe i galanteria szklana.
Istnieją dwa zasadnicze sposoby malowania szkła:
−
malowanie nietrwałe nazywane malowaniem na zimno z zastosowaniem farb, które nie
przylegają trwale do szkła, są zwykle mało odporne na ścieranie, rysowanie, a także na
działanie wody i czynników atmosferycznych,
−
malowanie trwałe wymagające zastosowania farb ceramicznych i wypalania w stosownej
dla rodzaju szkła temperaturze, zapewnia trwałe spojenie farby ze szkłem.
Proces zdobienia wyrobów szklanych metodą trwałego malowania ręcznego składa się
z następujących etapów:
1)
zaprojektowanie dekoracji dostosowanej do rodzaju i kształtu wyrobu, projekt może
obejmować zdobienie wraz z formą samego wyrobu lub wykonanie wzoru na gotowym
przedmiocie szklanym,
2)
przygotowanie wyrobu do malowania, polega na dokładnym umyciu i wysuszenie wyrobu
oraz sprawdzeniu jakości pod względem wad masy szklanej, co umożliwi rozmieszczenie
dekoracji tak, aby je w miarę możliwości zamaskować,
3)
przygotowanie farb do malowania, ich zastosowanie zależy od rodzaju zdobionego szkła,
4)
przygotowanie narzędzi, farby i pasty nanosi się na zdobiony wyrób przy pomocy pędzli
z cienkiego i elastycznego włosia zwierzęcego. Uzyskanie zamierzonego efektu zdobienia
zależy w dużym stopniu od prawidłowo dobranego pędzla. Po zakończeniu pracy pędzle
należy starannie oczyścić z resztek pasty. W przypadku nanoszenia powtarzających się
wzorów, farbę można nakładać używając stempli, tamponów, szablonów i gąbek.
Stemple metalowe, plastikowe, drewniane lub kauczukowe służą do odbijania na szkle
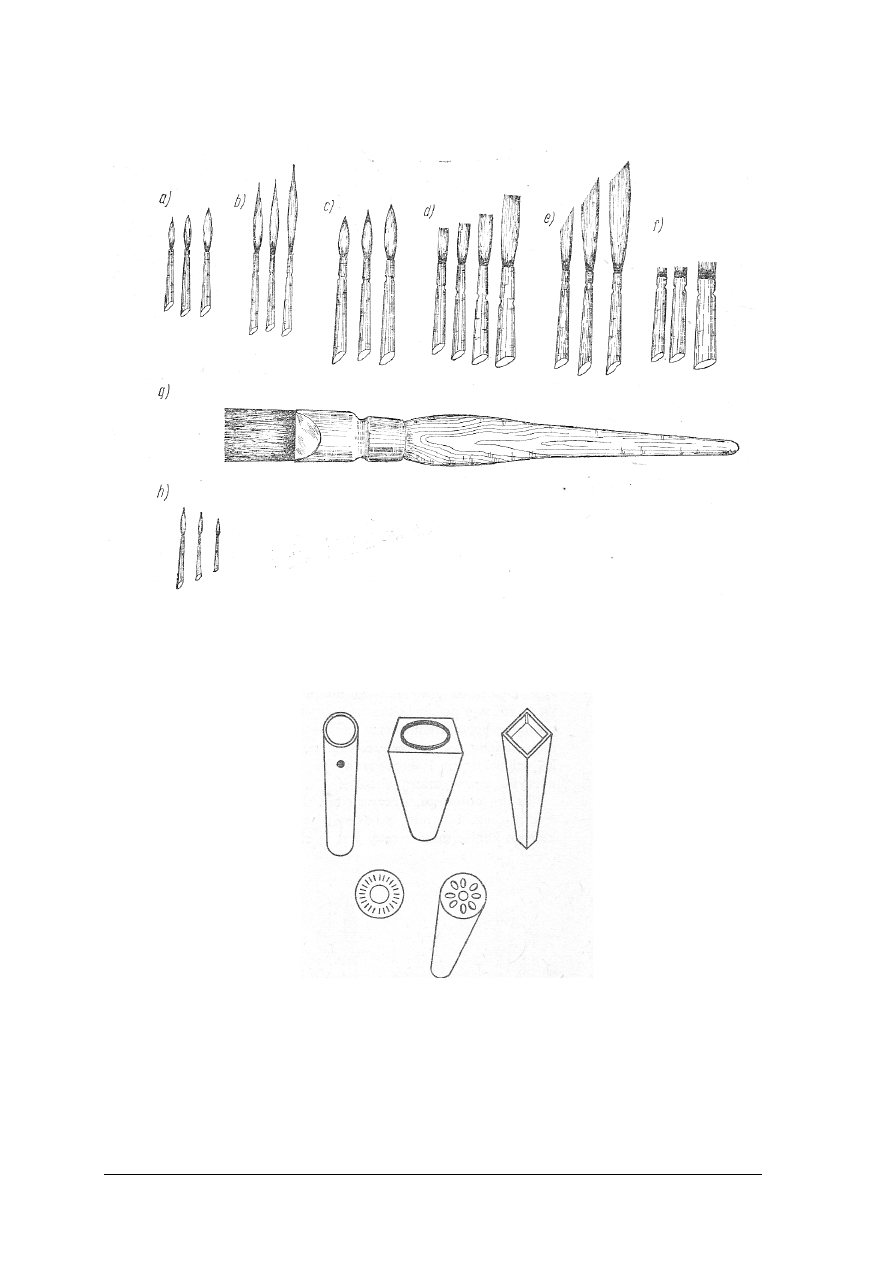
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
drobnych fragmentów rysunku. Tampony to wypełnione watą małe woreczki z irchy lub
gazy, służące do dokładnego rozprowadzenia farby na powierzchniach.
Rys. 45. Pędzle do malowania szkła: a) okrągłe krótkie, b) cienkie długie, c) okrągłe do cieniowania,
d) płaskie do nakładania farby, e) płaskie skośne do obwódek, f) okrągłe krótkie do równania
dna, g) duży płaski do nakładania tła na duże powierzchnie, h) cienkie do napisów i rysunków
[5,s.272]
Rys. 46. Stemple do nanoszenia wzorów
na szkło [5,s.274]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Rys. 47. Tampon
[5,s.274]
W celu usprawnienia malowania obwódek lub pasków na szkłach o kształtach
obrotowych oraz do malowania tła stosuje się tarcze obrotowe zwane krążkami malarskimi.
Rys. 48. Tarcza obrotowa do malowania obwódek i do znaczenia [5, s. 273]
5)
malowanie wyrobów następuje po przygotowaniu narzędzi i farb. Bardzo ważna jest
znajomość właściwości proszków farbowych, uwzględniająca możliwości nakładania
kolejnych warstw farby na siebie. W tym celu należy korzystać z informacji technicznych
od producenta lub przeprowadzić własną próbę naniesienia i wypalania farb.
Rys. 49. Malowanie szkła z użyciem tarczek obrotowych [5,s.225]
6)
wypalanie, wypalanie wyrobów z dekoracjami prowadzone jest zwykle w piecach
komorowych lub tunelowych. Dobór warunków wypalania (temperatura, czas, atmosfera)
odbywa się zgodnie z ogólnie stosowanymi zasadami dotyczącymi wyrobów szklanych.
Malowanie ręczne jest metodą, która chętnie łączona jest z innymi technikami
zdobniczymi.
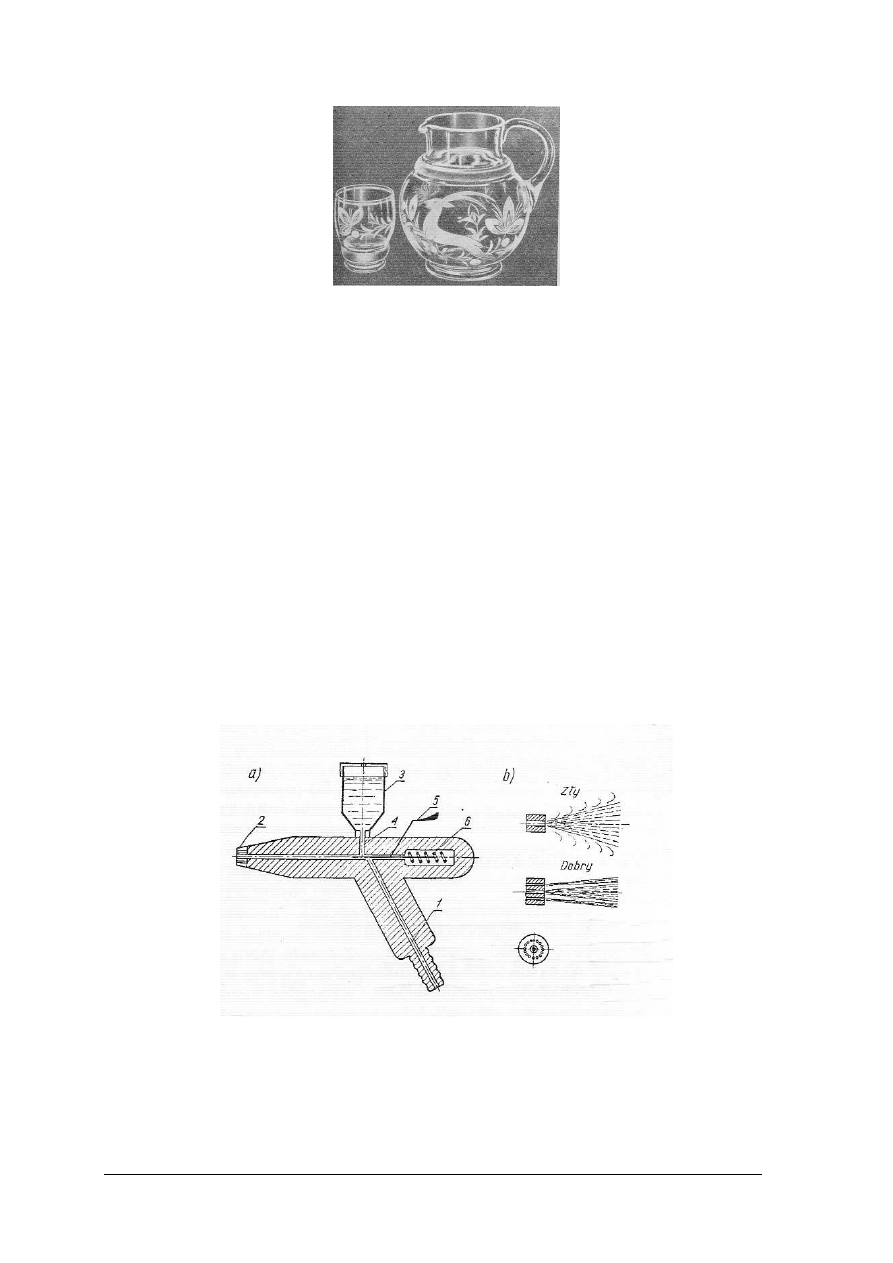
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Rys. 50. Wzór malowany na szkle [5,s.226]
Technika malowania natryskowego
Metoda zdobienia techniką natryskową polega na nakładaniu farby na zdobiony wyrób za
pomocą rozpylacza, nazywanego pistoletem lub aerografem. Uzyskiwana w ten sposób
barwna powłoka pokrywa równomiernie całą powierzchnię szkła lub jej część. Techniką
natryskową zdobione są najczęściej: szkło gospodarcze, galanteria szklana oraz szkło
oświetleniowe.
Zdobienie wyrobów szklanych metodą natryskową składa się z następujących etapów:
1)
zaprojektowanie dekoracji,
2)
przygotowanie wyrobu do natrysku,
3)
przygotowanie zawiesiny farby, zawiesinę do natrysku sporządza się poprzez dokładną
homogenizację proszku farbowego i odpowiedniego medium (stosowane są zaprawiacze
wodne jak i organiczne), najlepiej przy pomocy mieszadła mechanicznego. Ze względu
na rozpylenie zawiesin farb do otoczenia podczas ich natryskiwania, zaleca się
stosowanie mediów wodnych. W zależności od oczekiwanego efektu końcowego stosuje
się różne rodzaje farb: kryjące, transparentne lub matujące, w odpowiedniej kolorystyce
zgodnie zaprojektowanym wzorem,
4)
przygotowanie narzędzi i stanowiska do natrysku, do nakładania przygotowanej
zawiesiny farby na wyrób służą różnej wielkości pistolety natryskowe wyposażone
w dysze o różnej średnicy otworów.
