ZESPÓŁ SZKÓŁ TECHNICZNYCH
w OLECKU
TECHNIKUM MECHANICZNE
PRACA DYPLOMOWA
z
PRZYGOTOWANIA ZAWODOWEGO
Część I
Zalecenia konstrukcyjne przy projektowaniu:
Połączeń: 2. Wybranych elementów maszyn:
gwintowych. - elementy odlewane.
ustalających. - korpusy przekładni.
wielowypustowych. - wały i osie.
tolerancje i pasowania. - koła zębate.
wciskowe. - ślimaki i ślimacznice.
- płyty i ramy.
napisał: Dariusz Mariusz Perkowski
pod kierunkiem: inż. Mieczysława Aniśko
OLECKO 2000
Spis treści
Strona
Wstęp 4
Część I 5
Połączenia 6
1. 1 Połączenia gwintowe 6
1.1.1 Gwinty oraz elementy połączeń gwintowych 6
1.1.2 Konstruowanie połączeń, śrub i mechanizmów śrubowych 40
1.1.3 Przykłady mechanizmów śrubowych i rysunków wykona-
wczych śrub oraz nakrętek 63
1.2 Elementy ustalające 71
1.3 Połączenia wielowypustowe 86
1.4 Tolerancje i pasowania. Połączenia wciskowe 95
1.4.1 Tolerancje i pasowania. 95
1.4.2 Tolerancje gwintów 114
1.4.3 Tolerancje kształtu i położenia 120
1.4.4 --> Poł[Author:PDM] ączenia wciskowe 128
Część II 131
Wybrane elementy maszyn 132
2.1 Elementy odlewane 132
2.2 Korpusy przekładni 151
2.3 Wały i osie 160
2.4 Koła zębate 173
2.5 Ślimaki i ślimacznice 181
2.6 Płyty i ramy 183
3.1Załączniki 187
4.1Wykaz norm powołanych w pracy 191
5.1Wnioski 192
6.1 Literatura 193
7.1 Skorowidz rzeczowy 194
Wstęp
Praca moja jest częścią zbioru „Zalecenia konstrukcyjne przy projektowaniu części maszyn”. Zawarłem w niej zalecenia konstrukcyjne przy projektowaniu: połączeń gwintowych, ustalających, wielowypustowych, wciskowych oraz wybranych elementów maszyn takich jak elementy odlewane, korpusy przekładni, wały i osie, koła zębate, ślimaki i ślimacznice, płyty i ramy.
Celem tej pracy jest udostępnienie informacji związanych z prawidłowym konstruowaniem i kształtowaniem wyżej wymienionych części maszyn. Zbiór tych informacji zaopatrzony w wyjątki z Polskich Norm w jednej pozycji - skrypcie ułatwi poznanie zagadnień związanych z projektowaniem części maszyn.
Część I
Połączenia:
Połączenia gwintowe:
Gwinty oraz elementy połączeń gwintowych.
Konstruowanie połączeń, śrub i mechanizmów śrubowych.
Przykłady mechanizmów śrubowych i rysunków wykonawczych śrub i nakrętek.
Elementy ustalające.
Połączenia wielowypustowe.
Tolerancje i pasowania. Połączenia wciskowe:
Tolerancje i pasowania.
Tolerancje gwintów.
Tolerancje kształtu i położenia.
Połączenia wciskowe.
„Połączenia”
W rozdziale tym omówione zostaną połączenia takie jak: gwintowe, wielowypustowe, wciskowe oraz połączenia, których zadaniem jest ustalanie, czyli połączenia ustalające. Każda maszyna, urządzenie lub mechanizm, składa się z oddzielnych elementów w jakiś sposób ze sobą powiązanych. Ogólnie połączeniem lub złączem nazywa się fragment obiektu obejmujący obszar, w którym zostało dokonane połączenie ze sobą dwóch lub więcej elementów. W połączeniach rozróżniamy elementy łączone oraz elementy łączące (łączniki). Łącznikami są: śruby, nity, wpusty, kołki itp. Połączenie może być zrealizowane za pomocą łączników lub za pomocą spawania, zgrzewania, lutowania, klejenia, kitowania, przez zawalcowanie, odginanie łapek, w które zaopatrzony jest jeden z elementów łączonych itp.
1.1 Połączenia gwintowe.
Gwinty oraz elementy połączeń gwintowych.
Połączeniem gwintowe dzieli się na pośrednie i bezpośrednie. W połączeniach pośrednich części maszyn łączy się za pomocą łącznika (rys.1.1a); rolę nakrętki może odgrywać gwintowany otwór w jednej z łączonych części (rys.1.1b). W połączeniach bezpośrednich gwint wykonany jest na łączonych częściach (rys. 1.1c).
Rys.1.1 Połączenia gwintowe: a, b) pośrednie, c) bezpośrednie.
Gwinty zwykłe występują najczęściej w elementach niezbyt dokładnych, produkowanych seryjnie lub masowo. Gwinty drobne mają mniejszą podziałkę niż gwinty zwykłe o tej samej średnicy. Ze względu na mniejszą głębokość gwintu są one stosowane w celu zwiększenia średnicy rdzenia śruby; są nacinane na tulejach, rurach itp. Charakteryzują się także wysoką samohamownością (mały kąt
), zabezpieczają połączenie przed luzowaniem.
Gwinty grube są stosowane w zarysach trapezowych przy d
22mm, głównie w przypadkach, gdy o obciążalności połączenia decydują naciski jednostkowe na powierzchniach roboczych gwintu np. w połączeniach spoczynkowych często odkręcanych.
Gwinty jednokrotne są stosowane głównie we wszystkich połączeniach spoczynkowych, min. ze względu na niską samohamowność, zabezpieczenie przed luzowaniem, łatwiejszym i tańszym wykonaniem itd. Gwinty wielokrotne stosuje się w połączeniach ruchowych, w których wymagane jest duże przesunięcie przy jednym obrocie śruby, wysoka sprawność, niesamohamowność itp.
Podział gwintów na prawe i lewe wynika z definicji linii śrubowej prawej i lewej. Powszechnie stosuje się gwinty prawe. Gwinty lewe stosuje się między innymi, w niektórych elementach obrabiarek, gdy użycie gwintu prawego powoduje samoczynne luzowanie połączenia, jako jeden z gwintów nakrętki rzymskiej itp.
Podstawowym gwintem o zarysie trójkątnym jest gwint metryczny znormalizowany w PN-83/M-02013 dla średnic 1
600mm. Norma ustala trzy szeregi średnic gwintu. Średnice pochodzące z pierwszego szeregu należą do uprzywilejowanych. Gwinty o średnicach objętych trzecim szeregiem są stosowane bardzo rzadko. Gwinty z drugiego szeregu nie należą do zalecanych. Skoku gwintu zwykłego nie oznacza się. Gwinty o skoku drobnym (drobnozwojowym) stosowane są w przypadkach szczególnych np. w celu zwiększenia dokładności regulacji przemieszczeń osiowych, zwiększenia ilości zwojów gwintu na długości skręcenia itp. Do zalet gwintu metrycznego zalicza się dużą wytrzymałość ze względu na duży kąt gwintu (
), samohamowność małą wrażliwość na niedokładność wykonania itp. Wadą gwintu metrycznego jest niedokładne osiowanie, będące wadą wszystkich gwintów walcowych oraz niska sprawność.
Tablica 1.1 Gwinty metryczne ISO-wg PN-83/M-02013.
Średnica nominalna d = D |
Skok gwintu P |
Średnice |
|
|||
|
Zwykły |
Drobny |
D |
D |
d |
|
|
P |
P |
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
4 |
0,7 |
0,8 |
3,545 3,675 |
3,242 3,459 |
3,141 3,387 |
7,75 9,0 |
5 |
0,8
|
0,5 |
4,480 4,675 |
4,134 4,459 |
4,09 4,387 |
12,7 15,1 |
6 |
1
|
0,75 0,5 |
5,351 5,513 5,675 |
4,918 5,188 5,549 |
4,771 5,090 5387 |
17,9 20,3 22,9 |
8 |
1.25 |
1 0,75 0,5 |
7,188 7,351 7,513 7,675 |
6,647 6,918 7,188 7,459 |
6,466 6,773 7,080 7,387 |
32,8 36.0 39,4 43,0 |
Tablica 1.1 cd Gwint metryczny. |
||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
10 |
1,5 |
1,25 1 0,75 0,5 |
9,026 9,188 9,351 9,513 9,675 |
8,376 8,647 8,918 9,188 9,459 |
8,160 8,466 8,773 9,080 9,387 |
52,3 56,3 60,4 64,8 69,1 |
12 |
1,75 |
1,55 1,25 1 0,75 0,5 |
10,863 11,026 11,188 11,351 11,513 11675 |
10,106 10,376 10,647 10,918 11,188 11,459 |
9,853 10,160 10,486 10,773 11,080 11,387 |
76,2 81,1 86,0 91,1 96.3 102.0 |
16 |
2 |
1,5 1 0,75 0,5 |
14,071 15,026 15,351 15,513 15,675 |
13,835 14,376 14,918 15,180 15,459 |
13,546 14,160 14,773 15,080 15,387 |
144 157 171 178 186 |
20 |
2,5 |
2,5 1,5 1 0,75 0,5 |
18,376 18,701 19,026 19,351 19,513 19,675 |
17,294 17,835 18,376 18,918 19,188 19,459 |
16,933 17,546 18,160 18,773 19,080 19,387 |
225 245 259 277 289 295 |
24 |
3 |
2 1,5 1 0,75 |
22,051 22,701 23,026 23,351 23,513 |
20,752 21,835 22,376 22,918 23,188 |
20,319 21,546 22,160 22,773 23,080 |
324 365 386 407 419 |
30 |
3,5 |
3 2 1,5 1 075 |
27,727 28,051 28,701 29,026 29,351 29,513 |
26,211 26,752 27,835 28,376 29,918 29,188 |
25,706 26,319 27,546 28,160 28,773 29,080 |
519 544 596 623 651 665 |
Uwagi:
W tabeli przytoczono wymiary gwintów zalecanych ( z szeregu średnic 1).
Przykład oznaczenia gwintu o skoku zwykłym- M8; o skoku drobnym M8
0,75.
W połączeniach ruchowych stosowane są gwinty trapezowe. Gwinty trapezowe niesymetryczne (tablica 1.3, str. 10 - 11) stosowany jest najczęściej w połączeniach przenoszących obciążenie w jednym kierunku (kąt roboczy
.
Tablica 1.2 Gwint trapezowy symetryczny -wg PN-ISO 2904+A:1996.
Średnica Nominalna d |
Skok |
Średnice |
|||||
|
Drobny |
Zwykły |
Gruby |
|
|||
|
P |
d |
d |
D |
D |
||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
16 |
2 |
4 |
|
15 14 |
13,5 11,5 |
14 12 |
16,5 16,5 |
20 |
2 |
4 |
|
19 18 |
17,5 15,5 |
18 16 |
20,5 20,5 |
26 |
2 |
5 |
8 |
23 21,5 20 |
21,5 18 15 |
22 19 16 |
24,5 25 25 |
32 |
3 |
6 |
10 |
30,5 29 27 |
28,8 25 21 |
29 26 22 |
32,5 33 33 |
40 |
3 |
6 |
10 |
38,5 37 35 |
36,5 33 29 |
37 34 30 |
40,5 41 41 |
50 |
3 |
8 |
12 |
48,5 46 44 |
46,5 41 37 |
47 42 38 |
50,5 51 51 |
60 |
3 |
8 |
12 |
58,5 56 54 |
56,5 51 47 |
57 52 48 |
60,5 61 61 |
80 |
4 |
10 |
16 |
78 75 72 |
75,5 69 62 |
76 70 64 |
80,5 81 82 |
100 |
5 |
12 |
20 |
97,5 94 90 |
94 87 78 |
95 88 80 |
101 101 102 |
Uwagi:
W tablicy przytoczono wymiary gwintów zalecanych ( z 1 szeregu średnic).
Przykład oznaczenia gwintu trapezowego symetrycznego o średnicy d=16mm i skoku P=4mm- Tr16
4.
Zakończenia gwintów - wyjścia oraz podcięcia (tablica 1.5 str. 12- 13 i 1.6 str. 14 - 15) wynikają ze względów technologicznych. W celu ułatwienia rozpoczęcia nacinania gwintu wykonuje się fazki. Podtoczenia f
i f
lub też odcinki niepełnego gwintu wykonuje się po to, aby ułatwić wyjście narzędzia z materiału. Z tego też powodu ostatni pełny zwój gwintu oddalony jest od powierzchni oporowej łba śruby na odległość a.
Tablica 1.3 Gwint trapezowy niesymetryczny - wg PN-88/M-02019.
Średnica Nominalna D=d |
Skok |
Średnice |
|||||
|
Drobny |
Zwykły |
Gruby |
|
|||
|
P |
d |
d |
D |
|||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
18 |
2 |
|
|
16,5 |
14,528 |
15 |
|
20 |
2 |
|
|
18,5 |
16,528 |
17 |
|
26 |
3 |
5 |
8 |
23,75 22,25 20,00 |
20,793 17,322 12,116 |
21,5 18,5 14 |
|
32 |
3 |
6 |
10 |
29,75 27,5 24,5 |
26,794 21,686 14,644 |
27,5 23 17 |
|
40 |
3 |
7 |
10 |
37,75 34,75 32,5 |
34,794 27,851 22,644 |
35,5 29,5 25 |
|
50 |
3 |
8 |
12 |
47,75 44,00 41,00 |
44,794 36,116 29,174 |
45,5 38 32 |
|
60 |
3 |
9 |
14 |
57,75 53,25 49,5 |
54,794 44,38 35,702 |
55,5 46,5 39 |
|
80 |
4 |
10 |
16 |
77,00 72,50 68,00 |
73,058 62,644 52,232 |
74 65 56 |
|
Tablica 1.3 cd Gwint trapezowy niesymetryczny. |
|||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
100 |
4 |
12 |
20 |
97,0 91,00 85,00 |
93,058 79,174 65,29 |
94 82 70 |
|
Uwagi:
W tablicy przytoczono wymiary gwintów zalecanych (z szeregu średnic 1).
Przykład oznaczenia gwintu trapezowego niesymetrycznego o średnicy d=100mm i skoku P=12mm- S100
12.
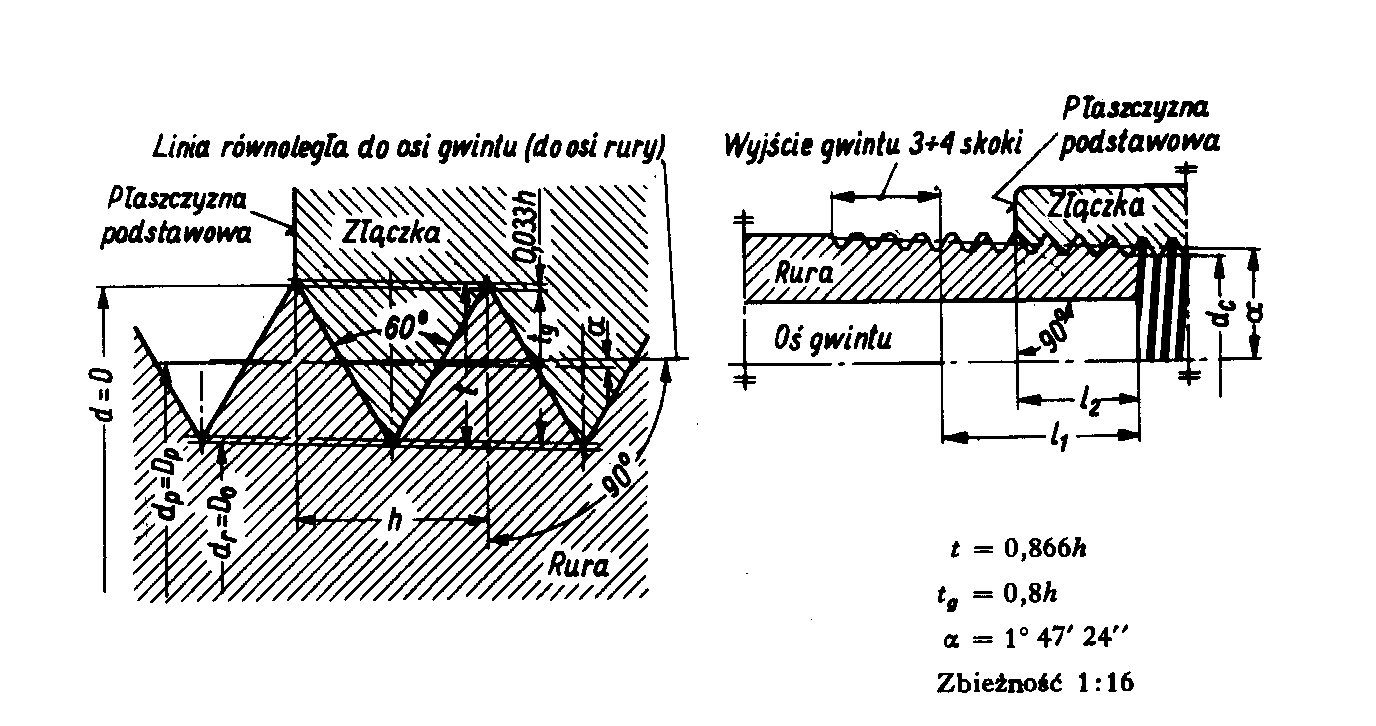
Tablica 1.4 Gwint stożkowy calowy o kącie zarysu 60˚ (Briggsa) wg PN-54/M-02032.
Średnica nominalna gwintu dn |
Średnica w płaszczyźnie podstawowej |
Średnica wewnętrzna gwintu na czole rury dc |
Liczba skoków na 1˝ i |
Skok gwintu h |
Długość gwintu |
Głębokość gwintu ty |
|||
|
Gwintu rury i złączki d=D |
Rdzenia rury otworu złączki dr=D0 |
Podziałowa rury i złączki dp=Dp |
|
|
|
Robocza l1 |
Od czoła rury do płaszczyzny podstawowej l2 |
|
|
7,895 |
6,389 |
7,142 |
6,135 |
27 |
0,941 |
6,5 |
4,064 |
0,753 |
|
10,272 |
8,766 |
9,519 |
8,480 |
27 |
0,941 |
7,0 |
4,572 |
0,753 |
|
13,572 |
11,314 |
12,443 |
10,997 |
18 |
1,411 |
9,5 |
5,080 |
1,129 |
|
17,055 |
14,797 |
15,926 |
14,416 |
18 |
1,411 |
10,5 |
6,096 |
1,129 |
|
21,233 |
18,321 |
19,772 |
17,813 |
14 |
1,814 |
13,5 |
8,128 |
1,451 |
|
26,568 |
23,666 |
25,117 |
23,128 |
14 |
1,814 |
14,0 |
8,611 |
1,451 |
1˝ |
33,228 |
29,694 |
31,461 |
29,059 |
11 ½ |
2,209 |
17,5 |
10,160 |
1,767 |
1 |
41,985 |
38,451 |
40,218 |
37,784 |
11 ½ |
2,209 |
18,0 |
10,668 |
1,767 |
1 |
48,054 |
44,520 |
46,287 |
43,853 |
11 ½ |
2,209 |
18,5 |
10,668 |
1,767 |
2˝ |
60,092 |
56,558 |
58,866 |
55,866 |
11 ½ |
2,209 |
19,0 |
11,074 |
1,767 |
Uwagi: Skok gwintu mierzy się równolegle do osi gwintu. Średnica dc jest orientacyjna. Wymiar l2 jest długością skręcenia rury i złączki bez wcisku. Przykład oznaczenia gwintu stożkowego calowego o średnicy nominalnej dn=1˝: St. B1˝, PN-54/M-02032.
Odchyłki wymiarów łączonych elementów uwzględniamy stosując nadmiary długości gwintów L, a
, L
(tablica 1.7 str. 16). Jeżeli grubość dociskanego przez śrubę elementu jest mniejsza od L
, to pod łbem śruby należy podłożyć podkładkę lub też nawiercić na głębokość L
otwór. Wykonanie otworu nieprzelotowego z gwintem na długość jest niemożliwe, dlatego też głębokość otworu większa jest od głębokości gwintu o wielkość L
-L
.
Wymiary wyjść i podcięć gwintów zewnętrznych wg Rys.1.2; Rys.1.3 Rys. 1.4 są podane w Tablicy 1.5 - PN-89/M-82063.
Rys. 1.2 Odległość ostatniego pełnego zwoju gwintu od powierzchni oporowej lub
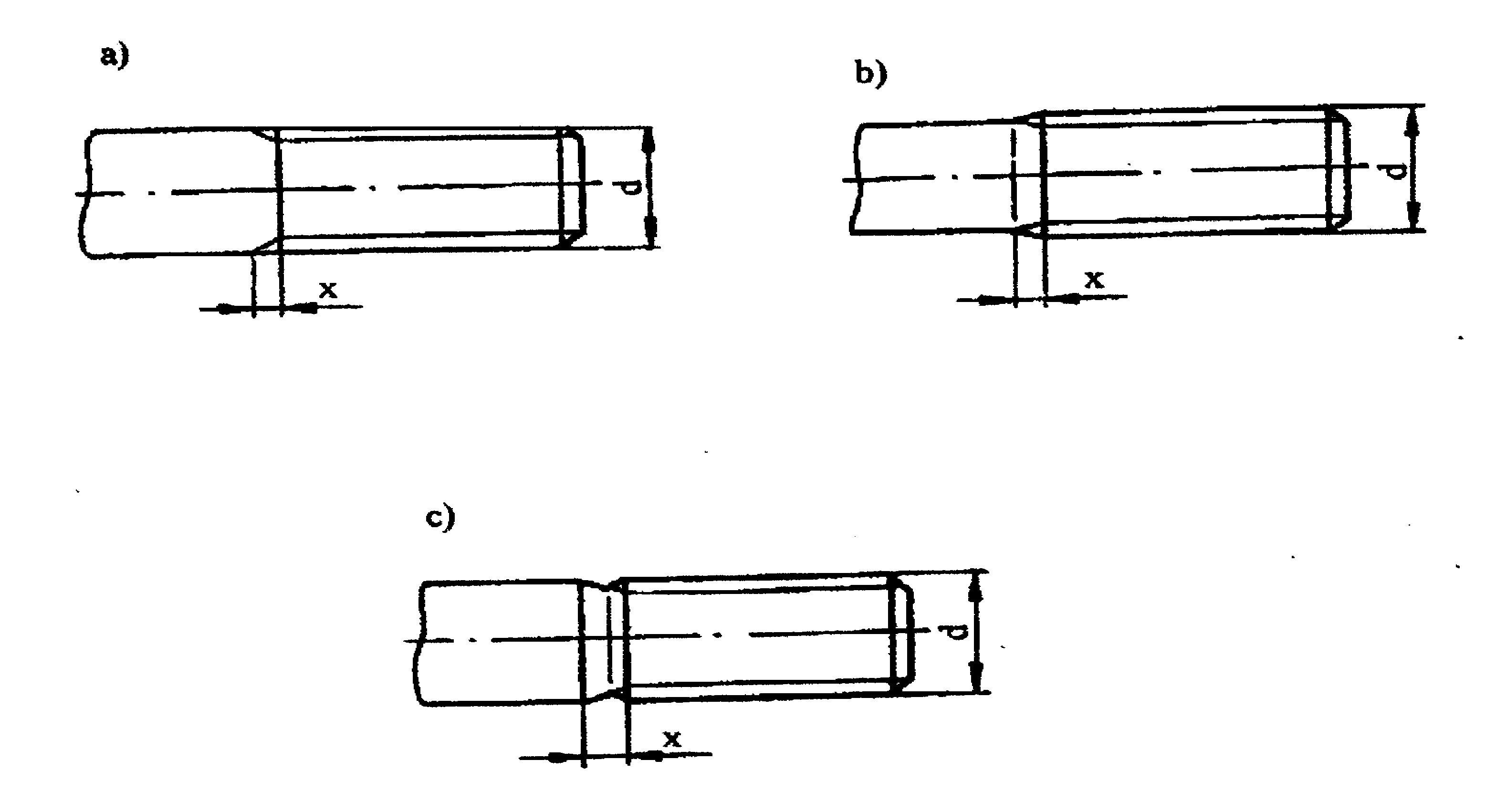
łba śruby (wkręta): a) gwintu nacinanego b) gwintu walcowanego.
Rys.1.3 Wyjście gwintu: a) nacinanego b) walcowanego na trzpieniu o średnicy
równej w przybliżeniu średnicy podziałowej gwintu c) walcowanego na
zmniejszonej średnicy trzpienia.
Rys. 1.4 Podcięcie gwintu na trzpieniu lub pod łbem śruby (wkręta).
Tablica 1.5 cd. Wyjścia i podcięcia gwintu zewnętrznego - PN-89/M-02063.
Podcięcia gwintu1) |
R |
0,1 |
0,12 |
0,16 |
0,16 |
0,2 |
0,2 |
0,2 |
0,4 |
0,4 |
0,4 |
0,4 |
0,6 |
0,6 |
0,8 |
1,0 |
1,0 |
1,2 |
1,6 |
1,6 |
2,0 |
2,0 |
2,5 |
3,2 |
3,2 |
|
f2 6) max |
0,6 |
0,75 |
0,9 |
1,05 |
1,2 |
1,35 |
1,5 |
1,8 |
2,1 |
2,25 |
2,4 |
3,0 |
3,75 |
4,5 |
5,25 |
6,0 |
7,5 |
9,0 |
10,5 |
12,0 |
13,5 |
15,0 |
17,5 |
18,0 |
|
f1 min |
0,32 |
0,4 |
0,5 |
0,6 |
0,6 |
0,7 |
0,8 |
0,9 |
1,1 |
1,2 |
1,3 |
1,6 |
2,0 |
2,5 |
3,0 |
3,4 |
4,4 |
5,2 |
6,2 |
7,0 |
8,0 |
9,0 |
11,0 |
11,0 |
|
df h135) |
d-0,3 |
d-04 |
d-0,5 |
d-0,6 |
d-0,7 |
d-0,7 |
d-0,8 |
d-1,0 |
d-1,1 |
d-1,2 |
d-1,3 |
d-1,6 |
d-2,0 |
d-2,3 |
d-2,6 |
d-3,0 |
d-3,6 |
d-4,4 |
d-5,0 |
d-5,7 |
d-6,4 |
d-7,0 |
d-7,7 |
d-8,3 |
Odległość ostatniego pełnego zwoju gwintu od powierzchni oporowej amax |
(4P)3) |
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
1,8 |
2,0 |
2,4 |
2,8 |
3,0 |
3,2 |
4,0 |
5,0 |
6,0 |
7,0 |
8,0 |
10,0 |
12,0 |
14,0 |
16,0 |
18,0 |
20,0 |
22,0 |
24,0 |
|
(2P)4) |
0,4 |
0,5 |
0,6 |
0,7 |
0,8 |
0,9 |
1,0 |
1,2 |
2,4 |
1,5 |
1,6 |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
5,0 |
6,0 |
7,0 |
8,0 |
9,0 |
10,0 |
11,0 |
12,0 |
|
(3P)2) |
0,6 |
0,75 |
0,9 |
1,05 |
1,2 |
1,35 |
1,5 |
1,8 |
2,1 |
2,25 |
2,4 |
3,0 |
3,75 |
4,5 |
5,25 |
6,0 |
7,5 |
9,0 |
10,5 |
12,0 |
13,5 |
15,0 |
16,5 |
18,0 |
Wyjście gwintu x max |
(1,25P)4) |
0,25 |
0,3 |
0,4 |
0,45 |
0,5 |
0,6 |
0,7 |
0,75 |
0,9 |
1,0 |
1,0 |
1,25 |
1,6 |
1,9 |
2,2 |
2,5 |
3,2 |
3,8 |
4,5 |
5,0 |
5,5 |
6,3 |
7,0 |
7,5 |
|
(2,5P)1) |
0,5 |
0,6 |
0,75 |
0,9 |
1,0 |
1,1 |
1,25 |
1,5 |
1,75 |
1,9 |
2,0 |
2,5 |
3,2 |
3,8 |
4,3 |
5,0 |
6,3 |
7,5 |
9,0 |
10,0 |
11,0 |
12,5 |
14,0 |
15,0 |
Średnica znamionowa gwintu zwykłego wg.PN-83/M-02013 d |
0,87) |
1;1,2 |
1,4 |
1,6 ; 1,8 |
2 |
2,2 ; 2,5 |
3 |
3,5 |
4 |
4,5 |
5 |
6;7 |
8 |
10 |
12 |
14;16 |
18;20;22 |
24;27 |
30;33 |
36;39 |
42;45 |
48;52 |
56;60 |
64;68 |
|
Podziałka gwintu zwykłego wg PN-83/M-02013 P |
0,27) |
0,25 |
0,3 |
0,35 |
0,4 |
0,45 |
0,5 |
0,6 |
0,7 |
0,75 |
0,8 |
1,0 |
1,25 |
1,5 |
1,75 |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
4,5 |
5,0 |
5,5 |
6,0 |
|
Uwagi:
1)-dla śrub i wkrętów klas dokładności A,B i C.
2)-dla śrub i wkrętów klasy dokładności A.
3)-dla śrub i wkrętów klas dokładności B i C.
4)-dla przypadków technicznie uzasadnionych- po uzgodnieniu z wytwórcą.
5)-dla d
3mm:h12.
6)-dopuszcza się stosowanie podcięcia o szerokości f
=2,5P i 3,5P
7)-wg.PN-74/M-02012.
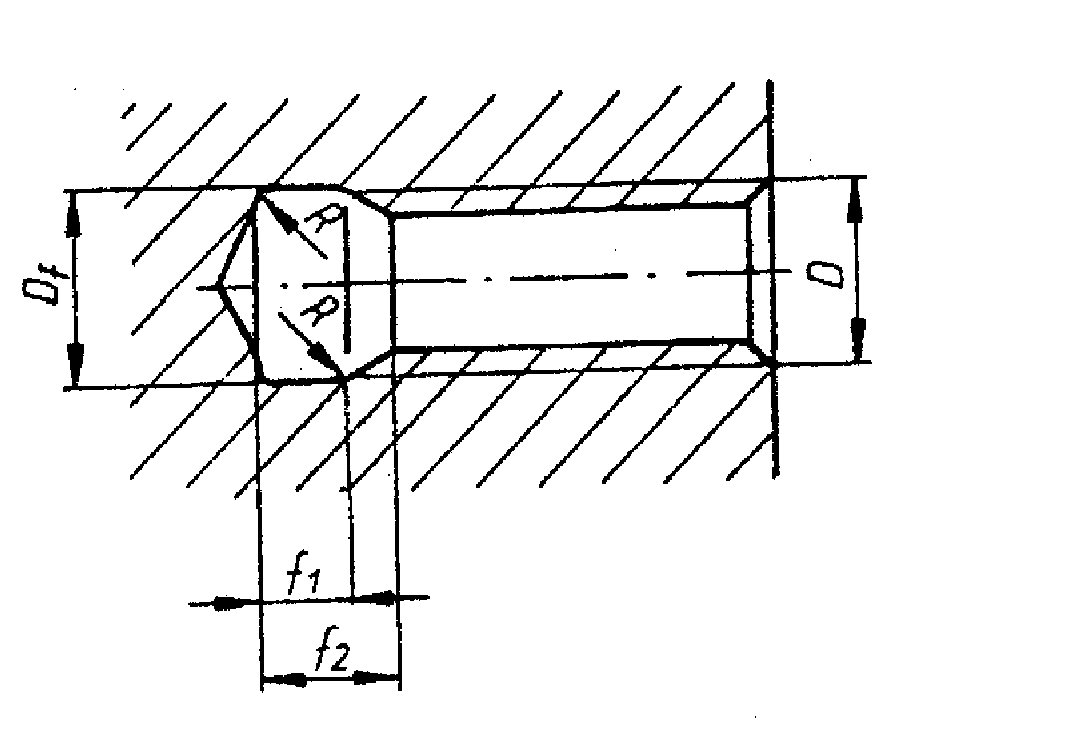
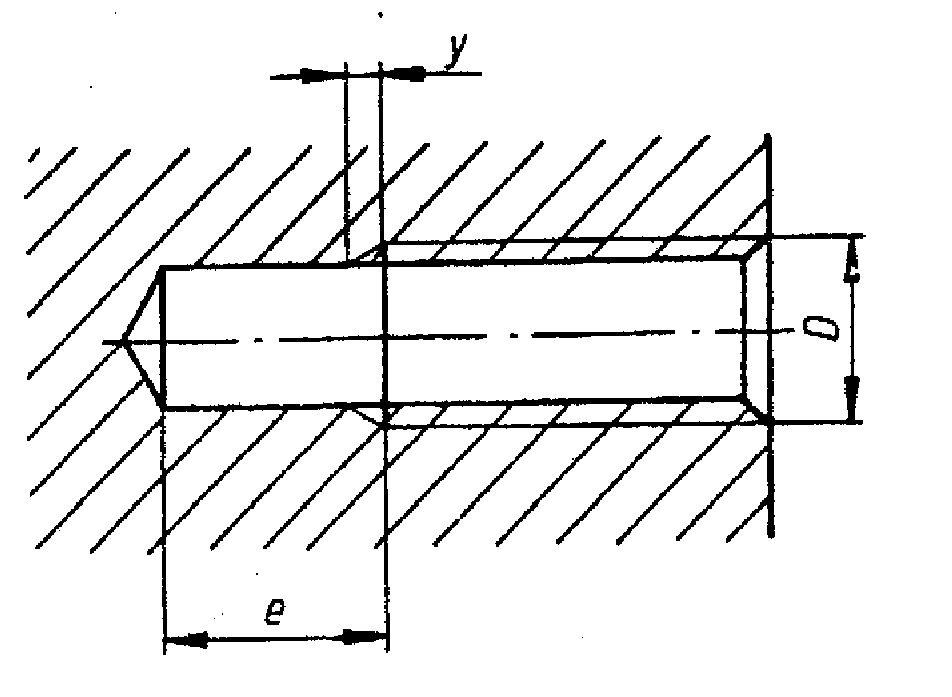
Wymiary wejść i podcięć gwintów wewnętrznych dla Rys.1.5, Rys. 1.6 są podane w Tablicy 1.6 - PN-89/M-82063.
Rys.1.5 Wyjście gwintu. Rys.1.6 Podcięcie gwintu.
Tablica 1.6 cd Wymiary wyjść i podcięć gwintów dla wewnętrznych - PN-89/02063.
Podcięci gwintu |
R |
0,1 |
0,12 |
0,16 |
0,16 |
0,2 |
0,2 |
0,2 |
0,4 |
0,4 |
0,4 |
0,4 |
0,6 |
0,6 |
0,8 |
1,0 |
1,0 |
1,2 |
1,6 |
1,6 |
2,0 |
2,0 |
2,5 |
3,2 |
3,2 |
|
|
Df H13 |
D+0,1 |
D+0,1 |
D+0,1 |
D+0,2 |
D+0,2 |
D+0,2 |
D+0,3 |
D+0,3 |
D+0,3 |
D+0,3 |
D+0,3 |
D+0,5 |
D+0,5 |
D+0,5 |
D+0,5 |
D+0,5 |
D+0,5 |
D+0,5 |
D+0,5 |
D+0,5 |
D+0,5 |
D+0,5 |
D+0,5 |
D+0,5 |
|
|
f2 min |
Krótkie |
0,9 |
1,0 |
1,25 |
1,4
|
1,6 |
1,7 |
2,0 |
2,4 |
2,75 |
2,9 |
3,0 |
3,7 |
4,9 |
5,6 |
6,4 |
7,3 |
9,3 |
10,7 |
12,7 |
14,0 |
16,0 |
18,5 |
20,0 |
21,0 |
|
|
Normal. |
1,2 |
1,4 |
1,6 |
1,9 |
2,2 |
2,4 |
2,7 |
3,3 |
3,8 |
4,0 |
4,2 |
5,2 |
6,7 |
7,8 |
9,1 |
10,3 |
13,0 |
15,2 |
17,7 |
20,0 |
23,0 |
26,0 |
28,0 |
30,0 |
|
f1 max |
Krótkie |
0,5 |
0,6 |
0,75 |
0,9 |
1,0 |
1,1 |
1,25 |
1,5 |
1,75 |
1,9 |
2,0 |
2,5 |
3,2 |
3,8 |
4,3 |
5,0 |
6,3 |
7,5 |
9,0 |
10,0 |
11,0 |
12,5 |
14,0 |
15,0 |
|
|
Normal. |
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
1,8 |
2,0 |
2,4 |
2,8 |
3,0 |
3,2 |
4,0 |
5,0 |
6,0 |
7,0 |
8,0 |
10,0 |
12,0 |
14,0 |
16,0 |
18,0 |
20,0 |
22,0 |
24,0 |
Długość nie gwintowanej części otworu emax |
Powiększona |
2,0 |
2,5 |
2,8 |
3,2 |
3,5 |
4,0 |
5,0 |
5,5 |
6,0 |
7,0 |
8,0 |
10,0 |
12,0 |
13,0 |
16,0 |
16,0 |
18,0 |
22,0 |
25,0 |
28,0 |
33,0 |
37,0 |
40,0 |
42,0 |
|
|
Zmniejszona |
1,0 |
1,2 |
1,2 |
1,5 |
1,5 |
2,0 |
2,0 |
2,5 |
2,5 |
2,5 |
2,5 |
4,0 |
4,0 |
4,0 |
5,0 |
5,0 |
6,0 |
7,0 |
8,0 |
9,0 |
11,0 |
12,0 |
13,0 |
13,0 |
|
|
Normalna
|
1,6 |
1,8 |
2,0 |
2,2 |
2,5 |
3,0 |
3,0 |
3,5 |
3,5 |
4,0 |
4,0 |
6,0 |
8,0 |
9,0 |
11,0 |
11,0 |
12,0 |
15,0 |
17,0 |
19,0 |
23,0 |
26,0 |
28,0 |
28,0 |
|
Wyjście gwintu ymax |
Długie (4P) |
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
1,8 |
2,0 |
2,4 |
2,8 |
3,0 |
3,2 |
4,0 |
5,0 |
6,0 |
7,0 |
8,0 |
10,0 |
12,0 |
14,0 |
16,0 |
18,0 |
20,0 |
22,0 |
24,0 |
|
|
Krótkie (1,5P) |
0,3 |
0,3 |
0,4 |
0,4 |
0,6 |
0,6 |
0,8 |
0,8 |
1,0 |
1,0 |
1,2 |
1,5 |
1,8 |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
5,0 |
6,0 |
6,0 |
7,0 |
8,0 |
9,0 |
|
|
Normalne (2P) |
0,4 |
0,5 |
0,6 |
0,7 |
0,8 |
0,9 |
1,0 |
1,2 |
1,4 |
1,5 |
1,6 |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
5,0 |
6,0 |
7,0 |
8,0 |
9,0 |
10,0 |
11,0 |
12,0 |
|
Średnica znamionowa gwintu D |
0,81) |
1;1,2 |
1,4 |
1,6;1,8 |
2 |
2,2;2,5 |
3 |
3,5 |
4 |
4,5 |
5 |
6;7 |
8 |
10 |
12 |
14;16 |
18;20;22 |
24;27 |
30;33 |
36;39 |
42;45 |
48;52 |
56;60 |
64;68 |
||
Podziała gwintu zwykłego P |
0,21) |
0,25 |
0,3 |
0,35 |
0,4 |
0,45 |
0,5 |
0,6 |
0,7 |
0,75 |
0,8 |
1,0 |
1,25 |
1,5 |
1,75 |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
4,5 |
5,0 |
5,5 |
6,0 |
||
Uwagi:
1) -wg PN-74/M-02012.
Przytoczone wymiary dotyczą gwintów metrycznych.
Długość skręcenia złączonych gwintów metrycznych ustalona jest z warunków równowagi rozrywania rdzenia śruby ścinania gwintu. Orientacyjne długości skręcenia zależne od materiału łączników gwintowanych podaje tablica 1.8 (str. 16).
Tablica 1.7 Nadmiary długości gwintów i głębokości otworów - PN-74/M-82063.
d |
L min |
L1 min |
L2 min |
L3 |
a1 min |
4 |
1 |
2,5 |
1,5 |
5 |
1 |
5 |
2 |
3 |
1,5 |
5,5 |
1,2 |
6 |
2 |
4 |
2 |
8 |
1,5 |
8 |
2 |
5 |
2,5 |
10,5 |
1,8 |
10 |
2 |
6 |
3 |
12 |
2,2 |
12 |
3 |
7 |
3,5 |
14,5 |
2,5 |
14,16 |
3 |
8 |
4 |
15 |
3 |
18,20,22 |
3 |
10 |
5 |
17 |
3,5 |
Uwagi:
Przytoczone wymiary dotyczą gwintów metrycznych.
Tablica 1.8 Długości skręceń śrub stalowych -wg PN-79/M-02115.
Materiał części z gniazdem gwintowanym |
Stale i stopy tytanu |
Żeliwo |
Stopy aluminium i stopy magnezu |
Długość skręcenia |
(1 |
(1,25 |
(1,5 |
Znormalizowane łączniki gwintowe powszechnie stosowane (śruby, wkręty, nakrętki) wykonywane są ze stali określonych klas własności mechanicznych.
Oznaczenie klasy własności mechanicznych śruby jest dwucyfrowe. Pierwsza liczba symbolu odzwierciedla minimalną wytrzymałość na rozciąganie.
Tablica 1.9 Wartości R
dla pierwszej cyfry symbolu oznaczenia własności mechanicznych
śrub.
Pierwsza liczba symbolu |
3 |
4 |
5 |
6 |
8 |
10 |
12 |
14 |
Minimalna wytrzymałość na rozciąganie Rm |
340 |
400 |
500 |
660 |
800 |
1000 |
1200 |
1400 |
Druga liczba symbolu stanowi 0,1 procentowego stosunku wymaganej minimalnej granicy plastyczności R0.2 do wymaganej minimalnej wytrzymałości na rozciąganie Rm gotowego łącznika.
Tablica 1.10 Wartości drugiej liczby symbolu oznaczenia własności mechanicznych śrub.
Druga liczba symbolu |
6 |
8 |
9 |
|
60% |
80% |
90% |
Śruby, wkręty i nakrętki ogólnego przeznaczenia wykonywane są w trzech klasach dokładności (zależnie od dokładności wymiarów oraz chropowatości):
Klasa A- elementy dokładne;
Klasa B- elementy średnio dokładne;
Klasa C- elementy zgrubne (wykonywane tylko z gwintem zwykłym);
Symbole klasy własności mechanicznych oraz dokładności wykonania umieszczamy w oznaczeniu elementu, np. ŚRUBA M16
120-3.6-C (własności mechaniczne klasy 3.6, dokładność zgrubna).
Podstawowym łącznikiem gwintowanym jest śruba. Rozróżniamy śruby luźne (tablica 1.11 str.18-19 i 1.12 str.19) oraz śruby pasowane (tablica 1.13 str.20). Średnica otworów przejściowych dla śrub i wkrętów podano w tablicy 1.14 str. 21. Śruby pasowane stosowane są w połączeniach ze znacznymi obciążeniami tnącymi. Śruba pasowana, łącząc funkcję śruby z funkcją kołka, zmniejsza wymiary połączenia, ustalając jednocześnie położenie łączonych elementów. Powszechnie stosowanym pasowaniem jest pasowanie lekko wciskane H7/k6.
W uzasadnionych przypadkach (np. obciążenie udarowe) stosowane są inne pasowania np. H7/m6, H7/n6, H7/p6.
Łby śrub złącznych wykonywane są jako sześciokątne normalne, sześciokątne zmniejszone (PN-85/M-82241,PN-85/M-82242) kwadratowe (PN-88/M-82121,PN-87/M-82305), kwadratowe wieńcowe (PN-87/M-82301), młoteczkowe (PN-75/M-82418), walcowe z gniazdem sześciokątnym (PN-87/M-82302) oraz inne.
Tolerancje i pasowania gwintów są ujęte w rozdziale 1.4.2 „Tolerancje gwintów” na stronie 114.
Projektując łeb śruby należy stosować zalecane wymiary rozwartości klucza - wymiar „pod klucz”. Ciąg rozwartości klucza jest następujący (wg PN-87/M-02048)-7,8,(9),10,11, 12,13,14,15,16,(17),18,(19),(20),21,(22). W nawiasach podano wartości nie zalecane.
W konstrukcjach maszynowych stosowane są najpowszechniej śruby z łbami sześciokątnymi. Śruby te pozwalają uzyskać znaczne siły docisku przy jednoczesnej funkcjonalności eksploatacyjnej. Śruby z łbami sześciokątnymi zmniejszonymi są lżejsze, wymagają jednocześnie mniejszych kołnierzy elementów łączonych, co zmniejsza wymiary i ciężar konstrukcji. Szeroko stosowane są również śruby z łbami walcowymi z gniazdem sześciokątnym. Śruby te pozwalają również na zmniejszenie kołnierzy elementów łączonych oraz na zagłębienie łba śruby w elementy łączone. Uzyskuje się przez to płaską powierzchnie elementów łączonych, co pozwala np. wykorzystać powierzchnię jako powierzchnię oporową oraz wpłynąć na estetykę. Wymiary śrub z łbami walcowymi oraz otwory pod łby śrub przedstawiają tablice 1.15 (str.22) oraz 1.16 (str.22 - 23).
Tablica 1.11 Śruby z łbem sześciokątnym:
-z gwintem na części długości wg PN-85/M-82101.
-z gwintem na całej długości wg PN-85/M-82105.
Tablica 1.11 cd Śruby z łbem sześciokątnym.
d |
M4 |
M5 |
M6 |
M8 |
M10 |
M12 |
M16 |
M20 |
|
|
- |
- |
- |
M8 |
M10 |
M12 |
M16 |
M20 |
|
s |
7 |
8 |
10 |
13 |
17 |
19 |
24 |
30 |
|
K |
2,8 |
3,5 |
4,0 |
5,5 |
7,0 |
8,0 |
10 |
13 |
|
Mmax |
0,5 |
0,5 |
0,5 |
0,6 |
0,6 |
0,6 |
0,8 |
0,8 |
|
D |
8,1 |
9,2 |
11,5 |
15,0 |
19,6 |
21,9 |
27,7 |
34,6 |
|
da max |
A |
4,7 |
5,7 |
6,8 |
9,2 |
11,2 |
13,7 |
17,7 |
22,4 |
|
B i C |
- |
6,0 |
7,2 |
10,2 |
12,2 |
14,7 |
18,7 |
24,4 |
rmin |
A i B |
0,2 |
0,2 |
0,25 |
0,4 |
0,4 |
0,4 |
0,6 |
0,8 |
|
C |
- |
0,2 |
0,25 |
0,4 |
0,4 |
0,4 |
0,6 |
0,8 |
b |
l |
14 |
16 |
18 |
22 |
26 |
30 |
38 |
46 |
|
125<l |
- |
- |
- |
28 |
32 |
36 |
44 |
52 |
|
l>200 |
- |
- |
- |
- |
- |
- |
57 |
65 |
amax |
A i B |
2,1 |
2,4 |
3 |
4 |
4,5 |
5,3 |
6,0 |
7,5 |
|
C |
2,8 |
3,2 |
4 |
5 |
6,0 |
7,0 |
8,0 |
10 |
Uwagi:
Ciąg zalecanych długości śrub1-12,14,16,20-100 (skok co 5mm), 100-200 (skok co 10mm).
Śruby dokładne (A) wykonywane są w zakresie d=M1,6-M160, śruby średnio dokładne (B) wykonywane są w zakresie d=M3-M39. Śruby zgrubne (C) wykonywane są tylko z gwintem zwykłym.
Przykład oznaczenia śruby z łbem sześciokątnym, z gwintem M16 i długości l=120mm, o własnościach mechanicznych klasy 3.6, zgrubnej- ŚRUBA M16
120-3.6-C, PN-85/M-82101, (śruba będzie miała gwint na długości b=38mm).
Tablica 1.12 Klasy własności mechanicznych śrub wg PN-85/M-82101.
Jakość wykonania śruby stalowej z gwintem dla d |
Klasy własności mechanicznych wg PN-82/M-82054/03 |
|
|
Podstawowe |
Dopuszczalne |
Dokładne (A) Średnio dokładne (B) Zgrubne (C) |
4,8; 5,6; 5,8; 6,6; 6,8; 8,8; 10,9; 12,9; 3,6; 4,6; 4,8; |
10,9; 12,9
|
Uwagi: Śruby mosiężne wykonywane są z mosiądzu M058 lub M63
Tablica 1.13 Śruby pasowane z łbem sześciokątnym:
z gwintem krótkim wg PN-66/M-82341;
z gwintem długim wg PN-66/M-82342;
d |
M10 |
M12 |
M16 |
M20 |
M24 |
||
|
M10 |
M12 |
M16 |
M20 |
M24 |
||
d1 d2 d3 s k a r1 f R r z c |
11 11,2 7,8 17 7 0,2 1 4 1 0,4 1,5 1 |
13 13,2
9,5 8 0,2 1 4 1 0,4 1,8 1 |
17 17,2 13 24 10 0,2 1 4 1 0,4 2,0 1 |
21 21,3 16 30 13 0,3 1,6 6 1,6 0,6 2,5 1 |
25 25,3 19 36 15 0,3 1,6 6 1,6 0,6 3,0 1,5 |
||
PN-66/M--82341
PN-66/M--82342
|
b |
l
l=50 l>150 |
16 18 - |
19 21 - |
24 26 - |
28 30 35 |
- 34 39 |
|
|
l
l=50 l>150 |
13 15 - |
14 16 - |
18 20 - |
22 24 29 |
- 26 31 |
Uwagi:
Rozróżnia się dwa rodzaje śrub.
z trzpieniem pasowanym o średnicy d1 tolerancji k6 (dopuszcza się stosowanie innych tolerancji podanych w oznaczeniu);
z trzpieniem o średnicy d2, przeznaczonych do pasowania po obrobieniu.
Ciąg zalecanych długości l=25-100 (skok 5mm), 100-200 (skok 10 mm).
Zakres zalecanych długości zależy od średnicy śruby (np. M16, l=35-150).
Przykłady oznaczenia śrub pasowanych z łbem sześciokątnym:
śruba pasowana z gwintem M24, długości l=160mm oraz trzpieniem o średnicy d1 w tolerancji k6- ŚRUBA M24
160, PN-66/M-82341,
śruba pasowana z gwintem M24, długości l=160mm oraz trzpieniem o średnicy d1 w tolerancji m6- ŚRUBA M24
160-m6, PN-66/M-82341,
śruba pasowana z gwintem M24, długości l=160mm oraz trzpieniem o średnicy d2=25,3mm- ŚRUBA M24
160
25,3. PN-66/M-82341,
Tablica 1.14 Średnice otworów przejściowych dla śrub i wkrętów.
d |
D w klasie: |
||
|
dokładnej |
Średnio dokładnej |
zgrubnej |
4 5 6 8 10 12 14 16 18 20 |
4,3 5,3 6,4 8,4 10,5 13 15 17 19 21 |
4,5 5,5 6,36 9,0 11 14 16 18 20 22 |
4,8 5,8 7 10 12 15 17 19 21 24 |
Uwagi:
Stosowane klasy dokładności wykonania otworów przejściowych:
klasa dokładna- w budowie dokładnych maszyn i przyrządów (tolerancja H12),
klasa średnio dokładna- w ogólnej budowie maszyn (tolerancja H13),
klasa zgrubna 1- w budowie maszyn mniej dokładnych (tolerancja H14),
klasa zgrubna 2- dla otworów odlewanych surowych (d
42mm).
Tablica 1.15 Śruby z łbem walcowym z gniazdem sześciokątnym wg PN-87/M-82302.
d |
M4 |
M5 |
M6 |
M8 |
M10 |
M12 |
/M14/ |
M16 |
||
D |
max |
7,0 |
8,5 |
10,0 |
13,0 |
16,0 |
18,0 |
21,0 |
24,0 |
|
|
min |
6,78 |
8,28 |
9,78 |
12,73 |
15,73 |
17,73 |
20,67 |
23,67 |
|
s |
3 |
4 |
5 |
6 |
8 |
10 |
12 |
14 |
||
K |
max |
4,0 |
5 |
6 |
8 |
10 |
12 |
14 |
18 |
|
|
min |
3,7 |
4,7 |
5,7 |
7,64 |
9,64 |
11,57 |
13,57 |
15,57 |
|
t |
max |
2,0 |
2,7 |
3,3 |
4,3 |
5,5 |
6,6 |
7,8 |
0,8 |
|
|
min |
2,4 |
3,1 |
3,78 |
4,78 |
6,258 |
7,5 |
8,7 |
9,7 |
|
da max |
4,7 |
5,7 |
6,8 |
9,2 |
11,2 |
14,2 |
16,2 |
18,2 |
||
R min |
0,2 |
0,2 |
0,25 |
0,4 |
0,4 |
0,6 |
0,6 |
0,6 |
||
b |
l |
14 |
16 |
18 |
22 |
26 |
30 |
34 |
38 |
|
|
125<l |
- |
- |
- |
- |
- |
- |
- |
44 |
|
Uwagi:
Ciąg zalecanych długości śrub l-12,14,16,20-100(skok 5mm),100-200(skok 10mm).
Przykład oznaczenia śruby M12 o długości l=60mm oraz długości części gwintowanej b=30mm, własnościach mechanicznych klasy 8.8:
ŚRUBA M12
60-8.8, PN-87/M-82302.
Tablica 1.16 Nawiercenie pod łby walcowe i wieńcowe wkrętów i śrub, wykonanie średnio
dokładne stosowane w ogólnej budowie maszyn wg PN-83/M-82069.
Tablica 1.16 cd Nawiercenie pod łby walcowe, wieńcowe i stożkowe śrub i wkrętów.
Wykonanie dokładne |
||||||||||||||||||||
D |
D H12 |
D H12 |
D |
D |
D |
t |
t +0,2 |
t +0,2 |
t
|
t +0.1 |
||||||||||
M3 |
3,2 |
5,3 |
|
|
6,3 |
2,2 |
+0.1 |
|
|
1,6 |
0,2 |
|||||||||
M3,5 |
3,7 |
6,4 |
|
|
7,3 |
2,6 |
|
|
|
2 |
0,25 |
|||||||||
M4 |
4,3 |
7,4 |
|
|
7.8 |
3 |
|
4,2 |
|
2 |
0.4 |
|||||||||
M5 |
5,3 |
8,9 |
6 |
8,5 |
9,4 |
3.7 |
|
5,2 |
7,3 |
2,5 |
0,4 |
|||||||||
M6 |
6.4 |
10,4 |
7.4 |
12 |
11.4 |
4,2 |
|
6.2 |
8,3 |
3 |
0.5 |
|||||||||
MS |
8,4 |
13 |
9,4 |
15,5 |
15,5 |
5,3 |
|
8.3 |
9.3 |
4 |
0,5 |
|||||||||
M10 |
10.5 |
15,5 |
11.5 |
18 |
18,5 |
6,3 |
|
10.3 |
11,3 |
4,8 |
0,8 |
|||||||||
M12 |
13 |
19 |
15 |
22 |
23 |
7.3 |
+0.2 |
12,3 |
13,3 |
5,6 |
0,8 |
|||||||||
M14 |
15 |
22 |
17 |
28 |
26 |
8,3 |
|
14,3 |
16.3 |
6,5 |
0,8 |
|||||||||
Ml 6 |
17 |
25 |
19 |
28 |
30 |
9,5 |
|
16.5 |
18,3 |
7 |
0.8 |
|||||||||
M18 |
19 |
28 |
|
32 |
|
|
|
18,5 |
21,3 |
|
|
|||||||||
M20 |
21 |
31 |
|
35 |
|
|
|
20,5 |
23,5 |
|
|
|||||||||
Wykonanie średnio dokładne |
||||||||||||||||||||
D |
D H13 |
D H14 |
D H13 |
D |
D H13 |
t |
t +0,2 |
t +0,2 |
t |
|||||||||||
M3 |
3,3 |
5,5 |
|
6.4 |
3,4 |
2,4 |
+0,1 |
|
|
1.6 |
||||||||||
M3.5 |
4,3 |
6,8 |
|
7,7 |
4.3 |
2,9 |
|
|
|
2 |
||||||||||
M4 |
4,5 |
8 |
|
8,3 |
4,5 |
3,4 |
|
4,6 |
|
2 |
||||||||||
MS |
5,5 |
9,5 |
9 |
10,3 |
5,5 |
4,2 |
|
5,7 |
7.5 |
2,5 |
||||||||||
M6 |
6,6 |
11 |
12,5 |
12,4 |
6,6 |
4,8 |
|
6.8 |
8,5 |
3 |
||||||||||
M8 |
9 |
14 |
16 |
16,4 |
9 |
6 |
+0,2 |
9 |
9,5 |
4 |
||||||||||
M10 |
11 |
16,5 |
19 |
20.1 |
11 |
7 |
|
11 |
11.5 |
4.8 |
||||||||||
M12 |
14 |
20 |
23 |
24,2 |
14 |
8 |
|
13 |
13,5 |
5,6 |
||||||||||
M14 |
16 |
23 |
29 |
28 |
16 |
9 |
|
15 |
16,5 |
6.5 |
||||||||||
M16 |
18 |
26 |
29 |
31 |
18 |
10,5 |
|
17,5 |
18,5 |
7 |
||||||||||
M18 |
20 |
29 |
33 |
|
|
|
|
19,5 |
21,5 |
|
||||||||||
M20 |
22 |
33 |
36 |
|
|
|
|
21,5 |
24 |
|
||||||||||
A — nawiercenie pod łeb wkręta z łbem walcowym, B—nawiercenie pod łeb śruby z łbem walcowym z gniazdem sześciokątnym, C—nawiercenie pod łeb śruby wieńcowej z łbem czworokątnym, d—nawiercenie pod łeb wkręta z łbem stożkowym, w wykonaniu dokł. sd—nawiercenie pod łeb wkręta z łbem stożkowym, w wykon. średnio dokł.
Wykonanie dokładne stosuje się w budowie dokładnych maszyn, przyrzad6w i aparat6w, wykonanie średnio dokładne — w ogó1nej budowie maszyn. Ścięcie o średnicy D
W wykonaniu średnio dokładnym krawędź otworu o średnicy D |
||||||||||||||||||||
Uwagi:
Wielkość t może być zwiększona w przypadku zastosowania podkładki sprężystej.
Śruby z łbem walcowym z gniazdem sześciokątnym zakręcane są kluczem wykonanym z pręta sześciokątnego. Do zakręcania śrub oraz nakrętek sześciokątnych stosowane są klucze płaskie oraz nasadowe. Zalecane wymiary niezbędnych przestrzeni do zakręcenia elementów przedstawia tablica 1.17.
Tablica 1.17 Zalecane wymiary przestrzeni niezbędne do zakręcenia śrub (wkrętów).
S |
10 |
12 |
14 |
17 |
19 |
22 |
24 |
27 |
30 |
32 |
36 |
A B E F G G1 R D A1 |
21 9 12 11 36 26 18 22 18 |
25 10 15 13 48 38 24 26 20 |
30 12 18 15 52 40 26 28 22 |
34 14 20 18 60 45 30 32 26 |
38 16 22 20 68 50 34 36 30 |
45 18 25 22 76 55 38 40 32 |
48 18 28 25 80 60 40 45 36 |
52 22 32 28 90 65 45 50 40 |
58 22 34 30 100 75 50 52 45 |
62 25 36 30 110 85 55 55 18 |
68 25 40 35 120 95 60 62 52 |
Śruby dwustronne (tablica 1.18 str.24-25) stosowane są w celu uniknięcia zmiany pasowania śruby - otwór gwintowany na skutek wielokrotnego demontażu połączenia. W zależności od materiału elementu, do którego wkręcana jest śruba dwustronna, stosowane śruby o długościach skręcenia e
(elementy stalowe), e
1,25d1 (elementy żeliwne), e
2d (elementy ze stopów lekkich).
Tablica 1.18 Śruby dwustronne średnio dokładne.
Tablica 1.18 cd Śruba dwustronna średnio dokładna.
D1=d2 |
6 |
8 |
10 |
12 |
16 |
20 |
24 |
D1=d2 |
- |
- |
- |
- |
16 |
20 |
24 |
|
|
|
|
|
|
|
|
PN-60/M- -821262 |
6 |
8 |
10 |
12 |
16 |
20 |
24 |
PN-60/M- -82163 |
7,5 |
10 |
12 |
15 |
20 |
25 |
30 |
PN-60/M- -82164 |
12 |
16 |
20 |
24 |
32 |
40 |
48 |
|
18
|
20
|
22
|
25
|
|
|
|
Uwagi:
Ciągi długości l-18,20,22,25,28,30-100 (skok 5mm), 110-200 (skok 10mm).
Przykład oznaczenia śruby dwustronnej z gwintem M12 kojarzonym z otworem długości e=15mm, gwintem M12
1,25 kojarzonym z nakrętką, o wymiarze l=40mm, stalowej o własnościach mechanicznych klasy 8.8:
ŚRUBA DWUSTRONNA M12-M12
1,25
40-8.8 PN-60/M-82163.
