45 Naprężenia i odkształcenia spawalnicze (S3)
46 Zależność pomiędzy naprężeniami i odkształceniami, zachowanie się konstrukcji w różnych temperaturach (S4)
47 Naprężenia szczątkowe (S10)
48 Naprężenia nominalne w złączu doczołowym (S11)
49 Geometria spoiny i wpływ na naprężenia i odkształcenia (S15)
50 Omówić pękanie gorące (S16)
51 Wpływ karbu na konstrukcje spawane obciążone dynamicznie, projektowanie i rodzaje (S18)
52 Omów mechanizm odporności na pełzanie i rodzaje badań wytrzymałości na pełzanie, mechanizm pełzania (S18)
53 Zużycie ścierne, metody badań (S21)
54 Rodzaje naprężeń i odkształceń w złączach z aluminium (S22)
55 Odkształcenia własne i naprężenia - jak się eliminuje (S23)
56 Różnoosiowy stan naprężeń (S31)
57 Korozja chemiczna i elektrochemiczna (S32)
58 Mechanika pękania przy obciążeniu dynamicznym (S34)
59 Zastosowanie profili walcowanych, zalety stosowania w konstrukcjach spawanych (S36)
60 Projektowanie konstrukcji obciążonych zmęczeniowo (S38)
61 Technologia naprawy konstrukcji (Metody naprawy złączy spawanych) (S43)
62 Problemy przy naprawianiu złączy (S43)
63 Metody oznaczenia spoin na rys. (S46)
64 Rodzaje rowków spawalniczych (S46)
65 Omówić rodzaje złączy spawanych w prętach zbrojeniowych. (S48)
66 Projektowanie konstrukcji obciążonych dynamicznie (S49)
67 Konstrukcje spawane, rurociągi i zbiorniki (S50)
68 Projektowanie konstrukcji spawanych, zasady projektowania (S51)
69 Montaż, zasady stosowania i spoiny sczepne (S56)
70 Pomiar parametrów spawania (S58)
71 CTP, CTPs, CTPc porównaj je ze sobą (różnice) (S59)
72 Obróbka cieplna procesów spawalniczych (S62)
73 Obszary strukturalne w SWC w złączu spawanym ze stali węglowej (S64)
74 Scharakteryzować złącza spawane (S66)
75 Gazy osłonowe i wpływ na łuk spawalniczy w metodach MIG/MAG (charakterystyka) (S72)
76 Spawalność materiału stali Ce i Schefflera (S74)
77 Rodzaje płomieni gazowych, zastosowanie (S78)
78 Spawalność stali niskostopowych do pracy w niskich temperaturach (S80)
79 Procesy spawalnicze (wymień) (S81)
80 Spawanie met. TIG - wady, zalety, rozkład ciepła (S84)
81 Klasyfikacja procesów spawalniczych wg IIW oraz polskich norm (S88)
82 Omówić spawanie MIG/MAG drutami litymi i proszkowymi, rodzaje wypełnienia proszkowego, zastosowanie, wady, zalety (S89)
83 Metody TIG, MIG/MAG - drut lity i proszkowy (S91)
84 Metoda MMA, dobór parametrów (S93)
85 Spawanie łukiem krytym, cele zastosowania tej metody (spawanie pod topnikiem) (S95)
86 Omówić spawanie elektrodą otuloną, rodzaje otulin, dobór biegunowości, dobór natężenia (około 40A/ mm średnicy elektrody) (S98)
87 Spawanie niklu (S100)
88 Spawanie tytanu (S101)
89 Spawanie elektronowe (S109)
90 Spawanie prętów zbrojeniowych (S110)
91 Łączenie miedzi i jej stopów (S112)
92 Łączenie materiałów różnoimiennych (S113)
93 Omów metody łączenia ceramiki i kompozytów (S114)
94 Sposoby lutowania i zastosowanie (S116)
95 Klejenie metali (S117)
96 Zgrzewanie oporowe, omówić proces oraz jakie są rodzaje zgrzewania oporowego (S119)
97 Zgrzewanie tarciowe, omów zasady i zakres stosowania (S121)
98 Metody natryskiwania i napawania (S122)
99 Platerowanie (S123)
100 Omówić met. cięcia: mechaniczne, łukowego, płomieniowego, laserowego, plazmowego, elektronowego i wodą (S126)
(45)
Naprężenia i odkształcenia spawalnicze
Siły zewnętrzne (siły czynne) - to obciążenia
Rodzaje obciążeń: rozciąganie lub ściskanie, zginanie i skręcanie
Siły wewnętrzne - to napięcia
Napięcie - siła z jaką oddziaływają jedne cząstki, położone wewnątrz ciała, na drugie cząstki
Stan napięcia - stan sił międzycząsteczkowych wywołany działaniem obciążenia
Naprężenie - iloraz wypadkowej siły międzycząsteczkowej dP przez pole przekroju dF
Naprężenia własne (pozostające) - naprężenia powstające w materiale w wyniku jego obróbki mechanicznej lub cieplnej i pozostające w nim po zakończeniu procesu technologicznego.
Naprężenia spawalnicze należą do grupy naprężeń własnych cieplnych (termicznych)
Czynniki wpływające na stan naprężeń i odkształceń spawalniczych
Temperatura - wraz ze wzrostem:
- maleje granica plastyczności
- spada wartość modułu sprężystości podłużnej, co oznacza podatność na odkształcenia oraz zanik własności sprężystych materiału;
- rośnie współczynnik rozszerzalności cieplnej
Przemiany strukturalne
W czasie nagrzewania w temperaturze ok. 700oC następuje przemiana fazy żelaza α w fazę żelaza γ, która związana jest ze zmianą objętości.
W przypadku spoiny, która jest nagrzewana i chłodzona nierównomiernie, następuje silne oddziaływanie naprężeniowe pomiędzy jej różnymi obszarami
Cykl cieplny spawania
- przemieszczanie się źródła ciepła podczas spawania powoduje gwałtowny wzrost temperatury przed jego frontem i następnie obniżenie temperatury za strefą jeziorka spawalniczego
- nierównomierne nagrzewanie obszarów wokół spoiny, powoduje reakcje siłowe w objętościach przyspoinowych.
- duży wpływ na powstawanie naprężeń wywierają czynniki technologiczne (np. spawanie wielowarstwowe)
Odkształcenia spawanych elementów są wypadkową skróceń i wygięć
Skrócenie → zmniejszenie wymiarów liniowych elementu
Wygięcie → zmiany kształtu elementu
Rodzaje odkształceń:
Skrócenie wzdłużne
Skrócenie poprzeczne
Wygięcie kątowe
Wygięcie wzdłużne
wybrzuszenia
Przyczyny odkształceń
Skurcz wzdłużny → w kierunku długości spoiny → powoduje skrócenia
Skurcz poprzeczny → w kierunku szerokości spoiny → nierównomierny, zmieniający się w czasie spawania rozkład temp. na szerokości i długości łączonych blach, powodujący niejednakowy skurcz spoiny i SWC → powoduje wygięcia
Skurcz w kierunku grubości → nie wywiera istotnego wpływu na odkształcenia (pomijalny)
Wygięcie kątowe spoin pachwinowych zależy od grubości spoiny i grubości pasa
Wpływ naprężeń własnych na własności eksploatacyjne konstrukcji
Odkształcenia przy obróbce skrawaniem - spawane elementy konstrukcyjne należy tak projektować, aby połączenia spawane nie występowały na powierzchniach obrabianych
Kruche pękanie - w elementach bez naprężeń własnych kruche pęknięcia są wywoływane przy naprężeniach od obciążeń wyższych od granicy plastyczności materiału
Wyboczenie elementów ściskanych - naprężenia własne ściskające dodają się z naprężeniami ściskającymi od obciążeń. Następuje zmniejszenie sztywności przekroju
Wytrzymałość zmęczeniowa - przez wprowadzenie w miejscach karbów, naprężeń własnych ściskających, można znacznie zwiększyć wytrzymałość zmęczeniową
Korozja naprężeniowa - ze wzrostem poziomu naprężeń rośnie skłonność do pękania
Usuwanie naprężeń własnych
Wyżarzanie odprężające
Miejscowe nagrzewanie złącza na całym przekroju do temp. wyżarzania odprężającego - stosowane w budowie rurociągów
Odprężanie mechaniczne - stosowane dla stali o odpowiedniej ciągliwości. Polega na wywołaniu stanu naprężeń o wartości Re materiału podstawowego. Odmianą odprężania mechanicznego jest stabilizacja wibracyjna, która polega na wprowadzaniu konstrukcji w drgania rezonansowe co wywołuje procesy mikrorelaksacji
(46)
Zależność pomiędzy naprężeniami i odkształceniami, zachowanie się konstrukcji w różnych temperaturach
Naprężenie jest miarą stanu napięcia w danym punkcie ciała i jest to iloraz siły przez pole przekroju σ = F/S. Naprężenia własne powstają podczas procesu spawania tj. nagrzewania i chłodzenia metalu
Wzrost temperatury ma wpływ na wartość granicy plastyczności (maleje) oraz spadek wartości modułu sprężystości. Zwiększa się natomiast współczynnik rozszerzalności cieplnej. Przemieszczanie się źródła ciepła podczas spawania powoduje gwałtowny wzrost temp. Przed jego frontem i następnie obniżenie temp. za strefą jeziorka spawalniczego. Podczas nagrzewania materiał rozszerza się i w miejscu spoiny mamy naprężenia najpierw rozciągające, a podczas chłodzenia materiał kurczy się i mamy naprężenia ściskające. Dodatkowo mamy do czynienia ze skurczem poprzecznym i wzdłużnym w materiale oraz odkształceniami kątowymi. Dlatego istotną rolę i wpływ na odkształcenia spawalnicze ma technologia spawania (kolejność układania ściegów, przeciw odkształcenia wstępne), ukosowanie materiałów łączonych, sposób układania ściegów, ilość warstw, gatunek materiału, kształt i grubość materiału, obróbka cieplna przed i po spawaniu.
Na naprężenia maja wpływ również różnego rodzaju karby ( rowki, otwory, gwinty, wielkość i kształt spoiny, podcięcia czy odsadzenia). W miejscach zmiany kształtu lub wymiarów następuje spiętrzenie naprężeń. Aby pozbyć się naprężeń lub je w istotny sposób zmniejszyć stosujemy np. miejscowe nagrzewanie (wyżarzanie odprężające)
--------------
Definicja naprężeń
Siły zew (siły czynne)= obciążenia
Siły wew.= napięcia
Napięcie- siła, z jaką oddziaływają jedne cząstki, położone wew. ciała, na drugie cząstki
Stan sił międzycząsteczkowych wywołany działaniem obciążenia nazywamy: STANEM NAPIĘCIA
Jeżeli na nieskończenie małym polu przekroju dF wypadkowa sił międzycząsteczkowych wynosi dP przez pole dF nazywamy naprężeniem (σ)
Naprężenie jest miarą stanu napięcia w danym punkcie ciała.
Klasyfikacja obciążeń
Wyróżnia się 3 zasadnicze proste rodzaje obciążeń: rozciąganie lub ściskanie, zginanie, skręcanie. W praktyce różne obciążenia proste występują równocześnie. Są to przypadki wytrzymałości złożonej.
Powstawanie naprężeń własnych:
Proces spawania: nagrzewanie (wydłużenie) i chłodzenie (skrócenie)
Ograniczenie swobody odkształceń powoduje powstawanie naprężeń
Σ=E*α*Δt
E- moduł sprężystości
α- współczynnik rozszerzalności cieplnej liniowej
Δt- różnica temp między nagrzaną i nie nagrzaną strefą metalu
Wielkości E i α ulegają dużym zmianom w zakresie temp występującej w procesie spawania.
Dużym zmianom ulegają również granica plastyczności metalu.
GRANICA PLASTYCZNOŚCI MALEJE ZE WZROSTEM TEMP
Wraz ze wzrostem temp spada wartość modułu sprężystości podłużnej co oznacza podatność na odkształcenia oraz zanik własności sprężystych materiałów
Współczynnik rozszerzalności cieplnej rośnie ze wzrostem temp
Wpływ przemian strukturalnych- w czasie nagrzewania w temp ok. 7000C następuje przemiana fazy Feα w fazę Feγ która związana jest ze zmianą objętości.
W przypadku spoiny, która jest nagrzewana i chłodzona nierównomiernie, następuje silne oddziaływanie naprężeniowe pomiędzy jej różnymi obszarami.
Cykl cieplny spawania:
Przemieszczanie się źródła ciepła podczas spawania powoduje gwałtowny wzrost temp przed jego frontem następnie obniżenie temp za strefą jeziorka spawalniczego
Nierównomierne nagrzewanie obszarów wokół spoiny, powoduje reakcje siłowe w objętościach przyspoinowych
Duży wpływ na powstawanie naprężeń wywierają czynniki technologiczne (np. spawanie wielowarstwowe)
Biorąc pod uwagę przyczyny powstawania naprężeń rozróżnia się:
Naprężenia cieplne, spowodowane tylko gradientem temperatury w materiale izotropowym tzn. gdy występuje w nim lokalne pole temp. o nierównomiernym rozkładzie.
Naprężenia reakcyjne, wywołane mechanicznymi reakcjami zewnętrznymi hamującymi odkształcenia cieplne- gdy na ciało działają więzy zdolne do wytworzenia samo równoważącego się układu reakcji na odkształcenia cielne niezależnie od rodzaju pola temp
Naprężenia strukturalne spowodowane zmianą mikrostruktury materiału w wyniku cyklu cieplnego np. hartownicze związane z przemianą martenzytyczną w stali
Naprężenia powodowane różną rozszerzalnością materiałów, wywołane różnicą współczynników rozszerzalności cieplnej spajanych materiałów np. ceramiki i metalu. w tym przypadku nie musi występować gradient temp. ani więzy zew. Hamujące odkształcenia.
W praktyce spawalniczej dominują dwie pierwsze przyczyny. Podczas spawania wysoka temp występuję w ograniczonej przestrzennie masie metalu, więc zachodzi hamowanie odkształceń cieplnych przez chłodne partie materiału, czyli warunki powstania naprężeń i odkształceń spawalniczych są spełnione. Jeżeli pole temp nie spowodowałoby wystąpienia odkształceń plastycznych w materiale to efektem byłyby naprężenia zanikające po obniżeniu temp do poziomu wyjściowego. Zachodziłyby więc tylko procesy termosprężyste a nie termoplastyczne niezbędne do wystąpienia trwałych odkształceń i naprężeń.
Naprężeniu własnemu σ towarzyszy składowa sprężysta odkształcenia εs. obie te wielkości są powiązane prawem Hooke'a (dla jednoosiowego stanu naprężeń σ=ε*E
Klasyfikacja naprężeń względem osi spoiny:
Wzdłużne (σx) względem osi spoiny
Poprzeczne (σy) do osi spoiny
Prostopadłe (σz) do powierzchni łączonych elementów (blach)
Mechanizm powstania naprężeń i odkształceń cieplnych
Można przedstawić na przykładzie pręta o ograniczonej możliwości odkształcania się. Jeśli pręt o długości l jest zamocowany jednostronnie i ma możliwość swobodnego wydłużania się to po podgrzaniu go równomiernie w całej jego masie od temp To do końcowej Tk osiągnie on przyrost długości
ΔL= L*α*(Tk-To)
Po ostygnięciu pręt powróci do długości początkowej jaką miał w temp To. jeśli przyrost temp nie był na tyle wysoki aby spowodować wygięcie pręta pod wpływem jego masy, w pręcie nie wystąpią naprężenia własne ani trwałe odkształcenia.
Jeśli jeden koniec pręta jest sztywno zamocowany a drugi opiera się swobodnie o niepodatną ściankę, pręt nie mogąc się wydłużyć po podgrzaniu dozna spęczenia, czyli zwiększy się jego średnica. W pręcie pojawią się także naprężenia ściskające. Gry temp końcowa podgrzania Tk będzie na tyle niska, że w pręcie wystąpią tylko odkształcenia sprężyste i odpowiadające im naprężenia cieplne σ=E*εs, to po powrocie do temp początkowej w pręcie nie będzie żadnych naprężeń własnych ani trwałych odkształceń.
Przekroczenie podczas nagrzewania pręta temp Te wywołującej w nim odkształcenia plastyczne odpowiadające granicy plastyczności Re spowoduje jego trwałe skrócenie o wartość ΔLpl które nie zniknie w trakcie stygnięcia.
Przy podgrzaniu pręta do temp wyższej niż Te w pręcie będą istnieć cieplne reakcyjne naprężenia ściskające o wartości granicy plastyczności materiału pręta w danej temp. podczas stygnięcia pręta wartość naprężenia ściskającego będzie maleć, a w momencie powstania przerwy między czołem pręta i ścianką całkowicie zaniknie.
Pręt zamocowany obustronnie oba końcami niepodatnie w ściankach bez możliwości odkształcania się wzdłuż jego osi. Przy podgrzewaniu go do temp niższej od temp Te stan naprężeń i odkształceń będzie odpowiadać stanowi z rysunku b. po ochłodzeniu pręta nie będzie w nim żadnych naprężeń i odkształceń.
Podgrzanie pręta powyżej temp Te spowoduje jego plastyczne spęczenie i wystąpienie naprężeń ściskających równych granicy plastyczności w danej temp. po ochłodzeniu pręta do temp początkowej To jego wymiary nie zmienią się ponieważ obustronne zamocowanie zahamowało odkształcenia. W pręcie wystąpią i pozostaną osiowe reakcyjne naprężenia własne rozciągające o wartości równej granicy plastyczności materiału w danej temp.
Usuniecie więzów hamujących odkształcenia np. przecięcie pręta spowodowałoby całkowite usunięcie naprężeń rozciągających i skrócenie o jednostkowa wartość ε=σ/E
Rozkłady spawalniczych naprężeń własnych
W zależności od występowania jednej lub kilka składowych wyróżnia się: jednoosiowy, dwuosiowy (płaski), i trójosiowy (przestrzenny) stan naprężeń.
Jednoosiowy stan naprężeń występuje w prętach i jest wywołany zahamowaniem odkształcenia się pręta przez sztywne elementy do których jest przyspawany.
Płaski stan- o składowej wzdłużnej σx i porzecznej σy występuje w większości konstrukcji spawanych. Można przyjąć jako regułę, że występuję on w spawanych elementach powłokowych płaskich lub ukształtowanych o grubości kilkunastu milimetrów. W elementach o większej grubości powstaje dodatkowo (i nabiera istotnego znaczenia) składowa prostopadła do powierzchni. Warunkiem powstania płaskiego stanu naprężenia jest lokalne nagrzewanie elementów, występujące prawie zawsze podczas spawania.
Obniżone naprężenia
Spawane materiały, które w wyniku nagrzewania tracą swoje wysokie własności mechaniczne uzyskane przez zgniot, po spawaniu mają obniżone naprężenia w strefie zmiękczonej, nie przekraczające Re w stanie zmiękczonym. Przemiany strukturalne w stalach np. przemiana martenzytyczna, mogą również zmienić charakter rozkładu i wartość naprężeń własnych
Rozkład naprężeń σy na długości złącza zależy od wielu czynników tj. pr. spawania, kolejność i kierunek układania poszczególnych odcinków spoiny itp. Cienkie blachy zespawane zestawione swobodnie bez sczepiania naprężenie to ma niewielką wartość, najwyższą ma na końcach i może być rozciągające lub ściskające. Przy spawaniu krótkich i wąskich blach z dużą prędkością w procesie stygnięcia zachodzi znaczny skurcz poprzeczny aż do zetknięcia się blach 5.3.3/4a
Jeśli spawa się z mała prędkością to końcowy odcinek spoiny doznaje naprężeń rozciągających które mogą osiągnąć Re.
Składowa σy ma większy i bardziej niekorzystny wpływ na wytrzymałość eksploatacyjną złączy spawanych niż składowa σx, mimo że zwykle jest od niej mniejsza co do wartości. pęknięcia zmęczeniowe i kruche przebiegają najczęściej wzdłuż osi spoiny.
Trójosiowy stan naprężeń (płaski stan odkształcenia) występuje w złączach z grubych blach gdyż pojawia się σz, jest ona spowodowana gradientem temp na grubości blachy. Jest zawsze rozciągająca, a jej wartość maks. Występuje w środku grubości spoiny jest znacznie mniejsza od składowej σx. Dużą zmienność na grubości spawanego materiału wykazuje składowa σy zarówno co do znaku jak i wartości i ma to duże znaczenie praktyczne. W grani naprężenia są rozciągające a ich wartość jest tym większa im grubość materiału i liczba warstw są większe. Jest to niebezpieczne gdyż może prowadzić do PZ lub kruchych w grani w której często zachodzi wyczerpanie plastyczności materiału i spiętrzenie naprężeń. Spawając blachy grube sztywno zamocowane uzyskuje się rozkład wewnętrzny niezrównoważony. Po usunięciu zamocować rozkład naprężeń zmieni się (zmianie towarzyszy odkształcenie kątowe w zakresie sprężystym) i osiągnie stan równowagi.
Odkształcenia spawalnicze
Odkształceniami spawalniczymi określa się trwałe zmiany wymiarów i kształtów elementów konstrukcji, które wystąpiły w skutek cyklu cieplnego spawania. Przyczyny takie same, które powodują powstanie naprężeń. O wartości decyduje składowa plastyczna odkształcenia.
Przyczyny:
Skurcz wzdłużny- w kierunku długości spoiny- powoduje skrócenia
Skurcz poprzeczny- w kierunku szerokości spoiny- powoduje wygięcia
Skurcz w kierunku grubości- nie wywiera istotnego wpływu na odkształcenia (pomijalny)
Skrócenie- zmniejszenie wymiarów liniowych
Wygięcie- zmiany kształtu elementu
Odkształcenia- spawanych elementów są wypadkową skróceń i wygięć
(47)
Naprężenia szczątkowe
Naprężenie szczątkowe - Naprężenia własne - Naprężenia Spawalnicze - Naprężenia
pozostające.
Naprężenia spawalnicze należą do grupy naprężeń pozostających w wyrobie po
zakończeniu spawalniczych procesów cieplnych.
Naprężenia własne w połączeniach spawanych są spowodowane miejscowym
nagrzewaniem do wysokiej temperatury stosunkowo wąskiego obszaru, w którym spawany
metal rozszerza się w czasie nagrzewania, a następnie kurczy podczas chłodzenia.
Podczas spawania zachodzą:
nierównomierne oraz szybkie nagrzewanie i chłodzenie,
zmiany właściwości cieplno-mechanicznych (E, Re, α) podczas nagrzewania i chłodzenia,
przemiany fazowe związane ze zmianą objętości.
Oddziaływanie jednocześnie tych czynników powoduje oddziaływania mechaniczne w
sąsiedztwie poszczególnych obszarów poddanych procesowi nagrzewania i chłodzenia.
Nagrzewane do różnych temperatur maksymalnych obszary spoiny, SWC i
przylegającego materiału podstawowego rozszerzają się, a reszta nie nagrzanego materiału
podstawowego stanowi utwierdzenie ograniczające to rozszerzanie. W wyniku obniżania się
granicy plastyczności nagrzanych obszarów ze wzrostem temperatury, następuje ich plastyczne spęczenie, co po ostygnięciu złącza daje naprężenia rozciągające w obszarze spoiny, przechodzące w naprężenia ściskające w materiale podstawowym.
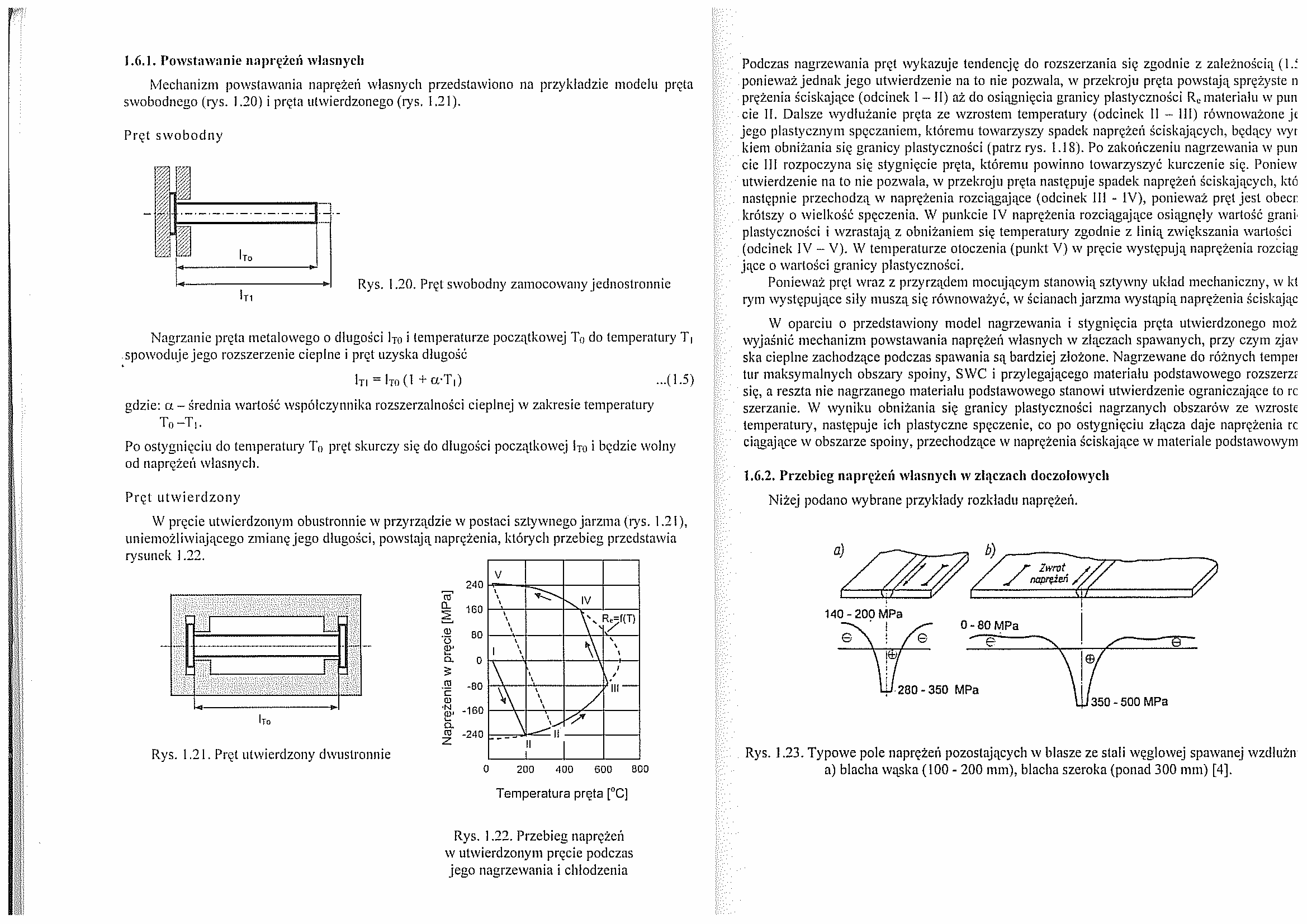
Przykład przebiegu naprężeń własnych w złączach doczołowych:
Naprężenia pozostające w blasze ze stali węglowej:
a) blacha wąska (100-200mm),
b) blacha szeroka (ponad 300mm).
PRZYKŁAD: Mechanizm tworzenia się naprężeń własnych przedstawia poniższy rysunek na
przykładzie modelu pręta utwierdzonego obustronnie bez możliwości zmiany jego długości.
Podczas nagrzewania pręt wykazuje tendencję do rozszerzania się, ponieważ utwierdzenie
pręta na to nie pozwala, w przekroju pręta powstają sprężyste naprężenia ściskające (odcinek III), aż do osiągnięcia granicy plastyczności Re w punkcie II. Dalsze wydłużanie pręta ze
wzrostem temperatury (odcinek II-III) powoduje jego plastyczne spęczanie, któremu
towarzyszy spadek naprężeń ściskających, będący wynikiem obniżania się granicy
plastyczności. Po zakończeniu nagrzewania w punkcie III rozpoczyna się stygnięcie pręta,
któremu powinno towarzyszyć kurczenie się. Ponieważ utwierdzenie na to nie pozwala, w
przekroju następuje spadek naprężeń ściskających, które następnie przechodzą w naprężenia
rozciągające (odcinek III-IV). W punkcie IV naprężenia rozciągające osiągają wartość granicy plastyczność i wzrastają z obniżeniem się temperatury (odcinek IV-V). W temperaturze otoczenia (punkt V) w pręcie występują naprężenia rozciągające o wartości granicy plastyczności.
Przedstawiony model nagrzewania i chłodzenia pręta obrazuje mechanizm powstawania
naprężeń własnych w złączach spawanych, przy czym zjawiska zachodzące podczas spawania są bardziej złożone.
Przebieg naprężeń w utwierdzonym pręcie podczas jego nagrzewania i chłodzenia:
Naprężenia własne wywołują następujące skutki:
odkształcenia, które powodują zmianę wymiarów konstrukcji,
zwiększają możliwość powstawania pęknięć kruchych,
są przyczyną pęknięć związanych z procesem spawania (pęknięcia zimne, gorące, lameralne)
zwiększają ryzyko wystąpienia korozji naprężeniowej.
Naprężenia szczątkowe mogą być zmniejszone poprzez dobranie odpowiednich materiałów, technologii spawania, geometrii złącza, kolejności spawania. Mogą być obniżone przez zastosowanie odpowiedniej obróbki termicznej, procesy mechaniczne (np. drgań).
(48)
Naprężenia nominalne w złączu doczołowym
Naprężenia własne w połączeniach spawanych są spowodowane miejscowym nagrzaniem do wysokiej temp. Stosunkowo wąskiego obszaru, w którym metal rozszerza się w czasie nagrzewania, a następnie kurczy się podczas chłodzenia. Proces spawania powoduję występowanie następujących zjawisk:
- nierównomierne oraz szybkie nagrzewanie i stygnięcie,
- zmiany właściwości cieplno-mechanicznych (α, Re, E) z temperaturą,
- przemiany strukturalne powodujące zmianę objętości.
--------------------
Naprężenia powstające w materiale w wyniku jego obróbki cieplnej a w szczególności
spowodowane procesem spawania są nazywane naprężeniami własnymi lub pozostającymi.
Naprężenie nominalne w złączu doczołowym są więc jego naprężeniami własnymi
powstałymi w wyniku oddziaływania ciepła spawania.
W jednorodnym i izotropowym ciele naprężenia wywołane działaniem ciepła powstają w
dwóch przypadkach:
· gdy w ciele występuje lokalne pole temperatury o nierównomiernym rozkładzie,
· gdy na ciało działają więzy zewnętrzne zdolne do wytworzenia samo równoważącego
się układu reakcji na odkształcenia cieplne, niezależnie od rodzaju pola temperatury.
Warunkiem wystąpienia trwałych odkształceń i naprężeń własnych jest przyrost
temperatury tak wysoki, aby odpowiadające mu odkształcenia cieplne λ były wyższe od
odkształceń εe, odpowiadających granicy plastyczności Re (λ > εe = Re/E).
Podczas spawania czy zgrzewania występuje wysoka temperatura na ograniczonym
przestrzenie obszarze, a więc zachodzi hamowanie odkształceń cieplnych przez chłodne
partie materiału, co prowadzi do powstania naprężeń własnych.
--------------------
(49)
Geometria spoiny i wpływ na naprężenia i odkształcenia
Generatorem niezgodności kształtu i geometrii spoiny są nieprawidłowe warunki technologiczne i technika spawania, niewłaściwe oprzyrządowanie i dopasowanie przyrządów przed spawaniem oraz nieprawidłowa technika spawalnicza, niska kultura techniczna pracy spawacza i niewystarczający nadzór.
Takie niezgodności spawalnicze jak nierówność lica lub grani, nawis lica, rozlew lica, próg lica, wklęśniecie lica lub grani zmieniają geometrie złącza, mogą stanowić poważne źródło zapoczątkowania pęknięć zmęczeniowych kruchych lub korozyjnych przy obciążeniach zmiennych, dynamicznych lub w środowisku agresywnym. Na skłonność do powstawania pęknięć ma również kształt spoiny bez niezgodności wyżej wymienionego typu. Jeżeli wysokość spoiny jest większa od jej szerokości to mamy kształt niekorzystny, powstają naprężenie powodujące pęknięcia krystalizacyjne. W złączach o złej geometrii występują karby powodując koncentracje naprężeń i możliwość wystąpienia pęknięć zimnych.
Złącze spawane posiada również naprężenia własne wywołujące następujące skutki:
Odkształcenie, zmiana wymiarów konstrukcji
Zwiększające możliwość powstawania pęknięć kruchych
Duży wpływ na odkształcenie złącz po spawaniu ma wcześniejsza profilaktyka i przeciw odkształcenia:
Wstępne przegięcie blach
Sposób układania ściegów i ich ilość(wielkość wygięcia kątowego)
Symetryczne mocowanie dwóch elementów zapewnia zrównoważenie odkształceń(parowanie)
Usztywnianie w okolicach złączy, uchwyty usztywniające
------------------------
Spawaniu towarzyszy krótkotrwałe miejscowe, a więc nierównomierne nagrzewanie do stosunkowo wysokich temperatur stosunkowo małych objętości metalu, wywołane ciekłym stopiwem i źródłem ciepła (łuk, płomień palnika). Nierównomierne nagrzewanie i skurcz odlewniczy spoiny przyczyniają się do powstania naprężeń oraz odkształceń w postaci zmian rozmiarów (kurczenie się) przedmiotu (konstrukcji), wichrowatości, wyboczeń, przegięć. W pewnych przypadkach naprężenia mogą prowadzić do rys i pęknięć w spoinie, jak i w materiale rodzimym, zwłaszcza o małej plastyczności.
(50)
Omówić pękanie gorące
Pęknięcia gorące mogą występować zarówno w metalu spoiny jak i w SWC. Podstawową przyczyną tworzenia się pęknięć gorących jest utrata w wysokich temperaturach zdolności do odkształceń metalu oraz spadek wytrzymałości technologicznej. Skłonność metalu do powstawania gorących pęknięć zależy od trzech czynników:
- składu chemicznego,
- temperatury,
- prędkości odkształcania.
Z uwagi na mechanizm powstawania, pęknięcia gorące dzieli się na: krystalizacyjne i likwacyjne.
Pęknięcia krystalizacyjne
Pęknięcia krystalizacyjne są spowodowane głownie obecnością siarki, która łącząc się z innymi pierwiastkami, np. z żelazem, tworzy eutektyki o temperaturze topnienia niższej od temperatury topnienia metalu. W krzepnącej spoinie zaczynają się wydzielać kryształy czystego metalu, które w miarę obniżania się temperatury narastają od powierzchni wtopienia w kierunku Środka spoiny. Znajdujące się w spoinie zanieczyszczenia o niższej temperaturze topliwości są wypychane w przestrzenie międzydendrytyczne i one krzepnę jako ostatnie. Począwszy od pewnej temperatury metal spoiny nabiera wytrzymałości mechanicznej, lecz nie posiada jeszcze ciągliwości na skutek obecności ciekłych błonek zanieczyszczeń między ziarnami. Gdy spoina zostanie poddana działaniu naprężeń rozciągających O1, będących wynikiem skurczu stygnącego metalu, przekraczających jej wytrzymałość, wystąpi pęknięcie gorące. Gdy w procesie krzepnięcia przyrost naprężeń jest mniejszy pęknięcie nie występuję.
Główną przyczynę powstawania pęknięć gorących jest siarka, która z żelazem tworzy siarczek żelaza FeS o temperaturze topliwości 1195oC. Siarczek ten nie rozpuszcza się w zakrzepłym żelazie, lecz wydziela się na granicach ziaren w postaci eutektyk typu FeS-Fe i podobnych o jeszcze niższych temperaturach topienia.
Pierwiastkiem przeciwdziałającym powstawaniu gorących pęknięć jest mangan (rys. 12). Wiąże on siarkę w siarczek manganu, który przechodzi częściowo do żużla a reszta pozostała w spoinie znajduje się w postaci dyspersyjnej, nie tworząc niskotopliwej eutektyki. Również zwiększona zawartość krzemu w spoinie wpływa na wzrost skłonność do gorących pęknięć.
Duży wpływ na skłonność do powstawania pęknięć krystalizacyjnych posiada kształt spoiny i spos6b jej krystalizacji. Wraz ze wzrostem stosunku wysokości spoiny ,,h" do jej szerokości ,,b” zwiększa się skłonność do pęknięć. Ze wzrostem prędkości spawania ciekle jeziorko wydłuża się przyjmując kształt łzy. W przypadku takiego kształtu jeziorka kierunek maksymalnego gradientu temperatury na powierzchni rozdziału ciecz-metal skrzepnięty nie zmienia się prawie od jej naroża do środka a kryształy dendrytyczne stykają się wzdłuż podłużnej osi spoiny, co sprzyja wydzielaniu się niskotopliwych warstewek eutektycznych w strefie transkrystalizacji. Przy mniejszych prędkościach spawania płynne jeziorko posiada kształt zbliżony do elipsy a zmieniający się kierunek krystalizacji zmniejsza skłonność
do tworzenia gorących pęknięć w spoinie.
Pęknięcia likwacyjne
Pęknięcia lub naderwania gorące mogę również wystąpić w obszarze przegrzania SWC. Stale posiadają wtrącenia siarczków w postaci cienkich pasemek wydłużonych w kierunku walcowania. Temperatura topliwości tych wtrąceń jest najczęściej niższa od temperatury solidusu stali. Podczas spawania część siarczków rozpuszcza się w nagrzanym do najwyższych temperatur obszarze SWC a powstałe cienkie warstewki cieczy migrują do granic ziaren. Te błonki cienkich wtrąceń siarczkowych obniżają wytrzymałość kohezyjną granic ziaren, powodując powstanie sieci mikropęknięć pod wpływem oddziaływania rozciągających naprężeń skurczowych.
Zapobieganie powstawaniu pęknięć gorących polega na:
- zapewnieniu wymaganego stosunku Mn/S w metalu spoiny, poprzez jak najniższą zawartość siarki w materiale spawanym i spoiwie;
- stosowanie parametrów spawania dających spoiny o korzystnym kształcie i sposobie krystalizacji;
- zmniejszeniu naprężeń w złączach spawanych.
(51)
Wpływ karbu na konstrukcje spawane obciążone dynamicznie, projektowanie i rodzaje
Karbami nazywa się wszelkie zmiany przekrojów i kształtu na długości elementu, np. wcięcie, otwory, zmiany średnic lub grubości. Karby i ich sąsiedztwo są źródłem koncentracji naprężeń wynikającej z naruszenia ciągłości kształtu elementu. Źródłem koncentracji naprężeń w spoinach czołowych są:
- kształt nadlewu, a w szczególności jego wysokość,
- spoiny w obszarze zmiany grubości materiału,
- fazy na przejściu grubości materiałów.
Wielkość naprężeń w miejscu karbu charakteryzuje współczynnik koncentracji naprężeń σK=σmax/σn
σmax - maks. naprężenie na dnie karbu, σn - naprężenie nominalne w przekroju obciążonym karbem
Spiętrzenia naprężeń występują w przejściu lica do materiału rodzimego, a także w miejscach podtopień, braku stopiwa, wklęśnięcia grani i braku przetopu.
Zasady projektowania kontr. spaw. poddawanych obciążeniom zmiennym:
Unikać nagłych zmian przekroju oraz nagłych zmian sztywności,
Stosować jako nośne spoiny czołowe, tak rozmieszczone, aby zapewnić możliwie równomierny rozkład naprężeń
Spoiny pachwinowe nośne należy stosować tylko w przypadkach wyjątkowych o grubościach dostatecznie dużych dla przeniesienia sił od obciążeń.
Stosować spoiny ciągłe,
Stosować spoiny czołowe z niskimi nadlewami, a w przypadku spoin pachwinowych z wklęsłym kształtem nadlewu.