Rys. 51. Schemat rozpylacza farby a) ogólna budowa b) rozrzut farby z wylotu rozpylacza: zły i dobry
wskutek zastosowania płaszcza powietrznego 1) wlot sprężonego powietrza, 2) wylot farby, 3)
zbiornik farby, 4) spływ farby, 5) dźwignia zaworu – spust, 6) sprężyna spustu [5, s.278]
W celu pokrycia powierzchni szkła ograniczonych konturem używa się wzorników, które
przygotowuje się z papieru, tworzyw sztucznych lub folii. Dla ułatwienia prowadzenia
procesu natryskiwania, zdobiony wyrób ustawia się na obrotowym toczku malarskim. Bardzo
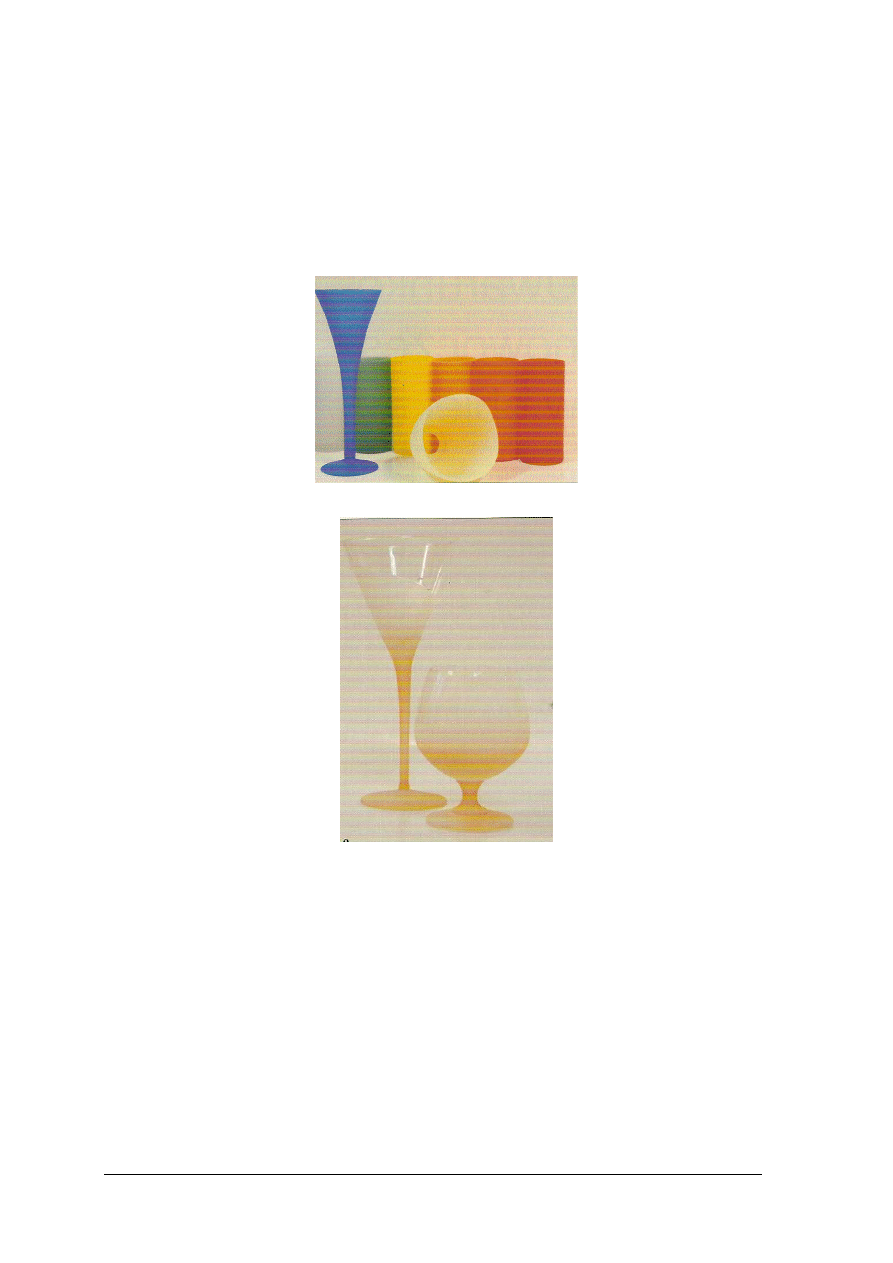
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
ważne jest, aby stanowisko malowania natryskowego było w osobnym, intensywnie
wentylowanym pomieszczeniu, wyposażonym w kabiny.
5)
natrysk, operator kieruje strumień rozpylonej farby na wyrób umieszczany na toczku.
Natryskiwanie się prowadzi się tak długo, aż uzna naniesioną powlokę farby za
odpowiednią, równomierną i odpowiedniej grubości. Uzyskany efekt zależy od:
zawiesiny, zastosowanego ciśnienia sprężonego powietrza, średnicy otworu dyszy,
odległości wylotu pistoletu od dekorowanego wyrobu oraz czasu natryskiwania.
Rys. 52. Zdobienie techniką natryskową całych powierzchni wyrobu [11]
Rys. 53. Nanoszenie farby metodą natrysku w sposób zanikowy [11]
6)
wypalanie, prowadzi się w piecach komorowych lub tunelowych w temperaturze
odpowiedniej do rodzaju zdobionego szkła.
(Technika natrysku pozwala na osiąganie bardzo ciekawych efektów zdobniczych).
Technika sitodruku bezpośredniego
Technika sitodruku bezpośredniego polega na przeciskaniu farb przez gęste siatki (sita).
W zależności od rodzaju zadrukowanego podłoża rozróżnia się:
1)
sitodruk płaski, zdobione podłoże szklane leży na stole, do którego przymocowane jest
sito ze wzorem. W procesie drukowania sito pozostaje nieruchome, natomiast rakiel
przesuwa się.
2)
sitodruk na przedmiotach owalnych i okrągłych, sito może być płaskie lub dopasowane
kształtem do dekorowanego wyrobu. Sito przesuwa się jednocześnie z zadrukowanym
przedmiotem zaś rakiel (przecierak) zamontowany jest nieruchomo.
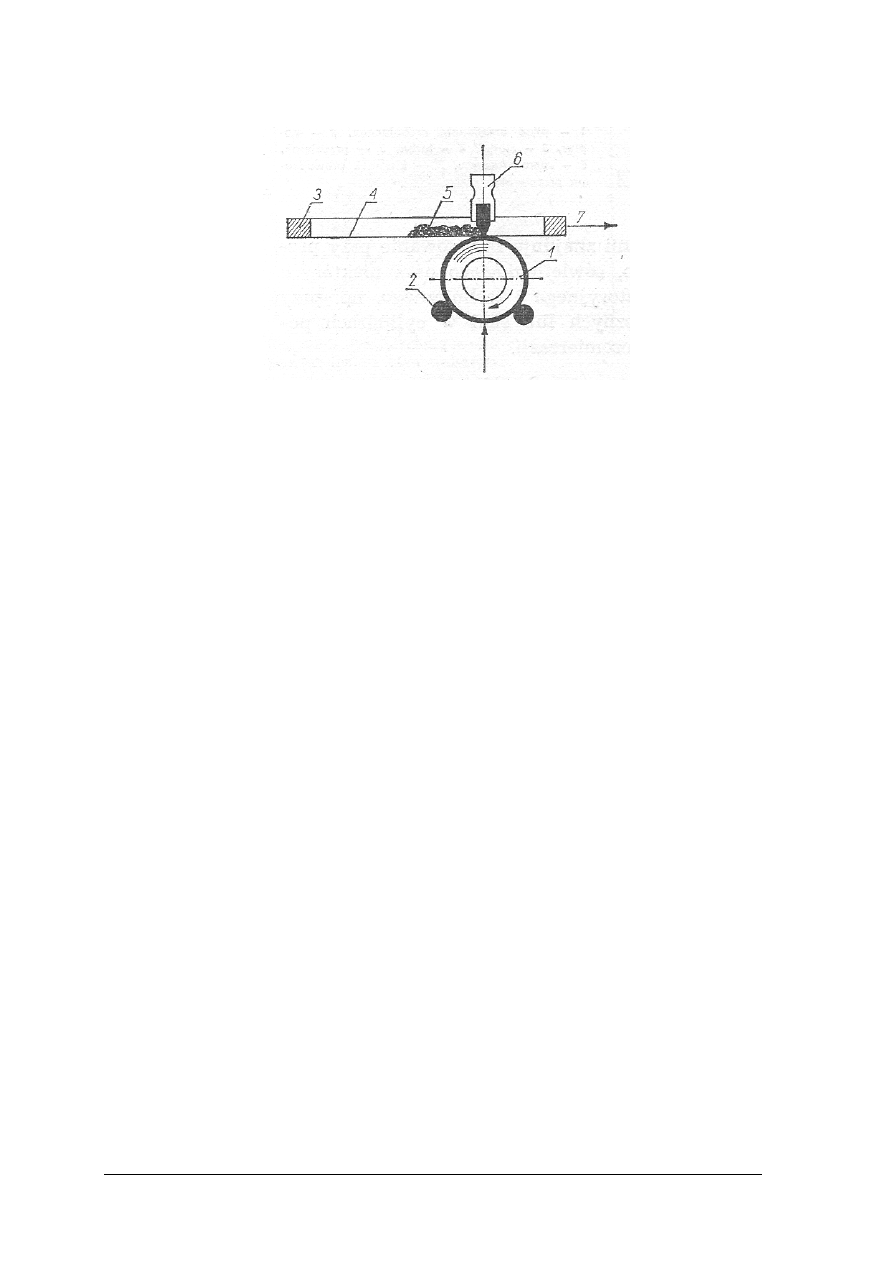
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Rys. 54.
Schemat nanoszenia wzoru metodą sitodruku: 1) wyrób szklany, 2) wałki prowadzące, 3) ramię
trafaretu, 4) siatka, 5) farba, 6) przecierak, 7) kierunek ruchu trafaretu [1,s.328]
W zależności od sposobu przygotowania farb, rozróżnia się druk z farby w postaci pasty
sitodrukowej (szkła do sprzęty AGD, oświetleniowego, meblowego, gospodarczego) oraz
druk z farby w formie termoplastu (szkła gospodarcze, szkła opakowaniowe do celów
spożywczych i kosmetycznych).
Proces zdobienia wyrobów szklanych metodą sitodruku składa się z następujących
etapów:
1)
przygotowanie sita, główną częścią urządzenia do sitodruku są siatki trafaretów, są one
wykonane z cienkiego drutu nierdzewnego albo z przędzy jedwabiu naturalnego lub
sztucznego. Siatki są rozpięte w ramkach metalowych, przeważnie aluminiowych.
Wykonywanie formy sitodrukowej polega na: napinaniu siatki, wykonaniu szablonu
sitodrukowego, nanoszeniu emulsji sitodrukowej, nanoszeniu folii światłoczułych na
siatkę, naświetlania, wymywania i suszenia.
2)
przygotowanie farby do druku, polega na połączeniu past z wodą lub rozpuszczalnikami
organicznymi. Proszek farbowy i medium zestawione są w odpowiednich proporcjach,
a następnie dokładnie wymieszane. Farby stosowane do sitodruku bezpośredniego często
oferowane są jako produkt handlowy w postaci gotowej pasty. Pasty powinny być
przechowywane w szczelnie zamkniętych opakowaniach w zakresie temperatur podanych
przez producenta. Dużą zaletą sitodruku bezpośredniego jest możliwość stosowania
mediów wodnych przyjaznych użytkownikowi i środowisku.
Przygotowanie farb w postaci termoplastycznej polega na połączeniu proszku farbowego
i lepiszcza w odpowiednim stosunku wagowym. Do zaprawiacza termoplastycznego
przeprowadzonego w stan ciekły dodawana jest farba w postaci proszku. Po dokładnej
homogenizacji z równoczesnym ogrzewaniem, farba jest studzona i rozdrabniana.
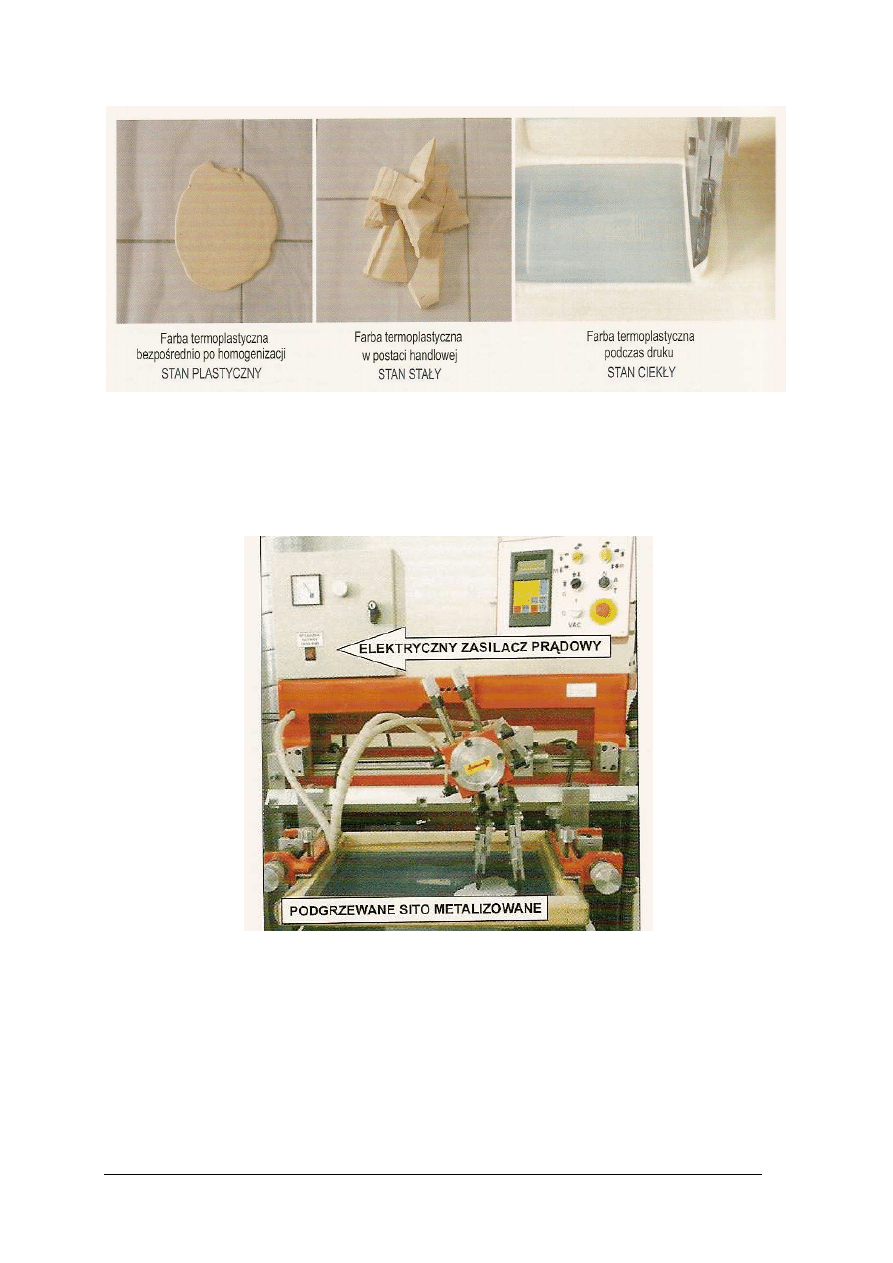
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
Rys. 55. Farba termoplastyczna w różnych postaciach [11]
3)
przygotowanie stanowiska do druku, w technice sitodruku bezpośredniego stosowane są
zarówno stoły do drukowania ręcznego, jak i półautomatyczne lub automatyczne maszyny
sitodrukowe. W przypadku druku termoplastycznego stanowisko do druku zaopatrzone
jest w elektryczny zasilacz prądowy umożliwiający podgrzewanie sita w trakcie druku.
