Politechnika Krakowska im. Tadeusza Kościuszki Wydział Inżynierii Lądowej
Instytut Materiałów i Konstrukcji Budowlanych
Katedra Niezawodności i Podstaw Konstrukcji Metalowych
LABORATORIUM NR 2
Grzegorz Cieślikowski
III rok KBI
Gr. 2
Oznaczenie elektrody ER 250 wg PN-88/M-69433 :
E 515 RR 24
E 515 - klasa elektrody
- liczba charakteryzująca wytrzymałość stopiwa na rozciąganie
- 510 ÷ 650 Mpa
- liczba charakteryzująca udarność - uzyskana udarność spoiny KCV powinna wynosić min. 35 J/cm2 przy temperaturze -40°C
RR - otulina rutylowa , elektroda grubootulona
- pozycje spawania - wszystkie z wyjątkiem pionowej z góry na dół
- przydatność elektrody do spawania prądem stałym lub przemiennym
prąd stały + lub - ; prąd przemienny , napięcie stanu jałowego powyżej 70 V
Wymiary i wskaźniki technologiczne :
średnica [mm]
2,5
3,25
4
5
6
długość [mm]
350
450
450
450
450
masa 100 szt.
elektrod (ok.) [kg]
2,1
4,7
6,8
11
15,5
natężenie prądu
(średnie) [A]
85
120
170
230
280
uzysk z elektrody [%]
ok. 96
współczynnik topienia [g/Ah]
ok. 9,2
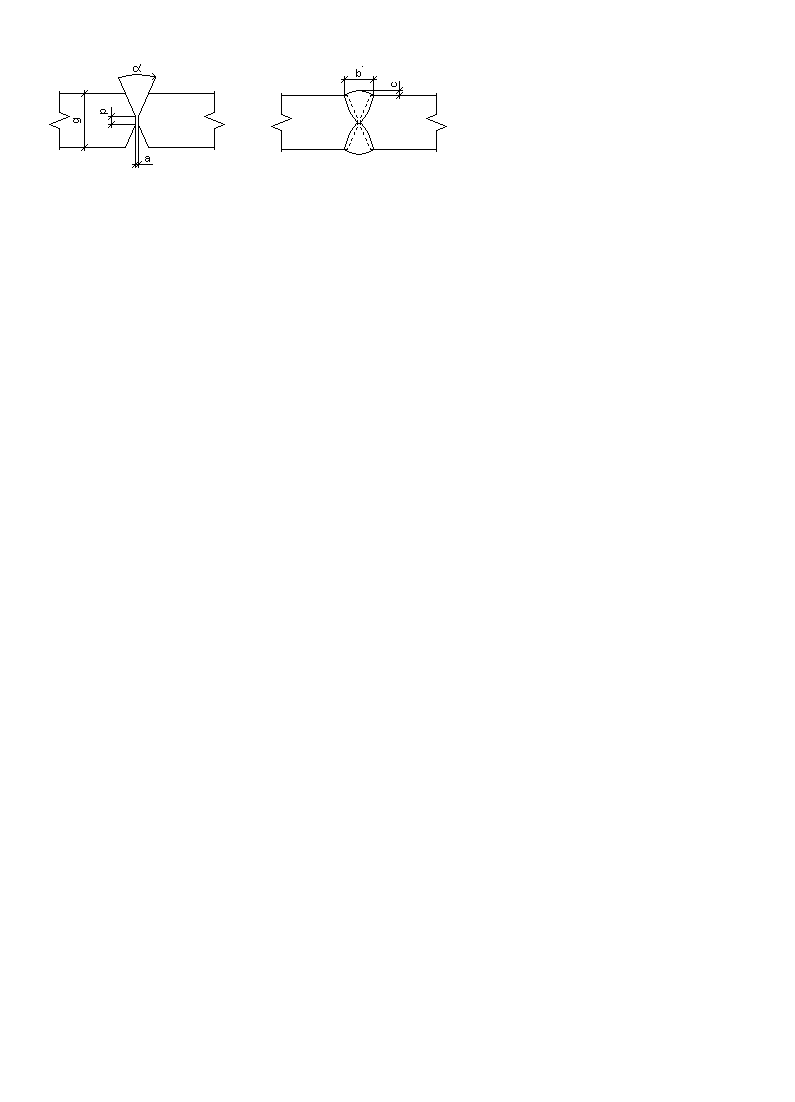
Obliczenie zużycia elektrody na 1 mb spoiny przy spawaniu blach o grubości 28 mm przygotowanych do spawania za pomocą ukosowania typu X .
gdzie :
G - ciężar elektrod otulonych potrzebnych do wykonania 1 mb spoiny
F - przekrój spoiny w mm2
P - współczynnik poprawkowy uwzględniający pozycję spawania
Uc - uzysk - stosunek stopiwa danej elektrody do całkowitego ciężaru elektrody
Dla pozycji podolnej p=1,0
Dla pozycji naściennej i pionowej z dołu do góry p=1,5
Dla pozycji pułapowej p=1,3
Wyszukiwarka
Podobne podstrony:
I9M1S1 Nawrot Gudanowicz lab2
IWP JP2 Lab2 Struktury
Lab2 OZE id 259328 Nieznany
lrm sprawozdanie kck lab2
LAB 4 Lab2 WprowadzenieMATLAB 2 Nieznany
lab2(v2), Semestr III, Technologie wytwarzania
termo lab2 szczotka
Grudziński Krawiec lab2# 10 2012
Badanie wyplywu cieczy ze zbior sprawozdanie z lab2 id 631079 (2)
lab2 3 3
MES lab2
program lab2 1JP3
lab2 7 id 259265 Nieznany
Instrukcja IEF Algorytmy i struktury danych lab2
lab2 (2)
lab2 pd
lab2
PO lab2, Poptymalizacja
bd lab2 id 81995 Nieznany (2)
więcej podobnych podstron