Spoiny powinny być tak zaprojektowane, aby był do nich łatwy dostęp w trakcie spawania
Unikać spoin montażowych w pozycjach przymusowych
Spoiny umieszczać w takich miejscach, w których oddziaływanie sił i momentów jest najmniejsze
Unikać mimośrodowości przenoszenia sił przez spoiny
Przy dobieraniu materiałów, wziąć pod uwagę, że stale wysokowytrzymałe są bardzo wrażliwe na działanie karbu
(52)
Omów mechanizm odporności na pełzanie i rodzaje badań wytrzymałości na pełzanie, mechanizm pełzania
Pełzaniem nazywamy zjawisko polegające na wydłużaniu się w miarę upływu czasu, niezmiennie obciążonej próbki w stałej temperaturze.
Pełzanie- odnosi się do odkształcenia plastycznego zachodzącego z bardzo małą prędkością (10-12-10-3 s-1) i powodującego ostateczne zniszczenie elementu przy działaniu stałego naprężenia w stałej temperaturze.
Rozróżnia się:
pełzanie cykliczne(zmęczenie cieplno lub cieplno-mechaniczne występujące przy naprężeniu cyklicznym oraz w zmiennym polu temperatury)
pełzanie dynamiczne (wibropełzanie)- nałożenie na istniejące naprężenie w próbce δa naprężenia obciążającego δm .
Granica pełzania jest to wartość stałego obciążenia, podzielonego przez początkowe pole przekroju próbki które po upływie określonego czasu działania w danej temperaturze spowoduje trwałe wydłużenie próbki o pewną określoną wartość.
Wytrzymałość na pełzanie jest to wartość stałego obciążenia, podzielonego przez początkowe pole przekroju, które po upływie określonego czasu w danej temperaturze spowoduje zerwanie próbki.
Pełzanie materiałów, zjawisko ciągłego plastycznego odkształcania się materiału (np. części maszynowej, elementu konstrukcyjnego) znajdującego się pod stałym obciążeniem. W temperaturze pokojowej pełzanie wykazują np. ołów, cyna i cynk.
Pełzanie materiałów jest własnością niekorzystną, niekiedy dyskwalifikującą zastosowanie materiału do elementów konstrukcyjnych. Badanie pełzania materiałów odbywa się poprzez próby pełzania (przeprowadzane na specjalnych maszynach badawczych - pełzarkach), polegające na ogrzaniu próbki materiału do żądanej temperatury, obciążeniu stałą siłą, zwykle rozciągającą, oraz mierzeniu wydłużeń w czasie próby i czasu potrzebnego do zerwania próbki.
Jest to proces powolnego przyrostu odkształceń plastycznych pod wpływem działania naprężenia ( bądź układu naprężeń) nie przekraczających granicy sprężystości o stałej bądź nieznacznie zmiennej wartości w czasie. Znacznie szybciej przebiega w podwyższonych temperaturach. Głównym parametrem obliczeniowym jest prędkość pełzania.
Badania są bardzo drogie, gdyż próbki, aby nie uległy korozji w podwyższonej temperaturze są utrzymywane pod stałym obciążeniem w roztopionych solach, w których temperatura jest bardzo dokładnie stabilizowana. Wanad i tytan zwiększa odporność na pełzanie.
Dla większości materiałów w temperaturach normalnych naprężenia wywołujące pełzanie są większe od naprężeń wywołujących granicę plastyczności w próbach doraźnych.
W miarę podwyższania temperatury obniża się zarówno granica plastyczności jak i granica pełzania. Dlatego przy konstruowaniu elementów maszyn pracujących w podwyższonych temperaturach o stosowaniu bezpiecznych wartości naprężeń decyduje pełzanie a nie granica plastyczności.
Sporządzając wykres pełzania (rys.1),można stwierdzić, że każdą krzywą cechują trzy dające się wyodrębnić okresy.
Δl I II III
Czas t
Okres I cechuje malejąca prędkość pełzania, w okresie II prędkość pełzania jest stała, okres III wykazuje gwałtowny wzrost prędkości pełzania, aż do zniszczenia próbki.
W zastosowaniu praktycznym największe znaczenie mają okresy I i II, ponieważ bezpieczna eksploatacja urządzeń może być prowadzona tylko w tych dwóch okresach.
Pomiar wydłużenia
Odbywa się przez złożoną przekładnię dźwigniową połączoną z badana próbką. odwzorowanie wydłużenia odbywa się na bardzo czułym czujniku zegarowym umocowanym na zewnątrz pieca oporowego, połączonym z badaną próbką za pomocą przekładni dźwigniowej. Innym sposobem odwzorowania próbki jest zastosowanie tensometrów lusterkowych typu Martensa.
Próbki
Używamy próbek cylindrycznych o różnych rozmiarach z gwintowanymi głowami.
Aby pomiar był dokładny używamy próbek długich, lecz w nich jest bardzo trudno utrzymać stałą temperaturę na całej długości. Zaleca się stosować próbkę o średnicy większej lub równej 4mm. Powierzchnie nie obrobione mechanicznie na długości pomiarowej powinny być dokładnie oczyszczona. Typowe wymiary próbek to: średnica do = 10 mm i długość pomiarowa 100 mm.
Maszyny do badania pełzania nazywamy pełzarkami. Powinny one zapewniać stałość obciążenia przez zawieszenie odpowiednich ciężarków działających wprost na próbkę lub za pośrednictwem przekładni dźwigniowej. Aby regulacja obciążenia była płynna maszyna posiada ruchomy ciężarek przesuwany po ramieniu dźwigni. Maszyna powinna także zapewniać stałą temperaturę na całej długości próbki podczas całego badania, dlatego posiada ona piec oporowy, który ogrzewa próbkę w otoczeniu powietrza. Temperatura kontrolowana jest przez trzy termopary wsunięte w osłonie pieca. Różnica temperatury próbki i jej otoczenia podczas próby nie powinna przekraczać 30oC. Pełzarka jest zaopatrzona w automatyczny regulator temperatury oraz rejestrator temperaturowy. Próbka do badań na pełzanie w czołach główek posiada otwory, których dna określają długość pomiarowa próbki. W otwory te wkłada się rurki kwarcowe o znikomej rozszerzalności cieplnej, które przekazują wydłużenie poprzez układ dźwigni do czujników indukcyjnych oraz do czujników zegarowych. W czasie trwania próby obciążenie nie zmienia się.
PEŁZARKA-ZSE 2/6-1200
Badania procesów reologicznych przeprowadza się w specjalnych urządzeniach zwanych pełzarkami, o schemacie działania pokazanym poniżej.
Próbkę 1 umieszcza się w specjalnej komorze 2(piecu) umożliwiającej przeprowadzenie doświadczenia w odpowiednich temperaturach. Stałe obciążenie statyczne próbki realizuje się przez zespół ciężarów 3 przenoszonych za pośrednictwem dźwigni 4.Temperatura w piecu kontrolowana jest za pomocą termopar. Wydłużenie próbki przekazywane jest za pomocą rurek kwarcowych, umieszczonych w uchwytach mocujących, na czujnik zegarowy.
Wyznaczaną krzywą pełzania pozwala określić czas przydatności danego elementu, po przekroczeniu, którego należy element wymienić. Jest to bardzo ważna informacja zarówno dla konstruktora jak i użytkownika, która powinna być kategorycznie przestrzegana w celu uniknięcia awarii.
(53)
Zużycie ścierne, metody badań
Zużycie ścierne- jest to zjawisko niszczenia warstwy wierzchniej ciał współpracujących w procesie tarcia w wyniku: skrawania lub mikroskrawania; bruzdowania; rysowania; ścinania nierówności powierzchni, cząstek ciała obcych (ścierniwa) lub produktów zużycia; oraz omywania erozyjnego; piaskowania (śrutowania); mielenia.
Zużycie ścierne, w którym twardość ciała powodującego zużycie jest większa od twardości ciała zużywanego nazywane jest Abrazją.
Proces ścierania może przybierać formę: ścierania przez ziarna umocowane (papier ścierny, pilnik, ścieranie w węzłach tarcia przez chropowaty materiał), ścieranie w obecności ścierniwa (przedostanie się zanieczyszczeń pomiędzy powierzchnie trące i mogą: zagłębiać się w materiał, przetaczać się między powierzchniami, rozdrabniać się), ścieranie w masie ściernej( maszyny drogowe, rolnicze, górnicze).
Piaskowanie (śrutowanie) pod różnymi kątami padania strumienia ścierniwa: omywającego, omywająco - udarowego, udarowego.
Zmęczenie powierzchni w wyniku ścierania jest: oddziaływania na powierzchnię zmiennych sił (podczas walcowania), kawitacji i innych oddziaływań udarowych. Stwierdzono, że zużycie ścierne powierzchni materiałów plastycznych i kruchych zależy od kąta padania strumienia ścierniwa:
a)materiały plastyczne ulegają niszczeniu na skutek: mikroskrawania (ambrozji)- mikrokratery - pasma poślizgu-uskoki, które sprzyjają zużyciu ambrazyjnemu, deformacji plastycznej (extrusion forgnig) - zmęczenie powierzchni
b)materiały kruche zniszczeniu na skutek: kruchego odwarstwiania mikropłatków (microchpping).
Zapobieganie zmęczeniu powierzchniowemu: stosowanie tworzyw o dużej twardości i ciągliwości (udarności), stosowanie tworzyw jednofazowych (homogenicznych), stosowanie tworzyw wielofazowych (heterogenicznych) zawierających rozdrobnione i rozłożone w osnowie drobne twarde fazy, stosowanie elementów o dużej gładkości bez karbów irys.
Metody badań zużycia:
metoda wagowa,
metoda metryczna (pomiar wymiaru liniowego),
metoda zużycia profilograficznego (porównanie profilu przed i po próbie tarcia - dokładność do 0,2 mm ),
metoda sztucznych baz (odciski penetatrora - metoda Vickersa, Knoopa, Brinella),
pomiar zużycia za pomocą pomiaru ciśnienia i natężenia przepływu płynów przepływających przez szczelinę między trącymi elementami,
za pomocą czujników zegarowych,
za pomocą izotopów promieniotwórczych (aktywność substancji jest proporcjonalna do masy):
a)aktywacja neutronowa przez napromieniowanie w reaktorze jądrowym,
b)aktywacja protonowa przez napromieniowanie w akceleratorze liniowym,
stosowanie mieszanin pierwiastków ziem rzadkich (np. mieszaniny
53%Ce+22%La+15%Nd+3%Pr+1%Y)
(54)
Rodzaje naprężeń i odkształceń w złączach z aluminium
Wysoki współczynnik rozszerzalności cieplnej i duży skurcz powoduje powstawanie naprężeń i odkształceń w złączach oraz pęknięć w spoinach.
Najprostszą metodą wymiarowania elementów konstrukcyjnych ze stopów aluminium jest metoda wymiarowania według naprężeń dopuszczalnych. Obliczenia polegają na sprawdzeniu czy naprężenia rzeczywiście nie przekraczają naprężeń dopuszczalnych. Naprężenia dopuszczalne są określone przepisami i normami dla odpowiednich materiałów, rodzajów konstrukcji i ich obciążeń oraz rodzaju połączeń. Przy obciążeniach statycznych największe naprężenie jest określone przy uwzględnieniu sztywności przekroju na rozciąganie, zginanie lub skręcanie z uwzględnieniem zasady superpozycji. Ponieważ stopy aluminium nie mają wyraźnej granicy plastyczności do obliczeń przyjmuje się umowną granicę plastyczności. Ze względu na zmienny, zależny od gatunku stopu i jego stanu (miękki, twardy, sztucznie lub naturalnie starzony),stosunek umownej granicy plastyczności do wytrzymałości naprężenia dopuszczalne oblicza się ze wzoru przyjmując wartość mniejszą. Właściwości wytrzymałościowe połączeń spawowych są z reguły niższe od własności przyjętych materiałów podstawowych, a więc wywierają decydujący wpływ na wielkość przekrojów, współczynników wytrzymałościowych i naprężeń dopuszczalnych.
Odkształcenia spawalnicze i ich usuwanie:
Stopy aluminium charakteryzują się dużym przewodnictwem cieplnym oraz dużą liniową i objętościową rozszerzalnością, co powoduje przy ich spawaniu znaczne odkształcenia, o ok. 1,5-2 razy większe niż podobnych konstrukcji ze stali. Poza tym konstrukcje z aluminium charakteryzują się małą sztywnością. W związku z tym w czasie ich wykonania istnieje niebezpieczeństwo odkształceń tych konstrukcji.
Wielkość odkształceń zależy od wielu czynników, między innymi od:
gatunku stopu i stopnia utwardzenia, grubości blach i kształtowników, zastosowanego rozwiązania konstrukcyjnego, procesu wykonawstwa konstrukcji, w tym od:
transportu i składania blach, sposobu przygotowania krawędzi do spawania, sposobu spawania, techniki i technologii spawania, sposobu transportu, składowania podzespołów, sekcji i bloków po spawaniu.
Sposoby zapobiegania odkształceniom. Najważniejsze zalecenia:
Konstrukcje należy projektować z blach i kształtowników o wymiarach możliwie największych w celu ograniczenia liczby spoin:
1.Przed montażem blachy prostować na prostowarkach.
2.Przy spawaniu spoin stykowych i usztywnień do poszycia stosować dociski zapobiegające odkształceniom blach.
3.Nie dopuszczać do niepotrzebnego powiększania wymiarów spoin zarówno pachwinowych jak i doczołowych.
4.Przy dużych grubościach spawanych blach zwiększać liczbę warstw przy jednoczesnym zmniejszaniu ilości roztopionego metalu w czasie jednego przejścia.
5.Stosować wszędzie tam, gdzie to tylko możliwe, spawanie półautomatyczne lub automatyczne metodą MIG.
Usuwanie odkształceń spawalniczych:
W przypadku gdy miejscowe i ogólne odkształcenia konstrukcji przewyższają dopuszczalne
należy przeprowadzić prostowanie. Stosuje się następujące metody: prostowanie bez nagrzania (na zimno),prostowanie przez nagrzanie miejscowe, prostowanie z zastosowaniem specjalnego oprzyrządowania i maszyn (metoda ta nie jest powszechnie stosowana gdyż wymaga ona specjalistycznych urządzeń).
(55)
Odkształcenia własne i naprężenia - jak się eliminuje
STAN NAPRĘŻEŃISTNIEJĄCY W MATERIALE, NA KTÓRY NIE DZIAŁAJĄ ZEWNĘTRZNE OBCIĄŻENIA ( ŁĄCZNIE Z SIŁAMI CIĘŻKOSCI) LUB INNE ŹRÓDŁA NAPRĘŻEN ( JAK TERMICZNY GRADIENT) NAZYWAMY NAPRĘŻENIAMI WŁASNYMI LUB POZOSTAJĄCYMI. UKŁADY NAPRĘŻEŃWŁASNYCH W MATERIALE SĄW
RÓWNOWADZE, TZN. WYPADKOWA SIŁLUB MOMENTÓW BĘDĄCA ICH PRZYCZYNA MUSI BYĆW RÓWNOWADZE
Klasyfikacja naprężeń własnych
•Pierwszego rodzaju makroskopowe-obejmujące swym zasięgiem szereg ziarn metalu,
•Drugiego rodzaju obejmujące jedno lub kilka ziarn,
•Trzeciego rodzaju oddziaływujące w zakresie sieci krystalicznej.
ŹRÓDŁA NAPRĘŻEŃ WŁASNYCH
•PRZERÓBKA PLASTYCZNA -kucie, gięcie, walcowanie itp.
•OBRÓBKA SKRAWANIEM.
•SPAWANIE I CIĘCIE TERMICZNE oraz procesy pochodne.
•PROCESY OBRÓBKI CIEPLNEJ lub TERMOMECHANICZNEJ włączając w to hartowanie, azotowanie, obróbka termiczna laserem, nawęglanie itp..
PODSTWOWE RODZAJE ODKSZTAŁCEŃ
Odkształcenia w wytwarzanej konstrukcji spowodowane jest przez trójosiowe zmiany wymiarów powstające podczas spawania:
1.Skrócenie poprzeczne,
2.Skrócenie podłużne,
3. Zmiana kąta spowodowana obrotem wokół linii spawania.
(56)
Różnoosiowy stan naprężeń
Naprężenia główne określa się jako te naprężenia normalne, które występują wyłącznie w płaszczyznach charakteryzujących się zanikiem naprężeń stycznych. Płaszczyzny te noszą nazwę płaszczyzna głównych i są do siebie prostopadłe.
Występują trzy główne naprężenia.
W zależności od występowania jednej lub wielu składowych naprężeń wyróżniamy jedno, dwu i trój osiowy rozkład naprężeń.
Jednoosiowy stan naprężeń występuje niezwykle rzadko, jedynie w cienkich prętach i wywołany jest zahamowaniem pręta przez sztywne elementy montażowe.
Dwuosiowy stan naprężeń jest nazywany płaskim i występuje w większości złączy spawanych płaskich o grubości do ok. 20 mm warunkiem powstania takiego stanu naprężeń jest lokalne podgrzanie elementów np. podczas spawania.
Występują naprężenia sigma x i sigma y. Przeważnie w okolicach spoin występują naprężenia wzdłużne rozciągające.
Trójosiowy stan naprężeń (płaski stan odkształceń) występuje przeważnie podczas spawania elementów o grubości kilkudziesięciu mm
Trójosiowy stan naprężeń (płaski stan odkształcenia) występuje w złączach z grubych blach gdyż pojawia się σz, jest ona spowodowana gradientem temp na grubości blachy. Jest zawsze rozciągająca, a jej wartość maks. występuje w środku grubości spoiny jest znacznie mniejsza od składowej σx. Dużą zmienność na grubości spawanego materiału wykazuje składowa σy zarówno co do znaku jak i wartości i ma to duże znaczenie praktyczne. Spawając grube blachy bez zamocowań uzyskuje się rozkład σy taki jak na rys 5.3.3 /6a. W grani naprężenia są rozciągające a ich wartość jest tym większa im grubość materiału i liczba warstw są większe. Jest to niebezpieczne gdyż może prowadzić do PZ lub kruchych w grani w której często zachodzi wyczerpanie plastyczności materiału i spiętrzenie naprężeń. Spawając blachy grube sztywno zamocowane uzyskuje się rozkład wew niezrównoważony(6b) . Po usunięciu zamocować rozkład naprężeń zmieni się (zmianie towarzyszy odkształcenie kątowe w zakresie sprężystym) i osiągnie stan równowagi. Wtórny rozkład σy jest korzystniejszy od przedstawionego na rys 5.3.3./ 6a ponieważ w grani spoiny naprężenie σy jest ściskające, a więc nie powodujące pęknięć.
Wiadomości na temat naprężeń występujących w ciele dostarcza nam analiza jego odkształceń.
Zależność pomiędzy naprężeniem a odkształceniem opisuje prawo Hooke'a
--------------------
Powstaje w wyniku łącznego oddziaływania skurczu krzepnącego metalu spoiny i skurczu powstałego na skutek odkształceń plastycznych stref przy spoinowych podczas procesu nagrzewania. Skurcz powstający w spoinie działa we wszystkich kierunkach tworząc odkształcenia na długości i szerokości elementu.
Odkształcenia poprzeczne - zależą od grubości elementu, rodzaju i wymiarów ukosowania, metody i techniki spawania.
Podłużne - ich wielkość jest uzależniona od objętości i długości spoiny. Parametrem, który wyznacza wielkość odkształceń jest również stosunek pola powierzchni elementu do pola powierzchni przekroju spoin.
Kątowe - przyczyną jest nierównomierny skurcz poprzeczny na grubości złącza oraz odkształcenia plastyczne. Wielkość zależy od kąta ukosowania, od szerokości i głębokości wtopienia poszczególnych ściegów.
(57)
Korozja chemiczna i elektrochemiczna
Jest to stopniowe niszczenie metali stopów w stanie stałym pod wpływem chemicznego i elektrochemicznego oddziaływania otaczającego środowiska.
Rozróżnia się korozję:
-chemiczną
-elektrochemiczną
Chemiczna: polega na utlenianiu metali w suchych gazach oraz ciekłych środowiskach nie mających charakteru elektrolitu, np. w cieczach organicznych. Cechą charakterystyczną jest to, że utlenianie metalu, redukcja utleniacza i powstanie produktu korozji zachodzi w tym samym miejscu powierzchni metalu bez przepływu swobodnych elektronów przez granicę faz.
Podczas utleniania żelaza w wyższych temperaturach, żelazo oddaje tlenowi 2 elektrony i powstaje tlenek żelaza. Warstewki tlenków na powierzchni posiadają istotny wpływ na dalszy przebieg procesu korozji.
Należy wyróżnić dwa przypadki graniczne:
- warstewka powierzchniowa jest porowata i posiada złą przyczepność do powierzchni, w wyniku czego może przenikać do metalu i dalej go utleniać. Proces ten ustaje, gdy cały metal zostaje zużyty, np. żelazo.
- tlenek nie jest porowaty i posiada dobrą przyczepność do powierzchni metalu. Tlen i/lub jony metalu mogą dotrzeć do miejsca reakcji tylko drogą dyfuzji. Wraz ze wzrostem grubości warstewki proces ten jest coraz bardziej utrudniony aż praktycznie w końcu zanika.
Elektrochemiczna: większość procesów korozyjnych zachodzi w środowiskach wilgotnych i ma charakter elektrochemiczny. Można wyróżnić anodę i katodę oraz przepływ swobodnych elektronów przez warstwę graniczną metal - środowisko korozyjne.
Ogniwa elektrochemiczne:
Wiele reakcji typu utlenianie-redukcja zachodzi w sposób samorzutny wyzwalając przy tym energię.
Typowym przykładem korozji elektrochemicznej jest korozja stykowa, będąca korozją metalu mniej szlachetnego a znajdującego się w styku z metalem bardziej szlachetnym.
Powstaje ona w przypadku istnienia styku różnego rodzaju metali lub metali z materiałami przewodzącymi elektryczność (np. grafit, przewodzący węglik lub tlenek) w roztworze elektrolitu, w którym materiały te mają różne potencjały elektrochemiczne.
Korozyjne ogniwa galwaniczne wywołane różnicą potencjałów elektrochemicznych mogą powstawać nie tylko między różnorodnymi metalami. Lokalne mikroogniwa mogą powstawać również w obrębie metalu o jednakowym składzie chemicznym i strukturze w wyniku obecności granic ziaren, wydzielenia faz międzymetalicznych, segregacji składników stopowych, wtrąceń niemetalicznych, porowatości i naprężeń. Przy czym anodą zostają obszary metalu o większej energii wewnętrznej.
Przyczyną korozji elektrochemicznej mogą być również ogniwa stężeniowe powstające na skutek różnego dostępu tlenu do powierzchni. Obszar mniej napowietrzony jest anodą. O odporności na korozję elektrochemiczną metalu decyduje zdolność powierzchni do pasywacji, tzn. zdolność do tworzenia warstwy tlenków.
Sposoby walki z korozją:
wprowadzenie do metali dodatków stopowych (powyżej 12% Cr w stali) w celu wytworzenia pasywnej warstewki tlenków
naniesienie na powierzchnię ochronnej warstwy farby, lakieru, emalii, pokrycia metalicznego (cynkowanie, chromowanie, niklowanie)
przesunięcie potencjału metalu względem środowiska elektrolitycznego przez zastosowanie ochrony katodowej
katodowa ochrona konstrukcji polega na połączeniu chronionej konstrukcji z metalem bardziej aktywnym jak cynk lub magnez(metale o bardziej ujemnym potencjale). Powstaje w ten sposób ogniwo galwaniczne, w którym metal aktywny zachowuje się jako anoda i przesyła strumień elektronów do konstrukcji, która staje się katodą. Katoda jest w ten sposób chroniona a anoda ulega powolnemu zniszczeniu.
Rodzaje korozji:
równomierna
wżerowa - miejscowe przebicie warstwy pasywnej(metal- anoda; duża powierzchnia pasywna- katoda)
szczelinowa - często w stalach odpornych na korozje, w szczelinach warstwa tlenków nie może się zregenerować, utrudniony dostęp tlenu
międzykrystaliczna - w stalach odpornych na korozje(austenityczne), w t= 500-800 °C
naprężeniowa - zaczyna się jak wżerowa lub szczelinowa, pod wpływem naprężeń poprzecznych i wielkości potencjału
(58)
Mechanika pękania przy obciążeniu dynamicznym
Znaczna cześć konstrukcji poddawana jest w czasie eksploatacji obciążeniom zmiennym w czasie. W ogólnym przypadku działają obciążenia o różnej wielkości w nieregularnej kolejności.
Zjawisko zmęczenia polega na postępującym niszczeniu materiału przez powstanie i rozwój pęknięcia pod wpływem wielokrotnych, okresowo zmiennych, naprężeń wywołanych obciążeniami mechanicznymi lub termicznymi. Wytrzymałość zmęczeniowa determinuje najsłabsze miejsca elementu, będące inicjatorami naprężeń. Pękanie zmęczeniowe rozwija się przy naprężeniach mniejszych niż granica plastyczności materiału i bez zauważalnych odkształceń plastycznych materiału. Miejscami niebezpiecznymi są zawsze różnego rodzaju karby geometryczne spiętrzające naprężenia. Złącza spawane ze względu na niedoskonałość ich geometrii i procesu spawania zawierają niezgodności będących źródłem takiego spiętrzenia. Poddane obciążeniom zmiennym pękają zwykle w przejściu lica spoiny do materiału rodzimego.
W zwykłych badaniach zmęczeniowych wystarczające jest stosowanie obciążeń zmiennych o kształcie zbliżonym do sinusoidy
RYS. Przebieg naprężeń w czasie przy obciążeniach zmęczeniowych
Parametrami naprężeń przy obciążeniach zmęczeniowych:
Naprężenia max. σ max
Naprężenie min. σ min
Naprężenie średnie σ m =0,5(σ max +σ min)
Amplituda naprężenia σ a =0,5(σ max -σ min)
Zakres zmienności naprężeń Δσ =σ max -σ min
Współczynnik asymetrii cyklu R= σ min/ σ max
W zależności od wartości naprężenia maksymalnego i minimalnego rozróżnia się naprężenia tętniące, gdzie σ min=0, R=0 i naprężenia wahadłowe o R=-1, które oscylują wokół naprężenia średniego σ m
Zależność pomiędzy wartością amplitudy naprężenia przy stałej wielkości naprężenia średniego a liczbą cykli do zerwania próbki przedstawia krzywa Wóhlera.
-------------
Mechanika pękania umożliwia ustalenie związków ilościowych pomiędzy odpornością na pękanie danego materiału, krytyczną wielkością pęknięcia, kształtem wymiarami elementu konstrukcyjnego a obciążeniem niszczącym.
Mechanika pękania można podzielić na:
- liniowo - sprężystą mechanikę pękania,
- nieliniową mechanikę pękania.
Liniowo - sprężysta mechanika pękania pozwala na określenie odporności na pękanie materiałów o wysokiej granicy plastyczności. Miarą jej jest współczynnik intensywności naprężeń KIC.
Nieliniowa mechanika pękania znajduje zastosowanie wówczas, gdy strefa odkształceń plastycznych wierzchołka pęknięcia jest zbyt duża, aby spełnić wymagania liniowo -sprężystej mechaniki pękania. Miarą nieliniowej mechaniki pękania jest rozwarcie pęknięcia δC (COD - Crack Opening Displacement).
W zależności od zakresu odkształceń plastycznych u wierzchołka pęknięcia i długości tego pęknięcia, miarą odporności danego materiału na pękanie mogą być następujące parametry:
- współczynnik intensywności naprężeń KIC.
- rozwarcie pęknięcia δC
- całka Rice`a JIC , którą wprowadza się do określenia pół skoncentrowanych odkształceń w pobliżu wierzchołka pęknięcia, dokonując analizy zmiany energii odkształceń w funkcji długości pęknięcia.
(59)
Zastosowanie profili walcowanych, zalety stosowania w konstrukcjach spawanych
Walcowanie jest procesem obróbki plastycznej metali (głównie stali), polegającym na przepuszczeniu metalu przez szczelinę pomiędzy obracającymi się cylindrami (walcami), która jest mniejsza od grubości przerabianego wsadu. Walce zgniatają metal i - wskutek tarcia powstającego między powierzchniami walców i metalem - przesuwają jednocześnie wsad.
Podczas procesu walcowania zachodzi zmniejszenie grubości wsadu (gniot) przy jednoczesnym zwiększeniu jego długości (wydłużenie) i szerokości (poszerzenie). Przy walcowaniu blach można nie uwzględniać wpływu poszerzenia.
Kształt poprzeczny wyrobu walcowanego nazywamy jego profilem. Można wymienić następujące zasadnicze grupy stalowych wyrobów walcowanych: wyroby walcowni bruzdowych (pręty i kształtowniki), blachy, rury.
Walcownia wyposażona jest w szereg maszyn i urządzeń służących do spełnienia następujących zadań produkcyjnych:
a) nagrzewanie wsadu (tylko w walcowniach gorących),
b) transport i podawanie materiałów do walców,
c) walcowanie,
d) chłodzenie gorących wytworów walcowni,
e) wykończenie.
Obróbkę plastyczną na gorąco stosujemy zarówno do wstępnej przeróbki materiału odlanego w postaci wlewków, jak i do dalszej przeróbki wytworzonych półwyrobów.
Do obróbki plastycznej na zimno z reguły używamy metalu o różnej postaci wsadowej, który uprzednio podlegał obróbce plastycznej na gorąco.
Zakres walcowania zimnego ograniczony jest wyłącznie do walcowania blach i taśm. Stosowanie walcowania zimnego jest spowodowane:
1) szybkim stygnięciem cienkich taśm i blach,
2) możliwością otrzymania bardzo dokładnych wymiarów grubości,
3) polepszeniem własności materiału dzięki zmianie struktury,
4) czystością i gładkością powierzchni wyrobów.
W czasie walcowania materiał samoczynnie przesuwa się między obracającymi się w przeciwnych kierunkach walcami, a to dzięki siłom tarcia powstałym między gniotącymi powierzchniami walców i materiałem. Warunkiem koniecznym do procesu walcowania jest, aby opór tarcia był większy od oporu, jaki przeciwstawia materiał walcowany w czasie zgniatania. Spełnienie tego warunku zapewniamy przez dobór odpowiedniej odległości między powierzchniami gniotącymi walców, zależnej od grubości materiału wprowadzanego między walce, oraz średnic walców.
Procesowi walcowania poddaje się w zasadzie stal o wartości do 1,0% C, a tylko w szczególnych przypadkach, jeśli zachowa się nadzwyczajne środki ostrożności, zawartość węgla w stali walcowanej dochodzić może do 1,3% C. Im metal walcowany jest mniej plastyczny, tym walcowanie odbywa się przy mniejszych prędkościach i ze stosowaniem małych gniotów. Jest to generalna zasada, której przy walcowaniu metali należy bezwzględnie przestrzegać.
Do najczęściej spotykanych wad materiałowych należy zaliczyć: łuski, naderwania, pęknięcia, rysy, wtrącenia niemetaliczne, nieodpowiedni skład chemiczny oraz za niskie własności mechaniczne. Najczęstszą wadą walcowania jest nieprawidłowy profil wyrobu zarówno pod względem kształtu oraz dokładności wymiarów, jak również pod względem jakości powierzchni. Często źródłem wad w wyrobach walcowanych mogą być wady występujące we wlewku. Skutek złego obcięcia głowy jamy skurczowe, pęcherze, rzadzizny, likwacje itp.
Profile walcowane są stosowane:
podstawa słupa - składa się z blach trapezowych lub żeber, które przekazują siłę z trzonu słupa na blachę poziomu,
trzony słupów - mogą być pełnościenne ( wykonane z jednego kształtownika lub kilku kształtowników połączonych tak, aby tworzyły przekrój monolityczny) lub złożone. Zaletą trzonów zamkniętych jest łatwość dobrego zabezpieczenia ich przed korozją. Pełnościenne profile wymagają mniej spoin spawanie może odbywać się metodą MAG. Trzon słupa złożonego składa się najczęściej z dwuteowników lub z dwóch albo czterech kątowników.
skratowania - najczęściej są stosowane pojedyncze kątowniki, mogą też być stosowane inne profile.
łączniki do zestawienia trzonów słupa ( używane są kątowniki),
belki walcowane - używane są dwuteowniki o pocienionym środniku lub równoległościennych półkach ( belki takie mają najkorzystniejsze cechy wytrzymałościowe i konstrukcyjne). Mogą też być używane ceowniki ( podatne na skręcanie ale można je wzmacniać i łączyć),
belki ażurowe -( wykonane są również z profilów walcowanych) w konstrukcjach o małych obciążeniach i dużych rozpiętościach.
usztywnienie poprzeczne - stosowane są dwuteowniki i ceowniki,
połączenia przegubowe konstrukcji - ( połączenia belek ze słupami i podciągami),
dźwigary - używane są dwuteowniki,
żebra usztywniające - używane kątowniki i teowniki,
rygle ram - używane dwuteowniki, kształtowniki walcowane pełne lub ażurowe,
kratownice: pręty kratownic - kształtowniki walcowane pojedyncze lub złożone ( pręty łączy się w więzy bezpośrednio lub przy pomocy blach). Przy większych obciążeniach stosuje się dwuteowniki zwykłe lub szeroko stopowe.
Zalety stosowane w konstrukcjach spawanych:
szerokie zastosowanie ( konstrukcje hal, hipermarketów, żurawi, mostów, itp.).
ze względu na długie linie spoin oraz możliwość spawania w pozycjach uprzywilejowanych występuje możliwość i opłacalność mechanizacji procesów spawania.
różnorodność przenoszonych obciążeń - w belkach obciążenia podłużne, poprzeczne i skręcające, w kratownicach siły ściskające i rozciągające.
zwiększanie sztywności konstrukcji.
możliwość łączenia w celu zwiększenia odporności na obciążenia.
(60)
Projektowanie konstrukcji obciążonych zmęczeniowo
Zmęczenie materiału - zjawisko pękania materiału pod wpływem cyklicznie zmieniających się naprężeń.
Obciążenia zmęczeniowe - są obciążeniami zmiennymi w czasie, typowymi obciążeniami dla różnorodnych części i podzespołów maszyn. Odpowiadające im naprężenia nazywane są naprężeniami zmiennymi lub naprężeniami zmęczeniowymi. Przebieg obciążeń zmiennych w czasie jest określany jako widmo obciążenia. Może przebiegać nieregularnie, przypadkowo lub w sposób ustalony. Gdy segmenty obciążenia powtarzają się, co jest charakterystyczne dla obciążenia okresowo zmiennego, które nazywane jest obciążeniem cyklicznym. W ciągu jednego okresu zachodzi pełen cykl zmian obciążenia, a analogicznie do tego pełen cykl zmian naprężenia. Szczególnym przypadkiem obciążenia okresowo zmiennego jest obciążenie sinusoidalnie zmienne. Obciążenie te zostało przyjęte za podstawę wyznaczania właściwości zmęczeniowych materiałów i elementów konstrukcji. Cykl naprężeń sinusoidalnie zmiennych jest opisany przez parametry: naprężenie maksymalne cyklu σmax, naprężenie minimalne cyklu σmin, okres zmian T lub jego odwrotność: częstotliwość zmian f.
Wytrzymałość zmęczeniowa to graniczna amplituda naprężeń, poniżej której materiał nie ulega zniszczeniu (przy danej liczbie cykli - liczba cykli to wynik pojedynczego badania zmęczeniowego)
Wytrzymałość zmęczeniowa lub granica zmęczenia, lub wytrzymałość trwała na zmęczenie to najwyższy poziom cyklicznego napnaprężenia, którye powoduje zniszczenia próbek poddanych badaniu do umownej, granicznej liczby cykli. Na wykresie zmęczeniowym granica zmęczenia uwidacznia się w postaci części poziomej.
Jedynie materiały żelazne oraz czysty węgiel wykazują efekt granicy zmęczenia. Jednak w przypadku tych materiałów efekt ten może zostać zniwelowany przez działanie środowiska korozyjnego lub zmiennej amplitudy. Inne materiały nie wykazują efektu wytrzymałości trwałej.
W polskich normach granicę zmęczenia oznacza się literą Z.
Ocenia się, że spośród zniszczonych podczas eksploatacji ruchomych części maszyn, 90 % stanowią zniszczenia zmęczeniowe.
Rozwiązania konstrukcyjne:
- styk żeber usztywniających z pasem rozciąganym;
- zastosowanie nakładki wzmacniającej pas belki mostu;
- zastosowanie belki nośnej mostu wykonanej jako spawana konstrukcja blachownicowa;
- kratownica;
- kształtowniki w zespołach symetrycznych;
- konstrukcja rurowa.
--------------------------------------------------------------
Podczas projektowania konstrukcji spawanej obciążonej dynamicznie, projektant ma obowiązek znać postanowienia norm przedmiotowych dotyczących projektowania złączy spawanych pracujących pod obciążeniami zmiennymi takimi jak:
PN- 82/S-10052,, Obiekty mostowe. Konstrukcje stalowe. Projektowanie''
PN-90/B- 03200,, Konstrukcje stalowe. Obliczenia statystyczne i projektowanie''
PN-79/M- 06515,,Dźwignice. Podstawowe zasady wymiarowania stalowych ustrojów dźwignic''
PN-78/M- 69011,, Spawalnictwo. Złącza spawane w konstrukcjach stalowych. Podział i wymagania.
Podczas rozpatrywania PN- 82/S - 10052 należy zwrócić główną uwagę na:
Zasady obliczeń
Metody stanów granicznych
I stan graniczny nośności - sprawdzenie czy zapewnione jest podczas budowy i eksploatacji konstrukcji dostateczne bezpieczeństwo ze względu na wytrzymałość, stateczność i zmęczenie.
II stan graniczny użytkowania - sprawdzenie czy przemieszczenia i drgania konstrukcji nie ograniczają możliwości normalnej eksploatacji
Podczas obliczeń najistotniejszym jest wyliczenie wytrzymałości zmęczeniowej konstrukcji
( czyt. most).
Warunek wytrzymałości zmęczeniowej
σ/mzm = R
gdzie:
σ- naprężenia od podstawowego układu obciążeń charakterystycznych [MPa]
mzm - współczynnik zmęczeniowy
R- wytrzymałość obliczeniowa [MPa]
Obliczenie współczynnika zmęczeniowego mzm
mzm= c/ (aβ +b) - (aβ - b)ρ
gdzie:
a,b,c - współczynniki wg tablicy
Stal |
a |
b |
Rozpiętość [m] |
c |
S235J2 |
0,75 |
0,3 |
| < 6,0
|
0,9 |
S355J2 |
0,80 |
0,3 |
6,0 < | < 20,0
20,0 < | |
1,1 |
β- wsp. wrażliwości na działanie karbu
σmin
ρ= ———————— - współczynnik asymetrii cyklu (-1 <ρ<1)
σmax
σmin, σmax - naprężenia od obciążeń charakterystycznych w przekroju z uwzględnieniem wsp. dn.