Rys. 56. Półautomatyczne stanowisko przygotowane do druku termoplastycznego [11]
4)
drukowanie, w celu zapewnienia przylegania farby do podłoża, z powierzchni wyrobu
powinien być usunięty tłuszcz, kurz oraz inne zanieczyszczenia. Drukowanie farbami
termoplastycznymi prowadzi się w temperaturach od 50 do 80
0
C. Dekoracja zastyga
natychmiast po wydrukowaniu co pozwala na szybkie nakładanie kilku kolorów jeden po
drugim bez konieczności suszenia kolejnych warstw. Do sporządzania medium
termoplastycznego należy stosować surowce bezzapachowe i nietoksyczne, gdyż druk
w podwyższonych temperaturach powinien przebiegać bez emisji szkodliwych oparów po
podgrzaniu farby na sicie.
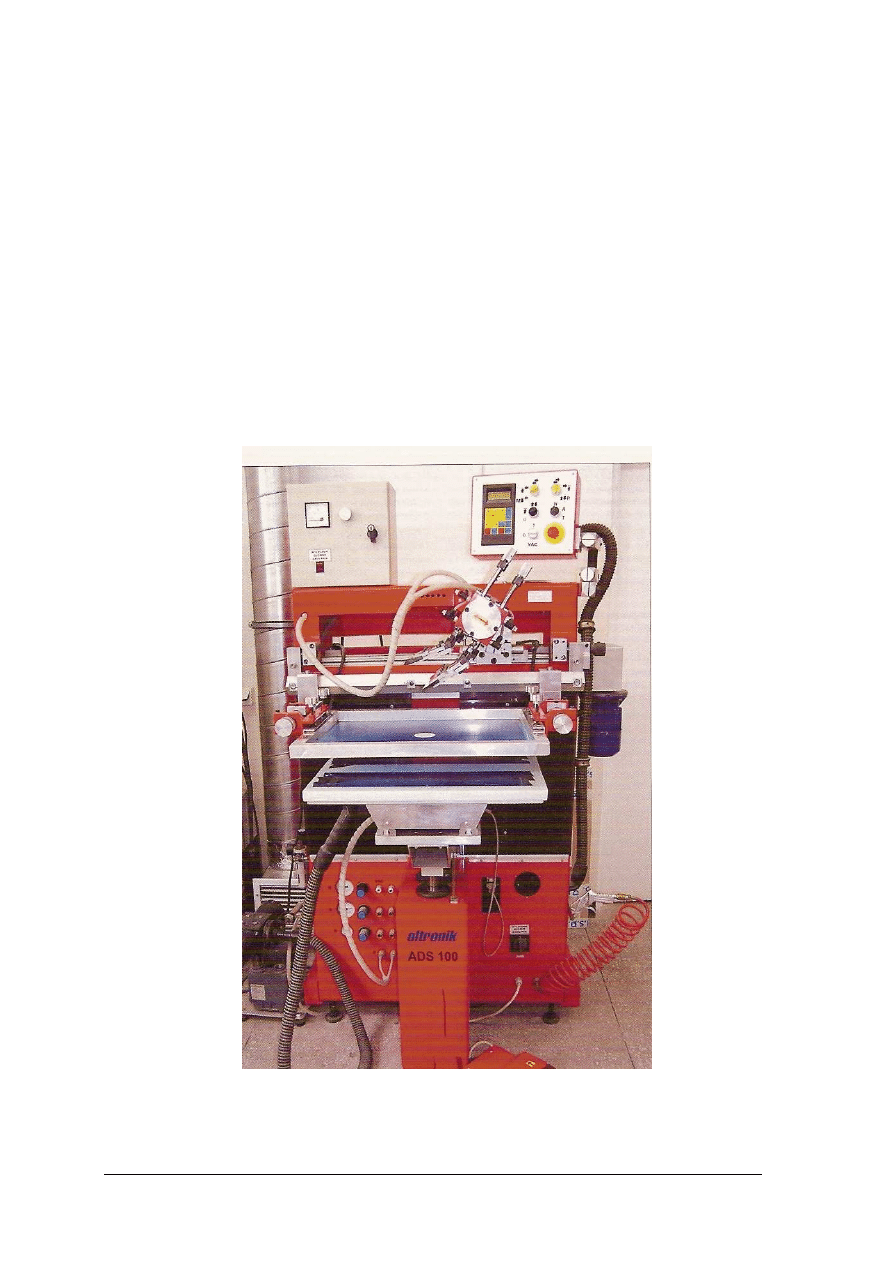
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
5)
wypalanie, odbywa się w temperaturze odpowiedniej do rodzaju zdobionego szkła. Do
wypalania stosowane są piece komorowe lub tunelowe. Warunki wypalania powinny
zagwarantować całkowite spalenie części organicznych zaprawiacza.
Do zdobienia techniką sitodruku stosowane są uniwersalne urządzenia półautomatyczne
i automatyczne umożliwiające nanoszenie trwałych, efektownych, wielokolorowych
nadruków bezpośrednio na powierzchnię wyrobów o różnych kształtach i wielkościach.
Nadruki można wykonać na wyrobach:
–
płaskich,
–
prostopadłościennych,
–
cylindrycznych,
–
stożkowych,
–
owalnych.
Produkowane są urządzenia do sitodruku Oltronik typu ADS-100, ADS-105, ADS-110.
Wymienione urządzenia mają podobną budowę i przeznaczenie, różnią się wielkością
i kształtem korpusu a tym samym wielkością pola zadruku. Identyczny jest natomiast pulpit
sterowniczy.
Rys. 57. Uniwersalny automat do sitodruku [11]
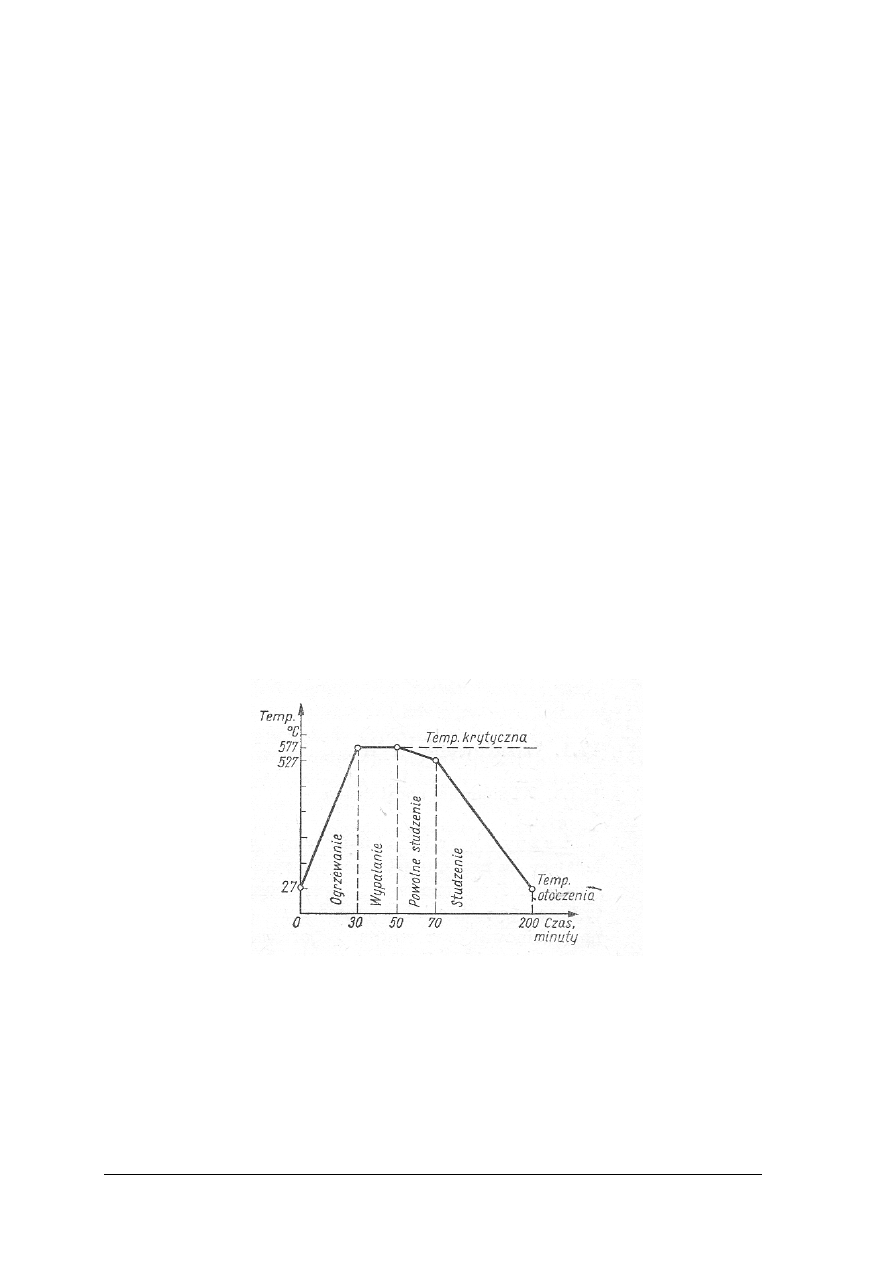
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Technika sitodruku pośredniego
Sitodruk pośredni (kalkomania) polega na przenoszeniu barwnych wzorów z papieru na
zdobione szkło przy pomocy transparentnej błony nazywanej kalką. Dekoracja w postaci
kalkomanii może być prostym jednobarwnym wzorem, wzorem wielobarwnym lub
odwzorowanym zdjęciem. Zaletą stosowania kalki ceramicznej jest możliwość zdobienia
wyrobów o różnych kształtach. Techniką sitodruku pośredniego zdobione są wyroby szkła
gospodarczego. Do zdobienia szkła wycina się z arkusza pożądane odbitki wzorów barwnych
i zanurza je w wodzie. Po namięknieniu nakłada się odbitki na szkło w odpowiednim miejscu
i przyciska się starannie tamponem do jego powierzchni tak, aby między szkłem, a odbitką nie
było powietrza i zbyt dużo wody. Po wyschnięciu odbitek szkła wypala się w odpowiedniej
temperaturze właściwej dla danego rodzaju kalkomanii.
Technika sitodruku zarówno pośredniego jak i bezpośredniego jest metodą zdobienia
szkieł o szerokich możliwościach rozwoju. Obecnie dla sitodruku istnieją opracowane
systemy elektronicznego przenoszenia obrazu z komputera bezpośrednio na formę drukowaną
z wyeliminowaniem procesów fotograficznych. Druk ręczny coraz powszechniej zastępują
maszyny sitodrukowe od półautomatycznych do całkowicie zautomatyzowanych.
Wypalanie szkieł malowanych ma na celu utrwalenie spoistości ze szkłem nałożonych na
nie powłok barwnych lub metalicznych. Polega ono na ogrzaniu malowanych szkieł
stopniowo w coraz to wyższej temperaturze, aby nie pękały wskutek powstających w nich
naprężeń termicznych. Szkła ogrzewa się aż do temperatury początku mięknienia, tzn.
temperatury krytycznej (przekroczenie jej grozi powstawaniem zniekształceń). Podczas
ogrzewania zawarte w powłokach na szkle związki organiczne olejków żywicznych ulegają
zwęgleniu i zgazowaniu, topniki szkliw zaś stapiają się i spajają trwale z mięknącą warstewką
powierzchniową szkła.
Należy starannie dobierać farby pod względem zgodności ich temperatury mięknienia
z temperaturą mięknienia szkieł nimi malowanych.
Rys. 58
Wykres krzywej temperatury – czas przebiegu teoretycznego wypalania malowanych
szkieł grubości do 4mm [5, s. 285]
Do wypalania szkieł malowanych używa się specjalnych pieców nazywanych malarskimi.
Stosowane są dwa rodzaje pieców: piece komorowe i piece tunelowe.
Piece komorowe działają periodycznie i realizują z upływem czasu reżim temperatury
procesu wypalania szkieł malowanych. Są używane do wypalania małej serii wyrobów, lub
wyrobów dużych wymiarów, lub o dużej grubości szkła, głównie szkieł o walorach
artystycznych. Czas wypalania w tych piecach wynosi przeciętnie 3÷6 godzin.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
Zaletą pieców komorowych jest to, że służą do wypalania przy krótkich seriach wyrobów
o specjalnych kształtach oraz to, że są korzystne przy zróżnicowanym asortymencie.
Wadą jest natomiast to, że: jest mała wydajność; nierównomierny rozkład temperatur oraz
zajmowanie dużej powierzchni.
Piece tunelowe działają w sposób ciągły i realizują reżim temperatury wypalania przez
przesuwanie wyrobów wzdłuż tunelu. Stosuje się je do masowego wypalania szkieł
malowanych. Najczęściej używane są obecnie piece tunelowe taśmowe, w których wypalane
wyroby są przesuwane przez tunel na przenośniku taśmowym siatkowym.
Główną zaletą pieców tunelowych jest ciągłość ruchu, a także duża wydajność, która wynosi
ok. 100 sztuk na godzinę, oraz krótszy czas wypalania, który wynosi od 1 do 2 godzin,
w zależności od grubości ścianek szkła w wyrobach.
Kontrola jakości
Kontrola jakości szkła zdobionego techniką malowania odbywa się według
obowiązujących norm. Rodzaj, wielkość i ilość poszczególnych elementów malowania oraz
ich kompozycje mogą być do uzgodnienia między producentem i odbiorcą lub według wzoru
firmowego. Wymagania dotyczą wad wykonania wzoru i ich rozmiarów.
Do najważniejszych wad należą:
Tabela 2 Wady malowania.
Lp Nazwa wady
Występowanie wady
1. Pominięcie elementu zdobienia
Niedopuszczalne
2. Ścieralność kalkomanii, farb, iryzu, platyny, złota
Niedopuszczalne
3. Spienienie emalii, farb, iryzu.
Dopuszczalne, pojedyncze nie
pogarszające estetyki wyrobu
4. Nierównomierna szerokość paska.
Dopuszczalna nie wpływająca
na estetykę wyrobu
5. Ślady siatki o średnicy 0,5mm.