W celu uniknięcia wykręcenia śruby dwustronnej podczas odkręcania nakrętki gwint kojarzony z otworem pasowany jest ciasno. Zalecane pasowanie (PN-79/M-02115) dla śrub stalowych (A-symbol gniazda, T- symbol śruby): A0/T0- gniazda z żeliwa lub stopów aluminium, A02/T02- gniazda z żeliwa. Ponadto, w celu uniknięcia odkręcenia, śruby te zakręcane są ze znacznym napięciem wstępnym na całą długość e.
Poza wymienionymi podstawowymi rodzajami śrub, w ogólnej budowie maszyn stosowane są często śruby specjalne: fundamentowe, z trzpieniem stożkowym, z uchem itp.
Rys.1.7 Śruby fundamentowe.
Śruby fundamentowe (rys.1.7) z łbami młoteczkowymi (b) oraz śruby mające kotwę składającą się z elementów spiętych sprężystym pierścieniem (d) umożliwiają demontaż w trakcie eksploatacji. Głębokość zabetonowania śruby fundamentowej zależne jest od gatunku użytego betonu oraz rodzaju obciążenia, np. dla śrub fundamentowych wykonanych z pręta żebrowanego (c) głębokość zabetonowania wynosi (15-25)d, przy obciążeniach statycznych oraz (20-30)d, przy obciążeniach zmiennych.
Rys.1.8 Śruby specjalne.
Śruby z trzpieniem stożkowym (rys.1.8a) spełniają jednocześnie rolę elementu ustalającego (jak śruba pasowana).
Śruby oczkowe (rys1.8.b), dzięki możliwości obrotu wokół osi prostopadłej do osi śruby, pozwalają na szybkie demontowanie połączenia. W tym celu w elemencie mocowanym należy wykonać odpowiednie wycięcia. Śruby z uchem (rys1.8c) służ najczęściej do zawieszania elementów w czasie transportu.
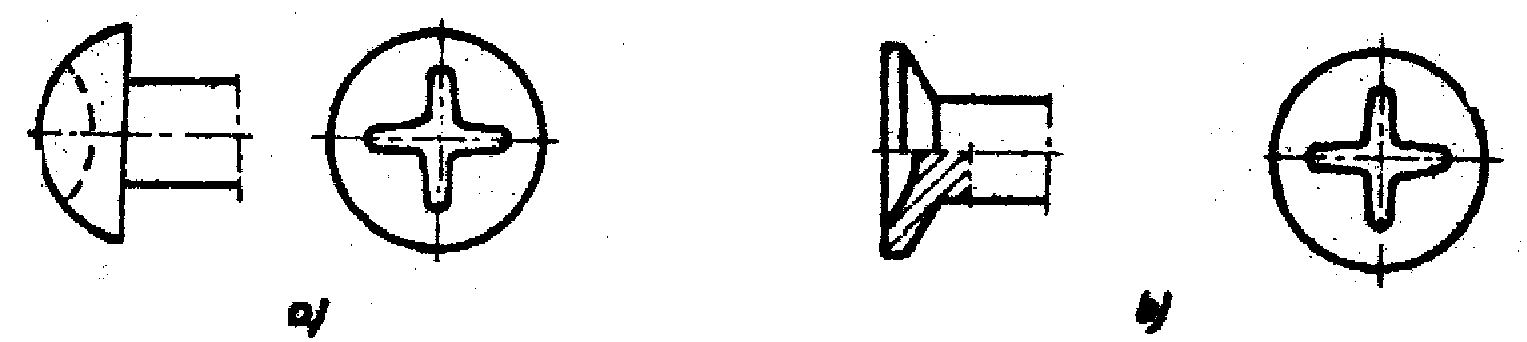
Stosowanie łączników gwintowych zakręcanych wkrętakiem - wkrętów (tablica 1.19 str.27 - 28) zmniejsza wymiary elementów złączonych, wpływa na estetykę wytworu. Wadą wkrętów jest brak możliwości uzyskania znacznych napięć wstępnych. Wady tej można uniknąć stosując wkręty skojarzone z nakrętką (wkręt w otworze luźnym). Krzyżowe wycięcie w łbie wkrętu (rys.1.9) zwiększa stateczność wkrętaka przy zakręcaniu wkrętu, co jest szczególnie istotne w produkcji masowej.
Rys1.9 Wkręty.
Najpowszechniej stosowane w ogólnej budowie maszyn nakrętki, to nakrętki sześciokątne normalne, o zmniejszonym wymiarze „pod klucz”, niskie oraz wysokie (tablica 1.20 str. 29) nakrętki okrągłe (tablica 1.22 str. 31 - 32) oraz nakrętki koronowe (tablica 1.24 str. 32- 33).
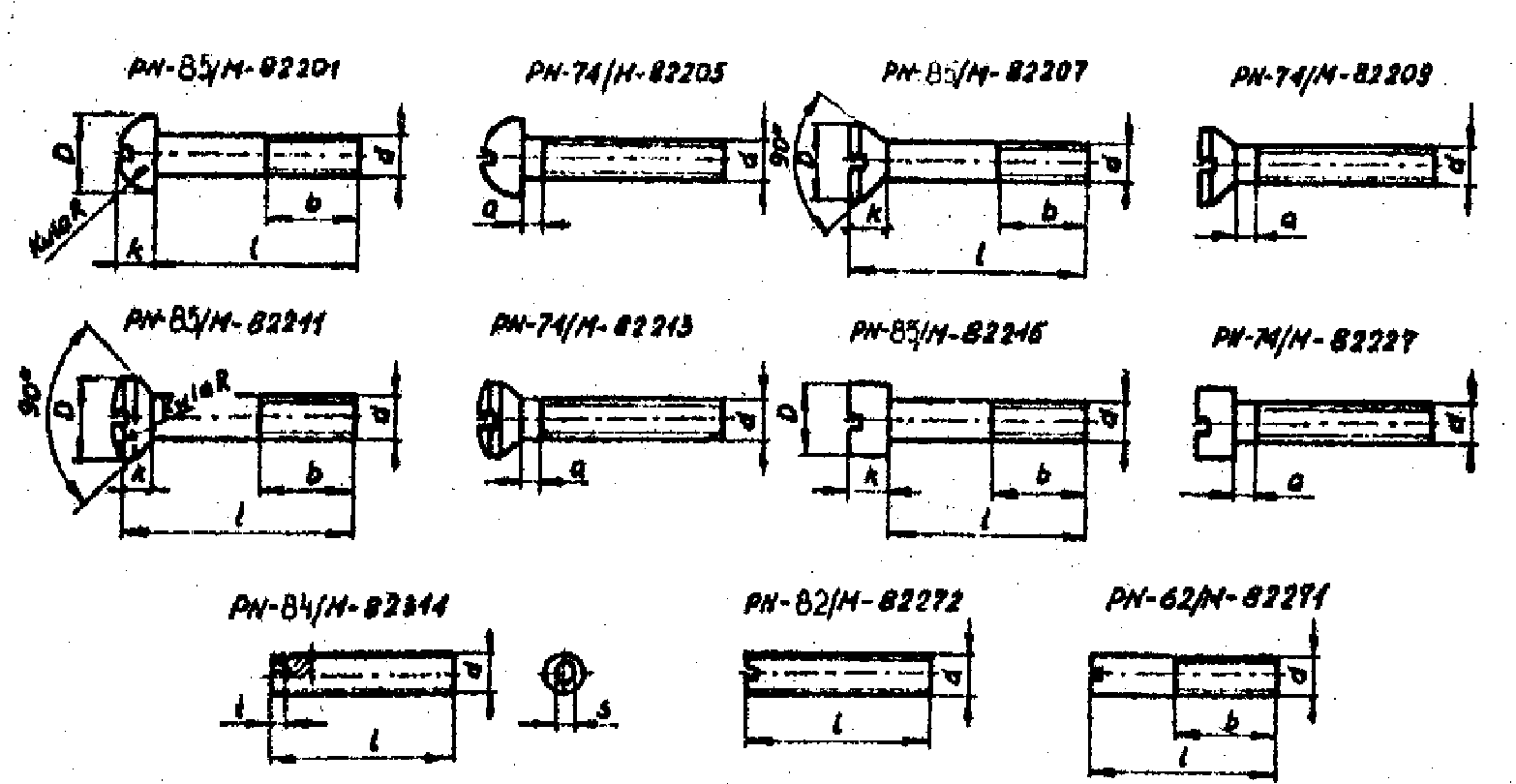
Tablica 1.19 Wkręty.
Tablica 1.19 cd. Wkręty.
Z gniazdem sześciokątnym |
t |
- - - 4 5 5
6 |
|
s |
- - - 3 4 4
5 |
Z gw. na części długości |
b |
- - 5 6,5 8 8
11 |
Łeb walcowy |
amax |
1,0 1,4 1,6 2,0 2,5 2,5
3,0 |
|
b |
19 22 25 28 34 34
40 |
|
k |
2,0 2,6 3,3 3,9 5,0 5,0
6,0 |
|
D |
5,5 7,0 8,5 10 13,0 13,0
16,0 |
Łeb stożkowy- soczewkowy |
amax |
1,0 1,4 1,6 2,0 2,5 2,5
3,0 |
|
b |
19 22 25 28 34 34
40 |
|
kmax |
1,65 2,2 2,5 3,0 4,0 4,0
5,0 |
|
D |
5,6 7,4 9,2 11,0 14,5 14,5
18,0 |
Łeb stożkowy |
amax |
1,0 1,4 1,6 2,0 2,5 2,5
3,0 |
|
b |
19 22 25 28 34 34
40 |
|
kmax |
1,6 2,2 2,5 3,0 4,0 4,0
5,0 |
|
D |
5,6 7,4 9,2 11,0 14,5 14,5
18,0 |
Łeb kulisty |
amax |
1,0 1,4 1,6 2,0 2,5 2,5
3,0 |
|
b |
19 22 25 28 34 34
40 |
|
k |
2,5 3,2 4,0 4,5 6,0 6,0
7,5 |
|
D |
5,5 7,0 9,0 10,5 13,0 13,0
16,0 |
d |
M3 M4 M5 M6 M8
M8 M10
M10 |
|
Uwagi:
Własności mechaniczne wkrętów stalowych odpowiadają klasie 4,8 lub 5,8 wg PN-82/M-82054.
Zakres średnic wkrętów w zależności od wykonania:
Wkręty dokładne (A) d=M1-M16,
Wkręty średnio dokładne (B) d=M3-M16.
Ciąg zalecanych długości l=20;25;30-90 (skok 5mm), wkrętów z gwintem na części trzpienia, l=2,3,4,5,6,8,10,12,14,16,20,35-70 (skok 5mm), dla wkrętów z gwintem na całej długości trzpienia.
Tablica 1.20 Nakrętki sześciokątne.
d |
S |
D |
w |
||||
Gwint zwykły |
Gwint drobny |
|
|
Normalne PN-86/M-82144 |
Niskie PN-86/M-82153 |
Wysokie PN-86/M-82155 |
Długie PN-86/M-82157 |
M4 M5 M6 M8 M10 M12 M16 M20 |
- - -
M8
M10
M12
M16
M20 |
7 8 10 13(12) 17(14) 19(17) 24(22) 30(27) |
8,1 9,2 11,5 15,0(13,8) 19,6(16,2) 21,9(19,6)227,7(25,4) 34,6(31,2) |
3,2 4,7 5,2 6,5 8,4 10,8 14,8 18 |
2,2 2,5 3,2 4 5 6 8 10 |
4,8 6,0 7,2 9,6 12 14 19 24 |
- - - 16 20 24 32 40 |
Uwagi:
W nawiasach podano wymiary nakrętek o zmniejszonym wymiarze „pod klucz” PN-84/M-82165.
Przykład oznaczenia nakrętki sześciokątnej wysokiej z gwintem M16
1,5 mosiężnej: NAKRĘTKA M16
1,5-Ma PN-86/M-82155.
Oznaczanie klasy własności mechanicznych nakrętek jest liczbowe. Klasa własności mechanicznych określa wartość obciążenia próbnego Sp. śruby, z którą nakrętka ma być kojarzona. Obciążenie próbne odpowiada minimalnej wytrzymałości śruby na rozciąganie.
Tablica 1.21 Wartość obciążenia próbnego Sp.
Klasa własności mechanicznych |
4 |
5 |
6 |
8 |
10 |
12 |
14 |
Naprężenia pod obciążeniem Sp. |
400 |
500 |
600 |
800 |
1000 |
1200 |
1400 |
Dobór odpowiedniej klasy własności mechanicznych nakrętki zapewnia równą obciążalność śruby oraz nakrętki normalnej wysokości.
Dopuszczalne obciążenie nakrętek niskich skojarzonych ze śrubą zależy również od własności mechanicznych śruby. Orientacyjną procentową wytrzymałość nakrętek niskich (średniej wysokości 0,5d) podaje tablica 1.23 str.31 - 32.
Tablica 1.22 Klasy własności mechanicznych nakrętek niskich.
Klasa własności mechanicznych nakrętek niskich |
Obciążenie próbne śruby % |
Obciążenie niszczące nakrętkę w % obciążenia próbnego śruby |
|||
|
|
Klasa własności mechanicznych |
|||
|
|
6,8 |
8,8 |
10,9 |
12,9 |
4 6 |
100 100 |
60 85 |
48 70 |
38 56 |
33 50 |
Nakrętki o zmniejszonym wymiarze „pod klucz” wywierają większe naciski na powierzchnię oporową, ale pozwalają na zmniejszenie wymiarów kołnierzy, łap itp.
Zwoje gwintu nakrętki o zwiększonej wysokości są obciążone bardziej nierównomiernie niż zwoje gwintu nakrętek niskich oraz normalnych. Stosowane są one w przypadkach częstego demontażu połączenia.
Nakrętki okrągłe rowkowe (tablica 1.23) stosowane są najczęściej do mocowania elementów (kół, łożysk) na wałach. Mała wysokość nakrętki ogranicza zastosowanie tych nakrętek do przypadków małych obciążeń osiowych.
Nakrętki koronowe (tablica 1.24 str. 32- 33) stosowane są w przypadku stosowania zawleczki do zabezpieczenia przed samo luzowaniem gwintu, bądź też w przypadkach wymagających regulacji położenia nakrętki na śrubie.
Rys. 1.10 Nakrętki.
Nakrętki ślepe (rys 1.10a) zabezpieczają połączenie przed wyciekaniem cieczy. W celu zwiększenia trwałości otworów w materiałach miękkich (masy plastyczne, stopy aluminium) stosowane są tuleje gwintowane (rys 1.10b). Rolę tulei gwintowanej może spełniać również sprężyna walcowa wykonana z drutu profilowego (rys1.10c). Sprężyny wkręcane są do otworu z napięciem wstępnym. Konstrukcja ta ma zwiększoną wytrzymałość zmęczeniową (40-45%).
Podkładki stosowane w połączeniach gwintowych mają na celu wyrównanie i zmniejszenie nacisków na powierzchniach oporowych złącza, zabezpieczenie powierzchni przed zużyciem i zatarciem, zmniejszenie momentu dokręcania nakrętki. Mniejsza trwałość elementów łączonych, częste odkręcanie, powierzchnie szlifowane lub o dużej chropowatości są to przypadki, w których zastosowanie podkładki jest konieczne. Podstawowe typy podkładek przedstawiono w tablicy 1.25 str. 33. Podkładki wykonywane są ze stali węglowych bez pokryć zabezpieczających (brak oznaczenia materiału i stanu powierzchni), ocynkowanych (oc), fosforanowych (fosf), mosiądzowych (mos), z mosiądzu (Ms.), miedzi (Cu), stopów aluminium (Al.). Do zmniejszonych łbów śrub stosujemy podkładki zmniejszone (Zm). Do materiałów miękkich (drewno) stosowane są podkładki zgrubne, powiększone wg PN-59/M-82030.
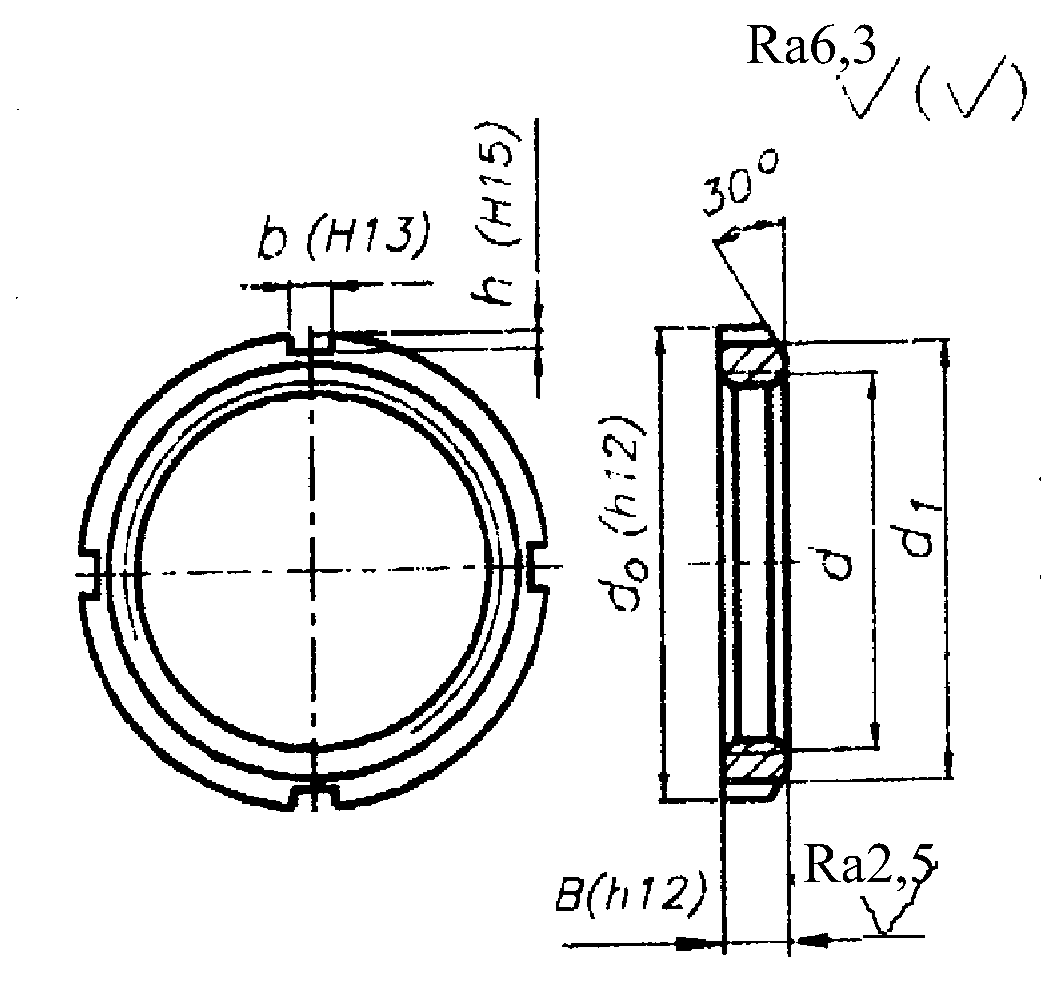
Tablica 1.23 Nakrętki łożyskowe wg PN-82/M-86478.
Tablica 1.23 cd Nakrętka łożyskowa.
Nr |
d |
do |
d1 |
B |
b |
h |
KM0 KM1 KM2 KM3 KM4 KM5 KM6 KM7 KM8 KM9 KM10 KM11 KM12 KM13 KM14 KM15 KM16 KM17 KM18 KM19 KM20 |
M10 M12 M15 M17 M20 M25 M30 M35 M40 M45 M50 M55 M60 M65 M70 M75 M80 M85 M90 M95 M100 |
18 22 25 28 32 38 45 52 58 65 70 75 80 85 92 98 105 110 120 125 130 |
15,5 17 21 24 26 32 38 44 50 56 61 67 73 79 85 90 95 102 108 113 120 |
4 4 5 5 6 7 7 8 9 10 11 11 11 12 12 13 15 16 16 17 18 |
3 |
2 |
|
|
|
|
|
4 |
|
|
|
|
|
|
5 |
|
|
|
|
|
|
6 |
2,5 |
|
|
|
|
|
7 |
3 |
|
|
|
|
|
8 |
3,5 |
|
|
|
|
|
10 |
4 |
Uwagi:
Przykład oznaczenia nakrętki łożyskowej o numerze KM10:
NAKRĘTKA ŁOŻYSKOWA KM 10 PN-82/M-86478.
Tablica 1.24 Nakrętki koronowe.
Tablica 1.24 cd Nakrętki koronowe.
d |
S |
n |
D |
Nakrętki zwykłe PN-86/M-82148 |
Nakrętki niskie PN-86/M-82159 |
Zawleczka wg PN-76/M-82001 |
||
|
|
|
|
W |
m |
W |
m |
|
M5 M6
M8,M8
M10,M10
M12,M12
M16,M16
M20,M20 |
8 10 13(12) 16(14) 18(16) 24(21) 30(27) |
1,4 2,0 2,5 2,8 3,5 4,5 4,5 |
9,2 11,5 15,0(13,8) 19,6(16,2) 21,9(19,6) 27,7(25,4) 34,6(31,2) |
6 7,5 9,5 12 15 19 22 |
4 5 6,5 8 10 13 16 |
- 5,5 7 8 10 13 15 |
- 3,2 4 5 6 8 10 |
1,2
1,6
2
2,5
3,2
4
4 |
Uwagi:
Nakrętki z koroną zwykłą- rodzaj Z znormalizowane są dla zakresu d=M4-M52, nakrętki z koroną odsadzoną- rodzaj K znormalizowane są dla zakresu d=M12-M150 (nakrętki zwykłe) lub d=M12-M52 (nakrętki niskie).
W nawiasach podano wymiary dotyczące nakrętek koronowych zwykłych o zmniejszonym wymiarze „pod klucz” - PN-86/M-82167.
Przykład oznaczenia nakrętki koronowej rodzaju K o zmniejszonym wymiarze „pod klucz” z gwintem M16
1,5 stalowej o własnościach mechanicznych klasy 8, dokładnej (A): NAKRĘTKA KORONOWA K M16
1,5-8-A PN-86/M-82167.
Tablica 1.25 Podkładki okrągłe do śrub z łbami sześciokątnymi i nakrętek sześciokątnych.
Średnice śrub lub wkrętu |
Zgrubne PN-78/M-82005 |
Dokładne PN-78/M-82006 |
g |
f |
||||
|
do |
D |
do |
D |
D (Zm) |
|
min |
max |
5 6 8 10 12 16 20 24 |
5,3 6,4 8,4 10,5 13 17 21 25 |
10 12,5 17 21 24 30 37 44 |
5,3 6,4 8,4 10,5 13 17 21 25 |
10 12,5 17 21 24 30 37 44 |
- - 15,5 18 21 28 34 39 |
1 1,6 1,6 2,0 2,5 3 3 4 |
0,25 0,4 0,4 0,5 0,6 0,75 0,75 1,0 |
0,5 0,8 0,8 1,0 1,25 1,5 1,5 2,0 |
Uwagi:
Podkładki zgrubne wykonywane są jako podkładki bez ścięcia, podkładki dokładne mogą być bez ścięcia lub ze ścięciem.
Przykład oznaczenia podkładki okrągłej dokładnej zmniejszonej, ze stali węglowej ocynkowanej przeznaczonej do śruby M20:
PODKŁADKA OKRĄGŁA Zm 21 oc PN-78/M-82006.
Profile walcowane mają pochylenie technologiczne. W celu zmniejszeni naprężeń wywołanych zginaniem, do profili tych stosujemy podkładki klinowe (rys1.11). Przedstawione dotychczas podkładki nie zabezpieczają połączenia gwintowego przed samoczynnym rozłączeniem wywołanym obciążeniami zmiennymi oraz drganiami. Rolę tę spełniają podkładki zabezpieczające. Podstawowe postacie podkładek zabezpieczających: podkładki sprężyste (tablica 1.26 str. 35, 1.27 str.36), podkładki odginane (tablica 1.28-1.30 str.37 - 38). Najczęściej stosowane są podkładki sprężyste okrągłe. Sprężystość podkładki powoduje, że nieznaczne odkręcenie nakrętki nie wywołuje istotnego spadku napięcia wstępnego złącza. Istotą zabezpieczenia złącza za pomocą podkładki sprężystej przedstawia rysunek 1.12. Wadą podkładek sprężystych jest wywołanie przemieszczenia siły osiowej (niesymetryczność podkładki). Wady tej nie mają podkładki sprężyste ząbkowane (tablica 1.27 str. 36). Podkładki sprężyste ząbkowane stosowane są przede wszystkim do śrub o zmniejszonym wymiarze „pod klucz”.
Rys. 1.11 Podkładki klinowe.
Rys. 1.12 Podkładka sprężysta.
Podkładki odginane zabezpieczają złącze przed odkręcaniem dzięki odkształceniu podkładki (rys.1.13).
Rys.1.13 Podkładka odginana.
Tablica 1.26 Podkładki sprężyste.
Średnice śruby lub wkrętu |
do |
Lekkie PN-77/M-82008 |
Zwykłe PN-77/M-82008 |
||
|
|
Dmax |
g |
Dmax |
g |
1 |
2 |
3 |
4 |
5 |
6 |
5 6 8 10 12 16 20 24 |
5,1 6,1 8,2 10,2 12,2 16,3 20,5 24,5 |
8,28 10,18 13,08 16,2 20,3 26,4 32,74 38,84 |
1,0 1,2 1,6 2,0 2,5 3,2 4,0 4,8 |
8,28 9,78 13,08 16,2 19,2 24,4 30,74 36,74 |
1,2 1,4 2,0 2,5 3,0 3,5 4,5 5,5 |
Uwagi:
Podkładki przeznaczone do śrub z lewym gwintem oznaczamy dodatkowo „lewe”.
Przykład oznaczenia podkładki sprężystej lekkiej bez powłoki do wkrętu o średnicy M8: PODKŁADKA SPRĘŻYSTA 8,2 PN-77/M-82008.
Tablica 1.27 Podkładki sprężyste ząbkowane wg PN-82/M-823023.
Średnica śruby lub wkrętu |
do |
D |
g |
hmin |
5 6 8 10 12 16 20 24 |
5,3 6,4 8,4 10,5 13 17 21 25 |
10 11 15 18 21 27 33 38 |
0,5 0,6 0,8 0,8 1,0 1,2 1,2 1,3 |
1,0 1,1 1,2 1,3 1,7 1,8 2,0 2,5 |
Uwagi:
Podkładki przeznaczone do śrub z lewym gwintem mają kierunek skręcania zębów -lewy.
Przykład oznaczenia podkładki sprężystej ząbkowanej wewnętrznie o średnicy d=8,2mm bez powłoki ochronnej: PODKŁADKA 8,2 PN-82/M-823023.
Podkładkę odgina się po dokręceniu nakrętki lub śruby. Zabezpieczenie nakrętki jest tylko wtedy skuteczne, gdy zabezpieczona jest także śruba. Podkładki odginane z noskiem wewnętrznym (tablica 1.30 str. 38) kojarzone są najczęściej z nakrętkami niskimi rowkowymi (łożyskowymi, tablica 1.23 str. 31 - 32). Montaż podkładki wymaga wykonania na śrubie rowka na nosek podkładki (wymiary rowka są podane w tablicy 1.36 str.81 - 82). Podkładki odginane wykonywane są z taśm stalowych niskowęglowych lub z mosiądzu.
Tablica 1.28 Podkładki odginane z noskiem zewnętrznym wg PN-82/M-82011.
Średnica śruby lub wkrętu |
do |
D |
g |
f |
e |
d1 |
t |
5 6 8 10 12 16 20 24 |
5,3 6,4 8,4 10,5 13 17 21 25 |
17 19 22 26 32 40 45 50 |
0,5 0,5 0,75 0,75 1 1 1 1 |
3,5 3,5 3,5 4,5 4,5 5,5 6 7 |
7 8 9 10 12 15 18 21 |
4 4 4 5 5 6 8 8 |
4 4 4 5 5 6 8 8 |
Uwagi:
Przykład oznaczenia podkładki odginanej z noskiem zewnętrznym o średnicy do=10,5mm, stalowej, bez powłoki ochronnej: PODKŁADKA 10,5 PN-82/M-82011.
Tablica 1.29 Podkładki odginane łapkowe.
Średnica gwintu śruby |
do |
b |
B1 |
l |
L1 |
g |
PN-82/M-82021 |
PN-82/M-82022 |
||
|
|
|
|
|
|
|
D |
R |
D |
R |
5 6 8 10 12 16 20 24 |
5,3 6,5 8,5 10,5 13 17 21 25 |
6 7 8 10 12 15 18 20 |
11 12 17 20 26 32 36 42 |
16 18 20 22 28 32 36 42 |
8 9 11 13 16 20 22 25 |
0,5 0,5 0,5 0,5 1 1 1 1 |
17 19 22 26 30 36 42 50 |
2,5 4 4 6 10 10 10 10 |
8,5 10,5 14 18 20 25 31 37 |
4 4 4 6 6 6 6 6 |
Uwagi:
Przykład oznaczenia podkładki odginane dwułapkowej o średnicy do=17mm, stalowej, bez powłoki ochronnej: PODKŁADKA 17 PN-82/M-82022.
Tablica 1.30 Podkładka zębata wg PN-82/M-86482.
Nr. |
d1 |
d2 |
d3 |
f1 |
f2 |
M |
F |
Z |
MB0 MB1 MB2 MB3 MB4 MB5 MB6 MB7 MB8 MB9 MB10 MB11 MB12 MB13 MB14 MB15 MB16 MB17 MB18 MB19 MB20 |
10 12 15 17 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 |
13,7 17 21 24 26 32 38 44 50 56 61 67 73 79 85 90 95 102 108 113 120 |
21 25 28 32 36 42 49 57 62 69 74 81 86 92 98 104 112 119 126 133 142 |
3 |
3 |
8,5 10,5 13,5 15,5 18,5 23 27,5 32,5 37,5 42,5 47,5 52,5 57,5 62,5 66,5 71,5 76,5 81,5 86,5 91,5 96,5 |
1 |
9 |
|
|
|
|
4 |
4 |
|
|
11 |
|
|
|
|
5 |
5 |
|
1,25 |
13 |
|
|
|
|
6 |
|
|
|
|
|
|
|
|
|
6 |
|
|
|
|
|
|
|
8 |
7 |
|
|
|
|
|
|
|
|
|
|
1,5 |
17 |
|
|
|
|
|
8
|
|
|
|
|
|
|
|
10 |
|
|
|
|
|
|
|
|
|
10 |
|
1,8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12 |
|
|
|
|
Uwagi:
Przykład oznaczenia podkładki zębatej o numerze MB10: PODKŁADKA ZĘBATA MB10 PN-82/M-86482.
Nakrętki koronowe zabezpiecza się przed odkręcaniem za pomocą zawleczki (rys1.15). W zależności od materiału zawleczki rozróżnia się zawleczki: stalowe- S, mosiężne - Ms, miedziane - M, aluminiowe - A. W zależności od pokrycia ochronnego zawleczek stalowych rozróżnia się odmiany: bez powłoki ochronnej (nie wyróżnia się w oznaczeniu), ocynkowane - Zn, niklowe - Ni, chromowane - Cr. Przykład oznaczenia zawleczki stalowej ocynkowanej do otworu o średnicy do=2mm i długości l=20mm:
ZAWLECZKA S-Zn-2
20 PN-76/M-82001.
Rys.1.14 Zawleczka.
Zawleczki są w zasadzie elementami do jednorazowego użycia. Wymagana, zgodnie z normą, minimalna liczba przegięć do zniszczenia zawleczki wynosi 3 lub 2. Wadą zabezpieczeń odkształtnych (zawleczką lub innymi podobnymi elementami) jest stopniowość regulacji położenia nakrętki. Dlatego też nie zaleca się stosowania tego typu zabezpieczeń do śrub krótkich (l/d<4).
Rys.1.15 Zabezpieczenie śrub za pomocą drutu.
Grupy nakrętek i śrub mogą być zabezpieczane za pomocą drutu (rys1.15)
1.1.2 Konstruowanie połączeń, śrub i mechanizmów śrubowych.
Projektowanie połączeń gwintowych polega na:
ustaleniu wymiarów śrub w zależności od rodzaju obciążenia- wg znanych wzorów wytrzymałościowych;
zaprojektowanie kształtu elementów łączonych.
Złącza gwintowe najczęściej stosowane pokazano na rys.1.16.
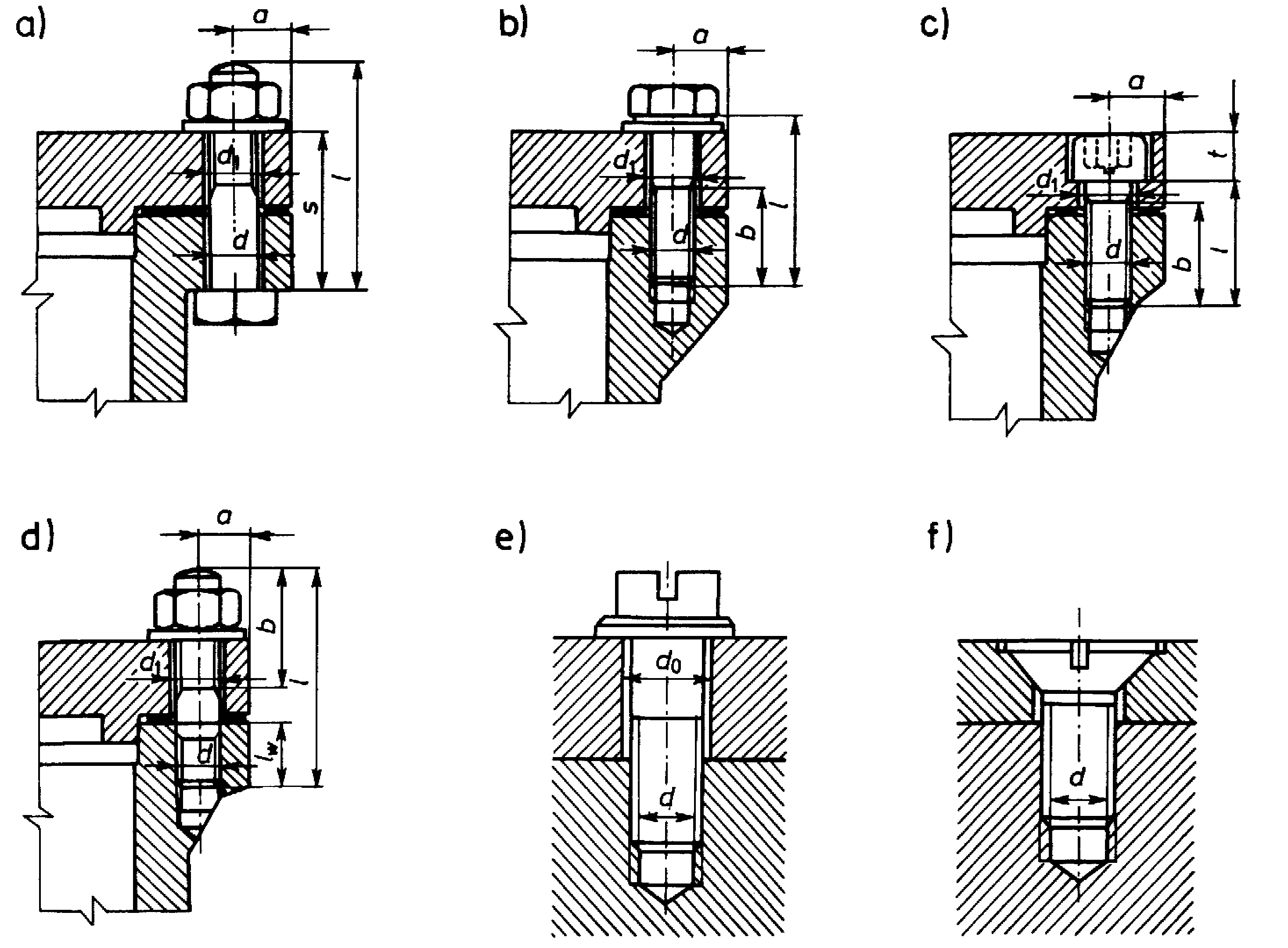
Rys.1.16 Zasadnicze rodzaje połączeń śrubowych: a), b), c) śruby, d) szpilka, e), f) wkręty.
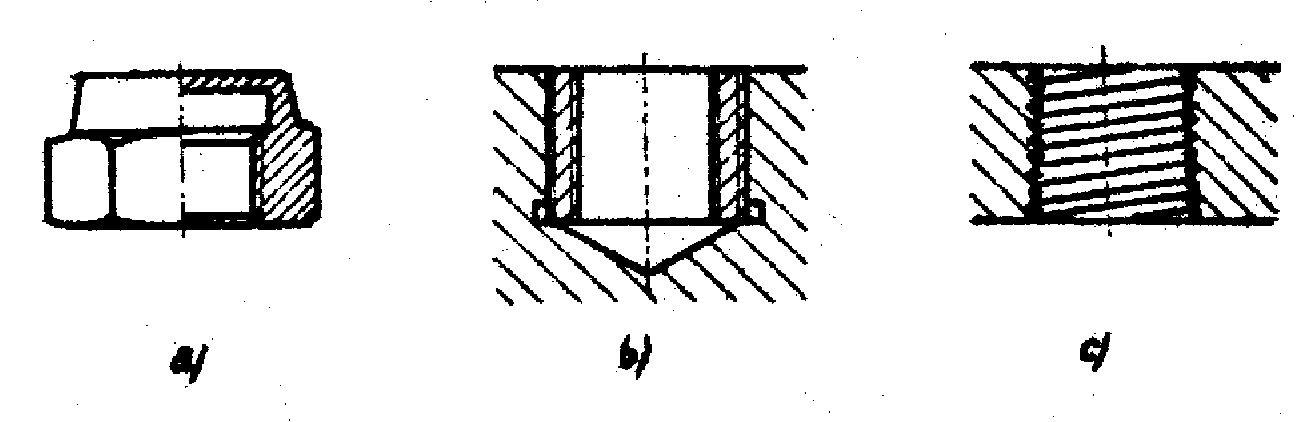
W zależności od postaci konstrukcyjnych można rozróżnić połączenia śrubowe (rys.1.16 a, b, c), szpilkowe (rys1.16d) i wkrętowe (rys.1.16e,f). Te ostatnie stosowane są w drobnych konstrukcjach i wymagają do wkręcenia zamiast klucza do nakrętek lub łbów śrub (np. sześciokątnych) specjalnego wkrętaka (śrubokręta)o końcówce płaskiej lub krzyżowej (przy wkrętach z nacięciem krzyżowym). Na rysunku pokazano połączenie za pomocą śrub z łbem sześciokątnym (rys.1.16a, b) i z łbem z gniazdem sześciokątnym (rys.1.16c). Takie śruby stosuje się wtedy, gdy materiał części z gwintowanym otworem jest wystarczająco odporny na częste wkręcanie śrub. Śruba na rys.1.16c wymaga do wkręcenia specjalnego klucza. Zaletą takiego rozwiązania jest schowanie łba śruby w zagłębieniu wykonanym na łączonym elemencie.
W zależności od metody łączenia rozróżnia się połączenia nie napięte i napięte w czasie łączenia tzw. napięcie wstępne(rys.1.16a)
W zależności od przeznaczenia rozróżnia się połączenia mocno-szczelne i mocne. Połączenia mocno-szczelne mogą być tylko napięte wstępnie dla zachowania szczelności powierzchni stykających się elementów łączonych. Połączenia mocne mogą być napięte lub nie napięte wstępnie.
Do często spotykanych złączy gwintowanych należą również połączenia wielośrubowe (rys1.17). Liczbę śrub w połączeniach ustala się w zależności od wymagań konstrukcyjnych i warunków montażu, przy czym ze względu na symetrię najczęściej przyjmuje się parzystą liczbę śrub.
W połączeniach wielośrubowych można stosować :
mało śrub o większych średnicach,
dużo śrub o mniejszych średnicach,
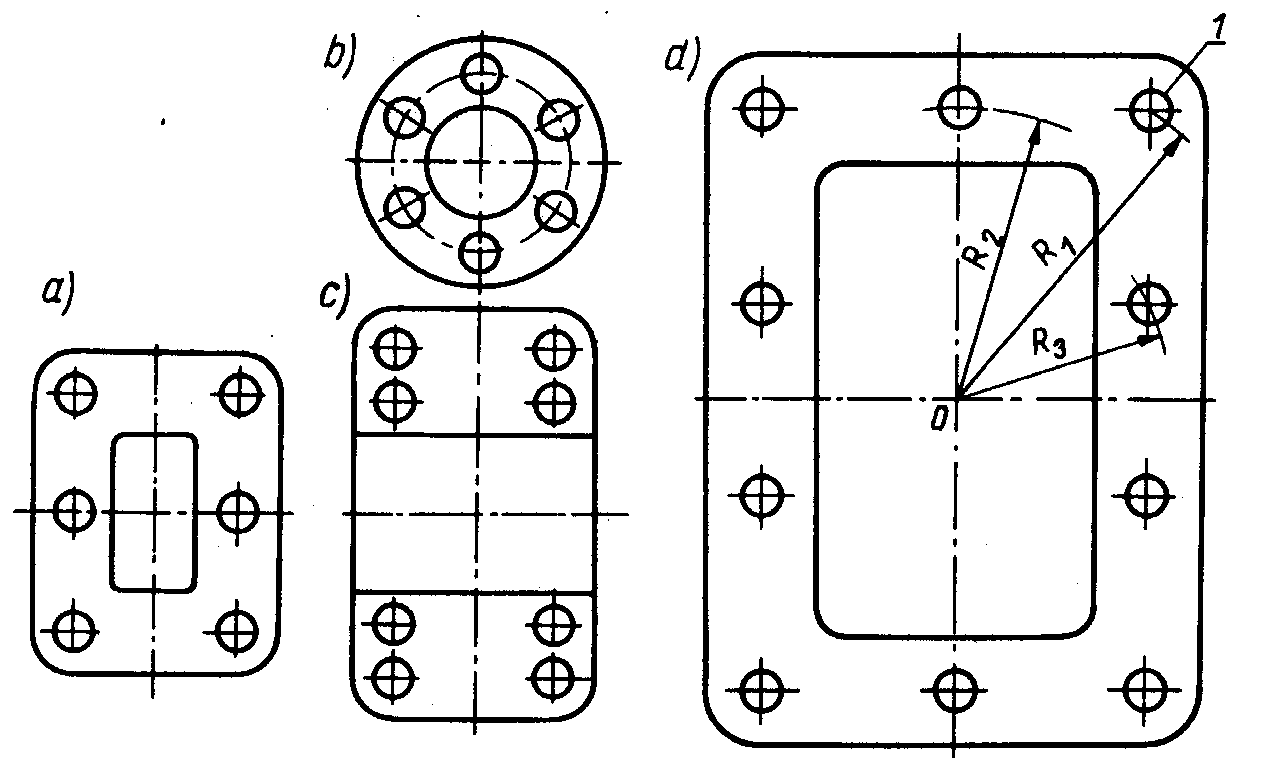
Stosowanie pierwszego rozwiązania wymaga sztywniejszej konstrukcji ( np. grubsze i większe kołnierze) i nie zapewnia równomiernych nacisków na całej długości kołnierzy, ale jest korzystne ze względu na niższe koszty wykonania i montażu połączenia. Mniejszy ciężar i wymiary złącza oraz równomierny rozkład nacisków (niezbędny w połączeniach mocno-szczelnych) uzyskuje się w drugim przypadku; złącza te są droższe ze względu na konieczność dokładniejszego wykonania łączników i otworów pod śruby oraz wymagany kontrolowany naciąg śrub.
Rys.1.17 Przykład rozmieszczenia śrub w połączeniach wielośrubowych.
Zaleca się, aby w całym połączeniu przyjmować śruby o jednakowych wymiarach, ponieważ umożliwia to zmniejszenie liczby narzędzi do wykonania otworów i stosowanie tego samego klucz przy montażu. W przypadku, gdy obciążenie śrub jest zróżnicowane (np. w połączeniach wg rys.1.18) średnicę śrub ustala się wg śruby najbardziej obciążonej (w punkcie 1).
Dokręcanie śrub w połączeniach wielo śrubowych wykonuje się w ściśle określonej kolejności, podanej w instrukcji montażu, oraz ze stopniowym zwiększeniem siły nacisku.
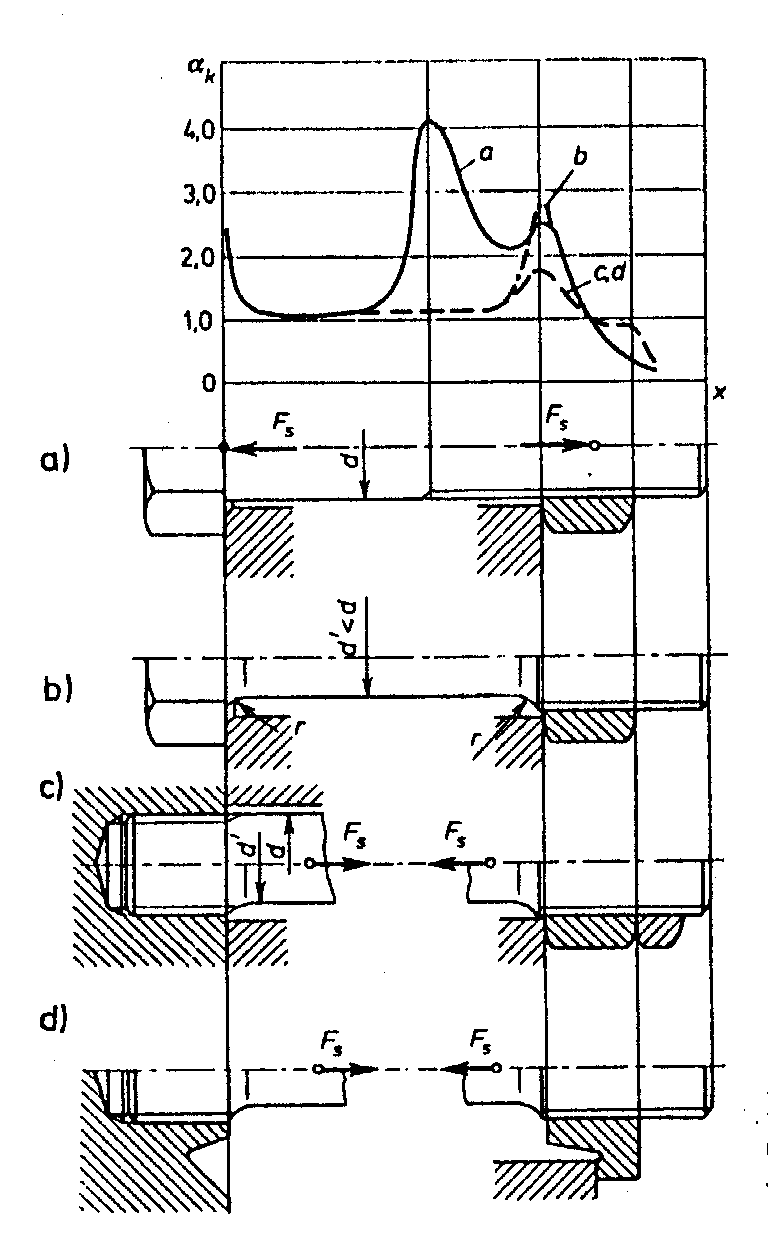
Osobliwość wytrzymałościowa gwintu nakłada na konstruktora obowiązek zabezpieczenia przede wszystkim nośności i trwałości gwintu. Jest oczywiste, że głównym kierunkiem działania konstruktora będą decyzje dotyczące wyboru materiałów o wysokiej wytrzymałości i zastosowania zabiegów powiększających tę wytrzymałość (półfabrykaty walcowane, bezwiórowa technologia wytwarzania gwintu, ulepszanie powierzchniowe). Do dyspozycji konstruktora pozostają jeszcze i zwykłe zabiegi geometryczne, możliwe do wykorzystania zwłaszcza przy kształtowaniu śrub. W przypadku śrub rozciąganych (tj. obciążonych zgodnie z ich przeznaczeniem) możliwości te przedstawiono na rys.1.18. Zilustrowano tam ideę korzystnego łagodzenia koncentracji naprężeń w przekrojach trzpienia śruby z łbem i śruby dwustronnej (rys,1.18b), a także ideę odciążeń gwintu (rys.1.18c,d). Efekty wskazanych zabiegów poglądowo przedstawiają krzywe zmian współczynnika koncentracji naprężeń podane na tle krzywej odnoszącej się do najmniej korzystnego wariantu konstrukcji (krzywa a-rys.1.18). Oznaczenia krzywych odpowiadają pokazanym wariantom konstrukcyjnym.
Rys.1.18 Przykład niekorzystnego(a) i korzystnego (b, c, d) kształtu trzpieni śruby.
Uelastycznienie trzpienia śruby nie tylko łagodzi koncentrację naprężeń, lecz także 8). Skutki ewentualnego zginania śrub. Zginanie śruby zwiększa nierównomierność obciążeń gwintu i dlatego powinno być w miarę możliwości kompensowane lub eliminowane. Przekłady kompensacji zginania pokazano na rys.1.19 i rys1.20. Dość łatwe jest kompensowanie zginania wywołanego geometrią elementów połączenia (np. technologiczność zbieżności ścian-rys1.19) Trudniej natomiast jest eliminować zginanie tworzące odkształceniom tych elementów. Na rys.1.20. pokazano przykłady eliminacji tego typu zginania - poprawnego (rys1.20b,c) oraz wadliwego (nie obciążającego gwintu) wariancie z rys.1.20a.
Rys1.19 Przykłady niekorzystnego (a) i poprawnego (b, c) zabezpieczenia przed
zginaniem.
Rys1.20 Przykłady konstrukcyjnych (a, c) technologicznych (b) zabezpieczeń śrub
przed zginaniem.
Poważną wadą wstępnie napiętych połączeń gwintowych, obciążonych siłami zmiennymi w czasie lub narażonych na obciążenia udarowe, jest duża podatność na samoczynny spadek napięcia wstępnego śrub. Efekt ten prowadzi do określonego zaniku nacisków na gwincie i w następstwie do luzowania nakrętek, zwłaszcza przy drganiach podłużnych śrub, towarzyszących każdej szybkiej zmianie jej obciążeń. Toteż zasadą konstrukcyjną jest również możliwie pewne ustalenie wzajemnych położeń śruby i nakrętki lub podnoszenie samohamowności gwintu.
Obserwując modelowy rozkład obciążeń zwojów gwintu nakrętki i przeciwnakrętki zauważamy, że drgania podłużne śruby powodują obciążenie nakrętki bądź przeciwnakrętki, czyli niezależnie od znaku drgania w zasadzie nie wywołują luzowania nakrętek. Ten sposób
zabezpieczania połączenia polega na wykorzystaniu efektu wzrostu nacisków. Można to także uzyskać konstrukcyjnie (np. przez zaciskanie częściowo przeciętych nakrętek specjalnym wkrętem). Innym sposobem jest zabezpieczenia samohamowności przez zwiększenie tarcia: na zwojach gwintu (np. przy użyciu wkładek z materiału o dużym współczynniku tarcia) bądź na powierzchniach oporowych nakrętki i łba śruby (np. przez zastosowanie stożkowych lub kulistych powierzchni, przy których zwiększa się pozorny współczynnik tarcia- rys.1.21a
e).
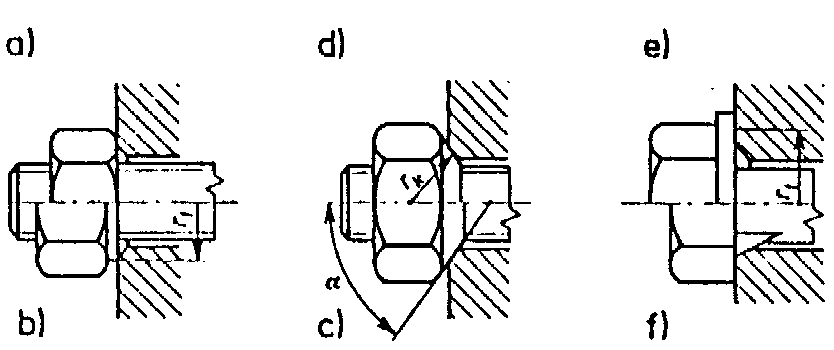
Rys.1.22 Idea zwiększenia oporów ruchu nakrętki (a, b, c, d) i łba śruby (e, f).
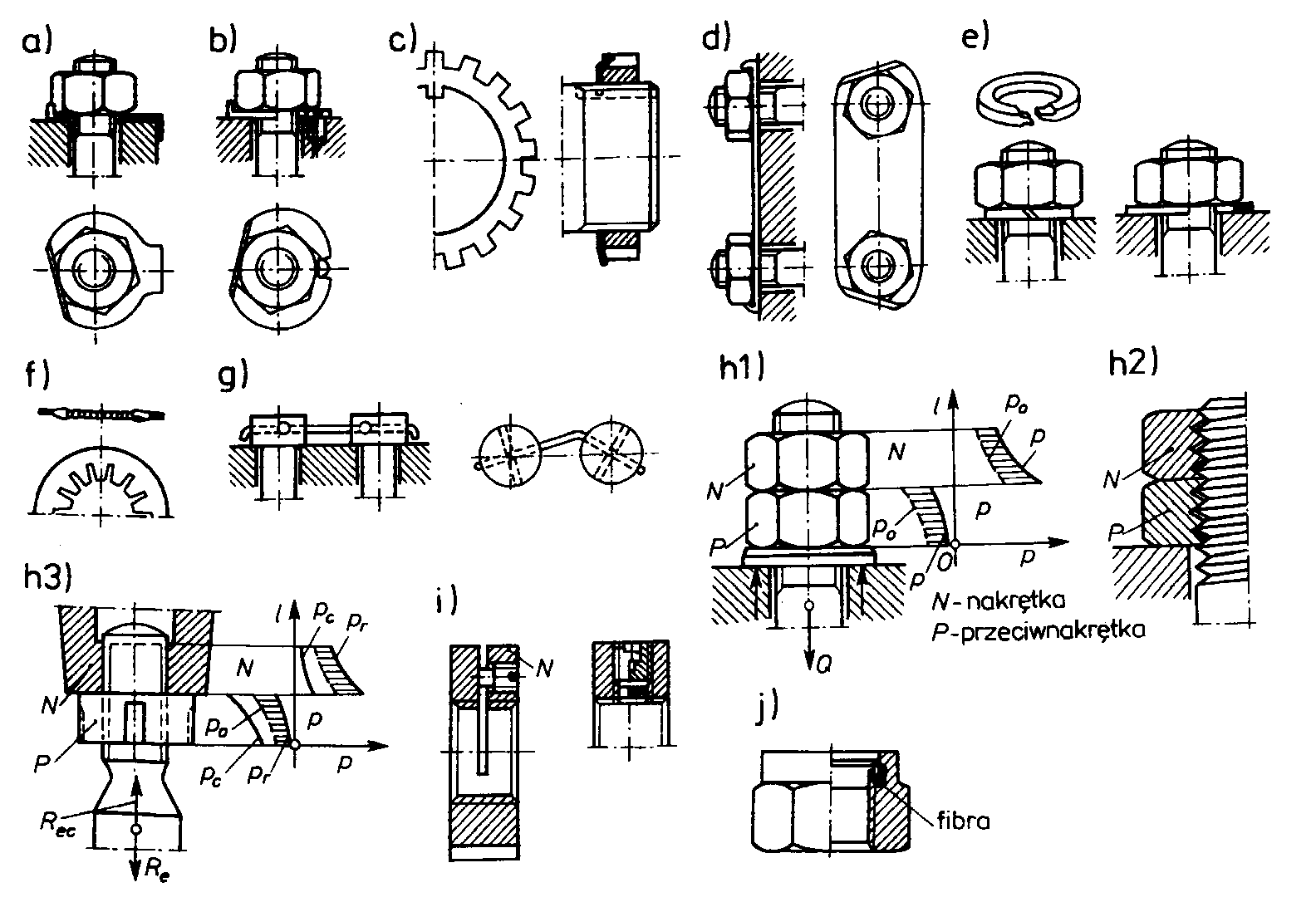
Cierne zabezpieczenie gwintów nie gwarantuje jednak utrzymania niezmiennego poziomu napięcia wstępnego śrub. Skuteczniejszym sposobem jest zastosowanie zabezpieczenia kształtowych (np. pokazanego na rys1.21f a także użycie odginanych podkładek, zawleczek lub drutu wiążącego na końcu nakrętki koronowej ze śrubami itd.-por. Polskie Normy) lub zastosowanie zabiegów technologicznych (np. zespawanie śruby z nakrętką zapunktowanie gwintu).
Rys.1.22 Rodzaje zabezpieczeń połączeń śrubowych: a, b, c, d) odginane podkładki blaszane
e, f) podkładki sprężyste, g) wiązanie drutem, h) przeciwnakrętka, i) nakrętka z
przecięciem, j) nakrętka z pierścieniem fibrowym lub z tworzywa sztucznego.
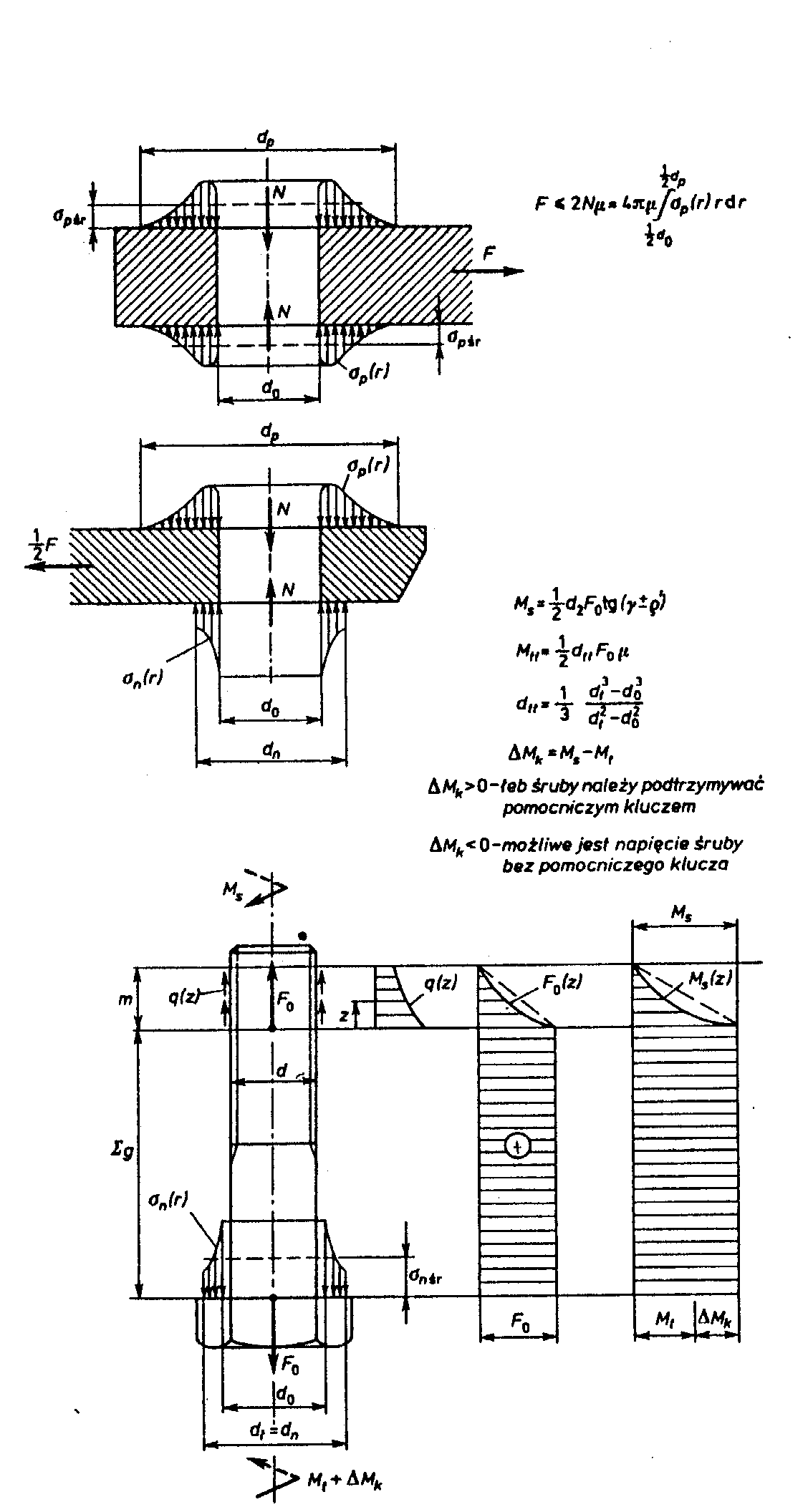
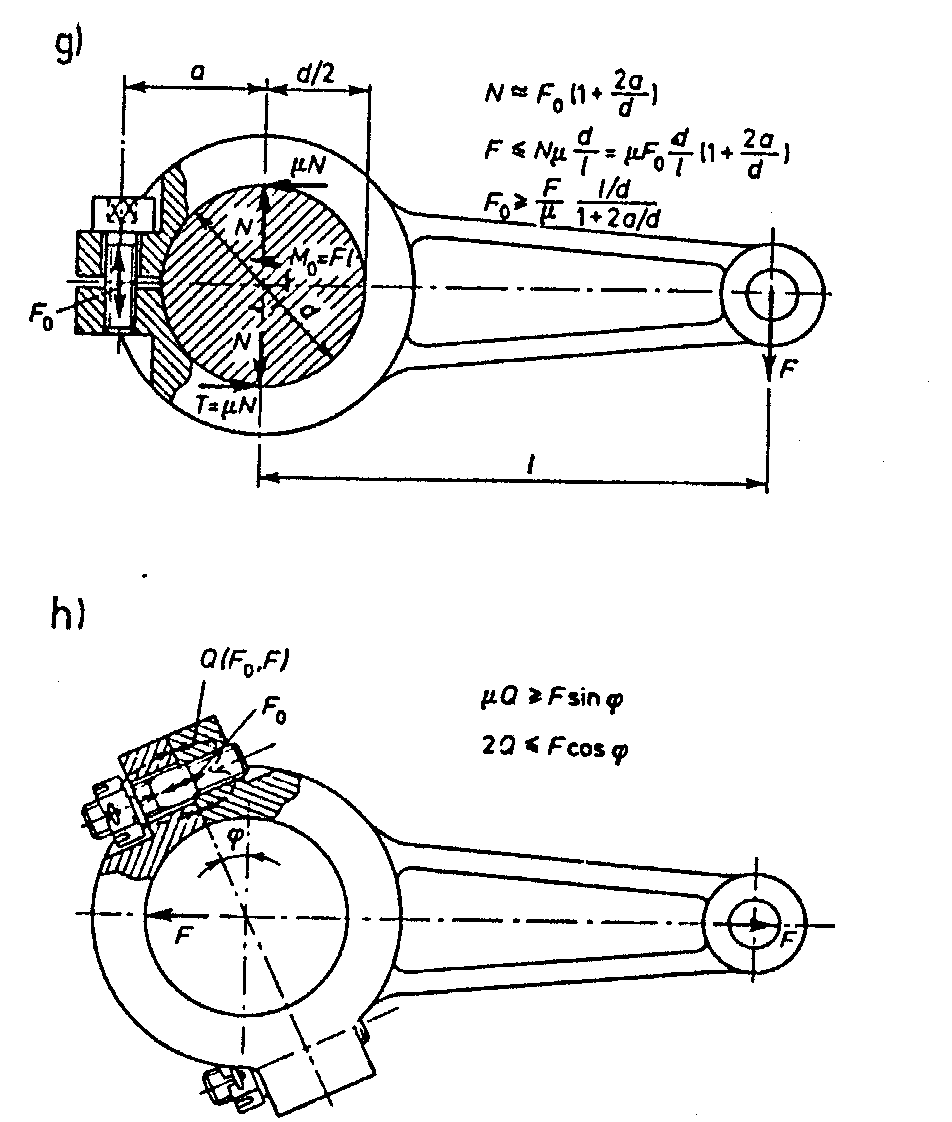
Licząc się z możliwością samoczynnego spadku napięcia wstępnych śrub, konstruktor powinien niezależnie stosować odpowiednie zabezpieczenia zdolności przenoszenia obciążeń także na głównych elementach połączeń. Mogą to być przede wszystkim zabiegi minimalizujące mimośrody czynnych sił zewnętrznych (np. stosowanie połączeń nakładkowych - rys1.23).