Konstrukcje budowlane
Obowiązek sprawdzenie konstrukcji na zmęczenie występuje w przypadku kiedy sumaryczna liczba cykli naprężeń wynosi 104 (PN- 90/B- 03200)
Zakres zmienności naprężeń:
Δσ = σmax - σmin dla naprężeń normalnych
Δτ = τmax - τmin dla naprężeń stycznych
dla naprężeń przemiennych lub tylko ściskających
Δσ = Δστ + 0,6 Δσc
gdzie: Δστ, Δσc - zakresy zmienności naprężeń rozciągających i ściskających
W przypadku niejednorodnego widma obciążeń zakres zmienności oblicza się z zależności:
Δσe = αK * maxΔσ lub Δτe =αK * maxΔτ
gdzie: maxΔσ, (maxΔτ) - maksymalny zakres zmienności naprężeń
αK- wsp. niejednorodności widma
Konstrukcje budowlane
Opis elementu |
Δσc, Δτc [ MPa] |
Styki pasa przy obciążeniu siłą skupioną - spoiny czołowe K specjalnej jakości - spoiny czołowe K normalnej jakości - dwustronne spoiny pachwinowe obrobione - dwustronne spoiny pachwinowe normalne |
80 57 45 36 |
Spoiny pachwinowe ścinane w kierunku długości spoiny |
(80) |
Warunki nośności
ze względu na zmęczenie materiału
Δσ < ΔσR / γfat
Δτ < ΔτR / γfat
gdzie: γfat - częściowy wsp. zmęczeniowy (1- 1,2)
Jeśli ekstremalne wartości naprężeń normalnych i stycznych występują równocześnie należy sprawdzić zależność:
(Δσ/ ΔσR)3 +(Δτ/ ΔτR)5 <1
Warunek wytrzymałości
DOBÓR PRZEKROJU
| σ0 - ( τ0 ) | < Ro / m
gdzie: σ0 , ( τ0 ) - największe wart. naprężeń normalnych i stycznych wywołanych obciążeniami obliczeniowymi,
m- współczynnik stateczności ( wyboczeniowy, zwichrzenia, stateczności miejscowej)
DLA JEDNOCZESNEGO ŚCISKANIA I ZGINANIA
σ0 - | P m / F + M/W | < Ro
DLA JEDNOCZESNEGO WYSTĄPIENIA NAPRĘŻEŃ NORMALNYCH I STYCZNYCH
(σ0 / Ro)2 + ( τ0/ Rot) < 1.1
DLA JEDNOCZESNEGO ODDZIAŁYWANIA DWUOSIOWYCH NAPRĘŻEŃ NORMALNYCH I STYCZNYCH
(σ0x / Rox)2 + (σ0y / Roy)2 - σ0x σ0y/ Rox Roy + ( τ0/ Rot)2 < 1.1
gdzie: Ro, Rox, Roy - wartości wytrzymałości obliczeniowych na rozciągania w odpowiednich kierunkach
Rot - wartość wytrzymałości obliczeniowej na ścinanie
Warunek trwałości
DOBÓR PRZEKROJU:
| σ (τ) | < Rz
gdzie:
σ ,(τ) - największe naprężenie normalne lun styczne wywołane obciążeniami normowymi bez współczynników styczności
Rz- wytrzymałość zmęczeniowa
WYTRZYMAŁOŚĆ ZMĘCZENIOWA ZŁĄCZY SPAWANYCH ZALEŻY OD NASTĘPUJĄCYCH CZYNNIKÓW:
rodzaju karbu
wsp. asymetrii cyklu
grupy natężenia pracy
Współczynnik asymetrii cyklu:
v = σmin / σmax
gdzie: σmin - wartość mniejsza ( co do wartości bezwzgl.)
Zasady projektowania złączy spawanych
ZASADY OGÓLNE:
minimalny wpływ karbu
symetryczne rozmieszczanie spoin
unikać projektowania spoin w miejscach trudnodostępnych
unikać nadmiernego skupiania spoin
unikać spoin w strefie zgniotu na zimno
unikać złączy doczołowych doczołowych nakładkami
Spoiny w złączach doczołowych doczołowych teowych
grubość obl. `'a'' równa grub. elementów cieńszych
dł. obl. `'l'' równa szerokości elementów
spoiny powinny być wyprowadzone na płytki wyb.
przy łączeniu blach różnej grubości należy stosować pochylenie 1:3, a przy symetrycznych 1:2
Spoiny pachwinowe
grubość obliczeniowa `'aobl''
przy spawaniu z dużym wtopieniem dopuszcza się:
aobl = 1.3 a dla spoin jednowarstwowych
aobl = a + 2mm
maksymalna grub. = 0.7 grubości cieńszej blachy lub w złączach krzyżowych = 0.5 grubości środnika
minimalna grubość = 0.2 grubości cieńszej blachy lub 2mm
(61)
Technologia naprawy konstrukcji (Metody naprawy złączy spawanych)
Złącza nie spełniające kryteriów jakości muszą byś naprawiane
Naprawianie złączy spawanych związane jest z:
- znacznym obciążeniem finansowym,
- stratą czasu;
- obniżeniem jakości złączy naprawianych w porównaniu do nie naprawianych.
Ilość napraw powinna zostać ograniczona do minimum, tj. jednej naprawy w obszarze grani i maksimum dwóch napraw w obszarze środkowym i lica spoiny.
Procesy składające się na naprawę złączy spawanych nie wiele różnią się od kolejnych etapów przy spawaniu. Tak samo, należy najpierw przygotować złącze, a następnie przystąpić do wykonania naprawy właściwej (do spawania).
Złącza spawane można naprawiać w całości i częściowo.
Naprawa złącza w całości polega na wycięciu całości styku, powtórnym przygotowaniu brzegów do spawania i pospawaniu. Może jednak zaistnieć sytuacja, w której po wycięciu złącza części elementu naprawianego są zbyt krótkie do ponownego pospawania. W takiej sytuacji należy wstawić tzw. wstawkę. W przypadku rurociągów wstawka nie powinna być mniejsza od trzykrotnej nominalnej średnicy elementu i nie mniejsza niż 100mm.
W wyniku takiego zabiegu otrzymujemy niestety dwa złącza zamiast jednego, a to wpływa niekorzystnie na konstrukcję, bo jak wiemy „najlepszą konstrukcja spawaną jest konstrukcja bez połączeń spawanych”.
W przypadku złączy „dużych” dopuszczalna jest naprawa poprzez wycięcie tylko tych odcinków spoiny, które są wadliwe. W przypadku połączeń w rurociągach stosowane jest wycinanie spoin tylko w miejscach wadliwych powyżej średnicy 50mm.
Czyli najczęściej naprawa połączeń spawanych polega na usunięciu wadliwej spoiny i położeniu nowej spoiny.
Podczas naprawy należy pamiętać o tym, aby dokładnie wyszlifować (lub usunąć w inny sposób przy zastosowaniu specjalnych procesów spawalniczych) grań spoiny, tak, aby pozostałości grani nie powodowały kolejnych wad w złączu.
Po wykonaniu nowej spoiny następuje ponowna kontrola złącza.
(62)
Problemy przy naprawianiu złączy
Problemy przy naprawianiu złączy spawanych najczęściej pojawiają się tuż po uszkodzeniu danego złącza, które stanowi element danej maszyny bądź urządzenia. Po stwierdzeniu wady należy ściśle określić rodzaj danego materiału z którego został wykonany jego właściwości mechaniczne, plastyczne, twardość udarność oraz środowisko pracy (łagodne, agresywne medium) w jakim to uszkodzenie nastąpiło.
Po określeniu właściwości złącza należy wybrać odpowiednią metodę jego naprawiania.
Metody naprawienia złącz spawanych są ściśle uzależnione od wymagań technologiczno-konstrukcyjnych. Poniżej zostały wymienione podstawowe z nich:
szlifowanie,
toczenie,
frazowanie,
wycinanie i ponowne spawanie,
napawanie,
natryskiwanie,
NAPRAWA SPOIN SPOSÓB POSTĘPOWANIA
Spoiny należy naprawiać wg wskazań kontroli jakości.
Naprawa spoin w konstrukcjach powinna być uzgodniona z osobą weryfikującą projekt pod względem spawalniczym.
Spoiny wykazujące pęknięcia, braki przetopu oraz wady niedopuszczalne wg normy należy całkowicie lub lokalnie wyciąć i ponownie wykonać.
Spoiny wykazujące niedopuszczalne wady zewnętrzne należy poprawić przez złagodzenie wad lub napawanie wg szczegółowych wskazań kontroli jakości.
Poprawienie spoiny może wykonywać spawacz o kwalifikacjach wymaganych do wykonania takiej spoiny.
Przebieg poprawiania, wady powinien być saki sam jak przy wykonywaniu spoiny, łącznie z użyciem tego samego gatunku elektrody.
Po naprawieniu spoiny należy dokonać ponownej kontroli spoiny wg wskazań kontroli jakości.
NAPRAWA ZŁĄCZY SPAWANYCH
Procesy składające się na naprawę złączy spawanych, niewiele różnią się od kolejnych etapów przy spawaniu. Tak samo, należy najpierw przygotować złącze, a następnie przystąpić do wykonania naprawy właściwej (pospawania). Złącze można naprawiać w całości, wtedy polega to na wycięciu całego "styku", powtórnym przygotowaniu brzegów do spawania i pospawaniu. Może się jednak zdarzyć, że po wycięciu złącza np. rurociąg jest za krótki do ponownego pospawania. W takiej sytuacji należy wyciąć odcinek rury i wstawić tzw. wstawkę, która nie powinna być mniejsza od trzykrotnej nominalnej średnicy elementu i nie mniejsza niż 100 mm. W wyniku tych zabiegów mamy niestety dwa złącza zamiast jednego. Jeżeli mamy do czynienia ze złączem o średnicy powyżej 50 mm, często naprawa może polegać również na wycięciu tylko tych odcinków spoiny, które są wadliwe. Podczas naprawy należy pamiętać o tym aby dokładnie wyszlifować grań spoiny, tak aby pozostałości grani nie powodowały kolejnych wad w złączu. Po wykonaniu spoiny następuje ponowna kontrola złącza.
NAPRAWA ODLEWÓW ZE STOPÓW ALUMINIOWYCH
Odlewnicze stopy aluminiowe nagrzane do wysokiej temperatury, bliskiej temperatury topnienia, charakteryzują się dużą kruchością przy spawaniu należy zwrócić szczególną uwagę na konieczność uniknięcia dużych naprężeń spawalniczych, które powodują pękanie nagrzanego metalu.
Najbardziej skutecznym sposobem zabezpieczania się przed powstaniem nadmiernych naprężeń spawalniczych jest powolne, równomierne nagrzanie całego naprawianego odlewu przed rozpoczęciem spawania do temperatury 300+350 °C. Temperatura wstępnego podgrzania musi być tym wyższa, a podgrzanie bardziej równomierne, im większy i bardziej skomplikowany jest naprawiany odlew. Małe i proste odlewy nie wymagają podgrzania wstępnego. Nagrzany odlew nie powinien być obracany, przenoszony ani wstrząsany, gdyż stwarza to niebezpieczeństwo powstania pęknięć. Po zakończeniu spawania odlew powinien być studzony powoli, np. w piecu lub nagrzanym piasku.
Uszkodzony odlew powinien być odpowiednio przygotowany do spawania. Przede wszystkim należy usunąć wszelkie zanieczyszczenia jak pozostałości smaru i oleju. Końce pęknięcia zabezpiecza się przez nawiercenie otworów, a jego krawędzie ukosuje dłutem lub pilnikiem na kształt "V".
Poważniejsze wgniecenia lub inne podobne uszkodzenia ścianek odlewu należy wyciąć i zastąpić odcinkiem blachy aluminiowej o odpowiedniej grubości. Miejsce układania spoiny powinno być oczyszczone do metalicznego blasku.
W celu ułatwienia spawania stosuje się podkładki grafitowe lub stalowe umieszczane pod złączem podczas przygotowywania odlewu do spawania. Kierunki układania spoiny należy dobrać tak, aby naprężenia w naprawianym odlewie były jak najmniejsze. Przy naprawie pęknięć wychodzących na brzeg odlewu spawanie należy rozpocząć od końca pęknięcia, prowadząc spoinę na zewnątrz.
Przy brzegu odlewu, gdzie odprowadzanie ciepła jest słabsze, konieczne jest kilkakrotne wygaszanie łuku i ponowne zajarzenie oraz dodawanie małych porcji spoiwa, celem uniknięcia pęknięć w kraterze spoiny. Układanie dłuższych zamkniętych spoin wykonuje się odcinkami.
ZABIEGI CIEPLNE PRZY SPAWANIU I NAPAWANIU
Zabiegi cieplne przy spawaniu i napawaniu części ze stali i staliw o ograniczonej spawalności obejmują wszelkie procesy nagrzewania i chłodzenia tych części przed napawaniem, w czasie napawania i po jego zakończeniu, w celu wyeliminowania lub zmniejszenia niekorzystnego wpływu procesu napawania oraz uzyskania możliwie najlepszych własności eksploatacyjnych napawanych części. O zabiegach cieplnych decyduje przede wszystkim spawalność materiału rodzimego, metoda napawania (spawania), wymagania stawiane przez stosowane materiały dodatkowe oraz warunki odprowadzania ciepła ze strefy spawania (zależne od grubości elementu itd.).
W zależności od metody spawania / napawania zróżnicowane są cykle cieplne. Podstawowymi parametrami decydującymi o strukturze i własnościach danej strefy są prędkość nagrzewania, czas przebywania powyżej temperatury początku intensywnego rozrostu ziarna i prędkość stygnięcia (chwilowa lub średnia) w przedziale temperatur przemiany fazowej metalu przy stygnięciu.
Warunki zabiegów cieplnych (temperaturę wstępnego podgrzania) zapewniające eliminację pęknięć zimnych w strefie wpływu ciepła oraz dobre własności plastyczne, zabezpieczające ten obszar przed kruchym pękaniem można ustalić w oparciu o wykresy przemiany austenitu w warunkach spawalniczych cykli cieplnych (wykresy CTPc-S).
Przy napawaniu regeneracyjnym elementów wykonanych ze stali niestopowych nie obrobionych cieplnie, o równoważniku węgla nie przekraczającym 0,35%, nie jest wymagane w zasadzie podgrzewanie wstępne. W przypadku układania grubszych napoin na sztywnym podłożu z tych stali o równoważniku węgla ok. 0,4% zalecane jest podgrzanie do temperatury ok. 150°C, którą należy utrzymywać przez cały czas napawania.
(63)
Metody oznaczenia spoin na rys.
(materiały z Gliwic)
Norma PN-EN ISO 2553
Spoina jest elementem konstrukcji w pełni równoważnym z innymi jej elementami, dlatego też na rysunku należy podać wszystkie informacje niezbędne do jej wykonania, zgodnie z wymaganiami wymiarowymi i jakościowymi. Do informacji tych należą:
- przedstawienie uproszczone lub umowne rodzaju i kształtu spoiny
- zwymiarowanie przekroju poprzecznego i długości spoiny
- oznaczenie dodatkowe dotyczące wykonania spoiny, np. kształtu lica podpawania grani, stosowania podkładek,
- oznaczenie uzupełniające dotyczące np. metody spawania, metody kontroli i klasy jakości, montażu.
Połączenia spawane (spoiny) można przedstawić na rysunkach zgodnie z ogólnymi zasadami rysunku technicznego w sposób umowny stosując w normach znaki podstawowe lub w sposób uproszczony.
(64)
Rodzaje rowków spawalniczych
Rowki do spawania większości spoin czołowych mogą być wykonywane bez progu (V, 1/2V, K, 2V) lub z progiem (Y, U, 1/2Y, 2 ½ Y, 2 ½ U), jako spoiny jednostronne z podpawaniem, na podkładce pozostającej (M), usuwalnej (R) lub jako spoiny dwustronne. Ukosowanie brzegów bez progu cechuje niska pracochłonność przygotowania brzegów, ponieważ można zukosować blachę w jednej operacji cięcia. Ułatwia to, w porównaniu z ukosowaniem z progiem, uzyskanie dobrego wtopienia w przypadku spawania na podkładce. przy spawaniu na podkładce z progiem (Y), szczególnie, gdy jest on wysoki, a odstęp między blachami jest mały, w gardzieli rowka mogą powstać pory i brak wtopienia w podkładkę topliwą. Dlatego nie zaleca się ukosowania z progiem blach w złączach z podkładką zarówno topliwą jak i nietopliwą. Ukosowanie bez progu w przypadku spawania bez podkładki stwarza spawaczowi trudności w uzyskaniu poprawnego przetopu, ponieważ ostre krawędzie ścianek nie są stabilnym oparciem dla dynamicznie przepływającego stopiwa.
Kąt rowka
Jeżeli kąt rowka jest za mały to nie uzyska się wymaganego przetopienia. Zbyt duży kąt rozwarcia jest przyczyną dużych odkształceń, szczególnie kątowych. Wraz ze zmniejszaniem się kąta rozwarcia rowka wzrasta zagrożenie powstania braku wtopienia (przyklejeń) w boczną ściankę rowka, szczególnie przy 135 i 131. Spawanie EO jest pod tym względem korzystniejsze.
Nadmierny odstęp między brzegami spawanych blach może spowodować przepalenie łączonych brzegów, niezgodności w grani w postaci jej nierówności, wklęśnięć, nadmiernego przetopu (nawisów).
Należy zachować właściwe proporcje między wysokością progu, kątem rowka oraz odstępem. Obowiązuje zasada, że przy wysokim progu należy zwiększyć odstęp i odwrotnie. Również przy małym kącie rowka (ukosowania) należy zachować zwiększony odstęp gdyż brak swobodnego dostępu do gardzieli rowka spowoduje brak przetopu.
Korzyści ukosowania na X: pole przekroju spoiny dwustronnej jest mniejsze niż jednostronnej, co przekłada się na mniejsze zużycie materiałów dodatkowych, skrócenie czasu spawania; znacznie mniejsze odkształcenia spawalnicze złącza, zwłaszcza kątowe; mniejsze jest prawdopodobieństwo wystąpienia niezgodności, ponieważ warstwa graniowa zostaje przetopiona; spoina dwustronna jest łatwiejsza do wykonania.
Zalecane sposoby przygotowania brzegów do spawanie są podane w normie PN- EN ISO 9692.
Do najczęściej spotykanych rowków spawalniczych należą:
Dla spoin czołowych (złącze doczołowe) - blachy przycięte na równo
Rowek I - przetopiony przez całą grań, do cienkich blach.
Rowek V - przetopiony przez całą grań, grubsza blacha
Rowek Y - kąt, próg
Rowek U - blachy grube
Rowek X - spawanie dwustronne
Rowek 2U
Dla spoin pachwinowych
Rowek 1/2U
Rowek 1/2Y
Rowek K - rowek dwustronny
Rowek J
Rowek B (ewentualnie 2J)
(65)
Omówić rodzaje złączy spawanych w prętach zbrojeniowych.
W budownictwie przemysłowym powszechnie stosowanymi metodami spajania prętów do zbrojenia betonu są spawanie ręczne elektrodą otuloną (111), spawanie w osłonie gazu ochronnego (135) oraz zgrzewanie oporowe.
Stal zbrojeniową dzieli się na klasy:
A-0 (St0S-b),
A-I (St3SX-b, St3SY-b, PB 240),
A -II (St50B, 18G2-b, 20GY-b),
A-III (25G2S, 25G2Y, 34GS, RB400 RB400W RB500, RB500W)
Najpowszechniej stosowana na rynku w Polsce 18G2-b kl. A-II charakteryzuje się dobrą spajalnością nie wymaga podgrzewania wstępnego, doboru odpowiedniej energii liniowej. Do spawania ręcznego zaleca się stosowanie elektrody zasadowej np. EB1.46 (przestrzegając zasad suszenia) do met. 135 drut typu SG2 osłona mieszanka M21 lub C02.
W przypadku spawania stali kl. A-III np. gatunek 34GS należy stosować elektrody otulone o wyższych własnościach wytrzymałościowych np. EB 1.55, EB 1.60 należy zapewnić wolniejsze chłodzenie wykonanego złącza (np. podwyższona energia liniowa, podgrzewanie wstępne ograniczenie szybkości stygnięcia przez owijanie wykonanego złącza) Pręty powinny być dolanie oczyszczone należy zapewnić osłonę od wiatru i war. atmosferycznych temp. spawania powinna być dodatnia.
Pręty wykonane techniką umocnienia cieplnego ze stali A-IIIN (np. RB500W, BSt500S, B500SP) Ze względu na korzystny skład chemiczny, wykazują dobre własności spawalnicze, a zatem można stosować typowe rozwiązania konstrukcyjne węzłów spawanych przy ograniczeniu energii liniowej łuku
Rodzaje złączy:
Doczołowe zgrzewanie iskrowe,
Połączenia nakładkowe jednostronne wykonane łukiem elektrycznym (dług. spoin 8-10d grub. 0,5d) (d- ø pręta)
Połączenia nakładkowe dwustronne wykonane łukiem elektrycznym (dług. spoin 4-5d)
Połączenia zakładkowe jednostronne wykonane łukiem elektrycznym (dług. spoin 8-10d)
Połączenia zakładkowe dwustronne wykonane łukiem elektrycznym (dług. spoin 8-10d grub. 0,5d)
Połączenia zakładkowe przerywane wykonane łukiem elektrycznym (dług. spoin 5d dług. przerwy 5d)
automatyczne spawanie łączników sworzniowych
spawanie prętów zbrojeniowych z elementem płaskim lub profilowanym
(66)
Projektowanie konstrukcji obciążonych dynamicznie
Stale konstrukcyjne są często narażone na obciążenia przeważająco nie stałe. W tych przypadkach podstawę ich obliczeń stanowi dopuszczalne naprężenie od obciążeń zmiennych, które zgodnie z wykresem Wohlera, bez względu na ilość cykli nie spowoduje pęknięcia zmęczeniowego. Bardzo duże zagrożenie dla konstrukcji spawanych stanowią karby.
Warunek wytrzymałości zmęczeniowej R= б / Mzm gdzie б- naprężenia , R-wytrzymałość obliczeniowa, Mzm- współczynnik zmęczeniowy
Przy obliczaniu współczynnika zmęczeniowego niezmiernie ważny jest współczynnik wrażliwości na działanie karbu. Wyróżniamy podział złączy spawanych na 5 grup karbu: K0,K1, K2,K3,K4-największy karb. Obowiązek sprawdzania konstrukcji na zmęczenie występuje w przypadku kiedy sumaryczna liczba cykli naprężeń wynosi 10e4.
Zasady ogólne projektowania złączy spawanych obciążonych dynamicznie:
minimalny wpływ karbu
symetryczne rozmieszczenie spoin
unikać projektowania spoin w miejscach trudnodostępnych
unikać nadmiernego skupiania spoin
unikać spoin w strefie zgniotu na zimno
unikać złączy doczołowych z nakładkami
Dla złącz specjalnej jakości pracujących pod obciążeniem dynamicznym należy przeprowadzić szlifowanie lica i grani spoiny.
(67)
Konstrukcje spawane, rurociągi i zbiorniki
Zbiorniki stalowe są to konstrukcje z blach, służące do przechowywania głównie cieczy lub gazów. Zbiorniki na ciecze mogą być niskociśnieniowe lub ciśnieniowe.
Naczynia ciśnieniowe (zbiorniki stałe, przenośne, walcowe, kuliste, kotły itp.) są objęte nadzorem instytucji państwowych, np. UDT lub branżowych. Dla naczyń ciśnieniowych UDT opracował warunki techniczne dozoru technicznego (DT), które należy stosować przy projektowaniu, wytwarzaniu, badaniach, eksploatacji, naprawach i modernizacji.
Przepisy Dozoru Technicznego
DT-UT-2003/WO-W/11 „Wytwarzanie - spawanie”
należy stosować minimalną ilość spoin
rozmieszczenie spoin powinno zapewniać:
wykonanie spoin wg wszystkich ustalonych wymagań
przeprowadzenie ewentualnej miejscowej obróbki cieplnej
przeprowadzenie kontroli jakości wszystkimi przewidzianymi metodami
przy spawaniu elementów o różnej grubości należy stosować fazy o kącie nie większym od 15°
spoiny wzdłużne poszczególnych dzwon powinny być przesunięte nie mniej niż o 100 mm
odległość między osiami złączy obwodowych nie powinna być mniejsza od trzykrotnej grubości ścianki i mniejsza od 100 mm
odległość brzegu spoiny czołowej od brzegu spoiny złącza kątowego nie powinna być mniejsza od grubości elementu dodatkowego i nie mniejsza od 100 mm
nie wolno umieszczać króćców na giętych odcinkach rur
złącza obwodowe rur powinny być umieszczone na prostych odcinkach (za wyjątkiem kolan) w odległości od zakończenia łuku nie mniejszej od 100 mm
odległość osi otworów od brzegów spoin głównych nie powinna być mniejsza od 0,9 średnicy otworu
przy projektowaniu dennic spawanych spoiny powinny być rozmieszczone w przekrojach równoleżnikowych lub wzdłuż cięciwy
PN - EN 286 - 1
„Proste nie ogrzewane płomieniem zbiorniki ciśnieniowe na powietrze lub azot. Zbiorniki ciśnieniowe ogólnego przeznaczenia”
złącza o niepełnym przetopie są niedopuszczalne (za wyjątkiem króćców, den płaskich oraz kołnierzy, przy czym muszą one być mocowane za pomocą dwóch spoin)
w przypadku mocowania króćców spoinami niepełnymi muszą one mieć grubość równą co najmniej 0,7 grubości najcieńszego z elementów
króćce można uwzględniać jako wzmocnienie korpusu głównego o ile są one mocowane do płaszcza spoinami dwustronnymi (mogą być to spoiny niepełne lub pachwinowe)
jeżeli płaszcz zbiornika wykonywany jest z więcej niż jednego dzwona, osie spoin wzdłużnych powinny być przesunięte między sobą o co najmniej 50 mm.
Otwory w płaszczu walcowym należy umieszczać możliwie najdalej od złączy spawanych
Nie wolno wykonywać jakichkolwiek otworów w złączu spawanym
Odległość między dowolnymi spoinami liczona od skraju przygotowania krawędzi nie może być mniejsza od czterokrotnej grubości płaszcza
Odległość jakiejkolwiek spoiny od spoiny obwodowej nie może przekraczać odległości określonej zależnością:
a=√Dxe
a - odległość dowolnej spoiny od spoiny obwodowej [mm]
D - średnica zbiornika [mm]
e - grubość płaszcza zbiornika
(68)
Projektowanie konstrukcji spawanych, zasady projektowania
Metody wymiarowania konstrukcji stalowych
Istotą wymiarowania konstrukcji jest określenie właściwego stosunku między postulatem wymaganego bezpieczeństwa i niezawodności eksploatacyjnej a maksymalną ekonomicznością konstrukcji. Proces wymiarowania składa się z następujących etapów:
Obliczenia sił i momentów występujących w poszczególnych elementach i w całej konstrukcji pod wpływem różnego rodzaju obciążeń zewnętrznych
Określenia przekrojów poszczególnych elementów,
Sprawdzenia wytrzymałości (nośności), stateczności i sztywności wstępnie zaprojektowanych elementów konstrukcji połączeń.
Obliczanie konstrukcji i jej elementów prowadzi się zgodnie z zasadami wytrzymałości materiałów, mechaniki właściwej dla określonych dziedzin techniki przy uwzględnieniu warunków eksploatacji i skutków ewentualnej awarii. Zaleca się więc korzystanie z właściwych dla tych dziedzin norm i wytycznych, a jeśli takich brak dla określonych konstrukcji, można posłużyć się innymi o podobnym charakterze.
Z zagadnieniem bezpieczeństwa konstrukcji metalowych związane są metody ich wymiarowania, w których uwzględnia się stan pracy konstrukcji (sprężysty lub sprężysto-plastyczny) oraz rodzaj obciążeń wprowadzonych do obliczeń (normowych, czyli charakterystycznych oraz obliczeniowych). Aktualnie w większym stopniu, stosuje się metodę stanów granicznych niż bardziej tradycyjną metodę naprężeń dopuszczalnych.
Metoda naprężeń dopuszczalnych jest metodą deterministyczną, w skorej zakłada się, że właściwości materiału i obciążenia są nielosowe, nie podlegające odchyłkom. Operuje się w niej obciążeniami charakterystycznymi i normową Re stali. Natomiast wszystkie możliwe odchyłki od charakterystycznych obciążeń, od teoretycznych wymiarów przekrojów elementów konstrukcyjnych, od cech wytrzymałościowych stali, itp. Ujęto w jednym tylko współczynnikiem bezpieczeństwa n. dzieląc Re przez n otrzymuje się naprężenie dopuszczalne k=Re/n
Wartość współczynnika n zawiera się w granicach 1,4-1,8 i zależy od gatunku stali i jej wytrzymałości, rodzaju naprężeń i obciążeń.
Metoda naprężeń dopuszczalnych jest związana ze stanem sprężystym konstrukcji (w zakresie obowiązywania prawa Hooke'a), czyli zakłada, że osiągnięcie Re w jakimś miejscu konstrukcji jest równoznaczne z jej zniszczeniem. W rzeczywistości w pewnych częściach przekrojów pojawiają się odkształcenia plastyczne, co nie prowadzi do zniszczenia konstrukcji, dzięki redystrybucji naprężeń w elementach z materiałów sprężysto- plastycznych. Z tego i innych względów metoda naprężeń dopuszczalnych jest zbyt zachowawcza i nieekonomiczna w projektowaniu.
Wytrzymałościowy warunek bezpieczeństwa jest spełniony wówczas gdy naprężenie występujące w poszczególnych przekrojach konstrukcji w wyniku działania obciążeń normowych nie przekraczają naprężenia dopuszczalnego k. metoda ta jest stosowana w budowie naczyń ciśnieniowych zgodnie z przepisami UDT DT-UT-90/W0-W11 oraz w budowie maszyn i urządzeń, w projektowaniu konstrukcji ze stopów Al.
Metoda stanów granicznych- należy do metod pół probabilistycznych gdyż zawiera w sobie zarówno arbitralnie przyjmowane parametry bezpieczeństwa, jak też opartą na rachunku prawdopodobieństwa analizę takich parametrów jak cechy wytrzymałościowe i geometryczne elementów konstrukcyjnych oraz losowe odchyłki obciążeń. Wymiarowanie konstrukcji prowadzi się w oparciu o obciążenia obliczeniowe i o obliczeniową wytrzymałość stali. Ze względu na przyjęcie w obliczeniach sprężysto- plastycznego stanu konstrukcji dopuszcza się powstanie w części przekroju pewnych odkształceń plastycznych, zwłaszcza w ustrojach statycznie niewyznaczalnych.
Stanem granicznym określa się taki stan konstrukcji, po osiągnięciu, którego konstrukcja lub jej element zagraża bezpieczeństwu lub przestaje spełniać wymagania użytkowe. W myśl tej metody są dwa stany graniczne: stan graniczny nośności i stan graniczny użytkowania.
Obliczanie wg. Stanów granicznych nośności ma na celu sprawdzenie, czy jest zapewniona wytrzymałość i stateczność konstrukcji we wszystkich fazach budowy i eksploatacji. Obliczenia sprowadzają się na ogół do porównania naprężeń obliczeniowych s z wytrzymałością obliczeniową stali fd przy uwzględnieniu rodzaju elementu i rodzaju obciążenia.
Sprawdzenie konstrukcji ze względu na stany graniczne użytkowania ma na celu zapewnienie wymaganej sztywności, niedopuszczenie do nadmiernych ugięć, przemieszczeń i drgań, utrudniających lub uniemożliwiających prawidłową eksploatację obiektu. W tym stanie stosuje się charakterystyczne wartości obciążeń, bez współczynników obciążenia i zmęczeniowego.
Metoda stanów granicznych stosowana jest w projektowaniu konstrukcji stalowych dla budownictwa ogólnego i przemysłowego (PN-90/B-03200), obiektów mostowych (PN-87/S- 10052), dźwignic (PN-79/M-06515), zbiorników walcowych (PN-B-03210), zbiorników ciśnieniowych kulistych (PN-B-03211).
Wytrzymałość obliczeniowa stali na rozciąganie, ściskanie i przy zginaniu fd przyjmowana jest wg PN-90/B-03200. Wytrzymałość obliczeniowa na ścianie określona jest z zależności fdv=fd/31/2=0,58fd. gdy nie ma ujętych wytrzymałości w tej normie to ustala się indywidualnie, dzieląc charakterystyczną fyk przez współczynnik materiałowy gs.
Jeśli nie przeprowadzono odpowiednich badań, to należy przyjmować fyk= Remin oraz
Γ=1.15- dla stali o R<=355MPa
Γ=1.2- dla stali o 355<Re<460MPa
Γ=1.25- dla stali o 460<Re<=590MPa
Wytrzymałość charakterystyczna fyk jest to najmniejsza charakterystyczna (normowa) wartość Re, czyli odpowiada ona kategorii wytrzymałościowej stali. Współczynnik gs jest częściowym współczynnikiem bezpieczeństwa dla wyrobów hutniczych, uwzględniając wpływ odchyłek kształtu i cech wytrzymałościowych.
Wytrzymałość obliczeniową spoin ustala się na podstawie wytrzymałości obliczeniowej łączonej stali, mnożąc ją przez współczynnik wytrzymałości spoiny α.
W przypadku łączenia części ze stali różnych gatunków o różnej wytrzymałości obliczeniowej fd wytrzymałość obliczeniową spoin ustala się na podstawie stali o niższej wytrzymałości, przyjmując również właściwy dla niej współczynnik α.
Wymiarowanie stalowych ustrojów nośnych dźwignic
Zasady wymiarowania nośnych dźwignic ujęte są w normach państwowych m.in. PN-79/M-06515, PN-88/M-06516, PN-78/M-45000 oraz w warunkach technicznych UDT. Powyższe nie dotyczą dźwignic instalowanych na taborze pływającym, które są objęte oddzielnymi przepisami.
Stalowe ustroje dźwignic wymiaruje się metodą stanów granicznych. Ustrój nośny lub jego elementy przestają spełniać zadania, do jakich zostały przeznaczone, jeżeli zostanie przekroczony jeden z następujących stanów granicznych:
Obejmujący zjawiska związane z wytrzymałością (statyczną):
Zniszczenie najbardziej wytężonego przekroju na skutek przekroczenia wytrzymałości materiału
Odkształcenie trwałe spowodowane przekroczeniem granicy plastyczności materiału
Utratę stateczności ogólnej i lokalnej na skutek przekroczenia naprężeń krytycznych materiału
Ujawniający się powstawaniem pęknięć lub uszkodzeń zmęczeniowych- związany z trwałością ustroju nośnego
Ujawniający się przez nadmierne przemieszczenia i drgania- związany ze sztywnością ustroju nośnego.
Wytrzymałość obliczeniowa stali i spoin w projektowaniu dźwignic
Wytrzymałość obliczeniową materiałów zalecanych na ustroje nośne dźwignic podane są w normie PN-79/M-06515. Dla innych gatunków stali, nie wymienionych w tej normie wytrzymałość obliczeniową R0 określa się w zależności od minimalnej normowej Re wg poniższych zależności:
Ro=0,9Re dla Re<=240MPa
Ro=0,85Re dla Re>=360MPa
Zasada określania wytrzymałości spoin jest podobna do stosowanej w PN-90/B-03200, lecz przyjmowane współczynniki s są bardziej tradycyjne. Wytrzymałość obliczeniową spoin obniża się dodatkowo o 20%, gdy spoiny wykonywane są w pozycji pułapowej i gdy kąt rozwarcia ścianek w przypadku spoin pachwinowych wynosi 60-800. Przy łączeniu dwóch gatunków stali podstawą do określenia Ros jest stal o niższej wartości Re.
Zasady projektowania konstrukcji spawanych w aspekcie minimalizacji naprężeń spawalniczych
Konstrukcja powinna mieć minimalną niezbędną ilość spoin
Grubość materiałów powinna być uzasadniona tylko względami wytrzymałościowymi i eksploatacyjnymi
Grubości spoin pachwinowych nie powinny być większe niż wynikające z warunków wytrzymałościowych lub postanowień norm przedmiotowych.
W przypadkach uzasadnionych względami wytrzymałościowymi stosować spoiny przerywane
Stosować spoiny dwustronne czołowe i pachwinowe
Projektować złącza spawane w układach symetrycznych, w których istnieje możliwość równoważenia sił skurczu poprzez stosowanie odpowiednich kolejności spawania
Stosować podział konstrukcji na podzespoły
Zasady projektowania konstrukcji spawanych w aspekcie minimalizacji odkształceń spawalniczych
Przed spawaniem elementy muszą być właściwie przygotowane:
Stosować zmechanizowane sposoby ukosowania brzegów
Zapewnić minimalny odstęp pomiędzy elementami przygotowywanymi do wykonania spoin pachwinowych
Stosować wymiary rowków odpowiednio do zastosowanej metody spawania
Stosować odkształcenia wstępne (przeciw odkształcenia)
Przestrzegać właściwych kolejności wykonywania ściegów (sczepianie i spawanie odcinkami, spawanie przemienne odcinkami, spawanie krokiem wstecz)
Stosować oprzyrządowanie
-----------
PN - 90/B- 03200 - Konstrukcje stalowe. Obliczenia statyczne i projektowanie
Połączenia spawane
Materiały
Kształtowniki, blachy i rury należy przyjmować wg zaleceń normy
Materiały inne niż wymienione w normie powinny posiadać aprobaty, znak bezpieczeństwa i atesty
Połączenia należy projektować stosownie do warunków wytwarzania, transportu, montażu i eksploatacji
Połączenia powinny mieć zapewnioną nośność, sztywność i zdolność do odkształceń plastycznych
Spiętrzenia naprężeń powinny być jak najmniejsze
Rodzaj wymiary i jakość połączeń spawanych powinny być jednoznacznie określone w dokumentacji
Połączenia blach cienkich (t< 3 mm) powinny być projektowane wg odrębnych przepisów
Liczba połączeń spawanych powinna być ograniczona do minimum
Musi być zapewniony właściwy dostęp w celu możliwości wykonania połączenia spawanego
Unikać krzyżowania się spoin, w wewnętrznych narożnikach kształtowników, oraz w strefie zgniotu na zimno
Grubość spoin czołowych przyjmuje się jako równą grubości cieńszej z łączonych części
Długość spoin czołowych należy przyjmować jako długość rzeczywista pomniejszoną o długość kraterów
Grubość spoin pachwinowych należy przyjmować: 0,2t2 ale nie więcej niż 10 mm i nie mniej niż 2,5 mm 0,7 t1 ale nie więcej niż 16 mm gdzie t1 grubość cieńszego elementu, a t2 grubość większego
Długość obliczeniowa spoin pachwinowych przyjmuje się jako sumę ich długości spoin.
PN-82/S-1005 - Obiekty mostowe. Konstrukcje stalowe. Projektowanie
Połączenie powinny być projektowane w taki sposób, aby maksymalnie ograniczyć spiętrzenie naprężeń
Unikać nadmiernego skupiania spoin w połączeniu
Unikać stosowania spoin w strefie zgniotu na zimno
Unikać stosowania spoin w miejscach trudnodostępnych
Unikać stosowania nakładek
Stosować łagodne przejścia przekrojów
Grubość spoin czołowych przyjmuje się równą grubości cieńszego elementu
Długość spoin czołowych przyjmuje się jako długość rzeczywista bez kraterów
Grubość spoin pachwinowych przyjmuje się: nie mniejszą od 0,2g i nie większą od 0,7g przy czym musi być większa od 4mm.