Niedopuszczalne
6. Niezgodność z załączonym wzorem.
Niedopuszczalne
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Na czym polega zdobienie szkła techniką malowania?
2.
Jakie są podstawowe sposoby malowania dekoracji na szkle?
3.
Jakie rodzaje farb stosuje się w technice malowania nietrwałego szkła?
4.
Jaki są właściwości lakierów?
5.
Jakie farby stosowane są do malowania trwałego?
6.
Jakie właściwości cechują farby szkliwne?
7.
Z jakich etapów składa się proces malowania ręcznego szkła?
8.
Jakie narzędzia służą do malowania ręcznego szkła?
9.
Z jakich etapów składa się proces malowania szkła techniką natryskową?
10.
Jakie narzędzia stosowane są do malowania natryskowego szkła?
11.
Jak zdefiniować pojęcie sitodruku bezpośredniego?
12.
Jakie urządzenia stosowane są do malowania powierzchni szkła techniką sitodruku
bezpośredniego?
13.
Jaką rolę pełni trafaret w technice malowania sitodrukiem bezpośrednim?
14.
Jakie powierzchnie szkła można malować techniką sitodruku bezpośredniego?
15.
Z jakich etapów składa się proces malowania szkła techniką sitodruku bezpośredniego?
16.
Na czym polega zdobienie sitodrukiem pośrednim?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
17.
Jaka jest różnica pomiędzy techniką sitodruku bezpośredniego a techniką sitodruku
pośredniego malowania wyrobów ze szkła?
18.
Jakie urządzenia służą do wypalania dekoracji malowanych na szkle?
19.
Jakie czynniki mają wpływ na jakość procesu malowania powierzchni szkła?
20.
Jakie czynniki mają wpływ na wydajność procesu malowania powierzchni szkła?
21.
Jak rozpoznać wyroby malowane różnymi technikami?
4.3.3. Ćwiczenia
Ćwiczenie 1
Z przedstawionego zbioru malowanych wyrobów rozpoznaj wyroby malowane farbami
trwałymi i nietrwałymi
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych treści dotyczące zdobienie szkieł techniką
malowania,
2)
dokonać oględzin wyrobów,
3)
rozpoznać farby.
Wyposażenie stanowiska pracy:
–
kolekcja wyrobów malowanych, farbami trwałymi i nietrwałymi,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Rozpoznaj wady wykonania dekoracji malowanych na szkle.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych treści dotyczące wad wykonania dekoracji
malowanych na szkle,
2)
dokonać oględzin wyrobów,
3)
rozpoznać wady wykonania i zapisać je na papierze,
4)
określić przyczyny ich wystąpienia.
Wyposażenie stanowiska pracy:
–
papier formatu A4, pisaki,
–
kolekcja wyrobów z wadami wykonywania dekoracji malowanych na szkle,
–
normy dotyczące oceny jakości szkła malowanego,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
Ćwiczenie 3
Wykonaj wzór malarski na szkle techniką sitodruku pośredniego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych treści dotyczące zdobienia sitodruku pośredniego
2)
dokonać analizy poszczególnych etapów malowania,
3)
zapoznać się z instrukcją do wykonania ćwiczenia,
4)
przygotować narzędzia i stanowisko do pracy,
5)
przygotować wyroby do malowania,
6)
nałożyć dekoracje na wyrób techniką sitodruku pośredniego,
7)
ocenić jakość wykonania wzoru.
Wyposażenie stanowiska pracy:
–
wyroby szklane,
–
instrukcja do wykonania ćwiczenia,
–
odbitki wzorów, nożyczki,
–
tampony do przyciskania wzorów,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 4
Przedstaw za pomocą schematu blokowego kolejne etapy zdobienia powierzchni szkła
technikami: ręczną malarską, natryskową, sitodruku pośredniego, sitodruku bezpośredniego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych treści dotyczące zdobienia techniką malowania,
2)
dokonać analizy poszczególnych etapów zdobienia na podstawie opisów,
3)
sporządzić schematy blokowe.
Wyposażenie stanowiska pracy:
–
papier formatu A4, pisaki,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 5
Wykonaj malowanie powierzchni szkła techniką malowania natryskowego za pomocą
pistoletu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych treści dotyczące malowania powierzchni szkła
techniką natryskowa,
2)
zapoznać się z instrukcją obsługi pistoletu oraz przepisami stanowiskowymi bhp,
3)
zapoznać się z instrukcją do wykonania ćwiczenia,
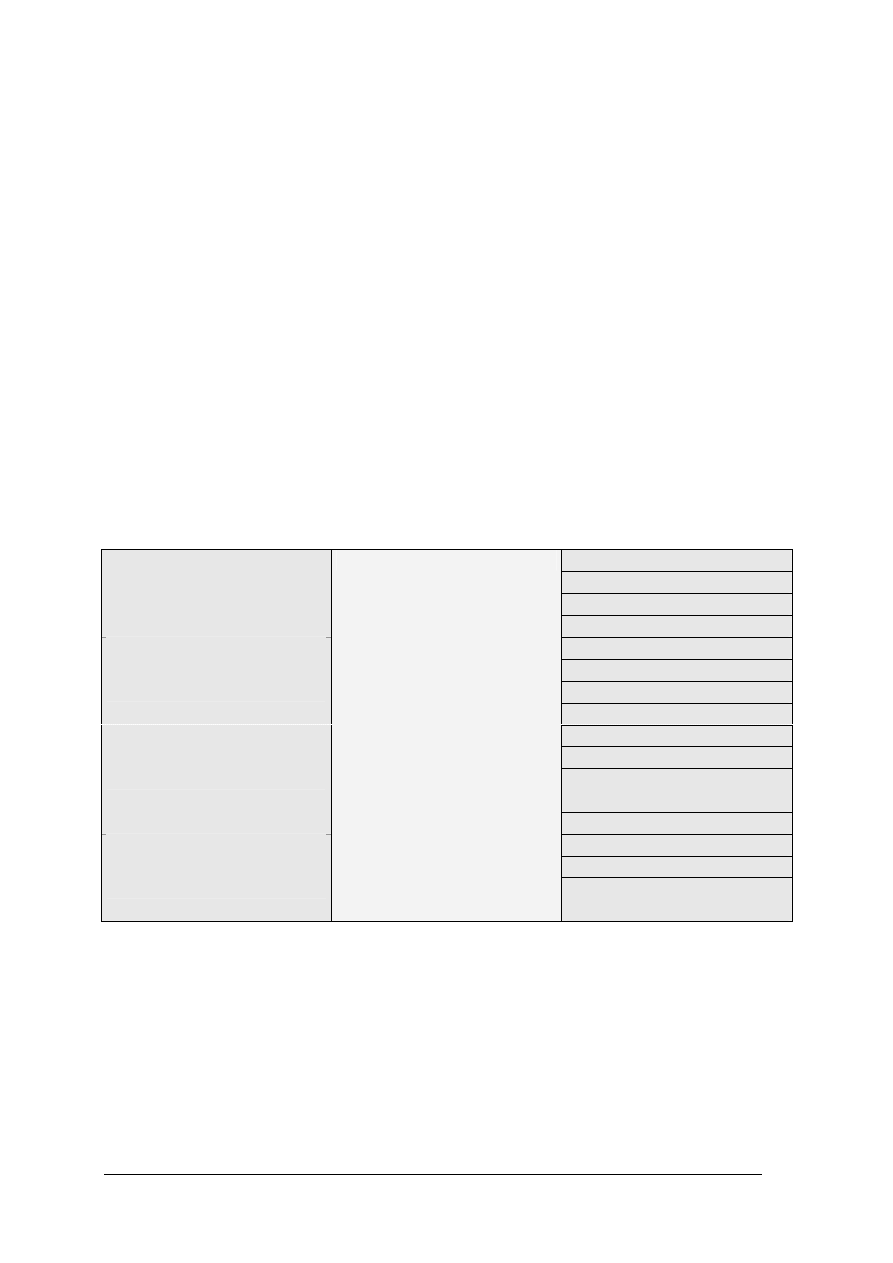
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
4)
założyć odzież roboczą i sprzęt ochrony osobistej,
5)
przygotować narzędzia i stanowisko do pracy,
6)
przygotować wyrób do natrysku,
7)
przygotować zawiesinę farby,
8)
wykonać malowanie powierzchni zdobionego szkła,
9)
ocenić jakość wykonania zdobienia.
Wyposażenie stanowiska pracy:
–
wyroby szklane przeznaczone do zdobienia,
–
instrukcja obsługi pistoletu do malowania techniką natrysku,
–
instrukcja do wykonania ćwiczenia,
–
instrukcja stanowiskowa bhp,
–
stanowisko do malowania techniką natryskową,
–
farby stosowane do malowania natryskiem,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 6
Dobierz urządzenia i narzędzia do zdobienia szkieł techniką malowania.
Tabela do ćwiczenia 6
1. zestaw pędzli
2. rozpylacz
3. trafaret
A. technika malowania
ręcznego
4. krążek malarski
5. piec tunelowy
6. gąbki
7. rakiel
B. technika malowania
sitodrukiem bezpośrednim
8. odbitki wzorów-kalka
9. szablony
10. tampony
11. tampon do przyciskania
wzoru
C. technika malowania
sitodrukiem pośrednim
12. piec komorowy
13. stemple
14. wzorniki
D. technika malowania
natryskowego
15. maszyna z elektrycznym
zasilaczem prądowym
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych treści dotyczące zdobienia techniką malowania,
2)
dokonać analizy poszczególnych technik malowania na podstawie opisów,
3)
przyporządkować narzędzia i urządzenia do techniki malowania wyrobów.
Wyposażenie stanowiska pracy:
−
przybory do pisania,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
−
poradnik dla ucznia,
−
karty papieru z załączoną tabelą,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 7
Wykonaj 3 paski o szerokości 2 mm na powierzchni wyrobów szklanych techniką
malowania ręcznego za pomocą pędzli.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych treści dotyczące malowania powierzchni szkła
techniką ręczną malarską,
2)
zapoznać się z przepisami stanowiskowymi bhp przy malowaniu ręcznym za pomocą
pędzli,
3)
zapoznać się z instrukcją do wykonania ćwiczenia,
4)
przygotować stanowisko do pracy,
5)
przygotować wyrób do malowania,
6)
przygotować farby i narzędzia do malowania,
7)
wykonać paski techniką malowania ręcznego pędzlem,
8)
ocenić jakość wykonania pasków.
Wyposażenie stanowiska pracy:
–
instrukcja do wykonania ćwiczenia,
–
instrukcja stanowiskowa bhp,
–
stanowisko do malowania,
–
wyroby szklane przeznaczone do zdobienia,
–
zestaw pędzli i przyrządów malarskich,
–
farby stosowane do malowania pędzlami,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
zdefiniować pojęcie zdobienia szkła techniką malowania?
2)
określić podstawowe metody zdobienia szkła techniką malowania?
3)
rozróżnić wyroby malowane różnymi metodami?
4)
dobrać farby do malowania nietrwałego szkła?
5)
zdefiniować pojęcie farby szkliwne do malowania trwałego?
6)
sklasyfikować farby do malowania trwałego szkła?
7)
określić etapy malowania ręcznego szkła?
8)
dobrać narzędzia do malowania ręcznego szkła?
9)
określić etapy malowania natryskowego szkła?
10)
rozróżnić narzędzia do malowania natryskowego?
11)
zdefiniować pojęcie sitodruku bezpośredniego?
12)
dobrać urządzenia do malowania szkła techniką sitodruku
bezpośredniego?
13)
określić rolę trafaretu w procesie malowania powierzchni szkła
techniką sitodruku bezpośredniego?
12)
określić jakie powierzchnie szkła można malować techniką sitodruku
bezpośredniego?
14)
określić etapy malowania szkła techniką sitodruku bezpośredniego?
15)
określić etapy malowania szkła techniką sitodruku pośrednim?
17)
wyjaśnić różnice pomiędzy techniką sitodruku bezpośredniego
a techniką sitodruku pośredniego malowania wyrobów ze szkła?
16)
dobrać urządzenia do wypalania wyrobów szklanych?
18)
określić czynniki mające wpływ na jakość procesu malowania
wyrobów ze szkła?
19)
określić czynniki które mają wpływ na wydajność procesu malowania
wyrobów ze szkła?
17)
rozróżnić wyroby malowane różnymi technikami?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
4.4.
Inne sposoby zdobienia szkieł
4.4.1. Materiał nauczania
Lazurowanie
Lazurowaniem nazywamy sposób zdobienia szkła polegający na nadaniu zabarwienia
wyrobom szklanym już ukształtowanym i wykończonym. Tym sposobem powstają na szkłach
barwy: żółta lub pomarańczowa (bursztynowa) albo czerwona (rubinowa) oraz czarna.
Zabarwiona może być albo cała powierzchnia szkła albo jej dowolnie obrane części.
Do lazurowania stosuje się związki srebra (lazura żółta i bursztynowa) i związki miedzi
(lazura rubinowa albo czarna).
Technika lazurowania polega na pokrywaniu szkła odpowiednio sporządzonymi pastami
zawierającymi związki określonych metali i ogrzaniu w specjalnie dobranych warunkach do
temperatury bliskiej mięknienia szkła. Podczas ogrzewania metale zawarte w pastach
przenikają (dyfundują) do warstwy przypowierzchniowej szkła i zabarwiają ją na pożądany
kolor.
Lazurowanie srebrem.
Z pokrywającej szkło pasty zawierającej związki srebra, podczas ogrzewania przenikają
do szkła jony srebra powstające w wyższej temperaturze. W zależności od wysokości
temperatury, do której zostało ogrzane szkło, i czasu przetrzymywania go w tej temperaturze
jony srebra mogą przenikać do szkła na głębokość aż do 0,25 mm. Stężenie srebra w tej
warstwie szkła może wynosić około 1%.