Rys.1.23 Przykład połączeń gwintowych pośrednio wykorzystujących nośność gwintu: połą-
czenie zaciskowe przenoszące siły poprzeczne (a).
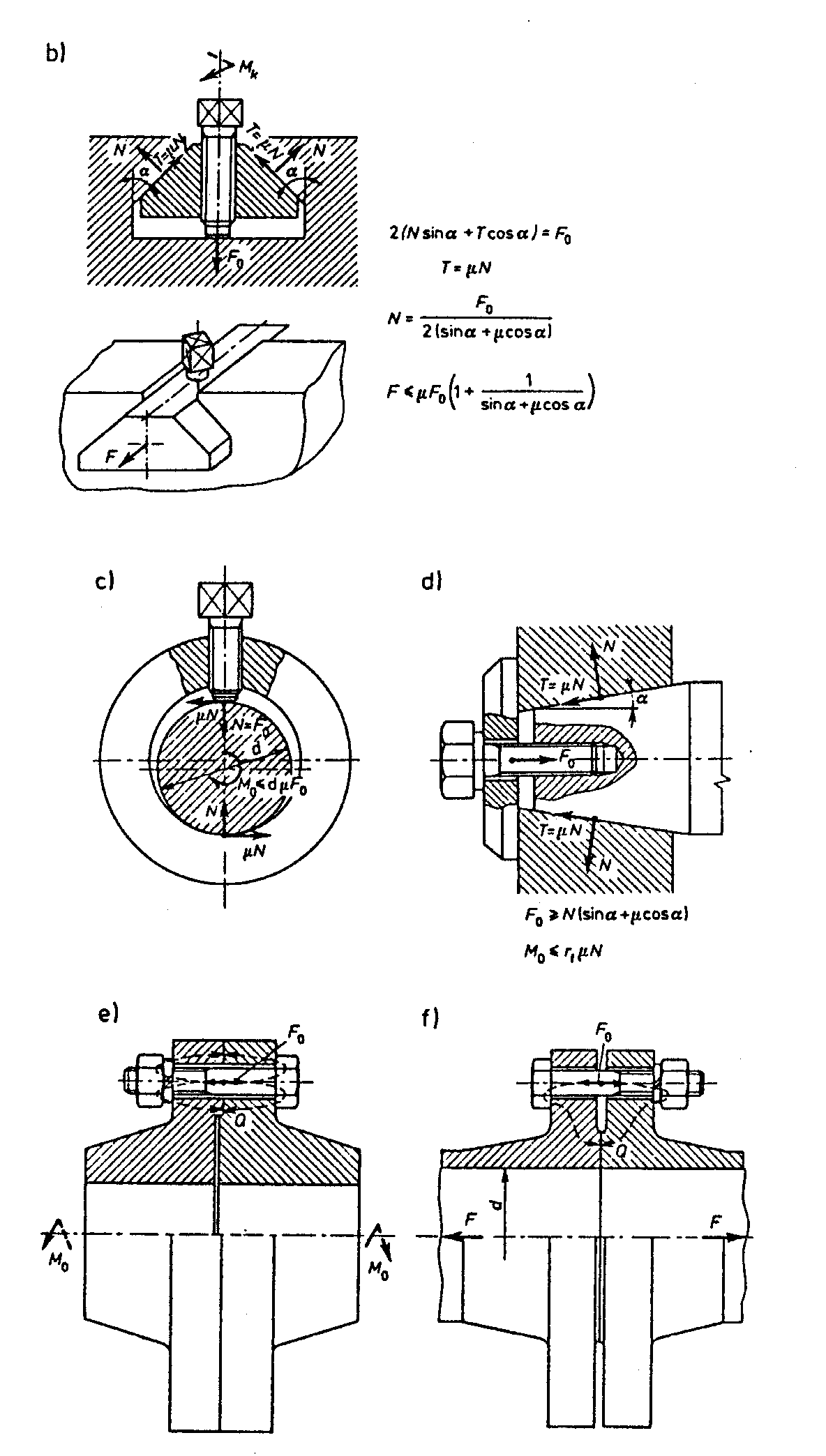
Rys.1.23 cd. Połączenia zaciskowe kształtowo-cierne (b), połączenie czopowe walcowe (c),
połączenia czopowe stożkowe (d), połączenie kołnierzowe (e,f) połączenie zaci-
skowe przenoszące moment obrotowy (g),połączenie zaciskowe przenoszące si-
ły podłużne h).
Rys.1.24 Przykłady poprawnych kołnierzowych połączeń gwintowych.
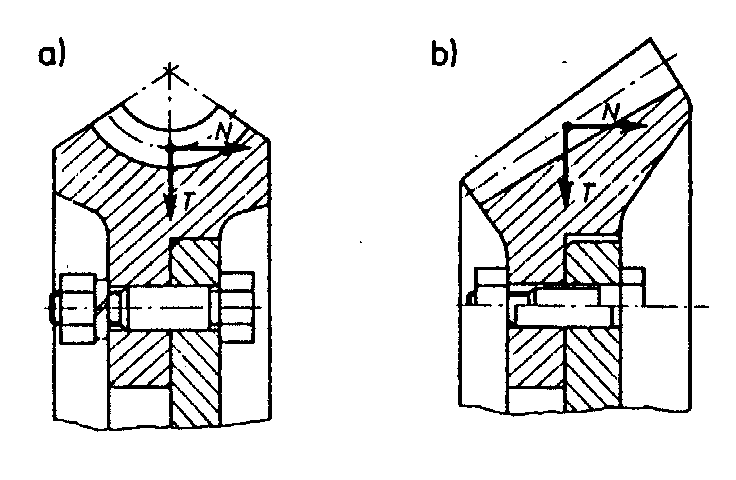
Odnosi się to także do zabiegu montażu połączenia i wyraża się wymaganiem jednakowych napięć wstępnych śrub. Oczywiste i możliwe są zmiany konstrukcyjne powierzchni przylegania elementów łączonych połączeń (m.in. zmniejszenie pól powierzchni przylegania i odsuwanie od ich środków ciężkości, wykorzystanie efektu tarcia pozornego, stosowanie podkładek o dużym współczynniku tarcia). Następnie konstruktor może wykorzystać czynne siły zewnętrzne do wspomagania skutków (zwiększania nacisków na powierzchniach nośnych) wstępnego napięcia śrub (rys1.25b, zwrot siły N) lub też rozdzielić funkcje powierzchni przylegania (rys1.25a, a na nim walcową powierzchnię centrującą i przejmującą siłę T). Najbardziej skuteczne są jednak kształtowe zabezpieczenia (lub wspomaganie) nośności ciernej. Ideą takiego zabezpieczenia wraz ze wskazaniem sposobów jej realizacji przedstawiono na 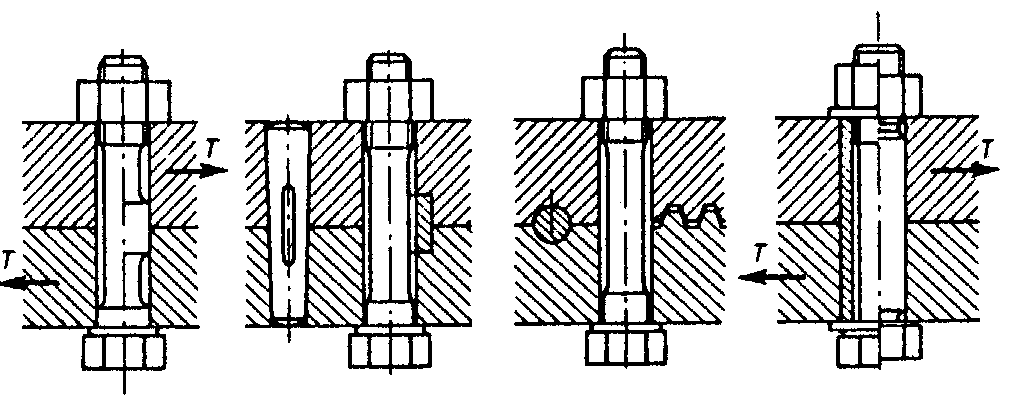
rys.1.25.Podobne sposoby pokazano też na rys. 1.24.
Rys.1.25 Idea kształtowego zabezpieczania i zwiększania nośności ciernych połączeń gwin-
towych.
Większość z podanych zasad kształtowania elementów lub zabezpieczania zdolności przenoszenia obciążeń odnosi się do wielośrubowych wstępnie napinanych połączeń, ale przeznaczonych do przenoszenia sił o kierunkach zgodnych z kierunkiem osi śrub, w tym także przeznaczonych do przenoszenia sił zmiennych. W przypadkach konstruowania takich połączeń dodatkowym celem zabiegów konstrukcyjnych powinno być zagwarantowanie ich liniowej charakterystyki oraz minimalizowanie zmian sił w śrubach. Za korzystne uznać można zabiegi uelastyczniania śrub (w tym także przez stosowanie podkładek sprężystych), zwiększania nacisków na powierzchni przylegania elementów (m.in. przez powiększenie napięć wstępnych śrub i zmniejszenie pól nośnych) czy też zabiegi gwarantujące wysoką dokładność i gładkość powierzchni przylegania.
Jeżeli w połączeniu występują duże siły tnące, stosowane są śruby cylindryczne lub stożkowe ciasno pasowane do otworów (rys.1.26) Pomimo dużego asortymentu normalnych śrub, nie zawsze mogą one zaspokoić wszystkie wymagania i w tych przypadkach muszą być stosowane śruby specjalne. Na rys.1.27 pokazano specjalną śrubę pozwalającą na szybkie uzyskanie połączenia (szybkozłącze).
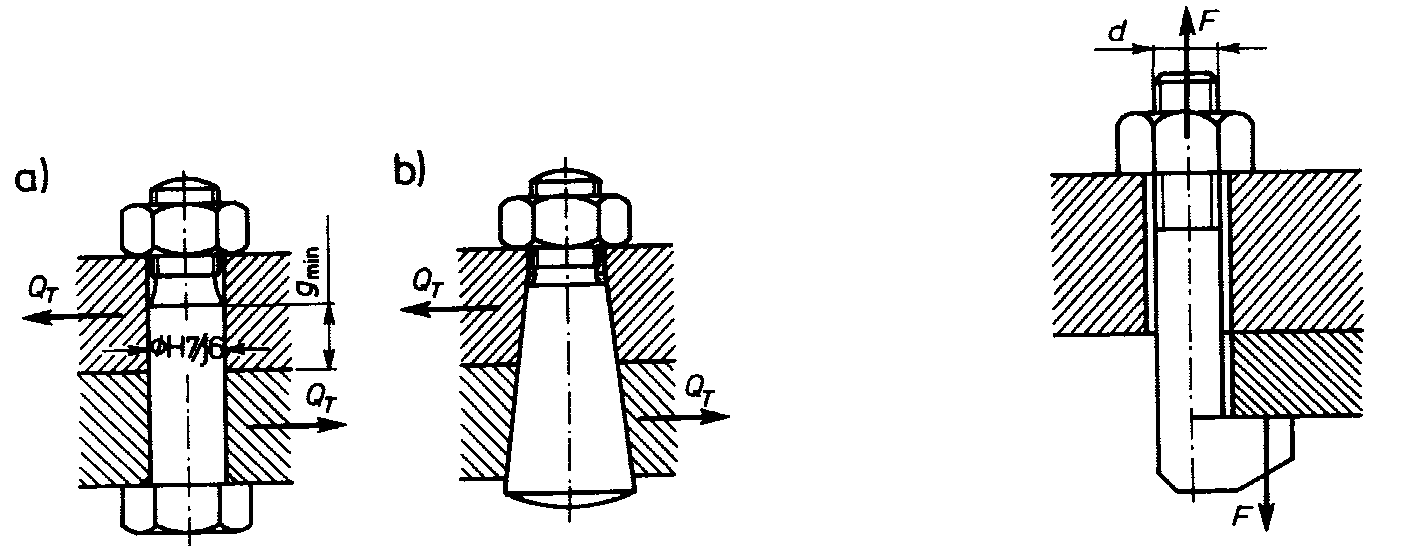
Rys.1.26 Śruba pasowana: a)walcowa, b) stożkowa. Rys1.27 Szybkozłącze.
Zarówno wyjście gwintu, jak i przejście średnicy trzpienia w łeb są karbami, wpływającymi na wytrzymałość zmęczeniową śruby. Kształt śruby należy tak projektować, aby uzyskiwana wytrzymałość na zmęczenia była jak największa.
Przy nacinaniu gwintu na całej długości trzpienia oraz w gwintach walcowych stosuje się wyjście gubione (rys1.28a).Jest ono jednak niekorzystne, ponieważ powoduje spiętrzenie naprężeń, a także, zwłaszcza przy toczeniu gwintów trapezowych - trudności wykonawcze. Lepszym rozwiązaniem jest wyjście podcięte ( rys.1.28b) lub wtoczone (rys.1.28c), przy czym zakończenie gwintu wg rys.1.28b umożliwia całkowite wkręcenie nakrętki - aż do powierzchni oporowej. Pod względem wytrzymałościowym najkorzystniejsze jest wyjście odsadzane (rys.1.28d).
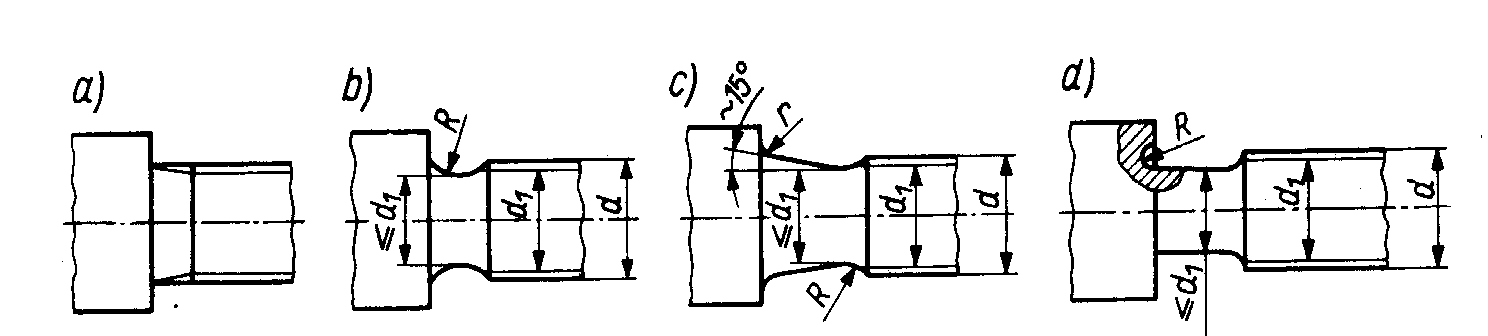
Rys.1.28 Łagodzenie karbu na wyjściu gwintu.
Powierzchnie gwintu i trzpienia śruby powinny być gładkie (np. w granicach Rz=0,32; 0,16μm), ponieważ w przypadku powierzchni o niewielkiej chropowatości uzyskuje się zwiększenie wytrzymałości zmęczeniowej śruby.
Projektowanie mechanizmów śrubowych. Zasadniczym elementem mechanizmu jest zespół śruba - nakrętka, służący do zamiany ruchu obrotowego na postępowy lub postępowo-zwrotny (przy zmiennym kierunku obrotów). Obrót śruby może powodować przesuw nakrętki (rys1.29a) lub śruby (rys.1.29b), zaś obrót nakrętki - przesuw śruby (rys.1.29c) lub nakrętki (rys1.29d).

Rys.1.39 Schematy mechanizmów śrubowych.
Projektowanie tych mechanizmów polega na przyjęciu odpowiedniego rodzaju gwintu (w zależności od warunków pracy mechanizmu), doborze materiału na śrubę i nakrętkę oraz ustaleniu wymiarów śruby z warunków konstrukcyjnych i wytrzymałościowych. W mechanizmach śrubowych najczęściej stosuje się trapezowy zwykły. Gwint drobnozwojowy jest używany w mechanizmach obciążonych niewielkimi siłami oraz przy wymaganej dużej dokładności przesunięć, natomiast gwint grubo zwojowy - przy bardzo dużych obciążeniach, które mogły spowodować szybki zużycie (ścieranie) gwintu zwykłego.
Gwinty trapezowe niesymetryczne stosuje się przy jednostronnym obciążeniu dużymi siłami, np. w śrubach pras itp.
Materiały na śruby i nakrętki mechanizmów powinny być odporne na ścieranie oraz zapewniać uzyskanie małego współczynnika tarcia. Śruby wykonuje się najczęściej ze stali węglowych konstrukcyjnych wyższej jakości (35,40,45 lub 55), a do ciężkich warunków pracy - ze stali stopowych. W celu zwiększenia odporności gwintu na ścieranie stosuje się cyjanowanie lub azotowanie. Nakrętki wykonuje się z tych samych materiałów, co śruby lub z materiałów o niższej wytrzymałości: żeliwa, mosiądzu lub brązu.
W celu zapewnienia sztywności śruby osadza się ją w dwóch gniazdach (łożyskach), umieszczonych na końcach śruby. Rozwiązanie takie jest stosowane np. w śrubach pociągowych obrabiarek. W urządzeniach, w których rolę drugiego gniazda odgrywa nakrętka. W podnośnikach śrubowych śruba jest osadzona tylko na nakrętce, niezbędną sztywność uzyskuje się, więc przez stosowanie nakrętek o większej liczbie zwojów.
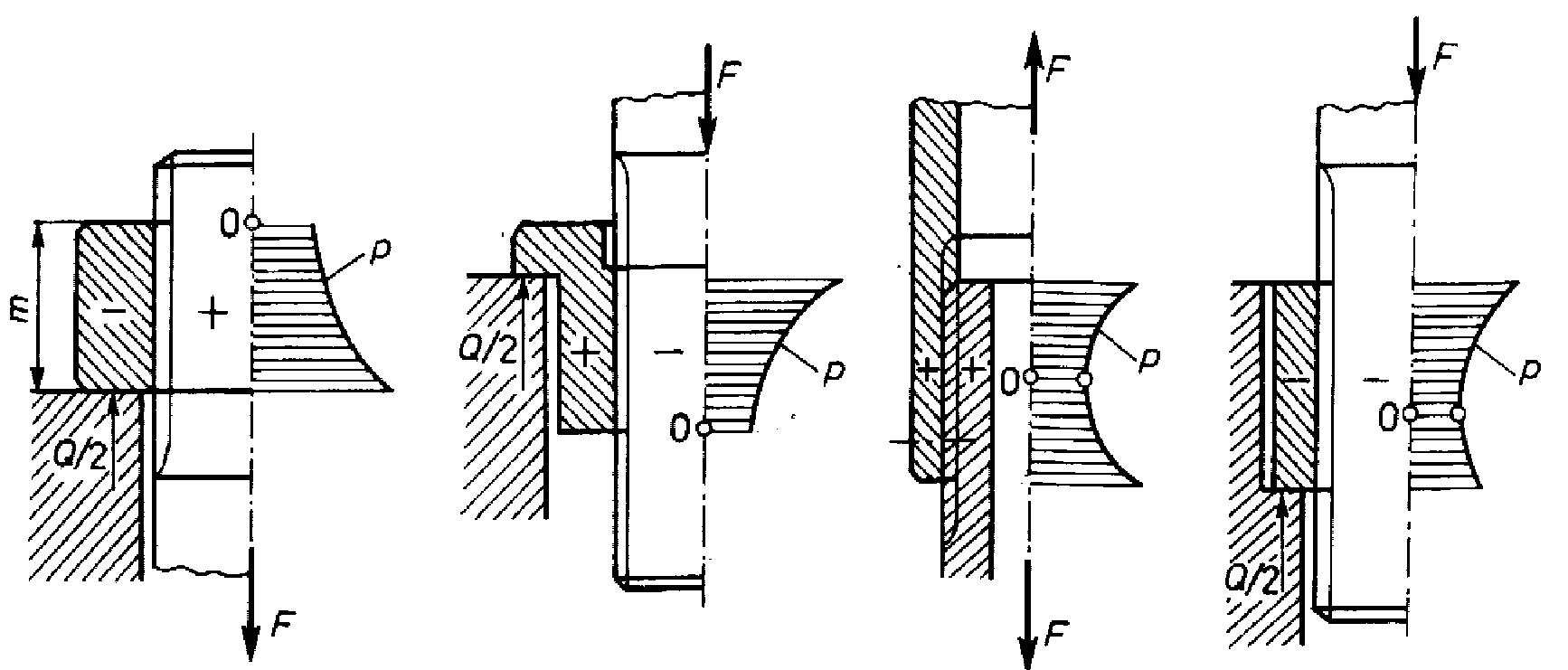
Rys1.30 Wpływ osadzenia nakrętki na rozkład nacisków na gwincie.

Rys.1.31 Niektóre konstrukcyjne rozwiązania osadzenia korony i nakrętki podnośnika.
Nakrętki nieruchome powinny być osadzone ciasno w korpusie urządzenia oraz dodatkowo zabezpieczone przed obrotem. Nakrętki obracające się, (np. napędzie śruby podnośnika) osadza się w korpusie obrotowo, a między powierzchniami oporowymi stosuje się łożyska toczne lub rzadziej ślizgowe.
Mechanizmy należące do grupy mechanizmów tzw. roboczych warsztatowych łączy je ta sama kinematyczna zasada działania, a różni przeznaczenie. Są to z reguły (wyjątkami mogą być uchwyty lub inne śrubowe przyrządy warsztatowe) typowe ruchowe połączenia śrubowe, realizujące zmianę ruchu obrotowego na postępowy (lub postępowego na obrotowy) o współosiowych identycznych gwintach identycznych gwintach śruby i nakrętki. Zamieniany ruch jest okresowy i może być szybki (jak np. w tłoczniach) lub powolny (jak w pozostałych mechanizmach). Napęd śrub (lub nakrętek) może być ręczny lub sterowany mechanicznie i ma zadanie wywołać w mechanizmie siły o wartości umożliwiającej wykonanie użytecznej pracy, np. tłoczenia lub ścinania (tłocznie), prasowania lub zaciskania (prasy, imadła, uchwyty), przemieszczania lub unoszenia (ściągacze, popychacze, podnośniki).
Rodzaj pracy wyznacza wartości roboczych sił lub ich charakter. Tak na, przykład jeśli tłocznia jest przeznaczona do plastycznego kształtowania jakichś elementów konstrukcyjnych, to mogą to być nawet siły udarowe; jeśli ściągacz służy do demontażu łożysk tocznych, to będą to stosunkowo niewielkie, stałe w cyklu roboczym siły; jeśli podnośnik ma służyć do unoszenia wagonu kolejowego, to będą to duże, a przy zmiennych w cyklu roboczym ramionach podparcia wagonu, nawet powolnie zmienne siły ciężaru itd. Do tego, poza nielicznymi wyjątkami, obciążenia mechanizmów omawianej grupy przenoszą się na zmieniającą swą długość (tj. długość przepływu sił) śrubę jako obciążenia ściskające. Oznacza to zmienną w cyklu roboczym również siłę krytyczną. Jednakże są to mechanizmy konstrukcyjnie proste i łatwe w projektowaniu. Dlatego w dalszym ciągu ograniczę się do opisów wybranych przedstawicieli mechanizmów, a przy tym tylko charakterystycznych cech ich konstrukcji.
Na rysunku 1.32 przedstawiono schemat konstrukcyjny tłoczni warsztatowej. Jest to tłocznia o korpusie mającym postać otwartej ramy nośnej i odgrywającym rolę stołu warsztatowego. Mechanizm śrubowy tworzą zaś nakrętka, np. wciskowe osadzona w gniazdo górnej, wspornikowej części ramy, oraz śruba z czopem napędowym, wystającym ponad korpus, i drugim, roboczym, np. ślizgowo współpracującym z dnem gniazda suportu. W mechanizmie tym mamy nieruchomą nakrętkę, co oznacza, że obracająca się śruba przemieszcza się względem nakrętki, a ten ruch postępowy przekazuje na styku swego czopa suportowi, prowadzonego w prowadnicach korpusu. Jak widzimy, jest tu zrealizowana inna niż w mechanizmach śruby pociągowej zasada kinematyczna, a pewne podobieństwo dotyczy realizacji pracy użytecznej.
Mechanizm śrubowy tłoczni nie może być samohamowny i powinien się charakteryzować dużą sprawnością. Z tego powodu nakrętka powinna być wykonana z materiału tworzącego z materiałem śruby parę cierną o możliwie małym współczynniku tarcia (np. ze stopu miedzi). To samo odnosi się do wkładki ślizgowej suportu. Następnie spośród możliwych do zastosowania najkorzystniejszy jest (również wytrzymałościowo) wielozwojny gwint o niesymetrycznym zarysie trapezowym (mały kąt boku pracującego). Ponadto roboczy czop śruby zakończony powinien być kulistą powierzchnią ślizgową o możliwie małym promieniu tarcia, ale równocześnie dającą równomierny i osiowosymetryczny (względem osi śruby) rozkład nacisków.
Nośność gwintu (nakrętki), śruby i korpusu tłoczni wyznaczają siły tłoczenia Q oraz towarzyszące ruchowi suportu siły tarcia T w jego prowadnicach.
Rys. 1.32 Schemat konstrukcyjny tłoczni.
Zauważmy (rys. 1.32c, gdzie pokazano rozkłady obciążenia śruby), że nośność ściskanej śruby może wyznaczyć jej siła krytyczna (model wyboczeniowy pokazano na rys. 1.32b) lub wytrzymałość śruby na skręcanie w jej przekrojach ponad nakrętką.
Zauważmy, że do wyposażenia tłoczni należą (nie pokazane na rys. 1.33) elementy wiążące suport ze śrubą, uchwyty matryc lub narzędzi oraz elementy napędu (np. przy napędzie ręcznym stosowane koło zamachowe). Również korpus tłoczni może mieć inną postać, np. zamkniętej ramy. Są to jednak mniej ważne szczegóły.
Postać konstrukcyjna i zasada kinematyczna mechanizmu śrubowego pras warsztatowych, skądinąd historycznego (prasa Gutenberga) mechanizmu, odpowiada postaci konstrukcyjnej i kinematyce tłoczni. Jednak w tych konstrukcjach sprawność jest sprawą drugorzędną, a gwinty śruby i nakrętki powinny być z zasady samohamowne. Zasadą pracy prasy śrubowej jest, bowiem utrwalenie, po zaciśnięciu obrabianego przedmiotu lub prasowanego tworzywa, sił nacisku na okres wymagany technologią obróbki, prasowania lub klejenia. Stąd też wynika, że siły obciążające prasę i jej elementy są statyczne. W przypadku postaci konstrukcyjnej prasy odpowiadającej schematowi tłoczni z rys. 1.32, śruba tłoczni jest ściskana, czego można uniknąć, zmieniając zasadę kinematyczną na podobną Jak w śrubach pociągowych, np. wprowadzając ruchomą nakrętkę. Pokrewna prasie konstrukcja warsztatowa to imadło (rys. 1.33). Realizowana jest w nim zasada rzymskiej nakrętki - obrotowy ruch śruby wywołuje przeciwbieżny ruch postępowy nakrętek i nacisk (lub jego zwalnianie przy zmianie kierunku obrotów śruby)
Rys. 1.33 Schemat konstrukcyjny imadła.
na elementy robocze, napędzane przez nakrętki. Możliwe jest to po zastosowaniu jednocześnie lewo- i prawozwojnego gwintu na gwintowanych końcach śruby. Dodajmy, że śruba, jak to zauważymy na podstawie wykresów (rys. 1.33b) jej obciążenia, jest niezależnie od kierunku ruchu rozciągana i skręcana momentem oporu ruchu gwintu na długości rozciągania oraz podwójnym momentem oporu ruchu gwintu na części po stronie czopa napędowego.
Konieczność zachowania samohamowności mechanizmu oznacza, że w mechanizmie tym są korzystne duże współczynniki tarcia i gwinty o małym kącie nachylenia zwojów, a więc nie ma potrzeby różnicowania materiałów, a gwinty mogą być jednozwojne, o małym skoku i o dużych kątach roboczego boku zarysu.
Przy konstruowaniu pras (podobnie jak i tłoczni) uwzględnić należy wymaganie dużej sztywności układu. To wymaganie wynika z potrzeby równomierności nacisku, zwykle na dużych powierzchniach. Powinno zaś być realizowane przez duże przesztywnienie korpusu, zwłaszcza suportu i stołu.
Oprócz przedstawionego imadła również inne uchwyty lub przyrządy warsztatowe są konstruowane według zasady działania prostego mechanizmu śrubowego. Przykładami mogą tu służyć konstrukcje uchwytu tokarskiego (rys. 1.35), uchwytów wiertarskich (rys. 1.36), ściągacza (rys. 1.37) lub popychacza (rys.1.38). Są to mechanizmy niekiedy o dość odległym pokrewieństwie (np. uchwyty wiertarskie, które są dość bliskie także spoczynkowych połączeń gwintowych) względem mechanizmu prasy czy tłoczni, niemniej jako różne mutacje kinematyczne pozostają mechanizmami śrubowymi.
W przykładach uchwytów (rys. 1.34 i 1.35) można znaleźć ideę prasy (służącą realizacji trwałego i stałego w czasie zacisku przedmiotu obrabianego) oraz poznane zasady kinematyczne (wykorzystane jednak w dość ograniczonym zakresie). W pokazanym uchwycie tokarskim znajdujemy realizację mechanizmu śrubowego
Rys.1.34 Schemat konstrukcyjny uchwytu tokarskiego.
Rys.1.35 Schemat konstrukcyjny uchwytu wiertarskiego.
o osiach zwichrowanych (δ=π/2), ale w jego szczególnym przypadku. W tej konstrukcji następuje zamiana ruchu obrotowego śruby na ruch postępowy zębatki śrubowej, przemieszczającej się w prowadnicach korpusu. Ponieważ uchwyt służy trwałemu zaciskowi obrabianych przedmiotów (jest to uchwyt z niezależnym napędem szczęk-zębatek, służący mocowaniu przedmiotów niesymetrycznych), również tutaj powinien być stosowany gwint samohamowny o małych kątach γ.
Rys.1.36 Schemat konstrukcyjny ściągacza.
Rys.1.37 Schemat konstrukcyjny popychacza.
W uchwytach wiertarskich z kolei pokazana idea konstrukcyjnego wzmocnienia sił nacisku lub, inaczej biorąc, idea zmniejszania wymaganej nośności gwintu oparta na korzystnym z tego względu efekcie klina (w przypadku uchwytu z rys. 1.34b nawet podwójnego klina).Gwint uchwytów wiertarskich to z reguły drobnozwojny metryczny gwint samohamowny.
Żadnych wątpliwości, co do zakwalifikowania w poczet mechanizmów śrubowych nie mogą wzbudzić przykłady konstrukcji ściągacza lub popychacza, bo łatwo tu znajdziemy już omawiane zasady kinematyczne. Natomiast warto zwrócić uwagę na rozkłady obciążeń śrub (rys. 1.37c i 1.38c) oraz na modele wyboczeniowe śrub (rys. 1.37b i 1.38b). Ponadto w konstrukcji popychacza spostrzegamy realizację zasady rzymskiej nakrętki. W innym, niż pokazane na rys. 1.39a, zastosowaniu popychacz może także pełnić funkcję podnośnika.
Podnośniki śrubowe, w znanych z zastosowań postaciach konstrukcyjnych, są mechanizmami o kinematyce podobnej do omówionej w poprzednich przykładach konstrukcyjnych. Mamy tu do czynienia z zamianą ruchu obrotowego nakrętki na ruch postępowy śruby (podnośniki z napędzaną nakrętką) lub z ruchem śruby jednocześnie obrotowym i postępowym względem nieruchomej nakrętki (podnośniki z napędzaną śrubą), lub też z wykorzystaniem odpowiednio zmodyfikowanej zasady rzymskiej nakrętki (podnośniki dwuśrubowe). Są to przy tym mechanizmy o osiach równoległych i o gwintach wewnętrznie sprzężonych. Oprócz zasad kinematycznych rozróżnia je postać konstrukcyjna (np. podnośniki służące do podnoszenia dużych ciężarów są budowane w masywnych korpusach; podnośniki mniejszej nośności są konstruowane jako lekkie rurowe konstrukcje nośne, przy czym funkcję korpusu spełniać mogą same śruby lub ogólniej rozumiane nakrętki); przeznaczenie (np. podnośniki samochodowe lub podnośniki pozwalające obok unoszenia na poziome przemieszczanie ciężaru - tzw. podnośniki na sankach), czy też znak obciążeń śrub (podnośniki o śrubach rozciąganych lub ściskanych).
Wybrane przykłady i schematy konstrukcyjne podnośników pokazano na rys. 1.38—1.43. Są to: podnośnik wagonowy o masywnym korpusie, o dużym udźwigu i rozciąganej śrubie (rys. 1.38), podnośniki jednośrubowe lekkie z napędzaną śrubą (rys. 1.39) i napędzaną nakrętką (rys. 1.40), podnośniki dwuśrubowe teleskopowe z napędzaną śrubą (rys. 1.41) i napędzaną nakrętką (rys. 1.42) oraz podnośnik dwuśrubowy sumowy (rys. 1.43). W podnośnikach z rys. 1.39—1.43 śruby są zawsze ściskane (por. wykresy obciążeń elementów z fragmentów obciążeń), również są ściskane nakrętki-korpusy czy w podnośnikach dwuśrubowych nakrętki-śruby.
W związku z tym korpusy i drugie śruby również podlegają sprawdzeniu względem sił krytycznych, chyba że ich smukłość jest mniejsza od smukłości śruby, co oznacza (tablica 1.31 str. 61) większą siłę krytyczną. Potrzebne do obliczeń sił krytycznych modele sygnalizują schematy umieszczone na odnośnych rysunkach.
Każdy z przedstawionych podnośników może być rozbudowany o mechanizm śrubowy poziomego przesuwu ciężaru (wspomniane już sanki). Jeśli zachodzi taka potrzeba, to zwykle sanki te umieszcza się w podstawie korpusu (stąd ta potoczna nazwa). Idea i postać mechanizmu poziomego przesuwu podnośnika jest identyczna z wykorzystanymi w konstrukcji śruby pociągowej (śruba pociągowa w tokarce).
W przypadku podnośników z rys. 1.39 i 1.40 ruch obrotowy i postępowy śruby występuje jednocześnie.
Zamianę ruchu obrotowego nakrętki na ruch postępowy śruby zauważamy w podnośnikach o schematach konstrukcyjnych pokazanych na rys. 1.40 i 1.42. W podnośnikach wagonowych lub samochodowych (patrz rys. 1.38) mamy z kolei
Rys.1.38 Schemat konstrukcyjny podnośnika wagonowego.
Rys.1.39 Schemat konstrukcyjny podnośnika napędzanego śrubą.
Rys.1.40 Schemat konstrukcyjny podnośnika napędzanego nakrętką.
Rys.1.41 Schemat konstrukcyjny podnośnika teleskopowego.
Rys.1.42 Schemat konstrukcyjny podnośnika teleskopowego.
Rys.1.43 Schemat konstrukcyjny podnośnika sumowego.
zamianę ruchu obrotowego śruby na postępowy nakrętki. Schemat konstrukcyjny z rys. 1.43 odpowiada realizacji zasady rzymskiej nakrętki. Gdy odpowiada on zrealizowanej zasadzie popychacza (patrz rys.1.37), tj. przy prawoskrętnym gwincie górnej (pierwszej) śruby i lewoskrętnym gwincie korpusu, wówczas rzymskiej nakrętce odpowiada śruba środkowa (druga), pełniąca funkcję i nakrętki względem śruby pierwszej, i śruby względem korpusu. W przypadku ruchu takiego mechanizmu każdemu obrotowi śruby drugiej towarzyszy przemieszczanie się roboczej głowicy śruby pierwszej o wartość równą sumie skoków zastosowanych gwintów. Stąd też te mechanizmy są nazywane podnośnikami sumowymi. W mechanizmach o tej samej kinematyce łatwo też uzyskać różnicowy efekt ruchu (jednemu obrotowi drugiej śruby towarzyszy przemieszczanie głowicy pierwszej śruby, równe różnicy skoków gwintów) i jest to realne przy zachowaniu tego samego kierunku skrętu zwojów obu zastosowanych gwintów. Tak skonstruowane podnośniki noszą nazwę podnośników różnicowych,
Tablica 1.31 Współczynnik wpływu zamocowania na wartość siły i obrotów krytycznych.
Nr przypadku |
K |
K |
I |
0,25 |
1 |
II |
1 |
3 |
III |
2 |
4,5 |
IV |
4 |
6,75 |
n
=
; F
=
x
=3, x
=0,8, E=210 000 MPa,
, S-pole przekroju.
Należy zauważyć, że we wszystkich podnośnikach jest wykonywany raczej ruch powolny oraz że w podnośnikach sumowych i różnicowych jest to ruch jednoczesny obu śrub, a w podnośnikach teleskopowych (rys. 1.41 i 1.42) osobno następujący po sobie ruch śrub pierwszej i drugiej. Podnośniki różnicowe wyróżnia przy tym początkowe wzajemne usytuowanie śrub (pierwsza lub druga śruba maksymalnie wykręcona względem własnej nakrętki), co wynika z zasady efektu różnicowego i nie jest wymagane w innych podnośnikach. Powolność ruchu to także statyczne działanie obciążeń, a więc i niższe wymagania materiałowe.
Podnośniki powinny być konstruowane jako mechanizmy samohamowne, co jest bezwarunkowe w podnośnikach o schemacie z rys. 1.38 i konieczne w podnośnikach z napędem ręcznym. W związku z tym sprawność tych mechanizmów jest mała i nie może być poprawiona przez zastosowanie gwintów wielokrotnych. Jeśli samohamowność mechanizmu zapewnia tarcie na powierzchniach gwintu, to poprawę sprawności podnośników można uzyskać przez zabiegi zmniejszające współczynnik lub promienie tarcia na powierzchniach oporowych nakrętek lub śrub (włącznie z zastąpieniem tarcia ślizgowego tarciem tocznym). Dodajmy, że podnośniki sumowe, dzięki efektowi sumowania skoków gwintów i niewystępowania dodatkowych oporów ruchu, mogą mieć większą sprawność.
Samohamowność podnośników pozostawia mały margines swobody wyboru zarysu gwintu. Przeważnie będą to gwinty trapezowe symetryczne, co jest uzasadnione zwłaszcza przy dużych udźwigach tych mechanizmów.
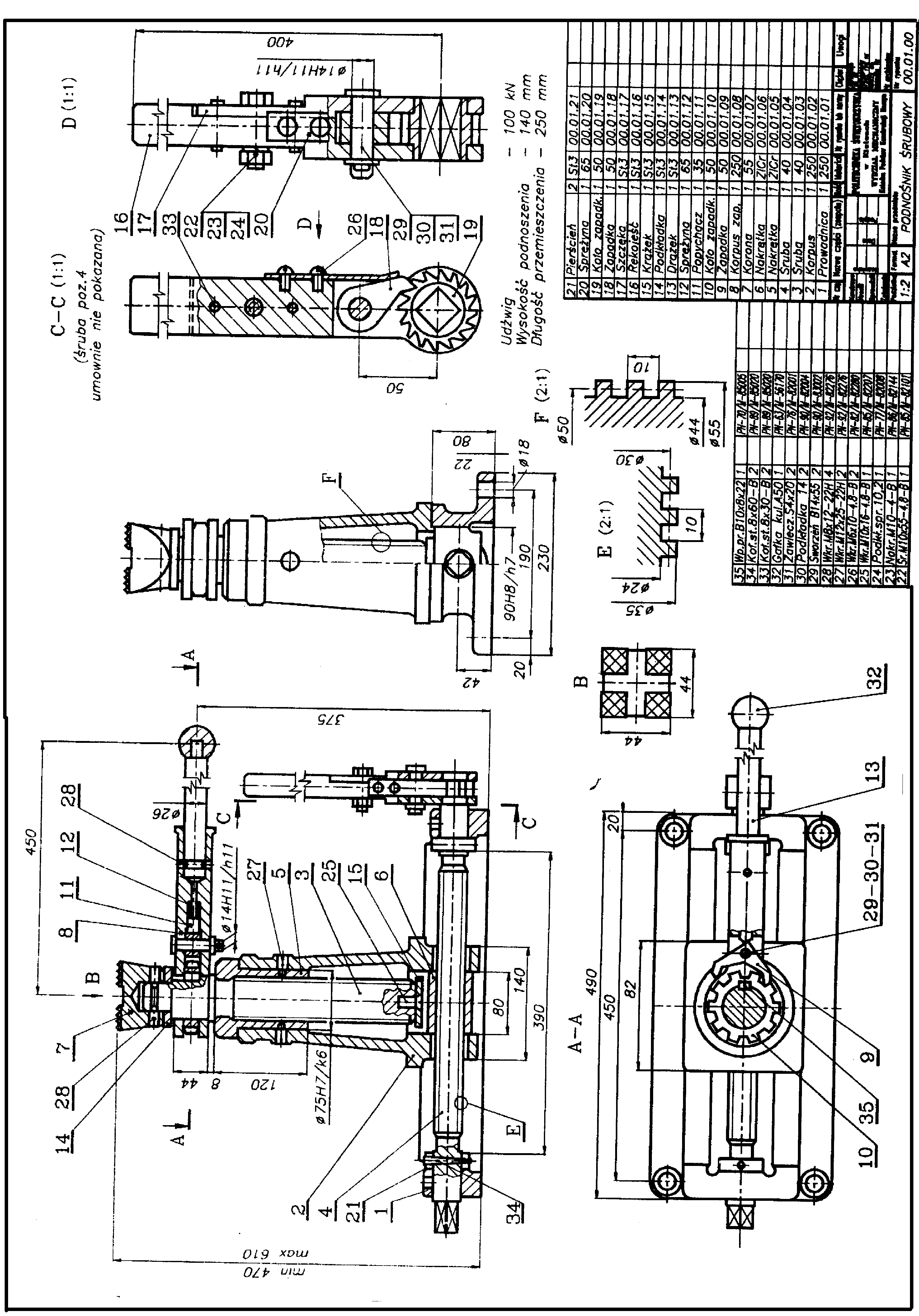
1.1.3 Przykłady mechanizmów śrubowych i rysunków wykonawczych śrub i
nakrętek.
Rys 1.44 Podnośnik śrubowy.
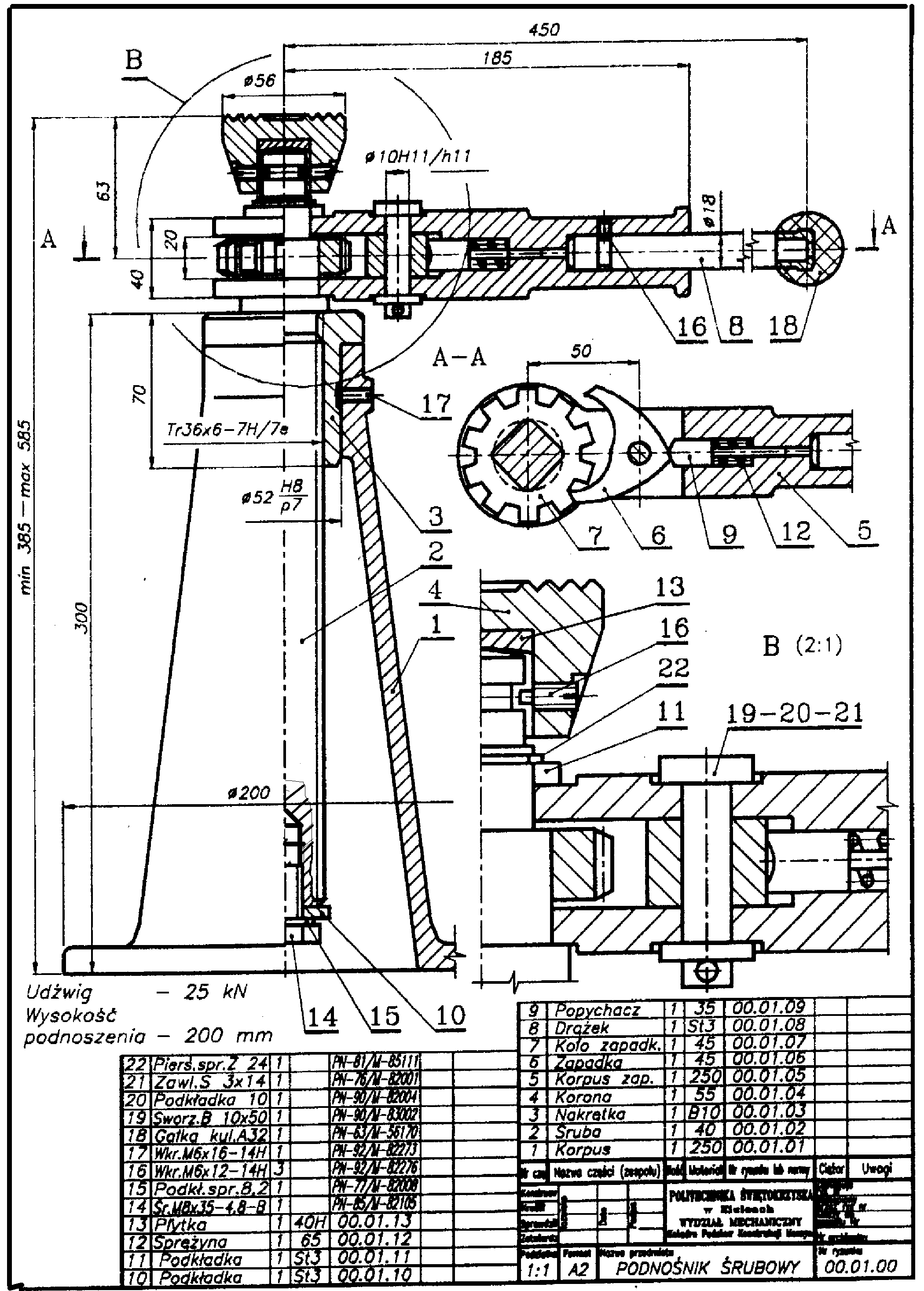
Rys 1.45 Podnośnik śrubowy.
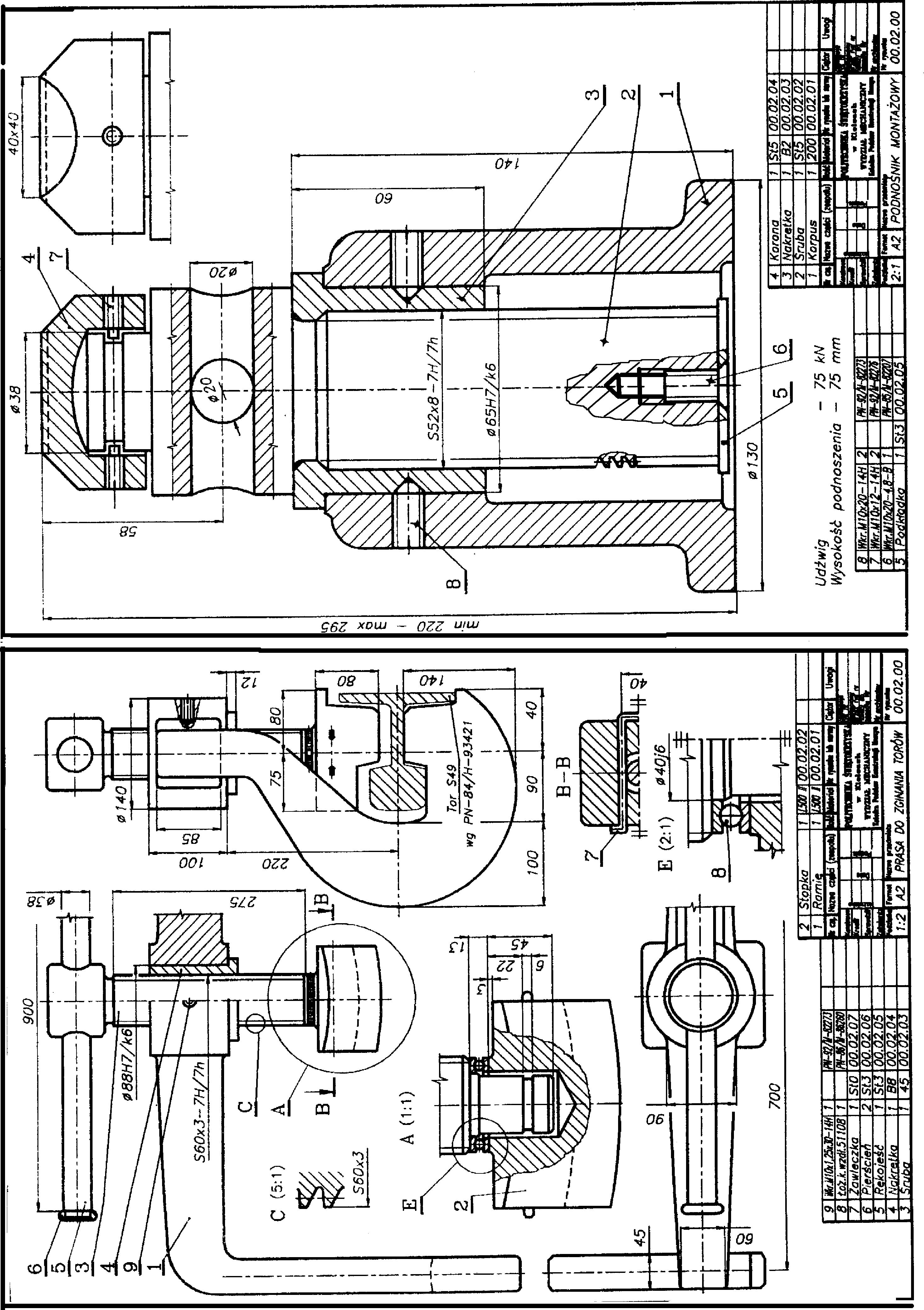
Rys 1.46 Prasa do zginania torów i podnośnik montażowy.
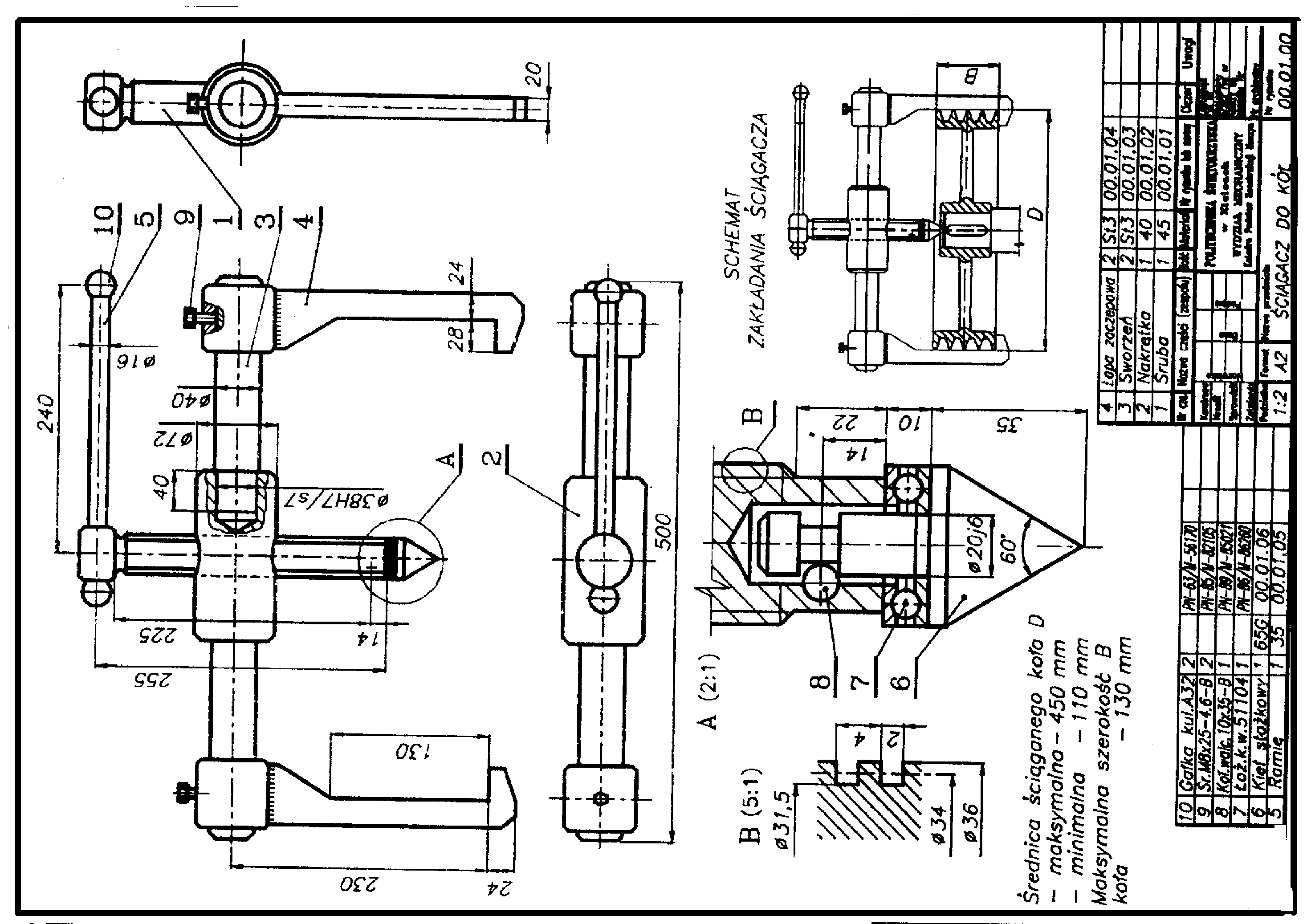
Rys 1.47 Prasa i ściągacz.
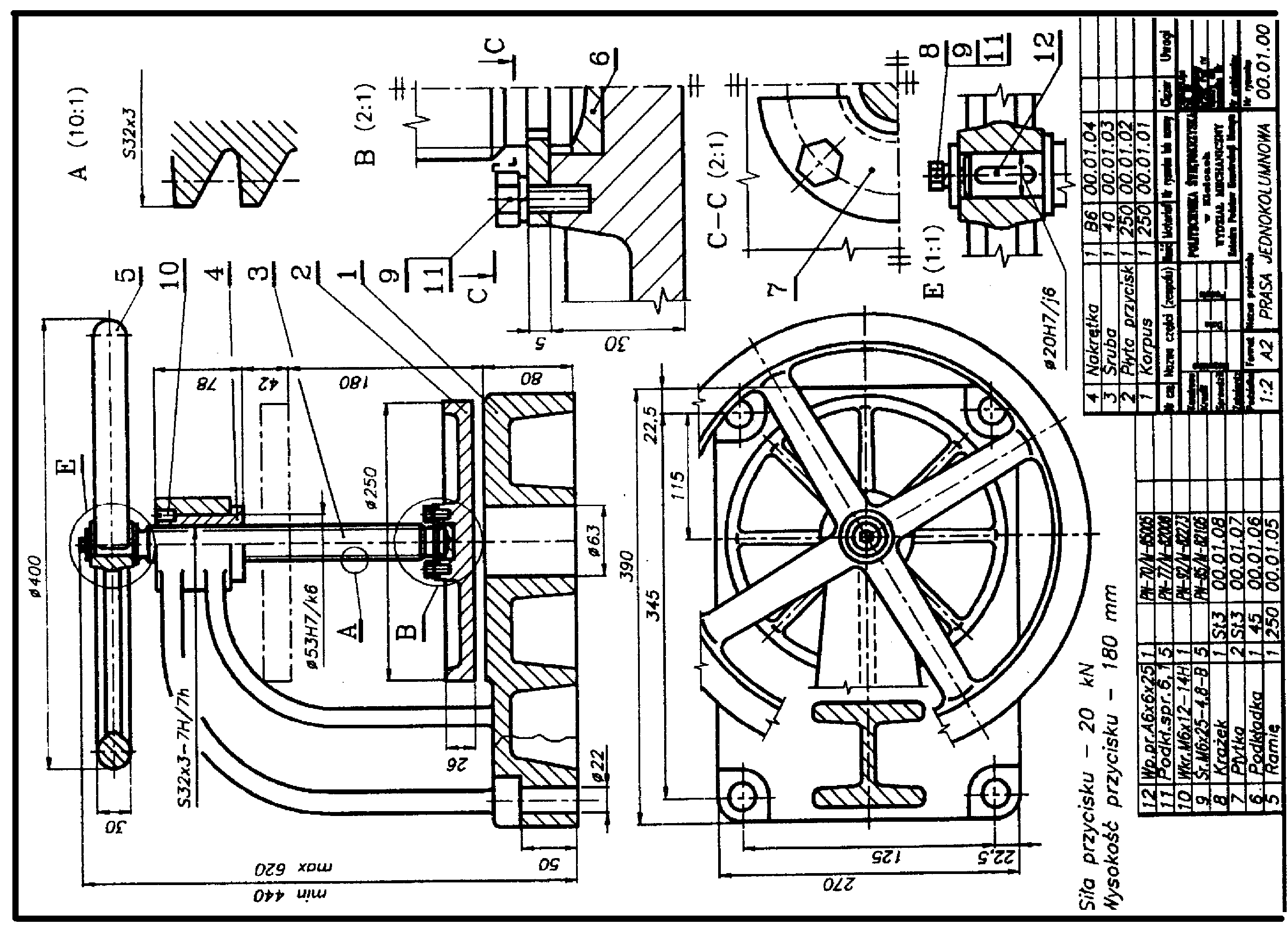
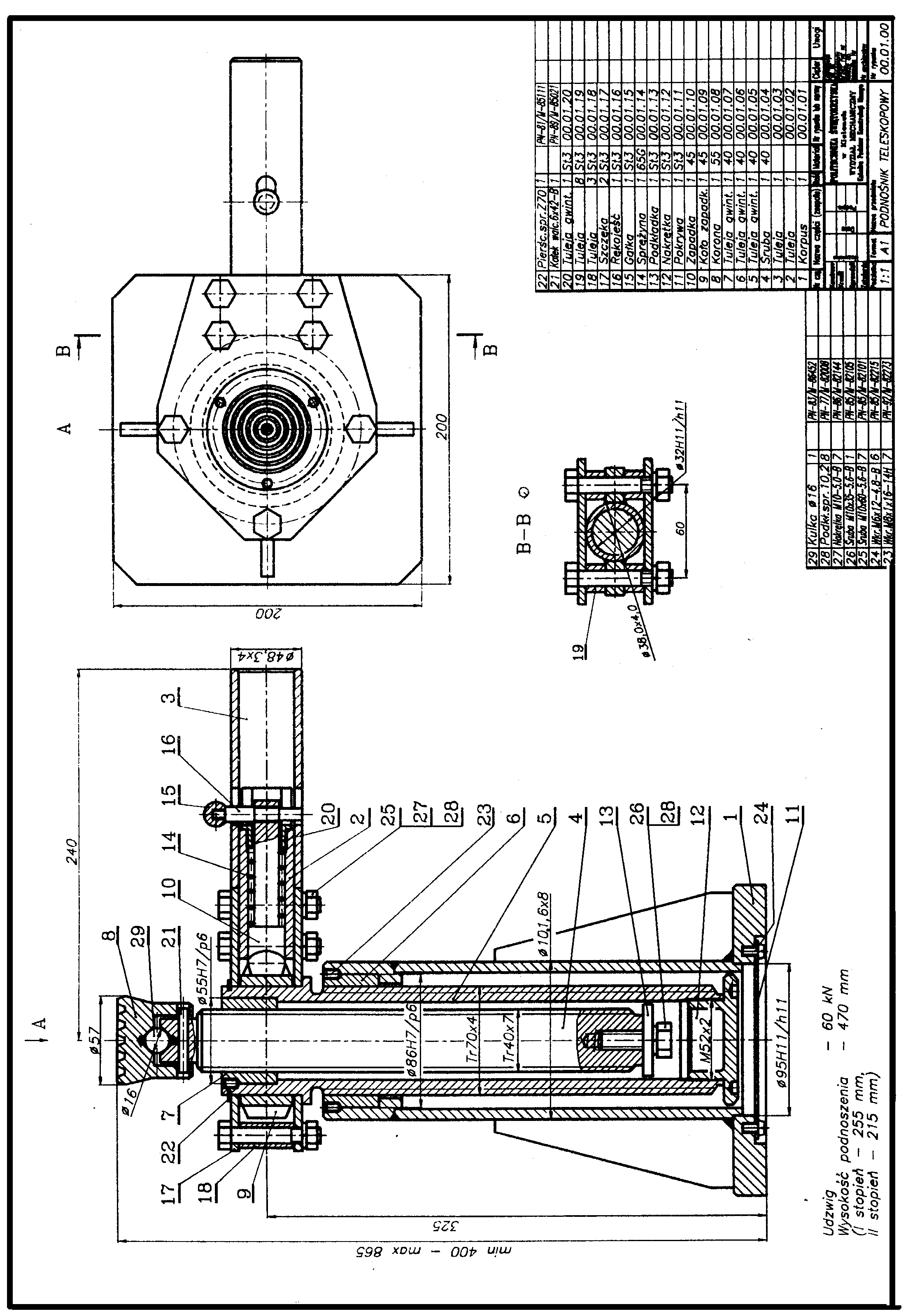
Rys 1.48 Podnośnik teleskopowy.