Nie należy stosować spoin przerywanych
PN -88 / M-06516 „Dźwignice. Złącza spawane w stalowych ustrojach nośnych dźwignic
Połączenie powinny być projektowane w taki sposób, aby maksymalnie ograniczyć spiętrzenie naprężeń
Należy unikać połączeń czołowych w kształtownikach przenoszących naprężenia rozciągające
Unikać nadmiernego skupiania spoin w połączeniu
Unikać stosowania spoin w strefie zgniotu na zimno
Unikać stosowania spoin w miejscach trudnodostępnych
Unikać stosowania nakładek
Stosować łagodne przejścia przekrojów
Stosować styki o płaszczyźnie przekroju prostopadłej do osi łączonych elementów
Nie stosować spoin przerywanych
Unikać stosowania w jednym przekroju połączeń mieszanych ( śrubowych i spawanych)
Stosować minimalną ilość spoin montażowych
Przepisy Dozoru Technicznego DT-UT-2003/WO-W/11 „Wytwarzanie -spawanie"
Należy stosować minimalną ilość spoin
Rozmieszczenie spoin powinno zapewniać:
Wykonanie spoin wg wszystkich ustalonych wymagań
Przeprowadzenie ewentualnej miejscowej obróbki cieplnej
Przeprowadzenie kontroli jakości wszystkimi przewidzianymi metodami
Przy spawaniu elementów o różnej grubości należy stosować fazy o kącie nie większym od 15°
Spoiny wzdłużne poszczególnych dzwon powinny być przesunięte nie mniej niż o 100 mm
Odległość między osiami złączy obwodowych nie powinna być mniejsza od trzykrotnej grubości ścianki i nie mniejsza od 100 mm
Odległość brzegu spoiny czołowej od brzegu spoiny złącza kątowego nie powinna być mniejsza od grubości elementu dodatkowego i nie mniejsza od 100 mm
Nie wolno umieszczać króćców na giętych odcinkach rur
Złącza obwodowe rur powinny być umieszczone na prostych odcinkach (za wyjątkiem kolan) w odległości od zakończenie łuku nie mniejszej od 100 mm
Odległość osi otworów od brzegów spoin głównych nie powinna być mniejsza od 0,9 średnicy otworu
Przy projektowaniu dennic spawanych spoiny powinny być rozmieszczone w przekrojach równoleżnikowych lub wzdłuż cięciwy
PN - EN 286 -1 „Proste nieogrzewane płomieniem zbiorniki ciśnieniowe na powietrze lub azot. Zbiorniki ciśnieniowe ogólnego przeznaczenia"
Złącza o niepełnym przetopie są niedopuszczalne (za wyjątkiem króćców, den płaskich oraz kołnierzy przy czym muszą one być mocowane za pomocą dwóch spoin)
W przypadku mocowania króćców spoinami niepełnymi muszą one mieć grubość równa co najmniej 0,7 grubości najcieńszego z elementów
Króćce można uwzględniać jako wzmocnienie korpusu głównego o ile są one mocowane do płaszcza spoinami dwustronnymi (mogą być to spoiny niepełne lub pachwinowe)
Jeżeli płaszcz zbiornika wykonywany jest z więcej niż jednego dzwona, osie spoin wzdłużnych powinny być przesunięte miedzy sobą o co najmniej 50 mm
Otwory w płaszczu walcowym należy umieszczać możliwie najdalej od złączy spawanych
Nie wolno wykonywać jakichkolwiek otworów w złączu spawanym
Odległość między dowolnymi spoinami liczona od skraju przygotowania krawędzi nie może być mniejsza od czterokrotnej grubości płaszcza
Odległość jakiejkolwiek spoiny od spoiny obwodowej nie może przekraczać odległości określonej zależnością:
a = √D e
gdzie: a - odległość dowolnej spoiny od spoiny obwodowej [mm] D - średnica zbiornika [mm] e - grubość płaszcza zbiornika
(69)
Montaż, zasady stosowania i spoiny sczepne
Przed przystąpieniem do spawania należy najpierw przygotować złącze do spawania, czyli obciąć na żądany wymiar, oczyścić, przygotować brzegi oraz sczepić złącze spoinami sczepnymi lub zakołkować złącze.
W celu zachowania w czasie spawania stałej geometrii złącza i odstępu łączonych przedmiotów zaleca się szczepienie lub mocowanie w zaciskach. Długość spoin sczepnych powinna wynosić ok. 15 ¸ 30mm z odstępem około 30 grubości łączonych przedmiotów. Grubość spoin sczepnych nie powinna przekraczać 1/3 przekroju spoiny, a w czasie wykonywania złącza należy spoiny sczepne dokładnie przetopić lub wyciąć.
Spawane brzegi przedmiotów muszą być dokładnie przygotowane, tak, aby nie ulegały odkształceniu w czasie spawania, zmieniając przez to np. odstęp i kąt ukosowania rowka spawalniczego. Stosuje się w tym celu sczepianie spoinami sczepnymi o długości 10 ¸ 30 i odstępie 10 ¸ 60 mm, w zależności od sztywności (grubości) spawanych przedmiotów, lub mocowanie w specjalnych przyrządach z podkładkami formującymi grań. W celu uniknięcia odkształcenia kątowego złącza, występującego często przy spawaniu cienkich blach, należy zastosować wstępne odkształcenie brzegów blach pod takim kątem, by naprężenia spawalnicze sprawiły, że złącze po spawaniu jest płaskie.
Zalecane sposoby mocowania cienkich blach
Mocowanie może odbywać się przez zastosowanie:
Centrownika szybkomocujący zewnętrzny
do szybkiego i dokładnego centrowania rur o jednakowych lub różnych średnicach na wspólnej linii środkowej. Automatyczne dopasowanie średnicy. Bez konieczności jakichkolwiek regulacji. Dostęp do spawania na całym obwodzie.
Łańcucha centrującego do centrowania i mocowania rur i bez ograniczenia długości oraz do mocowania kolanek, kołnierzy, trójników. Zestaw składa się z łańcucha standardowej długości i z napinacza. Duży zakres mocowania dzięki możliwości dodawania dodatkowych ogniw.
specjalnych stołów oraz uchwytów mocujących.
---------------------------------------
Ze względu na funkcję, jaką spełniają stanowiska spawalnicze możemy podzielić na trzy podstawowe grupy: stanowiska montażowo- spawalnicze, stanowiska spawalnicze uniwersalne, stanowiska spawalnicze specjalizowane.
Stanowiska montażowo- spawalnicze są przeznaczone do montażu, sczepiania a następnie spawania luźnych elementów konstrukcji, przy czym w większości przypadków stosuje się tutaj metody półautomatycznego spawania w osłonach gazowych lub spawania ręcznego elektrodami otulonymi, rzadziej natomiast spawanie automatyczne łukowe. Wyróżniamy dwie podgrupy zespołów do budowy stanowisk montażowo- spawalniczych: stoły montażowo- spawalnicze, pozycjonery.
Wyróżniamy:
Stoły montażowo- spawalnicze z mechanicznymi elementami mocującymi
Stoły montażowo- spawalnicze z pneumatycznymi lub hydraulicznymi elementami mocującymi
Stoły montażowo- spawalnicze z elektromagnetycznymi elementami mocującymi
Pozycjonery spawalnicze
Pozycjonery rolkowe
Pozycjonery łańcuchowe
Stanowiska spawalnicze uniwersalne
Obrotniki spawalnicze
Obrotniki rolkowe
Obrotniki karuzelowe
Manipulatory konwencjonalne
Manipulatory kołyskowe
Manipulatory przegubowe
Do łączenia elementów ze stali stopowych i metali nieżelaznych o grubości do 2mm stosuje się spawanie punktowe metodą TIG. Przy metodzie MIG lub MAG stosuje się je również do łączenia elementów ze stali nisko węglowych i stopowych o grubości do 5mm. Za pomocą spawania punktowego wykonuje się połączenia zakładkowe lub nakładkowe, głównie przy mocowaniu cienkościennych poszyć do konstrukcji szkieletowych. Spawanie punktowe jest jedną z odmian spawania łukowego w osłonie gazów zarówno metodą TIG jak i MIG lub MAG. Ponieważ spoina punktowa powstaje jedynie z stopionego metalu rodzimego bez dodatku spoiwa ma ona lico wklęsłe.
(70)
Pomiar parametrów spawania
Definicja. Pomiar to czynność doświadczalna mająca na celu wyznaczenie wartości mierzonej obarczonej pewną niepewnością pomiaru. Pomiar może być bezpośredni za pomocą miernika magnetoelektrycznego i pośredni za pomocą wzmacniacza elektronicznego. Przyrządy pomiarowe dzieli się na analogowe (gdzie informacja z obiektu mierzonego jest funkcją ciągłą wielkości mierzonej, a błędy odczytu zależą od umiejętności i doświadczenia obserwatora oraz jego stanu psychofizycznego) oraz cyfrowe (gdzie informacja z obiektu mierzonego jest w postaci cyfrowej skwantowanej).
Pomiar podstawowych parametrów spawania. Do podstawowych parametrów spawania należą napięcie, natężenie prądu i temperatura (podgrzania wstępnego, międzyściegowa).
Pomiar napięcia. Rozróżnia się pomiar napięć wysokiej częstotliwości, pomiar napięć stałych oraz pomiar napięć małej częstotliwości. Wskazania woltomierza będą obarczone, zależnie od częstotliwości, błędem systematycznym spowodowanym skończoną impedancją woltomierza.
Pomiar natężenia prądu. Natężenie prądu mierzymy metodą pośrednią przez pomiar spadku napięcia na rezystorze wzorcowym (pomiar natężenia prądu stałego i małych częstotliwości) lub kondensatorze (pomiar przy częstotliwościach nad akustycznych lub radiowych).
Pomiar temperatury. Pomiaru temperatury dokonuje się przy pomocy termometrów termoelektrycznych (termopar), termometrów rezystancyjnych, termometrów półprzewodnikowych, pirometrów, termoindykatorów kredkowych (termokredek), urządzeń do pomiaru temperatury metodą skanowania pola temperaturowego, termometrów ultradźwiękowych.
Nowoczesne układy pomiarowe. Nowoczesne wielofunkcyjne układy pomiarowe pozwalają na pomiar natężenia prądu, napięcia i mocy w stanie biegu jałowego i przy różnych stanach obciążenia spawarki, cos φ i sprawności η, zewnętrznej charakterystyki statycznej, charakterystyki dynamicznej, napięć wtórnych średnich i szczytowych, napięcia łuku elektrycznego, prędkości podawania drutu, prędkości spawania, temperatury oraz prądów zwarcia obwodu spawania spawarki.
(71)
CTP, CTPs, CTPc porównaj je ze sobą (różnice)
CTP - (Czas Temperatura Przemiana) - wykresy, które przedstawiają ilościowe dane
dotyczące zależności struktury i czasu przemiany austenitu (jesteśmy w stanie określić rodzaj
przemiany przy określonych warunkach chłodzenia).
-wykresy CTPi - Czas Temperatura Przemiana przy chłodzeniu izotermicznym,
-wykresy CTPc - Czas Temperatura Przemiana przy chłodzeniu ciągłym,
-wykresy CTPc-S - Czas Temperatura Przemiana przy chłodzeniu ciągłym w
warunkach spawalniczych.
CTPi - opierając się na metodzie izotermicznej śledzi się przemiany austenitu w perlit,
bainit i martenzyt. Wykresy CTPi wykorzystywane są do określania temperatury i czasu
wygrzewania np. podczas wyżarzania lub hartowania. (chłodzenie izotermiczne - przerywany
proces chłodzenia z zatrzymywaniem temp. na określonym poziomie).
CTPc - stosowane podczas obróbki cieplnej w przemyśle, przy ustalaniu struktury i
twardości stali podczas hartowania, wyżarzania normalizującego lub zupełnego.
Różnice pomiędzy CTPc a CTPi:
-CTPc przemiany strukturalne zachodzą szybciej (w krótszym czasie) niż dla CTPi,
-CTPc przemiany zachodzą w niższych temperaturach niż przy chłodzeniu CTPi.
Podczas spawania przemiany austenitu nie zachodzą w warunkach izotermicznych, ale
przy chłodzeniu ciągłym.
Zasadnicze różnice pomiędzy warunkami cieplnymi procesu spawania a typową
obróbką cieplną:
bardzo duża szybkość nagrzewania i chłodzenia SWC w warunkach spawalniczych (t8/5 = 1 ÷ 600s),
zróżnicowana i bardzo wysoka temperatura austenityzacji (o 400°C wyższa niż w spawalniczych (t8/5 = 1 ÷ 600s),
bardzo krótki czas wytrzymania w stanie austenitu.
Wykresy CTPc-S umożliwiają przewidywanie rodzajów przemian strukturalnych
zachodzących w poszczególnych punktach SWC oraz ilościowy udział składników
strukturalnych i rozkład twardości w tej strefie. Wykresy CTPc-S są podstawą do określenia
parametrów spawania (energii liniowej łuku) i temp. wstępnego podgrzewania.
Wykresy CTPc-S są zmodyfikowane - przedstawiają zależność temperatury przemian od
czasów chłodzenia w zakresie 800 ÷ 500oC, przedstawiają także podstawowe właściwości
(twardość i udarność) SWC.
--------------
Opierając się na metodzie izotermicznej śledzi się przemianę austenitu w perlit, bainit, i martenzyt w funkcji czasu, w różnych ustalonych temperaturach niższych od temp. A1 (t= const.). Otrzymane wyniki, dzięki zależności struktury i twardości materiału od czasu przebywania w kąpieli, pozwalają ustalić początek i koniec przemiany w każdej temp. Czas rozpoczęcia i zakończenia każdej przemiany odczytuje się z wykresu przez zrzutowanie na oś czasu punktów przecięcia krzywych początku i końca przemiany przez prostą odpowiadającą danej temp. Wykresy CTPi opracowane dla różnych gatunków stali są wykorzystywane do określenia temp. i czasu wygrzewania np. podczas wyżarzania izotermicznego czy też przy hartowaniu izotermicznym lub stopniowym.
Przykład wykresu CTPi przedstawiono na rys.
Wykresy CTPc charakteryzują przemiany austenitu przechłodzonego przy chłodzeniu różnymi szybkościami. Wyniki rozpadu austenitu przy chłodzeniu ciągłym przedstawia się w układzie współrzędnych prostokątnych: temperatura - logarytm czasu. Temperatury początku i końca poszczególnych przemian i odpowiadające im czasy odczytuje się przez zrzutowanie odpowiednio na os temperatury lub oś czasu punktów przecięcia krzywych szybkości chłodzenia z krzywymi początku i końca przemiany. Wykresy CTPc znalazły zastosowanie przy ustaleniu struktury i twardości np. podczas procesu hartowania, wyżarzania normalizującego lub zupełnego stali. Ponadto Wykresy CTPc sporządzane dla różnych gatunków stali umożliwiają określenie dla tych stali tzw. szybkości krytyczne Vk czyli najmniejszej szybkości chłodzenia od temp. austenityzacji, przy której uzyskuje się w stali strukturę martenzytu. Na wykresie CTPc szybkość krytyczna jest linią chłodzenia przebiegającą stycznie do krzywej początku przemiany austenitu w punkcie najmniejszej trwałości austenitu przechłodzonego. Przykład wykresu CTPc przedstawiono na rys.
Gdzie:
Ac1 - temp. przem. P w A
Ac3 - temp.końca przem. F w A
(nagrzewanie)
Ar3 - temp.początku wydzielania
się F z A itp.
Ar1 - temp. przemiany A w P
Ponadto :
Ms - temp. początku przemiany
Martenzytycznej
Mf - temp. końca przemiany
martenzytycznej
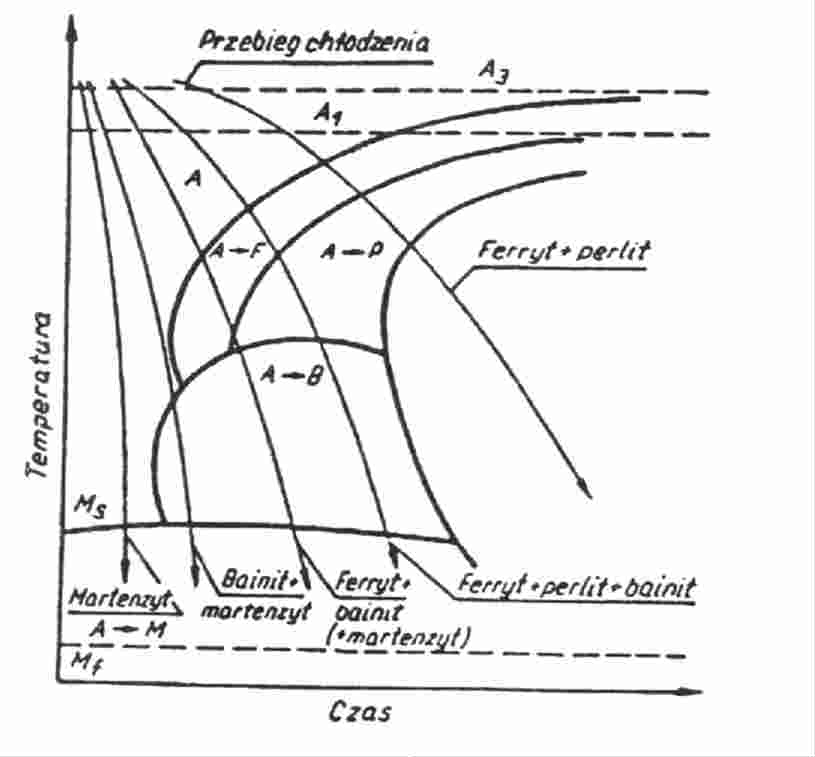
Wykresy CTPc-S W warunkach spawalniczych konieczne jest opracowanie wykresów przemian austenitu zachodzących podczas oddziaływania cyklu cieplnego spawania w warunkach chłodzenia ciągłego (temp. austenityzowania Tmax = 1250 do 1300C, czas stygnięcia t8/5 = 1 do 600 s). Wyniki badania przemian austenitu w stali w warunkach spawalniczych są przedstawione w układzie półlogarytmicznym temperatura - czas, w postaci krzywych CTPc-S. Spawalnicze wykresy CTPc-S znacznie różnią się od wykresów CTPc stosowanych dla potrzeb klasycznej obróbki cieplnej w warunkach metalurgicznych. Różnice są spowodowane zupełnie odmiennym charakterem przebiegu i specyfikacją cyklu cieplnego spawania w porównaniu do cyklu klasycznej obróbki cieplnej. Różnice pokazano na rys:
Z powyższych względów struktury i twardości stali poddanych obróbce cieplnej wg wykresów CTPc i CTPc-S znacznie się różnią.
Rozróżnia się następujące metody wyznaczania wykresów CTPc-S
- metody bezpośrednie, tzw. „in situ” w których temp. przemian określa się bezpośrednio w czasie procesu spawania.
- metody symulacyjne, w których próbki o małych wymiarach, wykonane z badanej stali, poddaje się oddziaływaniu symulowanych cykli cieplnych spawania, które możliwie jak najwierniej odwzorują fazę nagrzewania i chłodzenia tak jak to ma miejsce podczas rzeczywistego procesu spawania.
Metody pomiarowe:
metody bezpośredniej a-metoda analizy termicznej, b- metoda dylatometryczna
metody symulacyjne a-metoda analizy termicznej, b- metoda dylatometryczna c- magnetometryczna
Wykresy CTPc-S są stosowane zarówno przy ocenie spawalności stali jak i przy opracowywaniu technologii spawania. Wykresy te są wykorzystywane w czasie analizy metaloznawczej strefy wpływu ciepła, a także podczas oceny własności mechanicznych i plastycznych poszczególnych obszarów złącza spawanego, analizie struktur spoin, postępowi w zakresie opracowywania nowych mat. dodatkowych do spawania.
(72)
Obróbka cieplna procesów spawalniczych
RODZAJE OBRÓBKI CIEPLNEJ
Obróbka cieplna zwykła (konwencjonalna, podstawowa)
Proces technologiczny, w wyniku, którego uzyskuje się zmiany własności metali i stopów będące funkcją temperatury i czasu.
Obróbka cieplno-chemiczna
Proces technologiczny, którego celem jest uzyskanie zmian własności warstwy wierzchniej metali i stopów w wyniku działania temperatury, czasu i środowiska technologicznego.
Obróbka cieplno - magnetyczna
Proces technologiczny, którego celem jest uzyskanie zmian, głównie zmian fizycznych własności metali i stopów (lepszych własności magnetycznych) w wyniku działania temperatury, czasu i silnego pola magnetycznego
Obróbka cieplno - plastyczna
Proces technologiczny, którego celem jest uzyskanie zmian, głównie zmian fizycznych własności metali i stopów w wyniku działania temperatury, czasu prędkości i wielkości odkształcenia plastycznego.
TECHNOLOGIA OBRÓBKI CIEPLNEJ
Operacja obróbki cieplnej
Część procesu technologicznego OC wykonywana w sposób ciągły, na jednym stanowisku OC, przez jednego lub kilku pracowników na jednym lub kilku wsadach (np. wyżarzanie, hartowanie, odpuszczanie, przesycanie).
Zabieg obróbki cieplnej
Część operacji OC realizowana za pomocą tych samych środków technologicznych przy niezmienionych parametrach OC (np. nagrzewanie, wygrzewanie i chłodzenie).
GRZANIE
Jednokrotne lub wielokrotne podwyższanie i następnie utrzymywanie temperatury wsadu. Polega na doprowadzeniu do nagrzewanego elementu, w określonym czasie, odpowiedniej ilości ciepła tak, aby osiągnąć założoną temperaturę grzania (wygrzewania) w całym przekroju elementu lub w określonej objętości.
Ze względu na przewodność cieplną [W/K], opór cieplny [K/W] i szybkość nagrzewania [oC/h] metalu lub jego stopu, wyróżnia się następujący podział elementów nagrzewanych:
materiały o dużej zdolności przenikania ciepła - można nagrzewać szybciej,
materiały o małej zdolności przenikania ciepła - należy nagrzewać wolniej.
Stosowana prędkość grzania zależy także od:
własności mechanicznych w stanie wyjściowym (materiały kruche należy nagrzewać wolniej),
sposobu nagrzewania (przy nagrzewaniu bezpośrednim można stosować większe szybkości),
kształtu przedmiotu (przedmioty o skomplikowanych kształtach należy nagrzewać bardzo wolno).
W praktyce rozróżnia się następujące sposoby nagrzewania wsadu (OC w piecu):
z piecem (nagrzewanie powolne),
w piecu, w temperaturze zabiegu OC (nagrzewanie przyspieszone),
w piecu, w temperaturze wyższej od temperatury zabiegu OC (nagrzewanie szybkie).
WYGRZEWANIE
Wytrzymanie wsadu w temperaturze pośredniej lub docelowej dla określonego rodzaju operacji OC (np. wyżarzanie odprężające stali konstrukcyjnych - temperatura wygrzewania 500 ÷ 700oC).
CHŁODZENIE
Obniżanie temperatury wsadu do temperatury otoczenia lub innej, wynikającej z rodzaju operacji OC. Chłodzenie z temperatury wygrzewania podczas OC przeprowadza się w różnych ośrodkach chłodzących, do których zaliczyć można:
powietrze spokojne lub sprężone,
woda oraz wodne roztwory soli i ługów,
oleje
kąpiele solne lub metalowe,
ośrodki fluidyzowane.
Studzenie - chłodzenie z małą prędkością
Oziębianie - chłodzenie z duża prędkością
Wychładzanie - wytrzymanie elementu obrabianego cieplnie w pośredniej lub docelowej temperaturze podczas chłodzenia
WYŻARZANIE
Polega na nagrzaniu wsadu do określonej temperatury, wygrzaniu w tej temperaturze i zazwyczaj powolnym chłodzenie z szybkością pozwalającą na otrzymanie struktury w stanie równowagi lub zbliżonej do tego stanu. Przemiana fazowa nie wywiera wpływu na końcową strukturę:
- ujednorodniające (zachodzi przemiana ale nie wpływa),
- rekrystalizujące, odprężające (przemiana nie zachodzi).
Przemiana fazowa wywiera wpływu na końcową strukturę:
- normalizujące, zupełne, niezupełne, izotermiczne, sferoidyujące.
WYŻARZANIE NORMALIZUJACE
Polega na nagrzaniu wsadu do temperatury austenityzowania, tzn. do temperatury 30 ÷ 50°C powyżej Ac3, krótkotrwałym wygrzaniu w tej temperaturze i studzeniu w spokojnym powietrzu
Cel: uzyskania drobnego ziarna, równomiernego rozłożenia składników strukturalnych, zwiększenia wytrzymałości i plastyczności, polepszenia obrabialności, zmniejszenia naprężeń własnych lub przygotowania do dalszej obróbki.
WYŻARZANIE ODPRĘŻAJĄCE
Polega na nagrzaniu wsadu do temperatury poniżej Ac1, wygrzaniu w tej temperaturze i studzeniu (zwykle z piecem)
Cel: zmniejszenia naprężeń własnych bez wyraźnych zmian struktury i własności uzyskanych w wyniku wcześniejszej obróbki.
Stosowane do odlewów, konstrukcji spawanych, materiałów utwardzonych przez odkształcenie plastyczne.
(73)
Obszary strukturalne w SWC w złączu spawanym ze stali węglowej
STREFĄ WPŁYWU CIEPŁA nazywa się obszar materiału spawanego, w którym cykle cieplne spawania wywołują zmiany strukturalne oraz zmiany własności tego materiału.
OBSZAR CZĘŚCIOWEGO ROZTOPIENIA - stanowi granicę pomiędzy materiałem podstawowym, który podczas spawania uległ nadtopieniu, a ciekłym metalem spoiny. Charakteryzuje się strukturą gruboziarnistą o niekorzystnych własnościach plastycznych. Przy dużych szybkościach chłodzenia w tym obszarze tworzą się struktury hartownicze tzn. martenzyt i/lub bainit.
OBSZAR PRZEGRZANIA - obszar ten tworzy się w rezultacie nagrzania stali do temperatur powyżej 1000 - 110oC. Wysokie temperatury panujące w tym obszarze powodują rozrost ziaren austenitu, które nie ulegają rozdrobnieniu podczas chłodzenia. Taki typ struktury, który powstaje w wyniku przegrzania austenitu, a następnie przyspieszonego chłodzenia, nazywa się strukturą WIDMANNSTÄTTENA. Struktura ta charakteryzuje się tym, że ferryt wydziela się nie tylko na granicach pierwotnych ziaren austenitu, ale także wewnątrz ziaren, w postaci igieł. Obszar przegrzania, ze względu na niskie własności plastyczne (wysoka twardość i kruchość), jest szczególnie uczulony na różnego rodzaju pęknięcia. Własności użytkowe obszaru przegrzania SWC praktycznie decydują o własnościach użytkowych całego złącza spawanego.
Rozkład obszarów strukturalnych w zakresie SWC stali węglowej w funkcji temperatury w nawiązaniu do układu żelazo-węgiel
OBSZAR NORMALIZACJI - podczas spawania obszar ten zostaje nagrzany do temperatur pomiędzy A3, a temperaturą przegrzania (1000 - 1100oC). W wyniku tego zachodzi całkowita austenityzacja i następuje rozdrobnienie ziarna w strukturze. W zależności od zawartego węgla w stali oraz od szybkości chłodzenia obszar ten może mieć różne struktury. Przy niewielkich zawartościach węgla i wolnym chłodzeniu tworzy się struktura dwufazowa ferrytyczno-perlityczna o dobrych własnościach plastycznych. Natomiast przy wyższych zawartościach węgla i dużych szybkościach chłodzenia (krótkie czasy t8/5) mogą tworzyć się struktury hartownicze.
OBSZARNIEPEŁNEJ NORMALIZACJI - w czasie spawania obszar ten jest nagrzewany do temperatur w zakresie A1-A3. nagrzanie stali w tym zakresie temperatur prowadzi do austenityzacji perlitu obecnego w strukturze materiału podstawowego. Natomiast ferryt tylko częściowo ulega przemianie i praktycznie jego forma pozostaje identyczna jak w materiale podstawowym. Podczas chłodzenia austenit, który powstał z perlitu, ulega rozpadowi na drobnoziarnistą mieszaninę ferrytu i perlitu. W efekcie końcowym w strukturze obszaru niepełnej normalizacji występuje ferryt o wyraźnie zróżnicowanych wielkościach ziarna.
W metalach nie przechodzących przemian alotropowych (np. miedź, nikiel) jak również w stopach metali, które nie podlegają przemianom fazowym, zmiany w obszarze SWC ograniczają się tylko do zmian wielkości ziarna.
W każdym metalu, ogrzanym powyżej pewnej charakterystycznej dla tego metalu temperatury krytycznej, następuje rozrost ziaren, który jest tym większy im bardziej ta temperatura została przekroczona.
W przypadku spawania złączy z austenitycznych stali chromowo-niklowych (np. 00H18N9) lub wysokochromowych stali ferrytycznych, ziarna w obszarze SWC, z uwagi na brak przemian alotropowych, nie ulegają rozdrobnieniu podczas chłodzenia złącza.
Wynika stąd, że rozrostu ziaren w obszarze SWC stali o strukturze jednofazowej nie można usunąć za pomocą obróbki cieplnej. W związku z tym często złącza spawane z tego rodzaju stali wykazują niskie własności plastyczne (zwłaszcza niska udarność).
W metalach przechodzących przemiany alotropowe lub podlegających przemianom fazowym obszar SWC złącza spawanego ma bardziej złożona budowę, która charakteryzuje się występowaniem kilku obszarów o odmiennej strukturze i własnościach. Taki typ SWC występuje w złączach spawanych np. z konstrukcyjnych stali niskowęglowych oraz konstrukcyjnych stali niskostopowych (stale o podwyższonej wytrzymałości).
(74)
Scharakteryzować złącza spawane
Jest elementem konstrukcji obejmującym spoinę oraz materiał dodatkowy. Rozróżniamy złącza doczołowe, kątowe, przylgowe. Złącza doczołowe dzielimy według kształtu rowka spawalniczego np. I;V;Y;U i ich połówki. Złącza te mają najlepsze cechy wytrzymałościowe, przenosząc obciążenia dynamiczne lub statyczne(rurociągi, zbiorniki, poszycia statków). Złącza kątowe dzielimy na teowe; krzyżowe i narożne. Najczęściej stosujemy w budowie maszyn, konstrukcjach budowlanych obciążonych przeważająco statycznie. Cechuje je łatwość wykonania i kształtowania. Wytrzymałość słabsza od doczołowych. Sprawdzają się w konstrukcjach przestrzennych. Złącza przylgowe: nakładkowe, zakładkowe, przylgowe ze spoiną brzeżną.
----------------
W złączu spawanym wyróżnia się trzy podstawowe obszary:
spoinę,
strefę wpływu ciepła (SWC),
materiał podstawowy (materiał rodzimy) (MR).
Schematyczne przedstawienie poszczególnych obszarów złącza spawanego
Spoina Materiał podstawowy
Proces spawania wywiera wpływ na własności poszczególnych obszarów złącza spawanego. Zachodzące w czasie spawania reakcje i przemiany pociągają za sobą szereg następstw, mniej lub bardziej korzystnych, takich jak:
zmiana własności mechanicznych (wytrzymałościowych i plastycznych),
wzrost kruchości w temperaturze otoczenia i w temperaturach obniżonych,
wzrost skłonności do tworzenia różnego rodzaju pęknięć,
tworzenie niezgodności i wad spawalniczych np. porów i pęcherzy,
obniżenie odporności na korozję (np. na korozję międzykrystaliczną).
Łuk elektryczny stanowi rodzaj wyładowania elektrycznego w gazie, przy normalnym lub podwyższonym ciśnieniu gazu i przy dostatecznej mocy źródła zasilania. Ciepło, które wydziela się w strefie spawalniczego łuku elektrycznego, jest wykorzystywane do roztopienia spoiwa (materiału dodatkowego do spawania) oraz do miejscowego stopienia brzegów spawanego materiału podstawowego. W wyniku wymieszania obu wymienionych ciekłych składników tworzy się metaliczna kąpiel zwana jeziorkiem spawalniczym. W zależności od własności cieplnych spawanego materiału, charakterystyki łuku traktowanego jako źródło ciepła oraz od warunków technologicznych spawania (natężenie prądu spawania, napięcie łuku, prędkość spawania, kształt złącza, pozycja spawania itp.) jeziorko spawalnicze może zmieniać swój kształt i objętość.
W czasie spawania w jeziorku spawalniczym jednocześnie zachodzą dwa przeciwstawne procesy, a mianowicie: topienie się materiału podstawowego oraz krzepnięcie (krystalizacja) ciekłego metalu jeziorka.
Proces krystalizacji metalu spoiny przebiega w specyficznych warunkach, które znacznie odbiegają od warunków w jakich zachodzi krzepnięcie typowych odlewów w warunkach hutniczych. Objętość jeziorka spawalniczego jest bardzo mała, a w jego wnętrzu zachodzi nieustanne mieszanie się ciekłego metalu. W jeziorku występuje znaczne zróżnicowanie temperatur, które wywołuje duże gradienty temperatur w kierunku prostopadłym do powierzchni styku cieczy metalicznej z otaczającym ją metalem w stanie stałym. Przemieszczanie się jeziorka, podążającego za łukiem spawalniczym, powoduje dodatkowe zróżnicowanie pola temperatur i zwiększenie się gradientów temperatury wraz z odległością brzegu jeziorka od osi łuku. W związku z powyższym najbardziej intensywne odprowadzanie ciepła występuje w tylnej części jeziorka. Powierzchnie częściowo roztopionych ziaren stanowią zarodki krystalizacji ciekłego metalu. Do zapoczątkowania procesu krystalizacji cieczy wystarczy przechłodzenie tej cieczy jedynie o kilka stopni Celsjusza. Narastanie kryształów nosi nazwę wzrostu epitaksjalnego. Dalszy wzrost kryształów metalu spoiny jest uzależniony od chwilowych wartości gradientu temperatury na czole rosnącego kryształu oraz od składu chemicznego krzepnącego stopu.
Kierunek narastania kryształów, a zarazem ich kształt zewnętrzny, jest związany z kształtem jeziorka spawalniczego i jego przemieszczaniem się.
W spoinach czystych metali lub zawierających niewielką ilość domieszek składników stopowych tworzą się wyłącznie kryształy kolumnowe, które nie wykazują wyraźnej wewnętrznej niejednorodności chemicznej. Natomiast w stopach metali dominującą formę stanowią kryształy kolumnowo - dendrytyczne, które mają wyraźną wewnątrzkrystaliczną segregację chemiczną.
Procesowi krzepnięcia i krystalizacji metalu spoiny towarzyszą dodatkowe procesy. Następuje wydzielanie gazów co pociąga za sobą tworzenie się porów i pęcherzy w spoinie. Zachodzą procesy wydzielania wtrąceń niemetalicznych. Ponadto, w wyniku działających naprężeń oraz zmniejszonej spoistości metalu mogą się tworzyć w spoinie różnego rodzaju pęknięcia.
Struktura, która powstaje w wyniku krzepnięcia metalu nosi nazwę struktury pierwotnej. Struktura pierwotna spoiny różni się od struktur tworzących się w wyniku przemian w stanie stałym na przykład na skutek przemian alotropowych. W przypadku metali nie przechodzących przemian alotropowych, struktura pierwotna w spoinie zostaje zachowana aż do temperatury otoczenia. Z kolei struktura tworząca się w metalu spoiny w rezultacie przemian fazowych w stanie stałym nazywa się strukturą wtórną.
Struktura pierwotna ma istotne znaczenie przy wyjaśnianiu przebiegu procesu krzepnięcia metalu oraz powstawaniu pęknięć gorących. Struktura wtórna w znaczący sposób wpływa na własności wytrzymałościowe spoiny.
Spoina w złączu spawanym wykazuje typową strukturę metalu lanego, która ma gorsze własności mechaniczne od struktury metalu poddanego przeróbce plastycznej. Spoiny o jednakowym składzie chemicznym, lecz o różnej strukturze pierwotnej mogą posiadać różne własności wytrzymałościowe i plastyczne, odmienną wrażliwość na powstawanie pęknięć i różną odporność na korozję.
Przemiany zachodzące w stali w czasie nagrzewania prowadzą do stanu strukturalnego, który jest bliski warunkom równowagi. Zjawiska zachodzące podczas nagrzewania i wygrzewania są zjawiskami ważnymi ponieważ przygotowują stan wyjściowy do zmian występujących w czasie chłodzenia.
W czasie procesu nagrzewania stali mogą w niej zachodzić takie zmiany strukturalne jak:
- przemiana perlitu i ferrytu w austenit,
- wydzielanie z roztworów przesyconych,
- sferoidyzacja,
- rekrystalizacja.
Warunkiem koniecznym do rozpoczęcia procesu tworzenia się austenitu z perlitu, czyli procesu tworzenia się mieszaniny ferrytu i cementytu jest nagrzanie stali do temperatury wyższej od Ac1 Szybkość procesu tworzenia się austenitu z perlitu rośnie przede wszystkim wraz ze zwiększeniem szybkości nagrzewania.
Ogólnie w procesie przemiany perlitu w austenit można wyróżnić trzy kolejno następujące po sobie fazy:
- tworzenie austenitu niejednorodnego,
- rozpuszczanie węglików,
- ujednorodnienie austenitu.
Przemiana perlitu w austenit jest związana z rozdrobnieniem ziarna. Średnia wielkość ziarna nowo utworzonego austenitu jest mniejsza od wielkości ziarna perlitu, z którego ten austenit powstał.
Podwyższenie temperatury powyżej Ac1 lub wydłużenie czasu wygrzewania powoduje rozrost ziarna austenitu w stalach gruboziarnistych. W niektórych grupach stali, zwłaszcza w stalach uspokojonych za pomocą aluminium, które są traktowane jako stale drobnoziarniste wielkość ziarna nie ulega praktycznie zmianie. W przypadku powolnego chłodzenia wielkość nowo utworzonego ziarna perlitu jest zbliżona do wielkości pierwotnego ziarna austenitu.
W różnorodnych zabiegach i operacjach obróbki cieplnej stali bardzo istotną rolę odgrywa wielkość ziarn austenitu pierwotnego, czyli austenitu, który występował w strukturze stali po zakończeniu wygrzewania bezpośrednio przed rozpoczęciem procesu chłodzenia i przed przemianą alotropową
Stale o strukturze drobnoziarnistej umożliwiają stosowanie wyższej temperatury końca obróbki plastycznej na gorąco oraz szerszego zakresu temperatur austenityzowania w czasie operacji hartowania. Drobnoziarnista struktura austenitu pierwotnego korzystnie wpływa na poprawę własności wytrzymałościowych, plastycznych oraz eksploatacyjnych stali po takich operacjach jak wyżarzanie normalizujące, hartowanie czy też ulepszanie cieplne.
Kontrolowanie wielkości ziarn austenitu pierwotnego umożliwia przewidywanie niektórych własności stali po przemianie alotropowej oraz ułatwia ocenę prawidłowości przeprowadzonej obróbki cieplnej.
Określanie wielkości ziarn austenitu pierwotnego w stalach o strukturze nieaustenitycznej (np. konstrukcyjne stale niestopowe, stale konstrukcyjne o podwyższonej wytrzymałości) może się odbywać za pomocą następujących metod:
metoda nawęglania,
metoda utleniania,
metoda siatki ferrytu lub cementytu,
metoda trawienia.
Strefa Wpływu Ciepła (SWC lub HAZ)
Obszar materiału spawanego, w którym cykle cieplne spawania powodują zmiany struktury i własności tego materiału nazywa się strefą wpływu ciepła (SWC) lub HAZ (z ang. Heat Affected Zonę). Zmiany struktury oraz zmiany własności obszaru SWC są wynikiem zachodzenia w spawanym materiale przemian alotropowych, przemian strukturalnych (fazowych) a także odkształcenia sieci krystalograficznej, przy czym procesy te mogą zachodzić pojedynczo lub jednocześnie. Zależy to od własności fizyko - chemicznych spawanego materiału.