Srebro może lazurować szkło o dowolnym składzie chemicznym, ale zawartość pewnych
tlenków ma duży wpływ na zachodzące procesy. Największy wpływ na skuteczność
lazurowania ma zawartość w szkle tlenku sodowego. Im jest ona większa tym szybciej
i skuteczniej dyfundują jony srebra do szkła. Szkła potasowe bardzo trudno poddają się
lazurowaniu.
Lazurowanie miedzią
Do lazurowania szkła na czarno i czerwono używa się siarczanu miedziowego. Po
naniesieniu pasty na szkło i osuszeniu warstwy wypala się wyroby ogrzewając do temperatury
transformacji. Po ostudzeniu szkła i zmyciu pasty otrzymuje się zabarwienie zielonkawe
szkła, spowodowane obecnością dyfundujących do szkła jonów miedzi. Szkła poddaje się
powtórnemu wypalaniu w silnie redukującej atmosferze, do czego przyczynia się
umieszczenie razem ze szkłem w szczelnie zamkniętym piecu sproszkowanego węgla.
W skutek takiego wypalania powstaje lazura czarna. Usunięcie węgla z pieca i przetrzymanie
w nim wyrobów nadal w tej samej temperaturze powoduje powstawanie barwy ciemno
czerwonej-rubinowej.
Etapy lazurowania:
−
sporządzenie odpowiedniej pasty,
−
nanoszenie pasty na szkła,
−
suszenie pasty na wyrobach,
−
ogrzewanie szkieł do odpowiedniej temperatury i wytrzymanie ich przez ściśle określony
czas w tej temperaturze co nazywa się wypalaniem szkieł,
−
studzenie wyrobów,
−
zmywanie pasty ze szkieł, czyszczenie ich i suszenie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
Sporządzanie past. Pasta ze srebrem. W skład pasty ze srebrem wchodzą:
a)
związki srebra – azotan srebra, chlorek srebra, tlenek srebra
b)
wypełniacze – szamot, ochra, kaolin, żółta glinka. Materiały te powinny być dobrze
wysuszone, sproszkowane i przesiane,
c)
ś
rodki uplastyczniające pastę,
d)
spoiwa – najczęściej roztwory klejowe.
Przed naniesieniem pasty powierzchnia powinna być dokładnie oczyszczona. Pastę
lazurującą można nanosić na szkła trzema sposobami:
−
pędzlami, (sposobem ręcznym),
−
rozpylaczami, (sposobem natryskowym),
−
przez siatki, (sposobem sitodruku).
Pasta naniesiona na szkła powinna przesychać w ciągu kilku lub nawet kilkunastu godzin
w temperaturze około 27
0
C.
Po wysuszeniu pasty szkła ustawia się w piecach komorowych lub tunelowych i ogrzewa
się je stopniowo do temperatury mięknięcia szkła przeciętnie od 527 do 597
0
C. W tej
temperaturze przetrzymuje się szkła od 30 do 120 minut. Po wypaleniu wyroby studzi się
w piecach zgodnie z zasadami odprężania. Zaletą tej techniki zdobienia jest głównie to, że
intensywnie zabarwiona warstwa szkła jest bardzo cienka i równomierna, co daje możliwość
jej rytowania lub wytrawiania w niej subtelnych wzorów.
Rys. 59 Wyrób zdobiony lazurą żółtą i rzeźbieniem [11,s.363]
Iryzowanie
Iryzowaniem (tęczowaniem) nazywa się sposób zdobienia szkła, polegający na
utworzeniu na jego powierzchni cienkiej, przeźroczystej warstewki połyskującej barwami
tęczy. Iryzacja jest łatwym do wykonania i stosunkowo tanim sposobem zdobienia szkieł.
Wyniki zdobienia są efektowne z tego powodu iryzacje stosuje się często do zdobienia szkieł
gospodarczych, galanterii szklanej i biżuterii. Warstwa iryzująca mocno przylega do
powierzchni szkła i jest odporna na działanie wody i wytrzymała na ścieranie. Efekt iryzacji
powstaje wskutek interferencji światła. W praktyce przemysłowej stosuje się trzy główne
sposoby iryzowania szkieł:
1)
sposób hutniczy – dokonywany przez hutników zaraz po ukształtowaniu wyrobów,
2)
sposób malarski – iryzowanie szkieł już ukształtowanych i wykończonych,
3)
sposób próżniowy – osadzanie na szkło par związków ryzujących w urządzeniach
wytwarzających podciśnienie.
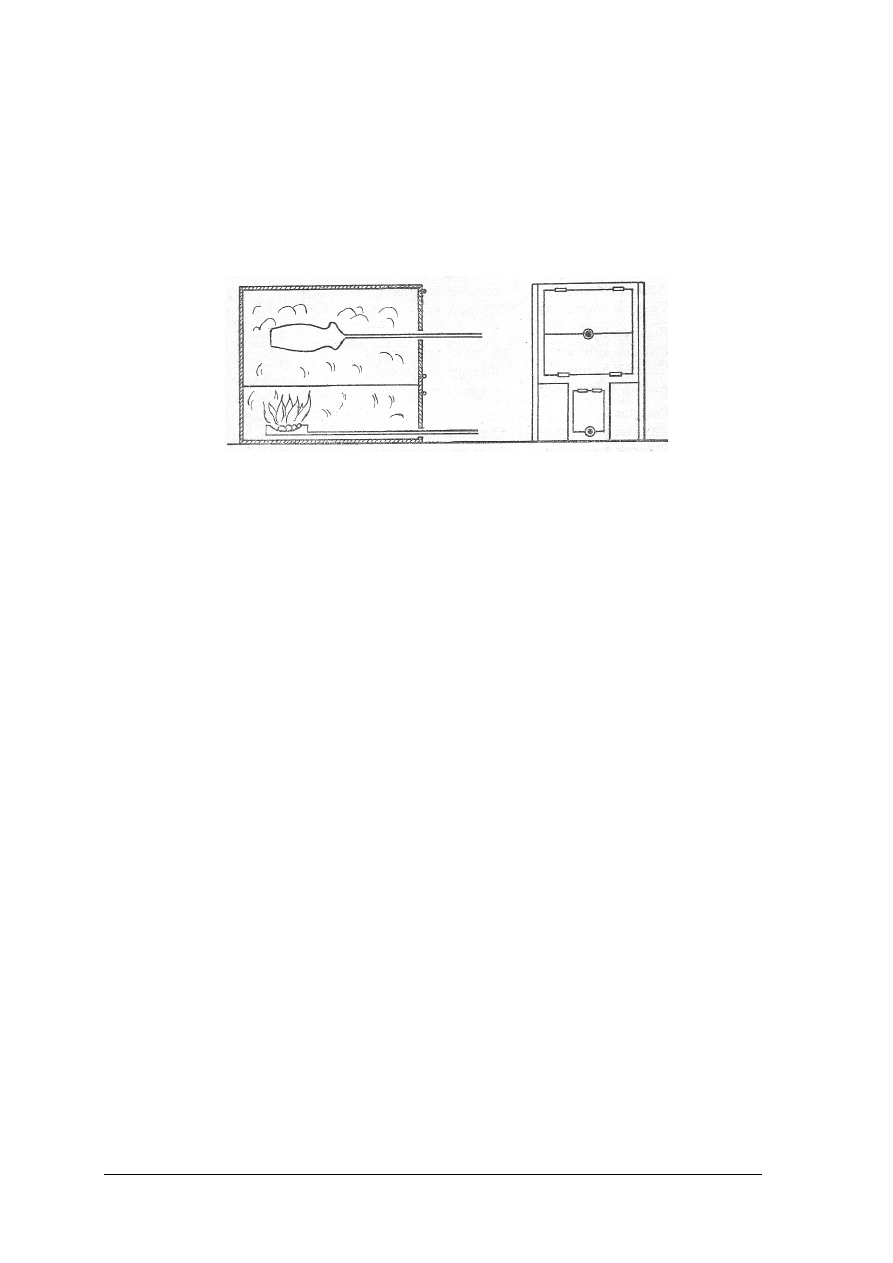
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
Iryzowanie sposobem hutniczym.
Ukształtowany z masy szklanej wyrób wkłada się na piszczeli albo przylepiaku do
specjalnego pieca komorowego. Następnie wnętrze pieca jest zamykane. Do dolnej części
pieca wsuwa się szufelkę żeliwną rozgrzaną, na którą tuż przed włożeniem do pieca nasypuje
się niewielką ilość soli ryzujących (½ do 1łyżeczki). śar żeliwa powoduje parowanie
związków zawartych w soli. Pary osiadają na szkle tworząc w odpowiednich warunkach
dostatecznie trwale przylegającą do szkła warstwę iryzującą.
Rys. 60. Schemat pieca do wypalania szkieł iryzowanych sposobem hutniczym [5, s.295]
Podstawowym warunkiem uzyskania dobrych wyników iryzowania są:
−
temperatura szkła, która nie powinna być niższa od 602
0
C,
−
czas przetrzymania szkła w parach soli iryzujących wynosi od 10 do 15 s,
−
odpowiedni dobór związków chemicznych do soli iryzujących.
Podstawowym składnikiem soli iryzujących są chlorek cynowy lub chlorek tytanu.
W praktyce przemysłowej stosowane są często sole złożone. Odważone składniki soli miesza
się dokładnie.
Inny sposób iryzowania powierzchni szkła przeprowadzany przez hutnika polega na
wprowadzeniu gorącego, ukształtowanego z masy szklanej wyrobu pozostającego jeszcze na
piszczeli lub przylepiaku, do komory, w której rozpyla się specjalnym urządzeniem
elektrycznym roztwory iryzujące (zawierające między innymi związki tytanu, cyny). Wyrób
iryzowany w ten sposób przetrzymuje się w komorze 1 – 5 sekund zależnie od jego wielkości.
Gotowe ciecze iryzujące są dostępne w firmach specjalizujacych się w ich produkcji.
Iryzowanie sposobem malarskim polega na nanoszeniu na szkło specjalnej farby
iryzującej nazywanej farbami lustrowymi. Po wyschnięciu farby szkła ogrzewa się (wypala)
w temperaturze mięknienia szkła, przeważnie od 502 do 552
0
C. Po wypaleniu farby pozostaje
na szkle cienka iryzująca warstewka bezbarwna albo barwna, a niekiedy o silnym połysku
metalicznym uzależnione jest to od rodzaju użytych farb lustrowych.
Iryzowanie sposobem próżniowym.
Szkła przeznaczone do iryzowania wkłada się do specjalnego urządzenia nazywanego
dzwonem próżniowym wewnątrz dzwonu znajduje się grzejnik elektryczny z trudno
topliwych metali: wolframu, molimbdenu. Przepływający prąd rozżarza grzejnik,
a umieszczone w nim sole iryzujące parują i osiadają na umieszczonych wewnątrz dzwonu
szkłach. Zainstalowany przy dzwonie automat wyłącza prąd z chwilą gdy warstewka
związków iryzujących na szkle osiągnie określoną grubość. Automat skonstruowany jest na
zasadzie działania fotokomórki rejestrującej zmiany odbicia światła od powstającej warstewki
iryzującej.
Do iryzowania szkieł sposobem próżniowym używa się przeważnie chlorku cynowego
albo mieszanek podobnych do iryzowania szkieł sposobem hutniczym. Tym sposobem iryzuje
się głównie szkła drobne najczęściej biżuterię szklaną

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
Trawienie szkła
Trawieniem nazywamy chemiczne działanie kwasu fluorowodorowego powodujące
rozpuszczanie się szkła. Jeśli wskutek trawienia szkła powstają na jego powierzchni
odpowiednie wgłębienie ułożone w określone kompozycje plastyczne wówczas proces taki
nazywamy trawieniem dekoracyjnym szkła. Gazowe związki fluoru ulatniające się do
otoczenia są bardzo szkodliwe dla organizmu ludzkiego. Przy obróbce szkła kwasem
fluorowodorowym wymaga się wszechstronnego zabezpieczenia pracowników i ścisłego
przestrzegania szczególnych warunków pracy. Głównymi czynnikami wpływającymi na
jakość trawienia szkła są:
−
właściwy dobór sposobu osłonięcia powłoką ochronną określonych powierzchni szkła
przed działaniem kwasu,
−
sporządzenie odpowiednich roztworów kąpieli trawiących,
−
prawidłowe przeprowadzenie procesu trawienia.
Powłoki ochronne do trawienia dekoracyjnego powinny wykazywać następujące
właściwości:
−
dostateczną odporność na działanie roztworów trawiących,
−
dobra przyczepność do szkła i łatwą usuwalność,
−
możliwość łatwego nanoszenia na szkło warstw odpowiedniej grubości,
−
możliwość rysowania na skrzepniętych powłokach dowolnie cienkich linii – rowków,
odsłaniających powierzchnię szkła.
Dobór rodzaju past na powłoki ochronne jest uzależniony od sposobu nanoszenia ich na
szkła oraz sposobu wykonywania dekoracji. Najczęściej stosuje się powłoki:
−
woskowo-parafinowe, są najczęściej używane do mechanicznego rysowania na nich
dekoracji płaskich, odznaczają się niską temperaturą topnienia i szybkim krzepnięciem na
szkle. Można je łatwo nanosić na całą powierzchnie szkła, a także łatwo usunąć przez
ponowne stopnienie w gorącej wodzie. Łatwo jest wykonywać na nich najcieńsze kreski
rysunkowe rylcem zarówno ręcznie, jak i mechanicznie.
−
miniowe, są nanoszone na szkło ręcznie pędzlem lub rozpylaczem, są używane przy
trawieniu większych płaszczyzn. W skład powłoki wchodzą: minia ołowiowa, kalafonia,
pokost. Po trawieniu powłokę usuwa się przez zanurzenie szkła na pewien czas w nafcie.
−
asfaltowe, są używane przeważnie do ręcznego nanoszenia pędzlem na szkła
przeznaczone do trawienia głębokiego. Zaletą powłoki jest możliwość przyrządzania jej
tak, aby warstwy nanoszone na szkło wysychały i krzepły szybko. Powłokę zmywa się ze
szkła naftą lub terpentyną.