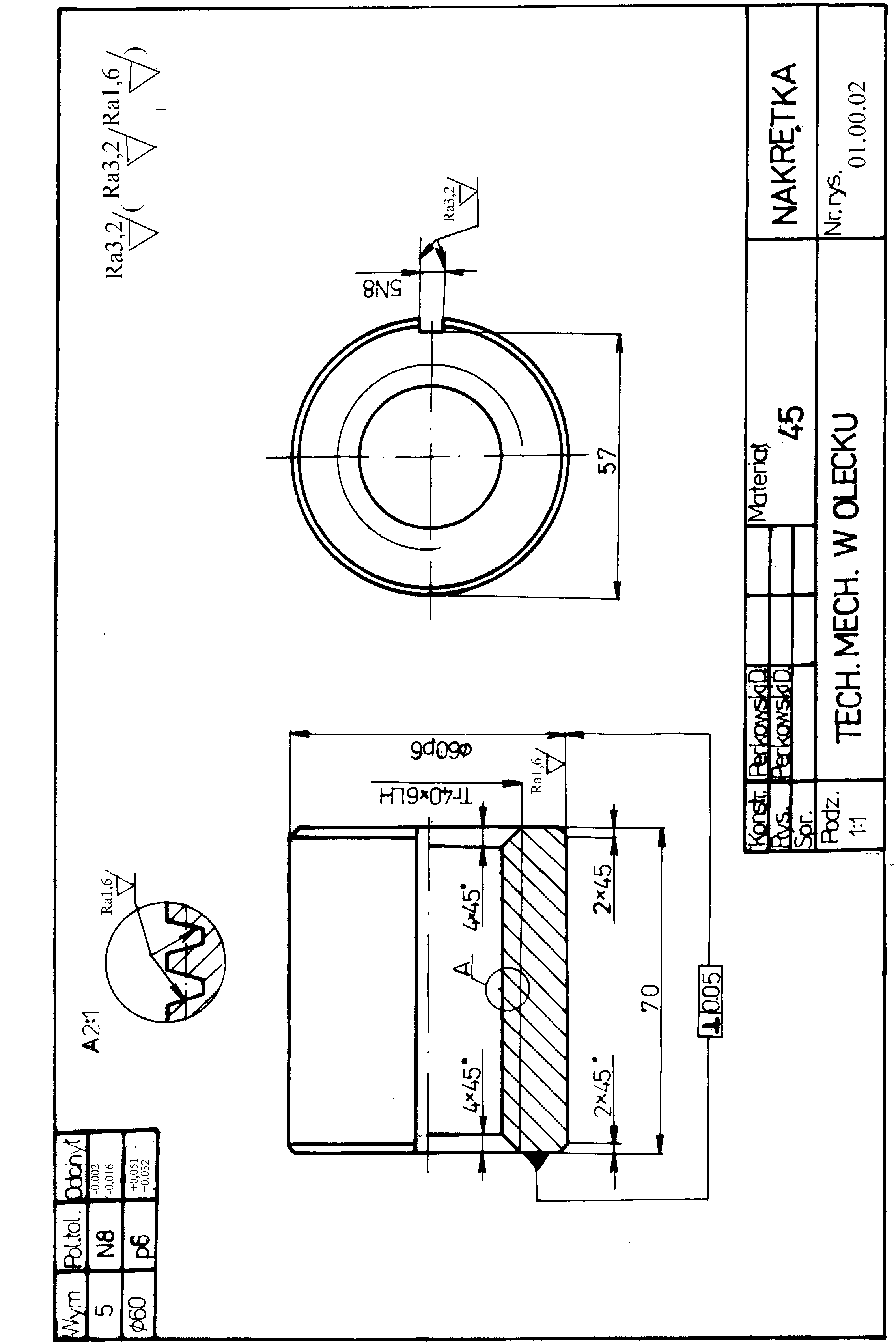
Rys. 1.49 Nakrętka.
Rys. 1.50 Śruba.
Rys. 1.51 Nakrętka. 1.2 Elementy ustalające.
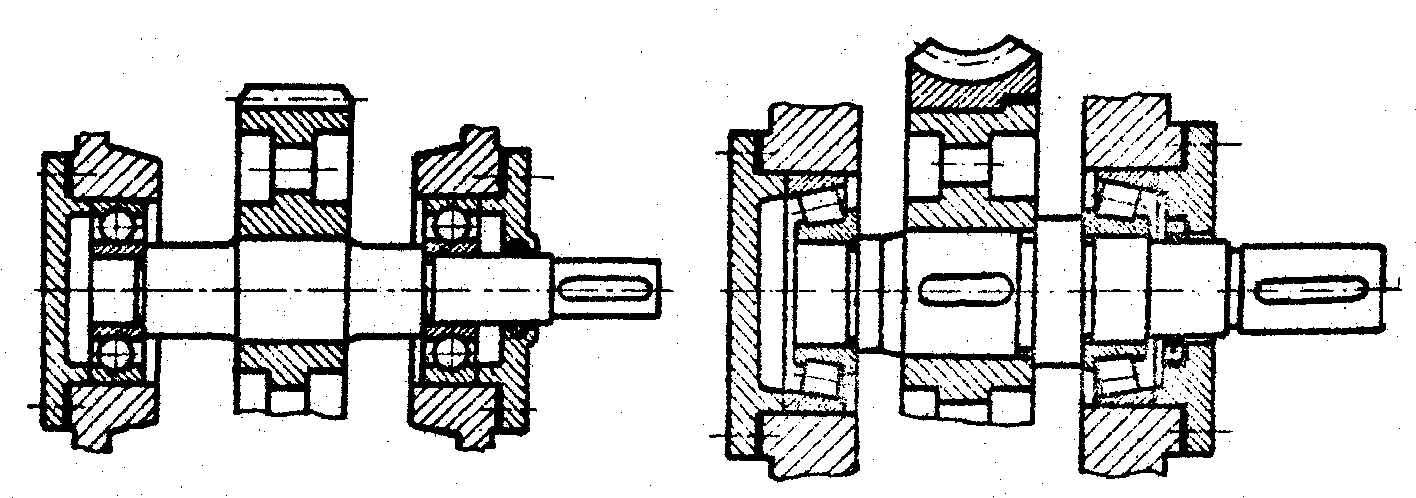
Połączenie typu wał - tuleja (piasta) wymagają najczęściej ustalenia położenia osiowego. Wybór sposobu ustalenia piasty na wale zależny jest od obciążalności połączenia, wymagań dotyczących centrowania, wyważania, cech geometrycznych piasty itp. Istotny wpływ ma rodzaj zastosowanego pasowania oraz względna długość połączenia (l/d - stosunek długości połączenia do średnicy wału). Przy małych długościach połączenia (l/d<1) dobre centrowanie zapewnia jedynie pasowanie wtłaczane. Dlatego też np. w połączeniu koła zębatego o zębach prostych z wałem przedstawionym na rys. 1.52a jest zbędna powierzchnia oporowa. Powierzchnia oporowa jest niezbędna w przypadku połączenia ślimacznicy (koło stożkowe) z wałem (rys. 1.52b). Ślimacznica powinna być jednoznacznie osadzona na wale, gdyż od tego zależy jakość współpracy ślimacznicy ze ślimakiem.
a) b)
Rys. 1.52 Przykład ustalenia koła o zębach prostych i ślimacznicy na wale.
Zalecane długości połączenia przy pasowaniach mieszanych wynoszą l/d= 1-1,5 przy pasowaniach ruchowych, suwliwych i obrotowych ciasnych l/d>1,5.
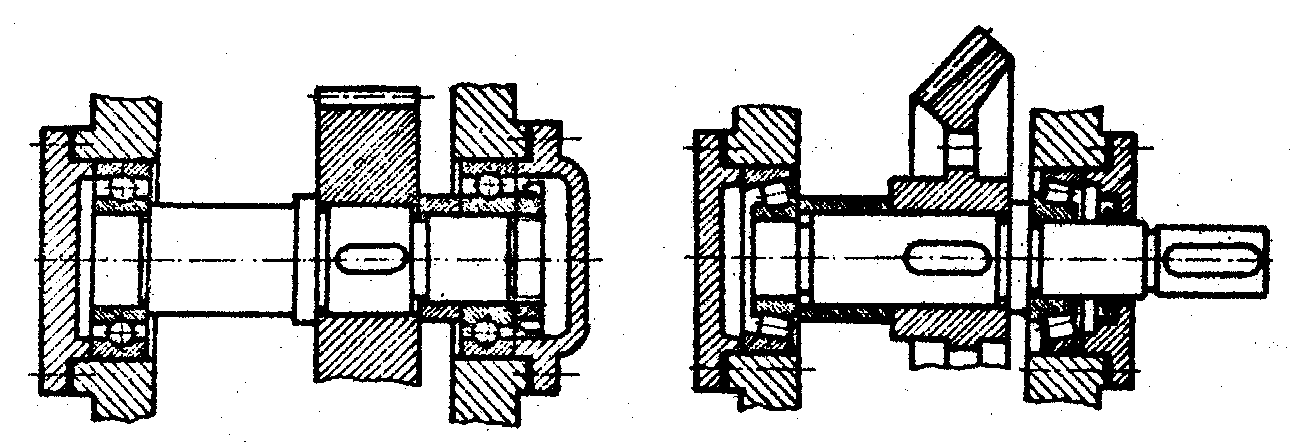
Przy małej długości połączenia (l/d<1) oraz pasowaniach mieszanych lub ruchowych stosowane są dodatkowe elementy zabezpieczające. Rysunek 1.53a przedstawia połączenie, w
a) b)
Rys.1.53 Ustalenie wzdłużne na wale koła walcowego i stożkowego.
którym koło dociskane jest do odsadzenia wału za pomocą nakrętki. Na rysunku 1.39b przedstawiono połączenie, w którym docisk koła do osadzenia wału wywołuje pokrywa łożyska (poprzez łożysko oraz tuleję dystansową).
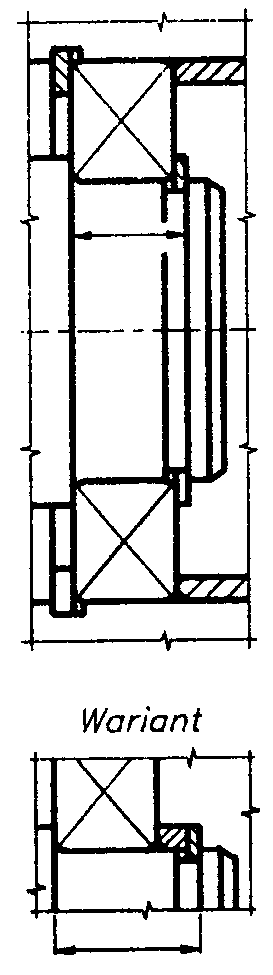
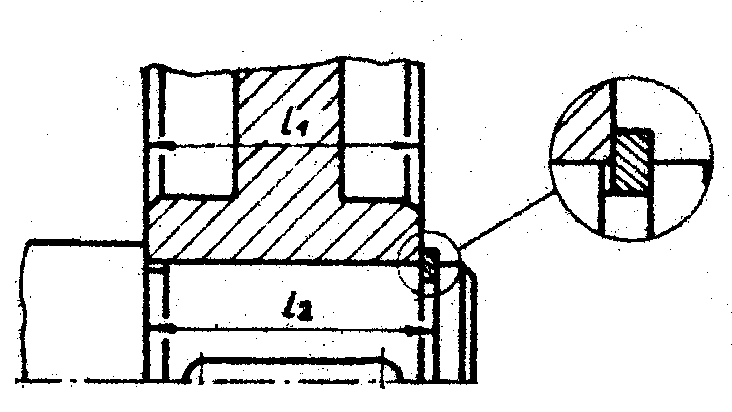
Elementy na wałach mogą być zabezpieczane również za pomocą sprężynujących pierścieni osadczych (rys. 1.54, tablica 1.32 str.72). Pierścienie te mogą przenieść znaczne obciążenie osiowe. Wartość dopuszczalnych obciążeń podano w tablicy 1.32 str.72. Obciążenia te są jednak mniejsze od obciążeń przenoszonych przez odsadzenie oraz tuleje dystansowe. Do wad połączeń z pierścieniami sprężynującymi należą - koncentracja naprężeń w strefie kanału oraz brak docisku elementów w kierunku osiowym.
Rys. 1.54 Ustalenie koła i łożyska za pomocą pierścienia sprężynującego osadczego.
Pierścienie sprężynujące stosowane są zabezpieczeń połączeń długości l/d>1 na końcach wałów, bowiem w przekrojach tych koncentracja naprężeń nie ma istotnego znaczenia. Zaletą pierścieni sprężynujących jest prostota, mały ciężar oraz zwartość. Długość piasty (l1) oraz długość krawędzi kanału od powierzchni oporowej wału (l2) (rys.1.54) winny być stolerowane. Tolerancja wymiarów powinna umożliwiać montaż (pierścień należy włożyć do kanału po założeniu elementu), zapewniając jednocześnie dobre ustalenie elementu.
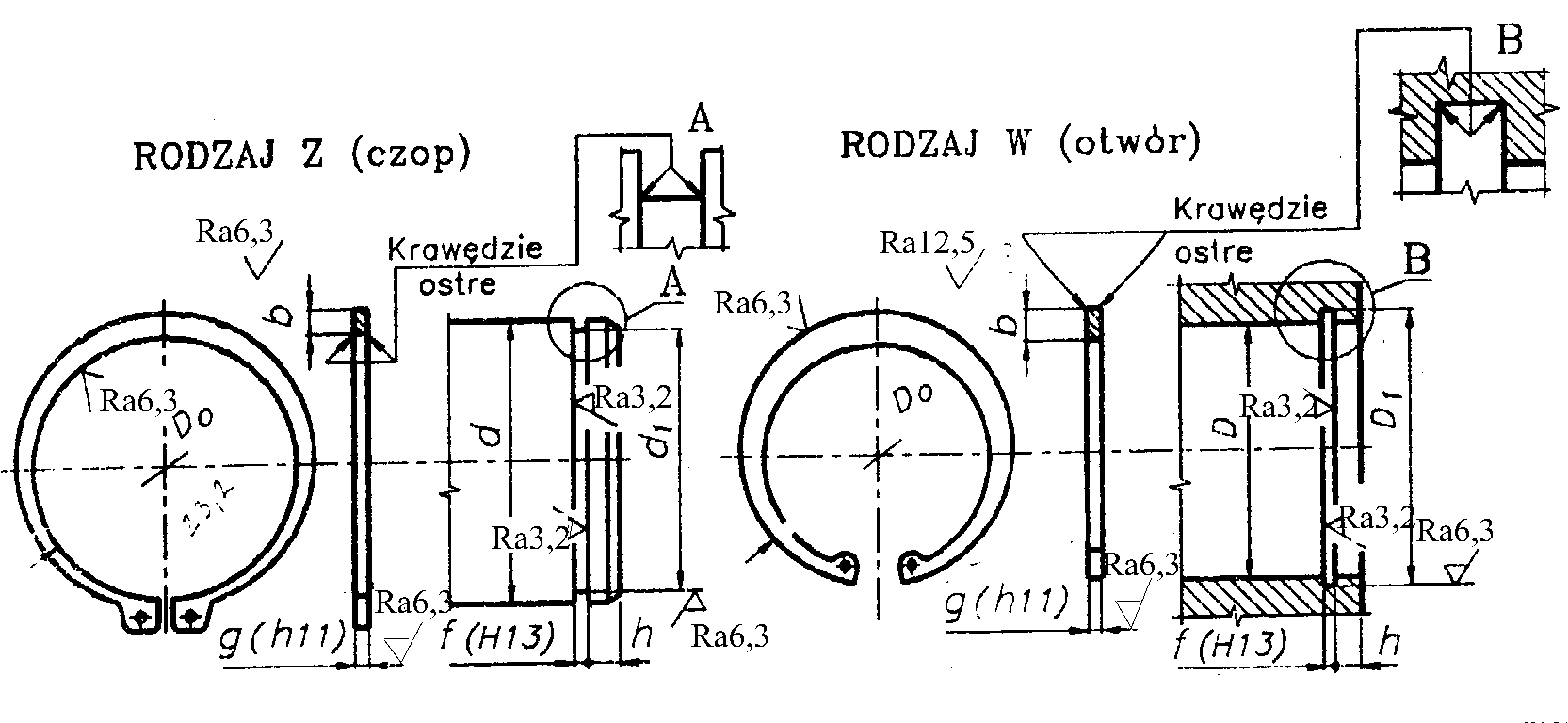
Tablica 1.32 Pierścienie osadcze sprężynujące wg PN-81/M-85111.
Tablica 1.33 cd Główne wymiary pierścieni rodzaju Z.
d |
D0 |
D1 |
b |
g |
F |
h |
S [kN] |
17 |
15,7 |
16,2 |
2,3 |
1,0 |
1,1 |
1,2 |
5,1 |
18 |
16,5 |
17,0 |
2,4 |
1,2 |
1,3 |
1,5 |
6,7 |
20 |
18,5 |
19,0 |
2,6 |
|
|
|
7,5 |
22 |
20,5 |
21,0 |
2,8 |
|
|
|
8,3 |
24 |
22,2 |
22,9 |
3,0 |
|
|
1,7 |
9,9 |
25 |
23,2+0,21 |
23,9 |
3,0 |
|
|
|
10,5 |
26 |
24,2-0,42 |
24,9 |
3,1 |
|
|
|
10,8 |
28 |
25,9 |
26,6 |
3,2 |
1,5 |
1,6 |
2,1 |
14,7 |
30 |
27,9 |
28,6 |
3,5 |
|
|
|
15,9 |
32 |
29,6 |
30,3 |
3,6 |
|
|
2,6 |
20,6 |
35 |
32,2+0,25 |
33,0 |
3,9 |
|
|
3,0 |
26,2 |
36 |
33,2-0,50 |
34,0 |
4,0 |
1,75 |
1,85 |
|
27,1 |
38 |
35,2 |
36,0 |
4,2 |
|
|
|
28,5 |
40 |
36,5 |
37,5 |
4,4 |
|
|
3,8 |
37,3 |
42 |
38,5+0,39 |
39,5 |
4,5 |
|
|
|
39,2 |
45 |
41,5-0,78 |
42,5 |
4,7 |
|
|
|
42,1 |
48 |
44,5 |
45,5 |
5,0 |
|
|
|
45,1 |
50 |
45,8 |
47 |
5,1 |
2,0 |
2,15 |
4,5 |
55,9 |
55 |
50,8 |
52 |
5,4 |
|
|
|
61,7 |
56 |
51,8 |
53 |
5,5 |
|
|
|
62,7 |
60 |
55,8+0,46 |
57 |
5,8 |
|
|
|
67,6 |
63 |
58,8-0,92 |
60 |
6,2 |
|
|
|
68,8 |
65 |
60,8 |
62 |
6,3 |
2,5 |
2,65 |
|
73,5 |
70 |
65,5 |
67 |
6,6 |
|
|
|
78,9 |
72 |
67,5 |
69 |
6,8 |
|
|
|
81,3 |
75 |
70,5 |
72 |
7,0 |
|
|
|
84,3 |
80 |
74,5 |
76,5 |
7,4 |
|
|
5,3 |
104,9 |
85 |
79,5 |
81,5 |
7,8 |
3,0 |
3,15 |
|
111,7 |
90 |
84,5+0,54 |
86,5 |
8,2 |
|
|
|
118,6 |
100 |
94,5-1,08 |
96,5 |
9,0 |
|
|
|
132,3 |
Uwagi:
Przykład oznaczenia pierścienia osadczego sprężynującego rodzaju Z na czopie o średnicy D=40mm: PIERŚCIEŃ OSADCZY SPRĘŻYNUJĄCY Z 40 PN-81/M-85111.
Tablica 1.33 cd Główne wymiary pierścieni typu W.
D |
D0 |
D1 |
b |
g |
f |
h |
S [kN] |
37 |
39,8+0,50 |
39,0 |
3,6 |
1,5 |
1,6 |
3,0 |
26,6 |
38 |
40,8-0,25 |
40,0 |
3,7 |
|
|
|
27,6 |
40 |
43,5+0,78 |
42,5 |
3,9 |
1,75 |
1,85 |
3,8 |
39,7 |
42 |
45,5-0,39 |
44,5 |
4,1 |
|
|
|
41,7 |
45 |
48,5 |
47,5 |
4,3 |
|
|
|
42,2 |
47 |
50,5 |
49,5 |
4,4 |
|
|
|
42,7 |
48 |
51,5 |
50,5 |
4,5 |
|
|
|
42,3 |
50 |
54,2 |
53 |
4,6 |
2,0 |
2,15 |
4,5 |
59,5 |
55 |
59,2 |
58 |
5,0 |
|
|
|
62,2 |
56 |
60,2+0,92 |
59 |
5,1 |
|
|
|
59,5 |
60 |
64,2-0,46 |
63 |
5,4 |
|
|
|
60,9 |
62 |
66,2 |
65 |
5,5 |
|
|
|
60,5 |
63 |
67,2 |
66 |
5,6 |
|
|
|
60,4 |
65 |
69,2 |
68 |
5,8 |
2,5 |
2,65 |
|
76,6 |
70 |
74,5 |
73 |
6,2 |
|
|
|
82,5 |
75 |
79,5 |
78 |
6,6 |
|
|
|
88,2 |
80 |
85,5 |
83,5 |
7,0 |
|
|
5,3 |
109,8 |
85 |
90,5 |
88,5 |
7,2 |
3,0 |
3,15 |
|
116,6 |
88 |
93,5+1,08 |
91,5 |
7,4 |
|
|
|
120,5 |
90 |
95,5-0,54 |
93,5 |
7,6 |
|
|
|
123,5 |
100 |
105,5 |
104 |
8,4 |
|
|
|
137,2 |
105 |
112 |
109 |
8,7 |
4,0 |
4,15 |
6,0 |
164,6 |
110 |
117 |
114 |
9,0 |
|
|
|
172,5 |
120 |
127 |
124 |
9,7 |
|
|
|
188,2 |
130 |
137+1,26 |
134 |
10,2 |
|
|
|
102,9 |
140 |
147-0,63 |
144 |
10,7 |
|
|
|
118,5 |
150 |
158 |
155 |
11,2 |
|
|
7,5 |
294 |
160 |
169 |
165 |
11,6 |
|
|
|
312,6 |
170 |
179,5 |
175 |
12,2 |
|
|
|
332,2 |
180 |
189,5 |
185 |
13,2 |
|
|
|
338,1 |
Uwagi:
Przykład oznaczenia pierścienia osadczego sprężynującego rodzaju W w otworze o średnicy D=40mm:
PIERŚCIEŃ OSADCZY SPRĘŻYNUJĄCY W 40 PN-81/M-85111.
W przypadkach złożonych (długie łańcuchy wymiarowe), stosowane są dodatkowe pierścienie kompensacyjne (rys.1.55) dobierane w trakcie montażu. Zastosowanie pierścieni pozwala na zwiększenie tolerancji wykonania elementów połączenia.
Rys.1.55 Przykład zastosowania dodatkowego pierścienia kompensacyjnego.
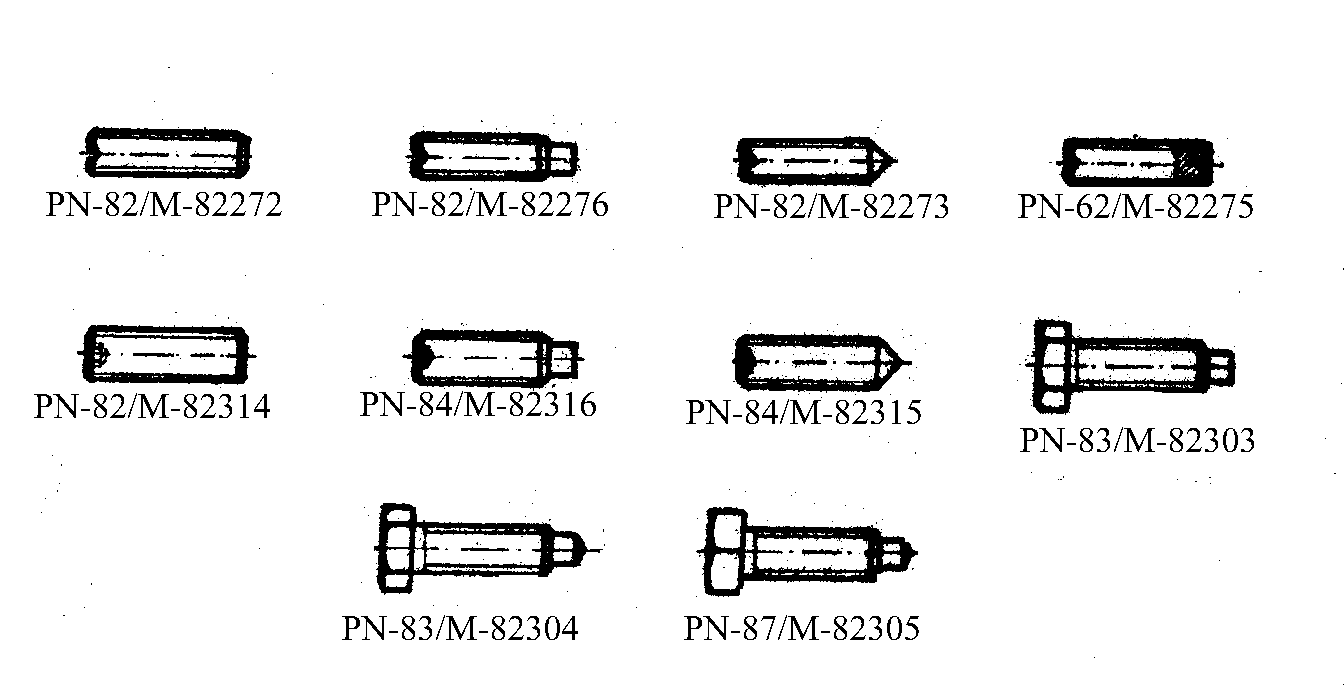
Gwintowane elementy ustalające (śruby wkręty) spełniają najczęściej rolę dodatkowych zabezpieczeń. Mogą one przenosić nieznaczne obciążenia osiowe. Stosowane są jako dodatkowe zabezpieczenia połączenia wpustowych, wielowypustowych itp. Przykład konstrukcji (patrz rys 1.57 - 1.60). Śruba ustalająca z łbem może wywołać nie wyważenie elementu, dlatego też w elementach szybkoobrotowych stosuje się do zabezpieczeń wkręty z gwintem na całej długości trzpienia. Wkręty z gniazdem sześciokątnym pozwalają uzyskać docisk niż wkręty z wycięciem pod wkrętak. Niesymetryczne położenie śruby lub wkrętu ustalającego może wywołać obrót elementu ustalanego i zwiększyć tym samym nie wywarzanie.
Podstawowe śruby i wkręty ustalające przedstawiono na rys. 1.56.
Rys. 1.56 Podstawowe rodzaje wkrętów i śrub ustalających.
Znormalizowane zakończenie śrub i wkrętów z gwintem metrycznym przedstawia tablica 1.33 str. 77. Śruby i wkręty z końcówkami płaskimi (rys. 1.56) stosowane są do ustalania elementów cienkościennych mało obciążonych.
Śruby i wkręty z czopem walcowym oraz końcem stożkowym stosowane są w połączeniach obciążonych siłami osiowymi (rys. 1.57). Stosując czop walcowy należy wykonać otwór w wale, stosując koniec stożków należy wykonać nawiercenie.
Rys. 1.57 Nawiercenia pod wkręty.
Śruby oraz wkręty ustalające z końcem wgłębionym stosowane są do ustalenia piast na wałach małej twardości, bez konieczności wykonywania nawierceń - hartowane zakończenie wciska się w powierzchnię wału lub też wciska hartowaną kulkę znajdującą się we wgłębieniu zakończenia. Wkręty i śruby ustalające wykonuje się najczęściej ze stali węglowych wyższej jakości.
Śruby i wkręty ustalające z końcówkami walcowymi przeznaczone są jedynie do ustalenia osiowego elementu, dlatego też nie należy ich silnie dokręcać, może to wywołać dodatkowe zwiększenie niewspółosiowości piasty oraz wału.
Wkręty ustalające mogą być zabezpieczane przed odkręceniem np. za pomocą pierścieni sprężystych z drutu, bądź za pomocą drutu. Pierścienie sprężyste z drutu zagłębiany jest w specjalne wytoczenie piasty (rys. 1.58a), drut po zakręceniu zginany jest do otworu wykonanego w piaście (rys. 1.58b).
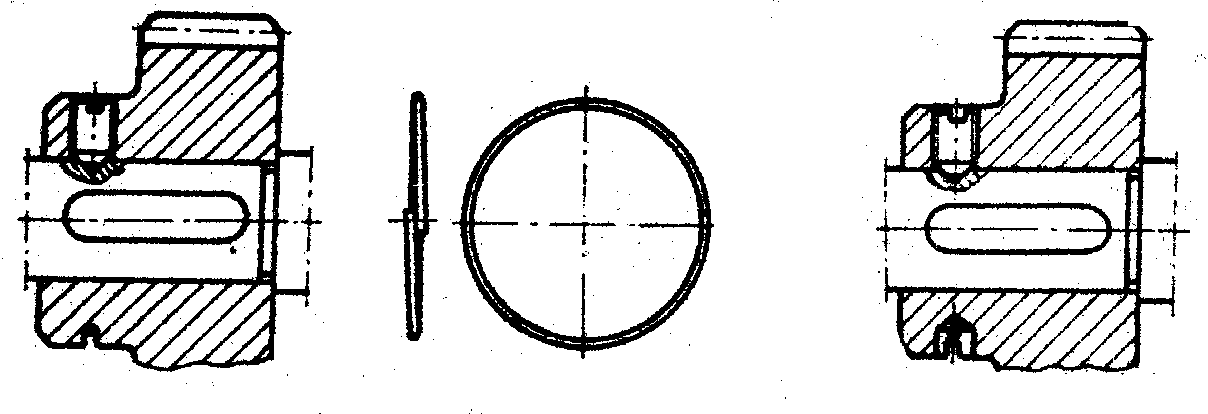
a) b)
Rys. 1.58 Przykład zabezpieczenia wkrętów za pomocą drutu zagłębionego w piaście
i za pomocą drutu, który po zakręceniu zaginany jest do otworu w
piaście.
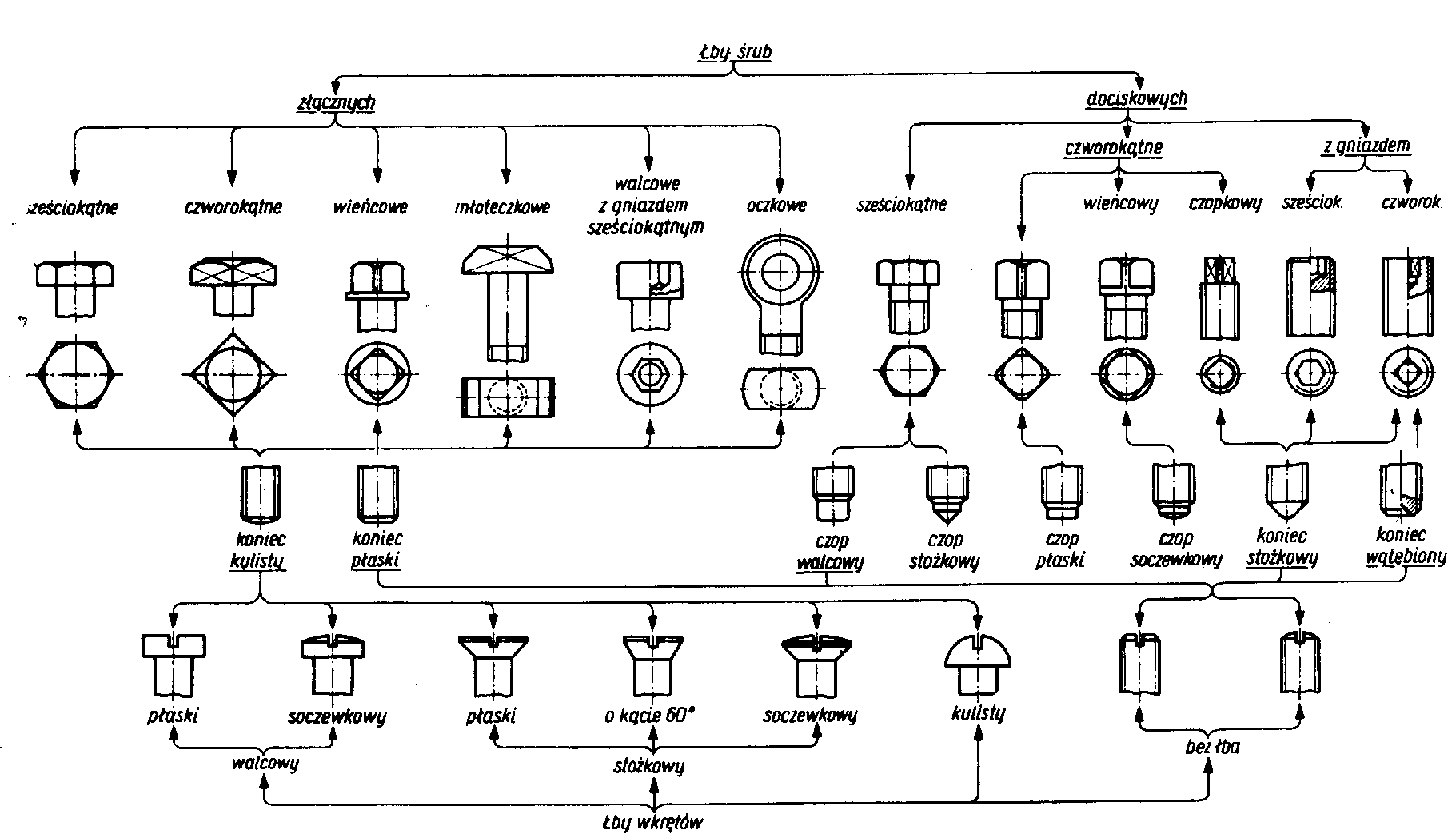
Rys. 1.59 Rodzaje łbów zakończeń śrub i wkrętów.
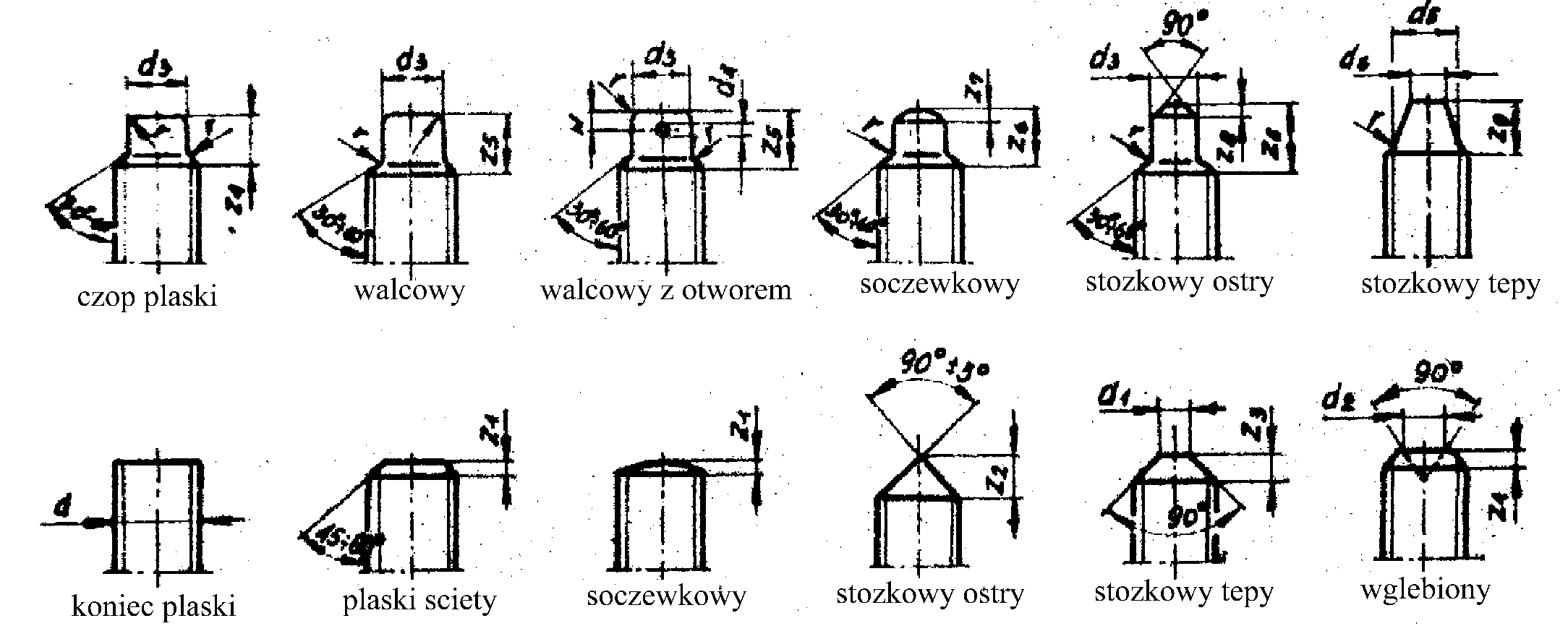
Tablica 1.33 Zakończenia śrub i wkrętów z gwintem metrycznym wg PN-84/M-82061.
Średnice gwintu d |
z1 |
z2 |
z3 |
z4 |
z5 |
z6 |
z7 |
z8 |
z9 |
d1 |
d2 |
d3 |
d4 |
d5 |
d6 |
w min |
r |
5 |
1,2 |
2,5 |
1,5 |
1,2 |
3 |
2 |
0,6 |
1,6 |
2,5 |
2 |
2,5 |
3,5 |
1 |
3 |
2,5 |
1,8 |
0,3 |
6 |
1,5 |
- |
2 |
1,5 |
3,5 |
2,5 |
0,7 |
1,8 |
3 |
2 |
3 |
4 |
1 |
4 |
3,4 |
1,8 |
0,4 |
8 |
1,8 |
- |
3 |
1,8 |
5 |
3,5 |
1 |
2,5 |
4 |
2 |
5 |
5,5 |
1,6 |
5,5 |
4,7 |
2 |
0,4 |
10 |
2,2 |
- |
3,5 |
2 |
5,5 |
4 |
1 |
3 |
5 |
3 |
6 |
7 |
2 |
7 |
6 |
3 |
0,5 |
12 |
2,5 |
- |
4 |
2,5 |
7 |
5 |
1,25 |
3,5 |
6 |
4 |
8 |
8,8 |
3,2 |
8,5 |
7,3 |
4 |
0,6 |
16 |
3 |
- |
5 |
3 |
9 |
6 |
1,25 |
4,5 |
8 |
6 |
10 |
12 |
4 |
11 |
9,4 |
5 |
0,6 |
W połączeniach wpustowych nawiercenie pod wkręty ustalające należy wykonać we wpustach. Unika się przez to zwiększenia koncentracji naprężeń na wale oraz zmiany pasowania wał - piasta (nawiercenie powoduje zmianę wymiaru na krawędzi nawiercenia). Nawiercenia pod wkręty i śruby ustalające wykonywane są w trakcie montażu. Zabezpieczeń tych nie należy stosować do elementów w zamkniętych korpusach, nad wannami olejowymi (zanieczyszczenie opiłkami) wytwarzanych masowo itp. W niektórych przypadkach zabezpieczenia to wymaga wykonania dodatkowych otworu technologicznego (rys. 1.62).
Jeżeli kształt elementu osadzonego na wale nie zezwala na wykonanie otworu na wkręt ustalający, możemy zastosować pierścień ustalający (pierścień osadczy) - (tablica 1.34 str.78 - 80, rysunek 1.61). Pierścienie osadcze wykonywane są ze stali St3.
Rys. 1.60 Przykład zabezpieczenia Rys. 1.61 Zabezpieczenie za pomocą
wymagającego dodatko- pierścienia osadczego.
wego otworu.
Ustalenie osiowe elementu osadzanego na końcówce wału (walcowego lub stożkowego) może być dokonane za pomocą podkładek dociskowych. Napięcie osiowe wywoływane będzie wówczas, gdy po dokręceniu śrub między podkładką dociskową a wałem pozostanie luz(1-2 mm). Rozwiązanie połączeń z jedną oraz dwiema śrubami mocującymi przedstawia rysunek 1.62.
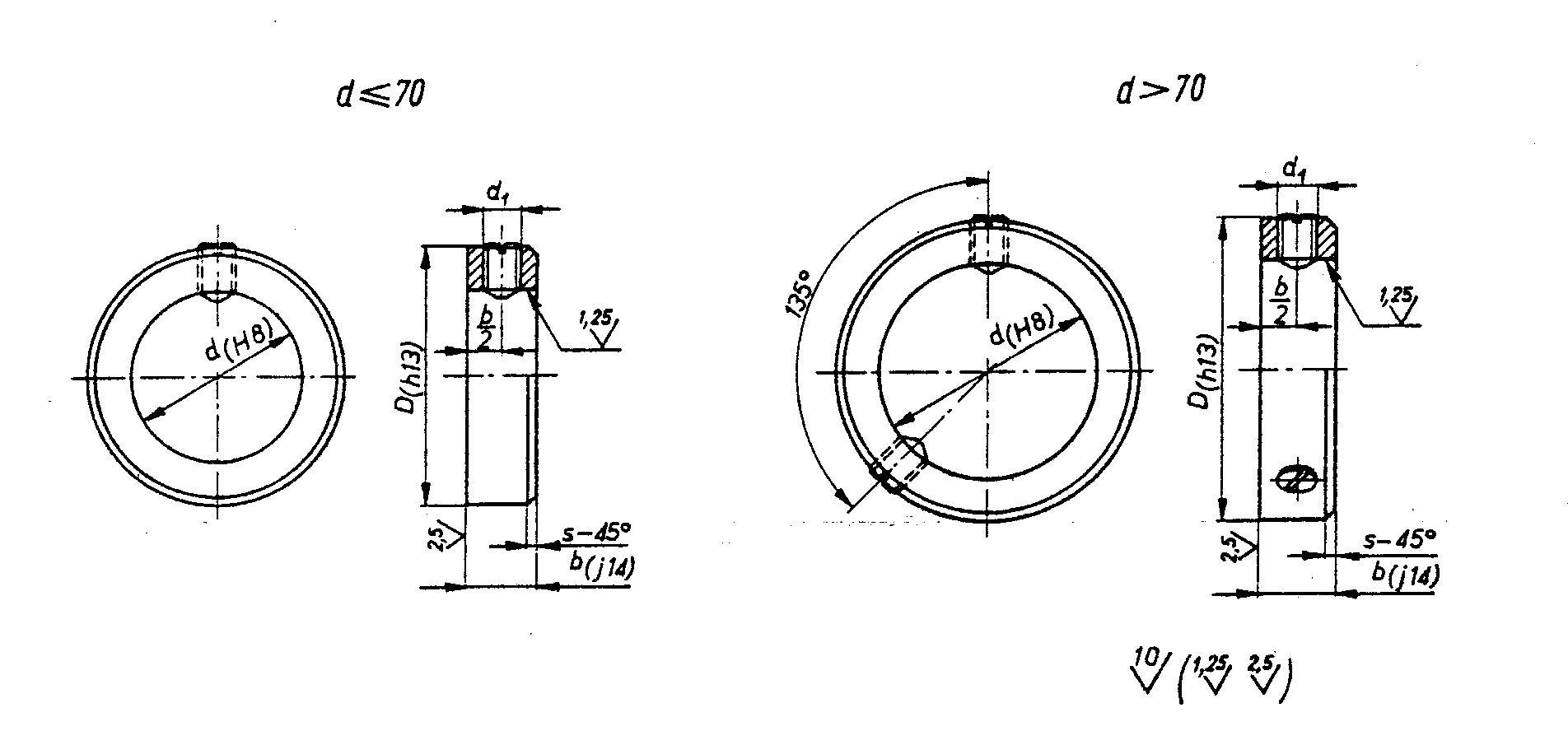
Tablica 1.34 Pierścienie osadcze lekkie wg PN-72/M-85101.
Tablica 1.33 cd Pierścień osadczy lekki.
d |
D |
b |
d1 |
s |
Wkręt wg PN-62/M-82273 |
Orientacyjna masa 100 szt 1)/kg |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
2 |
7 |
4 |
M1,6 |
0,4 |
M1,6 |
0,11 |
2,5 |
9 |
5 |
|
|
M1,6 |
0,25 |
3 |
9 |
5 |
|
|
|
0,25 |
3,2 |
9 |
5 |
|
|
|
0,25 |
(3,5) |
12 |
6 |
M2 |
0,4 |
M2 |
0,50 |
3,6 |
12 |
6 |
|
|
|
0,50 |
4 |
12 |
6 |
|
|
|
0,50 |
4,5 |
14 |
7 |
M2,5 |
|
M2,5 |
0,80 |
5 |
14 |
7 |
|
|
|
0,80 |
(5,5) |
16 |
8 |
M3 |
1 |
M3 |
1,1 |
5,6 |
16 |
8 |
|
|
|
1,1 |
6 |
16 |
8 |
|
|
|
1,1 |
6,3 |
20 |
9 |
M4 |
1 |
M4 |
2,0 |
7 |
20 |
9 |
|
|
|
1,9 |
7,1 |
20 |
9 |
|
|
|
1,9 |
8 |
20 |
9 |
|
|
|
1,9 |
9 |
25 |
10 |
M5 |
1 |
M5 |
3,4 |
10 |
25 |
10 |
|
|
|
3,3 |
11 |
25 |
10 |
|
|
|
3,1 |
12 |
28 |
12 |
M6 |
|
M6 |
4,8 |
13 |
28 |
12 |
|
|
|
4,3 |
14 |
30 |
12 |
|
1,6 |
|
5,3 |
15 |
30 |
12 |
|
|
|
5,2 |
16 |
32 |
12 |
|
|
|
5,8 |
17 |
32 |
12 |
M6 |
1,6 |
M6 |
5,1 |
18 |
34 |
13 |
|
|
|
7,2 |
19 |
34 |
13 |
|
|
|
7,0 |
20 |
36 |
13 |
|
|
|
7,6 |
21 |
36 |
13 |
|
|
|
7,3 |
22 |
40 |
13 |
|
|
|
9,5 |
(23) |
40 |
13 |
|
|
|
9,4 |
24 |
42 |
15 |
M8 |
1,6 |
M8 |
11,0 |
25 |
42 |
15 |
|
|
|
9,7 |
26 |
45 |
15 |
|
|
|
12,5 |
28 |
50 |
15 |
|
|
|
15,8 |
30 |
50 |
15 |
|
|
|
14,7 |
Tablica 1.33 cd Pierścień osadczy lekki. |
||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
32 |
52 |
16 |
M8 |
1,6 |
M8 |
16,0 |
34 |
55 |
16 |
|
|
|
18,4 |
35 |
55 |
16 |
|
|
|
18,0 |
36 |
58 |
16 |
|
|
|
20,3 |
38 |
58 |
16 |
|
|
|
18,7 |
40 |
62 |
18 |
M10 |
|
M10 |
25,0 |
42 |
62 |
18 |
|
2,5 |
|
23,5 |
(44) |
68 |
18 |
|
|
|
29,9 |
45 |
68 |
18 |
|
|
|
28,7 |
(46) |
68 |
18 |
M10 |
2,5 |
|
27,8 |
48 |
75 |
18 |
|
|
M10 |
36,9 |
50 |
75 |
18 |
|
|
|
34,6 |
(52) |
80 |
20 |
M10 |
2,5 |
M10 |
45,2 |
53 |
80 |
20 |
|
|
|
44,0 |
55 |
80 |
20 |
|
|
|
41,3 |
56 |
80 |
20 |
|
|
|
39,9 |
(58) |
90 |
20 |
|
|
M10 |
58,0 |
60 |
90 |
20 |
|
|
|
55,2 |
(62) |
95 |
20 |
M10 |
2,5 |
|
63,6 |
63 |
95 |
20 |
|
|
|
61,7 |
65 |
95 |
20 |
|
|
|
58,8 |
67 |
100 |
20 |
M10 |
|
M10 |
67,9 |
(68) |
100 |
20 |
|
|
|
66,0 |
70 |
100 |
20 |
|
|
|
62,6 |
71 |
110 |
23 |
M12 |
2,5 |
M12 |
98,6 |
(72) |
110 |
23 |
|
|
|
97,7 |
75 |
110 |
23 |
|
|
|
90,1 |
(78) |
115 |
23 |
M12 |
|
|
99,8 |
80 |
115 |
23 |
|
|
|
96,0 |
(82) |
120 |
23 |
|
|
M12 |
108 |
Uwagi:
Przykład oznaczenia pierścienia osadczego lekkiego o średnicy d=80mm z wkrętem dociskowym: PIERŚCIEŃ OSADCZY 80 PN-72/M-85101.
Średnice d podane w nawiasach nie są zalecane do stosowania w nowych konstrukcjach.
Zamiast wyłamania s - 45˚ dopuszcza się zaokrąglenie promieniem r.
W przypadku, gdy zagraża to bezpieczeństwu pracy nie należy stosować pierścieni z wystającymi wkrętami.
1) przy założeniu masy właściwej 7,85 kg/dm3.
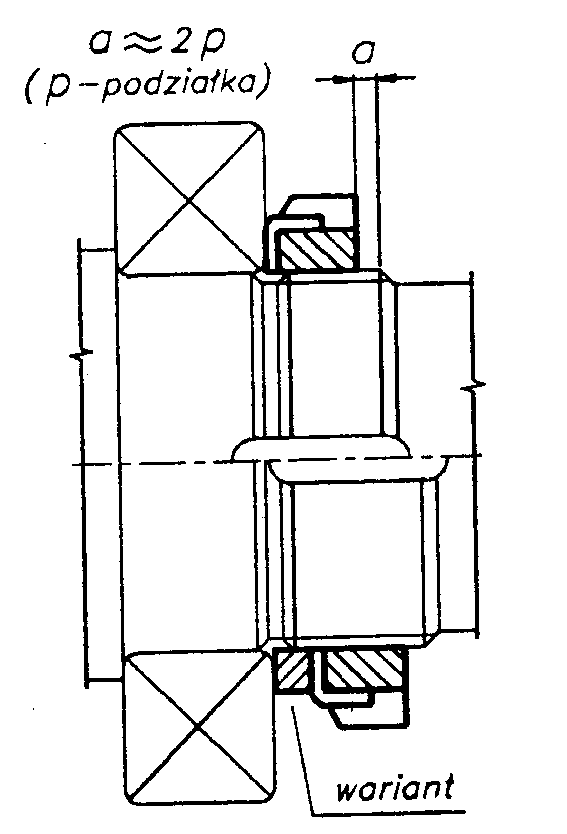
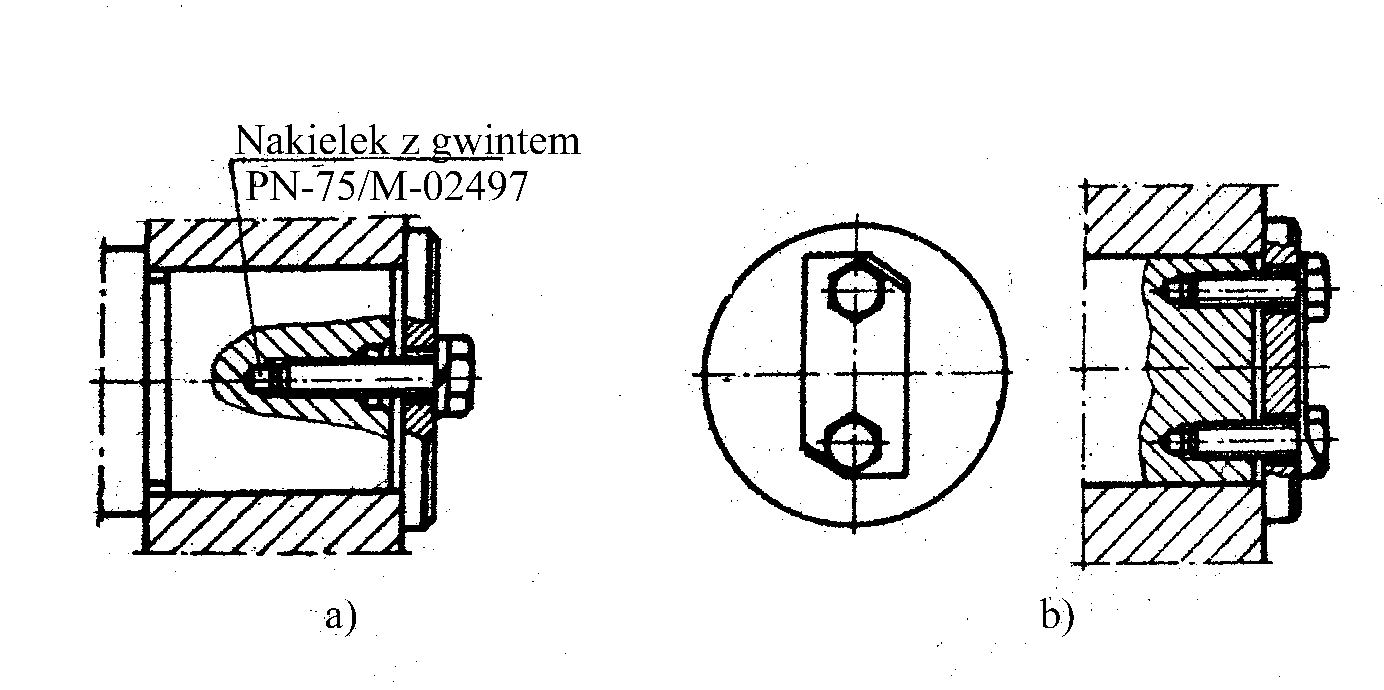
Jednoznaczne ustalenie na wale elementu opartego o odsadzenie wymaga odpowiedniego doboru cech piasty oraz wału.
Rys. 1.62 Przykład ustalenia za pomocą jedną i dwiema Rys. 1.63 Przykład ustalenia
śrubami mocującymi. łożyska za pomocą
nakrętki łożyskowej.
Wymiary wału powiązane ze wzdłużnym ustaleniem łożysk za pomocą nakrętki łożyskowej (tablica 1.23 str 31 - 32, 1.30 str. 38 wymiary nakrętki i podkładki łożyskowej) przedstawia tablica 1.35 str. 81 - 82).
Tablica 1.35 Wymiary wałów powiązane ze wzdłużnym ustaleniem łożysk
Tablica 1.36 cd Wymiary wałów powiązane ze wzdłużnym ustaleniem łożysk.
D |
d |
df (h13); d1max |
f1 |
R |
t |
e |
fmin |
g min |
10 |
M10 |
8,9 |
1,2 |
0,4 |
8,2 |
3,5 |
3 |
1,5 |
12 |
M12 |
10,4 |
1,6 |
0,6 |
10,2 |
3,5 |
3 |
1,5 |
15 |
M15 |
13,4 |
|
|
13,2 |
4,5 |
3 |
1,5 |
17 |
M17 |
15,4 |
|
|
15,2 |
4,5 |
4 |
1,5 |
20 |
M20 |
18,4 |
|
|
18,2 |
4,5 |
4 |
1,5 |
25 |
M25 |
22,7 |
2,5 |
0,8 |
22,5 |
5,5 |
4 |
1,5 |
30 |
M30 |
27,7 |
|
|
27 |
5,5 |
4 |
1,5 |
35 |
M35 |
32,7 |
|
|
32 |
6,5 |
5 |
1,5 |
40 |
M40 |
37,7 |
|
|
37 |
6,5 |
5 |
1,5 |
45 |
M45 |
42,7 |
|
|
42 |
6,5 |
5 |
1,5 |
50 |
M50 |
47,7 |
|
|
47 |
8,5 |
5 |
1,5 |
55 |
M55 |
52 |
3,4 |
1,0 |
52 |
8,5 |
6 |
1,5 |
60 |
M60 |
57 |
|
|
57 |
8,5 |
6 |
1,5 |
65 |
M65 |
62 |
3,4 |
1,0 |
62 |
8,5 |
6 |
1,5 |
70 |
M70 |
67 |
|
|
66 |
10,5 |
6 |
1,5 |
75 |
M75 |
72 |
|
|
71 |
10,5 |
6 |
1,5 |
80 |
M80 |
77 |
|
|
76 |
10,5 |
6 |
2 |
85 |
M85 |
82 |
|
|
81 |
10,5 |
6 |
2 |
90 |
M90 |
87 |
|
|
86 |
10,5 |
7 |
2 |
85 |
M95 |
92 |
|
|
91 |
10,5 |
7 |
2 |
100 |
M100 |
97 |
|
|
96 |
12,5 |
7 |
2 |
Uwagi: Wymiary nakrętek łożyskowych oraz podkładki są podane w tablicach 1.23 str 31 - 29 i 1.30 str 38.
Tablica 1.37 Główne wymiary krążków oraz podkładek PN-82/M-82012.