W metalach, w których przemiany alotropowe nie zachodzą (np. miedź, nikiel) jak również w stopach metali nie podlegających przemianom fazowym w stanie stałym, zmiany struktury w obszarze SWC ograniczają się jedynie do zmian wielkości ziarna. W każdym metalu, ogrzanym powyżej pewnej charakterystycznej dla niego temperatury krytycznej, następuje rozrost ziarna, który jest tym większy im bardziej ta temperatura została przekroczona. W związku z tym w obszarze SWC metali jednofazowych w miarę zbliżania się do linii wtopienia spoiny następuje stopniowy wzrost wielkości ziarna, które osiąga maksymalne wymiary w najbliższym sąsiedztwie spoiny, w miejscach gdzie panowały najwyższe temperatury. Ze względu na brak przemian alotropowych ziarno w obszarze SWC nie ulega rozdrobnieniu w czasie fazy chłodzenia. Taki typ budowy strukturalnej obszaru SWC jest charakterystyczny dla złączy spawanych ze stali niskowęglowych, austenitycznych stali chromowo - niklowych (np. 0H18N9), wysokochromowych stali ferrytycznych oraz wysokostopowych stali o strukturze martenzytycznej. Nadmiernego rozrostu ziarn w obszarze SWC stali jednofazowych nie można usunąć za pomocą obróbki cieplnej, w związku z czym bardzo często złącza spawane z tych stali mogą wykazywać niskie własności plastyczne.
W metalach, w których zachodzą przemiany alotropowe lub które podlegają przemianom fazowym w stanie stałym obszar SWC ma złożoną budowę, która charakteryzuje się obecnością kilku obszarów o zróżnicowanej mikrostrukturze i własnościach. Taki typ SWC występuje w złączach spawanych z konstrukcyjnych stali niskowęglowych (np.St3S) lub konstrukcyjnych stali niskostopowych o podwyższonej wytrzymałości (np. 18G2A).
Przykład rozłożenia poszczególnych obszarów w SWC stali niskowęglowej
Obszar CGHAZ (z ang. Coarse Grain HAZ) - obszar SWC o strukturze gruboziarnistej (Tmax > 1150 °C). Obszar ten obejmuje strefę częściowego roztopienia oraz obszar struktury przegrzanej. Obszar częściowego roztopienia stanowi granicę pomiędzy materiałem podstawowym, który podczas spawania uległ nadtopieniu, a ciekłym metalem spoiny. Obszar częściowego roztopienia charakteryzuje się strukturą gruboziarnistą o niekorzystnych własnościach plastycznych. Przy dużych szybkościach chłodzenia w tym obszarze tworzą się struktury hartownicze: martenzyt i/lub bainit. Wysokie temperatury w obszarze przegrzania powodują rozrost ziaren austenitu, które nie ulegają rozdrobnieniu podczas chłodzenia. Struktura, która powstaje w wyniku przegrzania austenitu a następnie przyspieszonego chłodzenia nazywa się strukturą Widmanstattena. Struktura ta charakteryzuje się tym, że ferryt wydziela się nie tylko na granicach pierwotnych ziaren austenitu, ale również wewnątrz ziaren, w postaci igieł. Obszar przegrzania charakteryzuje się niskimi własnościami plastycznymi (wysoka twardość i kruchość) i jest szczególnie podatny na różnego rodzaju pęknięcia. Własności użytkowe obszaru CGHAZ decydują o własnościach użytkowych całego złącza spawanego.
Obszar FGHAZ (z ang. Fine Grain HAZ) - obszar SWC o strukturze drobnoziarnistej, temperatura powyżej AC3 (1150 > Tmax > 900°C). Obszar FGHAZ charakteryzuje się strukturą jaką otrzymuje się w wyniku wyżarzania normalizującego. Podczas spawania obszar ten zostaje nagrzany do temperatur powyżej A3 w wyniku czego zachodzi całkowita austenityzacja i następuje rozdrobnienie wielkości ziaren. W zależności od zawartości węgla w stali oraz od szybkości chłodzenia obszar ten może mieć różne struktury. Przy niewielkich zawartościach węgla i wolnym chłodzeniu tworzy się dwufazowa struktura ferrytyczno-perlityczna o dobrych własnościach plastycznych. Przy wyższych zawartościach węgla i dużych szybkościach chłodzenia (krótkie czasy t8/s) mogą tworzyć się struktury hartownicze.
Obszar ICHAZ (z ang. Intercritical HAZ) - obszar SWC o strukturze odpowiadającej zakresowi temperatur Ac3 * Ad (900 > Tmax > 700 °C). Obszar ICHAZ odpowiada obszarowi niepełnej normalizacji. Podczas spawania obszar ten jest nagrzewany do temperatur w zakresie At + A3 co prowadzi do austenityzacji perlitu obecnego w strukturze materiału podstawowego. Ferryt ulega przemianie tylko częściowo i praktycznie jego forma pozostaje taka sama jak w materiale podstawowym. W czasie chłodzenia austenit, który powstał z perlitu, ulega rozpadowi na drobnoziarnistą mieszaninę ferrytu i perlitu. W rezultacie w strukturze obszaru niepełnej normalizacji występuje ferryt o wyraźnie zróżnicowanej wielkości ziarna.
Obszar SCHAZ (z ang. Subcritical HAZ) - obszar materiału spawanego o strukturze odpowiadającej temperaturom niższym od Aci (700 > Tmax > 600 °C).
Oprócz opisanych powyżej obszarów w SWC złączy ze stali niskowęglowych mogą ponadto występować:
-podczas spawania stali uprzednio poddanej zgniotowi na zimno, w strefie objętej temperaturami 400 + 500 °C może pojawić się obszar rekrystalizacji charakteryzujący się rozrostem ziarna,
-w czasie spawania stali nieuspokojonych (zwłaszcza stali nie zawierających aluminium) w obrębie metalu nagrzanego do temperatury około 300 °C może nastąpić proces starzenia związany z utratą plastyczności.
W stalach o większej zawartości węgla (powyżej 0,25 %) oraz w stalach, które zawierają niewielkie ilości dodatków stopowych budowa strukturalna obszaru SWC jest zbliżona do morfologii SWC w złączach spawanych stali niskowęglowych. Cechą charakterystyczną obszaru SWC w złączach stali o większej zawartości węgla i w stalach niskostopowych jest występowanie struktur hartowniczych takich jak: martenzyt i bainit. Wynika to ze zwiększonej hartowności tych grup stali w porównaniu ze stalami niskowęglowymi. W przypadku tych stali struktury hartownicze występują głównie w obszarze SWC o strukturze gruboziarnistej CGHAZ.
Materiał rodzimy
W strefie złącza każdego metalu, określonej jako materiał rodzimy, nie zachodzą oczywiście żadne zmiany mikrostruktury. W większości stali materiał rodzimy obejmuje tę część złącza, w której temperatura nie przekroczyła ok. 500°C. Wyjątkiem są stale podatne na starzenie. W innych metalach i stopach temperatura uznawana za graniczną dla materiału rodzimego jest inna niż dla stali, np. w aluminium i jego stopach procesy rekrystalizacji zachodzą już w ok. 300°C.
Spoina
Mikrostruktura spoiny lub napoiny jednowarstwowej ma charakter lany, zazwyczaj dendrytyczny, powstały jako efekt krystalizacji ciekłego jeziorka. W stalach niestopowych niskowęglowych i C-Mn na-granicach kryształów (dendrytów, ziaren) złożonych z ferrytu i niekiedy z niewielką ilością perlitu występują fazy podobne do austenitu szczątkowego. Natomiast w spoinach wielowarstwowych, w wyniku oddziaływania cyklu cieplnego spawania każdej warstwy, w warstwach uprzednio ułożonych tworzą się swoiste małe strefy wpływu ciepła. Pod względem mechanizmu powstawania i struktury są one takie same, jak SWC.
Mikrostruktura spoiny wielowarstwowej - z wyjątkiem ostatniej warstwy -nie jest dendrytyczna, ale ziarnista, niejednorodna, podobna do częściowo znormalizowanej. Proces cieplny przy spawaniu wielowarstwowym jest traktowany jako samoczynna obróbka cieplna spoiny. Zmienia on nie tylko strukturę dendrytyczna spoiny, ale także w pewnym obszarze również przegrzaną strukturę SWC, leżącą w pobliżu linii wtopienia na drobnoziarnistą. Granica plastyczności Re spoiny wielowarstwowej nie różni się wyraźnie od Re spoiny jednowarstwowej, lecz - co jest bardzo istotne - ma większą plastyczność i udarność. Samoczynną obróbkę spoin zaleca się stosować przy spawaniu stali skłonnych do utwardzania. Polega ona na układaniu spoiny wielowarstwowej cienkimi ściegami, po czym na warstwie licowej układa się dodatkowy ścieg, tzw. wyżarzający, o szerokości mniejszej o 3+4 mm od szerokości lica spoiny. Ścieg wyżarzający jest następnie usuwany przez szlifowanie. Samoczynna obróbka cieplna spoiny nie może wystąpić przy spawaniu metali i stopów nie przechodzących przemiany alotropowej, a ponowne nagrzewanie może spowodować rozrost ziaren i wzrost kruchości.
Podział złączy spawanych pod względem konstrukcyjnym
W konstrukcjach (wyrobach) spawanych wyróżnia się węzły, złącza i spoiny. Połączenie spawane jest ogólnym określeniem złącza lub spoiny. Węzeł jest fragmentem konstrukcji składającym się z kilku elementów łączonych i może występować w nim kilka złączy tego samego lub różnego typu.
Złącze spawane jest elementem konstrukcji powstałym z połączenia ścianek elementów za pomocą procesu spawania i obejmuje spoinę oraz materiał do niej przyległy.
Podział złączy spawanych w zależności od układu, jaki tworzą stykające się ze sobą łączone części. Przedstawiam tabela poniżej.
Spoiną nazywa się zakrzepły w procesie spawania metalem łączącym spawane elementy. Powstaje ona ze stopionych na pewnej głębokości brzegów łączonych części i ze spoiwa (materiału dodatkowego). Spoiwo, które uległo stopieniu nazywamy stopiwem.
Wyróżniamy następujące rodzaje spoin: czołowa, brzeżna, grzbietowa, pachwinowa, otworowa, punktowa, oraz liniowa.
W praktyce stosuje się jeszcze inne nazwy, np. dla złożonych spoin czołowych, których kształt jest kombinacją kształtów podstawowych spoin. Spoiny np. dwustronne są opisane jako: 2V, 2Y, 2U, 21/2V, 2'/2Y,21/2U.
(75)
Gazy osłonowe i wpływ na łuk spawalniczy w metodach MIG/MAG (charakterystyka)
Gaz osłonowy ma za zadanie ochronę płynnego jeziorka przed dostępem powietrza. Wpływa na procesy zachodzące w łuku spawalniczym, powstawanie kropli stopionego metalu i kształt przekroju poprzecznego spoiny.
Gazy osłonowe są bezwonne, bez kolorów i bez smaku. Nie są gazami trującymi jednakże mogą wypierać powietrze niezbędne do oddychania.
Rodzaje gazów osłonowych do spawania metodami MAG/MIG:
Gazy obojętne stosowane do spawania metali nieżelaznych metodą MIG (gazy szlachetne):
- Argon (Ar)
- Mieszanki argonu i helu (Ar + He)
Gazy aktywne do spawania stali metodą MAG:
- Dwutlenek węgla (CO2)
- Mieszanki argon + dwutlenek węgla (Ar + CO2)
- Mieszanki argon + tlen (Ar + O2)
- Mieszanki argon + dwutlenek węgla + tlen (Ar + CO2 + O2)
Gazy osłonowe stosowane do spawania MIG/MAG wg EN 439:
100%Ar I1 metale
50% Ar I3 nieżelazne
97% Ar + 3% CO2 M.1.1 stale wysokostopowe,
97% Ar + 3% O2 M.1.2 nierdzewne
75% Ar + 25% CO2 M.2.1 stale niestopowe
82% Ar + 18% CO2 M.2.1 i niskostopowe
87% Ar + 19% CO2 + 3% O2 M.2.2
92% Ar + 8% O2 M.2.3
100% CO2 C1
Właściwości fizyczne gazów osłonowych:
Argon (Ar)
- cięższy od powietrza
- obojętny
- mały rozprysk
- łuk natryskowy
- niski potencjał jonizacji
- wtopienie w kształcie „palca”
- wysoki współczynnik napięcia powierzchniowego
- szybkie krzepnięcie spoiny
- niski współczynnik przewodnictwa cieplnego
Hel (He)
- obojętny
- mały rozprysk
- łuk natryskowy
- wolne krzepnięcie
- wysoki potencjał jonizacji
- dużo lżejszy od powietrza
- utrudnione zajarzenie łuku
- wysoki współczynnik przewodnictwa cieplnego
Dwutlenek węgla CO2
- cięższy od powietrza
- wolne krzepnięcie jeziorka
- poprawia formowanie i kształt spoiny
- wysoki rozprysk
- brak łuku natryskowego
- wzrost zawartości C w spoinie
- wzrost zawartości O2 w spoinie
- wzrost stopnia wypalania składników stopowych
Tlen O2
- obniża napięcie powierzchniowe
- obniża wielkość rozprysku
- ułatwia emisję elektronów
- zwiększa rzadkopłynność jeziorka
- wzrost zawartości O2 w spoinie
- wzrost stopnia wypalania składników stopowych
- zwiększa wydajność spawania
O gazach mówi również norma PN EN ISO 14175
(76)
Spawalność materiału stali Cr i Schefflera
(77)
Rodzaje płomieni gazowych, zastosowanie
Rozróżnia się następujące rodzaje płomieni:
- płomień tlenowo-acetylenowy,
- płomienie innych gazów palnych: propan-butan, metan, gazu ziemnego, i gazu koksowniczego. Płomienie tych gazów zużywają do spalenia znacznie więcej tlenu oraz mają niższy zakres temperatur maksymalnych niż płomień tlenowo-acetylenowy. Płomienie innych gazów mają właściwości utleniające, dlatego spawanie metali o dużym powinowactwie do tlenu, w tym m.in. stali jest ograniczone. Płomienie tych gazów nie mają wyraźnie zarysowanych stref spalania, co utrudnia ich regulację.
Płomień tlenowo-acetylenowy:
- nawęglający: O2/C2H2<1, jąderko duże o niewyraźnych granicach, kita wydłużona, pojawia się wolny węgiel, w stali powoduję wzrost twardości.
- normalny: O2/C2H2=1-1.2, jąderko o kształcie zaokrąglonego stożka.
- utleniający: O2/C2H2 >1.2, jąderko wyraźnie stożkowe, ostro zakończone, słychać syczenie(iskrzenie, tworzenie tlenków)
.
Zastosowanie różnych rodzajów płomienia tlenowo-acetylenowego do spawania podstawowych materiałów konstrukcyjnych:
- nawęglający: aluminium,
- normalny: stal, żeliwo, miedź,
- utleniający: mosiądz.
Rodzaje płomienia w zależności od prędkości wypływu mieszaniny tlenu i acetylenu z palnika:
Płomień miękki- prędkość mała, wkład energii niski.
Płomień średni- prędkość średnia, wkład energii średni.
Płomień twardy- prędkość duża, wkład energii wysoki.
(78)
Spawalność stali niskostopowych do pracy w niskich temperaturach
Definicja. Stale niskostopowe do pracy w niskich temperaturach to stale o wymaganej odporności na kruche pękanie stosowane do wytwarzania konstrukcji spawanych pracujących w niskich i bardzo niskich temperaturach. Do konstrukcji takich zalicza się kadłuby statków pływających w warunkach arktycznych, cysterny, statki i zbiorniki do transportowania i przechowywania skroplonych gazów.
Podział. W zależności od przewidywanej temperatury pracy i składu chemicznego wyróżnia się cztery grupy stali: uspokojone stale niskowęglowe zawierające do 0,20% węgla przewidziane do pracy w temperaturze do -40°C, stale o podwyższonej wytrzymałości przeznaczone do pracy w temperaturze -60°C, stale niklowe (stale 3,5% Ni, 5% Ni, 9% Ni i FeNi 36%) oraz stale austenityczne.
Spawalność stali niskowęglowych. Stale te z uwagi na stosunkowo niski równoważnik węgla nie są skłonne do pękania zimnego i nie wymagają podgrzewania przed spawaniem. Głównym problemem jest uzyskanie dla spoiny i całego złącza spawanego odpowiedniej udarności wymaganej dla danej temperatury. Stosuje się spawanie ręczne elektrodami zasadowymi, metodą MAG oraz łukiem krytym.
Spawalność stali o podwyższonej wytrzymałości. Stale te przy większych grubościach łączonych elementów mogą być skłonne do utwardzania się SWC i powstawania zimnych pęknięć. Należy zatem przestrzegać następujących zasad: ograniczenie ilości wodoru dyfundującego wprowadzanego do spoiny, stosowanie podgrzewania wstępnego i ograniczenie naprężeń spawalniczych pozostających w złączu spawanym.
Spawalność stali niklowych 3,5% i 5% Ni. Stale te spawa się przeważnie elektrodami otulonymi lub w atmosferze argonu i mieszanek gazowych, a także w mniejszym stopniu łukiem krytym. Spawalność tych stali zależy przede wszystkim od zawartości węgla. Przy zawartości węgla mniejszej niż 0,10% hartowność SWC nie jest zbyt duża i przy spawaniu ręcznym elektrodami otulonymi maksymalne twardości nie przekraczają 350 HV. Na ogół nie stosuje się podgrzewania wstępnego i obróbki cieplnej po spawaniu. W przypadku zawartości węgla większej niż 0,10% i/lub większej grubości spawanych elementów niż 20 mm zaleca się wstępne podgrzanie do 100°C oraz stosowanie temperatury międzyściegowej 150°C.
Spawalność stali niklowych 9% Ni. Stale te charakteryzują się dobrą spawalnością dzięki małej zawartości węgla (zwykle do 0,10%). Hartowność SWC nie jest zbyt duża (nieco powyżej 350 HV). Powstawanie pęknięć zimnych przy spawaniu tych stali jest zjawiskiem rzadkim. Na ogół nie stosuje się podgrzewania wstępnego ze względu na niską skłonność do pękania zimnego, zwłaszcza przy stosowaniu niskowodorowych elektrod otulonych. Nie stosuje się również obróbki cieplnej po spawaniu.
Spawalność stali austenitycznych. Stale te są dobrze spawalne i łatwo dają się kształtować za pomocą obróbki plastycznej. Niektóre z tych stali nie są odporne po spawaniu na korozję międzykrystaliczną. Do ich spawania stosuje się spoiwa o składzie chemicznym materiału rodzimego lub zbliżonym do niego. Na ogół dla tych stali nie stosuje się podgrzewania wstępnego i nie przeprowadza się obróbki cieplnej po spawaniu.
(79)
Procesy spawalnicze (wymień)
(80)
Spawanie met. TIG - wady, zalety
141 Spawanie łukowe w osłonie gazu obojętnego elektrodą wolframową, spawanie metodą TIG
TIG - Tungsten Inert Gas czyli spawanie wolframową, nietopliwą elektrodą
w atmosferze obojętnej (wyłącznie Ar lub He). Nie wolno stosować gazów ani mieszanek aktywnych (dodatku CO2 lub O2) bo wówczas bardzo szybko zużyje się elektroda wolframowa.
Spawanie TIG
Sposób pracy-ręczny,
Źródło ciepła-łuk elektryczny,
Osłona jeziorka-gaz obojętny,
Zakres natężenia prądu-10-300A
Zasada działania- łuk jarzy się między końcem elektrody wolframowej a metalem rodzimym złącza. Elektroda się nie stapia a spawacz utrzymuje stałą długość łuku. Wartość natężenia prądu jest nastawiana na źródle prądu. Spoiwo zwykle jest dostępne w postaci drutu o długości 1m. Doprowadza się je w miarę potrzeby do przedniego brzegu jeziorka. Jeziorko jest osłaniane przez gaz obojętny wypierający powietrze z obszaru łuku. Jako gaz ochronny najczęściej stosowany jest argon.
Zajarzenie łuku bez zwarcia
Jonizator jest potrzebny, bo nie można zajarzyć łuku metodą zwarcia (dotykania) elektrodą wolframową do materiału spawanego. Układ zajarzenia łuku to podstawowy zespół stanowiska do spawania TIG. Wytwarza on impulsy wysokiego napięcia, zapewniające przeskok iskry (zajarzenie łuku) z odległości nie mniejszej niż 4-5mm a także stabilizuje łuk podczas spawania prądem przemiennym. Wadą jonizatorów jest wysoki poziom zakłóceń radioelektrycznych emitowanych podczas zajarzenia łuku
Zastosowanie 141
Metodę TIG stosuje się głównie tam gdzie wymagana jest precyzja i wysoka jakość połączenia, a nie duża wydajność spawania Spawać można stale niskostopowe, nierdzewne, Nikiel i jego stopy oraz metale nieżelazne -Aluminium, Miedź i jej stopy, Tytan, stopy magnezu. Częstym zastosowaniem jest spawanie orbitalne rur przy użyciu głowic obracających się wokół łuku
Podstawowymi parametrami spawania TIG są:
Rodzaj i natężenie prądu,
Napięcie łuku,
Prędkość spawania,
Rodzaj i natężenie przepływu gazu ochronnego,
Rodzaj materiału i średnica elektrody nietopliwej,
Średnica (wymiary) materiału dodatkowego.
Spawanie prądem stałym przebiegać może z biegunowością dodatnią lub ujemną. Gdy elektroda podłączona jest do bieguna dodatniego (biegunowość dodatnia). Aby przenieść natężenie prądu z biegunowością dodatnią, elektroda musi mieć znacznie większą średnicę niż przy podłączeniu do bieguna ujemnego. Stosowane jest przy spawaniu w osłonie argonu lub helu prawie wszystkich metali i stopów z wyjątkiem cienkich blach z aluminium i jego stopów.
Spawanie prądem przemiennym pozwala na wykorzystanie zalety spawania prądem stałym z biegunowością dodatnią (zjawisko rozpylania powierzchniowej warstwy tlenków) bez specjalnych ograniczeń prądowych, wymaganych przy spawaniu prądem stałym z biegunowością dodatnią. Gorsza jest jednak stabilność łuku.
Spawanie prądem przemiennym, stosowane głównie do spawania aluminium i magnezu
Umożliwia także rozbicie tlenków przy jednoczesnym braku przeciążenia cieplnego elektrody. Gorsza jest jednakże stabilność łuku, w którym prąd co chwilę osiąga wartości zerowe. Jonizator w momencie wygaszania łuku (Is= 0) - dając impuls napięciowy stabilizuje proces spawania Z uwagi na zróżnicowanie temperatur wolframowej elektrody (wyższe) i materiału spawanego (niższa) prąd łatwiej przepływa, kiedy na elektrodzie jest biegun ujemny (różna emisja elektronów). Powoduje to powstanie składowej stałej, która utrudnia spawanie.
Czyszczenie katodowe
Bombardowanie powierzchni materiału spawanego przez ciężkie jony Ar+, tzw. czyszczenie katodowe, najskuteczniej występuje przy podłączeniu go do bieguna ujemnego. Niestety wówczas najwięcej ciepła wydzieli się na elektrodzie powodując jej przeciążenie prądowe. Z tych powodów do spawania aluminium i magnezu, które pokrywają się warstwą trudnotopliwych tlenków (Al2O3,, MgO) najlepiej stosować prąd przemienny lub stały, z biegunowością plus na elektrodzie.
Spawanie impulsowe znajduje szerokie zastosowanie zwłaszcza przy spawaniu blach cienkich
prądem jednokierunkowym (stałym) F=0.5-20Hz, proporcje Ip/Ib=2-10 Spawanie impulsowe prądem stałym. Tworzy zachodzące na siebie spoiny punktowe. Częstotliwość zmian prądu od 0,5-20Hz. Prąd bazy podtrzymuje jarzenie łuku, prąd impulsu wprowadza ciepło (topi drut i materiał spawany)
Przemiennym, z różną częstotliwością, z różnym balansem, szczególnie ważne przy spawaniu Al, Mg i ich stopów, Balans czyli proporcja podziału ciepła i czasu trwania czyszczenia katodowego 70% ciepła na elektrodzie + usuwanie tlenków z MS, 30% ciepła na elektrodzie, brak usuwania tlenków
c) Natężenie prądu - decyduje o głębokości wtopienia i szerokości spoiny, ale z drugiej strony oddziałuje na temperaturę końca elektrody nietopliwej. Wzrost natężenia prądu spawania zwiększa głębokość wtopienia i umożliwia zwiększenie prędkości spawania. Nadmierne natężenie prądu powoduje, że koniec elektrody wolframowej ulega nadtopieniu i pojawia się niebezpieczeństwo powstania wtrąceń metalicznych w spoinie.
d) Napięcie łuku - decyduje w zależności od rodzaju gazu ochronnego o długości łuku oraz o kształcie spoiny i ściśle zależy od zastosowanego natężenia prądu oraz rodzaju materiału elektrody. Wzrost napięcia łuku zwiększa szerokość lica spoiny, maleje przy tym głębokość wtopienia i pogarszają się warunki osłony łuku i ciekłego metalu spoiny. Argon ma niski potencjał jonizacyjny -15,7 V, łuk jarzy się więc bardzo stabilnie
e) Prędkość spawania - przy stałym natężeniu prądu i napięciu łuku, decyduje o energii liniowej spawania, a więc ilości wprowadzanego ciepła do obszaru złącza. Przez zmianę prędkości spawania regulować można nie tylko przemiany strukturalne w złączu, ale wielkość i rozkład naprężeń i odkształceń spawalniczych. Prędkość spawania wpływa równocześnie na głębokość przetopienia i szerokość spoiny parametr ten jest również ważny z uwagi na koszt procesu spawania. W przypadku spawania ręcznego TIG prędkość spawania jest parametrem wynikowym, zależnym od umiejętności operatora oraz wymaganego kształtu ściegu spoiny, przy danym natężeniu prądu i napięciu łuku.
Podstawowe gazy ochronne
Gazy ochronne do spawania TIG, to gazy obojętne Ar i He lub ich mieszanki z ewentualnym dodatkiem H2 (tab.2). niekiedy do gazu obojętnego dodawany jest azot, którego zadaniem jest podwyższenie temperatury łuku i umożliwienie dzięki temu spawania z dużymi prędkościami miedzi i jej stopów, często bez podgrzania wstępnego. Inne reaktywne gazy ochronne, jak np. CO2, powodują szybkie zużycie elektrody lub niestabilne jarzenie się łuku. W żadnym wypadku nie należy stosować dodatku CO2 lub O2 do argonu lub helu, gdyż powoduje to bardzo szybkie zużycie drogiej elektrody nietopliwej.
a) Własności fizyczne gazów ochronnych. Gaz ochronny ma za zadanie nie tylko osłaniać elektrodę nietopliwą i obszar spawania przed dostępem atmosfery, ale decyduje również o energii liniowej spawania(napięcie łuku) ,kształcie spoiny i nawet składzie chemicznym stopiwa.
Podstawowymi własnościami fizycznymi gazów ochronnych, decydującymi o ich wpływie na proces spawania TIG, są:
Potencjał jonizacji gazu ochronnego decyduje o łatwości zajarzenia łuku, przewodzeniu prądu przez łuk(oporności łuku) i o napięciu łuku.
Przewodnictwo cieplne gazu ochronnego decyduje o kształcie ściegu spoiny.
Ciężar właściwy gazu decyduje o stopniu ochrony jeziorka spawalniczego.
Punkt rosy gazu ochronnego - określa koncentracje wody w gazie. Im niższy jest punkt rosy, tym niższa jest zawartość wody, a przez to mniejsze niebezpieczeństwo tworzenia się pęcherzy gazowych w spoinie.
Elektrody nietopliwe.
Elektrody nietopliwe do spawania TIG są podstawowym elementem obwodu spawania i od ich cech eksploatacyjnych zależy w dużym stopniu jakość spawania oraz ekonomiczność procesu. Cechy te to łatwość zajarzenia łuku i stabilność jarzenia się łuku, trwałość oraz szybkość zużycia elektrody. Elektrody nietopliwe wytwarzane są z czystego wolframu lub ze stopów wolframu.
Elektrody wykonuje się z wolframu z dodatkiem tlenków cyrkonu, toru, lantanu, pierwiastków, które zmniejszają pracę wyjścia elektronów (ułatwiają emisję) oraz poprawiają stabilność jarzenia się łuku i trwałość elektrod.
Pierwiastki te cechuje duży współczynnik dyfuzji, co sprawia, że z głębi elektrody dostarczane są coraz to nowe porcje tych pierwiastków do plamki katodowej skąd następuje ich emisja.
W praktyce stosowane są elektrody o średnicach od 0,8-6 mm, cieńsze -do prądu stałego z „minusem” na elektrodzie, grubsze do prądu przemiennego a najgrubsze do prądu stałego „plus” na elektrodzie
Urządzenia do spawania TIG
Prostowniki tyrystorowe lub inwersyjne,
Transformatory spawalnicze,
Źródła zasilania stosowane powszechnie do spawania elektrodami otulonymi są stosowane do spawania TIG po wyposażeniu stanowiska spawalniczego w dodatkowe zespoły.(rys 9). Poza składanymi stanowiskami używa się też źródeł zasilania wyposażonych we wszystkie zespoły, spełniające funkcje pomocnicze montowane we wspólnej obudowie. Takie urządzenia są przeznaczone tylko do spawania metodą TIG.
Materiał dodatkowy do spawania TIG może mieć postać drutu, pałeczki, taśmy lub wkładki stapianej bezpośrednio w złączu. Do spawania ręcznego stosowane są druty lub pręty proste o średnicy 0,5 ¸ 9,5 mm i o długości 500-1000mm. Jako materiały dodatkowe do spawania TIG w większości przypadków stosowane są materiały o tym samym składzie chemicznym, co spawany materiał. W niektórych przypadkach konieczne jest zastosowanie materiału dodatkowego o wyraźnie różnym składzie chemicznym od spawanego materiału. I tak np. do spawania stali odpornych na korozję typu 9% Ni stosuje się stopy niklu; mosiądze spawa się brązami aluminiowymi, fosforowymi lub krzemowymi. Zazwyczaj dąży się jednak do tego, aby materiał dodatkowy miał lepsze własności niż materiał spawany.
Proces spawania metodą TIG jest sterowany za pomocą złożonych układów montowanych w tzw. przystawce do zasilacza lub razem z zasilaczem w jednej obudowie.
Najczęściej stosowane parametry technologiczne (z internetu):
natężenie 5 - 600 A
napięcie 10 - 30 V
prędkość spawania 0,3 - 1,2 m/min
średnica elektrody 1,0 - 6,4 mm
natężenie przepływu gazu ochronnego 7 - 20 litr/min
Zalety metody:
dobra jakość połączeń;
możliwość zrobotyzowania
spawanie elementów o szerokim zakresie grubości
możliwość spawania we wszystkich pozycjach
Metoda TIG jest najczęściej stosowana do spawania stopów aluminium oraz do spawania stali nierdzewnych, gdzie jednorodność złącza ma krytyczne znaczenie. Jest szeroko wykorzystywana w przemyśle nuklearnym, chemicznym, lotniczym i spożywczym. Najczęściej metodę TIG stosuje się do łączenia elementów o względnie małej grubości, nie przekraczającej kilku mm. Metodą tą w złączach grubościennych wykonuje się ściegi graniowe, a pozostałą część rowka wypełnia się przy użyciu innych, bardziej wydajnych metod spawania, np. z zastosowaniem elektrod otulonych, drutów proszkowych lub metody MIG/MAG.
Wady metody
mała wydajność w przypadku spawania ręcznego
w przypadku spawania ręcznego, jakość połączeń zależna od umiejętności spawacza
konieczność stosowania dodatkowej osłony przed wiatrem przy spawaniu w przestrzeni otwartej
(81)
Klasyfikacja procesów spawalniczych wg IIW oraz polskich norm
Spawanie to odmiana spajania, w którym łączone brzegi oraz spoiwo ulegają stopieniu a proces przebiega bez wywarcia nacisku. Złącze spawane obejmuje spoinę, Strefę Wpływu Ciepła oraz materiał rodzimy.
Wg PN-EN ISO 4063 określamy główne metody spawania:
-gazowe -żużlowe
-elektronowe -egzotermiczne
-łukowe -wiązką promieni
1 - Spawanie łukowe - spawanie, w którym źródłem ciepła jest łuk elektryczny
11 - Spawanie łukowe elektrodą metalową bez osłony gazów - spawanie, w którym łuk jarzy się między gołym drutem elektrodowym a przedmiotem spawanym bez jakiejkolwiek osłony zewnętrznej
12 - Spawanie łukiem krytym - Spawanie łukowe, w którym łuk lub łuki są przykryte topnikiem proszkowym, którego część stapia się, tworząc na spoinie usuwalną warstwę żużla
13 - Spawanie łukowe w osłonie gazów ochronnych - Spawanie, w którym łuk i jeziorko spawalnicze są chronione przed otaczającą atmosferą osłoną gazową pochodzącą z zewnętrznego źródła
14 - Spawanie łukowe elektrodą nietopliwą w atmosferze gazu ochronnego
-PN-EN ISO 4063:2002 „Spawanie i procesy pokrewne. Nazwy i numery procesów”.
Oznaczenie numeryczne
|
Nazwa metody spawania, zgrzewania i lutowania |
1 |
Spawanie łukowe |
101 |
Spawanie łukowe elektrodą metalową |
111 |
Ręczne spawanie łukowe, MMA, spawanie łukowe elektrodą otuloną |
112 |
Spawanie grawitacyjne elektrodą otuloną |
114 |
Spawanie łukowe samo osłonowym drutem proszkowym |
12 |
Spawanie łukiem krytym |
121 |
Spawanie łukiem krytym drutem elektrodowym |
122 |
Spawanie łukiem krytym elektrodą taśmową |
13 |
Spawanie łukowe w osłonie gazów |
131 |
Spawanie elektrodą metalową w osłonie gazów obojętnych; spawanie metodą MIG |
135 |
Spawanie elektrodą metalową w osłonie gazów aktywnych; spawanie metodą MAG |
136 |
Spawanie łukowe w osłonie gazu aktywnego drutem proszkowym |
137 |
Spawanie łukowe w osłonie gazu obojętnego drutem proszkowym |
14 |
Spawanie elektrodą nietopliwą w osłonie gazu |
141 |
Spawanie elektrodą wolframową w osłonie gazów obojętnych; spawanie metodą TIG |
15 |
Spawanie plazmowe |
2 |
Zgrzewanie oporowe |
21 |
Zgrzewanie punktowe |
22 |
Zgrzewanie liniowe |
23 |
Zgrzewanie garbowe |
24 |
Zgrzewanie iskrowe |
25 |
Zgrzewanie zwarciowe |
3 |
Spawanie gazowe |
31 |
Spawanie gazowo-tlenowe |
311 |
Spawanie acetylenowo-tlenowe |
312 |
Spawanie propanowo-tlenowe |
313 |
Spawanie wodorowo-tlenowe |
4 |
Zgrzewanie w stanie stałym |
41 |
Zgrzewanie ultradźwiękowe |
42 |
Zgrzewanie tarciowe |
441 |
Zgrzewanie wybuchowe |
45 |
Zgrzewanie dyfuzyjne |
48 |
Zgrzewanie zgniotowe |
5 |
Spawanie wiązką |
51 |
Spawanie wiązką elektronów |
52 |
Spawanie laserowe |
7 |
Inne procesy spawania/zgrzewania |
71 |
Spawanie aluminotermiczne |
72 |
Spawanie elektrożużlowe |
75 |
Spawanie wiązką światła |
78 |
Przypawanie elementów typu kołki z wykorzystaniem docisku |
781 |
Zgrzewanie łukowe kotłów |
782 |
Zgrzewanie rezystancje kołków |
9 |
Lutowanie miękkie, lutowanie twarde i lutospawanie |
91 |
Lutowanie twarde |
92 |
Lutowanie miękkie |
(82)
Omówić spawanie MIG/MAG drutami litymi i proszkowymi, rodzaje wypełnienia proszkowego, zastosowanie, wady, zalety
Drut elektrodowy przewodzi prąd spawania od punktu styku do łuku spawalniczego i topiąc się wytwarza część jeziorka spawalniczego. Pod wpływem działania łuku spawalniczego, zależnego od rodzaju gazu osłonowego i parametrów spawania, zmienia się skład chemiczny tego jeziorka w wyniku pochłaniania gazów i wypalania składników stopowych. Skład chemiczny drutów musi być taki, aby zrównoważyć wypalanie się składników stopowych i zapewnić spoinie właściwości zbliżone do materiału podstawowego.
W metodzie MAG w osłonie CO2 lub mieszanek (np. Ar+CO2, Ar+O2) do spawania stali niestopowych i niskostopowych w celu uniknięcia porowatości, skłonności do pęknięć, a także zapewnienia wymaganej wytrzymałości i plastyczności, stosuje się drut, w którym stosunek zawartości Mn do Si wynosi 1,3 - 3,0. Zawartość Mn i Si w drucie powinna być wyższa niż w spawanej stali, ponieważ część Mn i Si ulega wypaleniu. Utlenieniu ulegają również Al., Zr, Ti, V, Nb. druty ze stali narażonych na korozję poddaje się miedziowaniu lub niklowaniu, gdyż skorodowane byłyby przyczyną porowatości i zakłóceń przy ich podawaniu podczas spawania metodą MAG. (Dodatkowo otoczka miedziowana drutu polepsz przewodność drutu oraz zmniejsza współczynnik tarcia w podajnikach)
Druty proszkowe (rdzeniowe) są wykonane z rurki o przekroju okrągłym wypełnione proszkiem topnikowym albo metalicznym.
Rdzeń proszkowego drutu elektrodowego (w ograniczonym zakresie) spełnia te same zadania, co otulina elektrod otulonych:
tworzy żużel ochraniający jeziorko ciekłego metalu,
wprowadza dodatki stopowe do jeziorka, zmniejsza szkodliwy wpływ otaczającej jeziorko atmosfery.
Ze względu na rodzaj rdzenia proszkowego i stosowaną osłonę gazową luku druty proszkowe dzieli się na druty z rdzeniem:
Topnikowym do spawania w osłonie gazowej;
Metalowym do spawania w osłonie gazowej (lub pod topnikiem→121);
Topnikowym do spawania bez osłony gazowej, zwane samo osłonowymi; osłonę łuku tworzą gazy powstające z topnika, podobnie jak przy spawaniu elektrodami otulonymi
Jedną z istotnych cech drutów proszkowych jest typ (skład chemiczny i zasadowość) proszku, podobnie jak otuliny na elektrodzie. Zgodnie z normą PN-EN 758:2001 do spawania łukowego stali niestopowych i drobnoziarnistych o Re<500MPa wytwarza się druty z proszkami rutylowymi (typ R i P), topnikowymi zasadowymi (typ B) i z proszkiem metalowym (typ M). Stosując do spawania te druty, należy używać gazu osłonowego. Natomiast druty z proszkami topnikowymi rutylowymi i/lub zasadowymi zawierającymi fluorki (typy V, W i Y) są samo osłonowe, więc nie wymagają stosowania gazu osłonowego. UWAGA! Związki fluorków są toksyczne → nie należy drutów tych używać do spawania w pomieszczeniach zamkniętych o ograniczonej wentylacji.
Zalety drutów proszkowych w porównaniu do litych:
Łatwe (w dużych ilościach) wprowadzanie do nich składników stopowych,
Lepsze właściwości spawalnicze, głównie mniejszy rozprysk, większa wydajność stapiania, głębsze wtopienie spoiny w materiał
Drutami samo osłonowymi jest możliwość spawania w warunkach polowych, przy niewielkim wietrze.
Jakość połączeń spawanych drutami proszkowymi jest bardzo wysoka, a zastosowany rdzeń (zasadowy, rutylowy) ma wpływ na udarność i plastyczność spoiny podobnie jak otulina. Otrzymane spoiny są lepsze niż te uzyskiwane przy spawaniu metodą MAG i dorównują jakością spoinom wykonanym elektrodami otulonymi. Poziom wodoru w stopiwie uzyskanym z drutów proszkowych zasadowych wynosi 2-4 ml/100g stopiwa, z drutów rutylowych na ogół nie przekracza 10 ml/100g stopiwa. Utrzymanie niskiego poziomu wilgotności proszku topnikowego wewnątrz rurki metalowej nie stwarza takiego problemu, jaki występuje przy stosowaniu elektrod otulonych.