Kąpiele trawiące. Skład roztworów używanych do kąpieli trawiących podobny jest do
roztworów używanych do polerowania szkła.
Recepta 1 – na roztwór do trawienia płytkiego
Kwas fluorowodorowy 40 – procentowy
1 część objętościowych.
Woda destylowana
1 część objętościowych.
Recepta 2 – na roztwór do trawienia przezroczystego
Kwas fluorowodorowy 40 – procentowy
2,5 części objętościowych.
Kwas siarkowy o gęstości 1840 kg/m
3
1 część objętościowo.
Woda destylowana
1 część objętościowo.
Recepta 3 – na roztwór do trawienia matowego
Kwaśny fluorek amonowy
2,5 części wagowych.
Siarczan potasowy
1,5 części wagowych.
Kwas solny stężony
2,5 części wagowych.
Woda destylowana
10,0 części wagowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
Temperatura roztworów podczas trawienia powinna wynosić od 18 do 20
o
C i nie
przekraczać temperatury 30
o
C, gdyż wtedy ulatnia się szybko z roztworu fluorowodór. Czas
zanurzenia w kąpieli dla trawienia subtelnego wynosi od 2 do 5 minut, a dla trawienia
głębokiego do 30 minut. Po wyjęciu z kąpieli należy szkło opłukać w wodzie i po osuszeniu
sprawdzić efekt trawienia.
Na operacje wytrawiania wzorów składają się następujące kolejne czynności:
1)
wstępne mycie, suszenie i oczyszczanie wyrobów,
2)
ogrzewanie wyrobów do temperatury 52–62
o
C,
3)
pokrywanie wyrobów warstwą ochronną,
4)
studzenie lub suszenie warstwy ochronnej,
5)
rysowanie (wydrapywanie) wzorów w warstwie ochronnej,
6)
sprawdzenie prawidłowości wykonania wzorów,
7)
wytrawianie wzorów przez zanurzenie w kąpieli z roztworu kwasów,
8)
opłukanie z kwasów w wodzie zimnej,
9)
usuwanie warstwy ochronnej,
10)
końcowe mycie, suszenie i czyszczenie wyrobów.
Wykonywanie dekoracji metodą trawienia polega na przykryciu powłoką ochronną tych
części powierzchni szkła, które mają pozostać bez zmian, a odsłonięciu tych części, które
wskutek działania roztworu trawiącego zostają wytrawione. Stosowane są dwa sposoby
wykonania dekoracji:
1)
rytowanie powłoki – pokrycie całej powierzchni szkła powłoką ochronną, a następnie
zeskrobanie jej ze szkła w tych miejscach, w których mają być wytrawione wgłębienia,
2)
malowanie powłoki – nanoszenie powłoki ochronnej tylko na te części powierzchni szkła,
które mają pozostać bez zmian. Tym sposobem można otrzymać dekoracje reliefowe
jedno-, dwu-, lub wielopoziomowe. Przy wykonywaniu dekoracji dwupoziomowej lub
wielopoziomowej, powłoki nanosi się wielokrotnie, poprzedzając całkowitym
skrzepnięciem i wyschnięciem pierwotnie nałożonej warstwy.
Rytowanie powłoki stosuje się przede wszystkim przed trawieniem dekoracji płaskich
rysunkowych. Można je wykonywać ręcznie lub maszynowo.
Rytowanie ręczne ze względu na małą wydajność i duże koszty jest rzadko stosowane.
Wykonuje się je najczęściej przy zdobieniu szkieł artystycznych.
Rytowanie mechaniczne daje możliwość masowej produkcji określonych dekoracji na
wyrobach szklanych. Na powłoki do mechanicznego rytowania rysunków dekoracji nadają się
najbardziej pasty woskowo-parafinowe, ze względu na szybkość krzepnięcia i łatwość
usuwania po trawieniu.
Urządzeniami służącymi do mechanicznego rytowania powłok ochronnych są
giloszownice i pantografy.
Giloszownice (wynalazek Francuza Guilloche czyt. gijosz) mogą mieć 4,6 lub
8 stanowisk, tarczek, na których ustawione są wyroby przeznaczone do giloszowania.
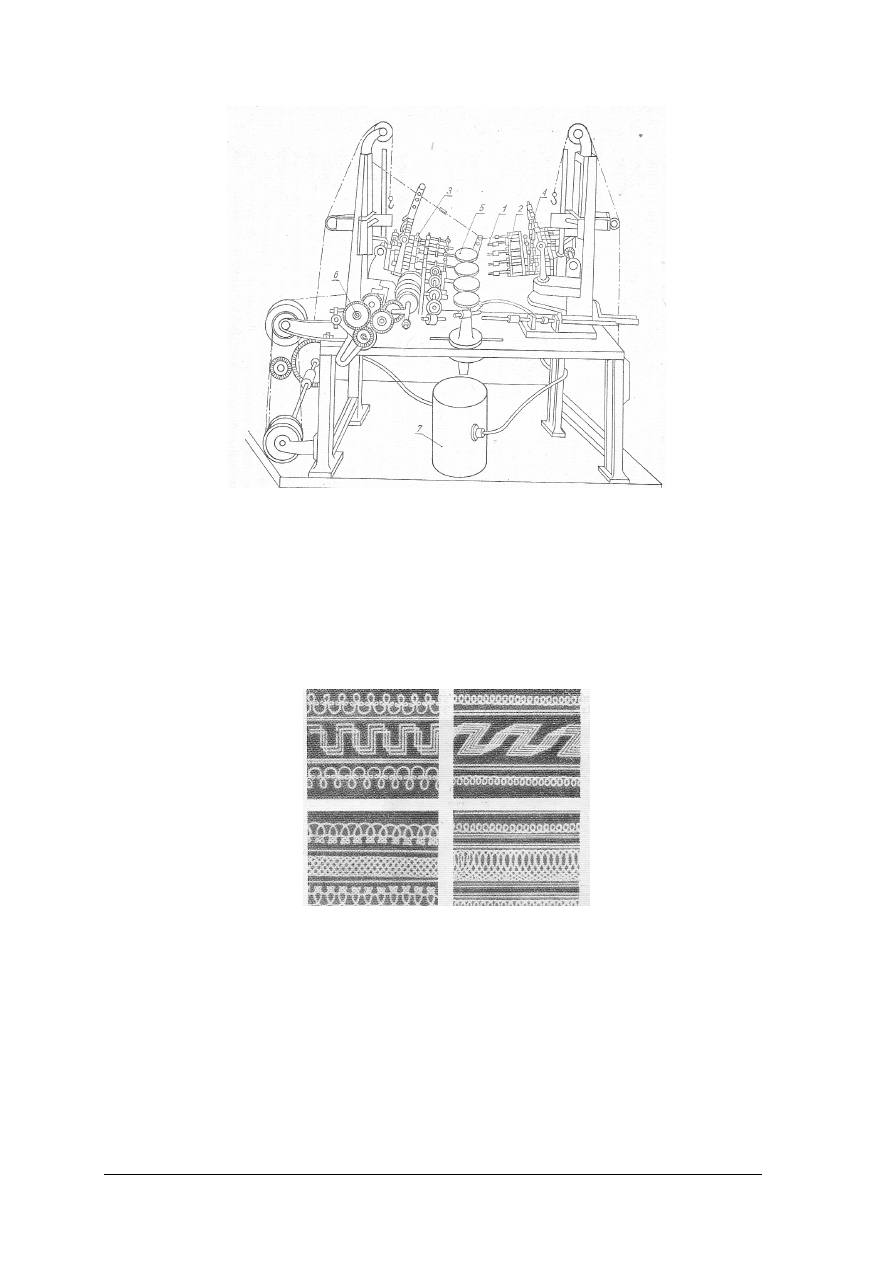
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
66
Rys. 61. Schemat giloszownicy 4 – miejscowej Budowa: 1) igły-rylce w igielnikach,
2) ramiona poziome dzwigni, 3) łożyska przegubowe, 4) ramiona pionowe dźwigni,
5) stanowiska tarczek, 6) przekładnia zębta, 7) zbiornik pompy próżniowej [5,s. 248]
Tarczki obracają się z określoną prędkością, która może być zmieniana stosownie do
wzoru i wielkości przedmiotu. Wzory wykonane za pomocą giloszownicy są złożone
z powtarzających
się
systematycznie
fragmentów
(modułów),
przedstawiających
geometryczny układ linii.
Rys. 62. Typowe dekoracje wykonane za pomocą giloszownicy [6,s. 278]
Pantograf jest to urządzenie przenoszące w dowolnej skali, za pomocą układu dźwigni,
rysunek ze wzornika na określoną liczbę przedmiotów. Są pantografy 12-, 24 – i 36 –
miejscowe
Wzory wykonane za pomocą pantografu mogą być bardziej złożone niż te, które można
wykonać za pomocą giloszownicy. Mogą to być wzory o rysunku dowolnym, np. można je
narysować ołówkiem na papierze.
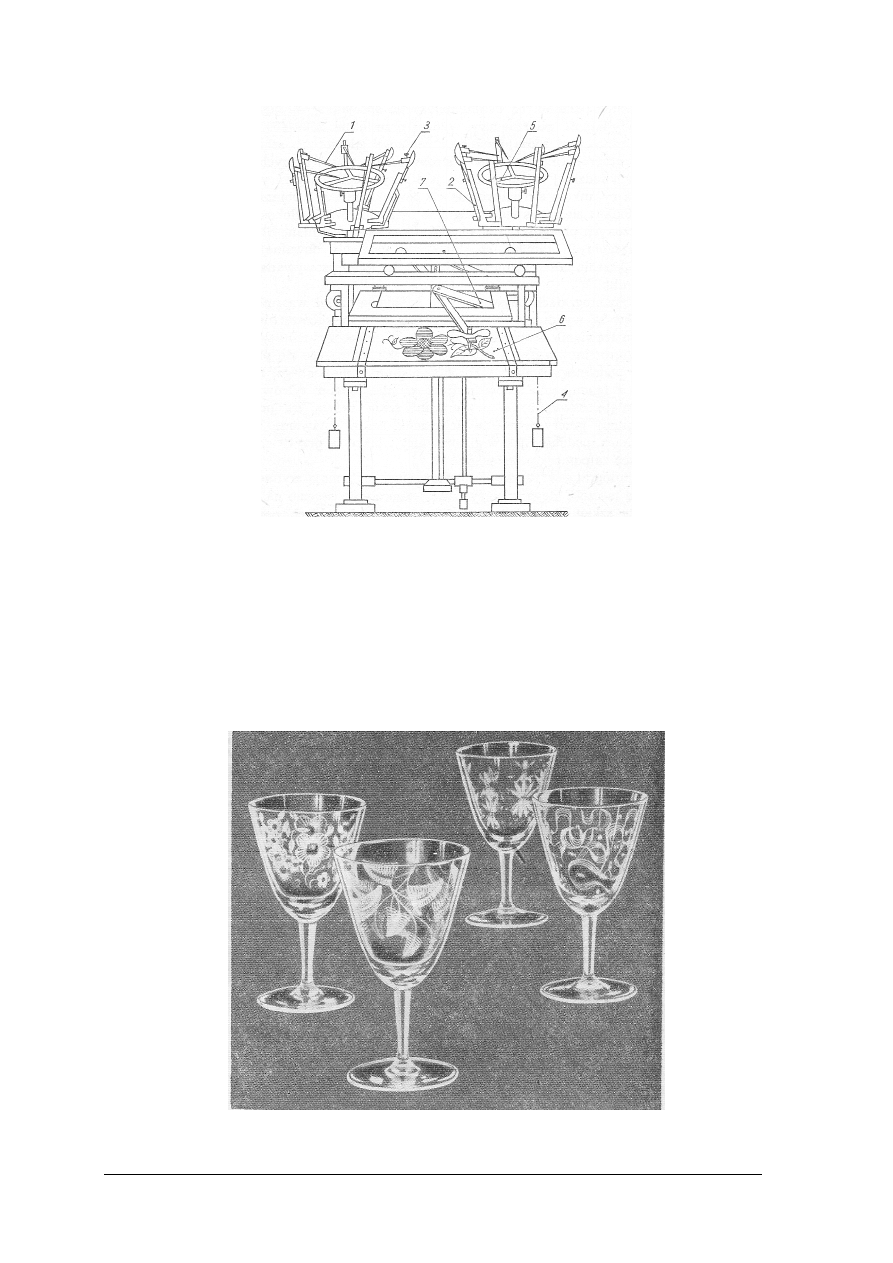
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
67
Rys. 63.
Schemat
pantografu
dwumiejscowego
1)
igły-rylce,
2) dźwignie-ramiona igielników, 3) igielniki, 4) ciężarek urządzenia
dociskającego igły do szkła, 5) tarczki do stawiania szkieł, 6) płyta stalowa
z wzornikiem – wzorem rysunku, 7) dzwignie przegubowe przekładni rysującej
[5,s.250]
Wzornik z którego przenoszony jest wzór na przedmioty, wykonany jest ze stalowej
płyty. Po powstałych wgłębieniach wodzi się stalowym rylcem, zaopatrzonym w odpowiedni
uchwyt. Ruch rylca przenoszony jest z odpowiednio dobranym przełożeniem na igły rysujące
powłokę ochronną przedmiotów ustawionych na tarczkach.
Rys. 64. Dekoracje wykonane za pomocą pantografu [6,s.279]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
68
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Na czym polega zdobienie szkła techniką lazurowania?
2.
Z jakich głównych etapów składa się proces zdobienia szkła techniką lazurowania?
3.
Jaki jest skład past lazurujących?
4.
Na czym polega zdobienie szkła techniką iryzowania?
5.
Jakie są sposoby iryzowania powierzchni szkła?
6.
Jakie czynniki mają wpływ na jakość iryzowania?
7.
Na czym polega trawienie szkła?
8.
Jakie czynniki mają wpływ na jakość trawienia?
9.
Jakie są właściwości powłok ochronnych?
10.
Jakie są rodzaje powłok ochronnych?
11.
Z jakich składników przygotowuje się kąpiel trawiącą?
12.
Z jakich etapów składa się proces trawienia powierzchni szkła?