Tablica 1.37 cd Główne wymiary krążków oraz podkładek.
d |
d3 |
D |
g |
g1 |
b |
K |
e |
C |
Śruby |
35 |
9 |
50 |
6 |
0,5 |
22 |
20 |
20 |
5 |
M8 |
|
|
55 |
|
|
|
|
20 |
|
|
|
|
60 |
|
|
|
|
25 |
|
|
|
|
70 |
|
|
|
|
25 |
|
|
|
13 |
70 |
8 |
1,0 |
32 |
30 |
30 |
5 |
M12 |
|
|
80 |
|
|
|
|
36 |
|
|
|
|
90 |
10 |
|
|
|
40 |
|
|
|
|
110 |
|
|
|
|
45 |
|
|
|
17 |
120 |
12 |
1,0 |
40 |
40 |
50 |
|
M16 |
|
|
125 |
|
|
|
|
55 |
|
|
Uwagi:
Przykład oznaczenia krążka zabezpieczającego z dwiema śrubami o wymiarach D=70mm i e=30mm: KRĄŻEK 70
30 PN-70/M085011.Przykład oznaczenia podkładki odginanej dwuotworowej o wymiarach d3=13mm i e=30mm, stalowej: PODKŁADKA 13
30 PN-82/M-82012.
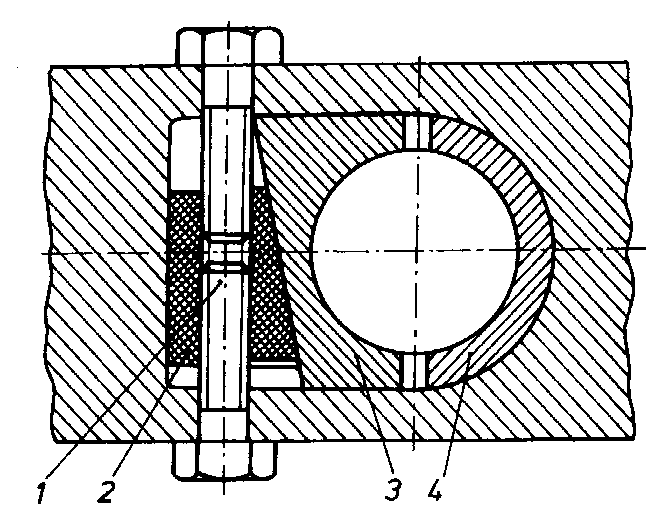
Połączenia ustalające z zasady nie są przeznaczone do przenoszenia obciążeń. Są to powszechnie stosowane w budowie maszyn połączenia, których głównym zadaniem, dzięki właściwościom kształtu geometrycznego, jest ustalenie lub gwarantowanie powtarzalności wzajemnych położeń głównych elementów innych połączeń lub konstrukcji.
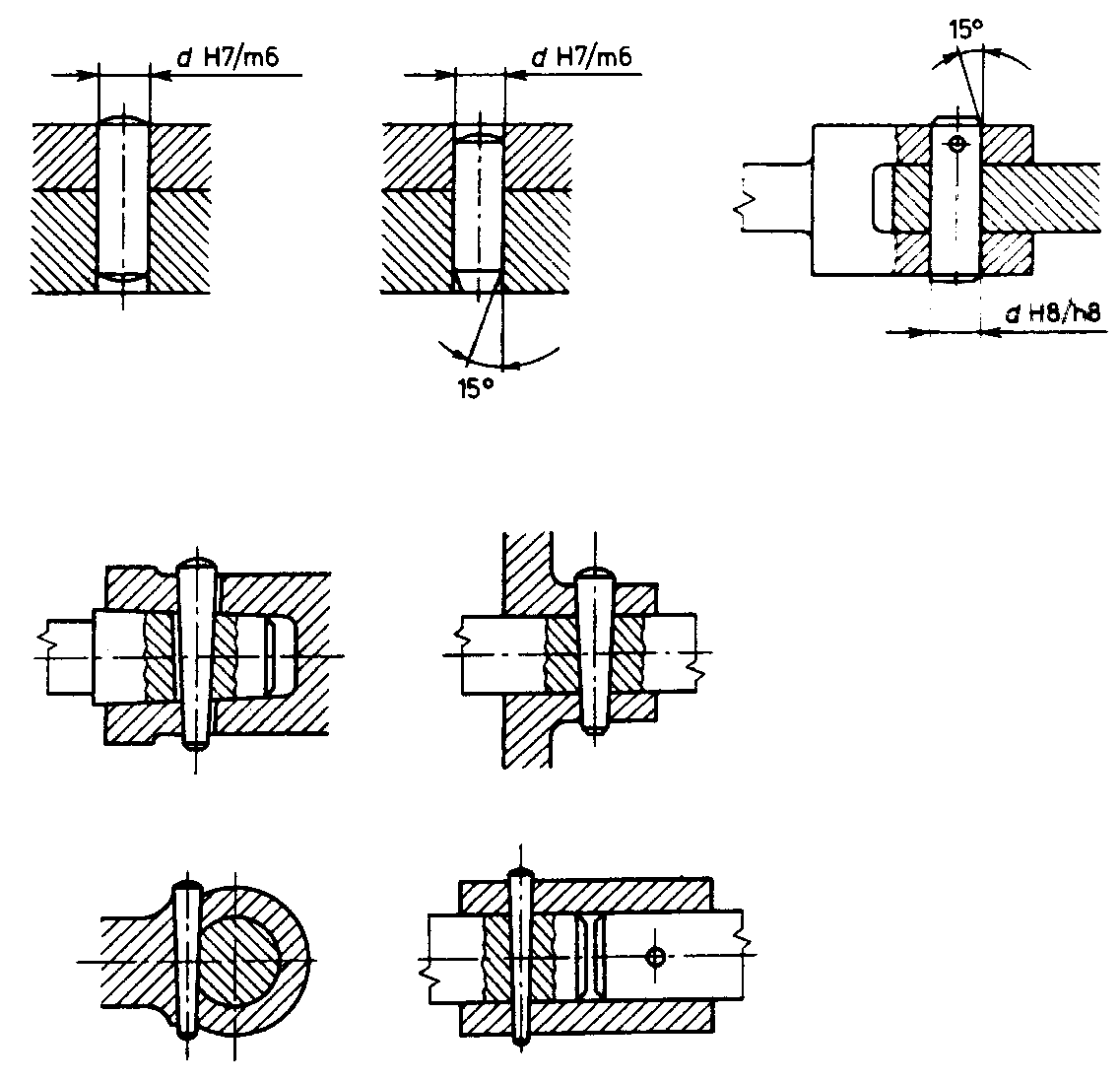
Rys. 1.64 Przykład ustalenia za pomocą kołka walcowego i stożkowego oraz klina .
Dogodnym sposobem bazowania przedmiotów jest ich centrowanie (osiowanie) na cylindrycznych elementach powierzchni. Należy przy tym przestrzegać:
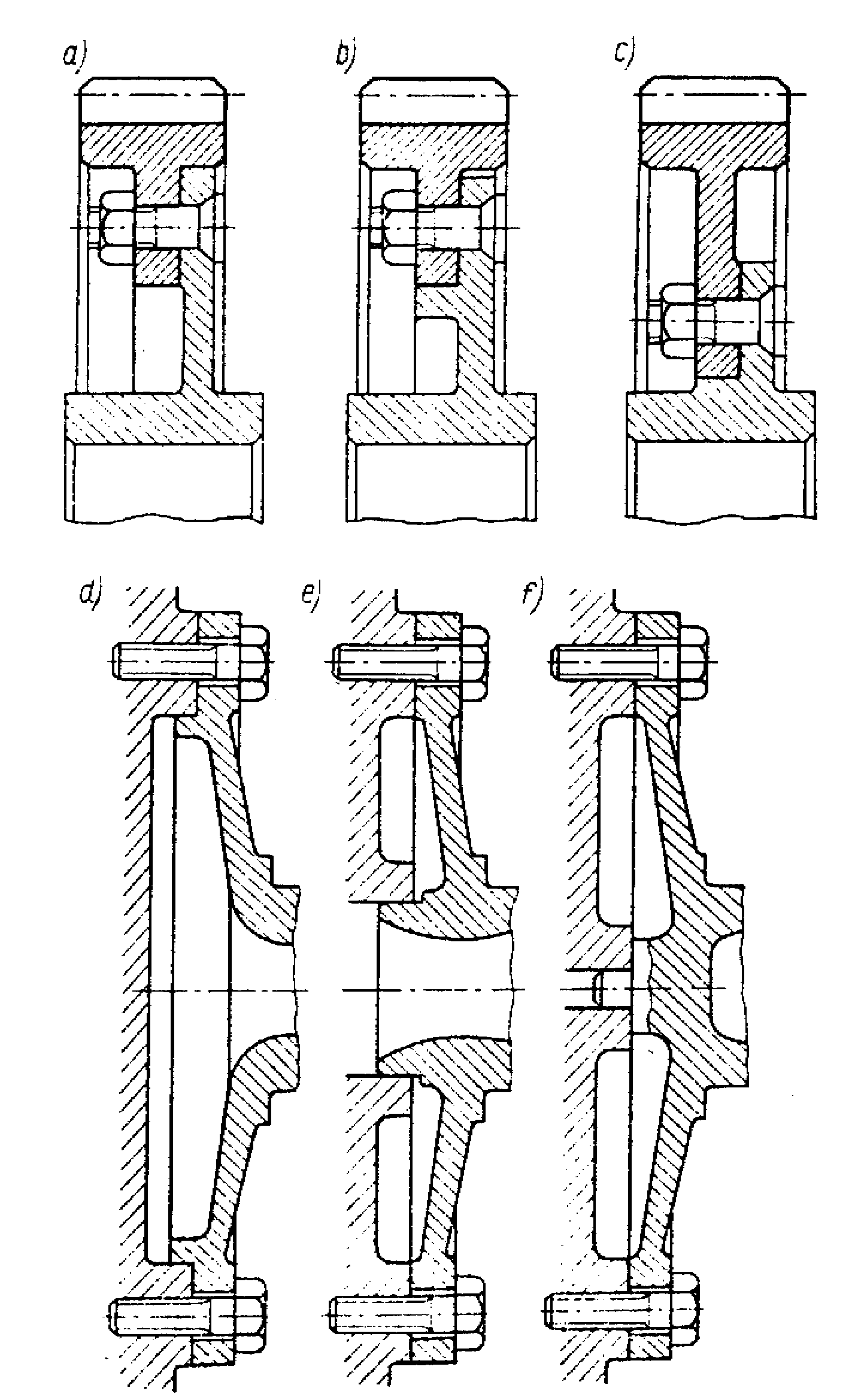
Rys. 1.65 Przykłady osiowania.
Osiowania na jak najmniejszej średnicy, dopuszczalnej ze względów konstrukcyjnych, co ma na celu uzyskanie mniejszych bezwzględnych wartości odchyłek, a więc również zmniejszenie luzów.
Osiowania tylko na jednej powierzchni cylindrycznej zachowując luz na innych (współosiowych lub równoległych) powierzchniach cylindrycznych.
Nie osiowania na gwintach, nie zapewniają one, bowiem dokładnego ustalenia położenia łączonych elementów względem siebie.
Przykłady osiowania na jak najmniejszej średnicy (pierwsza reguła) ilustracje rys.1.65 (rozwiązanie c, e, f, są poprawne, pozostałe rozwiązania - nietechnologiczne).
1.3 Połączenia wielowypustowe.
Połączenia wielowypustowe stosowane są w produkcjach seryjnych i masowej. Połączenia te, w porównaniu z połączenia wpustowymi, cechuj większa obciążalność oraz lepsze centrowanie łączonych elementów. W ogólnej budowie maszyn najszersze zastosowani znalazły wielowypusty z równoległymi powierzchniami bocznymi (tablica 1.38 str. 87 - 89). Wielowypusty z zarysem wypustów ewolwentowym (PN-69/M85010) oraz trójkątnym (PN-88/M-85014) mają ograniczone zastosowanie ze względu na wysoki koszt narzędzi do wykonywania otworów w piaście.
Zarys wrębów wałka wielowypustowego z równoległymi powierzchniami bocznymi zależny jest od sposobu centrowania. Wałki centrowane na średnicy zewnętrznej „D” lub na szerokości wypustów „b” nie posiadają wcięć w rogach wrębów. Wcięcia w rogach wrębów występują w wałkach centrowanych na średnicy rdzenia „d”, wcięcia umożliwiają szlifowanie rdzenia. Wybór sposobu centrowania ustalany jest przede wszystkim w oparciu o kryteria technologiczne. Jeżeli twardość materiału piasty pozwala na przeciąganie (HB<350) to można zastosować centrowanie na średnicy zewnętrznej D. W takim przypadku otwór (średnica D) jest kalibrowany, a powierzchnia centrująca wału szlifowania. Piasty wykonane z materiału twardego centrowane są na średnicy wewnętrznej d. W przypadku tym obie powierzchnie centrujące (piasty i wału) mogą być szlifowane. Centrowanie to należy stosować w połączeniach obciążonych znacznymi momentami przy małych wymaganiach dotyczących dokładności centrowania.
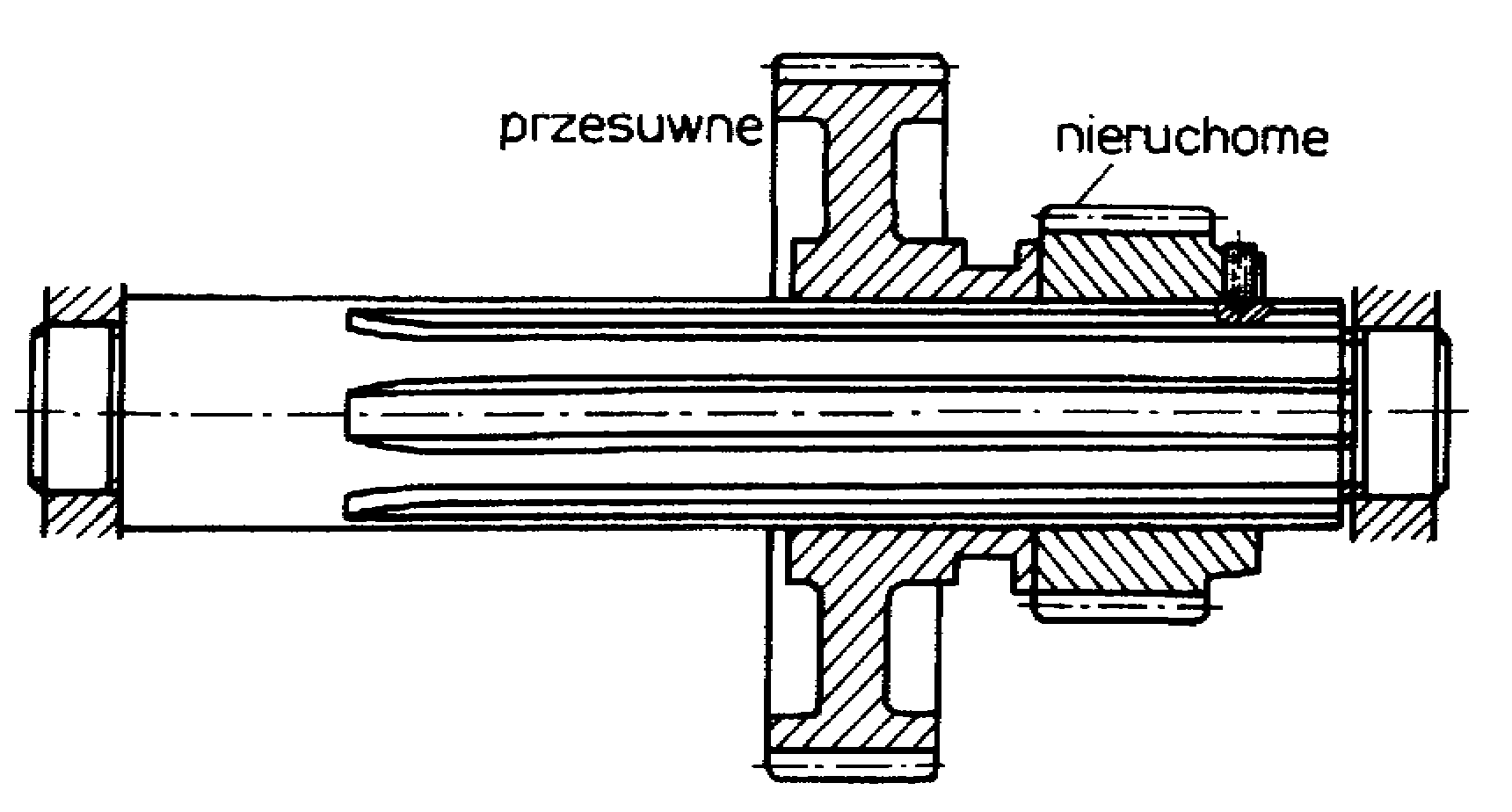
W zależności od przyjętego pasowania, połączenia wielowypustowe mogą być spoczynkowe bądź przesuwne (rys.1.66).
Rys. 1.66 Przykład połączenia wielowypustowego nieruchomego i przesuwnego. Na rysunku 1.67 podano przykład prawidłowego oznaczenia wałka wielowypustowego zaś w tablicy 1.37 podano znormalizowane oznaczenia elementów wielowypustowych.
Rys. 1.67 Przykład wymiarowania wałka wielowypustowego.
Tablica 1.37 Znormalizowane oznaczenia elementów wielowypustowych.
Lp. |
Wyszczególnienie |
Oznaczenie wg PN |
1 |
Wałek wielowypustowy równoległy, ogólnego przeznaczenia, 8 - wypustowy, spoczynkowy (s), o średnicach d=36mm, D=40mm, osiowany na średnicy D* |
|
2 |
Otwór wielorowkowy równoległy, 8 - rowkowy, spoczynkowy, o średnicach d=36mm, D=40mm, osiowany na średnicy D |
|
3 |
Wałek wielokarbowy o średnicy nominalnej d=20mm, w wykonaniu dokładnym (D) |
|
4 |
Otwór wielokarbowy o średnicy nominalnej d=36mm, w wykonaniu zgrubnym (Z) |
|
Tablica 1.38 Połączenie wielowypustowe równoległe ogólnego przeznaczenia wg
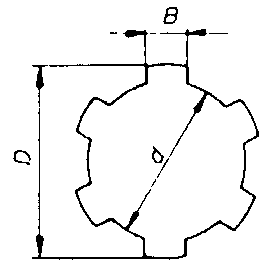
PN-63/M-85015.
Tablica 1.38 cd Połączenie wielowypustowe równoległe ogólnego przeznaczenia.
d |
Seria lekka Seria średnia |
|||||||
|
Oznaczenie |
N |
D |
B |
Oznaczenia |
N |
D |
B |
11 |
|
|
|
|
6 |
6 |
14 |
3 |
13 |
|
|
|
|
6 |
6 |
16 |
3,5 |
16 |
|
|
|
|
6 |
6 |
20 |
4 |
18 |
|
|
|
|
6 |
6 |
22 |
5 |
21 |
|
|
|
|
6 |
6 |
25 |
5 |
23 |
6 |
6 |
26 |
6 |
6 |
6 |
28 |
6 |
26 |
6 |
6 |
30 |
6 |
6 |
6 |
32 |
6 |
28 |
6 |
6 |
32 |
7 |
6 |
6 |
34 |
7 |
32 |
8 |
8 |
36 |
6 |
8 |
8 |
38 |
6 |
36 |
8 |
8 |
40 |
7 |
8 |
8 |
42 |
7 |
42 |
8 |
8 |
46 |
8 |
8 |
8 |
48 |
8 |
46 |
8 |
8 |
50 |
9 |
8 |
8 |
54 |
9 |
52 |
8 |
8 |
58 |
10 |
8 |
8 |
60 |
10 |
56 |
8 |
8 |
62 |
10 |
8 |
8 |
65 |
10 |
62 |
8 |
8 |
68 |
12 |
8 |
8 |
72 |
12 |
72 |
10 |
10 |
78 |
12 |
10 |
10 |
82 |
12 |
82 |
10 |
10 |
88 |
12 |
10 |
10 |
92 |
12 |
92 |
10 |
10 |
98 |
14 |
10 |
10 |
102 |
14 |
102 |
10 |
10 |
108 |
16 |
10 |
10 |
112 |
16 |
112 |
10 |
10 |
120 |
18 |
10 |
10 |
125 |
18 |
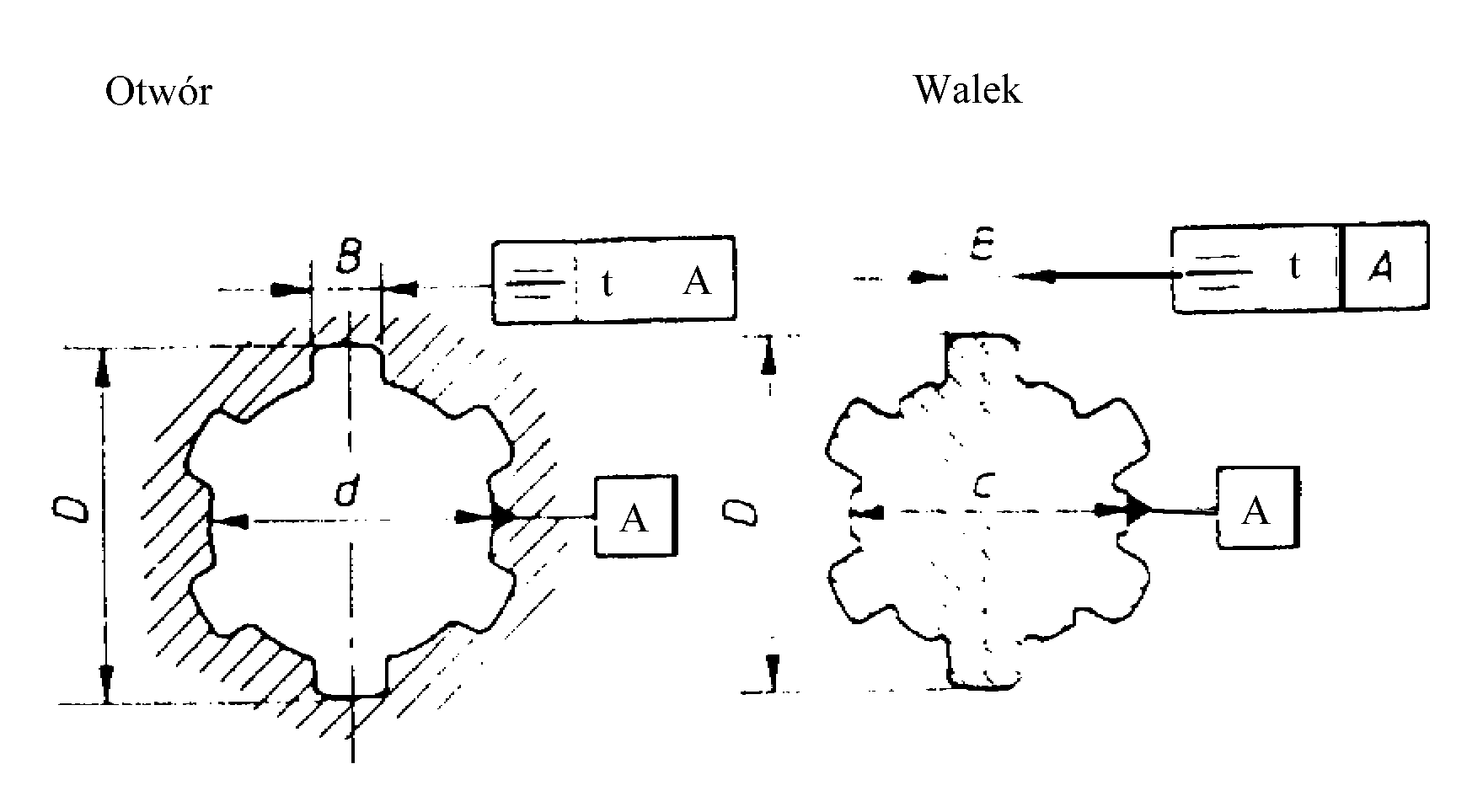
Tablica 1.39 Tolerancje otworów i wałków.
Tolerancje otworów |
Tolerancje wałka |
Rodzaje połączeń |
||||||
Bez ulepszani cieplnego po obróbce |
Ulepszane po obróbce |
B D |
d |
|
||||
B |
D |
d |
B |
D |
d |
d10 a11 |
f7 |
Przesuwne |
H9 |
H10 |
H7 |
H11 |
H10 |
H7 |
f9 a11 h10 a11 |
g7 h7 |
Luźne Spoczynkowe |
Tolerancje podane w tablicy 1.39 str. 88 - 89 dotyczą całkowicie wykończonych przedmiotów (wałków i piast) w związku z tym narzędzia do przedmiotów nieobrobionych cieplnie lub przedmiotów obrobionych cieplnie przed obróbką wiórową i do przedmiotów obrabianych cieplnie po obróbce wiórowej powinny być różne.
Tablica 1.40 Tolerancje symetrii.
Szerokość wypustu B |
3 |
3,5; 4; 5; 6 |
7; 8; 9; 10 |
12; 14; 16; 18 |
Tolerancja symetrii t |
0,010 (IT7) |
0,012 (IT7) |
0,015 (IT7) |
0,018 (IT7) |
Długość styku gSt -długość osiowa kontaktu między współpracującymi wielowypustami. Długość czynna gcz - maksymalna osiowa długość przedmiotów będących w kontakcie podczas pracy współpracujących wielowypustów. Dla wielowypustów przesuwnych długość czynna przekracza długość styku.
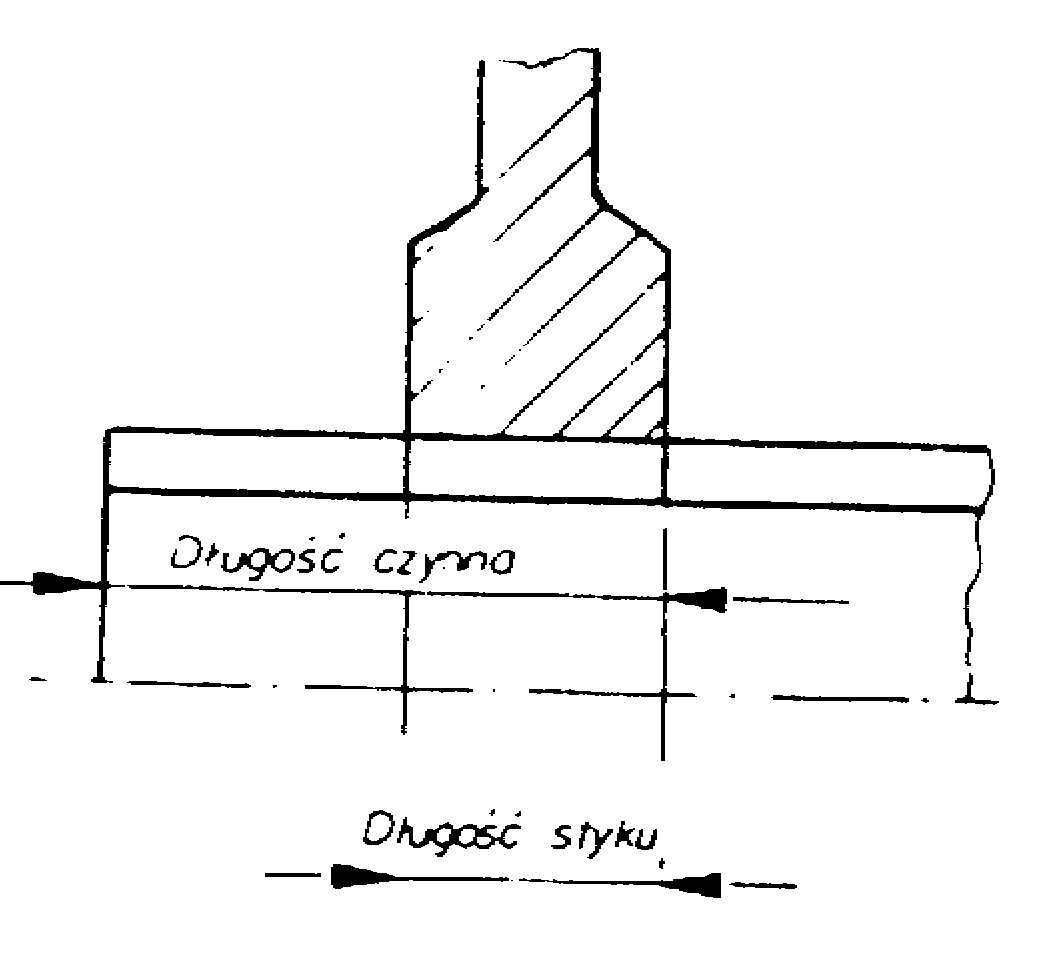
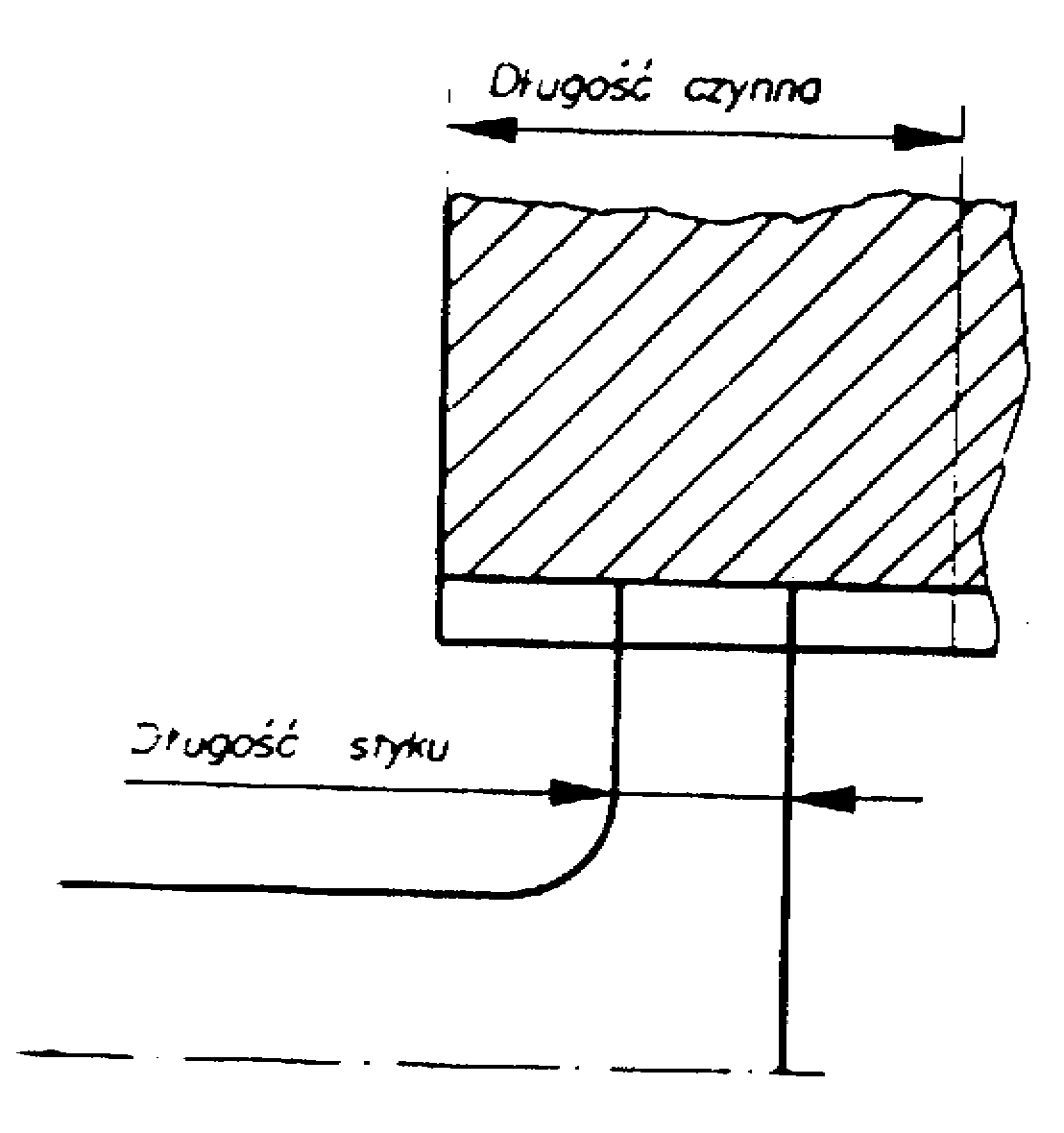
Rys. 1.70 Wałek dłuższy niż otwór.
Rys. 1.71 Otwór dłuższy niż wałek.
Mając na uwadze, że sprawdziany są zwykle mniejsze od sprawdzane przedmioty, długość czynna i długość styku mogą wpływać na maksymalne dopuszczalne odchyłki równoległości wielowypustów (odchyłki równoległości wypustów i rowków względem osi).
Jeżeli długość czynna jest równa długości styku, odchyłki równoległości wielowypustów, jeżeli nie określono inaczej będą w zasadzie włączone w tolerancje wymiarowe i sprawdzane równocześnie. Jeżeli długość czynna jest dłuższa niż długość styku może okazać się koniecznym sprawdzenie odchyłek równoległości niezależnie od tolerancji wymiarowych: takie tolerancje mogą być sprawdzane osobno, np. przez bezpośredni pomiar.
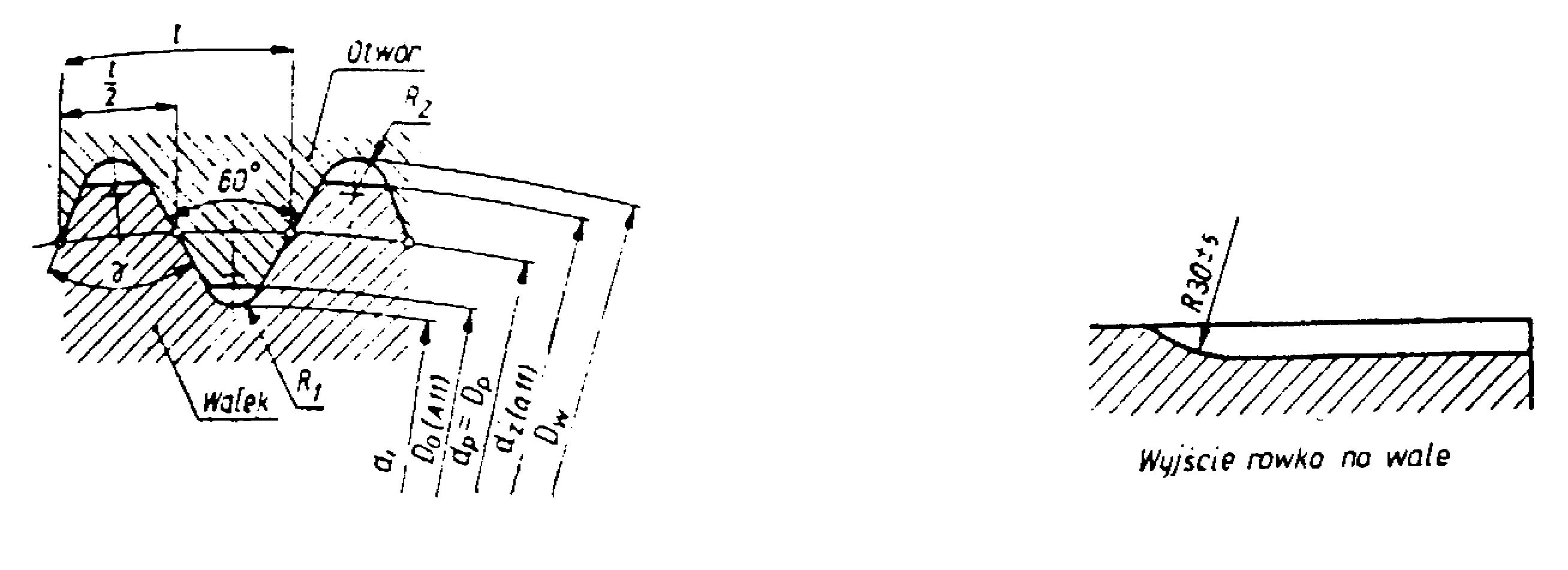
Jeżeli przewiduje się tolerancje równoległości, to należy uwzględnić, że muszą one być tym mniejsze im długość czynna jest większa.
Tablica 1.40 Połączenia wielokarbowe wg PN-68/M-85014.
Tablica 1.41 cd Połączenia wielokarbowe.
Kąt karbu na wale γ |
47˚8΄35˝ |
47˚8΄35˝ |
48˚ |
48˚23΄14˝ |
48˚45˝ |
40˚45΄ |
49˚5΄27˝ |
49˚24΄42˝ |
49˚24΄42˝ |
49˚42΄52˝ |
49˚42΄52˝ |
50˚ |
50˚ |
50˚ |
50˚16΄13˝ |
50˚31΄35˝ |
50˚31΄35˝ |
50˚46΄9˝ |
51˚ |
51˚25΄43˝ |
|
Promień wrębu R2 |
0,08 |
0,08 |
0,1 |
0,1 |
0,15 |
0,15 |
0,15 |
0,15 |
0,15 |
0,2 |
0,25 |
0,28 |
0,3 |
0,35 |
0,5 |
0,5 |
0,5 |
0,5 |
0,6 |
0,6 |
|
Promień karbu R1 |
0,08 |
0,08 |
0,1 |
0,1 |
0,15 |
0,15 |
0,2 |
0,25 |
0,28 |
0,3 |
0,3 |
0,35 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
0,5 |
|
Średnica wrębu Dw |
8,21 |
9,90 |
12 |
14,18 |
16,18 |
17,28 |
20 |
23,76 |
24,87 |
27,94 |
30,06 |
32,01 |
34,17 |
36,19 |
40,16 |
44,42 |
45,39 |
50,2 |
55,25 |
60,39 |
|
Średnica rdzenia dr |
6,91 |
8,26 |
10,2 |
12,06 |
14,01 |
14,91 |
17,37 |
20,76 |
21,7 |
24,55 |
26,4 |
28,41 |
30,38 |
32,2 |
35,95 |
39,72 |
40,68 |
44,97 |
49,72 |
54,76 |
|
Średnica otworu Do |
min |
7,18 |
8,38 |
10,39 |
12,29 |
14,19 |
15,19 |
15,97 |
21,10 |
22,00 |
24,00 |
26,80 |
28,80 |
30,81 |
32,81 |
36,31 |
40,31 |
41,32 |
45,32 |
50,32 |
55,34 |
|
max |
7,27 |
8,47 |
10,50 |
12,40 |
14,30 |
15,30 |
17,70 |
21,23 |
22,13 |
25,03 |
26,93 |
28,53 |
30,97 |
32,97 |
36,47 |
40,47 |
41,48 |
45,48 |
50,48 |
55,53 |
|
nom |
6,9 |
8,1 |
10,1 |
12 |
13,9 |
14,9 |
17,3 |
20,8 |
21,7 |
24,6 |
26,5 |
28,5 |
30,5 |
32,5 |
36 |
40 |
41 |
45 |
50 |
55 |
Średnica wałka dz |
min |
7,73 |
9,70 |
11,60 |
13,80 |
15,80 |
18,80 |
19,57 |
23,47 |
24,57 |
27,57 |
29,57 |
31,53 |
33,53 |
35,53 |
39,43 |
43,52 |
44,52 |
49,62 |
54,37 |
59,47 |
|
max |
7,82 |
9,81 |
11,71 |
13,91 |
15,91 |
16,91 |
19,70 |
23,60 |
24,70 |
27,70 |
29,70 |
31,69 |
33,69 |
35,69 |
39,69 |
43,68 |
44,68 |
49,68 |
54,56 |
59,66 |
|
nom |
8,1 |
10,1 |
12 |
14,2 |
16,2 |
17,2 |
20 |
23,9 |
25 |
28 |
30 |
32 |
24 |
36 |
39,9 |
44 |
45 |
50 |
54,9 |
60 |
Podziałka t |
0,842 |
1,010 |
1,152 |
1,317 |
1,472 |
1,571 |
1,761 |
2,033 |
2,125 |
2,334 |
2,513 |
2,618 |
2,792 |
2,967 |
3,226 |
3,472 |
3,55 |
3,826 |
4,123 |
4,301 |
|
Liczba karbów |
28 |
28 |
30 |
31 |
32 |
32 |
33 |
34 |
34 |
35 |
35 |
36 |
36 |
36 |
37 |
38 |
38 |
39 |
40 |
42 |
|
Średnica podziałowa dp=Dp |
7,5 |
9 |
11 |
13 |
15 |
16 |
18,5 |
22 |
23 |
26 |
28 |
30 |
32 |
34 |
38 |
42 |
43 |
47,5 |
52,5 |
57,5 |
|
Średnica nominalna d |
8 |
10 |
12 |
(14) |
16 |
(17) |
20 |
(24) |
25 |
28 |
(30) |
32 |
(34) |
36 |
40 |
(44) |
45 |
50 |
55 |
60 |
|
Uwagi:
Średnice podane w nawiasach są nie zalecane.
Wymiary dr, Dw, R1 i R2 - orientacyjne.
Dopuszcza się ukształtowanie boków karbów wałka wg zarysu ewolwętowego w przypadku wykonania ich metodą obwiedniową.
Na rys. 1.70a pokazano najpowszechniej stosowane połączenia wielowypustowe z prostokątnym zarysem wypustów. Podobnie jak w gwintach, możemy kształtować połączenia wielowypustowe w różnorodny sposób, a ponieważ zawsze korzystne jest zmniejszenie maksymalnych wartości nacisków na bokach zarysów, zatem modyfikacje zarysów połączenia zmierzają do osiągania wklęsłych powierzchni przylegania wypustów (porównaj rys. 1.70b). Odpowiednikiem zarysów gwintu metrycznego są trójkątne zarysy wypustów (rys. 1.71), a połączenia z takimi wypustami przyjęto nazywać połączeniami wielokarbowymi.
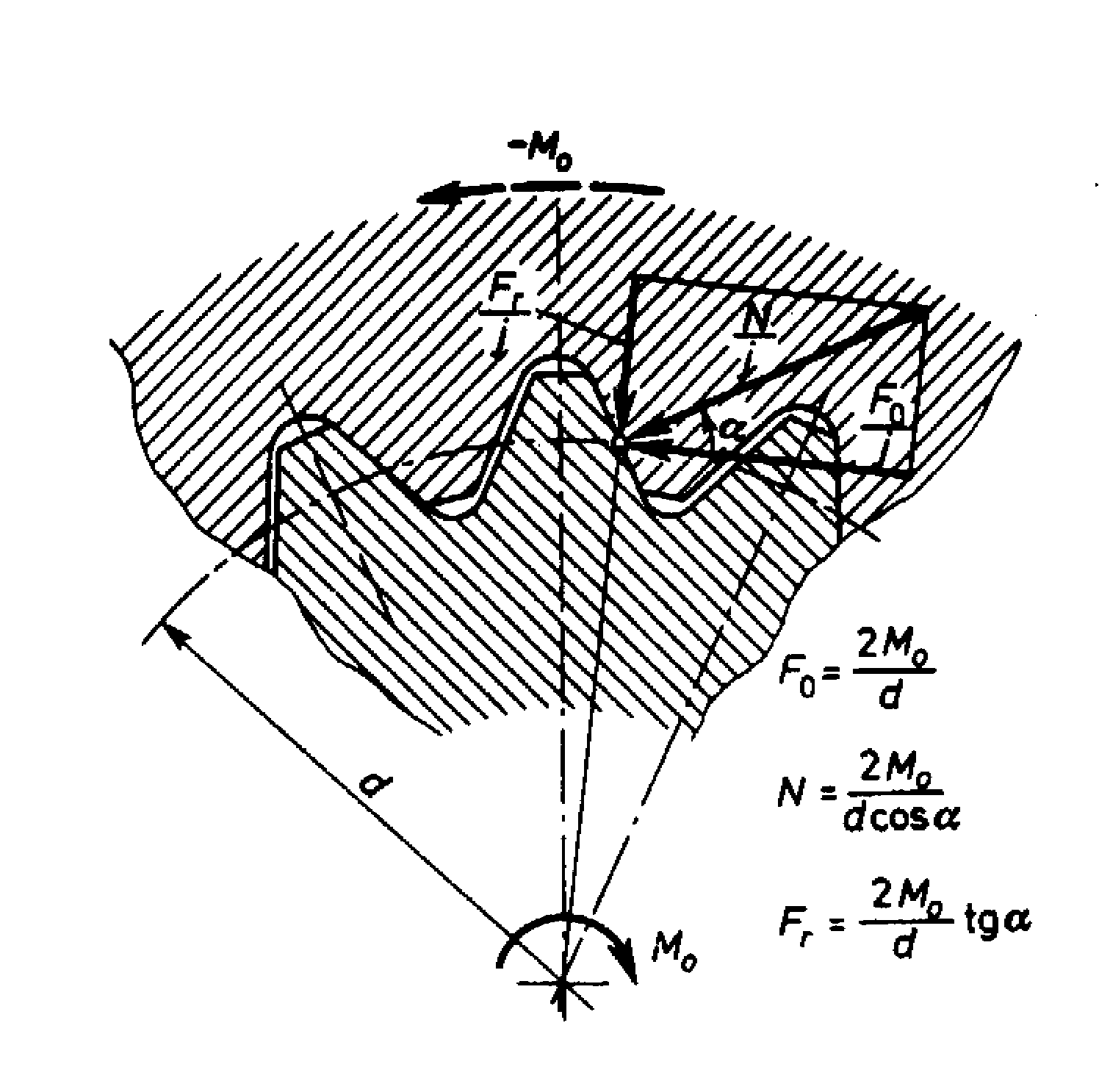
Rys. 1.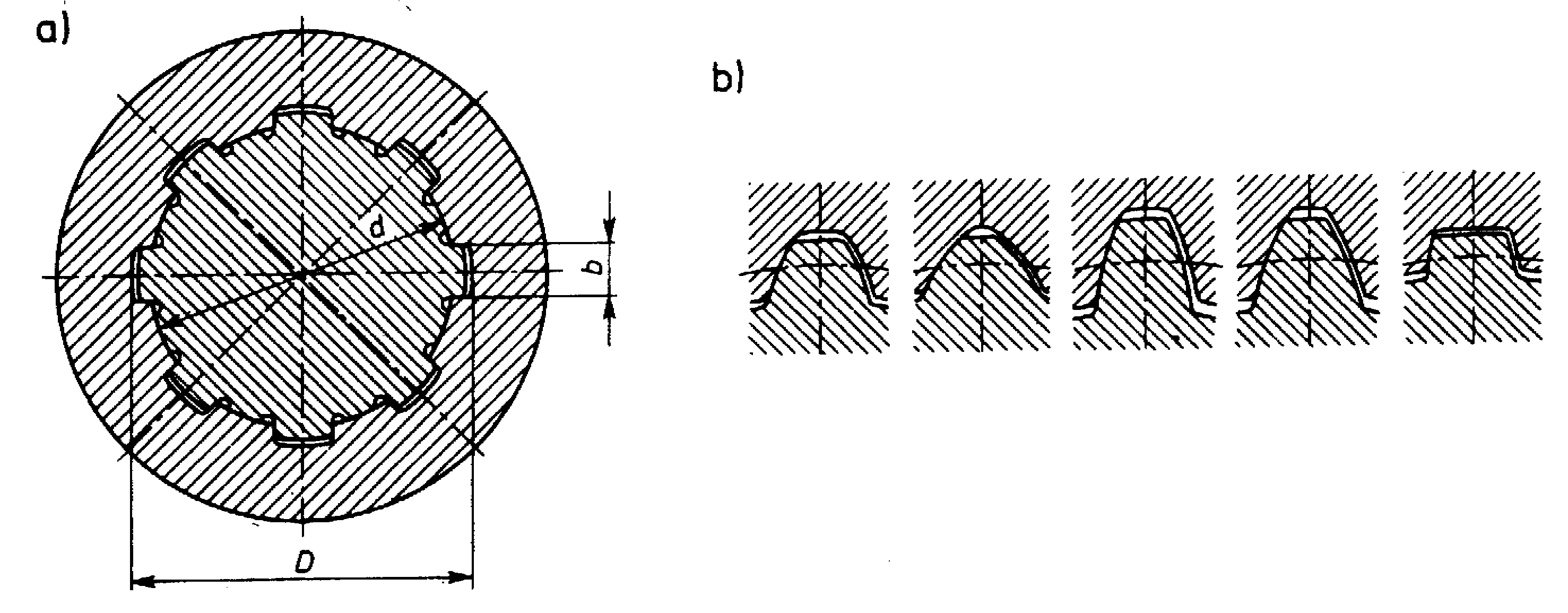
70 Zarys poprzeczny połączenia wielowypustowego(a), zarysy specjalne (b).
Rys. 1.71 Schemat obciążeń wielowypustów w połączeniu wielowypustowego.
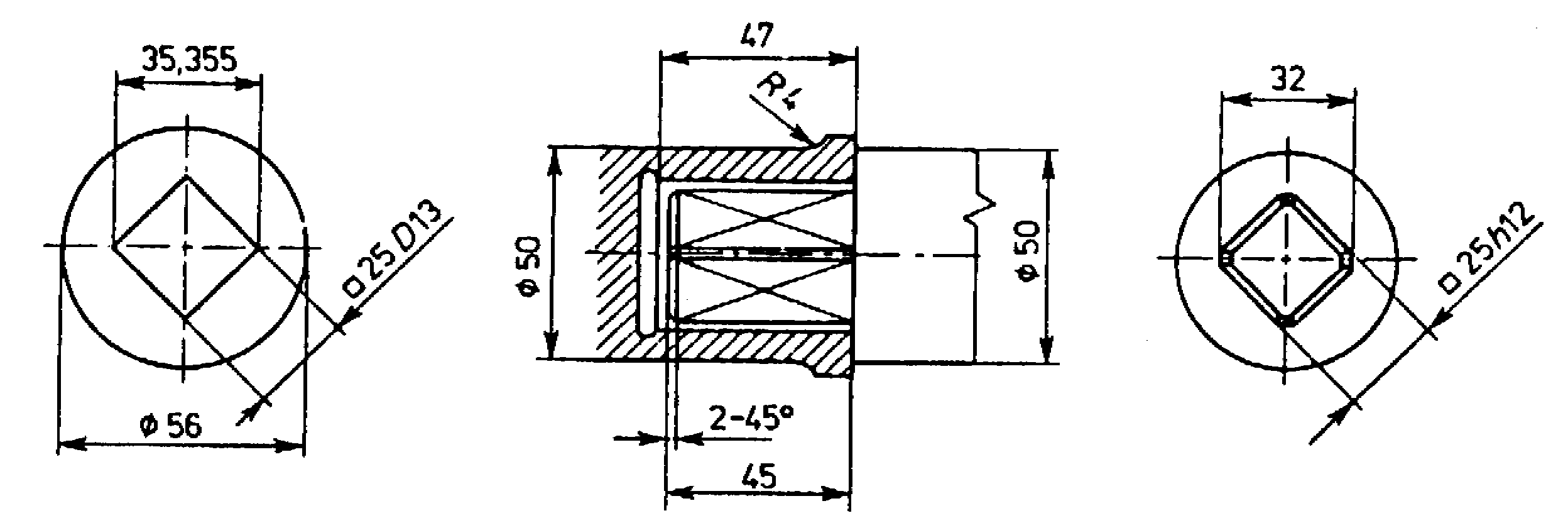
Wcześniej już wspomniana wada - kosztowna technologia wykonania (zwłaszcza otworu w piaście z racji potrzebnej dużej dokładności m.in. podziałki wypustów) jest w prostszych maszynach zastępowana szczególną odmianą wielowypustów (czy wielokarbu), mianowicie czop wieloboczny (rys. 1.72) jako technologicznie łatwiejszy główny element połączenia wielobocznego.
Rys. 1.72 Przykład połączenia wielobocznego.
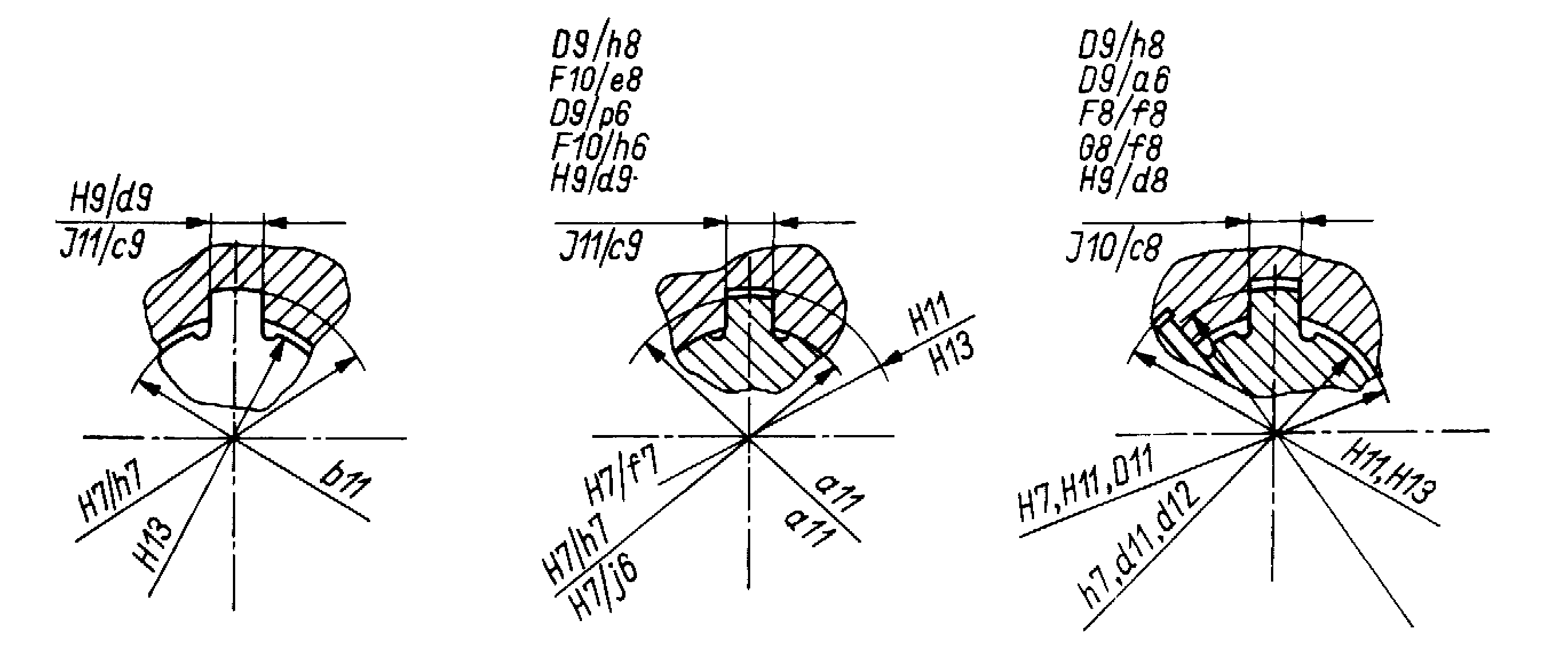
Połączenia wielowypustowe są wykorzystywane także jako połączenia ruchowe, w których wypusty spełniają rolę elementów prowadnicowych dla elementów głównych (np. w samochodowych skrzyniach biegów). Geometrię takich połączeń wyróżnia inny sposób tolerowania wymiarów (rys. 1.73) lub sposobu ustalenia położenia (centrowania).
Rys. 1.73 Pasowania wielowypustów.
Przy ocenie ich nośności konieczne jest zaś uwzględnienie faktu zużycia ruchowego powierzchni nośnych i zmniejszenie nominalnych nacisków dopuszczalnych (tablica 1.42).
Tablica 1.42 Dopuszczalne naciski w połączeniach wielowypustowych.
Materiał |
Połączenia spoczynkowe |
Połączenia ruchowe |
|
czopa |
piasty |
σn dop, MPa |
σn dop, MPa |
Stal |
Żeliwo |
30 |
25 |
Stal |
Żeliwo |
60 |
25 |
Stal utwardzona |
Stal utwardzona |
ok. 0,5Re |
(0,2 |
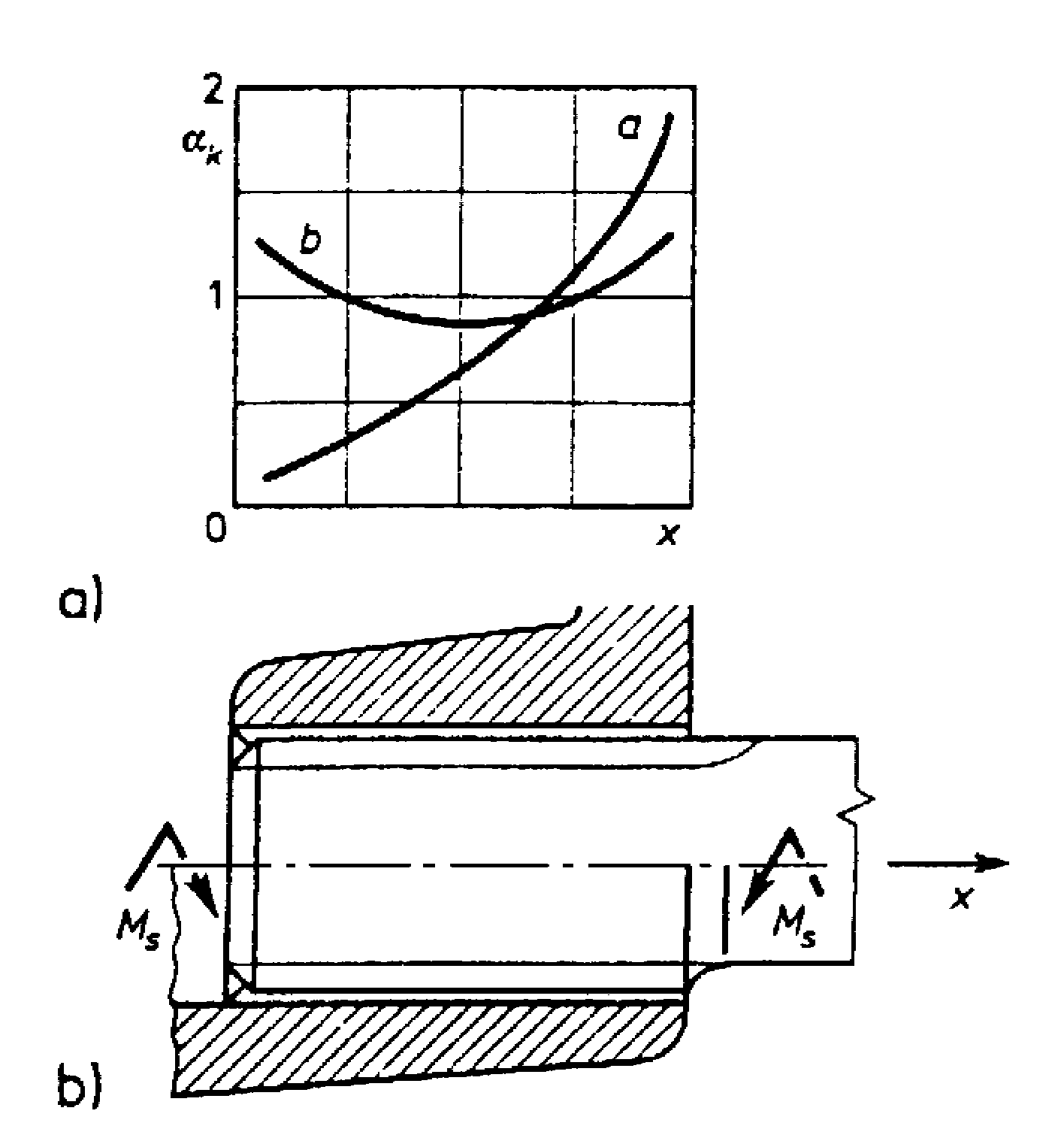
Ponieważ o wyborze wymiarów elementów większości typów połączeń kształtowych decydują jednostkowe obciążenia powierzchni nośnych, zatem oczywiste jest, że konstruktor powinien dążyć do ich zmniejszenia. Można to zazwyczaj uzyskać przez powiększenie liczby powierzchni nośnych, długości połączenia czy zmiany typu łączników. W tych działaniach należy jaszcze uwzględnić dokładności wymiarów powierzchni trudnych do wykonania, wprowadzając rzeczywisty nierównomierny rozdział obciążeń na powierzchni nośnej. Nierównomierność ta wzrasta z liczbą powierzchni nośnych (lub łączników) i błędami podziału tych powierzchni, np. wg danych empirycznych w połączeniach wielokarbowych może to oznaczać niewykorzystanie aż ⅓ liczby karbów. Skuteczną poprawą wykorzystania połączenia może dać złożona i kosztowna technologia (np. w ewolwentowych połączenia wielokarbowych zastosowanie małego nominalnego kąta ewolwenty) oraz stosowanie karbów o dużej podatności na zginanie. Przy zmianach długości połączenia z kolei należy się liczyć z efektem nadmiernego rzeczywistego zróżnicowania nacisków wzdłuż powierzchni nośnych połączenia. Efekt ten zilustrowano wykresem nierównomierności obciążenia wypustów, poglądowo przedstawionym na rys. 1.74.
Rys. 1.74 Idea konstrukcyjnego zmniejszenia nierównomierności obciążeń wielowypustu.