Średnica drutu elektrodowego - decyduje o gęstości prądu, a w efekcie o głębokości wtopienia i o charakterze przenoszenia metalu w łuku. Dla danej wartości natężenia prądu wydajność stapiania wzrasta ze zmniejszeniem się średnicy drutu. Druty o małej średnicy do 1,2 mm zaleca się stosować do spawania złączy cienkich blach oraz przy spawaniu w pozycjach przymusowych. Większe średnice drutów od 1,2 mm¸4,0 mm stosowane są w spawaniu półautomatycznym lub automatycznym, w pozycji podolnej
Rodzaje drutów elektrodowych
Druty pełne do spawania metodą MAG stali niestopowych i niskostopowych o granicy plastyczności 500 N/mm2 produkowane są w Polsce wg normy PN-88/M-69420 i niemieckiej DIN 8559.
Druty elektrodowe dobiera się wg rodzaju gazu osłonowego. Im większy jest udział tlenu w gazie osłonowym tym większa musi być zawartość krzemu w manganu w drucie elektrodowym (utlenianie jeziorka spawalniczego).
Druty elektrodowe dobiera się wg rodzaju gazu osłonowego. Im większy jest udział tlenu w gazie osłonowym tym większa musi być zawartość krzemu w manganu w drucie elektrodowym (utlenianie jeziorka spawalniczego).
Aktualne normy:
PN-EN 440:1999 - Spawalnictwo. Materiały dodatkowe do spawania. Druty elektrodowe i stopiwo do spawania łukowego elektrodą topliwą w osłonie gazów stali niestopowych i drobnoziarnistych. Oznaczenie.
PN-EN 758:2001 - Materiały dodatkowe do spawania. Druty proszkowe do spawania łukowego w osłonie i bez osłony gazowej stali niestopowych i drobnoziarnistych. Klasyfikacja.
Inne rodzaje drutów proszkowych:
Metalowe druty proszkowe (wypełnione proszkami metali)
Samo osłonowe, żużlotwórcze druty do spawania bez gazu osłonowego.
(83)
Metody TIG, MIG/MAG - drut lity i proszkowy
W metodzie MIG/MAG drut elektrodowy przewodzi prąd spawania od punktu styku prądowego do łuku spawalniczego. Pod wpływem działania łuku, zależnie od rodzaju gazu osłonowego i parametrów spawania, zmienia się skład chemiczny tego jeziorka w wyniku pochłaniania gazów i wypalania składników stopowych. Skład chemiczny drutów musi być taki, aby zrównoważyć wypalenie się składników stopowych i zapewnić spoinie właściwości zbliżone do materiału podstawowego. Rozróżniamy dwa rodzaje drutów elektrodowych:
Lite druty do spawania MIG/MAG mają następujące średnice: 0,8/0,9/1,0/1,2/1,6/2,0/2,4mm
Druty proszkowe dostępne są w następujących średnicach:1,0/1,2/1,4/1,6/2,0/2,4mm.
Średnica drutu elektrodowego - decyduje o gęstości prądu, a w efekcie o głębokości wtopienia i o charakterze przenoszenia metalu w łuku. Dla danej wartości natężenia prądu wydajność stapiania wzrasta ze zmniejszeniem się średnicy drutu. Druty o małej średnicy do 1,2 mm zaleca się stosować do spawania złączy cienkich blach oraz przy spawaniu w pozycjach przymusowych. Większe średnice drutów od 1,2 mm¸4,0 mm stosowane są w spawaniu półautomatycznym lub automatycznym, w pozycji podolnej
Do spawania metodą MAG stali niskostopowych i niestopowych w celu uniknięcia porowatości, zapewnienia wymaganej wytrzymałości i plastyczności stosuje się druty, w których stosunek Mn/Si wynosi 1,3-3,0. Zawartość Mn i Si powinien by wyższy niż w materiale podstawowym, ponieważ Mn i Si ulega wypaleniu. Utlenianiu ulegają również inne dodatki stopowe. Im większy jest udział tlenu w gazie osłonowym tym większa musi być zawartość krzemu i manganu w drucie. Druty ze stali narażonych na korozję poddaje się miedziowaniu lub niklowaniu. W Metodzie MIG i TIG, gdzie stosujemy gazy obojętne ilość składników w spoiwie nie zmienia się.
Druty proszkowe, zwane są również rdzeniowymi. Są to rurki o przekroju okrągłym wypełnione proszkiem. Rdzeń proszkowego drutu elektrodowego w ograniczonym zakresie spełnia te same zadania, co otulina elektrod.:
-tworzy żużel ochraniający jeziorko ciekłego metalu,
-wprowadza dodatki stopowe do jeziorka,
-zmniejsza szkodliwy wpływ otaczającej jeziorko atmosfery.
Ze względu na rodzaj rdzenia i stosowaną osłonę gazową rozróżnia się druty z rdzeniem:
-topnikowym do spawania w słonie gazowej,
-metalowym do spawania w osłonie gazowej,
-topnikowym bez osłony gazowej zwane drutami samo osłonowymi.
Do spawania niestopowych i drobnoziarnistych (do 500 Mpa) wytwarza się druty z proszkami topnikowymi rutylowymi (typ P i R), topnikowymi zasadowymi (typ B) i z proszkami metalowymi (typ M). Do tych drutów należy stosować osłonę gazową.
Druty z proszkami topnikowymi rutylowymi i/lub zasadowymi zawierające fluorki (typ V, W, Y) są samo osłonowe.
Druty proszkowe wykazują wiele zalet w porównaniu z drutami litymi. Umożliwiają łatwe wprowadzenie do nich składników stopowych. Charakteryzują się ponadto lepszymi własnościami spawalniczymi głownie mniejszym rozpryskiem, większą wydajnością stapiania, głębszym wtopieniem, a samo osłonowe możliwością spawania w warunkach polowych. Jakość połączeń drutami proszkowymi jest bardzo wysoka, a zastosowany rdzeń wpływa na:
-Rdzeń zasadowy daje stopiwo w wysokiej plastyczności,
-Rdzeń rutylowy pozwala uzyskać spoinę o gładkim licu.
Spawanie łukowe metodą TIG (Tungsten Inert Gas) GTA (Gas Tungsten Arc) polega na stopieniu łączonych przedmiotów ciepłem łuku jarzącego się między elektrodą nietopliwą a spawanymi przedmiotami w osłonie obojętnego gazu ochronnego. Ciepło stapiające metal spawany i materiał dodatkowy uzyskuje się w tej metodzie z łuku elektrycznego jarzącego się pomiędzy nietopliwą elektrodą i spawanym przedmiotem osłonie gazu obojętnego lub redukującego. Elektroda nietopliwa wykonana jest z wolframu lub stopu wolframu z pierwiastkami obniżającymi pracę wyjścia elektronów
W metodzie TIG stosowane są przy spawaniu ręcznym pręty i druty odcinkowe lite lub (rzadko) proszkowe. Zwykle stosuje się druty/pręty okrągłe proste o długościach 500-1000mm i następujących średnicach: 1.6/2,0/2,4/3,0/3,2/4,0/5,0/6,0mm. Każdy drut posiada cechę. Druty ciągłe stosuje się przy zmechanizowanym procesie TIG spawania zimnym lub gorącym drutem
Przykład budowy oznaczenia prętów (met. TIG)
Oznaczanie drutów elektrodowych Metoda MIG/MAG
(84)
Metoda MMA, dobór parametrów
Do podstawowych parametrów spawania elektrodą otuloną należą:
rodzaj i natężenie prądu spawania
napięcie łuku
prędkość spawania
średnica elektrody i jej położenie względem złącza
Prąd stały zapewnia bardziej stabilny łuk i równomierne przenoszenie metalu łuku,
nawet przy niskich natężeniach prądu. Większe jest również przetopienie brzegów łączonych blach i mniejsza tendencja do zwierania łuku.
Biegunowość prądu stałego decyduje o charakterze przenoszenia metalu w łuku, prędkości stapiania elektrody i głębokości wtopienia. Przy biegunowości ujemnej uzyskuje się większą prędkość stapiania, a przy biegunowości dodatniej większą głębokość wtopienia. Wynika to z kształtu łuku: plamka anodowa zajmuje większą powierzchnię w porównaniu z plamką katodową i mimo że więcej ciepła łuku wydziela się na anodzie, spoina przy biegunowości dodatniej jest głęboko wtopiona i wąska. Spawanie prądem przemiennym cechuje się mniejszą stabilnością jarzenia łuku, a zaletą jest równomierne obciążenie sieci elektrycznej oraz minimalne ugięcie łuku.
Natężenie prądu dobiera się zazwyczaj na podstawie danych katalogowych producenta lub według przybliżonych wzorów np. I= (20+6*d)*d ; I= 40A/ mm śr. elektr. Parametr ten w największym stopniu decyduje o energii cieplnej łuku, a więc głębokości wtopienia i prędkości stapiania.
Napięcie łuku proporcjonalne jest do długości łuku i wywiera wyraźny wpływ na charakter przenoszenia metalu w łuku, prędkość spawania i efektywność układania stopiwa, przy stałym natężeniu prądu podwyższenie napięcia łuku nieznacznie wpływa na głębokość wtopienia.
Dobór napięcia łuku zależy od rodzaju elektrody, pozycji spawania, rodzaju i natężenia prądu oraz techniki układania spoiny. Teoretycznie można przyjąć że U= 20+0,04 Is
(do 600 A) natomiast powyżej 600A - U=44V
Prędkość przesuwania elektrody zależy od:
rodzaju prądu, jego biegunowości i natężenia,
napięcia łuku
pozycji spawania
prędkości stapiania elektrody
grubości spawanego materiału i kształtu złącza
dokładności dopasowania złącza
wymaganych ruchów końcówki elektrody
Średnica elektrody otulonej decyduje o gęstości prądu spawania, a przez to o kształcie ściegu spoiny, głębokości wtopienia i możliwości spawania w pozycjach przymusowych.
Pochylenie elektrody względem złącza pozwala na regulację kształtu spoiny, głębokości wtopienia, szerokości lica i wysokości nadlewu. Pochylenie elektrody w kierunku przeciwnym do kierunku spawania powoduje, że maleje głębokość wtopienia a wzrasta szerokość i wysokość lica.
-----------------
Spawanie lukowe elektroda otulona(ręczne) symbol 111. Energia liniowa spawania to ilość energii wprowadzona do spawanego materiału.
P - Moc luku [W]; V - prędkość spawania [mm/s]
Poprzez zmianę elementów składowych energii liniowej można sterować ilością ciepła wprowadzonego do materiału spawanego. W przypadku 111 - regulacja natężenia prądu. Uwaga - maksymalne natężenia prowadza do nadmiernego nagrzania oporowego elektrody i powodują odpadanie otuliny. Możemy spawać prądem stałym(biegunowość + lub - do elektrody) lub zmiennym. Stały zapewnia stabilność i równomierne przenoszenie metalu w luku, większe przetopienie blach. Biegunowość decyduje o charakterze przenoszenia metalu w luku, prędkości stapiania elektrod, głębokości wtopienia. Średnice elektrody decydują o: gęstość prądu spawania, kształt ściegu spoiny, głębokość wtopienia, możliwość spawania w pozycjach przymusowych. Dobór średnicy zależy od grubości materiału spawanego, pozycji spawania, sposobu przygotowania i rodzaju złącza. Rodzaje elektrod:
rutylowe; średnice 2-5mm; oznaczenie R; natężenia prądu(wg producenta) do ok. 320[A](DC+;-;AC) - otrzymujemy spoiny o głębokim wtopieniu i gładkim licu, krótkie czołowe, pachwinowe, najgrubsze do pozycji podolnej
Zasadowe; średnice 2-6mm; oznaczenie B; natężenia od 50-360[A], prąd stały, biegunowość +. Spawanie we wszystkich pozycjach, spoiwo o wysokiej udarności
Celulozowe; średnice 2.5-6mm; oznaczenie C; natężenia 40-360[A], spawanie we wszystkich pozycjach, szczególnie pułap i pion, wysoka czystość radiograficzna.
Kwaśne; symbol A
Utleniające; symbol O
Podział ze względu na przeznaczenie:
Stale niskowęglowe i stopowe
Do spawania żeliwa
Do spawania metali nieżelaznych
Do napawania
Ze względu na budowę:
Cienko, średnio i grubo otulone
Bardzo grubo otulone(wysokowydajne)
Z otulina wielowarstwowa
Z rdzeniem proszkowym
Dodatkowo dzielą się na nisko- i wysokowodorowe.
Zasilanie luku otrzymujemy z transformatorów prądu przemiennego lub prostowników spawalniczych z prądem stałym: elektromechaniczne, z wewnętrzna przemiana częstotliwości - inwersyjne.
Szczegółowe parametry dobiera się wg WPS, a ogólne podaje producent na opakowaniach.
(85)
Spawanie pod topnikiem
Spawanie łukiem krytym jest procesem w czasie, którego łuk jarzy się między gołym nie otulonym drutem elektrodowym a elementem spawanym pod warstwą specjalnego ziarnistego topnika, przy ciągłym podawaniu drutu. Drut elektrodowy zwinięty jest w bębnie skąd układ rolek napędzanych silnikiem elektrycznym podaje go w kierunku rowka spoiny. Następuje topienie się brzegów łączonych elementów i drutu elektrodowego w wyniku czego powstaje jeziorko spawalnicze. W łuku spawalniczym stapia się cześć topnika. Topnik izoluje jeziorko spawalnicze od oddziaływania atmosferycznego, stabilizuje łuk, kształtuje powierzchnię ściegu, steruje składem chemicznym stopiwa. Z płynnego jeziorka metalu wydzielają się pod pewnym nadciśnieniem pary i gazy powodujące wytworzenie wokół łuku zamkniętej komory. Ścianki tej komory są utworzone z płynnego żużla powstałego z topnika. Cały proces topienia odbywa się więc w zamkniętej przestrzeni gazowej, odizolowanej od powietrza.
Odmiany metody (* - najczęściej stosowane):
(12 - spawanie łukiem krytym),
121* - spawanie łukiem krytym drutem elektrodowym,
122 - spawanie łukiem krytym elektrodą taśmową,
123 - spawanie łukiem krytym wieloma drutami elektrodowymi,
125* - spawanie łukiem krytym drutem proszkowym.
Proces spawania jest w tej metodzie z natury częściowo lub całkowicie zmechanizowany, ponieważ elektroda, zwykle w postaci drutu jest podawana w sposób ciągły z nastawioną stałą prędkością lub ulegającą samoregulacji. Zwykle ruch postępowy łuku względem przedmiotu spawanego odbywa się mechanicznie.
Źródło prądu może mieć charakterystykę statyczną:
Płaską. Wykorzystuje się samoregulację łuku. Występuje stała prędkość podawania drutu i wysokie gęstości prądu spawania. W tym przypadku stosuje się tylko prąd stały.
Opadającą. Prędkość podawania drutu regulowana jest napięciem łuku. Występują tutaj niskie i średnie gęstości prądu spawania. W tym przypadku stosuje się zarówno prąd stały jak i przemienny.
Stopiona część topnika reguluje skład chemiczny spoiny, poprawia jonizację i stabilność łuku, chroni ciekły metal przed dostępem powietrza. Spełnia więc podobną rolę jak otulina elektrody. Aby uzyskać odpowiednie własności mechaniczne spoiny - dobiera się rodzaj topnika w zależności od rodzaju metalu spawanego oraz składu chemicznego drutu. Do tego bardzo ważne jest ustalenie parametrów spawania.
STOSOWANE ŚREDNICE DRUTÓW ELEKTRODOWYCH I ZAKRESY NATĘŻEŃ PRĄDU SPAWANIA
Średnica drutu de mm |
2,5 |
3,25 |
4,0 |
5,0 |
6,0 |
Natężenie prądu lw A |
160÷500 |
260÷650 |
350÷900 |
500÷1100 |
650÷1300 |
Zalecane średnice 3,25 ÷ 5 mm, natężenie prądu spawania od 260 do 1000 A. Zakres prędkości spawania jednym drutem elektrodowym wynosi 30÷60 m/h.
NIEZBĘDNA GRUBOŚĆ WARSTWY TOPNIKA
(zależy przede wszystkim od mocy łuku)
Natężenie prądu A |
200÷400 |
400÷800 |
800÷1200 |
Grubość warstwy topnika mm |
25÷35 |
35÷45 |
45÷60 |
Grubość warstwy topnika powinna stanowić ok. 2/3 długości wylotu drutu elektrodowego. Zbyt gruba warstwa topnika powoduje duży nacisk topnika na ciekły metal jeziorka spawalniczego, utrudniając odgazowanie spoiny (może to prowadzić do porowatości spoin), co uwidacznia się w postaci wgłębień w licu spoiny.
Topniki ze względu na ich wytwarzanie dzieli się na:
Topione. Mogą być stosowane do wyższych prądów spawania. Są mniej higroskopijne. Mają wyższą trwałość i odporność na rozkruszanie i mniej pylą. Suszy się je w temp. 50÷250˚C przez 2h.
Zalety: wytrzymałość na duże prądy spawania, odporność na rozkruszenie
i pylenie, mniejsza skłonność do pochłaniania wilgoci
Wady: duża energochłonność procesu topienia, większe zużycie na 1m spoiny
Aglomerowane. Mogą być stosowane do niższych prądów spawania. Są bardziej higroskopijne. Mają niższą trwałość i odporność na rozkruszanie i bardziej pylą. Suszy się je w temp. 50÷350˚C przez 2h.
Zalety: to niższy koszt wytwarzania, mniejsze zużycie, łatwość dodawania
składników metalicznych
Wady: mała trwałość ziaren topnika i skłonność do rozkruszania, zapylenia
stanowisk pracy, wrażliwość na wilgoć
Zastosowanie spawania łukiem krytym:
1)bardzo wydajna metoda spawania, która zapewnia uzyskanie powtarzalnych spoin cechujących się dobrymi właściwościami mechanicznymi
2)spawanie łukiem krytym w większości przypadków jest wykorzystywane jako proces automatyczny. Proces półautomatyczny jest stosowany w minimalnym zakresie. Spawanie łukiem krytym nie jest zalecane do robotyzacji.
3)spawanie łukiem krytym prowadzone jest zasadniczo w pozycji podolnej, w uzasadnionych przypadkach stosowane jest również spawania w pozycji naściennej.
4)automatyczne spawanie łukiem krytym ( spawanie pojedynczym drutem elektrodowym) stosuje się głównie przy wykorzystywaniu połączeń o dużej grubości i dużej długości - przy wykonawstwie spoin wzdłużnych o długości ponad 600 mm i spoin obwodowych na elementach o średnicy ponad 150 mm.
5)metoda ta znajduje zastosowanie przede wszystkim w budowie kotłów, zbiorników, korpusów maszyn, mostów, statków, konstrukcji przemysłowych i przy produkcji rur spawanych. Elementy tych konstrukcji łączy się spoinami czołowymi podłużnymi lub obwodowymi albo spoinami pachwinowymi w pozycji podolnej lub nabocznej.
6)spawania łukiem krytym stosowane jest do spawania stali konstrukcyjnych niskowęglowych, niskostopowych i wysokostopowych, niklu i jego stopów, bardzo rzadko znajduje zastosowanie do spawania aluminium i niektórych jego stopów.
Zalety metody:
Bardzo wysoka sprawność cieplna procesu (wsp. sprawności cieplnej metody k=1).
Wysoka wydajność (do ok. 30 kg stopiwa/h - stosując odmianę wieloelektrodową do 40 kg stopiwa/h).
Brak rozprysków i ładny wygląd spoiny
Niewidoczny łuk.
Małe ilości dymów i oparów
Wady metody:
Ograniczenie zasadniczo do pozycji spawania PA i PB.
Ograniczenie ekonomiczności do wykonywania spoin prostych i długich, najlepiej na grubszych elementach.
Niskie własności plastyczne złącza (udarność, wydłużenie) - zwłaszcza spoin jednowarstwowych (struktura dendrytyczna).
Metoda w dużym stopniu wymaga specyficznego stosowania podkładek technologicznych, ukosowania.
Brak możliwości obserwacji procesu spawania
konieczność suszenia topnika
konieczność zbierania topnika i usuwania żużla po wykonaniu każdego ściegu
TYPOWE PROBLEMY PRZY SPAWANIU ŁUKIEM KRYTYM
NIEZGODNOŚĆ |
PRZYCZYNY |
nadmierny nadlew |
zbyt niskie napięcie przy danym natężeniu prądu |
zbyt niski nadlew |
zbyt duża prędkość spawania, niska moc łuku |
brak przetopu |
zbyt wysoki próg, za mały odstęp, za mały kąt ukosowania |
zażużlenia przy spawaniu wielowarstwowym |
niedokładne usuwanie żużla z poprzednio ułożonych warstw |
zbyt niska udarność spoiny |
niewłaściwy skład chemiczny spoin, wysoka energia liniowa spawania |
pęcherze gazowe |
stale nieuspokojone i półuspokojone wilgotny topnik, farby oraz smary na spawanej powierzchni |
wgłębienia ( odciski gazowe) na licu spoiny |
zbyt gruba warstwa topnika powodująca duży nacisk na płynny metal jeziorka spawalniczego, utrudniając jego odgazowanie , co prowadzi do wgłębień w licu spoiny |
Klasyfikacja topników oznaczamy wg normy EN 760
Przykład oznaczenia topnika:
EN 760-S F CS 1 67 AC H10
EN= numer normy
S= topnik do spawania łukiem krytym
F= topnik topiony
CS= rodzaj topnika
1= zastosowanie, klasa topnika
67= oddziaływanie metalurgiczne
AC= rodzaj prądu spawania
H10= zawartość wodoru
(86)
Omówić spawanie elektrodą otuloną, rodzaje otulin, dobór biegunowości, dobór natężenia (około 40A/ mm średnicy elektrody)
Spawanie łukowe ręczne elektrodą otuloną jest procesem, w którym trwałe połączenie uzyskuje się przez stopienie ciepłem łuku elektrycznego topliwej elektrody otulonej oraz materiału spawanego. Łuk elektryczny jarzy się między rdzeniem elektrody pokrytym otuliną a spawanym materiałem. Spoinę złącza tworzą stopione ciepłem łuku elektrycznego rdzeń metaliczny elektrody, składniki metaliczne otuliny elektrody oraz nadtopione brzegi materiału spawanego. Osłonę łuku stanowią natomiast gazy i ciekły żużel powstały w wyniku rozpadu otuliny elektrody pod wpływem ciepła łuku. Przenoszenie metalu rdzenia elektrody otulonej w łuku spawalniczym może odbywać się w zależności od rodzaju otuliny: grubokroplowo, drobnokroplowo lub nawet natryskowo.
Główne funkcje otuliny to:
- osłona łuku przed dostępem atmosfery,
- wprowadzenie do obszaru spawania pierwiastków odtleniających, wiążących azot i rafinujących ciekły metal spoiny,
- wytworzenie powłoki żużlowej na powierzchni ciekłego jeziorka spoiny i krzepnącego metalu spoiny,
- regulacja składu chemicznego spoiny,
- zwiększenie zdolności termoemisyjnych elektrod, zapewniających bardziej stabilny łuk oraz mniejszy rozprysk.
Elektrody otulone możemy podzielić ze względu na:
a) przeznaczenie:
- stalowe niskowęglowe i stopowe,
- do spawania żeliwa,
- do spawania metali nieżelaznych,
- do napawania.
b) konstrukcję elektrody:
- cienko otulone,
- średnio otulone,
- grubo otulone,
- bardzo grubo otulone,
- z otuliną wielowarstwową,
- z rdzeniem proszkowym.
c) skład chemiczny i rodzaj otuliny:
- elektrody o otulinie kwaśnej (A)
- elektrody o otulinie zasadowej (B)
- elektrody o otulinie celulozowej (C)
- elektrody o otulinie rutylowej (R)
- elektrody o otulinie rutylowo-celulozowej (RC)
- elektrody o otulinie rutylowo-kwaśnej (RA)
- elektrody o otulinie rutylowo-zasadowej (RB)
Istnieją także elektrody z otuliną rutylową grubą (RR)
Spawanie elektrodą otuloną może być prowadzone prądem stałym z biegunowością ujemną (biegun ujemny źródła prądu podłączony do elektrody), biegunowością dodatnią oraz prądem przemiennym.
W przypadku spawania prądem stałym biegunowość decyduje o: prędkości stapiania elektrody, głębokości wtopienia, charakterze przenoszenia metalu w łuku oraz o rozkładzie ciepła w łuku elektrycznym. Jeżeli spawanie przebiega z prądem stałym z biegunowością dodatnia na elektrodzie, to więcej ciepła jest generowane na elektrodzie i większa jest prędkość stapiania. Spawanie z biegunowością ujemną na elektrodzie powoduje, że więcej ciepła wydziela się w materiale rodzimym i uzyskuje się większą głębokość wtopienia. Biegunowość dodatnią stosuje się najczęściej do spawania elektrodą zasadową i materiałów nieżelaznych, np. aluminium i jego stopy, brązy, stopy niklu a także do wykonywania złączy w pozycjach przymusowych: PG, PF, PE. Spawanie z zastosowaniem prądu przemiennego cechuje się mniejszą stabilnością jarzenia się łuku a stapianie pewnych gatunków elektrod jest utrudnione lub wręcz niemożliwe.
Podczas spawania z zastosowaniem prądu stałego może dojść do niekorzystnego odchylenia łuku, tzw. „zjawiska ugięcia łuku”, które jest przyczyną tworzenia się rozprysków, przyklejeń i braku przetopu. Zjawisko to jest spowodowane oddziaływaniem linii sił pola magnetycznego na łuk spawalniczy, które są indukowane w wyniku przepływu prądu przez spawany materiał. Nasila się ono, gdy natężenie prądu będzie powyżej 250 A oraz na początku i na końcu złącza spawanego w wyniku zagęszczenia linii sił pola magnetycznego.
W celu ograniczenia oddziaływania tego zjawiska należy:
- zmienić rodzaj prądu spawania na przemienny, szczególnie, gdy spawa się prądem powyżej 250 A,
- utrzymywać krótki łuk podczas spawania,
- zmniejszyć natężenie prądu,
- zastosować technikę spawania krokiem wstecznym,
- wykonać odmagnesowanie przedmiotu,
- zastosować na długości złącza kilka spoin sczepnych.
Natężenie prądu spawania decyduje o głębokości wtopienia i prędkości spawania. Jeżeli średnica elektrody jest stała to wraz ze wzrostem natężenia prądu zwiększa się energia liniowa łuku, wydajność stapiania oraz głębokość i szerokość jeziorka spawalniczego. Gdy natężenie prądu jest zbyt wysokie wówczas elektroda stapia się bardzo szybko i powiększa objętość jeziorka spawalniczego, co prowadzi do tworzenia się pod topień.
Natężenie prądu spawania przyjmuje się wg zasady: 30÷40 A na 1mm średnicy rdzenia elektrody lub wyznaczyć wg wzoru: I = (20 + 60d)d A, przy czym zależność ta odnosi się do elektrod o średnicy d = 3÷6 mm.
(87)
Spawanie niklu
Nikiel jest metalem ferromagnetycznym o barwie srebrzystobiałej i silnym połysku.
Wybrane własności fizyczne niklu:
· temp. topnienia: 1452oC,
· gęstość: 8,9 g/cm3,
· przewodność cieplna właściwa: 58,6 W/(m*K),
· współczynnik rozszerzalności liniowej: 13,3*10-6 1/K.
Posiada bardzo dobre własności magnetostrykcyjne - zdolność do zmiany wymiarów w
polu magnetycznym. Jest odporny na korozję atmosferyczną, korozję w wodzie morskiej,
kwasy organiczne. Nie jest odporny na: kwas azotowy, kwas fosforowy, związki siarki.
Własności mechaniczne dla niklu hutniczego: Re = 180 MPa, Rm = 540 MPa, A5 = 42 %.
Czynniki wpływające na spawalność niklu:
· zanieczyszczenie siarką -> powstaje niskotopliwa eutektyka (664oC) Ni-Ni3S2 ->
gorące pęknięcia,
· zanieczyszczenie fosforem -> powstaje niskotopliwa eutektyka (880oC) Ni-Ni3P ->
gorące pęknięcia,
· zanieczyszczenie węglem -> węgiel wydziela się na granicach ziarn w postaci grafitu
-> kruchość na zimno,
· zanieczyszczenia metalami niskotopliwymi -> gromadzą się na granicach ziarn i
długo pozostają w stanie ciekłym -> gorące pęknięcia,
· zwiększona zawartość tlenu -> na granicach ziarn gromadzi się NiO i eutektyka Ni-
NiO -> gorące pęknięcia,
· zwiększona zawartość tlenu i wodoru równocześnie -> zachodzi reakcja NiO + 2H =
Ni + H2O, powstała woda przechodzi w parę wodną, której ciśnienie wzrasta wraz ze
stygnięciem niklu -> porowatość spoin i gorące pęknięcia - tzw. choroba wodorowa,
· silne utlenienie powierzchniowe -> wysokotopliwy tlenek niklu NiO (2090oC)
znajdujący się na powierzchni utrudnia wtopienie -> przyklejenia i wtrącenia tlenkowe
w spoinie,
· zanieczyszczenia powierzchniowe -> oleje, smary, farby i inne zabrudzenia ulegają
rozkładowi w łuku spawalniczym i przedostają się do jeziorka spawalniczego - mogą
być źródłem ww. zanieczyszczeń -> porowatość spoin i gorące pęknięcia,
· duża gęsto płynność jeziorka spawalniczego -> roztopiony nikiel w jeziorku
spawalniczym trudno się rozpływa i słabo zwilża brzegi rowka spawalniczego ->
utrudnione formowanie spoiny,
· wrażliwość na przegrzanie -> zbyt wysokie parametry spawania przy niskiej
przewodności cieplnej niklu powodują przegrzewanie jeziorka spawalniczego -
wzrasta pochłanianie tlenu i wodoru oraz odparowują dodatki odtleniające stopiwo ->
porowatość spoin.
Wskazówki technologiczne:
· brzegi łączonych elementów oczyścić starannie przez szlifowanie, piaskowanie lub
trawienie (czyszczenie szczotką nie jest skuteczne -> tlenki),
· obszar po ok. 50 mm / stronę należy oczyścić chemicznie (wpływ zanieczyszczeń
opisano powyżej),
· nie stosuje się podgrzewania wstępnego (w niskich temperaturach jedynie
podgrzewanie osuszające),
· spawanie prowadzić krótkim łukiem z uwagi na gęsto płynność niklu (trudności ze
zwilżaniem rowka i rozpływaniem metalu),
· głębokość wtapiania jest mniejsza w porównaniu ze stalą (jednak nie stosować
wyższych parametrów spawania z uwagi na ryzyko przegrzania i porowatości spoiny),
· temp. międzyściegowa max 150oC.
Podstawowe metody spawania:
· TIG: zapewnia optymalną jakość spoin, umożliwia wprowadzanie małych ilości ciepła
do spawanych elementów, umożliwia regulowanie temperatury jeziorka
spawalniczego poprzez odpowiednie dozowanie spoiwa, szczególnie stosowana
metoda do spawania blach o małych i średnich grubościach oraz wykonywania
ściegów graniowych; rodzaj prądu DC(-), elektroda WTh, osłona argonu,
· MIG: większa wydajność w porównaniu z TIG, możliwość spawania prądem
impulsowym -> dobra jakość spoin również przy cienkich blachach oraz ograniczone
ilości ciepła wprowadzane do złącza; prąd DC(+), osłona argonu lub mieszanka Ar-
He,
· EO: metoda stosunkowo tania i szeroko stosowana, technika spawania podobna jak
przy spawaniu stali, stosuje się mniejsze średnice elektrod i niższe natężenie prądu
spawania w porównaniu ze spawaniem stali; rodzaj prądu DC(+), suszenie elektrod
przed spawaniem, każdy ścieg należy starannie oczyścić z żużla szczotką ze stali
nierdzewnej przed ułożeniem kolejnego ściegu,
· ŁK: możliwość kształtowania składu chemicznego przez dobór kombinacji drut-topnik,
dobra jakość spoin, wysoka wydajność stapiania; prąd DC(+), topnik
wysoko zasadowy,
· Metoda plazmowa: proces podobny do TIG, łuk plazmowy umożliwia układanie
bardzo wąskich, gładkich, równych ściegów; technika spawania „z jeziorkiem” lub „z
oczkiem” (blachy ukosowane na I), metoda idealna do spawania elementów
pracujących w ośrodkach silnie korozyjnych, spawanie prowadzone z podawaniem
spoiwa lub bez dodatku spoiwa.
(88)
Spawanie tytanu
Tytan występuje w dwóch odmianach alotropowych α i β. Charakteryzuje się wysoką wytrzymałością na rozciąganie w temperaturze otoczenia i podwyższonej(bardzo dobra wytrzymałość nawet w 500o C), odporność na korozje w wielu środowiskach agresywnych chemicznie. Stosowany w przemyśle lotniczym, energetyce jądrowej i w chemicznym. Trudności ze spawaniem tytanu związane są z jego aktywnością chemiczną w stosunku do gazów atmosfery oraz wpływem temperatury cyklu na strukturę spoiny i SWC. Małe przewodnictwo cieplne 0.036 Cal/(cm*oC) - dla przykładu stal 0.941. Utrudnione chłodzenie - 2 do 3 razy wolniejsze stygnięcie od stali. Spawanie oddziałuje na przemiany fazowe tytanu, a chłodzenie w warunkach spawalniczych prowadzi do martenzytycznego rozpadu fazy β i utworzenie jednorodnej, gruboziarnistej fazy α'. Spawanie stopów o dużej zawartości składników stopowych może doprowadzić do powstania metastabilnej fazy przejściowej powodującej znaczny wzrost kruchości złączy. W obszarze SWC tworzą się wodorki tytanu i wydzielają się na granicach ziarn wzdłuż linii poślizgu i bliźniakowania. Ich wielkość zależy od temperatury nagrzewania, czasu oraz szybkości nagrzewania i chłodzenia. Stopy jednofazowe α charakteryzują się dobrą spawalnością, a otrzymane złącza poddaje się wyżarzeniu w temperaturze wyższej od temperatury rekrystalizacji, (ale poniżej alotropowej) i chłodzi w powietrzu. Stopy dwufazowe α+β spawają się dobrze. Stopy β również spawają się dobrze i mają dobre właściwości plastyczne. Skład chemiczny materiałów dodatkowych do spawania powinien być zbliżony do składu materiału rodzimego. Jako gazu osłonowego można używać Argonu i Helu(typowa mieszanka 75%Ar+25%He). Rygorystycznie przestrzegać procedur spawalniczych. Można spawać łukiem krytym spoiny czołowe, pachwinowe, zakładkowe o grubości powyżej 3mm. Spawamy prądem stałym pod topnikiem beztlenowym, suszonym w temperaturze 200-300oC. Najlepsze efekty daje spawanie wiązkami energii skoncentrowanej (elektrony, laser), otrzymuje się złącza o dobrej wytrzymałości i drobnoziarnistej strukturze martenzytycznej.
----------
Własności tytanu
Tytan i jego stopy wyróżniają się przede wszystkim:
Wysoką wytrzymałością na rozciąganie, zarówno w temperaturze otoczenia, jak i w temperaturach podwyższonych (aż do temperatur 500- 600°C) przy stosunkowo małym ciężarze właściwym (Re stopów wynosi ok. 900-1300 MPa, natomiast Rm - ok. 1000-1400 MPa) i stosunkowo duża plastyczność
(A5 = 9 - 18%, zależnie od obróbki cieplnej).
Własności mechaniczne tytanu zależą jednakże w bardzo dużym stopniu od jego czystości. Zmiany własności mechanicznych wywołują nawet setne części procenta niektórych zanieczyszczeń.
Wysoka odporność na korozję chemiczną, która dorównuje, a w wielu przypadkach przewyższa odporność korozyjną austenitycznych stali nierdzewnych. Tytan jest całkowicie odporny na działanie wody morskiej oraz chlorków, wykazuje również dużą odporność na działanie wody królewskiej, kwasu azotowego, większości kwasów organicznych, rozcieńczonych kwasów siarkowego i solnego, a także niektórych ciekłych metali i stopów (ołowiu cyny bizmutu). Tytan nie jest natomiast odporny na działanie kwasu fluorowodorowego i fosforowego, stężonego kwasu solnego (powyżej 5%), stężonego kwasu siarkowego, stężonych kwasów organicznych i stężonych roztworów alkalicznych oraz ciekłego aluminium i cynku.
Stopy tytanu
Techniczny tytan w temperaturze pokojowej posiada strukturę α-fazy o sieci heksagonalnej, trwały do 882°C;
Od temperatury 882°C tytana przyjmuje strukturę β-fazy o sieci regularnej przestrzennie centrowanej.
Grupy stopów:
Stopy α (stabilizatorami α -fazy są: aluminium, cyna, cyrkon);
Stopy β (stabilizatorami β -fazy są: mangan, molibden, wanad, chrom i in.),
Inne: (α+ β), pseudo- α, pseudo- β.
Stopy zawierają od kilku do kilkunastu procent dodatków.
Stopy jednofazowe a nie są obrabiane cieplnie, natomiast dwufazowe (α+ β), i jednofazowe metastabilne stopy β można przesycać i sztucznie starzyć w celu podwyższenia właściwości mechanicznych.
Dobre wyniki spawania uzyskuje się przy spawaniu stopów jednofazowych jednoimiennych (a + a lub β+β). Stopy dwufazowe (a + β) są źle spawalne, podobnie jak spawanie ze sobą stopów a i β.
Zakres zastosowań tytanu i jego stopów obejmuje przede wszystkim takie dziedziny jak: przemysł chemiczny, przemysł lotniczy, energetyka jądrowa, przemysł obronny
Trudności przy spawaniu tytan
Podstawowe utrudnienie związanym ze spawaniem tytanu to: wysoka aktywność chemiczna tytanu przy wysokich temperaturach, szczególnie w stanie płynnym, w stosunku do gazów: tlenu, azotu i wodoru oraz oddziaływanie tytanu z węglem.
Oddziaływanie tytanu z tlenem
Przy ogrzewaniu tytanu w powietrzu tlenek tytanu zaczyna się tworzyć przy temperaturze 450°C. Tlenek tytanu jest proszkiem, który topi się przy temperaturze 1580-1800°C. Reakcja tworzenia się tlenku tytanu jest reakcją
nieodwracalni Ti + O, -> TiO, + 220 kcal/g mol
Silne powinowactwo tytanu do tlenu uniemożliwia usunięcie tlenu z jeziorka spawalniczego za pomocą odtleniaczy jak to ma miejsce w przypadku stali.
Oddziaływanie tytanu z azotem
Azot obecny w tytanie bardziej niż inne gazy zwiększa twardość i pogarsza plastyczność. Dlatego też tytan nasycony azotem nie nadaje się na materiał konstrukcyjny. Przy temperaturach powyżej 800°C zachodzi nieodwracalna reakcja z tworzeniem się azotku tytanu: Ti + N2 = TiN + 82,2 kcal/g mol
Temperatura topnienia azotku tytanu wynosi 2950 °C. Możliwe jest także tworzenie się węgliko-azotków tytanu TiC-TiN, których temperatura topienia jest jeszcze wyższa niż temperatura topienia azotku tytanu.
Oddziaływanie tytanu z wodorem
Wodór obecny w tytanie i jego stopach silnie obniża udarność i plastyczność. Przyczyną wielu pęknięć kruchych w elementach tytanowych jest obecność wodoru.