13.
Jakie są sposoby wykonywania dekoracji techniką trawienia?
14.
Jakie urządzenia służą do mechanicznego rytowania powłok?
15.
W jakim celu maluje się powłoki w technice rytowania szkła?
4.4.3. Ćwiczenia
Ćwiczenie 1
Przedstaw za pomocą schematu blokowego kolejne etapy zdobienia powierzchni szkła
techniką lazurowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych treści dotyczące zdobienia techniką lazurowania,
2)
dokonać analizy poszczególnych etapów lazurowania na podstawie opisów,
3)
sporządzić schemat blokowy.
Wyposażenie stanowiska pracy:
–
papier formatu A4, pisaki,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Rozpoznaj technikę zdobienia wyrobów szklarskich.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych treści dotyczące zdobienia szkła innymi
technikami,
2)
przeanalizować treść,
3)
dokonać oględzin wyrobów,
4)
rozpoznać technikę zdobienia,
5)
zapisać przy każdym wyrobie wygląd powierzchni i sposób wykonania zdobienia.
Wyposażenie stanowiska pracy:
–
papier formatu A4, pisaki,
–
kolekcja wyrobów zdobionych, różnymi technikami,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
69
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 3
Przyporządkuj recepty na kąpiele trawiące do rodzaju trawienia
Kąpiele trawiące
Rodzaj trawienia
Recepta 1
Kwaśny fluorek amonowy 2,5 części wagowych
Siarczan potasowy 1,5 części wagowych
Kwas solny stężony 2,5 części wagowych
Woda destylowana 10,00 części wagowych
A. roztwór do trawienia płytkiego
Recepta 2
Kwas fluorowodorowy 40 – procentowy 2,5 części objęt
Kwas siarkowy 1 część objęt.
Woda destylowana 1 część objęt
B. roztwór do trawienia matowego
Recepta 3
Kwas fluorowodorowy 40 – procentowy 1 część objęt.
Woda destylowana
1 część objęt.
C. roztwór do trawienia
przezroczystego
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych treści dotyczące zdobienia powierzchni wyrobów
szklanych techniką trawienia,
2)
dokonać analizy treści,
3)
przyporządkować recepty na kąpiele trawiące do rodzaju trawienia.
Wyposażenie stanowiska pracy:
–
karty papieru z załączoną tabelą,
–
przybory do pisania,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 4
Wykonaj zdobienie techniką lazurowania wybranej powierzchni rzeźbionego szkła.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych treści dotyczące lazurowania powierzchni szkła,
2)
dokonać analizy treści,
3)
zapoznać się z instrukcją do wykonania ćwiczenia,
4)
przygotować stanowisko do pracy,
5)
przygotować wyrób do lazurowania,
6)
przygotować pastę i narzędzia do lazurowania,
7)
nanieść pastę lazurującą na wyznaczoną powierzchnię szkła.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
70
Wyposażenie stanowiska pracy:
–
instrukcja do wykonania ćwiczenia,
–
instrukcja stanowiskowa bhp,
–
stanowisko do lazurowania,
–
wyroby szklane przeznaczone do zdobienia,
–
pędzle do nanoszenia pasty lazurującej,
–
pastę lazurujacą,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 5
Wykonaj zdobienie techniką iryzowania powierzchni szkła sposobem malarskim.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych treści dotyczące iryzowania powierzchni szkła,
2)
dokonać analizy treści,
3)
zapoznać się z instrukcją do wykonania ćwiczenia,
4)
przygotować stanowisko do pracy,
5)
przygotować wyrób do iryzowania,
6)
przygotować farby i pędzle do iryzowania,
7)
nałożyć farbę na powierzchnię szkła.
Wyposażenie stanowiska pracy:
–
instrukcja do wykonania ćwiczenia,
–
instrukcja stanowiskowa bhp,
–
stanowisko do iryzowania,
–
wyroby szklane przeznaczone do zdobienia,
–
pędzle szerokie do malowania powierzchni szkła,
–
farby iryzujące,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
71
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
zdefiniować pojęcie zdobienia szkła techniką lazurowania?
2)
wyjaśnić zjawisko lazurowania szkła?
3)
określić etapy lazurowania szkła?
4)
określić skład past lazurujących?
5)
wyjaśnić zjawisko iryzowania powierzchni szkła?
6)
sklasyfikować sposoby iryzowania szkła?
7)
określić czynniki mające wpływ na jakość iryzowania?
8)
wyjaśnić pojęcie trawienia szkła?
9)
określić czynniki mające wpływ na jakość trawienia szkła?
10)
określić właściwości powłok ochronnych do trawienia powierzchni
szkła?
11)
określić rodzaje powłok ochronnych do trawienia szkła?
12)
sporządzić roztwór trawiący szkło?
13)
określić etapy składające się na proces trawienia szkła?
14)
określić sposoby wykonywania dekoracji techniką trawienia?
15)
dobrać urządzenia do mechanicznego rytowania powłok?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
72
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test zawiera 25 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5.
Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6.
Zadania wymagają stosunkowo prostych obliczeń, które powinieneś wykonać przed
wskazaniem poprawnego wyniku.
7.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8.
Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
9.
Na rozwiązanie testu masz 60 minut.
Powodzenia!
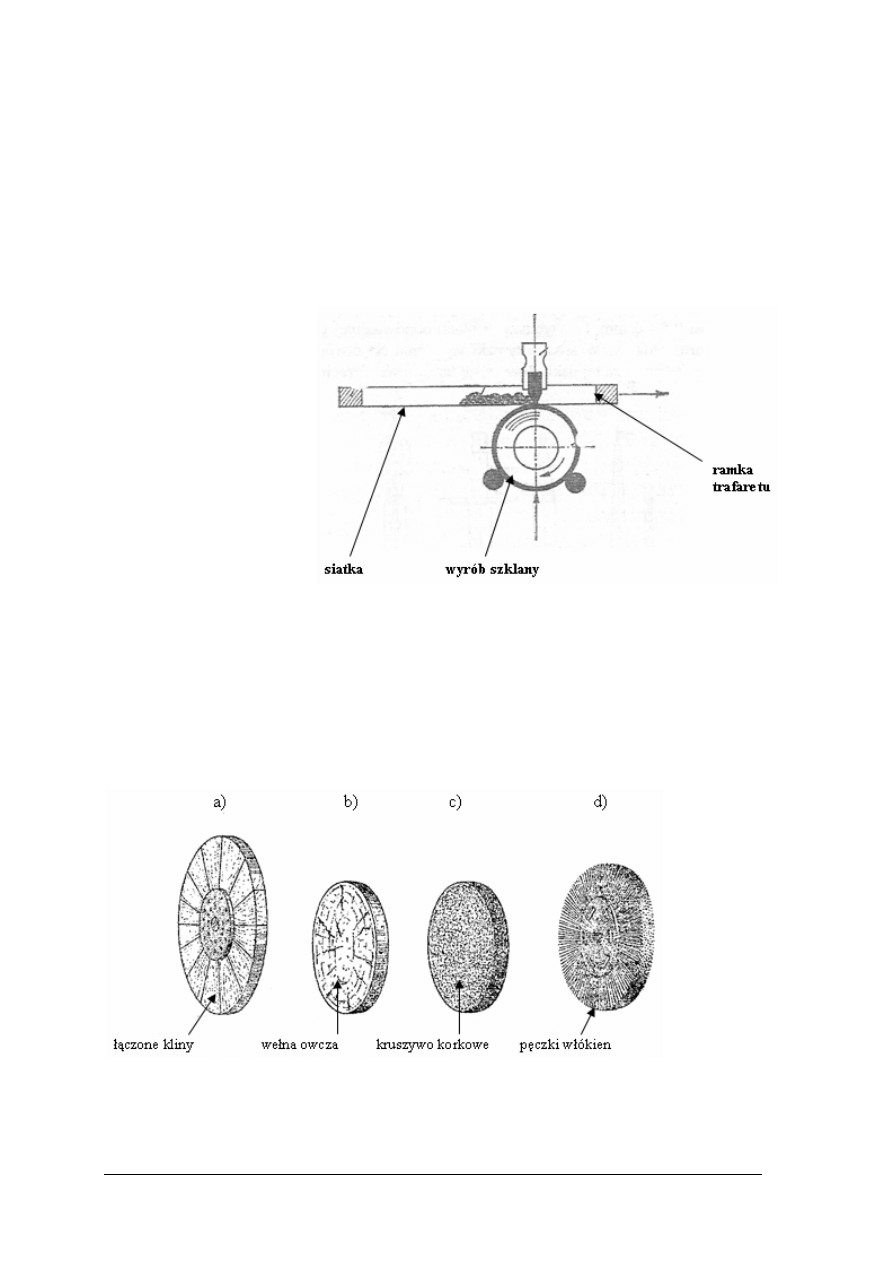
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
73
ZESTAW ZADAŃ TESTOWYCH
1.
Do zdobienia szkła techniką grawerowania zastosujesz
a)
szlifierkę pionową.
b)
giloszownicę.
c)
warsztat rytowniczy.
d)
pantograf.
2.
Schemat przedstawia zdobienie szkieł techniką
a)
sitodruku.
b)
iryzowania.
c)
rzeźbienia.
d)
lazurowania.
3.
W celu nadania powierzchni szkła właściwości równomiernego rozpraszania światła
zastosujesz
a)
sitodruk.
b)
iryzowanie.
c)
matowanie.
d)
lazurowanie.
4.
Rysunek przedstawia tarcze polerskie, do polerowania żłobin po rzeźbieniu zastosujesz
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
74
5.
Miedziane tarcze ścierne są wykorzystywane do
a)
matowania.
b)
szlifowania.
c)
polerowania.
d)
grawerowania.
6.
Zdobione wyroby techniką malowania trwałego, wypalane są w piecach tunelowych
w temperaturze
a)
980–1100
o
C.
b)
120–180
o
C.
c)
180–210
o
C.
d)
480–580
o
C
7.
Rysunek przedstawia deseń elementarny w postaci siatki
a)
wielogranki-wiedeńskiej.
b)
kwadratowej-piramidalnej.
c)
wielogranki-brylantowej.
d)
kwadratowej-milimetrowej.
8.
Rysunek przedstawia dekorację wykonaną techniką
a.
malowania.
b.
lazurowania.
c.
iryzowania.
d.
trawienia.
9.
Zdobienie wzorem mrozu wykonuje się na powierzchni szkła:
a)
malowanego.
b)
rzeźbionego.
c)
lazurowanego.
d)
matowanego.
10.
Elektrokorund, w technologii zdobienia szkieł stosowany jest do
a)
malowania.
b)
rzeźbienia.
c)
metalizowania.
d)
iryzowania.
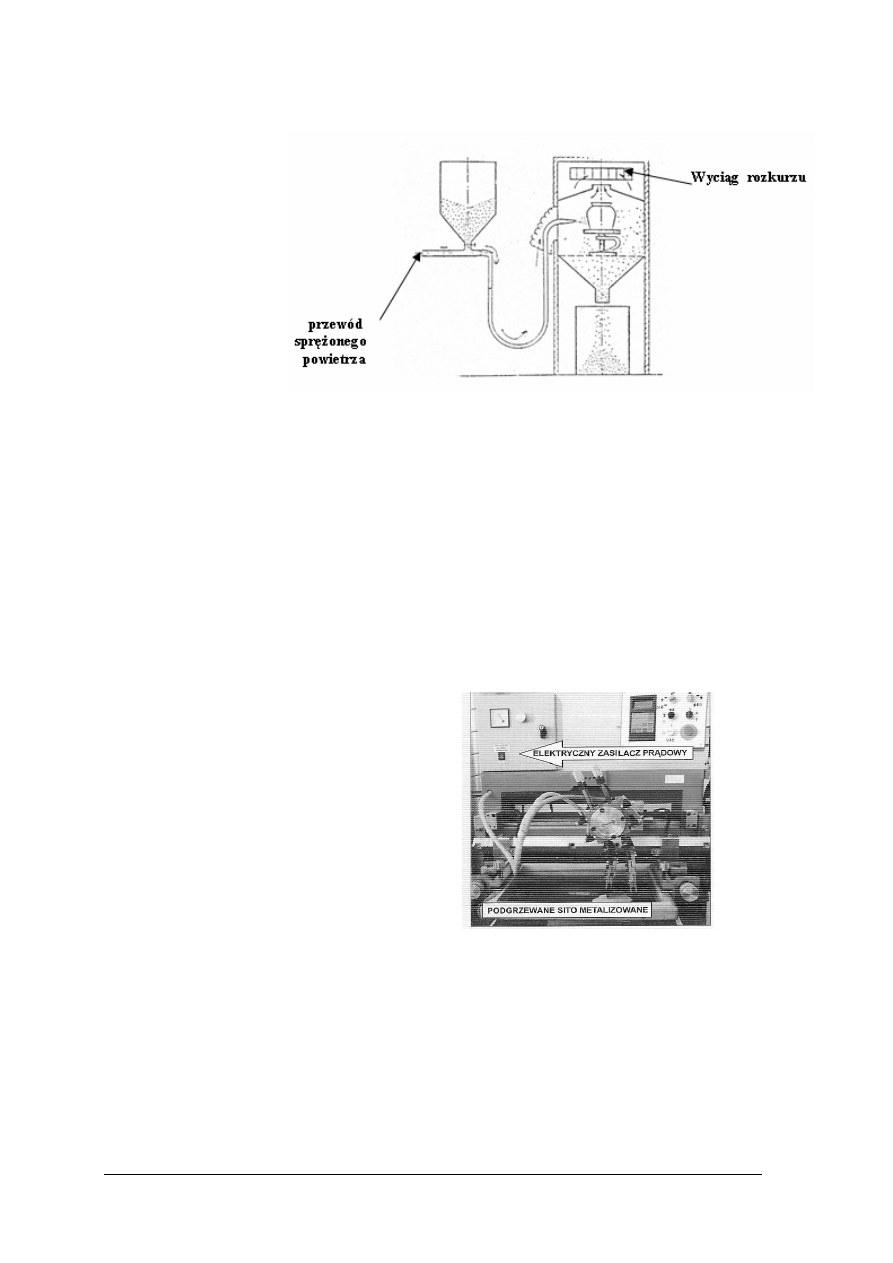
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
75
11.