Łagodzenie zaś tego efektu jest możliwe i polega przede wszystkim na uelastycznieniu skrętnym głównych elementów połączenia (rys. 1.74b).
1.4 Tolerancje i pasowania. Połączenia wciskowe.
1.4.1 Tolerancje i pasowania.
Zachowanie dokładnych wymiarów części w trakcie obróbki jest niemożliwe. Wymiary rzeczywiste w zależności od dokładności obróbki odbiegają w mniejszym lub większym stopniu od wymiarów nominalnych. Dokładność wykonania wymiarów części współpracujących ma decydujące znaczenie przy składaniu tych części. Przy produkcji seryjnej i masowej ważny jest problem zamienności. Z reguły części powinny być tak wykonane, aby bez żadnej dodatkowej obróbki dały się złożyć przy montażu. Podobne wymagania stawiane są przy naprawach maszyn, gdy wymieniamy części zużyte, zastępując je nowymi.
Najczęstsze skojarzenia części powstają przez łączenie wałka z otworem. Toteż omawiane będą zasady tolerancji średnic wałków i otworów. Zasady tolerancji dla innych wymiarów są takie same. Każdy wymiar zewnętrzny ograniczający bryłę traktujemy przy tym jako wymiar wałka. Natomiast każdy wymiar wewnętrzny traktujemy jako otwór. W związku z tym dla każdej średnicy wałka lub otworu należy podać wymiary graniczne: dolny A i górny B, między którymi powinien być utrzymany wymiar rzeczywisty przedmiotu (rys. 1.77). Tolerancja wymiaru:
T = B - A.
Tolerancji T odpowiada na rys. 1.75 tzw. pole tolerancji (podwójnie zakreskowane). Różnicę algebraiczną między wymiarem górnym i odpowiadającym mu wymiarem nominalnym nazywamy odchyłką górną es, ES. Różnicę algebraiczną między wymiarem dolnym a odpowiadającym mu wymiarem nominalnym nazywamy odchyłką dolną ei, EI. Odchyłki górne dla wałka i otworu określone są wzorami
es = Bw - N, ES = Bo - N,
odchyłki dolne odpowiednio
ei = Aw - N, EI = Ao - N,
Rys. 1.75 Tolerancje średnicy otworu i wałka.
Odchyłki odmierzamy od linii wymiaru nominalnego, czyli od tzw. linii zerowej, nadając im znak plus ponad tą linią i znak minus poniżej tej linii. Tolerancje wałków i otworów są wobec tego równe odpowiednio:
Tw = es - ei, To = ES - EI.
Tolerancja jest zawsze dodatnia.
Weźmy np. wałek o średnicy 50mm, dla którego ustalamy wymiary graniczne A = 49,97 mm i B = 50,04 mm. Odchyłki wynoszą
ei = 50,04 - 50 = 0,04 mm, es =49,97 - 50 = -0,03 mm.
Tolerancja zaś wynosi
Tw = es - ei = 0,04 + 0,03 = 0,07 mm.
Tolerowany wymiar zapisuje się w ten sposób, że u dołu piszemy odchyłkę dolną, u góry odchyłke górną. Dla podanego przykładu zapis ma postać
50
Tolerancje wymiarowe są znormalizowane. W Polsce obowiązuje układ tolerancji wg PN, zgodny z międzynarodowym układem ISO. W układzie tym określone są dla każdego wymiaru dwa elementy: szerokość pola tolerancji i jego położenie w stosunku do linii zerowej.
Tolerancje według szerokości pola dzielą się na 19 klas dokładności. Klasy oznacza się numerami 01, 0 i od 1 do 17. Klasy dokładności 01, 0 od 1 do 7 stosowane są przy wyrobie narzędzi mierniczych, klasy od 5 do 17 stosuje się przy wyrobie części maszyn, przy czym klasy od 5 do 12 stosuje się w pasowaniach części maszyn, a klasy od 12 do 17 stosuje się w przypadkach wielkich luzów oraz powierzchni swobodnych i surowych. W tablicy 1.43 podano wartości tolerancji średnic w klasach od 5 do 12. Każda wartość tolerancji odpowiada pewnemu zakresowi średnic.
Tablica 1.43 Tolerancje podstawowe średnic otworów i wałków o wymiarach do50mm (w
m).
Podział wymiarów nominalnych |
Klasy dokładności. |
||||||||
powyżej |
do |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
mm |
|
|
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
- |
3 |
4 |
6 |
10 |
14 |
25 |
40 |
60 |
1000 |
3 |
6 |
5 |
8 |
12 |
18 |
30 |
48 |
75 |
120 |
6 |
10 |
6 |
9 |
15 |
22 |
36 |
58 |
90 |
180 |
10 |
18 |
8 |
11 |
18 |
27 |
43 |
70 |
110 |
210 |
18 |
30 |
9 |
13 |
21 |
33 |
52 |
84 |
130 |
250 |
30 |
50 |
11 |
16 |
25 |
39 |
62 |
100 |
160 |
300 |
50 |
80 |
13 |
19 |
30 |
46 |
74 |
120 |
190 |
350 |
80 |
120 |
15 |
22 |
35 |
54 |
87 |
140 |
220 |
400 |
120 |
180 |
18 |
25 |
40 |
63 |
100 |
160 |
250 |
460 |
Tablica 1.43 cd. Tolerancje podstawowe średnic otworów i wałków do 50 mm. |
|||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
180 |
250 |
20 |
29 |
46 |
72 |
115 |
185 |
290 |
520 |
250 |
315 |
23 |
32 |
52 |
81 |
130 |
210 |
320 |
570 |
315 |
400 |
25 |
36 |
57 |
89 |
140 |
230 |
360 |
630 |
400 |
500 |
27 |
40 |
63 |
97 |
155 |
250 |
400 |
|
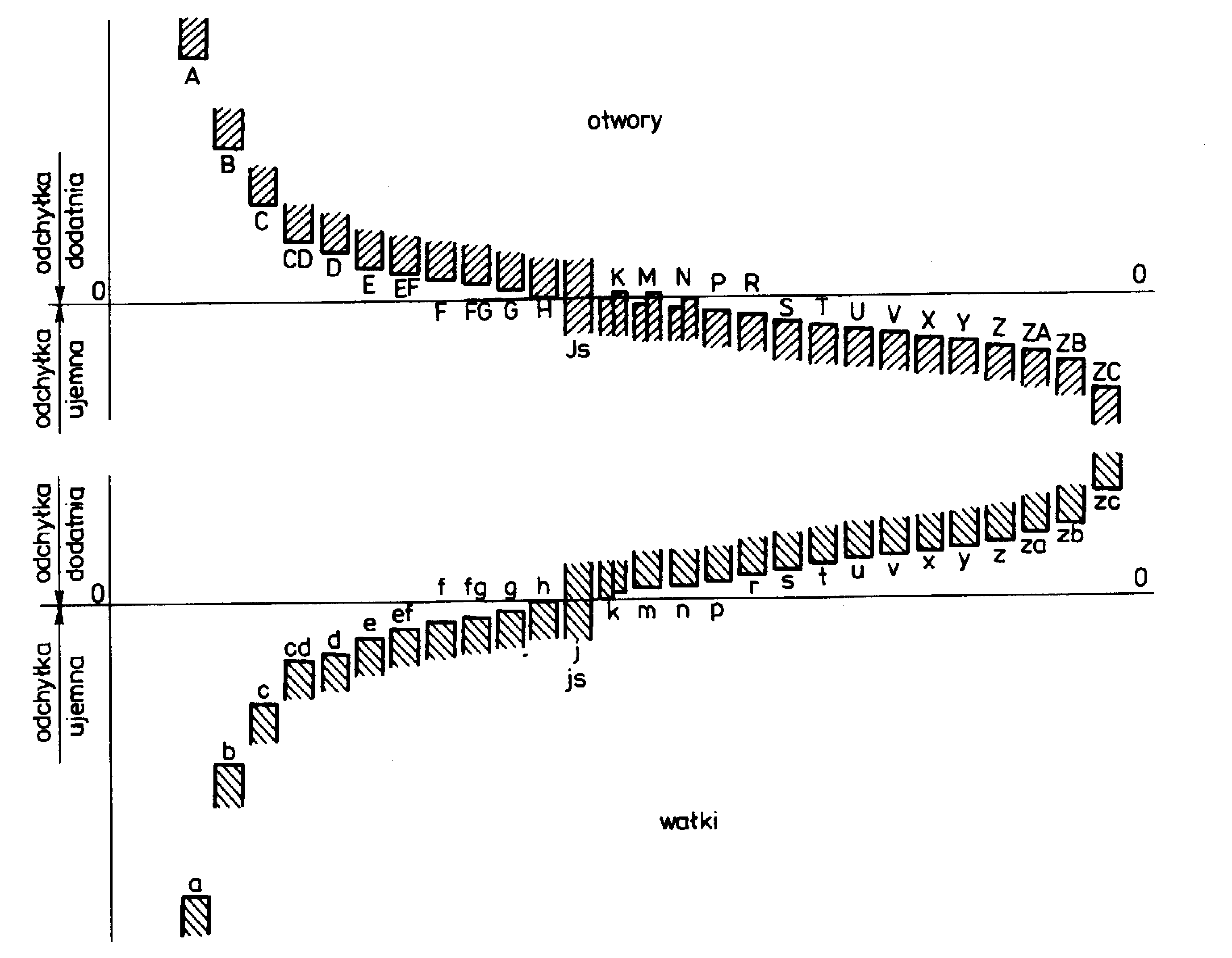
Położenie pola tolerancji do linii zerowej oznacza się literami, przy czym małe litery stosuje się do wałków, a duże do otworów. Położenie pól tolerancji i ich oznaczenia pokazano na rys. 1.76. Wałki i otwory oznaczane literami h i H nazywa się podstawowymi. Pole tolerancji w tym przypadku przylega do linii zerowej i sięga w głąb materiału. Otwory oznaczone literami od A do G mają zawsze średnice większą od nominalnej. Otwory oznaczone literami od J do N mogą mieć średnicę większą lub mniejszą od nominalnej. Otwory od P do ZC mają średnicę zawsze mniejszą od nominalnej. Odpowiednio wałki oznaczone literami od a do g mają zawsze średnice mniejszą do nominalnej, a od m do zc mają średnice zawsze większą. Pełne oznaczenie wałka lub otworu zawiera wymiar nominalny, symbol literowy położenia pola tolerancji i symbol cyfrowy klasy dokładności, np. 50k6, 50H7.
Rys. 1.76 Układ pól tolerancji.
Spośród wszystkich możliwych tolerancji wałków i otworów wybrano tzw. tolerancje normalne przeznaczone do stosowania w ogólnej budowie maszyn (tablica 1.44).
Tablica 1.44 Pola tolerancji normalne wałków i otworów.
Otwory normalne |
Klasy dokładności |
12 |
|
B12 |
|
|
|
|
|
H12 |
|
|
|
|
|
|
|
|
||
|
|
11 |
A11 |
B11 |
[C11] |
D11 |
|
|
|
H11 |
|
|
|
|
|
|
|
|
||
|
|
10 |
|
|
|
D10 |
|
|
|
H10 |
|
|
|
|
|
|
|
|
||
|
|
9 |
|
|
|
D9 |
|
F9 |
|
H9 |
|
|
|
|
|
|
|
|
||
|
|
8 |
|
|
|
D8 |
E8 |
F8 |
|
H8 |
J8 |
K8 |
M8 |
N8 |
|
|
|
U8 |
||
|
|
7 |
|
|
|
|
|
F7 |
G7 |
H7 |
J7x |
K7 |
M7 |
N7 |
[P7] |
R7 |
S7 |
|
||
|
|
6 |
|
|
|
|
|
|
G6 |
H6 |
J6x |
K6x |
M6 |
N6 |
|
|
|
|
||
Wałki normalne |
|
12 |
|
b12 |
|
|
|
|
|
h12 |
|
|
|
|
|
|
|
|
||
|
|
11 |
a11 |
b11 |
[c11] |
d11 |
|
|
|
h11 |
|
|
|
|
|
|
|
|
||
|
|
10 |
|
|
|
d10 |
|
|
|
h10 |
|
|
|
|
|
|
|
|
||
|
|
9 |
|
|
|
d9 |
[f8] |
f9 |
|
h9 |
|
|
|
|
|
|
|
|
||
|
|
8 |
|
|
c8 |
d8 |
e8 |
f8 |
|
h8 |
|
|
|
|
|
|
|
u8 |
||
|
|
7 |
|
|
|
|
|
f7 |
|
h7 |
j7 |
k7 |
m7 |
n7 |
|
|
s7 |
u7 |
||
|
|
6 |
|
|
|
|
|
f6 |
6g |
h6 |
j6x |
k6 |
m6 |
n6 |
p6 |
r6xx |
s6 |
|
||
|
|
5 |
|
|
|
|
|
|
g5 |
h5 |
j5 |
k5 |
m5 |
n5 |
|
r5 |
s5 |
|
||
|
Nazwy otworów lub wałków |
Przestrzenne bardzo luźne |
Przestrzenne luźne |
Przestrzenne (zwykłe) |
Obrotowe bardzo luźne |
Obrotowe luźne |
Obrotowe (zwykłe) |
Obrotowe ciasne |
Suwliwe lub podstawowe |
Przyległe |
Lekko wciskane |
Wciskane (zwykłe) |
Mocno wciskane |
Bardzo lekko wciskane |
Lekko wtłaczane |
Wtłaczane (zwykłe) |
Bardzo mocno wtłaczane |
|||
|
|
Ruchowe |
Mieszane |
Wtłaczane |
||||||||||||||||
Uwagi:
-Wałki i otwory uprzywilejowane.
[ ]- Wałki i otwory nie zalecane.
x- Wałki i otwory uprzywilejowane dla łożysk tocznych.
xx-Wałek r6 jest uprzywilejowany dla średnic do 80mm.
W tablicy 1.45 zestawiono odchyłki górne es wałków a - h i dolne ei pozostałych. Korzystając z tablicy 1.43 i 1.41 możemy określić odchyłki wszystkich wałków. Obliczamy je w następujący sposób:
Dla wałków a - h z tablicy 1.41 odczytujemy es i obliczamy ei
ei = es - ITn,
Przy czym ITn oznacza tolerancję klasy n dla odpowiedniego zakresu średnic z tablicy 1.39.
Dla wałków j - z z tablicy 1.41 odczytujemy ei i obliczamy es
es = ei + ITn
(ITn z tablicy 1.39).
Tablica 1.45 Odchyłki podstawowe wałków.
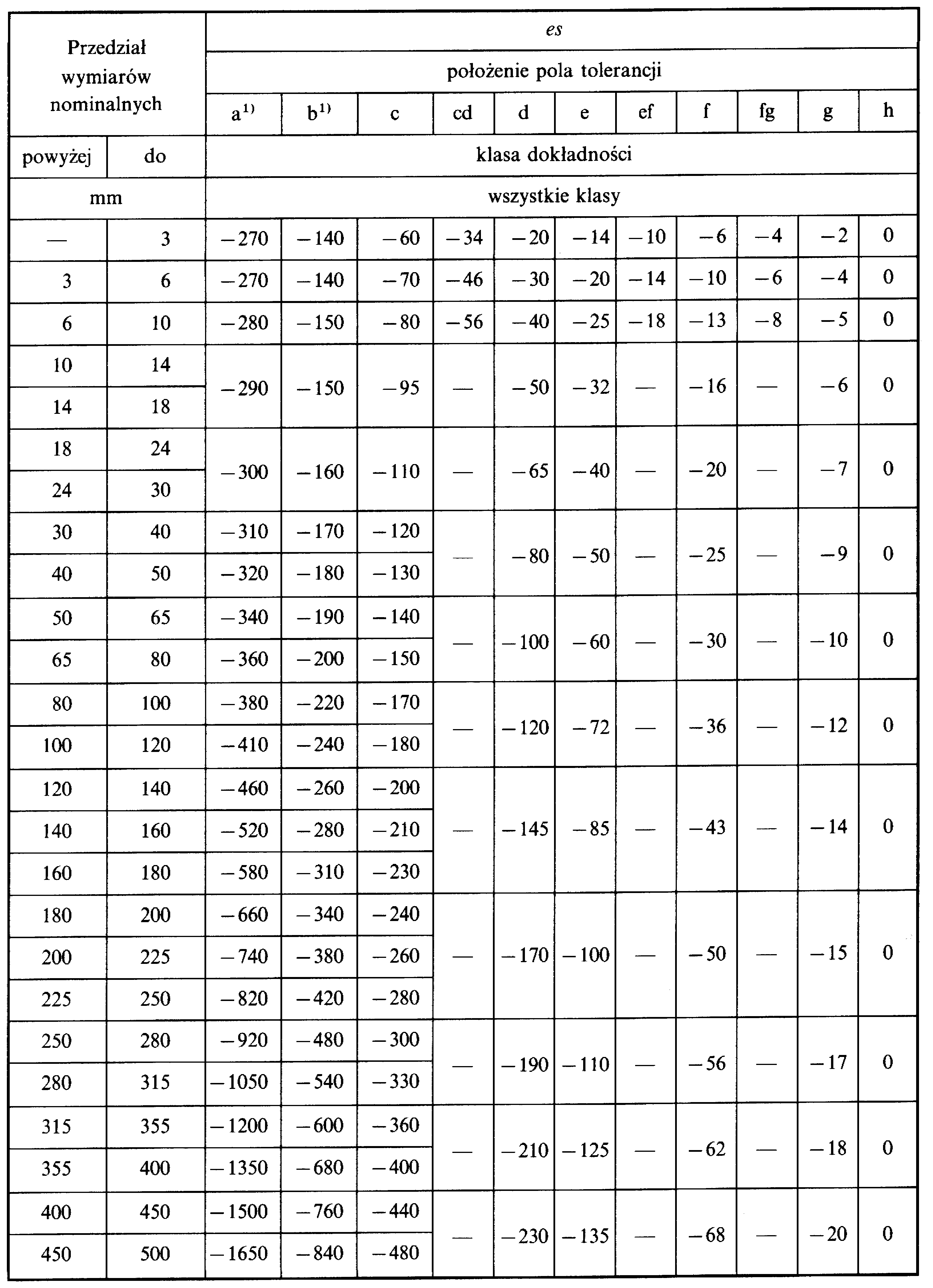
Tablica 1.45 cd. Odchyłki podstawowe wałków.
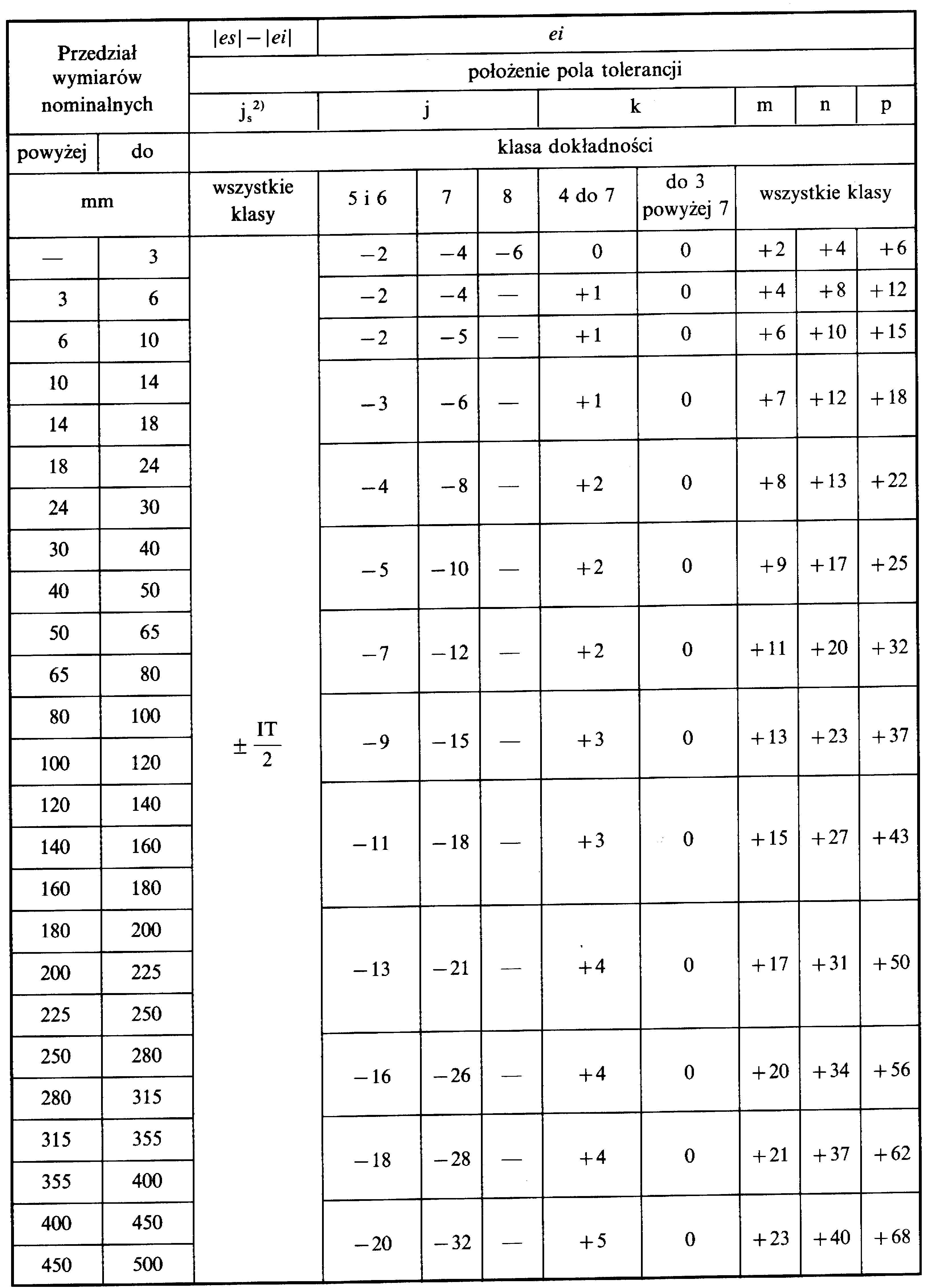
Tablica 1.45 cd. Odchyłki podstawowe wałków.
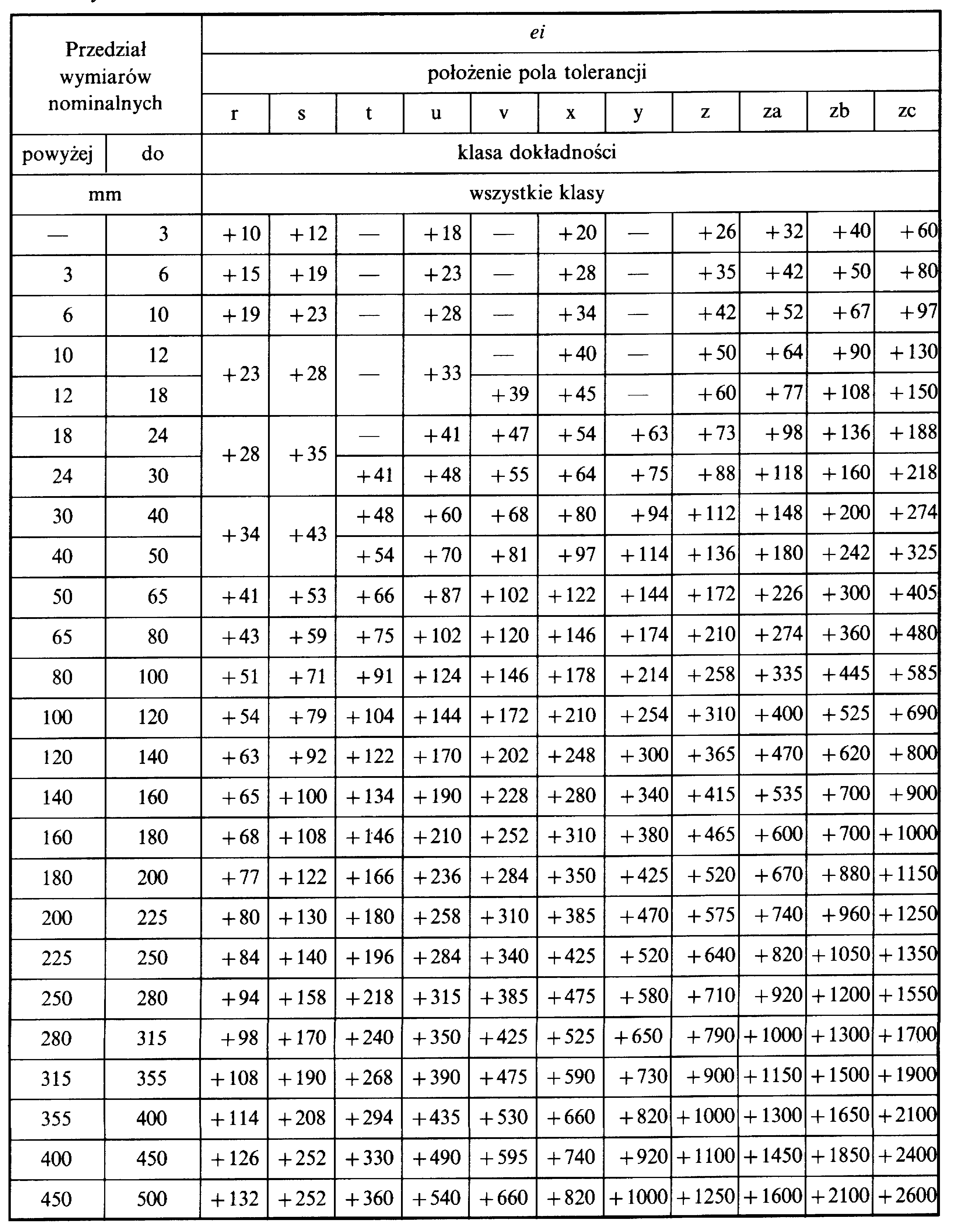
W tablicy 1.42 podano odchyłki dolne EI otworów i górne ES pozostałych. Odchyłki otworów ustalamy następująco:
Dla otworów A - H z tablicy 1.41 odczytujemy EI i obliczamy
ES = EI + ITn
(ITn z tablicy 1.39).
Dla otworów J - Z z tablicy 1.42 odczytujemy ES i obliczamy
EI = ES - ITn
(ITn z tablicy 1.39).
Jeżeli kojarzymy wałek i otwór, to otrzymujemy pasowanie. Pasowanie oznaczamy przez podanie tolerancji otworu łamanej przez tolerancję wałka, np. 50H8/h7 oznacza skojarzenia wałka 50h7 i otworu 50H8. W wyniku skojarzenia miedzy wałkiem i otworem powstaje luz. Luz ten może przybrać różne wartości zależne od wykonania części. Luz graniczny najmniejszy Lmin powstanie wtedy, gdy otwór ma wymiary graniczny dolny Ao, a wałek wymiar graniczny górny Bw
Lmin = Ao - Bw = EI - es.
Luz graniczny największy Lmax powstanie, jeżeli otwór ma wymiar graniczny górny Bo, a wałek wymiar graniczny dolny Aw
Lmax = Ao - Bw = ES - ei.
Luzem średnim nazywa się średnią arytmetyczną luzów najmniejszego i największego
Luz rzeczywisty zawarty jest między Lmax i Lmin. Nazwa luz jest umowna. Jeżeli wartość luzu wypadnie ujemna, to mamy do czynienia z wciskiem. Bezwzględna wartość ujemnego luzu najmniejszego nazywa się wciskiem największym. Bezwzględna ujemna wartość luzu największego nazywa się wciskiem największym.
Suma tolerancji wałka i otworu tworzących połączenie stanowi tolerancję pasowania
Tx = To - Tw
Jest ona jednocześnie równa różnicy luzów granicznych. Pasowanie można podzielić na luźne, mieszane i ciasne. Pasowania luźne są to takie pasowania, w których zawsze uzyskuje się luz, tzn.
Lmax > Lmin
0
Pasowania mieszane są to takie pasowania, w których może powstać luz lub wcisk, tzn.
Lmax > 0 > Lmin
Pasowania mieszane są to takie pasowania, w których zawsze uzyskuje się wcisk, tzn.
0 > Lmax >Lmin
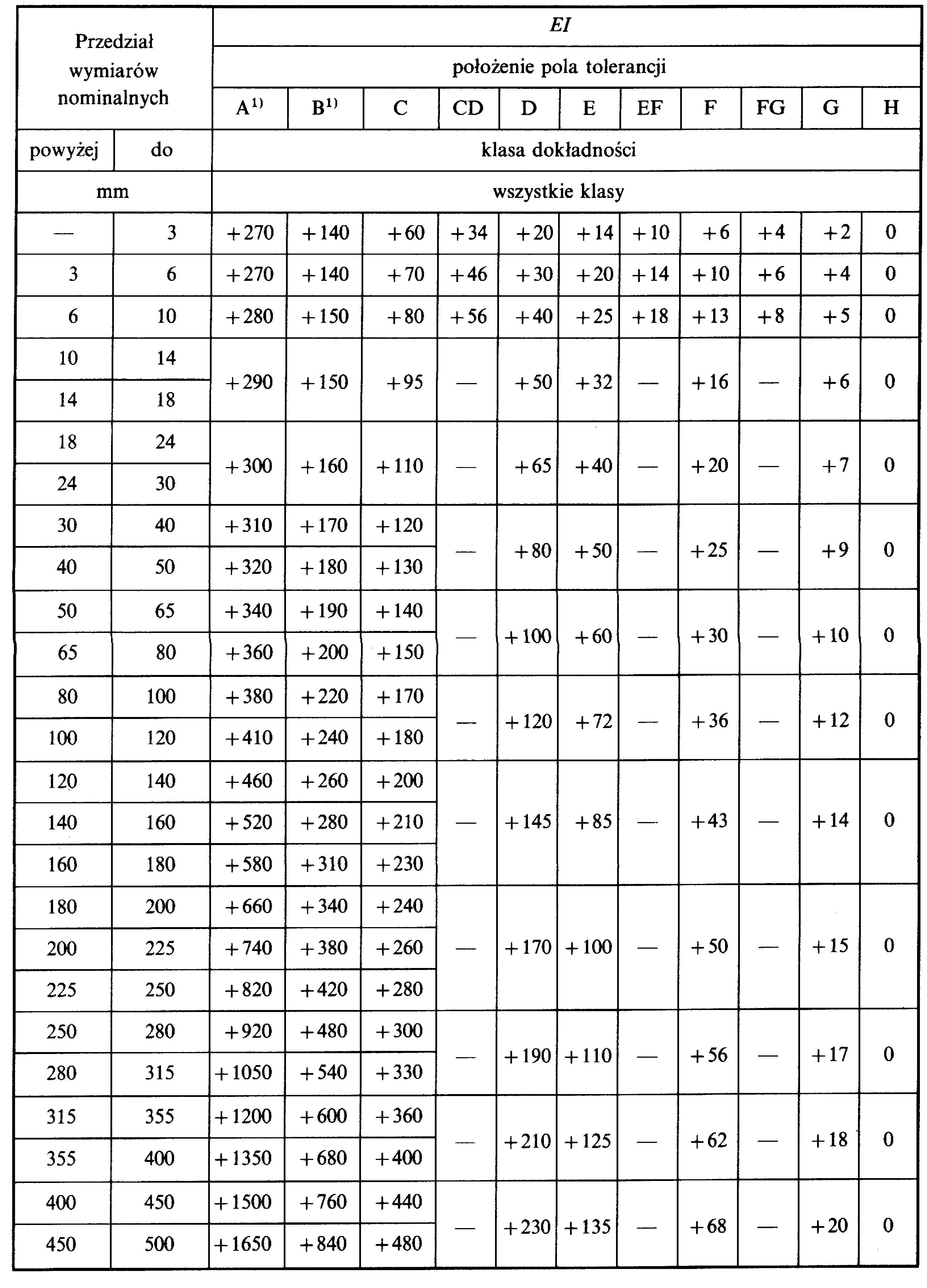
Tablica 1.46 Odchyłki podstawowe otworów.
Tablica 1.46 cd. Odchyłki podstawowe otworów.
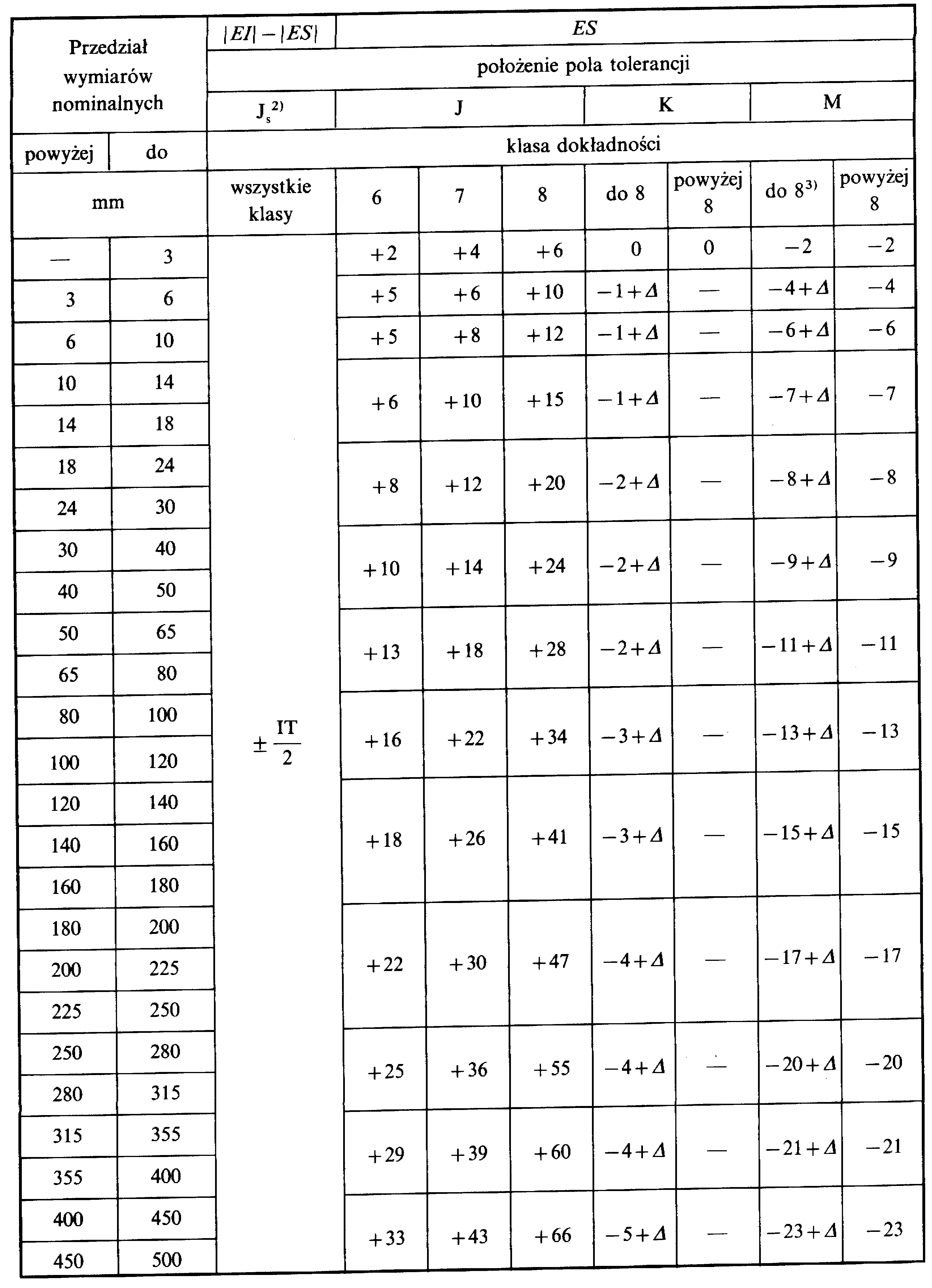
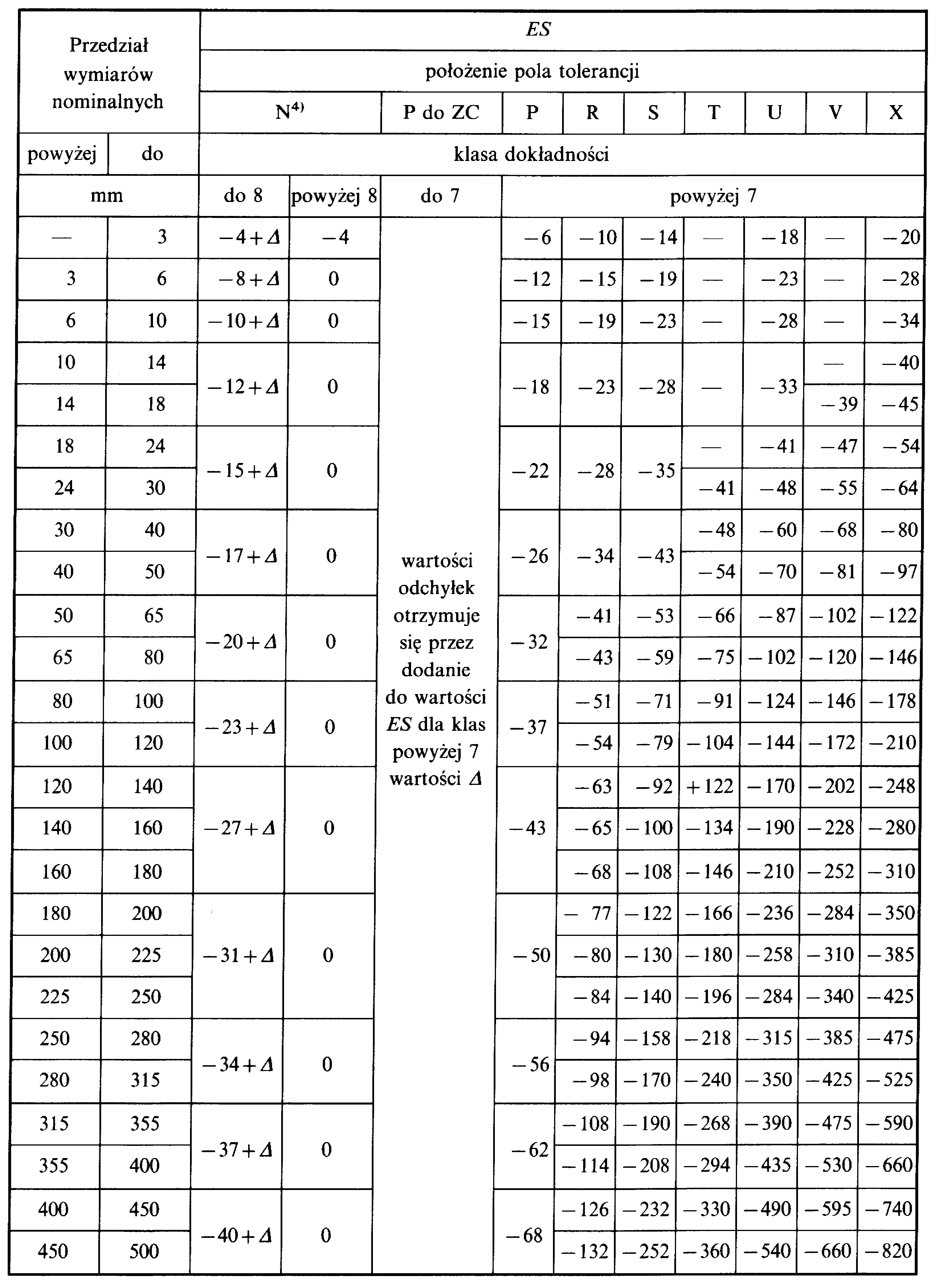
Tablica 1.46 cd. Odchyłki podstawowe otworów.
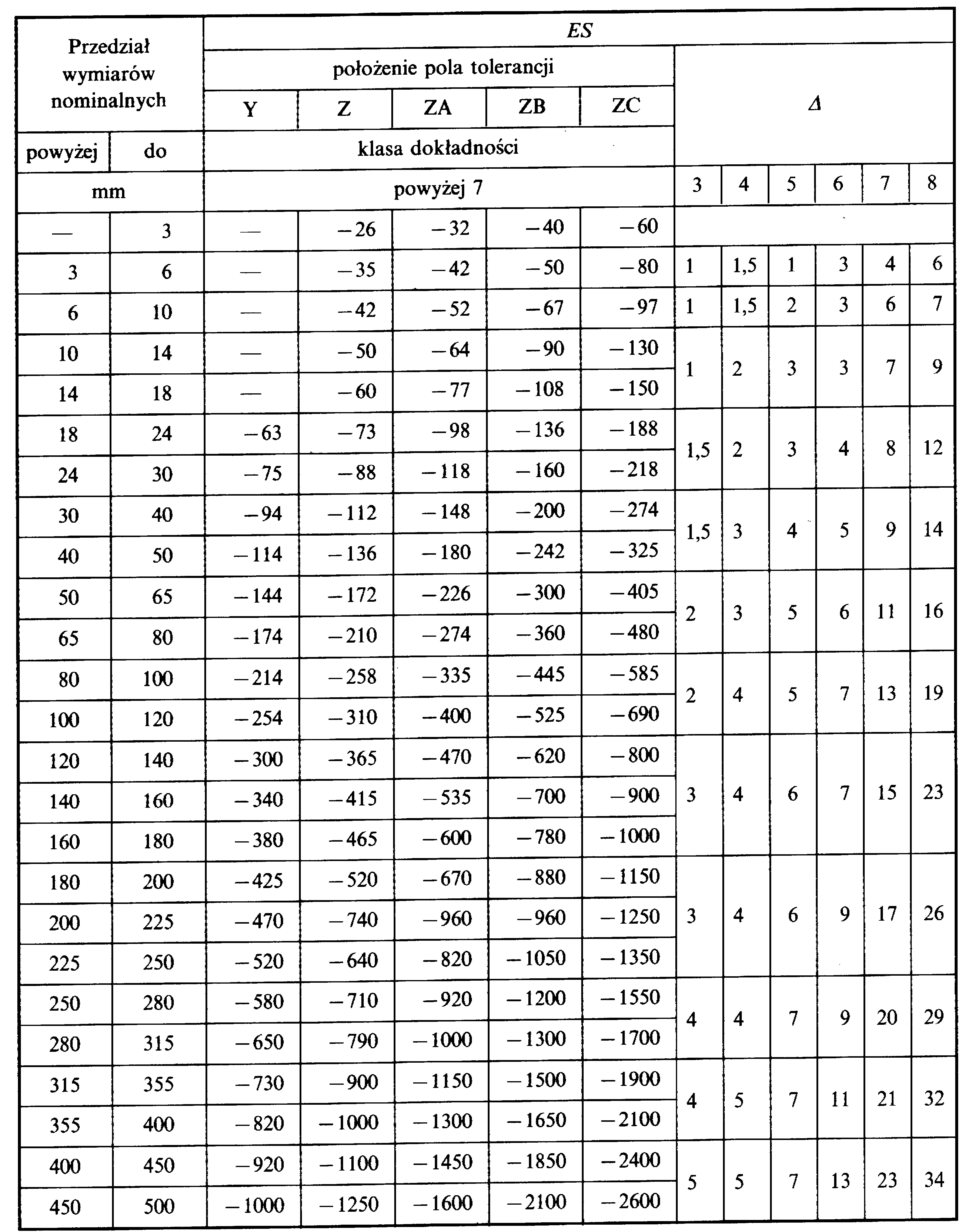
Tablica 1.46 cd. Odchyłki podstawowe otworów.
Norma przewiduje dwie zasady kojarzenia wałków i otworów. Jest to zasada stałego otworu i zasad stałego wałka. Zasada stałego otworu polega na to wszystkie otwory wykonujemy zawsze jako otwory podstawowe, czyli otwory suwliwe (H). W celu uzyskania zaś odpowiedniego pasowania dobieramy odpowiednio wałki. Odwrotnie postępujemy przy zasadzie stałego wałka. Wszystkie wałki wykonujemy zawsze jako podstawowe, czyli suwliwe (h). W celu uzyskania zaś odpowiedniego pasowania dobieramy odpowiednio otwory. Układy pól tolerancji przy obu podstawowych zasad przedstawiona na rys. 1.77.
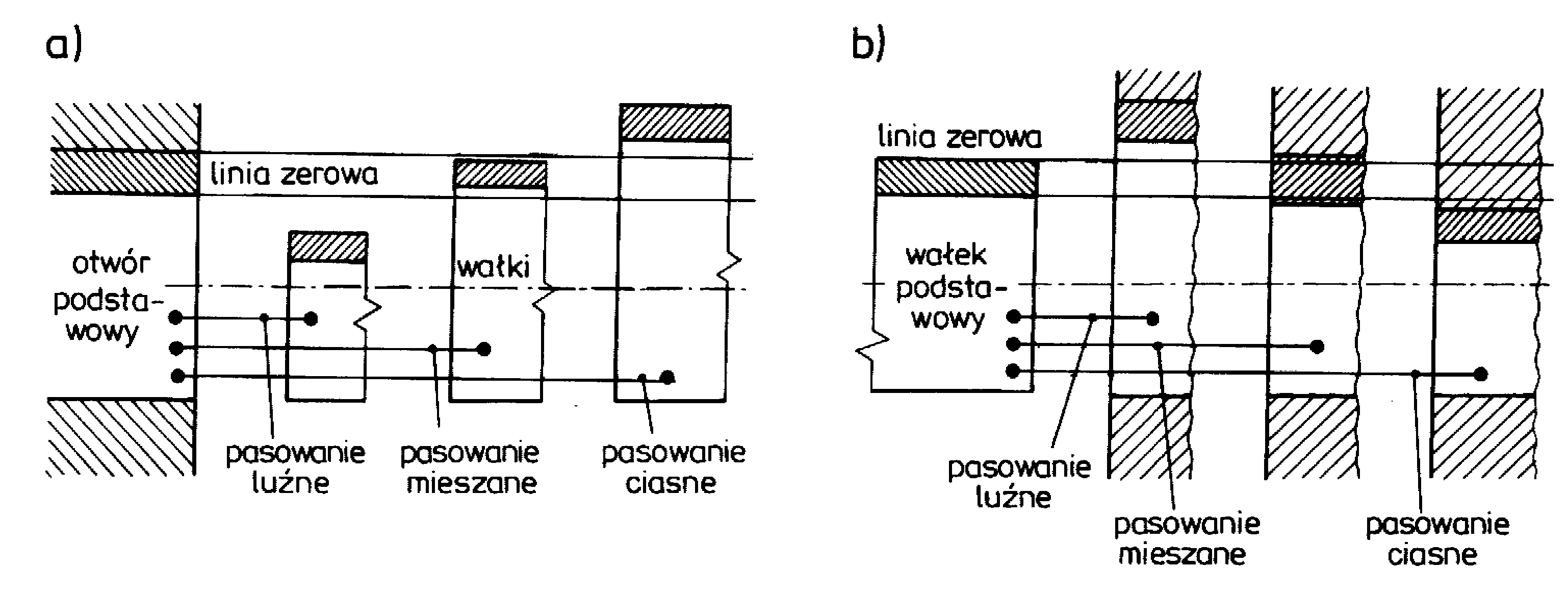
Rys. 1.77 Układy pasowań: a) przy zasadzie stałego otworu, b) przy zasadzie stałego wałka.
W budowie maszyn stosuje się z reguły zasadę stałego otworu. Ułatwia ona wykonywanie połączeń w produkcji wielkoseryjnej, zmniejsza, bowiem liczbę narzędzi koniecznych do obróbki otworów, kosztowniejszych od narzędzi do obróbki wałków. W pewnych przypadkach (np. osadzeniu na wałek elementów o różnych pasowaniach) wygodniej jest stosować zasadę stałego wałka. Układ pasowań do stosowania w budowie maszyn przedstawiono w tablicy 1.43.
Teraz podane zostaną najbardziej ogólne uwagi dotyczące pasowań. Pasowanie przestronne o dużych luzach stosuje się w połączeniach zgrubnych. Przy mniejszych stosuje się je w połączeniach ruchomych takie jak łożyska, prowadnice itp. Pasowania mieszane stosuje się w połączenia rozłącznych, w których luz nie jest wskazany. Występuje natomiast konieczność łatwego rozłączenia i łączenia bez użycia dużych sił. Połączenia ciasne stosuje się jako połączenia nieruchome rzadko rozłączane lub w ogóle nierozłączne. Połączenia takie są bardzo trwałe. Części łączone muszą zachowywać się jako jedna całość. Połączenie wymaga bardzo dużych sił. Jest ono wykonane za pomocą pras, bądź na gorąco.
Projektując części maszyn, należy określić stopień chropowatości powierzchni. Chropowatość powierzchni określa się wielkością nierówności na niej występujących. Im mniejsza jest chropowatość powierzchni, tym większa jest jej odporność na korozję i ścieranie oraz tym większa wytrzymałość zmęczeniowa części. Pasowania części maszyn są pewniejsze (dłużej zachowują swój charakter), gdy współpracujące powierzchnie obu części są gładkie.
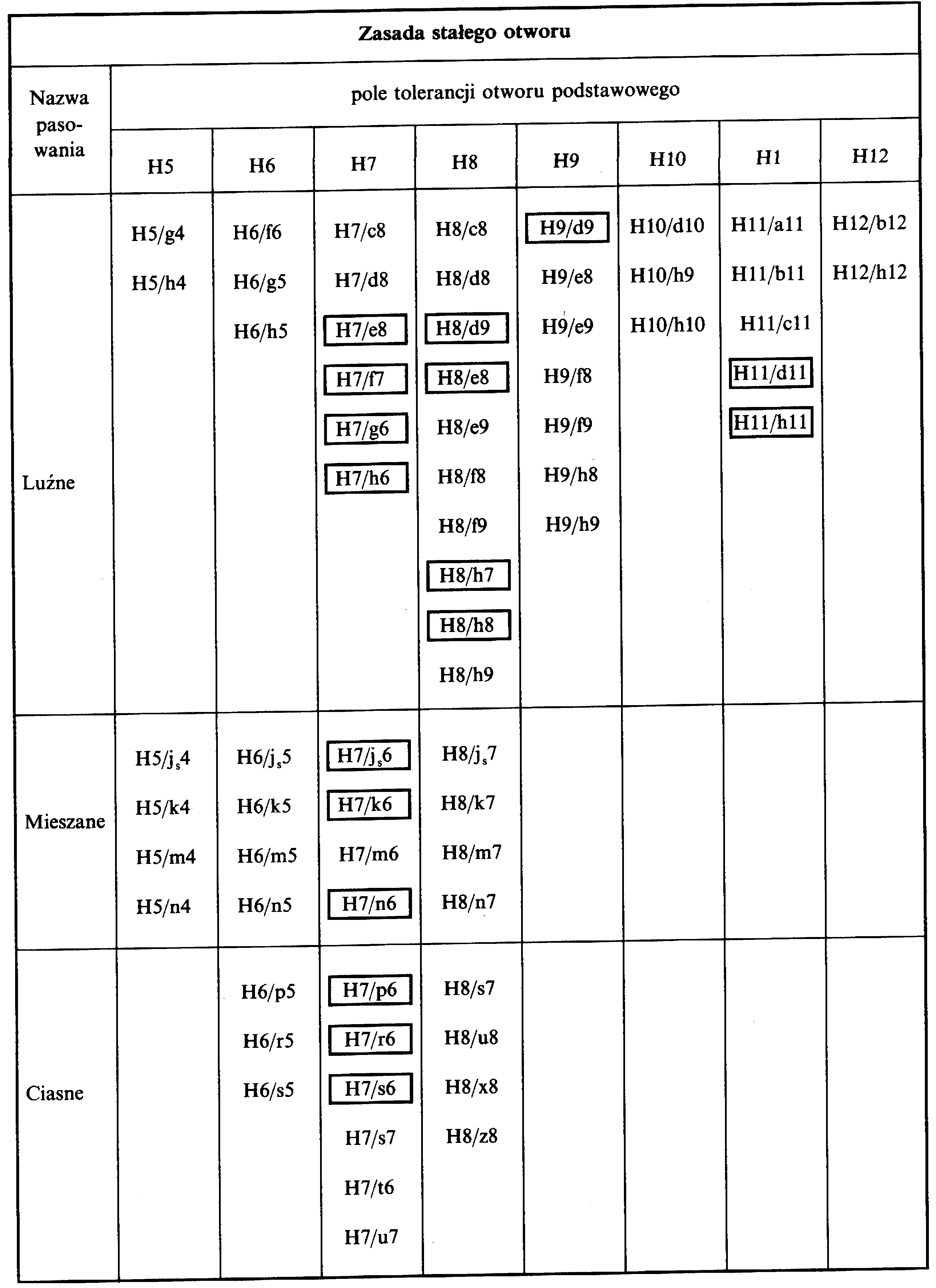
Tablica 1.47 Układ pasowań normalnych.
Tablica 1.47 cd. Układy pasowań normalnych.
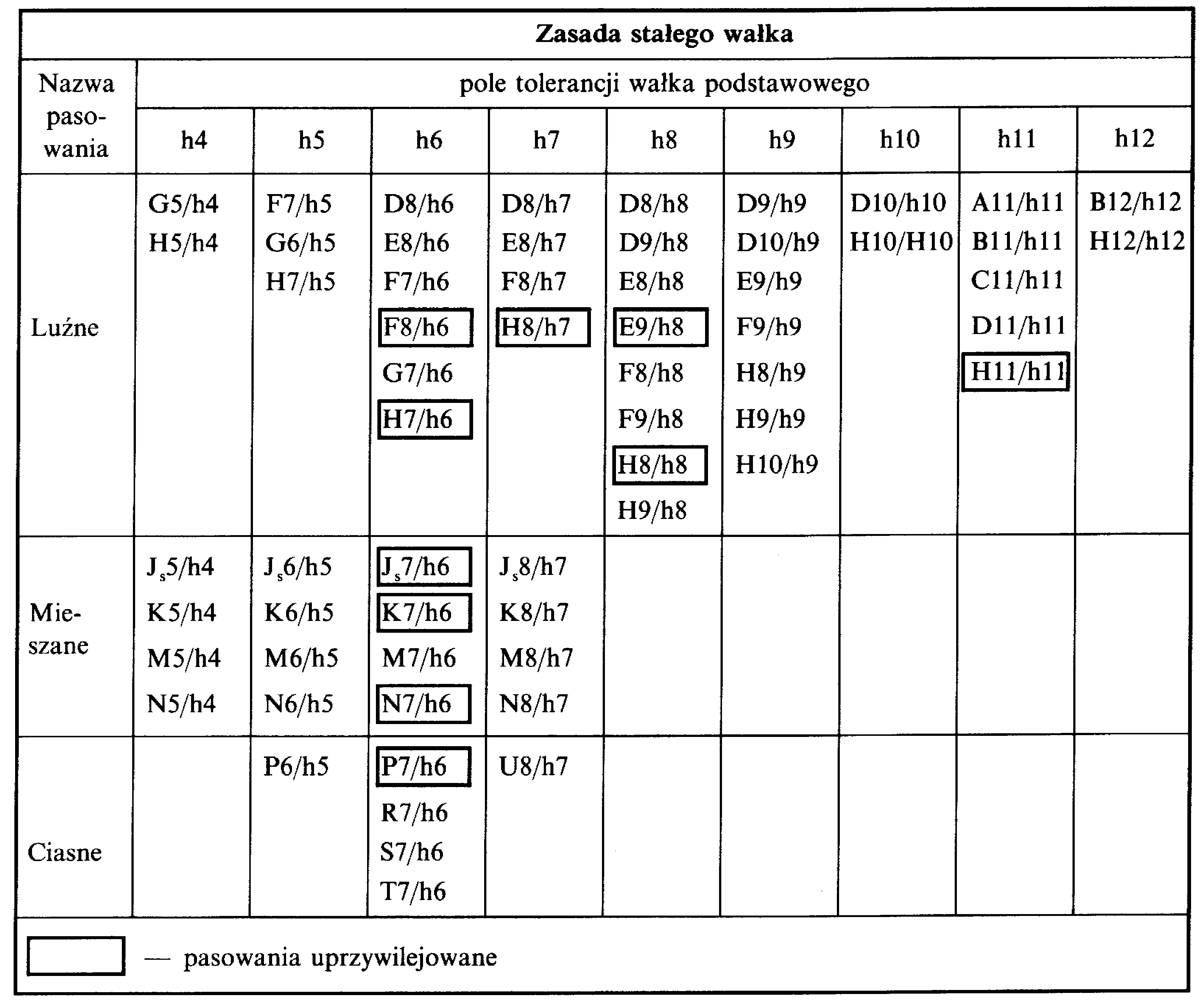
Zgodnie z normą stanu chropowatości powierzchni określany jest podanie dopuszczalnych wartości średniego arytmetycznego odchylenia profilu linii średniej R
lub dopuszczalnej wysokości nierówności R
. W tablicy 1.44 podano orientacyjne przeciętne wartości R
, jakie można uzyskać przy określonym sposobie obróbki mechanicznej.
Przykład 1.1. Wyznaczyć odchyłki wałka o średnicy 30 mm przy tolerancjach f7 i s7. Odchyłka górna wałka φ30 f7 (tabl. 1.45)
es = - 20
m,
tolerancja klasy 7 (tabl. 1.43)
IT7 = 21
m,
odchyłka dolna
ei= -20-21 = -41
m,
stąd
φ30f7= φ30
.
Tablica 1.44 Chropowatości powierzchni w zależności od sposobu obróbki (R
w
m).
Odchyłka dolna wałka φ30 s7 (tabl. 1.45)
ei = 35
m,
tolerancja klasy 7 (tabl. 1.43)
IT7 == 21
m,
odchyłka górna
es= 35+21 = 56
m,
stąd: φ30s7=φ30
Tablica 1.45 Zakres ekonomicznego zastosowania obróbki przy wykonaniu wałków i otwo-
rów.
Obróbka |
Klasy dokładości |
||||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
|
Wałki |
Toczenie |
|
|
|
|
|
|
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
|
Szlifowanie |
|
|
|
|
- |
+ |
+ |
+ |
- |
|
|
|
|
|
|
|
|
Gładzenie (honing) |
|
|
|
- |
+ |
- |
|
|
|
|
|
|
|
|
|
|
|
Docieranie (lankng) |
|
|
- |
+ |
- |
|
|
|
|
|
|
|
|
|
|
|
|
Dogładzanie (superfinish) |
- |
+ |
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
Otwory |
Wiercenie wiertłem krętym (swobodnym) |
|
|
|
|
|
|
|
|
|
|
|
- |
+ |
- |
|
|
|
Wiercenie wiertłem krętym (prowadzonym) |
|
|
|
|
|
|
|
|
|
|
- |
+ |
- |
|
|
|
|
Wiercenie wiertłem działowym |
|
|
|
|
|
|
|
|
|
+ |
- |
|
|
|
|
|
|
Pogłębiane pogłębiaczem |
|
|
|
|
|
|
|
|
|
- |
+ |
- |
|
|
|
|
|
Roztaczanie nożem |
|
|
|
|
|
|
|
- |
- |
+ |
+ |
+ |
- |
- |
|
|
|
Rozwiercanie rozwiertakiem |
|
|
|
|
|
- |
+ |
+ |
+ |
- |
|
|
|
|
|
|
|
Szlifowanie |
|
|
|
|
|
- |
+ |
+ |
+ |
- |
|
|
|
|
|
|
|
Przeciąganie |
|
|
|
|
|
- |
+ |
- |
|
|
|
|
|
|
|
|
|
Przeciskanie kulą, trzpieniem |
|
|
|
|
|
- |
+ |
- |
|
|
|
|
|
|
|
|
|
Gładzenie (honing) |
|
|
|
|
- |
+ |
- |
|
|
|
|
|
|
|
|
|
|
Docieranie (laping) |
|
|
- |
+ |
- |
|
|
|
|
|
|
|
|
|
|
|
|
Dogładzanie (superfinizh) |
- |
+ |
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
„+” - oznacza zakres obróbki ekonomicznej, „ - " - zakres obróbki możliwej, lecz ekonomicznie nieuzasadnionej.
Przykład 1.2. Wyznaczyć odchyłki otworu o średnicy ၦ12 przy tolerancjach F9 i R7. Odchyłka dolna otworu ၦ12 F9 (tabl. 1.46)
EI = 16
m,
tolerancja klasy 9 (tabl. 1.43)
IT9=43
m,
odchyłka górna otworu
ES= 16+43=59 urn,
stąd
ၦ12F7=ၦ12
.
Odchyłka górna otworu ၦ12 R7 (tabl. 1.46)
ES =-30
m,
tolerancja klasy 7 (tabl. 1.43)
IT7 = 18
m, odchyłka dolna tego otworu
EI=-30-18= -48
m,
Stąd
ၦ12R7=ၦ12
.
Przykład 1.3. Obliczyć graniczne luzy oraz tolerancję pasowania ၦ55 H7/m6. Obliczamy podobnie jak w przykładach poprzednich odchyłki wałka i otworu. Otrzymujem
ES = 30
m, es = 30
m, EI=0
m, ei == 11
m.
Najmniejszy luz graniczny według
Lmin=0-30= -30
m.