Reakcja oddziaływania tytanu z wodorem w przeciwieństwie do reakcji z tlenem i azotem jest reakcją odwracalną: Ti + H2 = TiH2 + 36 kcal
Wodorek tytanu jest stabilny do temperatur nie wyższych niż 700°C i zwiększa kruchość tytanu. Przy wysokich temperaturach wodór w stanie rozpuszczonym w tytanie może wiązać tlen wg. reakcji:
4 [H] + Ti02 = Ti + H20; 2[H] + [O] = H20
W rezultacie takich reakcji w metalu spoiny tworzą się pory.
Oddziaływanie tytanu z węglem
Węgiel w tytanie technicznym i jego stopach jest niemożliwą do uniknięcia domieszką. Węgiel w tytanie występuje w roztworze stałym i w formie związku chemicznego - węglika tytanu. Węglik tytanu tworzy się zgodnie z reakcją:
Ti + C = TiC + 45 kcal/g mol
Temperatura topnienia węglika tytanu wynosi 3140 °C. Twardość wydzieleń I (igieł) węglika tytanu w spoinach osiąga bardzo wysokie twardości do 800 do 900 HV. Zawartość węgla powyżej 0.1% powoduje tak duży spadek własności plastycznych spoin, że tytan o tej zawartości węgla nie jest stosowany na konstrukcje spawane.
W procesach spawania węgiel oddziaływuje nie tylko z tytanem, ale również z tlenem obecnym w jeziorku spawalniczym tworząc przy tym tlenek i dwutlenek węgla wg. reakcji:
[C] + [O] = [CO];
Ti02 + [C] = Ti + C02;
2TiC + 302 = 2Ti02 + 2CO.
Gazy powstające w wyniku tych reakcji mogą stać się źródłem porów w metalu spoiny.
UWAGA:
Zmiany własności mechanicznych tytanu wywołują nawet setne części procenta niektórych zanieczyszczeń i są to na tyle jednoznaczne zależności, że często stosowanym praktycznym sposobem oceny czystości tytanu jest pomiar jego twardości. Uważa się, że tytan dobrze spawalny nie powinien być twardszy niż 200 HB.
Jednym ze sposobów oceny spawalności tytanu może być określenie równoważnika tlenu Oe, który wylicza się z zależności:
Oe = O + 2N + 0,65C ,
lub
Oe = O + 2N + 0,65C + 0,35Fe + 0,11 Co + 0,09Cr, [%]
W oparciu o równoważnik tlenu można obliczyć twardość wg. wzoru:
HB = 40 + 430 *(Oe )½
Należy brać pod uwagę, że wzrost twardości SWC i spoiny o ok. 50 HB w stosunku do materiału spawanego może być oznaką kruchości połączenia.
Warunki uzyskania poprawnego połączenia spawanego z tytanu lub jego stopów
1. Zapewnienie osłony jeziorka roztopionego metalu,
2. Zapewnienie osłony również dla nagrzanych do temperatury powyżej 400 °C stygnących odcinków złącza,
3.Dobra osłona od atmosfery powietrza spodniej części złącza nawet w przypadku jeżeli nie uzyskujemy pełnego przetopu, ale metal w tym obszarze rozgrzewa się do temperatury 400 -=- 500 °C,
4. Materiał podstawowy i materiały dodatkowe zawierały szkodliwe domieszki tylko w takiej ilości, która nie powoduje powstawania kruchości spoin i pęknięć. Dotychczasowe doświadczenia z zastosowaniem tytanu dla konstrukcji spawanych wykazały, że zawartość szkodliwych domieszek w technicznym tytanie charakteryzującym się zadowalającą spawalnością nie powinna przekraczać: tlen - nie więcej niż 0,15; wodór - 0,01; azot -0,04; węgiel-0,1.
Wady w złączach spawanych tytanu i jego stopów
Najczęstszymi wadami połączeń spawanych są pory i pęknięcia zimne.
Przyczyną powstawania porów są gazy a wśród nich w pierwszej kolejności wodór. Gwałtowna zmiana rozpuszczalności wodoru w tytanie w stanie stałym w porównaniu z ciekłym powoduje przy krystalizacji spoin tworzenie się porów. (Mechanizm tworzenia się porów w osi i grani spoiny jest praktycznie analogiczny jak w przypadku stali).
W przypadku większych zawartości wymienionych domieszek częstym defektem pojawiającym się w złączach są pęknięcia zimne Pęknięcia zimne w złączach tytanu powstają w wyniku utraty plastyczności różnych obszarów złącza czego przyczyną również są gazy jako szkodliwe domieszki w roztworze stałym. Pęknięcia tego typu powstają albo bezpośrednio po spawaniu albo jako pęknięcia zwłoczne. Przyczyną tego typu pęknięć jest wydzielanie się wodoru z roztworu stałego i tworzenie wodorków tytanu co prowadzi do znacznego wzrostu kruchości materiału i powstawania wysokich naprężeń wewnętrznych.
UWAGA:
Tytan i jego stopy nie są słone do tworzenia pęknięć krystalizacyjnych w materiale spoiny. Wynika to z faktu korzystnego! połączenia własności fizyko-chemicznych tytanu tj. małym skurczem odlewniczym i wysoką wytrzymałością w zakresie wysokich temperatur.
Zapobieganie powstawania wad w złączach spawanych
1. Metody zapobiegania tworzeniu się porów: zapewnienie odpowiedniej czystości metalurgicznej materiału podstawowego i materiałów dodatkowych oraz dobór optymalnych parametrów technologicznych procesu spawania.
2.. Metody zapobiegania tworzeniu się pęknięć zimnych: Aby uniknąć zanieczyszczenia spoin tytanowych wodorem jako materiał dodatkowy przy spawaniu wykorzystywane są druty elektrodowe, które zostały poddane wyżarzaniu próżniowemu.
Metody spawania tytanu
Najszersze zastosowanie znalazły następujące metody spawania i zgrzewania tytanu:
Spawanie łukowe w osłonach gazowych (głównie TIG i w mniejszym stopniu MIG),
Spawanie pod topnikiem,
Spawanie elektrożużlowe,
Spawanie elektronowe,
Zgrzewanie oporowe.
Rzadziej stosowane są: spawanie łukowe w próżni, spawanie laserowe i zgrzewanie dyfuzyjne.
Spawanie łukowe tytanu prowadzi się z wykorzystaniem specjalnych komór osłonowych.
Komory osłonowe do spawania tytanu można podzielić na trzy grupy:
1. nasadki mocowane bezpośrednio na palniku do miejscowej osłony,
2. komory do całościowej osłony elementu,
3. tzw. komory warsztatowe osłaniające cały element i stwarzające warunki pracy dla spawacza wewnątrz komory.
Spawanie łukowe w osłonach gazowych ( najczęściej stosowane)
(Najczęściej i najszerzej stosowaną metodą spawania tytanu i jego stopów)
źródła zasilania i sprzęt - praktycznie te same jak ma to miejsce w przypadku spawania stali,
gazy osłonowe Argon lub hel (najczęściej argon o podwyższonej czystości),
Hel mając większą przewodność cieplną, umożliwia stosowanie większych szybkości spawania.
Argon natomiast pozwala na spawanie większymi prądami oraz otrzymanie bardziej stabilnego łuku, co jest szczególnie korzystne przy spawaniu ręcznym. Większa gęstość argonu gwarantuje lepsze i dłuższe utrzymanie atmosfery ochronnej przy 2-3 krotnym zmniejszeniu zużycia gazu.
Mieszanki helu i argonu. Typową mieszanką osłonową stosowaną do spawania tytanu i jego stopów jest mieszanka zawierająca 75 %Ar + 25 % He dająca zarówno wysoką stabilność łuku oraz głębokie wtopienie w materiał spawany.
UWAGA: Istotna jest czystość gazu oraz jego wilgotność. Należy brać pod uwagę, że przy stosowaniu dużych prędkości spawania gaz ochronny może opuszczać strefę w pobliżu spoiny, kiedy temperatura spoiny jest jeszcze wysoka. Strumień gazu ochronnego musi być tak regulowany, aby nie dopuścić do wypływu turbulentnego ponieważ prowadzi to do niekorzystnego wymieszania się gazu z powietrzem i przytykania dysz.
druty do spawania tytanu i jego stopów
Skład chemiczny drutów do spawania tytanu lub jego stopów zbliżony do .składu chemicznego spawanego materiału.
Wzrost własności plastycznych spoiny można uzyskać stosując druty stopowe z wartością 5% Al i 2,5% selenu lub druty stopowe o zawartości 6% Al. i 4% wanadu. Wzrost ciągliwości połączeń spawanych można również uzyskać poprzez stosowanie do spawania drutów o niskiej zawartości węgla i bardzo małej zwartości zanieczyszczeń tleniem, azotem i wodorem
przygotowanie elementów do spawania
Powierzchnie spawane muszą być dokładnie oczyszczone i wolne od jakichkolwiek zanieczyszczeń.
Części spawane poddane wcześniej działaniu wysokiej temperatury (obróbka cieplna, przeróbka plastyczna) należy poddać procesowi trawienia.
Czystość powierzchni musi być ściśle zachowana przez cały czas spawania.
Tłuszcz powinien być usuwany z powierzchni spawanych za pomocą rozpuszczalników organicznych. Bezpośrednio przed spawaniem części łączone powinny być przemyte czystą benzyną.
Należy zwrócić szczególną uwagę na zanieczyszczenia z grupy chlorowców oraz składników utleniających, które w istotny sposób mogą pogarszać proces spawania i właściwości połączeń spawanych.
Proces trawnika składa się z:
1. rozmiękczanie warstwy tlenków (wodorotlenki - zasady NaNO2- Na2C03 lub NaOH przez okres ok. 2 h),
2. trawienie (mniej stężone kwasy HF i HNO3 przez okres. 1-20 h),
3. trawienie końcowe (bardziej stężone kwasy: HF i HNO3 przez okres 3-10 min).
Spawanie łukiem krytym
Zastosowanie tam, gdzie wymagana jest wysoka wydajność procesu. Łukiem krytym można wykonywać spoiny doczołowe, pachwinowe i zakładkowe o grubości ponad 3 mm.
Źródła prądu standardowe; proces prowadzi prądem stałym biegunowości dodatniej; zmodyfikowane zazwyczaj końcówki prądowe ze względu na relatywnie wysoką sprężystość drutu tytanowego i znaczne mniejszy, w porównaniu ze spawaniem stali, wolny wylot drutu elektrodowego.
Topniki do spawania: jedynie trwałe beztlenowe nie reagujące z tytanem nawet w wysokich temperaturach i nie zawierać szkodliwych domieszek zanieczyszczających spawany metal. Sąto najczęściej topniki o kompozycji: Ca F2-BCI2-Na F.
Ochrona grani spoiny: zastosowanie miedziano-topnikowych podkładek bądź poduszek topnikowych.
Spawanie elektrożużlowe
Zastosowanie: Przy grubości złączy powyżej 30-40 mm
Warunki prowadzenia procesu :Przyłączeniu tytanu ochrona roztopionego metalu tylko za pomocą żużla jest niewystarczająca i spawanie musi się odbywać w zamkniętej komorze wypełnionej argonem tym bardziej, że przed dostępem powietrza musi być także chroniony metal rodzimy nagrzany do wysokiej temperatury
Źródła prądu: Standardowe; zmodyfikowane zazwyczaj końcówki prądowe ze względu na relatywnie wysoką sprężystość drutu tytanowego
Topniki do spawania: Topniki do spawania elektrożużlowego zawierają jedynie trwałe beztlenowe związki nie reagujące z tytanem nawet w wysokich temperaturach i nie mogą zawierać szkodliwych domieszek zanieczyszczających spawany metal. Ze względu na wysoką temperaturę topnienia tytanu muszą to być topniki trudnotopliwe a temperatura wrzenia żużla musi przewyższać temperaturę topienia tytanu
Spawanie mikroplazmowe
Zastosowanie: Spawanie mikroplazmowe jest najczęściej stosowane przy spawaniu cienkościennych rur tytanowych.
Warunki prowadzenia procesu: Osłonę od atmosfery obszaru spawania można zapewnić stosując nasadki osłonowe podobnie jak przy spawaniu metodą TIG.
Warunkiem uzyskania jakościowych połączeń jest bardzo dokładne przygotowanie krawędzi, (przy spawaniu elementów o grubości ponad 0.3 mm stosuje się wywijanie krawędzi) i zastosowanie odpowiednich przyrządów mocujących i stabilność parametrów prądowych.
Źródła prądu: Do spawania mikroplazmowego tytanu wykorzystuje się standardowe urządzenia. Do spawania można wykorzystywać prąd stały lub impulsowy.
Gazy osłonowe: Jako gaz plazmowy stosowany jest argon, a jako gaz osłonowy hel lub mieszanka helu z argonem przy czym zawartość helu w mieszance wynosi: 50-75%.
Spawanie elektronowe tytanu
Jest jedną z najlepszych metod spawania tytanu.
Zapewnia najlepszą z możliwych osłon przed oddziaływaniem atmosfery z uwagi na fakt prowadzenia procesu w próżni.
Poprawę warunków degazacji jeziorka roztopionego metalu osiąga się prowadząc spawanie z oscylacją wiązki.
Głęboka i wąska spoina minimalne odkształcenia i naprężenia spawalnicze.
Szeroki zakres zastosowań przy spawaniu różnorodnych złączy
Zgrzewanie oporowe tytanu
Pozwala uzyskać dobrą jakość połączeń przy zgrzewaniu punktowym i zgrzewaniu liniowym ze względu na:
1 niższą temperaturę procesu niż przy spawaniu,
2 bardzo krótki czas łączenia
3 utrudniony dostęp powietrza dzięki ściśnięciu blach elektrodami atmosfery ochronne nie są wymagane, co w znacznym stopniu upraszcza proces łączenia.
Wymagania w stosunku do procesu zgrzewania tytanu
zapewnienie optymalnych parametrów zgrzewania, zapewniających minimalny czas przebywania zgrzewanego metalu w wysokich temperaturach,
duża czystość powierzchni metalu podlegającego zgrzewaniu ponieważ tlenki oraz wszelkiego rodzaju zanieczyszczenia które są złymi przewodnikami prądu utrudniają a czasem uniemożliwiają proces zgrzewania.
Punktowe zgrzewanie tytanu charakteryzuje się dużym przetopem, osiągającym często 80% i więcej. Jest to wynikiem małych współczynników przewodności elektrycznej i cieplnej tytanu. Mały współczynnik przewodności elektrycznej zapewnia powstawanie dużych ilości ciepła a współczynnik przewodności elektrycznej utrudnia jego odprowadzenie. Własności mechaniczne zgrzein punktowych zależą przede wszystkim od jej ukształtowania geometrycznego i struktury. Z kolei kształt geometryczny jest wynikiem stosowanych parametrów zgrzewania i kształtu elektrod. Dobór właściwych parametrów zgrzewania jest więc najważniejszym zagadnieniem przy zgrzewaniu punktowym.
Zgrzewanie liniowe tytanu znalazło zastosowanie przede wszystkim tam gdzie jest konieczne uzyskanie szczelnych połączeń. Podobnie jak przy zgrzewaniu oporowym gazów osłonowych się nie stosuje. Wymagane jest natomiast obustronne, bardzo dokładne oczyszczenie powierzchni blach w miejscu połączenia (co najmniej na szerokości 20 mm). Konieczne jest również wstępne szczepianie blach zgrzeinami punktowymi o niewielkiej wytrzymałości, celem uniknięcia przesunięć i wygięć blach.
Elektrody krążkowe stosowane do liniowego zgrzewania tytanu wykonuje się przede wszystkim z miedzi kadmowej. Ze względu na intensywność procesów cieplnych są one zwykle intensywnie chłodzone wodą.
(89)
Spawanie elektronowe
Zasada procesu. Proces spawania wiązką elektronów polega na wykorzystaniu energii kinetycznej elektronów poruszających się w próżni z wysoką prędkością. Podczas bombardowania elektronami powierzchni metalu zasadnicza część energii kinetycznej elektronów przechodzi w ciepło, które jest wykorzystywane do roztopienia metalu.
Budowa spawarek. Podstawowe zespoły urządzeń do spawania wiązką elektronów to działo elektronowe, komora robocza, zespoły pomp próżniowych i układ sterowania.
Podział spawarek. Spawarki elektronowe dzieli się na spawarki wyspecjalizowane (charakteryzujące się małymi komorami roboczymi, gabarytami ściśle dostosowanymi do wielkości spawanych przedmiotów i krótkim czasem uzyskania próżni) oraz spawarki uniwersalne (charakteryzujące się dużymi komorami roboczymi i długim czasem uzyskania próżni).
Technika spawania. Elementy do spawania przygotowuje się `na styk', bez konieczności ukosowania krawędzi. Zalecane jest utrzymanie wysokiej dokładności obróbki i niewielkiej szczeliny styku powierzchni łączonych (szczelina między łączonymi powierzchniami nie powinna przekraczać 0,1 mm). Warunek ten wynika z bardzo małych wymiarów wiązki elektronów i niewielkiej szerokości warstwy przetapianego materiału.
Własności złączy. Pole przekroju strefy przetopionej przy spawaniu wiązkę elektronów jest orientacyjnie 25 razy mniejsze niż przy spawaniu metodami łukowymi. Dzięki prawie równoległym granicom wtopienia i minimalnej strefie wpływu ciepła odkształcenia elementów spawanych elektronowo są pomijalnie małe. Ze względu na fakt, że proces prowadzony jest w próżni, spoiny charakteryzują się wysoką czystością metalurgiczną, co podnosi ich własności wytrzymałościowe.
Zastosowanie przemysłowe spawania wiązką elektronów:
Produkcja seryjna przedmiotów o symetrii obrotowej typu tarcza, wałek tuleja;
Najszersze zastosowanie w przemyśle motoryzacyjnym, obrabiarkowym i narzędziowym- spawanie wiązką elektronów stosuję się przy łączeniu elementów kół zębatych skrzyń biegów i przekładni planetarnych, wałów, narzędzi bimetalowych;
W energetyce- łączenie rur z dnami sitowymi.
Zalety procesu:
Metoda zapewnia:
Automatyzację procesów technologicznych;
Możliwość dowolnych oscylacji wiązki;
Wykonywanie połączeń metali różnych własnościach fizyko-chemicznych (np. tantal+ wolfram)
Zmniejszenie zużycia energii
Uzyskanie b. wąskich spoin przy ograniczonej szerokości SWC oraz min odkształceniach złącza spawanego;
Łączenia materiałów bez ukosowania krawędzi i przy całkowitej eliminacji materiałów dodatkowych
Możliwość spawania elementów obrobionych na gotowo (elementy te mogą być używane w stanie otrzymanym po spawaniu, bez potrzeby stosowania obróbki cieplnej i obróbki skrawaniem)
Wady:
Konieczność spawania w próżni
Konieczność ochrony personelu przed promieniowaniem X
Relatywnie wysokie koszty urządzeń w porównaniu z urządzeniami do spawania łukowego
(90)
Spawanie prętów zbrojeniowych
Metodą, która z powodzeniem może być stosowana do łączenia w warsztacie i warunkach montażowych jest spawanie elektrodami otulonymi. Do spawania stali niestopowych o małym współczynniku Ce można stosować elektrody rutylowe, a do stali o ograniczonej spawalności stosować zasadowe odpowiednio wysuszone. Spawanie metodą MAG można stosować tylko podczas prac warsztatowych. Nie ma uzasadnienia spawanie drutem proszkowym ze względu na duży koszt w porównaniu z innymi spoiwami.
Spawanie walcówki i prętów zbrojeniowych należy prowadzić zgodnie z zakwalifikowaną technologią. Korzystny skład chemiczny (zawartość węgla poniżej 0,22%, wartość równoważnika węgla Ce poniżej 0,40) nie powoduje powstania w warstwie przyspoinowej martenzytu o dużej twardości co zabezpiecza spoiny przed wystąpieniem pęknięć. Najprostszym sposobem poprawienia spawalności jest zmniejszenie prędkości chłodzenia złącza np. przez wstępne podgrzanie i utrzymywanie podwyższonej temperatury w czasie całego procesu spawania.
W połączeniach występują złącza doczołowe, zakładkowe, nakładkowe, szczelinowe i krzyżowe. Wybór rodzaju złącza zależy od średnicy łączonych prętów, konfiguracji elementów łączonych, pozycji spawania i dostępu do miejsca spawania.
Za pomocą spawania mogą być połączone pręty tylko ze stali spawalnych. Spawalność takich stali określają tylko własności podane w normie hutniczej (PN-89/H-84023/06 Stal określonego zastosowania. Stal do zbrojenia betonu. Gatunki.) norma ta została zastąpiona
(PN ISO 6935-2 Klasy i gatunki prętów zbrojeniowych). Stale klasy A-0, A-I, A-II, A-III, A-IIIN są spawalne. Przy spawaniu ostatniej klasy należy jednak zachować warunki umożliwiające poprawne wykonanie złączy. Najczęściej stosowane połączenia prętów to:
czołowe
nakładkowe ze spoiną jedno i dwustronną
zakładkowe ze spoiną jedno i dwustronną
Należy jednak pamiętać że w obiektach mostowych kolejowych należy stosować włącznie połączenia czołowe prętów, a w obiektach mostowych drogowych dopuszcza się stosowanie innego rodzaju połączeń spawanych (np. nakładkowe spoiny jednostronne).
(91)
Łączenie miedzi i jej stopów
Miedź jest metalem dość trudnym do spawania z powodu wysokiej przewodności i rozszerzalności cieplnej, dużego powinowactwa do tlenu w wysokich temperaturach oraz zdolności do pochłaniania wodoru w stanie ciekłym co powoduje tzw. „chorobę wodorową” lub „kruchość wodorową”. Najczęściej spawa się elektrodami otulonymi, TIG i MIG. Rzadziej stosowane -gazowo i wiązką elektronów.
Spawanie elektrodą:
możliwość spawania bez podgrzewania
duża wydajność spawania
niskie koszty spawania
spawanie tylko w pozycji podolnej
trudne warunki pracy spawacza - duża emisja pyłów i dymów
Elektroda ECuS, prąd stały, (+) na elektrodzie
Spawanie TIG:
najwyższa jakość połączeń spawanych,
możliwość spawania w różnych pozycjach,
mała wydajność spawania zwłaszcza grubych blach
grubsze elementy (pow. 4 mm)wymagają podgrzewania wstępnego
Spoiwo -drut miedziany z dodatkiem manganu i krzemu np. SMKM, gaz osłonowy - argon lub mieszanka argon + hel, prąd stały (+) na materiale spawanym
Spawanie MIG:
dobra jakość połączeń
wysoka wydajność spawania
spawanie tylko w pozycji podolnej
elementy powyżej 8 mm grubości wymagają podgrzewania wstępnego
Spoiwo -drut miedziany z dodatkiem manganu i krzemu np. SMKM, gaz osłonowy - argon lub mieszanka argon + hel, prąd stały (+) na elektrodzie
Spawanie mosiądzu. Przyczyną porowatości przy spawaniu mosiądzu jest cynk jako metal o niskiej temperaturze wrzenia. Dlatego konieczne jest stosowanie podgrzewania spawanych elementów z mosiądzu. Zasady spawania są podobne jak przy miedzi. Najczęściej spawa się metodą TIG, gaz osłonowy - argon, spoiwo - brąz cynowy lub brąz krzemowy, oraz gazowo - płomień utleniający, spoiwo - gołe druty lub pręty mosiężne albo pręty z rdzeniem topnikowym lub pręty otulone, topnik - typu boraksowego, blachy pow. 4 mm wymagają podgrzewania, należy także stosować podkładki grafitowe
Spawanie brązów. Brązy są łatwiej spawalne niż miedź ze względu na znacznie niższą przewodność cieplną, niższe temp. Topnienia, nie występowanie zagrożenia tzw. „choroba wodorową”. Brązy cynowe mają skłonność do pęknięć gorących. Brązy z zawartością ołowiu w ilości ponad 1% nie nadają się do spawania. Brązy spawa się: elektrodami otulonymi, TIG i MIG. Wskazówki technologiczne:
spawane brzegi metalicznie czyste i odtłuszczone
elektrody otulone -prąd stały, (+) na elektrodzie, TIG- prąd stały (-) na elektrodzie, w przypadku brązów aluminiowych - prąd przemienny, MIG - prąd stały (+) na elektrodzie
elementy o większej masie a zwłaszcza odlewy należy podgrzewać wstępnie do temp. 200-300 oC
przy spawaniu TIG brązów cynowych i krzemowych użycie dodatkowo topnika „Lumos” polepsza jakość spoin.
Spawanie miedzionikli. Spawaniu podlegają miedzionikle manganowo-żelazowy i aluminiowe. Są materiałem dobrze spawalnym. Ze wzrostem zawartości niklu spawalność miedzionikli pogarsza się ze względu na rosnącą temp. topnienia oraz skłonność do pochłaniania tlenu i wodoru. Metody spawania: Elektroda otulona, TIG i MIG. Spoiwa - elektrody otulone, pręty i druty miedzioniklowe, taśmy (napawanie łukiem krytym). Skład chemiczny spoiw - nikiel 10-30 %, małe dodatki żelaza, manganu i tytanu, reszta miedź. Wskazówki technologiczne:
wysoka czystość brzegów,
spawanie wąskim ściegiem
nie przegrzewać kąpieli jeziorka
unikać podgrzewania wstępnego.
(92)
Łączenie materiałów różnoimiennych
Łączenia materiałów różnoimiennych możliwe jest za pomocą metod rozłącznych i nie rozłącznych.
Wśród metod nierozłącznych najmniej problemów sprawia nitowanie.
Skoncentrujmy się jednak na metodach spajania czyli: spawanie, lutowanie, zgrzewanie i klejenie.
Zdecydowanie najłatwiejszym, ale zarazem najmniej wytrzymałym z punktu widzenia wytrzymałości materiałów jest złącze klejone. Takie rozwiązanie wymaga zwilżalności klejonych powierzchni przez klej. W przypadku kiedy jedna z łączonych powierzchni jest nie zwilżalna taki zabieg jest niemożliwy. Proces klejenia oparty jest na siłach spójności między cząsteczkami (adhezja) nie występuje zjawisko dyfuzji.
Z zagadnieniem zwilżalności związany jest również temat lutowania i lutospawania. Materiał dodatkowy należy dobrać tak aby lutowane materiały były zwilżalne w danych warunkach, a powstała spoina miała określone własności wytrzymałościowe. Problemy które mogą pojawić się podczas procesów lutowania i lutospawania wynikają z różnej temperatury topnienia materiałów lutowanych. Istotą lutowania jest nie nadtapianie materiałów łączonych. Również znaczny problem stanowi różna rozszerzalność cieplna produktów lutowanych. Lutować można materiały trudnościeralne ze stalą np. narzędziową. ( węgliki spiekane w koronach wiertnicy)
Materiał różnoimienne można również łączyć za pomocą zgrzewania. Nie wszystkie znane metody do tego procesu się nadają. Materiały różnoimienne jak aluminium i stal łączy się za pomocą zgrzewania wybuchowego, tą metodą tworzy się również inne materiały bimetaliczne.
Bardzo dobre rezultaty uzyskuje się również podczas łączenia różnych materiałów sprężysto-plastycznych metodą zgrzewania tarciowego. Nawet, jeśli jeden z metali nie ma cech plastycznych np. wolfram czy ceramika to połączenie posiada dobre właściwości fizyczne.
Zgrzewanie dyfuzyjne umożliwia nam łączenie takich par materiałów jak węgliki, azotki, ceramika, wraz ze stalą stopami niklu czy tytanu.
Znacznie bardziej skomplikowanym zagadnieniem są procesy spawalnicze podczas łączenia różnoimiennych materiałów. W takim przypadku materiały muszą być przede wszystkim spawalne. Istotną rolę również odgrywają składniki stopowe. Na podstawie których dobieramy materiał dodatkowy do spawania. Nie wszystkie metody nadają się do spawania materiałów różnoimiennych. Np. płomieniem tlenowo - gazowym nie możemy spawać stali wysokostopowych.
W myśl definicji spoiny jej własności wytrzymałościowe nie powinny być mniejsze niż materiału rodzimego. Opierając się na tym stwierdzeniu materiał dodatkowy powinien być dobrany do materiału tzw. „lepszego”. Problemy które pojawiają się podczas spawania materiałów różnoimiennych związane są również ze zmieniająca się rozszerzalnością cieplną i przewodnością cieplną. Nowopowstałe złącze zawiera wymieszany materiał stopiwa i obu różnoimiennych materiałów, takie złącze może charakteryzować obniżoną odpornością na pęknięcia.
------------------------------
Stale niestopowe - charakteryzują się dobrymi właściwościami spawalniczymi.
Spoiwo dobieramy w zależności od własności wytrzymałościowych stali (Re, Rm). W przypadku łączenia stali St3s (S235, gdzie 235 to Re) z 18G2A (S355, gdzie 355 to Re) stosujemy spoiwo dla stali o niższych własnościach.
Stale energetyczne - niestopowe stale węglowe St41K(P265GH), niskostopowe stale molibdenowe 16M(16Mo3), chromowo-molibdenowe 15HM(13CrMo4-5), chromowo-molibdenowo-wanadowe 10H2M(10CrMo9-10) oraz wysokostopowe stale chromowe P91(X10CrMoVnb9-1) do pracy w podwyższonych temp. Rzędu 450÷580°C.
Spoiwo powinno zapewniać skład chemiczny spoiny i jej własności mechaniczne możliwie jak najbardziej zbliżonego materiału rodzimego. Wykorzystuje się wszystkie typowe metody spawania. Przy spawaniu stali: 10H2M(10CrMo9-10) i 15HM(13CrMo4-5) materiał spoiwa dobieramy dla stali o niższych własnościach wytrzymałościowych (stal 15HM).
W przypadku stali chromowych martenzytycznych można je spawać bez podgrzewania wstępnego stosując spoiwa austenityczne chromowo-niklowe.
W przypadku połączeń mieszanych, np.: stali niskostopowych 10H2M(2÷2,5%Cr) ze stalami wysokostopowymi P91(8÷9%Cr) stosujemy warstwę pośrednią tzw. Buforową - elektrodę niklową, natomiast na wypełnienie spoiwo austenityczne.
C. Stale wysokostopowe (żaroodporne, żarowytrzymałe, kwasoodporne).
- martenzytyczne, np.:1H13 - trudnospawalne - podstawowym składnikiem jest chrom - 13%. Do spawania stosujemy materiały dodatkowe o strukturze austenitycznej.
- ferrytyczne, np.: H17 - trudnospawalne - do spawania stosujemy materiały dodatkowe o strukturze austenitycznej.
- austenityczne, np.: 1H18N9 - bardzo dobra spawalność. Materiał dodatkowy dobieramy o takim samym składzie chemicznym jak materiał podstawowy.
Wykorzystuje się metody: TIG, MAG, łukiem krytym.
- Stale duplex - austenityczno-ferrytyczne odporne na korozję.
Stosuje się spoiwo o większej zawartości pierwiastków stopowych(nikiel, azot) w stosunku do materiału podstawowego.
Spawanie stali perlityczno-ferrytycznych i austenitycznych np.: 18G2A (C=0,20%, Cr=0%, Ni=0%) i 1H18N9(C=0,08%, Cr=18%, Ni=9%). By uzyskać strukturę spoiny o dobrych własnościach stosujemy spoiwo nadstopowi o składnikach austenitotwórczych, np.: 18.8.6 - 18%Cr, 8%Ni, 6%Mn, lub 24.12.2 - 24%Cr, 12%Ni, 2%Mn. Nie stosuje się podgrzewania przed spawaniem.
(93)
Omów metody łączenia ceramiki i kompozytów
Kompozyt - materiał złożony z dwu lub więcej oddzielnych faz (składników), wyróżniających się w skali makro lub mikro, o własnościach wypadkowych składników, innych niż własności „indywidualne” poszczególnych składników.
Podział kompozytów:
naturalne, złożone z produktów roślinnych i zwierzęcych;
syntetyczne, powstałe w wyniku celowej działalności człowieka, przy wykorzystaniu nowoczesnych materiałów konstrukcyjnych, tj. metali, tworzyw sztucznych (polimerów), ceramiki inżynierskiej, tworzyw węglowych.
Kompozyty zbudowane są z osnowy i składników podwyższających właściwości kompozytu - wzmocnienia osnowy.
W zależności od rodzaju osnowy kompozyty syntetyczne dzielimy na:
a) kompozyty na osnowie organicznej, polimerowej;
b) kompozyty o osnowie metalicznej;
c) kompozyty o osnowie ceramicznej;
d) specjalne kompozyty węglowe.
Sposoby spajania materiałów ceramicznych i kompozytów na ich osnowie:
Klejenie
klejenie klejami organicznymi na bazie elastomerów lub kitów i wosków
klejenie klejami zawierającymi wielosiarczki, żywice epoksydowe, kauczuk syntetyczny, itp.
Spajanie szkliwami
szkliwem ołowiowo-cynkowo-borokrzemianowym
szkliwem wysokotopliwym (800-1200C).
Etapy procesu: (1)natryskiwanie warstwy szkliwa na powierzchnie łączonych elementów, (2) spiekanie, (3) spajanie zmontowanych elementów w temp. ok. 40C
Zgrzewanie
dyfuzyjne w próżni lub czystej atmosferze neutralnej chemiczne
tarciowe prze przekładkę metalową.
Spawanie
laserowe lub elektronowe ceramiki korundowej oraz kompozytów o osnowie krzemianowej (szklano-ceramicznej).
Lutowanie twarde
lutami aktywnymi zawierającymi metale reaktywne: tytan, cyrkon lub pastami lutowniczymi z wodorkiem tytanu, proces prowadzony w próżni lub atmosferze wodoru lub argonu o wysokiej czystości
lutowanie klasycznymi glutamina osnowie srebra, niklu, złota, po uprzednim wytworzeniu na powierzchni elementu ceramicznego tzw. warstwy pośredniej przy zastosowaniu metalizacji proszkowej.
Przebieg procesu lutowania:
nałożenie na powierzchnię łączoną ceramiki pasty złożonej z proszków manganu lub wolframu, a następnie spiekanie jej w wilgotnym wodorze
pokrycie spieczonej warstwy pośrednie kolejną warstwą metalu łatwo zwilżalnego przez lut (żelazo, miedź lub nikiel) i spieczenie tej warstwy;
lutowanie klasycznym spoiwem tak przygotowanych elementów w próżni lub w atmosferze wodoru lub też neutralnej chemicznie o wysokiej czystości.
Sposoby spajania materiałów węglowych i kompozytów na ich osnowie:
Lutowanie twarde
lutowanie próżniowe lub w czystej atmosferze neutralnej chemicznie, spoiwami miedziowymi i srebrnymi po wstępnym pokryciu powierzchni łączonych warstwą molibdenu lub wolframu
lutowanie lutami aktywnymi zawierającymi chrom, tytan, cynk
Klejenie klejami zawierającymi alkohol furfurylowy i żywice fenolowe podlegające pirolizie, tj. ulegające w wyniku odpowiedniej obróbki termicznej samoczynnej przemianie przez rozkład termiczny na materiały węglowe.
Sposoby spajania kompozytów na osnowie metalowej:
Spawanie skoncentrowaną wiązką energii (spawanie elektronowe lub laserowe);
Zgrzewanie oporowe (kondensatorowe);
Zgrzewanie tarciowe;
Lutowanie twarde;
Zgrzewanie dyfuzyjne (sporadycznie);
Spawanie elektrodą nietopliwą w osłonie gazów (TIG) (sporadycznie);
Spawanie plazmowe (w przypadku kompozytów z wysokotopliwym wzmocnieniem metalicznym).
Sposoby spajania ceramiki i kompozytów ceramicznych z metalami:
Klejenie - klejami organicznymi;
Zgrzewanie dyfuzyjne;
Zgrzewanie tarciowe ( przez przekładkę metalową);
Spajanie szkliwami;
Lutowanie twarde (jak w przypadku ceramiki).
Sposoby spajania materiałów i kompozytów węglowych z metalami:
Klejenie klejami organicznymi;
Lutowanie twarde ( jak w przypadku materiałów węglowych)
(94)
Sposoby lutowania i zastosowanie
Lutowaniem nazywamy metodę spajania metali za pomocą wprowadzania między łączone powierzchnie innego roztopionego metalu lub stopu (czynnika łączącego), zwanego spoiwem. Podczas lutowania części łączone nagrzewają się, lecz nie topią w miejscu łączenia. Połączenie trwałe uzyskuje się dzięki przyczepności lutu do materiałów łączonych, dlatego warunkiem otrzymania prawidłowego połączenia jest staranna oczyszczenie (mechaniczne i chemiczne) powierzchni lutowanych.
Jest jedną z nielicznych metod umożliwiających łączenie ze sobą różnych metali i stopów o różnych własnościach
-Podział ze względu na temperaturę topienia lutu:
- miękkie <450°C
- twarde 450°C - 900°C
- wysokotemperaturowe >900°C
- Podział wg metalurgii procesów:
- topnikowe
- beztopnikowe
- Podział wg metod nagrzewania:
lutownicami
płomieniowe
piecowe
indukcyjne
kąpielowe
oporowe
specjalne metody lutowania (laserowe, elektronowe, promiennikami podczerwieni, nadmuchem gorącego gazu)
Zastosowanie:
Lutowanie miękkie stosuje się do łączenia części o niedużych naprężeniach w złączu i niewysokiej temperaturze pracy, jak również do uszczelniania połączeń zawalcowanych i innych (np. cienkościennych zbiorników, pojemników, rynien, rurociągów)
Lutowanie twarde. Stosuje się przy znacznych naprężeniach w złączu i wysokiej temperaturze pracy (ponad 150oC). Jest używane do połączeń ślusarskich, w budowie ram rowerowych, w kołnierzach połączeń rurociągów, do łączenia części mechanizmów precyzyjnych, w produkcji narzędzi skrawających.
(95)
Klejenie metali
Łączenie metali za pomocą klejenia jest coraz częściej stosowane ze względu na dużą wytrzymałość połączenia, brak naprężeń w złączu oraz niskie koszty tej technologii łączenia. Zaletami połączeń klejonych są ponadto zdolność tłumienia drgań, możliwość wykonania połączenia bez stosowania obrabiarek, drogich narzędzi i materiałów oraz brak zjawisk elektrochemicznych, występujących zwykle podczas łączenia metali innymi metodami. Wadą połączeń klejonych jest ich stosunkowo mała odporność na wzrost temperatury otoczenia (maleje wówczas wytrzymałość połączenia). Niektóre kleje są mało odporne na działanie gleby, mimo że są jednocześnie odporne na działanie benzyny i olejów. Można jednak połączenie uodpornić na działanie wody przez pomalowanie złącza.. Klejenie metali jest stosowane w produkcji nowych wyrobów oraz w naprawie maszyn i urządzeń. Połączenia klejone metali są obecnie stosowane w konstrukcjach lotniczych, pojazdach samochodowych, taborze kolejowym i wielu innych maszynach i urządzeniach.
Naprawa części maszyn klejeniem i kitowaniem z użyciem kitów, najczęściej epoksydowych, ma wiele zalet:
technologia klejenia i kitowania jest bardzo prosta, bez konieczności stosowania specjalnych maszyn i narzędzi,
istnieje możliwość dokonania naprawy bez demontażu lub przy częściowym demontażu maszyn czy urządzenia oraz bez konieczności używania dźwigów,
można dokonać naprawy w miejscu wystąpienia awarii,
obróbka wykańczająca po naprawie jest prosta,
naprawy można dokonać w miejscach trudno dostępnych,
połączenie odznacza się dobrą szczelnością
Do klejenia metali używa się najczęściej klejów epoksydowych, fenolowych, karbinolowych, poliuretanowych, kauczukowych, poliestrowych, silikonowych, winylowych i poliamidowych. Kleje i kity składają się przede wszystkim z żywicy podstawowej oraz utwardzacza i rozcieńczalnika. Niekiedy stosuje się jeszcze przyspieszacze, środki modyfikujące i napełniacze. Najczęściej klej przyrządza się bezpośrednio przed użyciem, dodając do żywicy utwardzacza i rozcieńczalnika lub innych środków. Kleje są na ogół dostarczane w zestawach i zawierają dokładny opis przygotowania kleju i technologii klejenia.