Schemat przedstawia urządzenie do zdobienia szkła techniką
a)
iryzowania.
b)
matowania.
c)
trawienia.
d)
rytowania.
12.
Do polerowania mechanicznego po rzeźbieniu zastosujesz
a)
miedziane tarczki, pasty ścierne.
b)
tarcze korkowe, pumeks,
c)
tarcze korundowe, róż polerski,
d)
tarcze piaskowe, pumeks.
13.
Na rysunku przedstawiono urządzenie do
a)
grawerowania.
b)
piaskowania.
c)
rytowania.
d)
sitodruku.
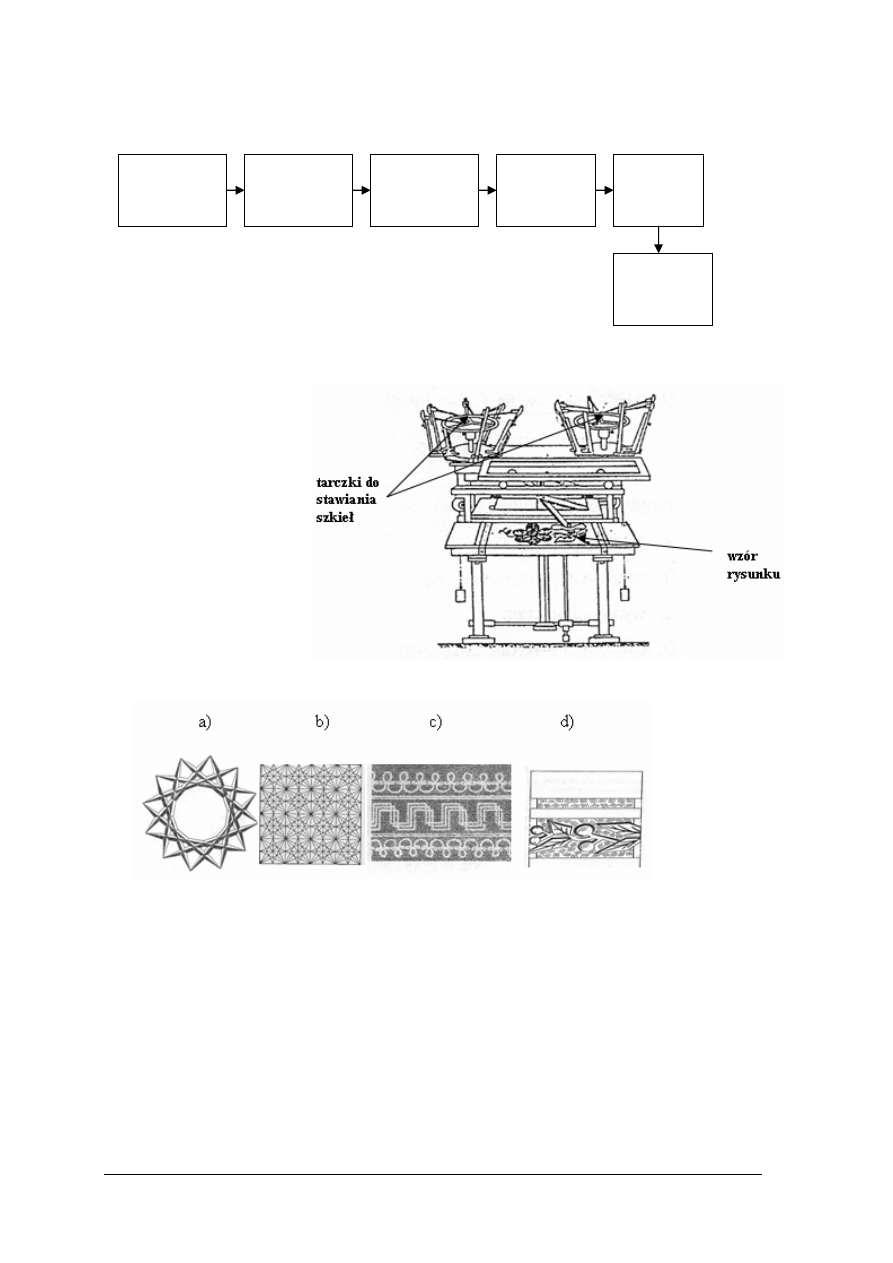
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
76
14.
Poniższy schemat blokowy przedstawia zdobienie szkieł techniką
a)
iryzowania.
b)
malowania.
c)
lazurowania.
d)
polerowania.
15.
Przedstawione na rysunku urządzenie, to
a)
giloszownica.
b)
rytownica.
c)
pantograf.
d)
szlifierka
16.
Dekorację wykonaną za pomocą giloszownicy przedstawia rysunek
17.
Farby termoplastyczne wykorzystuje się przy operacji malowania powierzchni szkła
techniką
a)
sitodruku bezpośredniego.
b)
ręczną malarską.
c)
sitodruku pośredniego.
d)
natryskową.
Sporządzenie
pasty
Nanoszenie
na szkło
Suszenie pa-
sty
Wypalanie
Studzenie
wyrobów
Zmywanie
pasty
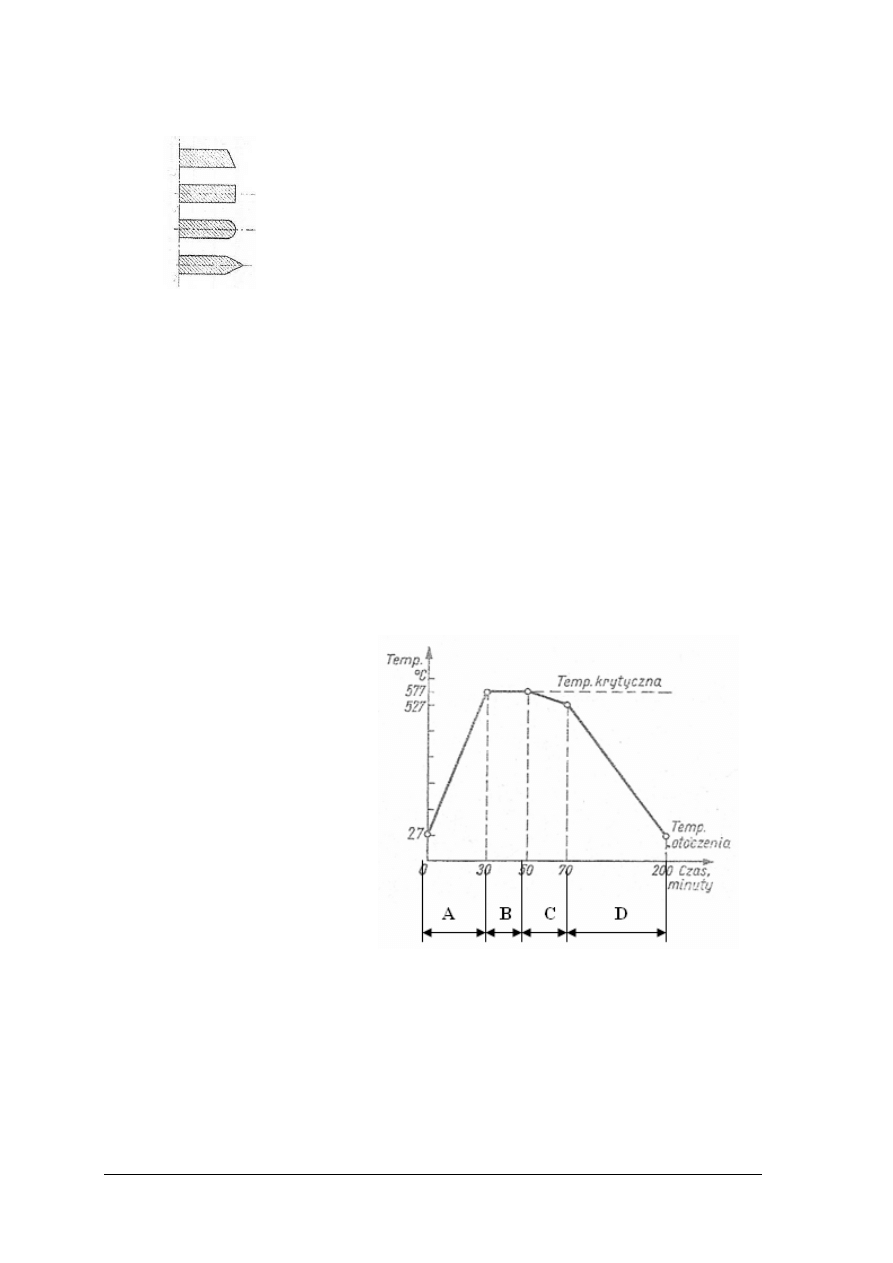
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
77
18.
Profil klinowy tarczy rzeźbiarskiej oznaczono literą
a)
b)
c)
d)
19.
Operacja technologiczna polegająca na ścieraniu powierzchniowej warstwy szkła w celu
nadania połysku to
a)
polerowanie.
b)
lazurowanie.
c)
matowanie.
d)
iryzowanie.
20.
Ogólna zasada doboru twardości tarcz do rzeźbienia szkła, brzmi
a)
im twardsze jest szkło rzeźbione, tym mniejsza powinna być twardość ściernicy.
b)
rzeźbione szkło i ściernica tarczowa powinny być jednakowo miękkie.
c)
im twardsze jest szkło rzeźbione, tym bardziej twarda powinna być ściernica
tarczowa.
d)
rzeźbione szkło i ściernica tarczowa powinny mieć jednakową twardość.
21.
Wykres przedstawia krzywą temperatur wypalania wyrobów malowanych. Etap
wypalania oznaczono literą
a.
A
b.
B.
c.
C.
d.
D.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
78
22.
W puste bloki schematu przedstawiającego proces chemicznego zdobienia szkła należy
wpisać
a)
A – rysowanie wzorów, B – malowanie wzorów.
b)
A – wytrawianie wzorów, B – mycie i suszenie.
c)
A – rysowanie wzorów, B – wytrawianie wzorów.
d)
A – grawerowanie, B – mycie i suszenie.
23.
Proces technologiczny polegający na przypowierzchniowym, dyfuzyjnym barwieniu
powierzchni wyrobów szklanych, to
a)
lazurowanie.
b)
matowanie.
c)
iryzowanie.
d)
malowanie.
24.
Rysunek przedstawia dekorację
a)
geometryczną.
b)
plastyczną.
c)
rysunkową.
d)
graniastą.
25.
Farby, które pod wpływem temperatury (60–100
o
C) przyjmują konsystencję półpłynną
nadającą się do malowania to
a)
farby termoplastyczne.
b)
listry.
c)
farby wodne.
d)
lakiery.
Wstępne
mycie
Ogrzewanie
wyrobów
Pokrywanie
warstwą
ochronną
Suszenie war-
stwy
A
Sprawdzanie
poprawności
wykonania
B
Opłukanie
z kwasów
Usuwanie
warstwy
ochronnej
Końcowe my-
cie i suszenie
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
79
KARTA ODPOWIEDZI
Imię i nazwisko........................................................................................................................
Zdobienie wyrobów szklarskich
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
21
a
b
c
d
22
a
b
c
d
23
a
b
c
d
24
a
b
c
d
25
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
80
6.
LITERATURA
1.
Dobrzyński S., śołędziowski W.: Materiałoznawstwo szklarskie i ceramiczne.WSiP,
Warszawa 1978
2.
Faustyn R.: Maszyny i urządzenia w przemyśle szklarskim. WSiP, Warszawa 1980
3.
Gwiazdecki M.: Rysunek zawodowy w przemyśle szklarskim. WSiP, Warszawa 1978
4.
Mejer L., Próżniak B., Werstler J.: Urządzenia mechaniczne w przemyśle szklarskim.
Arkady, Warszawa 1966
5.
Nowotny W.: Technologia. Zdobienia szkła. WSiP, Warszawa 1985
6.
Nowotny W.: Technologia szkła cz.2.WSiP, Warszawa 1986
7.
Nowotny W.: Technologia szkła cz.1.WSiP, Warszawa 1975
8.
Płoński I.(red.):Technologia szkła.Wydawnictwo Arkady, Warszawa 1972
9.
Wodniak K.: Materiały ścierne, wytwarzanie, właściwości. WNT, Warszawa 1982
10.
Wójcicki J.(red.):Technologia szkła 2. Wydawnictwo Arkady, Warszawa1987
11.
www.swiat-szkla.pl
12.
Ziemba B.(red.): technologia szkła 1. Wydawnictwo Arkady, Warszawa1987
Wyszukiwarka
Podobne podstrony:
operator urzadzen przemyslu szklarskiego 813[02] z2 06 u
operator urzadzen przemyslu szklarskiego 813[02] z2 06 n
operator urzadzen przemyslu szklarskiego 813[02] z2 06 n
operator urzadzen przemyslu szklarskiego 813[02] z2 07 n
operator urzadzen przemyslu szklarskiego 813[02] z2 03 u
operator urzadzen przemyslu szklarskiego 813[02] z2 05 n
operator urzadzen przemyslu szklarskiego 813[02] z2 05 u
operator urzadzen przemyslu szklarskiego 813[02] z2 01 n
operator urzadzen przemyslu szklarskiego 813[02] z2 07 u
operator urzadzen przemyslu szklarskiego 813[02] z2 02 n
operator urzadzen przemyslu szklarskiego 813[02] z2 02 u
operator urzadzen przemyslu szklarskiego 813[02] z2 01 u
operator urzadzen przemyslu szklarskiego 813[02] z2 04 n
operator urzadzen przemyslu szklarskiego 813[02] z2 04 u
operator urzadzen przemyslu szklarskiego 813[02] z2 03 n
operator urzadzen przemyslu szklarskiego 813[02] z2 07 n
operator urzadzen przemyslu szklarskiego 813[02] z2 03 u
operator urzadzen przemyslu szklarskiego 813[02] z2 05 n
operator urzadzen przemyslu szklarskiego 813[02] z2 05 u
więcej podobnych podstron