Największy luz graniczny
Lmax=30-11= -19
m.
Rzeczywisty luz zawiera się między wciskiem —30
m a luzem 19
m. Tolerancje pasowania można obliczyć jako różnicę luzów granicznych, a więc
Tx= 19+30=49
m
Średni wcisk
Ls=
.
Oczywiście rzeczywisty wcisk może być różny od średniego i może być też luzem, co jest raczej niepożądane w tym połączeniu. Z badań wynika, że w tego rodzaju przypadkach większość połączeń ma wcisk, i to większy od średniego.
1.4.2 Tolerancje gwintów.
Odległość między skrajnymi punktami styku skojarzonych gwintów śruby i nakrętki, mierzoną równolegle do osi gwintu, nazywamy długością skręcenia. Długości skręcenia oznaczone są: S — mała, N — średnia i L — duża. Znormalizowane są graniczne wymiary średniej długości skręcenia N (tablica 1.48 str. 120).
Dokładność gwintu określa się wielkością odchyłki ii tolerancji. Położenie tolerancji określa odchyłka dolna El dla gwintu wewnętrznego (nakrętki) i odchyłka górna es dla gwintu zewnętrznego. Dla gwintu wewnętrznego ustalono dwa położenia G i H, natomiast dla gwintu zewnętrznego cztery położenia: d, e, g, h (rys. 1.78 i tablica 1.47 str. 119).
Rys. 1.78 Zarysy dna gwintu: zewnętrznego (śruby), b) wewnętrznego (na-
krętki).
Wielkości tolerancji ujęto w szeregi oznaczone liczbami od 3 do 9 (patrz tablica 1.46 i 1.47). Tolerancje, te wprowadzono dla gwintów wewnętrznych dla średnicy podziałowej Toż i średnicy wewnętrznej TD2, zaś dla gwintów zewnętrznych dla średnicy podziałowej TD1 i średnicy zewnętrznej Td.
Dno zarysu gwintu wewnętrznego (nakrętki) może być zaokrąglone (rys. 1.78b) lub proste. Dno zarysu gwintu zewnętrznego (śruby) powinno być zaokrąglone promieniem R
0,1P (rys. 1.78a). W obu przypadkach zaokrąglone dno nie może przekraczać zarysu nominalnego.
Spośród szeregów i położeń pól tolerancji w praktycznych zastosowaniach należy przyjmować skojarzenia podane w tablica 1.48 str. 120: klasa dokładna — dla gwintów o zwiększonej dokładności, klasa średnio dokładna — dla gwintów ogólnego przeznaczenia, klasa zgrubna — dla gwintów o malej dokładności, np. gwintów walcowanych na gorąco, gwintów w głębokich otworach nieprzelotowych itp.
Przy wyborze położenia pola tolerancji należy kierować się następującymi wytycznymi:
Położenie G — pod powłoki ochronne gwintów o dużych średnicach. Położenie H — dla gwintów ogólnego przeznaczenia oraz pod powłoki ochronne.
Położenie d — dla gwintów złączy pracujących w wysokich temperaturach.
Położenie g — dla gwintów ogólnego przeznaczenia o średnicach ponad 1,4 mm oraz pod powłoki ochronne.
Położenie h — dla gwintów złączy z małym luzem oraz dla gwintów ogólnego przeznaczenia o średnicach do 1,4 mm.
Pełne oznaczenie gwintu składa się z następujących elementów:
a) oznaczenia rodzaju gwintu wg PN-70/M-02013, b) oznaczenia szeregu tolerancji i położenia pola tolerancji średnicy podziałowej,
c) oznaczenia szeregu tolerancji i położenia pola tolerancji średnicy wewnętrznej Di (dla gwintu wewnętrznego) lub średnicy zewnętrznej d (dla gwintu zewnętrznego), d) wartości liczbowe długości skręcenia tylko w przypadku S lub L.
Oznaczenie wg c) uwzględnia się tylko wtedy, kiedy jest ono inne niż dla średnicy podziałowej.
Przykład oznaczenia gwintu:
M12 6g oznacza: szereg tolerancji 6 zarówno dla Td2 jak Td, położenie tolerancji g, długość skręcenia N, Wartości liczbowe tych wielkości wynoszą: TD2=150
(tablica 1.47 dla średnicy zewnętrznej 11,2—22,4 mm, skoku P — 1,75 mm i szeregu 6).
Td == 265 μm (tablica 1.47, dla skoku 1,75 mm i szeregu 6). es == -34 μm (tablica 1.47, dla skoku 1,75 mm l położenia g tolerancji).
Długość skręcenia dla tego gwintu wynosi od 6 do 18 mm (tablica 1.46, dla zakresu średnic 11,2—22,4, skoku 1,75 mm i długości N). Wymiary tolerowania elementów tego gwintu wynoszą:
średnica podziałowa d2=10,863
średnica zewnętrzna d=12,000
Przykład oznaczenia gwintu o różnych położeniach i szeregach tolerancji dla TD2 i TD1 oraz długości skręcenia innej niż N: M10x1 — 5H6H — 12 (oznaczenie to znaczy: dla TD2 — 5H, dla TD1 — 6H, długość skręcenia wynosi 12 mm),
Przykład oznaczenia złącza gwintowego (nakrętka—śruba) o normalnej długości skręcenia: M20x2 — 6H/6g (dla TD2 i TD1 — 6H, dla Td2 — 6g, długość skręcenia — N).
Tablica 1.46 Wartości liczbowe tolerancjiTD2 i Td2 średnicy podziałowej oraz długości skrę-
cenia według PN-70/M-02113.
Średnice |
Skok |
TD2 |
Td2 |
Długość skręcenia |
||||||||||||||||||||||||
znamionowe |
gwintu |
Szeregi tolerancji |
Szeregi tolerancji |
S |
N |
L |
||||||||||||||||||||||
ponad |
do |
P |
4 |
5 |
6 |
7 |
8 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
do |
ponad |
do |
ponad |
||||||||||
mm |
μm |
μm |
mm |
|||||||||||||||||||||||||
|
|
0,2 |
40 |
50 |
(63) |
|
— |
24 |
30 |
38 |
48 |
(60) |
(75) |
— |
0,5 |
0,5 |
1,4 |
1,4 |
||||||||||
0,99 |
1.4 |
0,25 |
45 |
56 |
(71) |
— |
— |
26 |
34 |
42 |
53 |
(67) |
(85) |
— |
0,6 |
0,6 |
1,7 |
1,7 |
||||||||||
|
|
0,3 |
48 |
60 |
75 |
— |
— |
28 |
36 |
45 |
56 |
(71) |
(90) |
— |
0,7 |
0,7 |
2 |
2 |
||||||||||
|
|
0,2 |
42 |
53 |
(67) |
— |
— |
25 |
32 |
40 |
50 |
(63) |
(80) |
-- |
0,5 |
0,5 |
1,5 |
1.5 |
||||||||||
|
|
0,25 |
48 |
60 |
(75) |
— |
— |
28 |
36 |
45 |
56 |
(71) |
(90) |
— |
0,6 |
0,6 |
1,9 |
1,9 |
||||||||||
1,4 |
2,8 |
0,35 |
53 |
67 |
85 |
— |
— |
32 |
40 |
50 |
63 |
80 |
(100) |
— |
0,8 |
0,8 |
2,6 |
2,6 |
||||||||||
|
|
0,4 |
56 |
71 |
90 |
— |
— |
34 |
42 |
53 |
63 |
85 |
(106) |
— |
1 |
1 |
3 |
3 |
||||||||||
|
|
0,45 |
60 |
75 |
95 |
— |
— |
36 |
45 |
56 |
71 |
90 |
(112) |
— |
1,3 |
1,3 |
3,8 |
3,8 |
||||||||||
|
|
0,35 |
56 |
71 |
90 |
- |
— |
34 |
42 |
53 |
67 |
85 |
(106) |
-- |
1 |
1 |
3 |
3 |
||||||||||
|
|
0,5 |
63 |
80 |
100 |
125 |
— |
38 |
48 |
60 |
75 |
95 |
(118) |
— |
1,5 |
1,5 |
4,5 |
4,5 |
||||||||||
2,8 |
5,6 |
0,6 |
71 |
90 |
112 |
140 |
-- |
42 |
53 |
67 |
85 |
106 |
(132) |
-- |
1,7 |
1,7 |
5 |
5 |
||||||||||
|
|
0,7 |
75 |
95 |
118 |
150 |
— |
45 |
56 |
71 |
90 |
112 |
(140) |
— |
2 |
2 |
6 |
6 |
||||||||||
|
|
0,75 |
75 |
95 |
118 |
150 |
— |
45 |
56 |
71 |
90 |
112 |
(140) |
— |
2,2 |
2,2 |
6.7 |
6,7 |
||||||||||
|
|
0,8 |
80 |
100 |
125 |
160 |
200 |
48 |
60 |
75 |
95 |
118 |
150 |
190 |
2,5 |
2,5 |
7,5 |
7,5 |
||||||||||
|
|
0,5 |
71 90 ! 112 |
90 |
112 |
140 |
— |
42 |
53 |
67 |
85 |
106 |
(132) |
— |
1,6 |
1,6 |
4,7 |
4,7 |
||||||||||
|
|
0,75 |
85 106 , 132 170 |
106 |
132 |
170 |
-- |
50 |
63 |
80 |
100 |
125 |
(160) |
— |
2,4 |
2,4 |
7,1 |
7,1 |
||||||||||
5,6 |
11,2 |
1 |
95 118 ! 150 190 236 56 71 |
118 |
150 |
190 |
236 |
56 |
71 |
90 |
112 |
140 |
180 |
224 |
3 |
3 |
9 |
9 |
||||||||||
|
|
1,25 |
100 i 125 160 200 250 60 75 | 95 118 |
125 |
160 |
200 |
250 |
60 |
75 |
95 |
118 |
150 190 |
190 |
236 |
4 4 |
4 |
12 |
12 |
||||||||||
|
|
1,5 |
112 |
140 1 180 224 280 67 85 ! 106 132 |
180 |
224 |
280 |
67 |
85 |
106 |
132 |
170 212 |
212 |
265 \ 5 5 |
5 |
5 |
15 |
15 |
||||||||||
|
|
0,5 |
75 |
95 |
118 |
150 - 45 56 71 90 Cl 12) 040) 1 |
-- |
45 |
56 |
71 |
90 |
(112) |
(140) |
-- |
1,8 |
1,8 |
5,58 |
5,5 |
||||||||||
|
|
0,75 |
90 |
112 |
140 |
180 I - 53 67 85 106 J 132 (170) - 2,8 i 2,8 |
-- |
53 |
67 |
85 |
106 |
132 |
(170) |
-- |
2,8 |
2,8 |
8,3 |
8,3 |
||||||||||
|
|
1 |
100 |
125 |
160 |
200 |
250 60 ; 75 95 118 |
60 |
75 |
95 |
118 |
150 190 236 |
190 |
236 |
3,8 |
3,8 |
11 |
11 |
||||||||||
|
|
1,25 |
112 |
140 |
180 |
224 |
280 , 67 85 ! 106 132 |
67 |
85 |
106 |
132 |
170 212 265 ; 4,5 |
212 |
265 |
4,5 |
4,5 |
13 |
13 |
||||||||||
11,2 |
22,4 |
1,5 |
118 |
150 |
190 |
236 |
300 |
71 |
90 |
112 |
140 |
180 224 |
224 |
280 |
5,6 |
5,6 |
16 |
16 |
||||||||||
|
|
1.75 |
125 |
160 |
200 |
250 |
315 |
75 |
95 |
118 |
150 |
190 |
236 |
300 |
6 |
6 |
18 |
18 |
||||||||||
|
|
2 |
132 |
170 |
212 |
265 |
335 |
80 |
100 |
125 |
160 |
200 |
250 |
315 |
8 |
8 |
24 |
24 |
||||||||||
|
|
2,5 |
140 |
180 |
224 |
280 |
355 |
85 |
106 |
132 |
170 |
212 |
265 |
335 |
10 |
10 |
30 |
30 |
||||||||||
Tablica 1.46 cd. Wartości liczbowe tolerancji TD2 i Td2 średnicy podziałowej oraz długości
skręcenia.
Średnice |
Skok |
TD2 |
Td2 |
Długość skręcenia |
||||||||||||||||||||||||
znamionowe |
gwintu P |
Szeregi tolerancji |
Szeregi tolerancji |
S |
N |
L |
||||||||||||||||||||||
ponad |
do |
|
4 |
5 |
6 |
7 |
8 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
do |
ponad |
do |
ponad |
||||||||||
mm |
um |
uni |
mm |
|||||||||||||||||||||||||
|
|
0,75 |
95 |
118 |
150 |
190 |
-- |
56 |
71 |
90 |
112 |
140 |
(180) |
-- |
3,1 |
3,1 |
9,5 |
9,5 |
||||||||||
|
|
l |
106 |
132 |
170 |
212 |
— |
63 |
80 |
100 |
125 |
160 |
200 |
250 |
4 |
4 |
12 |
12 |
||||||||||
|
|
1,5 |
125 |
160 |
200 |
250 |
315 |
75 |
95 |
118 |
150 |
190 |
236 |
300 |
6,3 |
6,3 |
19 |
19 |
||||||||||
22.4 |
45 |
2 |
140 |
180 |
224 |
280 |
355 |
85 |
106 |
132 |
170 |
212 |
265 |
335 |
8,5 |
8,5 |
25 |
25 |
||||||||||
|
|
3 |
170 |
212 |
265 |
335 |
425 |
100 |
125 |
160 |
200 |
250 |
315 |
400 |
12 12 ! 36 |
12 |
36 |
36 |
||||||||||
|
|
3,5 |
180 |
224 |
280 |
355 |
450 |
106 |
132 |
170 |
224 |
265 |
335 |
425 |
15 15 1 45 |
15 |
45 |
45 |
||||||||||
|
|
4 |
190 |
236 |
300 |
375 |
475 |
112 |
140 |
180 |
224 |
280 |
355 450 s 18 ^18 |
450 |
18 |
18 |
53 |
53 |
||||||||||
|
|
4,5 |
200 |
250 |
315 |
400 |
500 |
118 ; 150 |
150 |
190 |
236 |
300 |
375 |
475 |
21 |
21 |
63 |
63 |
||||||||||
|
|
1 |
118 |
150 |
190 |
236 |
300 |
71 |
90 112 |
|
140 |
180 |
224 |
280 |
4,8 |
4,8 |
14 |
14 |
||||||||||
|
|
1,5 |
132 |
170 |
212 |
265 |
335 |
80 |
100 |
125 |
160 |
200 |
250 |
315 |
7,5 |
7,5 |
22 |
22 |
||||||||||
|
|
2 |
150 |
190 |
236 |
300 |
375 |
90 |
112 |
140 |
180 |
224 |
280 |
355 |
9,5 |
9,5 |
28 |
28 |
||||||||||
45 |
90 |
3 |
180 |
224 |
280 |
355 |
450 |
106 |
132 |
170 |
212 |
265 |
335 |
425 |
15 |
15 |
45 |
45 |
||||||||||
|
|
4 |
200 |
250 |
315 |
400 |
500 |
118 |
150 |
190 |
236 |
300 |
375 |
475 |
19 |
19 |
56 |
56 |
||||||||||
|
|
5 |
212 |
265 |
335 |
425 |
530 |
125 |
160 |
200 |
250 |
315 |
400 |
500 |
24 |
24 |
71 |
71 |
||||||||||
|
|
5,5 |
224 |
280 |
355 |
450 |
560 |
132 |
170 |
212 |
265 |
335 |
425 |
530 |
28 |
28 |
85 |
85 |
||||||||||
|
|
6 |
236 |
300 |
375 |
475 |
600 |
140 |
180 |
224 |
280 |
355 |
450 |
560 |
32 |
32 |
95 |
95 |
||||||||||
|
|
1,5 |
140 |
180 |
224 |
280 |
355 |
85 |
106 |
132 |
170 |
212 |
265 |
335 |
8,3 |
8,3 |
25 |
25 |
||||||||||
|
|
2 |
160 |
200 |
250 |
315 |
400 |
95 |
118 |
150 |
190 |
236 |
300 |
375 |
12 |
12 |
36 |
36 |
||||||||||
90 |
180 |
3 |
190 |
236 |
300 |
375 |
475 |
112 |
140 |
180 |
224 |
280 |
355 |
450 |
18 |
18 |
53 |
53 |
||||||||||
|
|
4 |
212 |
265 |
335 |
425 |
530 |
125 |
160 |
200 |
250 |
315 |
400 |
500 |
24 |
24 |
71 |
71 |
||||||||||
|
|
6 |
250 |
315 |
400 |
500 |
630 |
150 |
190 |
236 |
300 |
375 |
475 |
600 |
36 |
36 |
106 |
106 |
||||||||||
|
|
2 |
180 |
224 |
280 |
355 |
450 |
106 |
132 |
170 |
212 |
265 |
335 |
425 |
13 |
13 |
38 |
38 |
||||||||||
|
|
3 |
212 |
265 |
335 |
425 |
530 |
125 |
160 |
200 |
250 |
315 |
400 |
500 |
20 |
20 |
60 |
60 |
||||||||||
180 |
355 |
4 |
236 |
300 |
375 |
475 |
600 |
140 |
180 |
224 |
280 |
355 |
450 |
560 |
26 |
26 |
80 |
80 |
||||||||||
|
|
6 |
265 |
335 |
425 |
530 |
670 |
160 |
200 |
250 |
315 |
400 |
500 |
630 |
40 |
40 |
118 |
118 |
||||||||||
355 |
600 |
4 |
250 |
315 |
400 |
500 |
630 |
150 |
190 |
236 |
300 |
375 |
475 |
600 |
29 |
29 |
87 |
87 |
||||||||||
|
|
6 |
280 |
355 |
450 |
560 |
710 |
170 |
212 |
265 |
335 |
425 |
530 |
670 |
43 |
43 |
130 |
130 |
||||||||||
Tablica 1.47 Wartości liczbowe tolerancji TD2 i Td2 oraz odchyłki podstawowych EI i es
gwintu według PN-70/M-02113.
Skok gwintu P |
TD1 |
Td |
El |
es |
||||||||||
|
Szeregi tolerancji |
Położenie pól tolerancji |
||||||||||||
|
4 |
5 |
6 |
7 |
8 |
4 |
6 |
8 |
G |
H |
d |
e |
g |
h |
mm |
μm |
Μm |
||||||||||||
0,2 0,25 0,3 0,35 0,4 0,45 0,5 0,6 0,7 0,75 0,8 1 1,25 1,5 1,75 2 2,5 3 3,5 4 4,5 5 5,5 6 |
38 45 53 63 71 80 90 100 112 118 125 150 170 190 212 236 280 315 355 375 425 450 475 500 |
48 56 67 80 90 100 112 125 140 150 160 190 212 236 265 300 355 400 450 475 530 560 600 630 |
60 71 85 100 112 125 140 160 180 190 200 236 265 300 335 375 450 500 560 600 670 710 750 800 |
- - - - - - 180 200 224 236 250 300 335 375 425 475 560 630 710 750 850 800 950 1000 |
- - - - - - - - - - 315 375 425 475 530 500 710 800 900 950 1060 1120 1180 1250 |
36 42 48 53 60 63 67 80 90 90 95 112 132 150 170 180 212 236 265 300 315 335 355 375 |
56 67 75 85 95 100 106 125 140 140 150 180 212 236 265 280 335 375 425 475 500 530 560 600 |
- - - - - - - - - - 236 280 335 375 425 450 530 600 670 750 3800 850 900 950 |
+17 +18 +18 +19 +19 +20 +20 +21 +22 +22 +24 +26 +28 +32 +34 +38 +42 +48 +53 +60 +63 +71 +75 +80 |
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 |
- - - - - - - - - - - - -90 -95 -95 -100 -100 -106 -112 -118 -125 -132 -132 -140 -150 |
- - - - - - -50 -53 -56 -56 -60 -60 -63 -67 -71 -71 -80 -85 -90 -95 -100 -106 -112 -118 |
-17 -18 -18 -19 -19 -20 -20 -21 -22 -22 -24 -26 -28 -32 -34 -38 -42 -48 -53 -60 -71 -71 -80 -90 |
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 |
Tablica 1.48 Klasy dokładności gwintu w zależności od długości skręcenia według
PN-70/M-02113.
Klasa gwintu |
Śruba |
Nakrętka |
||||
|
S |
N |
L |
S |
N |
L |
Dokładna |
|
|
|
4H |
4H5H |
|
|
(3h4h) |
4h |
(5h4h) |
|
5H1) |
6H |
Średnio dokładna |
|
|
(7e6e) (7g6g) |
(5G) |
5H6H |
|
|
(5g6g) (5h6h) |
6d 6h1) |
(7h6h) |
|
|
|
Zgrubna |
|
|
|
|
|
|
|
|
8g 8h |
(9g8g) |
|
(7G) 7H |
(8G) 8H |
|
||||||
1.4.3 Tolerancje kształtu i położenia.
Odchyłką kształtu nazywa się odchylenie rzeczywistej powierzchni, zarysu lub linii od jej prawidłowego, teoretycznego kształtu; analogicznie odchyłką położenia nazywa się odchylenie rzeczywistej powierzchni, zarysu lub linii od położenia teoretycznego (nominalnego).
Tolerancją kształtu lub położenia nazywa się największą dopuszczalną odchyłkę kształtu lub położenia.
Obszarem cząstkowym nazywa się ta część powierzchni, zarysu lub linii, do której odnosi podana na rysunku tolerancja kształtu lub położenia, (jeśli tolerancja nie odnosi się do całej powierzchni itp.).
Do tolerancji kształtu należą tolerancje: prostoliniowości, płaskości, okrągłości, walcowości i zarysu przekroju wzdłużnego, do tolerancji położenia — tolerancje: równoległości, prostopadłości, nachylenia, współosiowości, współśrodkowości, symetrii, pozycji i przecinania się osi, zaś do tolerancji złożonych położenia i kształtu - tolerancje: bicia promieniowego, osiowego i w wyznaczonym kierunku bicia promieniowego całkowitego bicia osiowego całkowitego, kształtu wyznaczonego zarysu i kształtu wyznaczonej powierzchni.
Wartości tolerancji kształtu i położenia w konkretnych przypadkach należy określać w zależności m.in. od przeznaczenia przedmiotu (części maszynowej), żądanego stopnia zamienności oraz założonej trwałości i niezawodności, opierając się na analizie wymiarowej oraz ewentualnych badaniach eksploatacyjnych lub modelowych.
W zasadzie wartości tych rodzajów tolerancji położenia, które mogą być wyrażane średnicowo lub promieniowo (tolerancje współosiowości, współśrodkowości, symetrii, pozycji, przecinania się osi kształtu wyznaczonego zarysu i kształtu wyznaczonej powierzchni), powinny być wyrażane średnicowo, ale dopuszcza się stosowanie wartości wyrażonych promieniowo równych dokładnie (bez zaokrągleń) połowie wartości tolerancji wyrażonych średnicowo.
W zależności od stosunku wartości tolerancji kształtu lub położenia Tkp do wartości tolerancji wymiaru T w normie PN-80/M-02138 przewidziano trzy poziomy względnej dokładności geometrycznej: A — wysoki, B — podwyższony i C — normalny, przy czym wartość tolerancji kształtu lub położenia wyznacza się z zależności przyjmując wartości współczynnika k z tablicy 1.49 str.121.
Tablica 1.49 Wartość współczynnika k.
Poziom względnej dokładności geometrycznej |
Tolerancje: prostoliniowości, płaskości, równoległości |
Tolerancje: okrągłości, walcowości, zarysu przekroju wzdłużnego powierzchni |
|
k |
|
A B C |
0,21) 0,4 0,6 |
0,121) 0,2 0,3 |
1) W uzasadnionych przypadkach można przyjmować jeszcze mniejsze wartości współ-czynnika A. |
||
Tablica 1.50 Tolerancje prostoliniowości i płaskości.
Wymiar nominalny |
Szeregi tolerancji |
||||||||||||||||
ponad |
do |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
mm |
μm |
mm |
|||||||||||||||
10 16 25 40 63 100 160 250 400 630 |
10 16 25 40 63 100 160 250 400 630 1000 |
0,25 0,3 0,4 0,5 0.6 0,8 1 1,2 1,6 2 2.5 |
0.4 0,5 0,6 0,8 1 1,2 1,6 2 2,5 3 4 |
0,6 0,8 1 1.2 1,6 2 2,5 3 4 5 6 |
1 1.2 1.6 2 2,5 3 4 5 6 8 10 |
1,6 2 2,5 3 4 5 6 8 10 12 16 |
2,5 3 4 5 6 8 10 12 16 20 25 |
4 5 6 8 10 12 16 20 25 30 40 |
6 8 10 12 16 20 25 30 40 50 60 |
10 12 16 20 25 30 40 50 60 80 100 |
16 20 25 30 40 50 60 80 100 120 160 |
25 30 40 50 60 80 100 120 160 200 250 |
40 50 60 80 100 120 160 200 250 300 400 |
0,06 0,08 0,1 0,12 0,16 0,2 0.25 0.3 0,4 0,5 0,6 |
0,1 0,12 0,16 0,2 0,25 0,3 0,4 0,5 0,6 0,8 1 |
0,16 0,2 0,25 0,3 0,4 0,5 0.6 0,8 1 1.2 1,6 |
0,25 0,3 0.4 0,5 0,6 0,8 1 1.2 1,6 2 2.5 |
1) Wymiar nominalny - długość nominalna obszaru cząstkowego, a jeśli nie został on określony — wymiar nominalny dłuższego boku lub 6rednica nominalna okręgu ograniczającego tolerowana powierzchnie. |
|||||||||||||||||
Tablica 1.51 Tolerancje okrągłości, walcowości i zarysu przekroju wzdłużnego.
Średnica nominalna |
Szeregi tolerancji |
||||||||||||||||
ponad |
do |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
mm |
|
μm |
mm |
|
|||||||||||||
3 10 18 30 50 120 250 400 630 |
3 10 18 30 50 120 250 400 630 1000 |
0,3 0,4 0,5 0,6 0,8 1 1.2 1.6 2 2.5 |
0,5 0,6 0,8 1 1.2 1,6 2 2,5 3 4 |
0.8 1 1.2 1.6 2 2,5 3 4 5 6 |
1,2 1.6 2 2.5 3 4 5 6 8 10 |
2 2,5 3 4 5 6 8 10 12 16 |
3 4 5 6 8 10 12 16 20 25 |
5 6 8 10 12 16 20 25 30 40 |
8 10 12 16 20 25 30 40 50 60 |
12 16 20 25 30 40 50 60 80 100 |
20 25 30 40 50 60 80 100 120 160 |
30 40 50 60 80 100 120 160 200 250 |
50 60 80 100 120 160 200 250 300 400 |
0.08 0,1 0,12 0,16 0,2 0,25 0,3 0,4 0,5 0,6 |
0,12 0,16 0.2 0,25 0,3 0,4 0,5 0,6 0,8 1 |
0,2 0,25 0,3 0.4 0,5 0,6 0,8 1 1,2 1,6 |
b.3 0.4 0,5 0.6 0,8 1 1,2 1,6 2 2,5 |
Przy określaniu wartości liczbowych tolerancji kształtu i położenia należy posługiwać się następującymi elementami pomocniczymi:
1) zarys przylegający —zarys zgodny z zarysem nominalnym stykający się z zarysem rzeczywistym na zewnątrz materiału w taki sposób, że jego odległość od najbardziej oddalonego punktu zarysu rzeczywistego jest w granicach obszaru cząstkowego najmniejsza
Tablica 1.52 Tolerancje równoległości, prostopadłości, nachylenia, bicia osiowego i bicia
osiowego całkowitego.
Wymiar Nominalny1) |
Szeregi tolerancji |
||||||||||||||||
ponad |
do |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
mm |
μm |
|
|||||||||||||||
1 |
2 |
3 |
|||||||||||||||
10 16 25 40 63 100 160 250 400 630 |
10 16 25 40 63 100 160 250 400 630 1000 |
0,4 0,5 0,6 0.8 1 1.2 1,6 2 2,5 3 4 |
0,6 0,8 1 1,2 1.6 2 2,5 3 4 5 6 |
1 1,2 1,6 2 2,5 3 4 5 6 8 10 |
1,6 2 2,5 3 4 5 6 8 10 12 16 |
2.5 3 4 5 6 8 10 12 16 20 25 |
4 5 6 8 10 12 16 20 25 30 40 |
6 8 10 12 16 20 25 30 40 50 60 |
10 12 16 20 25 30 40 50 60 80 100 |
16 20 25 30 40 50 60 80 100 120 160 |
25 30 40 50 60 80 100 120 160 200 250 |
40 50 60 80 100 120 160 200 250 300 400 |
60 80 100 120 160 200 250 300 400 500 600 |
0.1 0,12 0.16 0,2 0,25 0.3 0,4 0,5 0,6 0.8 1 |
0,16 0,2 0,25 0,3 0,4 0,5 0,6 0,8 1 1,2 1,6 |
0,25 0,3 0,4 0,5 0.6 0,8 1 1,2 1,6 2 2,5 |
0,4 0,5 0,6 0.8 1 1,2 1,6 2 2,5 3 4 |
Uwagi: 1) Wymiar nominalny w przypadku: a) tolerancji równoległości, prostopadłości lub nachylenia— długość obszaru cząstkowego, a jeśli nie został on określony — długość nominalna tolerowanego elementu, b) tolerancji bicia osiowego—średnica nominalna okręgu ograniczającego tolerowaną powierzchnię czołową lub wyznaczona średnica nominalna, c) tolerancji bicia osiowego całkowitego—średnica nominalna okręgu ograniczającego tolerowaną powierzchnię czołową. Jeżeli element odniesienia nie jest określony, to tolerancję dobiera się dla elementu o większym wymiarze nominalnym. |
|||||||||||||||||
Tablica 1.53 Tolerancje współosiowości, współśrodkowości, symetrii, przecinania się osi
oraz bicia promieniowego i bicia promieniowego całkowitego.
Wymiar nominalny11) |
Szeregi tolerancji |
||||||||||||||||
ponad |
do |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
mm |
μm |
mm |
|||||||||||||||
10 16 25 40 63 100 160 250 400 630 |
10 16 25 40 63 100 160 250 400 630 1000 |
0,4 0,5 0,6 0,8 1 1,2 1,6 2 2,5 3 4 |
0,6 0,8 1 1,2 1,6 2 2,5 3 4 5 6 |
1 1,2 1,6 2 2,5 3 4 5 6 8 10 |
1,6 2 2,5 3 4 5 6 8 10 12 16 |
2,5 3 4 5 6 8 10 12 16 20 25 |
4 5 6 8 10 12 16 20 25 30 40 |
6 8 10 12 16 20 25 30 40 50 60 |
10 12 16 20 25 30 40 50 60 80 100 |
16 20 25 30 40 50 60 80 100 120 160 |
25 30 40 50 60 80 100 120 160 200 250 |
40 50 60 80 100 120 160 200 250 300 400 |
60 80 100 120 160 200 250 300 400 500 600 |
0,1 0,12 0,16 0,2 0,25 0,3 0,4 0,5 0,6 0,8 1 |
0,16 0,2 0,25 0,3 0,4 0,5 0,6 0,8 1 1,2 1,6 |
0,25 0,3 0,4 0,5 0,6 0,8 1 1,2 1,6 2 2,5 |
0,4 0,5 0,6 0,8 1 1,2 1,6 2 2,5 3 4 |
1) Wymiar nominalny w przypadku: a) tolerancji współosiowości, współśrodkowości, symetrii i przecinania się osi— średnica nominalna tolerowanej powierzchni obrotowej lub odległość nominalna między elementami symetrycznymi, b) tolerancji bicia promieniowego i bicia promieniowego całkowitego — średnica nominalna tolerowanej powierzchni. Jeżeli element odniesienia nie jest określony, to tolerancję dobiera się dla elementu o większym wymierzę nominalnym. Uwaga - Tolerancje współosiowości współśrodkowości, symetrii i przecinania się osi wyrażone średnicowo. |
|||||||||||||||||
Rys. 1.79 Prosta i okrąg przylegający.
(warunek najmniejszej odległości nie dotyczy okręgu przylegającego),
2) prosta przylegająca — prosta stykająca się na zewnątrz materiału z zarysem rzeczywistym (który miał być linią prostą) i ustawiona tak, ze jej odległość od najbardziej oddalonego punktu zarysu rzeczywistego jest w granicach obszaru cząstkowego najmniejsza (rys. l .79a),
3) okrąg przylegający—okrąg o najmniejszej średnicy opisany na zarysie rzeczywistym powierzchni obrotowej zewnętrznej (rys. 1.79 b) lub okrąg o największej średnicy wpisany w zarys rzeczywisty powierzchni obrotowej wewnętrznej (rys. 1.79c),
4) powierzchnia przylegająca — powierzchnia o kształcie powierzchni nominalnej stykająca się z powierzchnią rzeczywistą na zewnątrz materiału w ten sposób, że jej odległość od najbardziej oddalonego punktu powierzchni rzeczywistej jest w granicach obszaru cząstkowego najmniejsza (warunek najmniejszej odległości nie dotyczy walca przylegającego),
5) płaszczyzna przylegająca — płaszczyzna stykająca się z powierzchnią rzeczywistą, (która miała być płaszczyzną) na zewnątrz materiału i ustawiona tak, ze jej odległość od najbardziej oddalonego punktu powierzchni rzeczywistej jest w granicach obszaru cząstkowego najmniejsza (rys. 1.80a),
6) walec przylegający — walec o najmniejszej -średnicy opisany na rzeczywistej powierzchni zewnętrznej, (która miała być walcową - rys. 1.80c) lub walec o największej średnicy wpisany w walcową powierzchnię rzeczywistą wewnętrzną, (która miała być otworem walcowym — rys. 1.80d).
5) płaszczyzna przylegająca — płaszczyzna stykająca się z powierzchnią rzeczywistą, (która miała być płaszczyzną) na zewnątrz materiału i ustawiona tak, ze jej odległość od najbardziej oddalonego punktu powierzchni rzeczywistej jest w granicach obszaru cząstkowego najmniejsza (rys. 1.80a),
6) walec przylegający — walec o najmniejszej - średnicy opisany na rzeczywistej powierzchni zewnętrznej, (która miała być walcową - rys. 1.80c) lub walec o największej średnicy wpisany w walcową powierzchnię rzeczywistą wewnętrzną, (która miała być otworem walcowym — rys. 1.80d).
Rys. 1.80 Płaszczyzna i walec przylegający.
Wszystkie zawarte w PN-87/M-01145 rodzaje tolerancji kształtu i położenia oraz przypisane im znaki graficzne zawiera tablica 1.50. Szczegół dotyczące zasad prawidłowego wykonywania oznaczeń na rysunku, proporcje i wymiary tych oznaczeń reguluje PN-92/M-01144.
Tablica 1.54 Rodzaje tolerancji kształtu i położenia oraz ich znaki graficzne.
Grupa tolerancji |
Rodzaj tolerancji |
Znak |
Tolerancje kształtu |
tolerancja prostoliniowości |
|
|
tolerancja płaskości |
|
|
tolerancja okrągłości |
|
|
tolerancja walcowości |
|
|
tolerancja zarysu przekroju wzdłużnego |
|
Tolerancje położenia |
tolerancja równoległości |
|
|
tolerancja prostopadłości |
|
|
tolerancja nachylenia |
|
|
tolerancja współosiowości |
|
|
tolerancja symetrii |
|
|
tolerancja pozycji |
|
|
tolerancja przecinania się osi |
|
Tolerancje złożone kształtu i położenia |
tolerancja bicia promieniowego tolerancja bicia osiowego tolerancja bicia w wyznaczonym kierunku |
|
|
tolerancja bicia promieniowego całkowitego tolerancja bicia osiowego całkowitego |
|
|
tolerancja kształtu wyznaczonego zarysu |
|
|
tolerancja kształtu wyznaczonej powierzchni |
|
Wartości liczbowe tolerancji kształtu i położenia podaje się w milimetrach lub jednostkach kątowych (dla tolerancji pochylenia). Ponadto w drugim polu ramki tolerancji mogą jeszcze być zapisane:
znaki kształtu pola tolerancji lub sposób wyrażania tolerancji (tablica 1.51);
liczby określające wartość obszaru cząstkowego, na którym obowiązuje tolerancja;
Tablica 1.55 Oznaczanie pól tolerancji.
Podstawowe zasady tolerowania.
Rysunki wykonawcze dokładniejszych części maszyn zawierają tolerancje wymiarów (długości, grubości, średnicy) oraz tolerancje kształtu i położenia (rys. 1.81). Taki sposób tolerowania nazywa się tolerowaniem niezależnym, ponieważ tolerancje wymiarów długości i średnicy określono niezależnie od tolerancji prostopadłości, płaskości i odwrotnie. Jest to zgodne z podstawową zasadą tolerowania ujętą w PN-88/M-01142, która głosi:
a) wymiary (np. długość, grubość, średnicę) i kąty należy tolerować przez podawanie indywidualnych zapisów odchyłek granicznych (tolerancji) wg PN-IS0406:1993,
b) kształt i położenie elementów należy tolerować przez podanie indywidualnych oznaczeń graficznych wg PN-87/M-01145. Oznacza to, że przy tolerowaniu elementów przedmiotu należy stosować tolerowanie niezależne, w którym tolerancje wymiarów lub kątów oraz tolerancje kształtu i położenia powinny być stosowane niezależnie od siebie.
Stosując ten sposób tolerowania należy w wymaganiach technicznych lub w tabliczce rysunkowej umieścić oznaczenie w postaci napisu: Tolerowanie wg PN-88IM-01142 (rys. 1.81).
Rys. 1.81 Przykład tolerowania niezależnego.
Gdy zachodzi potrzeba uzależnienia od siebie wymiarów oraz kształtu i położenia, to należy zastosować tolerowanie zależne. Należy wówczas przyjąć zasadę powierzchni przylegających (wymiar tolerowany oznacza się jak na rys. 1.82) lub zasadę maksimum materiału — max mat (oznaczenie tolerowania zależnego z zastosowaniem tej zasady przedstawia rys. 1.83).
Rys. 1.82 Oznaczenie tolerowania Rys. 1.83 Oznaczenie tolerowania zależ-
zależnego według zasady nego według zasady max mat.
powierzchni przylegających.
1.4.4 Połączenia wciskowe.
Połączenia wciskowe (rys.1.84 i 1.85) spośród połączeń rozłącznych wyróżnia idea technologicznego uzyskiwania zdolności przenoszenia obciążeń, sprowadzająca się do odpowiednich sposobów montażu. Łączenie czopa z piastą (walcowe lub stożkowe powierzchnie przylegania) najczęściej odbywa się przez wtłaczanie poosiowymi siłami montażu.
Rys. 1.84 Model połączenia wciskowego. Rys. 1.85 Przykład połączeń wciskowych.
Poglądowy przebieg takiego montażu przedstawiono na wykresie (rys. 1.86), gdzie Δz oznacza względne przemieszczenia czopa i piasty. Wymagane siły montażu są dosyć duże, dlatego też, obok dużej gładkości powierzchni, należy stosować smarowanie oraz stożkowe fazy wejściowe. Łączenie skurczowe lub rozprężne może ułatwić wtłaczanie oraz być samodzielnym (nie wymagającym dodatkowo sił wtłaczania) sposobem montażu, jeśli wymagany wcisk da się uzyskać przez skurcz odpowiednio rozgrzanej piasty (łączenie skurczowe) lub przez rozprężanie oziębionego czopa (łączenie rozprężne).
Jak już we wstępie zaznaczono, rozłączność połączeń wciskowych jest warunkowa. Demontaż połączenia, jeśli jest potrzebny, może być przeprowadzony tymi samymi sposobami. W przypadku połączeń wtłaczanych na ogół demontaż wymaga mniejszych sił poosiowych niż montaż (por. wykres z rys. 1.86b). Natomiast w połączeniach montowanych skurczowo lub rozprężnie siły demontażu są większe.
Rys. 1.86 Poglądowe charakterystyki sił montażu (a) i demontażu (b) połączenia
wtłaczanego.
Połączenia wciskowe cechuje prostota i łatwość wykonania. Mogą przenosić równocześnie stosunkowo duże obciążenia poosiowe i momenty obrotowe statyczne, jak i dynamiczne. Nie wprowadzają tak niekorzystnych koncentracji naprężeń, jak to ma miejsce w połączeniach kształtowych. Mają jednak wady, takie jak: konieczność zachowania dużych dokładności wykonawczych czy gładkości powierzchni, wrażliwość na zmiany temperatury (zwłaszcza przy różnych materiałach czopa i piasty), niebezpieczeństwo zatarcia przy montażu przez wtłaczanie czy wreszcie duże naprężenie rozciągające w piastach (niebezpieczne dla materiałów kruchych) oraz krawędziowe koncentracje naprężeń w czopach. Ta ostatnia wada może być łatwo usunięta przez zastosowanie głęboko przedłużonych stożków wejściowych piasty. Inne wady konstruktor musi uwzględnić w procesie projektowania.
Oczekiwanym efektem takiego czy innego sposobu montażu połączenia jest cierna zdolność przenoszenia obciążeń zewnętrznych. Zależy ona przede wszystkim od wartości współczynników tarcia i pewności osiągnięcia planowanego nacisku p na powierzchni połączenia. Rozrzut wartości współczynników tarcia jest w rzeczywistości szeroki (tablica 1.56) i w związku z tym konstruktor musi posłużyć się pewnymi umownymi (obliczeniowymi) wartościami odbiegającymi od wartości wyznaczonych doświadczalnie (np. przy pomiarze granicznych sił montażu czy demontażu). Dobrane obliczeniowe wartości współczynników tarcia oznaczają zabezpieczenie przed stratą zdolności przenoszenia obciążeń.
Tablica 1.56 Współczynnik tarcia w połączeniach wciskowych.
Materiał |
Połączenia wtłaczane |
Połączenia skurczowe |
||||
czopa |
piasty |
montaż |
demontaż |
obliczeniowe |
demontaż |
obliczeniowe |
stal stal stal stal |
żeliwo stal, staliwo stopy miedzi tworzywo sztuczne |
0,06-0,14 0,06-0,22 0,05-0,10 ok. 0,5 |
0,09-0,17 0,08-0,20 0,04-0,10 ok. 0,3 |
0,08 0,08 0,05 0,30 |
0,13-0,18 0,35-0,40 0,17-0,25 - |
0,08 0,14 0,06 - |
Elementy połączeń wciskowych charakteryzuje w zasadzie największa, w porównaniu z elementami innych połączeń rozłącznych, prostota kształtu. W związku z tym teoretyczne podstawy wymiarowania tych elementów dają wystarczającą dokładny obraz wykorzystania materiału oraz skutków obciążeń montażowych i eksploatacyjnych. Pomimo tego konstruktor może, a nawet powinien zabiegać o jeszcze pełniejsze wykorzystanie materiału oraz nośności połączeń. W przypadku połączeń wciskowych będą to także zabiegi zmniejszające koncentrację i złożoność stanów naprężeń. Dodając do tego przykłady podane na rys. 1.87 i dotyczące wyrównywania obciążenia materiału elementów połączeń przez wprowadzenie zaokrągleń krawędzi (rys. 1.87c, e) oraz ogólnych (stożki zewnętrzne) lub lokalnych (podcięcia przykrawędziowe) uealastycznień (rys. 1.87 d, f).
Rys. 1.87 Idea konstrukcyjnego zmniejszenia nierównomierności nacisków w połączeniach
wciskowych.
Obok dużej wrażliwości połączeń wciskowych na zmiany temperatury należy podkreślić także ich wrażliwość na działanie zewnętrznych obciążeń zginających. Na rysunku 1.88 pokazano skutki dodatkowego zginania czopa w miejscu połączenia. Jeszcze bardziej niekorzystne jest zginanie samego połączenia. Oczywista jest, zatem zasada unikania tych obciążeń, m.in. przez lokowanie połączeń przede wszystkim na czopach końcowych lub przez symetryzację obciążeń, np. według idei pokazanej na rys. 1.88b.
Rys. 1.88 Osłabienie nośności połączenia wciskowego ze zginanym czopem.
Część II
Wybrane elementy maszyn:
2.1 Elementy odlewane.
2.2 Korpusy przekładni.
2.3 Wały i osie.
2.4 Koła zębate.
2.5 Ślimak i ślimacznica.
2.6 Płyty i ramy.
„Wybrane elementy maszyn”
W konstrukcjach maszynowych objętych tematyką ćwiczeń projektowych występują często elementy typu wał, korpus, płyta, koło. Ogólne problemy związane z projektowaniem tych elementów są tematem rozdziału. Omówione zostaną ogólne zagadnienia związane z projektowaniem elementów odlewanych.
2.1 Elementy odlewane.
Korpusami nazywa się te części maszyny, które łączą w jedną całość pozostałe jej elementy. Zadaniem korpusów jest utrzymywanie elementów maszyny w określonych wzajemnych położeniach i przejmowanie obciążeń.
Maszyna składa się często z pewnej liczby korpusów. Korpus o największych wymiarach jest zwykle korpusem głównym, stanowiącym podstawową konstrukcję nośną. Zależnie od kształtu, proporcji wymiarowych i występujących obciążeń korpusy mogą mieć odpowiedniki w postaci schematów statycznych ułatwiających obliczanie ich wytrzymałości czy też sztywności. Często można je traktować jak belki, ramy, płyty, tarczownice lub powłoki.
Układ nośny maszyny często tworzą korpusy powiązane ze sobą w jedną całość konstrukcyjną. Rozróżnia się wtedy korpusy stałe (nieruchome) połączone z podstawą spoczywającą na podłożu i korpusy ruchome, np. przesuwane na prowadnicach. Obliczając wytrzymałość i sztywność maszyny, można jej układ nośny przedstawić jako typowy schemat statyczny. Przykłady takich schematów są pokazane na rys. 2.1.
Układ nośny maszyny może być poddany działaniu złożonego układu obciążeń, jak np. sił i momentów skrawania, sił ciężkości, sił pochodzących od napędu (momenty reakcji podstawy silnika napędowego), reakcji łożysk i innych. Siły ciężkości i niektóre siły pochodzące od napędu mogą być zrównoważone reakcjami podłoża czy też fundamentu, inne siły natomiast mogą się równoważyć wewnętrznie, obciążając układ nośny maszyny. W wielu maszynach sztywność korpusów ma znaczenie podstawowe. Pod wpływem obciążeń korpusy odkształcają się i wzajemne położenia współpracujących ze sobą elementów zawartych w tych korpusach ulegają zmianie. Z powodu niedostatecznej sztywności korpusów następuje nie tylko pogorszenie warunków współdziałania związanych z nimi elementów, ale w wielu przypadkach zmniejszenie dokładności wykonywanych przez maszynę zadań. Na przykład od sztywności korpusów obrabiarek do metali zależy dokładność obrabianych przedmiotów.
W korpusach złożonych z wielu elementów należy rozróżniać sztywność samych elementów, zależną od ich kształtu, sposobu zamocowania i właściwości sprężystych materiału, oraz sztywność połączeń. Sztywność połączeń nazywana sztywnością powierzchniową lub stykową zależy od sprężystych odkształceń mikronierówności i falistości współpracujących powierzchni. Sztywność powierzchniowa jest na ogół nieliniową funkcją obciążenia skierowanego prostopadle do powierzchni.
Rys. 2.1 Zastąpienie układów nośnych korpusów maszyn schematami statycznymi.
W połączeniach prowadnicowych i na powierzchniach styku korpusów związanych śrubami występujące tam odkształcenia powierzchniowe pogarszają w znacznym stopniu sztywność układu nośnego maszyny.
Na rysunku 2.2 przedstawiono schematycznie linię ugięcia ramy nośnej wiertarki stojakowej. W wyniku ugięć korpusu oś wiertła odchyla się o kąt φ od kierunku prostopadłego do płaszczyzny stołu.
Rys. 2.2 Ugięcie ramy nośnej wiertarki stojakowej z uwzględnieniem podatności połączenia
prowadnicowego korpusów; K -punkt nieciągłości linii ugięcia na skutek podatno-
ści połączenia prowadnicowego.
Dodatkowe odchylenie wrzeciennika maszyny razem z wrzecionem i wiertłem o kąt
jest spowodowane odkształceniami połączenia prowadnicowego. Występująca w wielu maszynach duża liczba powierzchni stykowych poddanych obciążeniu powoduje, że w ogólnym bilansie odkształceń sztywność powierzchniowa ma znaczenie dominujące. W korpusach maszyn, od których wymaga się dużej sztywności, liczba powierzchni stykowych powinna być w miarę możliwości mała.
Oprócz obciążeń istotny jest wpływ temperatury na zachowanie się korpusów oraz zmiana ich kształtów i wymiarów z upływem czasu, występująca zwłaszcza wtedy, gdy nie zostały całkowicie usunięte naprężenia własne z odlewu przez stabilizowanie naturalne lub sztuczne.
Nierównomierne rozmieszczenie źródeł ciepła w maszynie oraz niejednakowe warunki wymiany ciepła jej zespołów z otoczeniem powodują, że poszczególne fragmenty korpusu mają różne temperatury. Charakter cieplnych odkształceń korpusu jest wtedy złożony.
Spowodowane obciążeniami odkształcenia sprężyste korpusu jako bryły można obliczyć metodami analitycznymi tylko z pewnym przybliżeniem lub też w najprostszych przypadkach. Przeważnie korpusy mają budowę złożoną. Wtedy stosuje się pomiary odkształceń modeli korpusów i prototypów zmontowanych całkowicie maszyn.
Duże promienie wyokrągleń krawędzi przecinających się ścian są korzystne ze względu na koncentrację naprężeń w tych wyokrągleniach w korpusach o przekrojach zarówno otwartych, jak też zamkniętych poddanych obciążeniom skręcającym.
Duże promienie wyokrągleń są stosowane zwykle w stalowych profilach walcowanych, jak kątowniki, ceowniki, teowniki, dwuteowniki, zetowniki itd. Natomiast w korpusach odlewanych nie zawsze można stosować duże promieniewyokrągleń ze względów technologicznych. Na przykład w skrzyżowanych ścianach odlewu jak na rys. 2.3 należy dążyć do możliwie małej wartości promienia koła wpisanego R ze względu na zmniejszenie różnicy czasu stygnięcia ścian odlewu i masy tworzywa objętej tym promieniem. Warunek ten można spełnić przez zmniejszenie promienia p wyokrąglenia krawędzi.
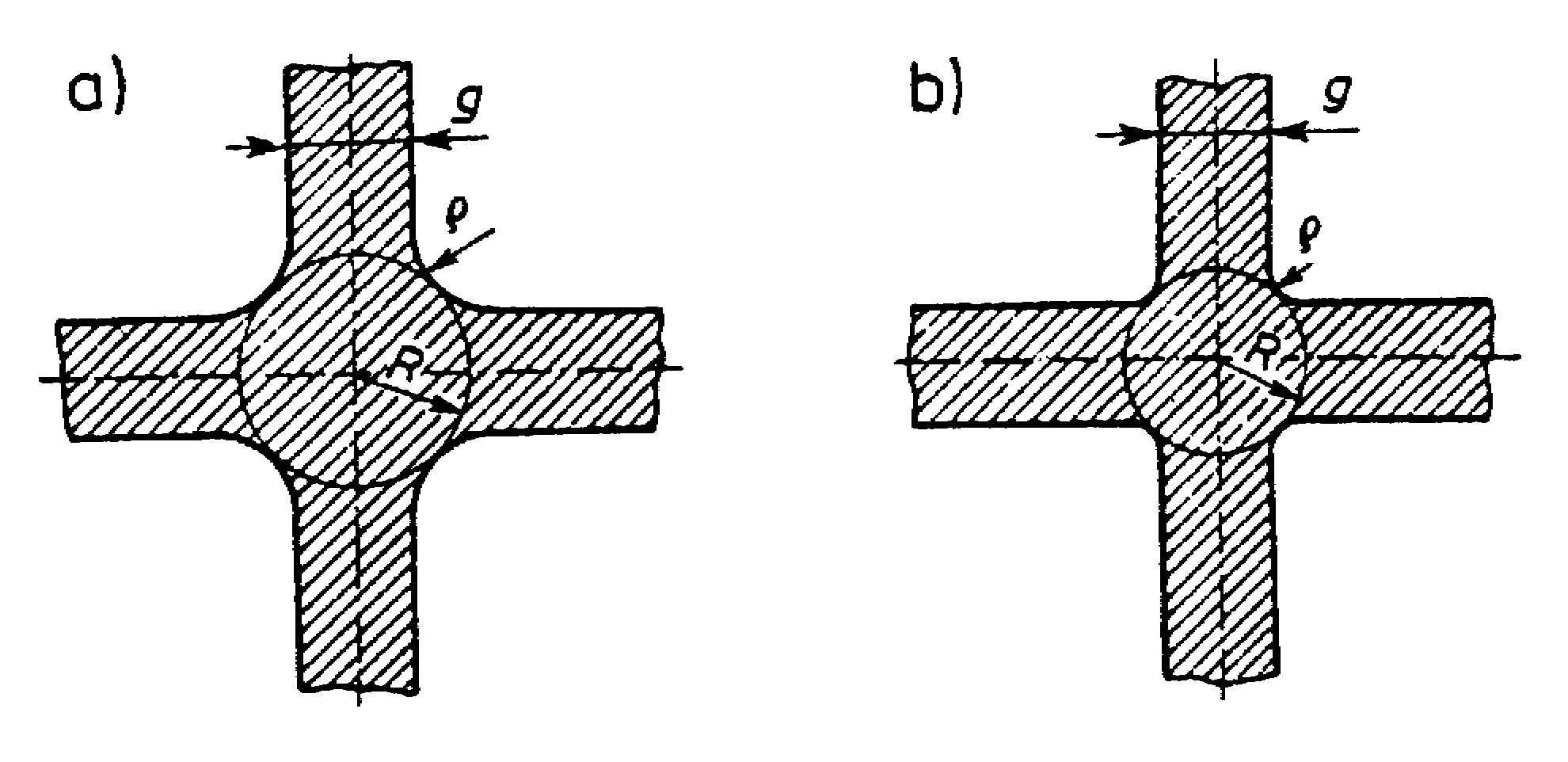
Rys 2.3 Węzeł skrzyżowanych ścian R koła wpisanego uzyskano przez zmniejszenie promie-
nia ρ wyokrąglenia krawędzi.
Uzyskuje się ten sposób zmniejszenie naprężeń odlewniczych. Technologiczne promienie wyokrągleń stosowane w przejściach między ścianami odlewu zależą od sumy grubości tych ścian (rys. 2.4). Jeżeli kąt zawarty między ścianami jest prosty, można stosować orientacyjne wartości promieni wyokrągleń według tablica 2.1. Gdy ściany przecinają się pod kątem ostrym, wartości promienia wyokrąglenia można nieznacznie zmniejszyć. Jeżeli natomiast kąt zawarty między ścianami jest rozwarty, promień p można nieznacznie zwiększyć.
Tablica 2.1 Technologiczne promienie wyokrągleń między ścianami odlewów.
g1+g2 |
1-15 |
16-25 |
26-39 |
40-63 |
64-99 |
100-160 |
160-250 |
250-300 |
ρ |
1,5 |
2,5 |
4 |
6 |
10 |
15 |
25 |
40 |
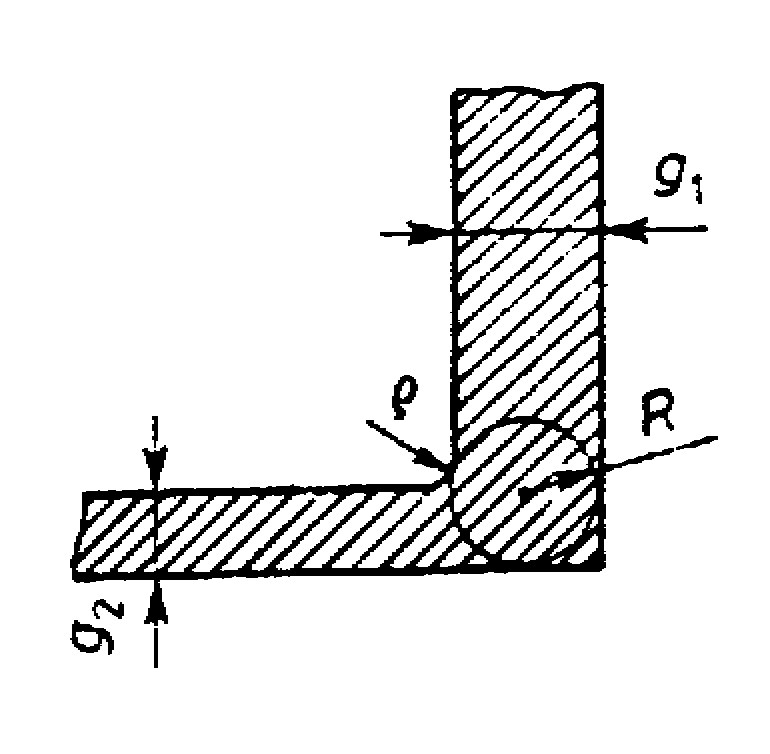
Rys. 2.4 Technologiczne promienie wyokrągleń stosowane w przejściach między ścianami
odlewu (według tablica 2.4).
Jak widać z tablica 2.1, zalecane promienie wyokrągleń ρ są kilkakrotnie mniejsze od sumy grubości łączących się ścian korpusu. Unika się w ten sposób dużego nagromadzenia materiału w obszarze przenikania się ścian, dzięki małej wartości promienia koła wpisanego R, co wpływa na zwiększenie równomierności czasu stygnięcia elementów korpusu po odlaniu. Uzyskuje się wtedy lepszą jednorodność struktury tworzywa i zmniejszenie naprężeń odlewniczych.
Zalecenie stosowania małych wartości promienia ρ, słuszne ze względu na naprężenia odlewnicze, jest sprzeczne z zaleceniem stosowania dużych wartości promienia ρ słusznym ze względu na koncentrację naprężeń w wyokrągleniach krawędzi wewnętrznych korpusów obciążonych siłami i momentami zewnętrznymi.
W konstrukcji odlewu należy dążyć do stosowania małych wartości promienia koła wpisanego R i dużych wartości promienia p wyokrąglenia krawędzi korpusu. Przykłady takiego postępowania podane są na rys. 2.5. W przypadku dużej różnicy grubości ścian stosuje się łagodne przejścia o kształcie klina o pochyleniu równym
różnicy grubości ścian.
Rys. 2.5 Rozwiązania korzystne (b, d, f): mała wartość promienia R koła wpisanego i duża
wartość promienia ρ wyokrąglenia, oraz rozwiązania niekorzystne (a, c, e): duża
wartość R i mała wartość ρ.
Duże promienie wyokrągleń powodują na ogół znaczne zgrubienie węzła (na rys. 2.6a wyrażone średnicą koła wpisanego 2Ra) oraz niebezpieczeństwo powstawania jam skurczowych. Badania wykazały, że kształt linii sił w węzłach jest zbliżony do hiperboli. Stwierdzono, że przejścia i zaokrąglenia w budowie kośćca ludzkiego i ukształtowaniu stawów w ciele człowieka, jak również innych organizmów żywych w przyrodzie, odpowiadają w przybliżeniu krzywym hiperbolicznym, a nie kołowym. Zastosowanie przejść hiperbolicznych w konstrukcji maszyn (rys. 2.6b - średnica koła wpisanego 2Rb) umożliwia zmniejszenie zgrubień i skupienie materiału w węzłach. Na rysunku 2.6c pokazano pokrywę zbiornika ciśnieniowego, na rys. 2.6d - korbowód, a na rys. 4.18e - widełki mechanizmu sterującego, ukształtowane z przejściami hiperbolicznymi.
Rys. 2.6 Przykład niekorzystnego wyokrąglenia krawędzi dużym promieniem p (a) oraz ko-
rzystne zastosowanie wyokrągleń hiperbolicznych (b, c, d, e).
Ze względu na technologię produkcji stosowanie przejść hiperbolicznych może powodować pewne trudności.
Użebrowania odlewów.
W celu zwiększenia sztywności elementów odlewanych, zwłaszcza korpusów maszyn, stosuje się użebrowanie. Korzystne jest, gdy poddany zginaniu element maszyny jest tak użebrowany, że w wąskich obrzeżach żeber występują naprężenia ściskające, a nie rozciągające. Szczególnie niebezpieczne dla wytrzymałości są żebra zwężające się ku obrzeżu. Stosuje sieje powszechnie ze względów odlewniczych. Zniszczenie elementu zaczyna się zwykle od pęknięcia obrzeża żebra, w którym występują naprężenia rozciągające. Tak obciążony fragment korpusu przedstawia rys. 2.7.