Powierzchnie przeznaczoną do sklejenia należy dokładnie oczyścić i zmyć załączonym do kleju specjalnym zmywaczem, a następnie nałożyć cienką warstwę kleju na powierzchnię obu klejonych części i dokładnie docisnąć. Czas utwardzania kleju w temperaturze pokojowej wynosi 12 godzin. Klej ten (podobnie jak pozostałe) jest sprzedawany w zestawie składającym się z żywicy utwardzacza i zmywacza do oczyszczenia klejonej powierzchni.
Rodzaje klejów:
Do klejenia metali używa się najczęściej klejów epoksydowych, fenolowych, karbinolowych, poliuretanowych, kauczukowych, poliestrowych, silikonowych, winylowych i poliamidowych. Kleje i kity składają się przede wszystkim z żywicy podstawowej oraz utwardzacza i rozcieńczalnika. Niekiedy stosuje się jeszcze przyspieszacze, środki modyfikujące i napełniacze. Najczęściej klej przyrządza się bezpośrednio przed użyciem, dodając do żywicy utwardzacza i rozcieńczalnika lub innych środków. Kleje są na ogół dostarczane w zestawach i zawierają dokładny opis przygotowania kleju i technologii klejenia.
Powierzchnie przeznaczoną do sklejenia należy dokładnie oczyścić i zmyć załączonym do kleju specjalnym zmywaczem, a następnie nałożyć cienką warstwę kleju na powierzchnię obu klejonych części i dokładnie docisnąć. Czas utwardzania kleju w temperaturze pokojowej wynosi 12 godzin. Klej ten (podobnie jak pozostałe) jest sprzedawany w zestawie składającym się z żywicy utwardzacza i zmywacza do oczyszczenia klejonej powierzchni.
Do klejenia metali znajduje zastosowanie również klej karbinolowy stabilizowany. Czas utwardzania kleju w temperaturze pokojowej wynosi od trzech do pięciu dni.
Obecnie można stosować wiele innych, dostępnych klejów, których cechą eksploatacyjną jest bardzo krótki czas uzyskania prawidłowego połączenia (np. Cyjanopan, PASCFIX).
Przygotowanie do klejenia powierzchni metalu:
Powierzchnie klejone powinny być bez ciał obcych i jednorodne. Powierzchnie pokryte smarem lub w jakikolwiek inny sposób zanieczyszczone nie nadają się do klejenia.
Przygotowanie powierzchni stali do klejenia polega na mechanicznym oczyszczeniu powierzchni za pomocą szlifowania na szlifierce lub za pomocą piaskowania. Jako operację końcowa stosuje się zwykle odtłuszczanie w ciekłym trójchloroetylenie lub w jego parach. Jeżeli powierzchnia jest ogrzewana w czasie nakładania kleju, to wystarczy samo odtłuszczanie.
Jako środki obróbki chemicznej stosuje się również krótkotrwałe kąpiele w stężonym roztworze amoniaku, po którym następuje przemywanie wodą i suszeniu w piecu.
Przygotowanie powierzchni stopów aluminium polega przeważnie na chemicznym oczyszczeniu. Powierzchnie miedzi i jej stopów mogą być przygotowane mechanicznie i chemicznie.
Przygotowanie powierzchni zapewniające największą wytrzymałość na ścinanie połączeń klejonych składa się z następujących operacji:
A) odtłuszczanie w parach trójchloroetylenu w ciągu około 5 minut,
B) odtłuszczanie w specjalnym ciekłym rozpuszczalniku w ciągu około 20 minut,
C) płukanie w zimnej wodzie około 5 minut,
D) trawienie w temperaturze 60 stopni C w roztworze o składzie: 27,3 części (masy) kwasu siarkowego, 7,5 części dwuchromianu sodowego, 65,2 części wody,
E) płukanie w wodzie o temperaturze nie wyższej niż 65 stopni C w ciągu około 5 minut,
F) suszenie gorącym powietrzem w ciągu około pół godziny.
Proces klejenia
Proces klejenia metali składa się z dwu operacji:
A) naniesienia kleju na powierzchnię elementów łączonych,
B) dociśnięcia klejonych powierzchni do siebie i utrzymania docisku, aż do doprowadzenia lepkiej masy kleju do postaci nieodwracalnie utwardzonej.
Klej na powierzchnie łączone nanosi się za pomocą pałeczki szklanej, pędzla lub pistoletu natryskowego. Powierzchnię najczęściej pokrywa się dwiema warstwami. Ilość nałożonego kleju decyduje o wytrzymałości połączenia klejonego. Zbyt mała ilość kleju powoduje obniżenie wytrzymałości połączenia klejonego.
Przed sklejeniem części należy pamiętać o wstępnym podsuszeniu warstwy naniesionego kleju do stanu największej przylepności. Po ustawieniu i dociśnięciu sklejanych elementów należy uniemożliwić ich wzajemne przesuwanie się. Proces sklejania (utwardzania klejów) jest zależny od temperatury, ciśnienia i czasu, dlatego sklejania dokonuje się na prasach.
Utwardzanie warstwy klejowej w złączu zależy w znacznej mierze od kształtu klejonych części. Najprościej proces tan przebiega, gdy mamy do czynienia z klejem utwardzalnym w temperaturze pokojowej i bez udziału ciśnienia. W tym przypadku do prawidłowego sklejenia części płaskich wystarczy zastosowanie zwykłych zacisków lub belek dociskowych.
Elementy łączone uważa się za sklejone wówczas, gdy klej dobrze stwardnieje. Należy przestrzegać ściśle czasu wymaganego do utwardzenia, który jest dla każdego kleju ściśle określony i podany w opisie używania kleju. Dopiero po upływie tego czasu można użytkować element klejony.
Oczyszczanie sklein może się odbywać - po stwardnieniu wycieków - za pomocą skrobaków ręcznych lub przyrządów zmechanizowanych. Lepiej jednak jest usunąć nadmiar kleju przed jego utwardzeniu poprzez potarcie tkaniną umoczoną w odpowiednim rozpuszczalniku.
Próbki bardziej odpowiedzialnych połączeń klejonych poddaje się badaniom wytrzymałościowym. Jakość klejenia zależy od kontroli dokonywanej w każdym etapie cyklu produkcyjnego. Kontrola wstępna ma miejsce w czasie przyjmowania i przechowywania kleju w magazynie.
Kontrola podczas klejenia polega na sprawdzeniu jakości przygotowanej powierzchni i ścisłym przestrzeganiu warunków klejenia oraz na przygotowaniu próbek kontrolnych z zachowaniem tych samych parametrów klejenia i warunków pracy. Kontrola końcowa polega na kontroli gotowego zespołu. W przypadku wykonania lub naprawy zbiorników metodą klejenia kontrola polega również na sprawdzaniu ich szczelności.
(96)
Zgrzewanie oporowe, omówić proces oraz jakie są rodzaje zgrzewania oporowego
Zgrzewalność:
Jest to przydatność metalu o danej wrażliwości na spajanie do utworzenia w określonych warunkach spajania złącza metalicznie ciągłego o wymaganej użyteczności.
Podstawowymi wskaźnikami zgrzewalności są:
- równoważnik węgla(hartowność, rozkład struktur i twardość)
- stosunek Mn/S (możliwość pęknięć gorących)
Zgrzewanie oporowe jest metodą zgrzewania, w której połączenie materiałów uzyskuje się w wyniku: nagrzania obszaru styku łączonych przedmiotów przepływającym przez nie prądem elektrycznym oraz odkształcenia plastycznego tego obszaru na skutek działania siły docisku.
Nagrzewanie przedmiotów przy zgrzewaniu oporowym odbywa się w wyniku generowania ciepła na opornościach elektrycznych obwodu zgrzewania przy przepływie przez nie prądu elektrycznego. Ilość ciepła wydzielającego się w obszarze metali znajdujących się między elektrodami doprowadzającymi prąd zgrzewania, czyli na poszczególnych opornościach, określona jest prawem Joule'a - Lenza: Ę = I2Rt
I - natężenie prądu zgrzewania, R - całkowita oporność elektryczna obszaru zgrzewania (oporność dynamiczna), t - czas przepływu prądu zgrzewania
Całkowita oporność zgrzewania Rc składa się z poszczególnych oporności styków oraz oporności elektrod i materiałów zgrzewanych.
Przy zgrzewaniu oporowym doczołowym największe znaczenie ma oporność zgrzewanych materiałów Rp oraz oporność styku RS.
Na początku zgrzewania największą oporność ma obszar styku zgrzewanych materiałów. Oporność ta zależy od stanu powierzchni (np. warstw tlenkowych, zanieczyszczeń, chropowatości), rodzaju materiału i siły docisku, (czyli rzeczywistej powierzchni styku).
Duża oporność styku powoduje, iż powierzchnia styku nagrzewa się z największą szybkością, a pozostałe obszary są podgrzewane wstępnie.
Oporowe nagrzewanie obszaru styku zgrzewanych materiałów prowadzi do przyspieszenia odkształceń plastycznych mikrochropowatości powierzchni styku, rozbicia warstw tlenkowych i w efekcie spadku oporności. Rośnie też powierzchnia i ilość mikroobszarów styku.
Ze względu na zużycie energii, szybkość nagrzewania winna być możliwie największa. Proces zgrzewania oporowego naj ekonomiczniej przebiega przy dużych prądach zgrzewania i krótkich czasach.
Wyróżniamy następujące rodzaje zgrzewania oporowego:
- zgrzewanie oporowe punktowe:
polega na łączeniu elementów w oddzielnych miejscach zwanych punktami. W czasie łączenia na jednej zgrzewarce może się tworzyć jedna lub więcej zgrzein. Przy zgrzewaniu oporowym punktowym istotny jest kształt i materiał elektrod: stopy miedzi klasy A2/1 i A2/2 - twardość 130 - 170 HV - przewodność ok. 43 MS/m
- zgrzewanie oporowe garbowe:
zgrzewanie garbowe polega na łączeniu części w miejscach istniejących występów technologicznych zwanych garbami. Garby mogą być wykonane celowo lub też mogą stanowić fragmenty łączonych części, np. krawędź otworu, kulista część łba śruby, brzeg blachy, cylindryczna pow. pręta.
Wykorzystuje się elektrody A3/1, 160-240 HV, 23 MS/m
- zgrzewanie oporowe liniowe:
złącze tworzone jest przez szereg zgrzein punktowych ułożonych jedna obok drugiej wzdłuż określonej linii, w wyniku zastosowania elektrod krążkowych doprowadzających prąd zgrzewania i wywierających docisk zgrzewania.
- zgrzewanie doczołowe zwarciowe:
Podczas zgrzewania zwarciowego przylegające do siebie i dociśnięte powierzchnie łączonych elementów, wskutek znacznej oporności styku strefy zgrzewania nagrzewają się płynącym prądem El.
Zastosowanie technologii zgrzewania:
- zgrzewanie oporowe punktowe:
łączenie blach ze stali węglowych, stopowych, niklu, tytanu, stopów miedzi, blach metalizowanych i z pokryciami.
- oporowe garbowe: blachy i kształtowniki
- doczołowe zwarciowe: pręty ze stali węglowych i stopowych, miedzi i aluminium, tytanu od 0,3 do 10mm.
- doczołowe iskrowe: pręty, rury, kształtowniki i blachy ze stali węglowych i stopowych, niektórych metali nieżelaznych i stopów o powierzchniach do 6000mm,
- doczołowe tarciowe: pręty i rury ze stali węglowych, stopowych, stali nierdzewnych, żaroodpornych, miedzi, aluminium, tytanu i niektórych stopów niklu.
Materiał jest doprowadzony do:
stanu uplastycznienia przy:
- zgrzewaniu zwarciowym,
- garbowym,
- prądami wielkiej częstotliwości,
stanu ciekłego:
- zgrzewanie iskrowe,
- garbowe,
- łukiem wirującym
(97)
Zgrzewanie tarciowe, omów zasady i zakres stosowania
Zgrzewanie tarciowe jest metodą spajania charakteryzującą się tym, że połączenie części powstaje w wyniku działania docisku spęczania na powierzchnie części nagrzanych ciepłem tarcia.
Proces ten przedstawia się następująco: jedna ze zgrzewanych części jest nieruchoma, natomiast druga, dociśnięta do niej czołowo z określoną siłą, obraca się z dużą prędkością. Z chwilą nagrzania się obu powierzchni i po osiągnięciu stanu wysokiej plastyczności lub nadtopieniu jednej lub obu części, następuje zahamowanie części obracającej się i zwiększenie docisku, który powoduje spęcznienie i zgrzanie.
Prędkość obrotową dobiera się zależnie od zgrzewanych materiałów i średnicy elementów, w praktyce w granicach 400÷30 000 obr/min. Materiały o dużej przewodności cieplnej należy zgrzewać z dużą prędkością obrotową (obwodową).
Siłę docisku w czasie tarcia, dostosowaną do wytrzymałości materiałów, przyjmuje się w granicach 20÷200 MPa. Jednostkowa siła docisku spęczania jest przeważnie od 20 do 100% większa od jednostkowej siły tarcia.
Zgrzewanie tarciowe wykorzystywane jest przy:
łączeniu stali konstrukcyjnych niestopowych i stopowych;
łączeniu wielu gatunków stali narzędziowych, nierdzewnych, kwasoodpornych, żaroodpornych;
łączeniu miedzi i aluminium, tytanu i niektórych stopów niklu.
Zgrzewać tarciowo można zarówno półfabrykaty w postaci odcinków prętów, rur, odkuwek jak i części wykonane na gotowo.
ZALETY
szeroka gama zgrzewanych materiałów - dobra jakość połączeń przy zgrzewaniu materiałów różnoimiennych;
wysoka jakość złączy dzięki obróbce cieplno-mechanicznej zachodzącej czasie procesu zgrzewania;
możliwość zgrzewania elementów o różnych przekrojach i średnicach;
wysoka wydajność zgrzewania nawet do 600 złączy/h;
możliwość kształtowania elementów w procesie zgrzewania;
prosta obsługa urządzeń i łatwość automatyzacji.
WADY
metoda wykorzystywana przede wszystkim do zgrzewania elementów o symetrii obrotowej;
możliwość zastosowania tylko do elementów o odpowiedniej sztywności;
ograniczona długość elementów, które mogą być zgrzewane.
Zgrzewanie tarciowe jest szeroko stosowane w przemyśle samochodowym, ponadto w przemyśle lotniczym, przez producentów narzędzi do skrawania, (wiertła, rozwiertaki, frezy, gwintowniki); w matrycach kuźniczych, narzędzia górnicze i elementy maszyn włókienniczych. Klasycznymi przykładami zastosowań są zawory ssące i wydechowe silników spalinowych, cylindry hydrauliczne, tłoczyska, części przekładni zębatych, wały napędowe i wały turbin. Obecnie można zgrzewać tarciowo części rurowe o grubości ścianki poniżej 1 mm. Istnieje też możliwość zgrzewania materiałów wytwarzanych technologią metalurgii proszków.
W rezultacie w wielu różnych gałęziach przemysłowych na całym świecie stosuje się zgrzewanie tarciowe do wytwarzania całkowicie niezawodnych spoin o wysokiej spójności zarówno w technice ogólnej jak i w zastosowaniach krytycznych ze względów bezpieczeństwa.
Zgrzewanie tarciowe umożliwia wytwarzanie dokładnych pod względem jakości powtarzalnych złączy, jest technologią ekonomiczną, w której zużywa się mniej energii, w mniejszym stopniu zanieczyszcza środowisko, nie wymaga stosowania kosztownych gazów ochronnych i materiałów zużywalnych ani też drogiej wysoko kwalifikowanej siły roboczej
(98)
Metody natryskiwania i napawania
Natryskiwanie jest to proces nakładania warstw z materiałów metalicznych, ceramicznych, tworzyw sztucznych, w stanie ciekłym lub częściowo stopionym za pomocą odpowiedniego źródła ciepła, na podłoże metaliczne lub niemetaliczne.
Charakterystyczną cechą procesu jest brak przetopienia materiału podłoża oraz adhezyjne lub mechaniczne połączenie natryskiwanej warstwy z podłożem.
Metody natryskiwania (w zależności od źródła ciepła) dzielą się na:
gazowe - jest to proces w którym źródłem ciepła jest płomień gazowy otrzymany przez spalenie w tlenie gazu palnego (acetylen, propan-butan, wodór, gaz ziemny).Powłoka ta powstaje na wskutek stopienia i rozpylenia cząstek które uderzają w podłoże ulegając spłaszczeniu. Dzięki czemu tworzą się cienkie warstewki dopasowujące się do nierówności podłoża. Wiązania występujące pomiędzy tymi powłokami nazywamy adhezyjnymi.
W zależności od postaci materiału dodatkowo rozróżnia się natryskiwanie przy użyciu druta i proszku.
gazowo-proszkowe istotą procesu jest podawanie proszku metalicznego z pojemnika w strefę płomienia gazowego, topnienie proszku metalicznego ciepłem płomienia gazowego, podanie stopionego proszku na natryskiwany przedmiot przy pomocy ciśnienia gazów płomienia.
Typowe urządzenie do natryskiwania gazowo-proszkowego składa się z: palnika gazowego, pojemnika proszku, podajnika proszku i wyposażenia umożliwiającego zamocowanie palnika.
W zależności od wymagań powłoki stosuje się natryskiwanie gazowo-proszkowe na zimno(na zimny metal) i na gorąco(podgrzewać metal do 200 - 300 stopni).
Zastosowanie procesu natryskiwania gazowo-proszkowego: do nakładania powłok odpornych na ścieranie, kawitację i erozję cierną; do natryskiwania przedmiotów wymagających dużej żaroodporności i udarności; do natryskiwania elementów takich jak: łożyska, gniazda zaworów, czopy wałów, walce hutnicze, tłoczyska, cylindry silników, wirniki, łoża tokarek.
łukowe jest to łuk elektryczny jarzący się pomiędzy dwoma drutami stapia ich końce, a strumień sprężonego powietrza rozpyla stopiony metal na podłożu. Warunkami poprawnego procesu są: dokładnie ustawienie prowadnic drutu, styk drutów w równej odległości od dyszy.
Jarzenie się łuku jest utrzymywane dzięki:- jonizacji gazów między końcami drutów elektrodowych, -odpowiedniemu nastawieniu parametrów procesu(napięcie, natężenie prądu)
plazmowe- proces polega na stopnieniu proszku w łuku plazmowym i podaniu roztopionych cząstek strumieniem gazu plazmowego na przygotowane podłoże.
Zastosowanie procesu:- ochrona powierzchni roboczych matryc ze stali węglowych, -ochrona części silników odrzutowych,- wzrost odporności na zużycie łopatek sprężarek, -naprawa uszczelnień mechanicznych urządzeń naftowych,- naprawa ciągadeł i prowadnic przeciągarek drutów.
Napawanie- jest to proces nakładania na nadtopioną powierzchnię napawanego przedmiotu warstwy ciekłego metalu lub stopu, stopionego za pomocą odpowiedniego źródła ciepła.
Charakterystyczną cechą jest dokładne, metalurgiczne stopienie napoiny z metalem podłoża, którego udział w warstwie napawanej może dochodzić nawet do 60 %.
Metody napawania stosowane są praktycznie wszystkie metody spawania.
Najczęściej stosowane metody napawania:
-gazowo-proszkowe proces polega na ułożeniu na nadtopionej powierzchni warstwy ciekłego metalu stopionej ciepłem płomienia gazowego.
Cechy charakterystyczne procesu: dobra jakość napoiny, szeroki obszar zastosowania, niski koszt urządzeń i duża ekonomiczność procesu, niska wydajność napawania, konieczność starannego przygotowania powierzchni przedmiotów do napawania.
-łukiem krytym (drutem litym)
-metodą MIG/MAG drutem proszkowym
-plazmowo-proszkowe proces polega na stapianiu w łuku plazmowym materiału dodatkowego w postaci proszku i przenoszenie go na nadtopione podłoże.
(99)
Platerowanie
Platerowanie to proces pokrycia metalu podłoża innym metalem lub stopem (platerem):
- w stanie stałym poprzez wytworzenie nacisku na metal podłoża,
- poprzez ułożenie warstwy ze stopionego plateru na nadtopiony metal podłoża.
Sposoby platerowania:
platerowanie cieplno chemiczne (np. przez walcowanie),
platerowanie wybuchowe,
poprzez spawalnicze, wysokowydajne metody napawania:
napawanie łukiem krytym (materiał dodatkowy w postaci taśmy, napawanie przy użyciu kilku elektrod jednocześnie,
napawanie elektrożużlowe
Platery są to materiały (określane też jako rodzaj kompozytów) składające się z dwóch lub więcej warstw różnych metali trwale złączonych (nie dających się rozdzielić mechanicznie), co jest wynikiem działania temperatury, odkształcenia plastycznego, ciśnienia lub próżni podczas wytwarzania. Celem wytwarzania platerów jest uzyskanie kombinacji żądanych właściwości; głównie odporności na korozję, odpowiednich właściwości tarciowych, lub specjalnych właściwości elektrycznych, cieplnych bądź efektów estetycznych, przy niższych kosztach niż zastosowanie litego materiału, albo uzyskanie tworzywa o specyficznych właściwościach, których nie posiada materiał lity.
Właściwości plateru, np. odporność na korozję, przewodność cieplną, ocenia się według odporności warstwy nałożonej i są one równe własnościom materiału jednorodnego, litego.
Najczęściej plateruje się miękką stal węglową, rzadziej aluminium, miedź, nikiel i ich stopy. Stal węglową pokrywa się stalą odporną na korozję, miedzią, niklem i ich stopami, srebrem, platyną i in. Platery są produkowane w formie blach, płyt, taśm, rur, prętów i drutów, przy czym platery mogą być jednostronne lub po obu stronach podłoża, w zależności od warunków, jakie musi spełniać element platerowany. Grubość nakładanych warstw, zależnie od rodzaju i przeznaczenia może wahać się od 1,5 do 15% grubości podłoża, co w praktyce oznacza przy różnych sposobach nakładania, grubości od kilku mikrometrów do kilku milimetrów.
Metody nakładania warstw można zaliczyć do dwóch zasadniczych grup:
- platerowanie na zimno; walcowanie na zimno, tłoczenie, przeciąganie, platerowanie wybuchem
- platerowanie na gorąco; walcowanie na gorąco, przeciąganie, wylewanie, odlewanie odśrodkowe, natapianie, przytapianie, napawanie, gorące naprasowanie izostatyczne, spiekanie.
Metal lub stop nakładany na podłoże może być w stanie roztopionym jak w metodach odlewniczych (natapianie i obtapianie) albo w stanie stałym, jak w metodach walcowania na zimno i na gorąco, platerowania wybuchem, naprasowywania.
Trwałe połączenie metali wytworzone metodami nanoszenia stopionego metalu na podłoże jest wywołane przez nacisk wywierany na podłoże przez skurcz towarzyszący przejściu ze stanu ciekłego w stan stały. Natomiast w technice platerowania bez stopienia nakładanego metalu lub stopu wykorzystuje się różne formy odkształcenia - walcowanie, przeciąganie, tłoczenie. Poszczególne techniki platerowania różnią się stopniem odkształcania i ilością ciepła do utworzenia złącza i sposobem doprowadzenia metali do bezpośredniego dokładnego styku.
Trwałe połączenie jest wynikiem zarówno nacisku wywieranego na podłoże przez dociskany metal nakładany jak i oddziaływania wyzwolonego ciepła podczas odkształcania, które przyspiesza dyfuzję oraz oddziaływania międzyatomowe obu materiałów w formie wymiany elektronów w obszarze łączonych powierzchni.
Platery wytwarzane metodą walcowania
- Walcowanie na gorąco
Stosuje się do łączenia metali i stopów o zbliżonym zakresie temperatur przeróbki plastycznej i dobrej obrabialności na gorąco. Najczęściej jako podłoże stosuje się stale niskowęglowe konstrukcyjne lub niskostopowe o podwyższonej wytrzymałości, a jako warstwę platerującą: stale nierdzewne ferrytyczne, austenityczne, dupleks, metale nieżelazne i ich stopy. Udział warstwy platerującej waha się w granicach od 5 do 50% całkowitej grubości plateru, ale najczęściej stosuje się platery z udziałem 10 ÷ 25% warstwy platerującej.
- Walcowanie na zimno
Z materiałów poddających się stosunkowo łatwo przeróbce plastycznej na zimno mogą być wytwarzane platery metodą walcowania na zimno pakietów złożonych w taki sam sposób jak w metodzie walcowania na gorąco. Metodą tą wytwarza się głównie platery w postaci cienkich taśm. Zaletą tej metody jest zmniejszenie do minimum utleniania. Najczęściej łączy się stal z miedzią i jej stopami o budowie jednofazowej.
Zgrzewanie wybuchem
Zgrzewanie wybuchowe zalicza się do grupy mechanicznych metod spajania i wyróżnia się wśród innych m.in.:
- szerokim zakresem możliwości łączenia różnych metali, nawet takich, których spajanie innymi metodami jest trudne lub niemożliwe, tabl. 6.1,
- dobrymi własnościami mechanicznymi i technologicznymi połączeń.
Zgrzewanie wybuchowe jest wykorzystywane najszerzej do platerowania metali głównie w postaci blach.
Blachy platerowane wybuchowo wytwarza się na gotowo albo po zgrzaniu poddaje się walcowaniu. Wybór sposobu wytwarzania zależy od wymaganych wymiarów i własności blachy platerowanej. Blachy platerowane stosuje się do wytwarzania zbiorników wysokociśnieniowych, ścian sitowych wymienników ciepła, elementów aparatury chemicznej, pojemników odpadów nuklearnych, płyt przeciwpancernych, folii jubilerskich, monet, naczyń kuchennych. Jako materiały pokrywające stosuje się m.in.: stale nierdzewne, mosiądze, brązy, miedź, aluminium i jego stopy, stopy niklu, tytanu, cyrkonu, wolframu.
Inne metody platerowania
Lutowanie próżniowe
Platerowanie metodą lutowania próżniowego polega na zastosowaniu cienkiej folii ze spoiwa - czystej miedzi, mosiądzu, brązu, bądź srebra, którą wkłada się pomiędzy podłoże i nakładaną warstwę materiału platerującego. Całość umieszcza się w piecu próżniowym. Gdy stopiwo stopi się pod zmniejszonym ciśnieniem, to następne wyrównanie ciśnienia do wartości ciśnienia atmosferycznego spowoduje dociśnięcie metali i utworzenie mocnego i trwałego połączenia w postaci międzymetalicznej strefy stopowej. W wypadku plateru ze stali węglowej lub niskostopowej ze stalą nierdzewną najczęściej używa się jako stopiwa stopów srebra.
Platery wytwarzane metodami odlewniczymi
Metodami odlewniczymi wytwarza się często platery, w których grubość warstwy platerującej przekracza 10% ich grubości całkowitej, platery te określa się mianem bimetali. Stosując w bimetalach kombinacje odpowiednich metali lub stopów można uzyskać specjalne właściwości, których nie posiadają materiały jednorodne. Przykładem są stosowane bardzo często w elektrotechnice termobimetale - elementy sprężyste w postaci blach, taśm składające się z dwóch lub kilku metali o różnych współczynnikach rozszerzalności liniowej połączonych trwale.
Platery wytwarzane metodą metalurgii proszków
Metoda ta polega na ciągłym nasypywaniu ze zbiornika proszku metalowego, na przesuwaną taśmę stalową, odwijaną z kręgu. Proszek formuje się i zagęszcza na taśmie, która jest przesuwana do komory pieca przelotowego, gdzie zagęszczony proszek ulega spieczeniu,
a następnie taśmę przesuwa się do komory chłodzącej chłodzonej wodą, a po wysunięciu z komory poddaje walcowaniu. Metodą tą wytwarza się m.in. platery brązu ze stalą niskowęglową, jako półprodukt do produkcji panewek łożysk ślizgowych. Składy tych materiałów są takie same jak w przypadku odlewanych brązów na taśmy stalowe.
(100)
Omówić met. cięcia: mechaniczne, łukowego, płomieniowego, laserowego, plazmowego, elektronowego i wodą
Sposoby cięcia
------------------------------------------------------------------------------------------------------------------------
Tlenowe:
tlenowo-płomieniowe
tlenowo-proszkowe
lancą tlenową
tlenowo-łukowe
Łukowe
łukowo-powietrzne
elektrodą otuloną
plazmowe
Laserowe
Strumieniem wody
Mechaniczne
Cięcie tlenowe, łukowe, laserowe zaliczają się do metod cięcia termicznego.
Cięcie termiczne jest procesem rozdzielenia materiału, który polega na wypalaniu w nim szczeliny tlenem lub wytapianiu jej skoncentrowanym źródłem ciepła.
Cięcie tlenowe
Zasada cięcia tlenowego:
doprowadzenie materiału do temperatury zapłonu
wypalenie szczeliny poprzez utlenianie materiału w strumieniu tlenu
usunięcie produktów reakcji dzięki energii kinetycznej strumienia tlenu
Płomień podgrzewający powinien:
zapewnić odpowiednio wysoką temp., powyżej temp. zapłonu ciętego metalu
doprowadzić dodatkową energię cieplną w celu podtrzymania procesu cięcia
zapewnić powłokę ochronną strumienia tlenu przed dostępem powietrza
usunąć zanieczyszczenia z ciętej powierzchni (rdza, zgorzelina, farba)
Warunki przydatności metalu do cięcia tlenem:
metal powinien być palny w tlenie
temp. zapłonu metalu w tlenie powinna być niższa niż temp. topnienia tego metalu (to eliminuje żeliwa, stale wysokostopowe)
temp. topnienia tlenków powstających w czasie cięcia powinna być niższa niż temp. zapłonu metalu
powstający żużel powinien być rzadkopłynny
ilość ciepła wytworzona w płomieniu oraz ze spalenia materiału powinna utrzymywać temp. w szczelinie powyżej temp. zapłonu
Materiały przydatne do cięcia tlenem:
żelazo
stal niskowęglowa
stal niskostopowa
tytan
Czynniki wpływające na wydajność procesu cięcia tlenowego:
czystość tlenu tnącego (min. 99,5%)
rodzaj przecinanego materiału
stan powierzchni przecinanego materiału
sposób prowadzenia palnika
temp. przecinanego materiału
rodzaj gazu palnego
Gazy palne:
acetylen (zalety: najwyższa temperatura płomienia 3100 °C, najkrótszy czas startu procesu cięcia tlenem; wady: tworzy mieszaniny wybuchowe z tlenem i powietrzem o szerokim zakresie wybuchowości, wysoka cena)
propan (niska cena, tworzenie mieszanin z powietrzem o ograniczonym zakresie wybuchowości, poprawa jakości cięcia dla elementów o większej grubości)
butan
gaz ziemny
Palniki do cięcia tlenowego:
Wykorzystanie uniwersalnego palnika smoczkowego, wyposażonego w odpowiednią nasadkę do cięcia oraz dodatkowy przewód tlenu tnącego. Wylot każdego palnika do cięcia tworzą dysza tnąca i dysza podgrzewająca. Dysze dzieła się na blokowe (jednolite), dwudzielne. Materiał dyszy:
miedź tellurowa lub siarkowa - acetylen
mosiądz - propan, gaz ziemny
Żłobienie tlenem - proces stosowany do:
usuwania wad spawalniczych
usunięcia grani spoiny przed jej podpawaniem
wykonanie rowka spoiny przygotowanej na „U”
Materiały przydatne do żłobienia tlenowego:
żelazo
stal niskowęglowa
stal niskostopowa
tytan
Podstawowe wady powierzchni ciętych tlenowo:
nadtopienie krawędzi (zbyt mała prędkość posuwu, zbyt mocny płomień podgrzewający, zbyt małą odległość palnika)
ukos powierzchni cięcia (zbyt duża prędkość posuwu, zbyt duża odległość palnika, zanieczyszczona dysza tnąca)
powstanie progu (zbyt duża prędkość cięcia)
rowki na powierzchni cięcia (zbyt duża prędkość cięcia, nierównomierny posuw palnika)
Cięcie tlenowo-proszkowe
Zasada cięcia tlenowo-proszkowego:
równoczesne wypalanie i wytapianie szczeliny w materiale
ciepło potrzebne do stopienia materiału dostarcza spalający się w szczelinie proszek żelazny, a częściowo także reakcja utleniania ciętego materiału.
Zastosowanie metody:
żeliwo
stal wysokostopowa (grubość do około 250mm)
metale nieżelazne: Cu - do ok. 25mm, Al. - do ok. 100mm
Zalety:
możliwość przecinania metali, których nie można ciąć tradycyjną metodą tlenową
stosunkowo proste oprzyrządowanie
Wady:
duża ilość pyłów i dymów
konieczność stosowania układów wentylacji o dużej wydajności
niska jakość cięcia
Cięcie tlenowo-łukowe
Zasada cięcia tlenowo-łukowego:
stapianie metalu w szczelinie ciepłem łuku elektrycznego oraz spalaniu ciętego metalu w strumieniu tlenu
Elektroda:
rurka stalowa otulona (fi zew. 5-8 mm, fi wew. 1,6 mm)
Składniki otuliny elektrody powinny zapewnić:
stabilne jarzenie się łuku elektrycznego
zwiększenie rzadko płynności tlenków
łatwiejsze usuwanie tlenków ze szczeliny cięcia
Zadania strumienia tlenu:
utlenianie metalu w szczelinie cięcia
usuwanie ciekłego metalu i żużla ze szczeliny cięcia
Zastosowanie metody:
stale niskowęglowe - do ok. 75 mm
stale stopowe - do ok. 75 mm
metale nieżelazne - do ok. 12 mm
Cięcie łukowo-powietrzne
Zasada cięcia łukowo-powietrznego:
stopienie metalu ciepłem łuku elektrycznego
usunięcie ciekłego metalu ze szczeliny cięcia (sprężone powietrze)
Elektroda:
grafitowa fi 3,2-25 mm, z dodatkową warstwą miedzi o gr. 0,08-0,2 mm, zwiększającej jej trwałość, zamocowana w specjalnym uchwycie
Zalety:
cięcie wszystkich metali przewodzących prąd elektryczny
jednorazowa grubość ciętej warstwy ok. 25 mm
Wady:
duża ilość wydzieleń dymów i pyłów
duży poziom natężenia hałasu
niska jakość cięcia
Żłobienie łukowo-powietrzne:
przebiega podobnie do cięcia, nie następuje jednak przecięcie materiału na wskroś
strumień sprężonego powietrza podpływając pod elektrodę wyrzuca ciekły metal i żużel ze szczeliny
zastosowanie: usuwanie wad spawalniczych, usuwanie granie spoiny przed podpawaniem, ukosowanie brzegów blach w warunkach montażowych
Cięcie plazmowe
Zasada cięcia plazmowego:
stopienie i wydmuchanie metalu ze szczeliny cięcia za pomocą łuku plazmowego jarzącego się między elektrodą nietopliwą a ciętym materiałem
Zastosowanie metody:
stale węglowe
stale stopowe
metale nieżelazne (Al., Cu, Ti, itp.)
materiały niemetalowe (tworzywa sztuczne, szkło, guma) w ograniczonym zakresie
Parametry procesu cięcia plazmowego:
natężenie prądu
napięcie łuku plazmowego
prędkość cięcia
rodzaj, ciśnienie, natężenie przepływu gazu plazmowego
rodzaj i konstrukcja elektrody
średnica dyszy plazmowej
odległość palnika od ciętego materiału
Parametry regulowane przez operatora:
natężenie prądu
prędkość cięcia
odległość palnika od materiału
Parametry wynikające z konstrukcji urządzenia i palnika:
rodzaj, ciśnienie, natężenie przepływu gazu plazmowego
średnica dyszy plazmowej
Napięcie łuku zależy od:
konstrukcji urządzenia
natężenia prądu
rodzaju gazu plazmowego
odległości palnika od ciętego materiału
Gazy plazmowe:
powietrze (do 75 mm grubości materiału)
tlen (do 20 mm)
argon
azot (do 75 mm)
mieszanki: argon-wodór (do 150 mm), azot-wodór, argon-azot-wodór
Materiał elektrody:
gaz nie utleniający - elektroda wolfram z dodatkiem toru, lantanu, itru
powietrze, tlen - elektrody miedziane z wkładką z cyrkonu lub hafnu
Cięcie plazmowe pod lustrem wody, zadania osłony wodnej:
ograniczenie deformacji cieplnych ciętego materiału
ograniczenie hałasu
zmniejszenie ilości szkodliwych wydzieleń
zmniejszenie natężenia promieniowania ultrafioletowego
Najkorzystniejsze usytuowanie poziomu wody:
ok. 30 - 200 mm nad powierzchnią ciętej blachy
Cięcie laserowe
Zasada cięcia laserowego:
ciepło wiązki promieniowania laserowego powoduje miejscowe stopienie, lub stopienie i odparowanie ciętego materiału
Zadania gazu wprowadzonego współosiowo z wiązką laserową:
wydmuchanie ze szczeliny cięcia ciekłego metalu
wydmuchanie par metalu
Najczęściej stosowane gazy:
powietrze - najtańszy gaz, stosowany do stali węglowych i niskostopowych
tlen - dla stali niskostopowych i węglowych zapewnia najlepszą jakość - dla stali wysokostopowych osiąga się dużą prędkość, lecz niską jakość
azot - stale wysokostopowe, stopy niklu i aluminium
argon - metale reaktywne i trudnotopliwe (tytan, niob, molibden, wanad)
Parametry procesu:
gęstość mocy wiązki laserowej
średnica ogniska wiązki
odległość ogniskowej (decyduje o głębokości i średnicy ogniska)
prędkość cięcia (zależy od gęstości mocy wiązki)
Zastosowanie metody:
wszystkie metale do grubości ok. 30 mm
niemetaliczne (guma, tworzywo sztuczne itp.)
cięcie głównie zautomatyzowane, prowadzone za pomocą przecinarek sterowanych numerycznie
Zalety:
duża dokładność
możliwość uzyskania dużych prędkości cięcia
minimalne odkształcenia termiczne
wąska szczelina cięcia
bardzo dobra jakość ciętych krawędzi
bardzo wąska SWC
możliwość cięcia szerokiej gamy materiałów
Cięcie strumieniem wody
Zasada cięcia strumieniem wody:
proces prowadzony na zimno
zastosowanie silnego strumienia wody (ciśnienie wody 70 - 400Mpa) z dodatkiem proszku ściernego (granit lub krzemionka; dla szczególnie twardych materiałów- węglik boru), zawężonego odpowiednią dyszą o małej średnicy
Zastosowanie metody:
metale (ok. 190 mm) - stale węglowa, stopowa, metale nieżelazne
materiały ceramiczne
szkło
materiały kompozytowe (grafit, żywica epoksydowa itp.)
kamień
Zalety:
brak odkształceń termicznych ciętych materiałów (cięcie „ na zimno”)
bardzo mała szczelina cięcia - 0,1-1 mm
możliwość cięcia szerokiej gamy materiałów
dobre warunki BHP na stanowisku
Ukosowanie za pomocą obróbki skrawaniem
4
Wyszukiwarka
Podobne podstrony:
Nowy aktualnyCZ1
regulamin finansowy nowy aktualny
PKM NOWY W T II 11
wyklad nowy
II GERONTOLOGIA I GERIATRIA nowy
Nowy Prezentacja programu Microsoft PowerPoint 5
Nowy OpenDocument Prezentacja
wyk 8 trans nowy
Globalizacja, polityka a nowy porządek międzynarodowy
Wykl 11A Nowy
Nowy rok[1]
ANDROGENY, aktualne
ból nowy sem
więcej podobnych podstron