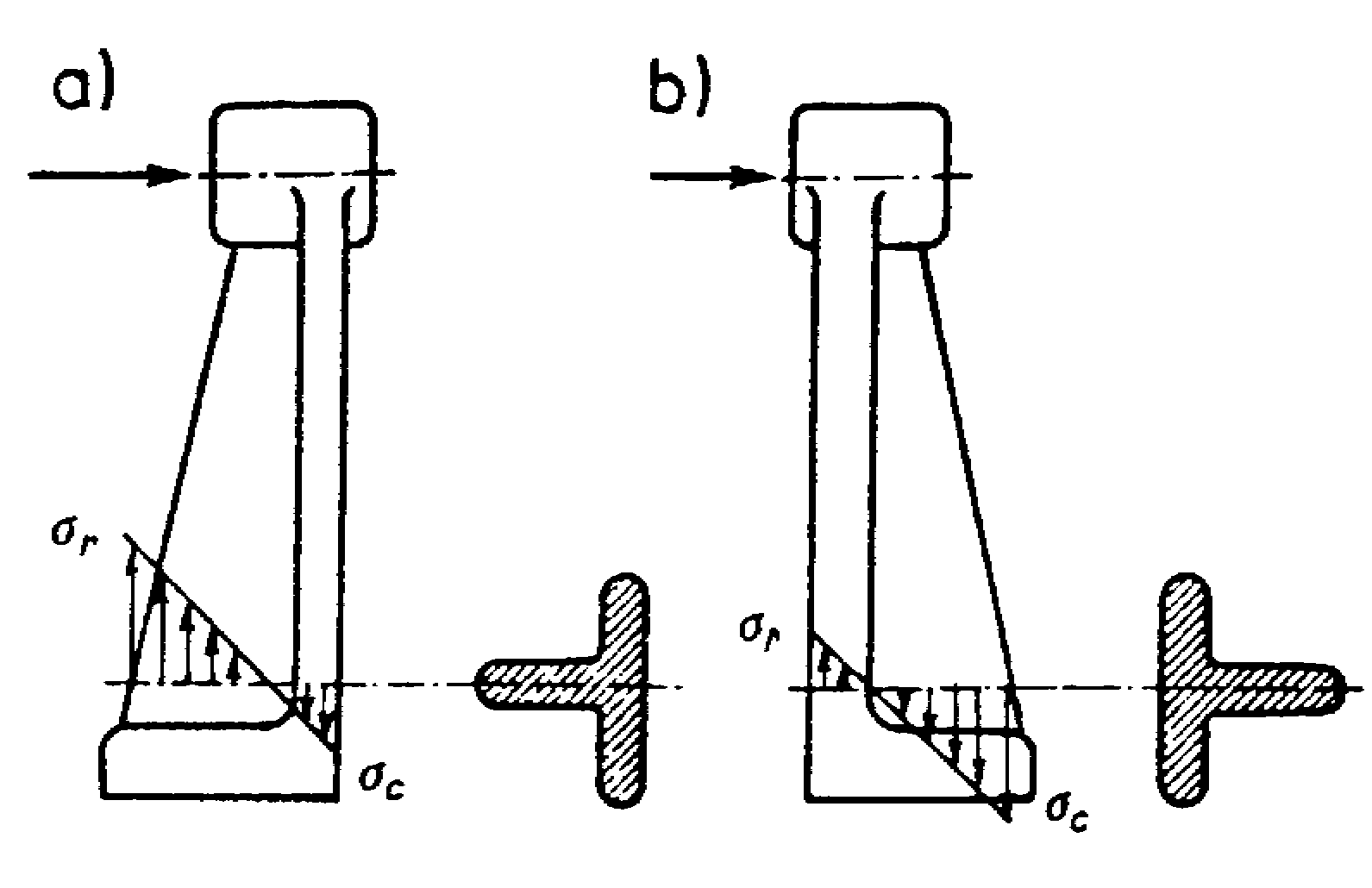
Rys. 2.7 Niekorzystnie obciążony fragment Rys. 2.8 Błędna budowa wspornika żeliwnego
korpusu żeliwnego: żebra rozciągane (a): cienkie żebro rozciągane, oraz
poprawna budowa wspornika: cien-
kie żebro ściskane(b).
Na rysunku 2.8 przedstawiono dwa rozwiązania konstrukcyjne żeliwnego wspornika obciążonego siłą działającą jednostronnie. Rozwiązanie na rys. 2.8a jest błędne, gdyż włókna rozciągane znajdują się w cienkiej części odlewu. Rozwiązanie na rys. 2.8bjest poprawne. Należy pamiętać o tym, że żeliwo ma znacznie większą wytrzymałość na ściskanie niż na rozciąganie.
Nieprawidłowe proporcje wymiarów przekrojów żeber i użebrowanego elementu mogą, zamiast wzmocnienia, spowodować jego osłabienie. Wprowadzenie żeber zawsze zwiększa moment bezwładności przekroju I, ale nie zawsze zwiększa wskaźnik wytrzymałości przekroju W, Zaprojektowanie przesadnie wysokich i cienkich, rzadko rozstawionych żeber wpływa tylko nieznacznie na zwiększenie momentu bezwładności I, natomiast na skutek dużego zwiększenia odległości między warstwą obojętną i skrajnymi włóknami w żebrach może poważnie zmniejszyć wskaźnik wytrzymałości W użebrowanego elementu, np. płyty lub ściany korpusu. Wpływ względnej wysokości i względnej grubości żeber na wytrzymałość i sztywność elementu można wyrazić w formie ogólnej. W tym celu należy porównać wytrzymałość i sztywność profilu o przekroju prostokątnym bez żebra oraz z żebrem (rys. 2.9).
Stosunek momentu bezwładności I profilu użebrowanego do momentu bezwładności Ip profilu wyjściowego (porównawczego) wyraża się następującym wzorem:
Rys. 2.9. Różne profile ścian do określania wpływu żeber na sztywność i wytrzymałość ele-
mentu.
gdzie: η =h/h0 - stosunek wysokości h żebra do wysokości h0 profilu wyjściowego,
δ= b/b0 - stosunek grubości b żebra do szerokości b0 rozstawienia żeber.
W przypadku przekroju z szeregiem równoległych żeber (rys. 2.9c) wielkość równa odwrotności δ jest podziałką względną t0 żeber, tj. stosunkiem podziałki do grubości żebra
t0=b0/b
Wielkość 8 w tym przypadku można nazwać gęstością rozmieszczenia żeber.
Stosunek wskaźników wytrzymałości przekrojów porównywanych profilów wynosi
Na podstawie wzorów został zbudowany wykres (rys. 2.10), który przedstawia wpływ względnych wymiarów żeber na sztywność i wytrzymałość użebrowanego elementu.
Jak wynika z wykresów na rys. 2.10a, wprowadzenie żebra powoduje we wszystkich przypadkach zwiększenie momentu bezwładności przekroju, a zatem i sztywności elementu na zginanie. Zwiększenie sztywności uwydatnia się tym bardziej, im wyższe są żebra i większa ich grubość względna.
Rys. 2.10. Wpływ proporcji wymiarowych żeber na sztywność (a) i wytrzymałość (b) uże-
browanego elementu.
Inny obraz otrzymuje się, jeśli chodzi o wskaźniki wytrzymałości przekrojów (rys. 2.10b). Wprowadzenie żeber, których przekrój jest mały w porównaniu z przekrojem elementu użebrowanego (małe wartości h/h0 i b/b0, duża podziałka), zmniejsza wskaźnik wytrzymałości, tj. osłabia element. Wskaźnik wytrzymałości przekroju w niekorzystnym przypadku (h/h0 = 2, b/b0 == 0,01) jest trzy razy mniejszy niż w przypadku profilu wyjściowego (bez żeber).
Obraz staje się bardziej wyraźny, jeśli na osi odciętych odłożyć wartości po-działki względnej to, a na osi rzędnych - zmianę wskaźnika wytrzymałości przekroju przy różnych wartościach wysokości względnej h/h0 żebra (rys. 2.11). Odcinki krzywych położone poniżej linii W/Wp = l przedstawiają proporcje, przy których następuje zmniejszenie wytrzymałości (duże podziałki względne t0, małe grubości względne b/b0 żeber). Osłabienie zarysowuje się tym wyraźniej, im wysokość żeber jest mniejsza.
Rys. 2.11 Wytrzymałość elementów użebrowanych w zależności od podziałki względnej t0 i
grubości względnej b/b0 żeber przy różnych wartościach ich wysokości względnej
h/h0
Zapobiec osłabieniu można przez zwiększenie wysokości żeber. Żebra o wysokości względnej h/h0 > 7 nie zmniejszają wytrzymałości elementu nawet przy największych wartościach podziałki względnej, jakie można spotkać w praktyce (t0=100).
Jednak w elementach odlewanych zwiększenie wysokości żeber jest ograniczone względami technologicznymi. W praktyce wysokość względna żeber rzadko przekracza h/h0 = 5.
Realna jest i inna droga postępowania - zmniejszenie podziałki względnej. Przy t>6 osłabienie żeber nie występuje nawet przy ich najmniejszej wysokości (t0=1).
Na wykresie rys. 2.11 można odszukać takie wartości podziałki żeber o różnej wysokości, przy których osłabienie elementu nie występuje. Wartościom tym odpowiadają punkty krzywych h/h0 o rzędnych W/W0 = l.
Jeżeli podziałkę względną t0 wyrazić w zależności od wysokości względnej h/h0 żeber, to krzywa W/Wp = l (rys. 2.12) będzie odpowiadała przypadkowi, gdy wytrzymałość elementu nie ulega zmniejszeniu wskutek powiększenia liczby żeber, a krzywe W/Wp = l ,5 i W/Wp = 2 - przypadkowi, gdy przy powiększeniu liczby żeber wytrzymałość się zwiększa.
Rys. 2.12 Zmiany podziałki względnej t0 w zależności od wysokości względnej h/h0 przy
różnych wartościach ilorazu W/W0.
Dla praktycznego określania podziałki żeber można korzystać z zależności
t0=
wyrażającej średnią wartość t0 przy W/Wp == l ,5 — 2.
Maksymalna dopuszczalna podziałka żeber.
tmax=
gdzie b - grubość żebra.
Na podstawie wzoru wykresu rys. 2.13, który umożliwia znalezienie granicznych wartości podziałki t w zależności od proporcji wymiarów użebrowania.
Należy zaznaczyć, że jeżeli naprężenia w elemencie są niewielkie, jak to jest zwykle w elementach typu korpusu maszyny, to zmniejszenie wytrzymałości spowodowane wprowadzeniem żeber o niekorzystnym kształcie nie przedstawia niebezpieczeństwa. W takich przypadkach konstruktor stosuje żebra (również pracujące na rozciąganie) jako środek zwiększenia sztywności, nie licząc się ze zmniejszeniem wytrzymałości. Jeżeli jednak element jest silnie obciążony, to wszystkie przytoczone zalecenia są bardzo istotne.
Rys. 2.13 Wykres do określania największej dopuszczalnej podziałki żeber.
Kształtowanie korpusów żeliwnych. Zalecenia ogólne.
Konstruując elementy odlewane należy dążyć do najdalej posuniętej prostoty wykonania modeli i rdzennic, formowania i zalewania oraz obróbki mechanicznej.
Należy uwzględnić to, aby wszystkie części odlewu stygły jednakowo w tym samym czasie. W tym celu należy dobierać grubość ścian odpowiednio do warunków stygnięcia. Ściany wewnętrzne powinny mieć mniejszą grubość niż ściany zewnętrzne o 20—40%. Unika się w ten sposób niebezpiecznych naprężeń odlewniczych wywołujących deformowanie się odlewów lub pękanie.
Nie należy łączyć w jedną całość złożonych, cienkościennych części odlewu z prostymi, grubościennymi znacznie większymi jego częściami, lecz projektować je jako odlewy oddzielne, łączone z resztą korpusu śrubami i ustalane za pomocą kołków.
Należy zachować konieczną zbieżność ścian zewnętrznych i wewnętrznych. Na rysunku 2.14 podano zalecane wartości pochylenia ścian elementu odlewanego w zależności od ich wymiarów.
Rys. 2.14 Zalecane wartości zbieżności ścian odlewów w zależności od długości ścian.
Korpusy odlewane poza wymaganą sztywnością i wytrzymałością powinny mieć odpowiednią grubość ścian ze względów technologicznych. Orientacyjnie można przyjąć, że grubość ścian odlewów żeliwnych powinna wynosić
g=0,32
mm
gdzie h - rozpiętość ściany liczona od miejsca wlewu lub od grubych części odlewu, mogących odgrywać rolę przewodów zasilających przy zalewaniu formy ciekłym metalem.
Kształtowanie ścian odlewów
Najmniejsza grubość ścian odlewu, konieczna ze względu na bezbłędne wypełnienie formy metalem, zależy od: rodzaju odlewanego stopu, jego temperatury, wymiarów i kształtu odlewu oraz od rodzaju formy odlewniczej.
W tablicy 2.2 podano najmniejsze grubości ścian odlewów z różnych stopów odlewniczych w zależności od wielkości korpusów odlewanych w formach z masy formierskiej.
Zalecaną grubość ścian odlewów żeliwnych, wykonanych z różnych gatunków żeliwa w zależności od zastosowania odlewu, podano w tablicy 2.3.
Uzupełniając dane zawarte w tablicach, należy dodać, że nie zaleca się stosowania w odlewach z żeliwa ciągliwego ścian cieńszych niż 4 mm. Drobne odlewy staliwne mogą mieć w wyjątkowych przypadkach ściany o grubości 4 mm. Jednak odlewy staliwne maszynowe, od których wymaga się dużej wytrzymałości lub szczelności, nie powinny mieć ścian cieńszych niż 7-10 mm. Odlew powinien być tak ukształtowany, aby ciekły metal podnosząc się w formie wypychał przed sobą powietrze i gazy, które powstają wskutek zetknięcia się metalu ze ścianami formy, oraz gazy wydzielające się z metalu. Jeżeli ciekły metal natrafi na duże poziome ściany (rys. 2.15a), następuje chwilowe zwolnienie podnoszenia się zwierciadła metalu, a pęcherze powietrza i gazów, zatrzymując się w pobliżu górnej powierzchni płaskiej ściany, zostają otoczone przez metal, tworząc w odlewie pęcherze gazowe.
Rys. 1.15 Ukształtowanie ścian odlewów ze względu na prawidłowe zalanie formy cie-
kłym metalem.
Tablica 2.2 Najmniejsze grubości ścian odlewów wewnętrznych w formach piaskowych.
Rodzaj stopu |
Najmniejsza grubość ściany odlewu w mm |
||
|
małe odlewy |
średnie odlewy |
duże odlewy |
Żeliwo szare |
3 |
8-10 |
12-15 |
Żeliwo ciągliwe |
3-4 |
6-8 |
- |
Staliwo |
5-7 |
10-12 |
15-20 |
Brąz |
3-5 |
5-8 |
- |
Stopy aluminium |
3-5 |
5-8 |
- |
Stopy magnezu |
3-5 |
5-7 |
- |
Tablica 2.3 Grubości ścian odlewów żeliwnych w zależności od gatunku żeliwa i zastoso-
wania odlewu.
Gatunek żeliwa |
Stopień nasycenia eutektycznego Sc |
Zalecana grubość ścian w mm |
||
|
|
Wymagana dobra lejność (odlewy cienkościenne) |
Wymagana duża wytrzymałość i odporność na zużycie, niezła obrabialność |
Dopuszczalna niższa wytrzymałość i odporność na zużycie, lecz dobra obrabialność |
Zł 150 |
1,00-1,06 |
2,5-42) |
4-8 |
8-20 |
Zl 200 |
0,94-1,00 |
4-8 |
8-15 |
15-30 |
Zl 250 |
0,88-0,94 |
6-15 |
15-25 |
25-50 |
Zl 300 |
0,82-0,88 |
10-25 |
25-40 |
40 |
Zl 350 |
0,76-0,82 |
15-40 |
40-80 |
80 |
Zl4001) |
0,8 |
20-40 |
40-120 |
120 |
1) - Żeliwo niskostopowe. 2) - Żeliwo o dużej zawartości fosforu, ściany o powierzchni mniejszej niż 100 cm2. |
||||
Rys. 2.16 Elementy ukształtowane błędnie (a—c) oraz poprawnie (d—f)
W celu ich uniknięcia należy nadać poziomym płaszczyznom parę stopni pochylenia jak na rys. 2.15b. Jeżeli jest to niemożliwe, należy formy ustawiać w położeniu ukośnym (rys. 2.15c). Zagadnienie to występuje często przy odlewaniu różnego rodzaju płyt, kół, bębnów, korpusów itp. Na rysunku 2.16a—c zaznaczono konstrukcje błędne, a na rys. 2.17d— f- poprawne.
Kształtowanie połączeń ścian odlewów.
Najczęściej spotykanym rodzajem węzła w odlewach jest połączenie dwóch, trzech lub czterech ścian. Różne rodzaje połączeń typowych to:
połączenia czołowe, stanowiące styk dwóch ścian o różnej grubości, leżących w jednej płaszczyźnie,
połączenia kątowe proste, stanowiące styk dwóch ścian pod kątem w kształcie litery L,
potoczenia kątowe ostre, stanowiące styk dwóch ścian pod kątem ostrym w kształcie litery V,
połączenia widlaste, stanowiące styk trzech ścian w kształcie litery Y,
połączenia krzyżowe, stanowiące styk czterech ścian w kształcie litery X.
Każde z tych połączeń ponadto może przylegać do ściany prostopadłej lub pochylonej do ścian węzła.
Bardzo niekorzystne jest działanie ostrych krawędzi w stykach typu T, szczególnie wtedy, gdy istnieje duża różnica grubości ścian. Podczas gdy cienka ściana zastyga całkowicie, grubsza ściana pokrywa się dopiero cienką skorupą skrzepłego metalu (rys. 2.17a); przy dalszym stygnięciu i kurczeniu się cienkiej ściany następuje wyrwanie jej ze ściany grubej (rys. 2.17b), której wytrzymałość w tym momencie jest jeszcze bardzo mała.
Rys. 2.17 Błędne połączenie ściany cienkiej ze ścianą grubą
Węzły tworzące się na styku ścian mają często kształty nie przypominające opisanych węzłów typowych. Ma to na przykład miejsce w staliwnym korpusie pokazanym na rys. 2.18a. Jest to odlew z dwoma węzłami widlastymi typu Y, przeciętymi poprzecznym żebrem 3. Skupienia materiału w miejscu styku czterech ścian powodują powstawanie jam skurczowych. Na rysunku 2.18b pokazano konstrukcję poprawną: obrys ścian zmieniono w taki sposób, że elementy ścian 2 stykają się z pierścieniem 7, tworząc z nim kąty proste; ponadto dzięki wykonaniu okienek 4 w żebrze 3 uniknięto zbiegu czterech ścian w niebezpiecznym punkcie.
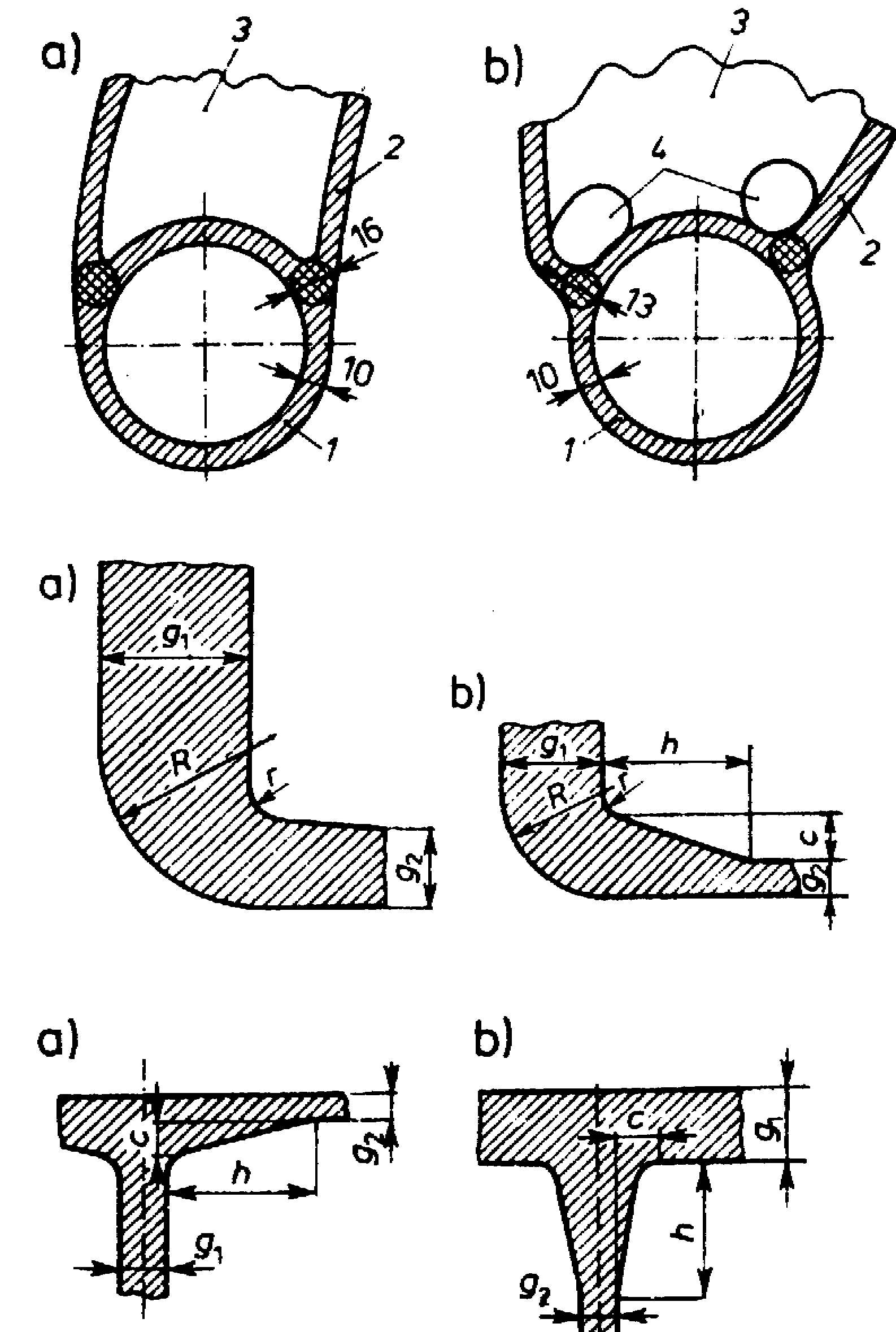
Na rysunkach 2.19 i 2.20 pokazano poprawne ukształtowanie połączeń typu L i T ścian o różnej grubości w odlewach żeliwnych.
Rys. 2.18 Odlew z dwoma węzłami widlastymi
typu Y połączonymi z żebrem poprze-
cznym 3. Konstrukcja niekorzystna
połączenia czterech ścian (a) oraz)
konstrukcja korzystna, w której unik-
nięto połączenia czterech ścian w jed-
nym punkcie (b)
Rys. 2.19 Poprawne ukształtowanie połączeń
ścian typu L o różnej grubości: a) g1/g2
< 2, R = g1, R=
,b)
g1/g2>2, c
,g2+c
.
Rys. 2.20 Poprawne ukształtowanie połączeń ścian typu
T różnej grubości:a) c
,
h
.
Konstrukcja korpusów z żeliwa ciągliwego
Żeliwa ciągliwe odznaczają się dużą zdolnością do tłumienia drgań. Stosuje sieje do wyrobu niewielkich elementów cienkościennych o złożonych kształtach. Nadają się one do przenoszenia obciążeń dynamicznych. Dla polepszenia właściwości mechanicznych odlewy z żeliwa ciągliwego poddaje się specjalnej obróbce. Dobre właściwości plastyczne żeliwa ciągliwego pozwalają na stosowanie połączeń wtłaczanych, co często upraszcza konstrukcję i montaż. Duże znaczenie ma również stosowanie konstrukcji kombinowanych złożonych z odlewów wykonanych z żeliwa ciągliwego białego łączonych przez spawanie z elementami z rur i tłoczonych blach stalowych. Przykładem takiej konstrukcji są mosty napędowe niektórych samochodów.
Konstrukcja korpusów z żeliwa sferoidalnego
Żeliwo sferoidalne jest obecnie coraz powszechniej stosowane ze względu na wysoką wytrzymałość doraźną i zmęczeniową, odporność na ścieranie, odporność na podwyższone temperatury oraz ze względu na korzystne właściwości odlewnicze.
W konstruowaniu odlewów z żeliwa sferoidalnego należy stosować podobne zasady jak w przypadku żeliwa ciągliwego i staliwa ze względu na dużą skłonność do tworzenia się jam skurczowych. Podstawowym wymaganiem jest tu stosowanie zasady krzepnięcia kierunkowego. Żeliwo sferoidalne ze względu na podane właściwości stosuje się do wyrobu korpusów i elementów maszyn silnie obciążonych. Niewielka zmienność wymiarów ze wzrostem temperatury elementów z żeliwa sferoidalnego kwalifikuje je do stosowania w budowie maszyn cieplnych. Ścianki odlewów z żeliwa sferoidalnego są szczelne przy wysokich ciśnieniach czynnika roboczego. Żeliwo sferoidalne jest, więc odpowiednim materiałem na odlewy elementów napędów hydraulicznych, sprężarek oraz korpusów zaworów w instalacjach przemysłowych.
Żeliwo sferoidalne perlityczne można obrabiać skrawaniem podobnie, jak żeliwo szare. Żeliwo sferoidalne można spawać palnikiem acetylenowym i łukiem elektrycznym. Odlewy z żeliwa sferoidalnego są plastyczne i można je prostować na zimno i na gorąco.
Konstrukcja korpusów ze stopów lekkich
Odlewy ze stopów aluminium
W konstrukcji odlewów ze stopów lekkich należy stosować następujące zasady:
Optymalna grubość żeber wynosi 0,8—1,5 grubości ściany.
W celu uniknięcia spiętrzenia naprężeń na krawędziach otworów należy stosować obrzeża.
W odlewach obciążonych dużymi naciskami jednostkowymi, zwłaszcza przy obciążeniach zmiennych, należy stosować zalewane elementy stalowe, żeliwne lub z brązu. W przypadku łożysk zalewa się tuleje stalowe i w nich dopiero osadza się łożyska toczne. Przy połączeniach elementów stalowych z odlewam ze stopów aluminium i magnezu należy uwzględnić to, że współczynnik rozszerzalności cieplnej tych stopów jest około dwukrotnie większy niż stali, co może przyczynić się do powstawania luzów w tych połączeniach.
Należy unikać stosowania rzadko rozstawionych śrub o dużej średnicy. Przenoszone siły należy rozdzielić na większą liczbę śrub o mniejszej średnicy rozstawionych w mniejszej podziałce.
Rys. 2.21 Połączenie ścian z żebrami oraz wyokrąglenia i przejścia między -
łączonymi ścianami i kołnierzami w odlewach ze stopów aluminium.
Siły powinny być wprowadzane w powierzchnię środkową ścianek korpusów, aby ich nie obciążać momentami zginającymi.
Połączenia ścian z żebrami oraz połączenia ścian z kołnierzami zostały przedstawione na rys. 2.21.
Stopy aluminium obrabia się cieplnie. Stopy aluminium mają małe współczynniki sprężystości wzdłużnej i poprzecznej (E == 7 • l04 MPa, G = 2,7 • l03 MPa). Twardość odlewniczych stopów aluminium zawiera się w granicach 50— 100 HB w zależności od składu chemicznego i zastosowanej obróbki cieplnej. Skurcz odlewniczy tych stopów wynosi 0,9—1,4%.
Odlewy ze stopów magnezu
Zasady konstrukcji odlewów ze stopów magnezu są podobne jak odlewów ze stopów aluminiowych. Głównymi składnikami stopów magnezu są: aluminium, cynk, mangan i krzem. Stopy magnezu z aluminium i cynkiem noszą nazwę elektronów. Stopy magnezu są najlżejsze ze znanych stopów metali; ich gęstość wynosi 1760—1830 kg/m3. Są one obrabiane cieplnie w celu zwiększenia wytrzymałości.
Stopy magnezu znalazły zastosowanie jako części samolotów, samochodów, korpusy pomp, aparatury radiowej, maszyn do pisania, aparatów fotograficznych, obudowy przyrządów optycznych i precyzyjnych oraz w maszynach włókienniczych, jako elementy poddane działaniu dużych przyspieszeń (w ruchach zwrotnych). Odlewnicze stopy magnezu z krzemem i manganem mają małą wartość Rm= 90 MPa. Stosuje się je w budowie armatury. Stopy magnezu z Al, Zn, Mn o wytrzymałości Rm =150—220 MPa stosuje się do wyrobu obciążonych części samolotów, silników, różnych przyrządów, aparatów, narzędzi. Najmniejsza grubość ścian odlewu zależy od ich powierzchni i wynosi 0,8—3 mm. Cechy materiałowe stopów magnezu podane są w normie PN-88/H-88050.
Odlewy ze stopów magnezu są mniej sztywne niż odlewy ze stopów aluminium (E == 4,2 • l04 MPa, G == 1,7 • l03 MPa). Twardość stopów magnezu zawiera się w granicach 30—65 HB. Wytrzymałość stopów magnezu na ściskanie jest większa niż na rozciąganie. Odlewy należy więc kształtować tak, aby w niebezpiecznych przekrojach występowały naprężenia ściskające. Skurcz odlewniczy tych stopów wynosi 1—1,7%.
2.2 Korpusy przekładni.
Korpusy najczęściej są odlewane bądź spawane. Korpusy spawane są lżejsze od korpusów odlewanych. Korpusy odlewane są tańsze od korpusów spawanych - przy produkcji seryjnej.
Zasadnicze wymiary korpusu przekładni określane są w oparciu o schemat kinematyczny przekładni oraz wymiary kół. Kształtem wyjściowym jest pusta wewnątrz skrzynka o wymiarach zapewniających dostateczny luz między kołami oraz
^ściankami wewnętrznymi korpusu (rys, 2.22). uwarunkowanie wymiarów korpusu wymiarami elementów, które w korpusie będę umieszczone wymaga uprzedniego wyznaczenia wymiarów gabarytowych kół, wałów, łożysk itp. Dobór cech tych elementów może być prowadzony równolegle z doborem cech korpusu.
Rys. 2.22 Luzy między ścianami korpusu a kołami przekładni.
Podstawowym kryterium przy doborze cech korpusu jest kryterium sztywności. Jedynie sztywny korpus przekładni zapewnić może poprawną pracę zazębień. Za optymalny należy, uważać korpus sztywny o minimalnym ciężarze. Zmniejszenie ciężaru, przy jednoczesnym zachowaniu dostatecznej sztywności, osiąga się przez stosowanie usztywniających żeber. Żebra usztywniające umieszczane są w płaszczyznach wystosowania obciążeń. Żebra zwiększają powierzchnię korpusu zwiększając tym samym intensywność wymiany ciepła z otoczeniem.
Rys. 2.23 Wymiary korpusu.
Przy doborze cech korpusu należy uwzględniać zalecenia warunkowane technologię wykonania.
Praktyka konstrukcyjna pozwoliła sformułować zalecenia, które mogą być wykorzystane przy projektowaniu ćwiczeniowym. Podstawowe zalecenia podaje tablica 2.4 (rys. 2.23).
Przestrzenie łożyskowe korpusów zamknięte są pokrywami. Typowe rozwiązania przedstawiono na rysunku 2,24. Pokrywa z pierścieniowym występem (rys. 2.24b) może być stosowana jedynie w korpusach dzielonych pokrywa mocowana w korpusie za pomocą śrub (rys.2.24a) pozwala na regulację luzu osiowego łożysk wału. Zalecenia wymiarowe podaje tabela 2.4.
Rys. 2.24 Wymiary pokryw.
Tablica 2.4 Zalecane wymiary korpusu przekładni.
Wielkość |
Wartość |
Uwagi |
|
Grubość ścianki |
Część dolna Część górna |
g=
g1= |
M [Nm] - moment na wale wolno - obrotowym |
Żebra |
Grubość podstawy Wysokość Pochylenie odlewnicze |
e=(0,1 - 1,0)g e=(0,8 - 1,0)g1
h
h 2° |
|
Średnice śrub |
Fundamentowych Złącznych |
d1=
d2= d3=(0,7 - 0,8)dz |
|
Kołnierz |
Grubość Szerokość |
s=1,5dz s1=1,3d2 k1=3d2 |
|
Łapy fundamentowe |
Grubość Szerokość |
s2=1,5d1 k2=4d1 q=k2+g |
|
Luz |
Koło - ścianka Koło - dno Koło - koło |
L
L1
L3 |
|
Tablica 2.5 Zalecenia wymiarowe pokryw i gniazd łożyskowych (rys.2.24a)
D1 |
Śruby |
D2-D1 |
D3-D2 |
D1-D4 |
h |
|
|
d |
liczba |
|
|
|
|
30-40 |
M6 |
4 |
15 |
12 |
8-10 |
8 |
42-62 |
M8 |
4 |
20 |
16 |
10-12 |
10 |
72-100 |
M10 |
4-6 |
25 |
20 |
12-15 |
10-12 |
110-125 |
M12 |
6 |
30 |
24 |
15-20 |
12-14 |
Tablica 2.6 Pokrywa z występem pierścieniowym (rys. 2.24 b).
D1 |
D2-D1 |
f |
90 |
7 |
7 |
90 - 170 |
9 |
9 |
Korpusy przekładni mogą być wykonane jako dzielone - płaszczyzna podziału pokrywa się z płaszczyzną osi kół - rys. 2.25, bądź jako niedzielone - z otworem technologiczno - montażowym u góry korpusu (rys. 2.26).
Rys. 2.25 Korpus dzielony.
Korpusy niedzielone są sztywniejsze w porównaniu z korpusami dzielonymi. Montaż elementów przekładni w korpusach niedzielonych odbywa się metodą przekładania wału przez koło uprzednio umieszczone wewnątrz korpusu. Przy stosowaniu korpusów dzielonych elementy na wale montowane są poza korpusem, a następnie w postaci zespołu umieszczane są w gniazdach łożyskowych.
Rys. 2.26 Korpus niedzielony.
Korpusy dzielone wymagają stosowania elementów złącznych oraz elementów ustalających podczas wspólnej obróbki gniazd łożyskowych oraz w czasie eksploatacji. Płaszczyzna podziału korpusów dzielonych najczęściej jest równoległa do płaszczyzny podstawy, ułatwia to znacznie technologię. Skośne płaszczyzny podziału stosowane są jedynie w szczególnych przypadkach przy znacznej różnicy średnic kół.
Połączenie górnej oraz dolnej części korpusu dzielonego powinno zapewniać szczelność eksploatacyjną korpusu oraz dostateczną sztywność w procesie obróbki gniazd łożyskowych. W tym celu powierzchnie złączne kołnierzy winny być płaskie, o małej chropowatości (Ra
2,5μm). Z braku możliwości stosowania podkładek uszczelniających wynikają zalecenia - grubość kołnierzy złącznych ma być większa od grubości ścianek, rozmieszczenie śrub złącznych winno być równomierne na całym obwodzie, śruby łączące części korpusu w pobliżu łożysk mają większą średnicę od śrub pozostałych.
Konstrukcyjne warianty połączeń kołnierzy korpusów dzielonych przedstawia rys. 2.27. Podstawowym rozwiązaniem jest połączenie śruby luźno z nakrętką (rys. 2.27a). Stosowanie śrub pasowanych zwykłych (rys. 2.27b) oraz specjalnych dwustronnych (rys. 2.27e) nie wymaga stosowania kołków ustalających.
Używa się dwóch śrub pasowanych, podobnie jak kołków, pozostałe śruby mogą być luźne. Zastąpienie śruby zwykłej (rys. 2.27e) śrubę dwustronna (rys. 2.27d) zwiększa trwałość połączenia, szczególnie przy częstych demontażach przekładni.
Rys. 2.27 Warianty połączeń kołnierzy korpusów dzielonych.
Odpowiedzialnym fragmentem korpusu przekładni są łapy mocujące korpus do ramy, płyty, fundamentu. Kształt powierzchni styku korpusu (rys. 2.28) dobieramy, uwzględniając działanie obciążeń niezrównoważonych w korpusie (obciążenie pochodzące od napięć pasów, obciążenie od sprzęgieł kompensacyjnych itp.).
Rozwiązanie konstrukcyjne łap mocujących przedstawia rysunek 2.29. Kształt łapy narzuca określona technologię wykonania otworu oraz obróbki powierzchni oporowej nakrętki.
Korpusy przekładni w produkcji jednostkowej lub małoseryjnej (lub korpusy o bardzo dużych wymiarach) wykonywane są jako spawane. Błędem często popełnianym przy projektowaniu korpusów spawanych jest bezkrytyczne naśladowanie kształtów korpusów odlewanych.
Rys. 2.28 Łapy mocujące korpus.
Rys. 2.29 Rozwiązanie konstrukcyjne łap mocujących.
Korpusy spawane wykonywane są ze znormalizowanych blacha taśm oraz rur. Należy dążyć do maksymalnego zmniejszenia obróbki skrawaniem korpusu w tym, celu należy odpowiednio dobierać grubości oraz szerokości płaskowników średnice rur itp. Obsady łożysk mogą być wykonane ze staliwnych odlewów.
Korpus spawany, podobnie jak korpus odlewany powinien mieć dostateczna sztywność, powinien zapewniać dokładne ustawienie współpracujących elementów.
Orientacyjne grubości elementów korpusu spawanego mogą być ustalone w oparciu o zalecenia wymiarowe z tablicy 2.4. Należy zaznaczyć ze wymiary w korpusach odlewanych uwarunkowane są kryteriami sztywności oraz technologiczności odlewu. Dobierając elementy korpusu spawanego należy zmniejszyć grubości ścianek od 30% do 50% (większe różnice wymiarów dla korpusów mniejszych wymiarowo) w porównaniu z elementami odlewanymi. Kołnierze korpusu decydują o szczelności połączeń, dlatego też ich wymiary mogą być zbliżone do analogicznych wymiarów korpusów odlewanych. Kołnierz złączny części górnej i dolnej oraz dolny kołnierz (podstawa korpusu) mogą być wykonane z materiału o tej samej grubości. Dobierając grubość materiałów wyjściowych należy przewidzieć naddatek na obróbkę — przynajmniej 2 mm. Obróbce podlegaj^ wszystkie powierzchnie złączne i ustalające.
Górna część korpusów dzielonych najczęściej nie jest obciążona (poza kołnierzem złącznym),dlatego też może być wykonana z materiału o mniejszej grubości. Minimalne grubości elementów uwarunkowane są względami technologicznymi.
Tablica 2.7 Przekładnie zębate - wzniosy osi wałów.
Szereg |
Odchyłka |
Szereg |
Odchyłka |
|||
|
1 |
2 |
|
1 |
2 |
|
63
80
100
125 |
63 71 80 90 100 112 125 140 |
-0,5 |
100
200
250
315 |
160 180 200
250 280 315 355
|
|
|
|
|
|
|
|
-0,5 |
|
|
|
|
|
|
-1,0 |
|
Uwagi: Wzniosy wg szeregu 1 są uprzywilejowane. W tablicy nie podano szeregu 3.
Średnice śrub złącznych w korpusie spawanym mogę być dobrane zgodnie z zaleceniami z tablicy 2.4. Zmniejszenie sztywności kołnierza wymaga zwiększenia liczby śrub złącznych. Ciężar korpusu spawanego możemy zmniejszyć zastępując ścianki pełne ściankami o profilu skrzynkowym.
Korpusy przekładni ogólnego przeznaczenia nie mogą mieć dowolnych wzniosów osi wałów ponad płaszczyznę podstawy. Dowolny dobór wzniosów wałów wymagałby stosowania specjalnych ram do montowania przekładni. Znormalizowane wzniosy osi wałów podaje tablica 2.7.
Zarówno korpus odlewany jak i spawany winian posiadać: wziernik, odpowietrzacz, korek spustowy oleju, elementy ustalające, śruby lub zaczepy transportowe, wskaźnik poziomu oleju itp.
Korpusy spawane najczęściej wykonywane są, ze względów technologicznych, jako niedzielone.
Tablica 2.8 Orientacyjne wymiary odpowietrznika.
d |
d1 |
d2 |
d3 |
D |
h1 |
h2 |
H |
R1 |
R2 |
e |
k |
M6 |
2.5 |
10 |
6 |
15 |
10 |
4 |
21 |
15 |
5 |
2 |
2 |
M8 |
3.0 |
12 |
8 |
20 |
12 |
0 |
28 |
20 |
5 |
2 |
3 |
M 10 |
4,0 |
16 |
1C |
25 |
14 |
8 |
36 |
25 |
7 |
3 |
4 |
M12 |
5.0 |
20 |
12 |
32 |
18 |
10 |
46 |
30 |
8 |
4 |
5 |
M14 |
6.0 |
22 |
14 |
35 |
22 |
12 |
52 |
35 |
10 |
5 |
6 |
Tablica 2.9 Korki spustowe.
Tablica 2.9 cd. Korki spustowe.
d |
D |
D1 |
S |
L |
1 |
a |
f |
M12 |
22 |
19,6 |
17 |
20 |
11 |
2 |
2 |
M16 |
26 |
22.0 |
19 |
23 |
12 |
3 |
3 |
M20 |
30 |
25.4 |
22 |
28 |
15 |
4 |
3 |
M27 |
58 |
31.2 |
27 |
34 |
18 |
4 |
4 |
M30 |
45 |
36.9 |
32 |
36 |
18 |
4 |
4 |
M36 |
50 |
41.6 |
36 |
46 |
25 |
5 |
6 |
Tablica 2.10 Wymiary śrub z uchem.
d |
M8 |
M10 |
M12 |
M16 |
M20 |
M 24 |
M30 |
M36 |
M42 |
M48 |
M56 |
||
|
|
|
|
|
M20x2 |
M24x2 |
M30x2 |
M36x3 |
M42x3 |
M48x3 |
M56x4 |
||
d1 |
36 |
45 |
54 |
63 |
72 |
90 |
108 |
126 |
144 |
166 |
184 |
||
d2 |
20 |
25 |
30 |
35 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
||
d3 |
B |
10 |
12 |
14 |
16 |
20 |
24 |
26 |
32 |
38 |
42 |
||
d4 |
20 |
25 |
30 |
35 |
40 |
50 |
65 |
75 |
85 |
100 |
110 |
||
h |
36 |
45 |
53 |
62 |
71 |
90 |
109 |
128 |
147 |
168 |
187 |
||
k |
6 |
8 |
10 |
12 |
14 |
18 |
22 |
26 |
30 |
35 |
38 |
||
m |
10 |
12 |
14 |
16 |
15 |
24 |
26 |
32 |
38 |
46 |
50 |
||
b |
13 |
17 |
21 |
27 |
30 |
36 |
45 |
54 |
63 |
68 |
78 |
||
t |
18 |
22 |
27 |
34 |
3B |
45 |
55 |
65 |
75 |
81 |
93 |
||
l |
13 |
17 |
21 |
27 |
30 |
36 |
45 |
54 |
63 |
68 |
78 |
||
Q1 |
1,4 |
2.3 |
3.4 |
7 |
12 |
16 |
36 |
51 |
70 |
86 |
115 |
||
Q2 |
0.9 |
1.7 |
2.4 |
5 |
8.3 |
13 |
26 |
37 |
50 |
61 |
83 |
||
2.3 Wały i osie.
Wałem lub osią nazywamy element maszynowy urzeczywistniający geometryczną oś obrotu. Na elemencie tym, zwykle ujętym w łożyskach, osadzone są ruchomo lub spoczynkowe inne elementy, wykonujące ruch obrotowy lub wahadłowy. Za kryterium podziału na osie i wały przyjęto obciążenie.
Oś obciążona jest głównie momentem gnącym, a także siłami ściskającymi i rozciągającymi. Rozróżniać będziemy oś stałą, gdy kierunek działania obciążenia jest stały względem niej, w przeciwnym razie mówimy o osi ruchomej.
Wał służy przede wszystkim do przenoszenia momentu obrotowego (skręcającego), ponadto może być obciążony, podobnie jak oś, momentem gnącym, siłami ściskającymi i rozciągającymi.
Wały i osie mogą być gładkie, kształtowe, pełne lub drążone, w przekroju prostopadłym do osi - okrągłe lub profilowe, całkowite (jednolite) lub składane. Wały mogą mieć ponadto korby lub wykorbienia i wówczas nazywamy je korbowymi lub wykorbionymi.
Wały w dalszym ciągu można dzielić na czynne (napędzające) i bierne (napędzane), główne i pomocnicze, w zależności od przeznaczenia - wał napędowy, rozrządu, krzywkowy itp. Małe wymiarowo wały nazywa się często wałkami, krótkie osie - sworzniami, ponadto zwyczajowo w obrabiarkach, wirówkach i maszynach przędzalniczych niektóre wały nazywa się wrzecionami, w pojazdach niektóre osie - zwrotnicami, a wałki - półosiami (wynika to z tradycji, lecz jest niezgodne z przyjętymi kryteriami).
Należy jeszcze zaznaczyć, że w zależności od liczby podpór łożyskowych wały dzielimy na dwupodporowe i wielopodporowe.
Na osiach i wałach wyróżniamy: czopy, powierzchnie swobodne oraz odsądzenia, pierścienie i kołnierze, tworzące zwykle powierzchnie oporowe. Zaokrąglenia przy tych powierzchniach nazywamy przejściami. Ponadto osie i wały mogą mieć części gwintowane, wielowypusty, rowki wpustowe, uzębienia itp.
Czopami nazywamy te powierzchnie osi i wałów, na których następuje styk z innymi elementami; jeżeli elementy te względem osi lub wału mogą wykonywać ruch, mówimy o czopach ruchowych (np. czopy łożyskowe), jeżeli ruch jest niemożliwy, mówimy o czopach spoczynkowych (jak w przypadku połączeń).
W wałach korbowych i wykorbionych wyróżnia się poza wymienionymi częściami: czopy główne, korbowe i ramiona korb. Wymienione powierzchnie i części wałów oznaczono na rys. 2.30.
Rys.2.30 Przykłady wałów przekładni stożkowo-walcowej:1-wał pośredni z kołami zębatymi,
2-wał napędzający (czynny), 3-łożyska, 4-korpus, CŁ - czopy łożyskowe, PS - po-
wierzchnie oporowe, CG - części gwintowane, W-wielowypust, KZ - uzębienie na
wale lub koło zębate osadzone na wale, RW - rowki wpustowe.
W doborze cech konstrukcyjnych na przykład wałów pokazanych na rysunku 2.30 należy brać pod uwagę niezawodność i trwałość układu (wały, łożyska, koła zębate, itd.), w tym: sztywność, warunki zazębienia itd.
Konstruowanie osi i wałów dzieli się zwykle na kilka etapów:
sformułowanie złożeń zgodnie z teorią konstruowania, w tym określenie danych ilościowych (mocy, obrotów, trwałości, wielkości produkcji itd.) i sytuacyjnych (oddziaływania otoczenia, warunków trybologicznych itd.),
wstępny dobór cech konstrukcyjnych (materiału i jego stanu, wstępnych wymiarów) na podstawie uproszczonych obliczeń,
sprawdzające obliczenia sztywności, obliczenia dynamiczne i obliczenia trwałości zmęczeniowej,
ostateczny dobór cech konstrukcyjnych; w przypadku znacznych zmian wstępnie przyjętych cech może wystąpić potrzeba ponownych obliczeń sprawdzających.
Właściwy dobór cech konstrukcyjnych osi i wałów zgodnie z tym, co zasygnalizowałem wcześniej wymaga: jednoczesnych obliczeń elementów współpracujących, np. trwałość łożysk tocznych, ślizgowych, doboru materiałów na łożyska ślizgowe itp., ze względu na wymiary, tolerancje wykonania i chropowatość czopów, oraz odpowiedniego doboru materiału i ewentualnej obróbki cieplnej. Podobnie odpowiednich czynności wymaga dobór cech konstrukcyjnych uzębień wałów, wielowypustów, wpustów i czopów pod elementy współpracujące z wałem. W takim ujęciu konstruowanie, zwane także integralnym, kończy się w chwili ukończenia prac konstrukcyjnych nad całością, której elementem jest oś lub wał.
Dobór materiału na osie i wały powinien być oparty na przesłankach technicznych i ekonomicznych. W zależności od przeznaczenia wykonuje sieje z różnych tworzyw metalowych, głównie jednak ze stali.
Stale zwykłej jakości St4 i St5 stosowane są do wyrobu wałów maszynowych, korbowych i osi poddanych słabym obciążeniom. Bardziej odpowiedzialne wały, poddane działaniu większych obciążeń, pracujące w podwyższonych temperaturach (do 750 K) wykonuje się ze stali wyższej jakości: 35,45 i 55. Stale te poddaje się ulepszaniu cieplnemu polegającemu na hartowaniu i odpuszczaniu.
Wały poddane działaniu silnych obciążeń zmiennych i udarowych (wały korbowe kute, składane, wały maszyn roboczych ciężkich, pojazdów mechanicznych itp.) wykonuje się ze stali do ulepszania cieplnego: 37HS, 45HN, 45HNMF, 40MF, 30HGS, 30G2. Stale te charakteryzują się dużą wytrzymałością i udarnością.
Stale stopowe do nawęglania: 15H, 18H2N2, 12HN3A, stosuje się przede wszystkim w celu zwiększenia twardości warstwy wierzchniej (58—62 HRC) przy zachowaniu dużej wytrzymałości rdzenia (Re = 520— 850 MPa). Ze stali tych wykonuje się watki rozrządu, wały wirówek i innych maszyn, w których wały pracują przy dużych obciążeniach zmiennych i wysokich obrotach.
Na wały pracujące w podwyższonych temperaturach (do 810 K) używa się ulepszanych cieplnie lub normalizowanych stali: 26H2MF i 25HM. Do pracy w wysokich temperaturach (do 1420 K) i przy dużych obciążeniach stosuje się stale żaroodporne i żarowytrzymałe, np. H25N20S2.
Wały pracujące w warunkach korozyjnych (oddziaływania wody z wyjątkiem wody morskiej) wykonuje się ze stali 2H13, natomiast dodatkową odporność na roztwory alkaliczne i rozcieńczone kwasy organiczne ma stał 3H13.
Ostatnio coraz szersze zastosowanie do wyrobu wałów korbowych i wałów rozrządu znajduje żeliwo sferoidalne ZsNi2,0 i ZsNi2,7Mo. Wały wykonane z tych materiałów przenoszą silne dynamiczne obciążenia oraz mają dużą odporność na zużycie.
Ponadto w specjalnych przypadkach wały i osie wykonuje się ze staliw i brązów.
Szczegółowe dane dotyczące właściwości mechanicznych, warunków obróbki cieplnej i cieplno-chemicznej oraz zastosowań można znaleźć w specjalistycznej literaturze oraz informatorach (np. Charakterystyki stali..., wydawnictwa Śląsk w Katowicach).
Pobieżna analiza pożądanych właściwości mechanicznych materiałów używanych na osie i wały wykazuje, że wymagania te są często różne dla poszczególnych części osi lub wału. W pewnych przypadkach, jak np. czopy w łożyskach ślizgowych (panwie z brązów, żeliwa, stali i materiałów spiekanych), czopy łożysk tocznych bez pierścieni wewnętrznych, powierzchnie wielowypustów w połączeniach ruchowych (przesuwne koła i elementy sprzęgieł), wymagana jest zwiększona twardość warstwy wierzchniej osiągana obróbką cieplną, cieplno-chemiczną i mechaniczną. Obróbka ta może być stosowana w celu zwiększenia wytrzymałości zmęczeniowej osi i wałów, szczególnie w miejscach spiętrzenia naprężeń (przejścia średnicowe, rowki wpustowe, podtoczenia i podcięcia).
Fazki wykonywane są zwykle pod kątem 45° (rys. 2.31). Przyprostokątną c fazki można określić ze wzoru:
c=0,1
Rys.2.31 Przykład fazki.
Obliczoną wartość c należ zaokrąglić do wartości normalnej- 0,2; 0,5; 0,8; 1; 1,2; 1,5; 1,8; 2; 2,5; 3; 3,5; 4; 5;
Fazki mogą być fazkami konstrukcyjnymi bądź ogólnymi. Fazki konstrukcyjne są wymiarowane na rysunkach wykonawczych elementów, fazki ogólne natomiast warunek techniczny podany w polu rysunku w formie zalecenia: „ostre krawędzie stępić”.
W celu ułatwienia montażu na wale elementów współpracujących stosowane są specjalne ukształtowania przedstawione w tablicy 2.11.
Tablica 2.11 Zakończenie wprowadzające elementów walcowych wg PN-76/M-61006.
A, B, C |
D, E, F |
A |
D |
C, F |
d |
a |
r |
f |
|
||
0,6 |
- |
1 |
- |
1,6 |
3 |
1 |
2,5 |
1,6 |
4 |
2,5 |
6 |
1,6 |
4 |
2,5 |
6 |
4 |
12 |
2,5 |
6 |
4 |
10 |
4 |
25 |
4 |
10 |
6 |
16 |
4 |
Ponad 50 |
Kąty wewnętrzne zarysów winny mieć zaokrąglenie w miejscach przejść z średnicy mniejszej na większą. Wzrost promienia zaokrąglenia zmniejsza koncentrację naprężeń. Zalecane promienie zaokrągleń przejściowych podaje tablica 2.12.
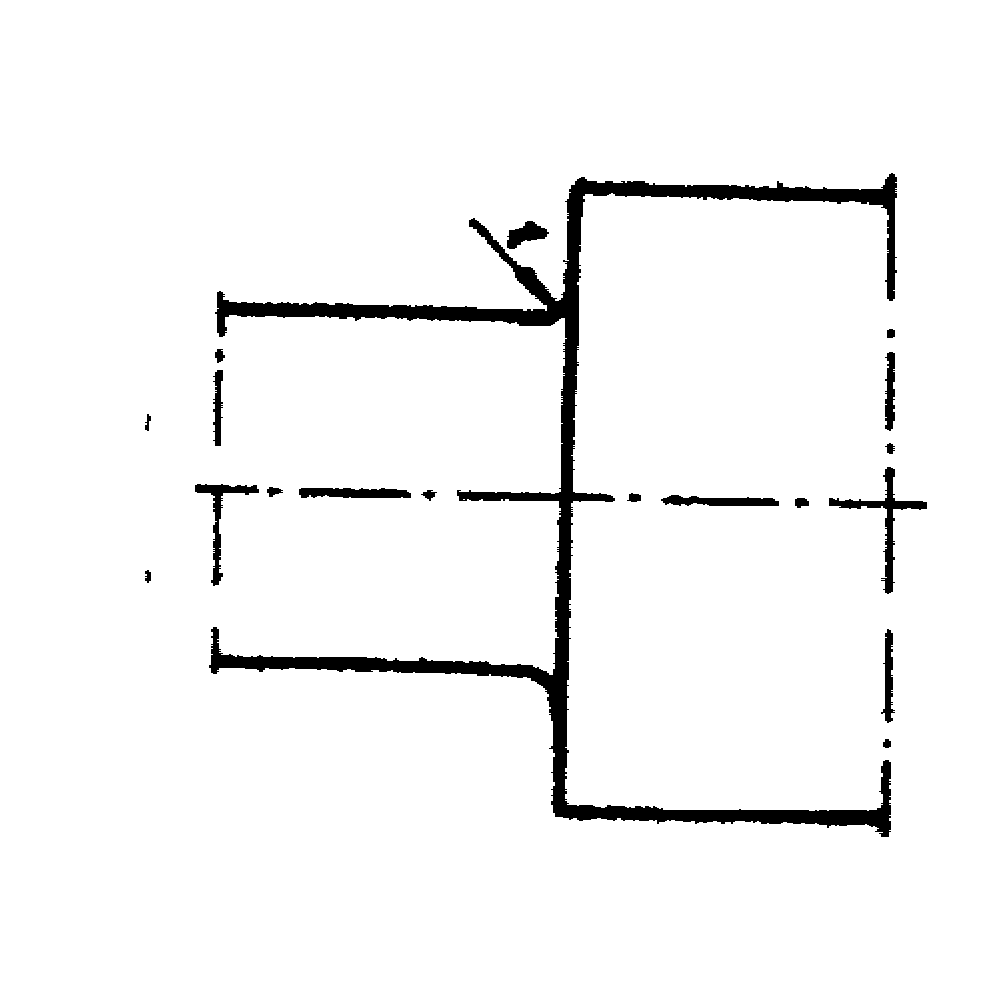
Tablica 2.12 Normalne promienie zaokrągleń przejściowych wg PN-82/M-02045.
0,10
0,16
0,25
0,40
|
0,10 |
1,0 |
1,0 |
10 |
10 |
100 |
100 |
|
0,12 |
|
1.2 |
12 |
|
|
125 |
|
0,16 |
1,6 |
1,6 |
16 |
16 |
160 |
160 |
|
0,20 |
|
2,0 |
|
20 |
|
200 |
|
0,25 |
2.5 |
2.5 |
25 |
25 |
250 |
250 |
|
0,30 |
|
3,0 |
|
52 |
|
|
|
0,40 |
4,0 |
4,0 |
40 |
40 |
|
|
|
0,50 |
|
5,0 |
|
50 |
|
|
Dokładne czopy wałów z zaokrągleniami przejściowymi są nietechnologiczne. Wykonanie dokładnego czopa wymaga użycia specjalnie zaprofilowanego narzędzia (rys.2.32a).
Wykonanie dokładnego czopa z podcięciem obróbkowym możliwe jest przy pomocy narzędzi uniwersalnych (rys.2.32b). Wymiary podcięć obróbkowych podaje tablica 2.13.
Rys. 2.32 Wykonanie czopa dokładnego: a) nietechnologiczne, b) technologiczne.
Ujęte normą czopy walcowe oraz stożkowe przedstawiają tabele 2.14 - 2.15. Stosowanie czopów o wymiarach znormalizowanych zwiększa unifikację konstrukcji.
Tablica 2.13 Podcięcia obróbkowe wg PN-58/M-02043.
Rodzaj |
Kształt |
Zastosowanie |
|
A |
|
Dla jednej pracującej powierzchni. |
|
B |
|
Dla dwóch pracujących powierzchni. |
|
C |
|
Dla jednej pracującej powierzchni. |
Stosuje się w elementach podlegających obciążeniom zmiennym. |
D |
|
Dla dwóch pracujących powierzchni. |
|
Tablica 2.13 cd. Podcięcia obróbkowe.
Zakres średnic d |
Rodzaj podcięcja |
|||||||||||
|
A i B |
C i D |
||||||||||
ponad |
do |
b |
a |
b1 |
c |
r1 |
r |
a1 |
b2 |
b3 |
||
|
3 |
1 |
0,1 |
+0,05 |
0,8 |
0,5 |
0,25 |
- |
- |
- |
- |
- |
3 |
10 |
3 |
0,2 |
+0,1 |
1,5 |
1 |
0,4 |
|
|
|
|
|
10 |
18 |
|
|
|
|
|
|
1 |
0,2 |
+0,1 |
1,6 |
1,4 |
18 |
30 |
|
|
|
|
|
|
1,6 |
|
|
2,5 |
2,2 |
30 |
80 |
4 |
0,3 |
|
3,3 |
1,5 |
0,6 |
2,5 |
|
|
3,7 |
3,4 |
80 |
|
6 |
0,4 |
|
5,0 |
2,3 |
1 |
|
|
|
|
|
Tablica 2.14 Czopy końcowe wałów - walcowe wg PN-78/M-85000.
d |
l |
|||
Szereg 1 |
Szereg 2 |
Tolerancja |
Czop długi |
Czop krótki |
20 22 |
|
j6 |
50 |
36 |
25 28 |
|
|
60 |
42 |
|
38 |
|
80 |
58 |
32 35 |
38 |
k6 |
|
|
40 45 50 |
42 48 |
k6 |
110 |
105 |
55 |
56 |
m6 |
|
|
60 63 70 |
- 65 - 75 |
|
140 |
105 |
80 90 |
85 95 |
|
170 |
130 |
Tablica 2.15 Czopy końcowe wałów - stożkowe 1:10 wg PN-78/M-85000.
Tablica 2.15 cd. Czopy końcowe wałów - stożkowe 1:10.
Szeregi średnic d |
Długości |
Wpusty pryzmatyczne |
Gwint |
||||
1 |
2 |
l1 |
l2 |
bxh |
t |
d2 |
d3 |
20 22 |
24 |
36 |
22 |
4x4 4x4 5x5 |
2,5 2,5 3 |
M12x1,25 M12x1,25 M12x1,25 |
M6 |
25 28 30 32 35 |
38 |
42
58 |
24
36 |
5x5 5x5 5x5 6x6 6x6 6x6 |
3 3 3 3,5 3,5 3,5 |
M16x1,5 M16x1,5 M20x1,5 M20x1,5 M20x1,5 M24x2,0 |
M8
M10
M12 |
40
45
50 55 |
42
48
56 |
82 |
54 |
10x8 10x8 12x8 12x8 12x8 14x9 14x9 |
5 5 5 5 5 5,5 5,5 |
M24x2,0 M24x2,0 M30x2,0 M30x2,0 M36x3,0 M36x3,0 M36x3,0 |
M12 M12 M16 M16 M16 M20 M20 |
Elementy osadzane na czopach (koła pasowe, łańcuchowe) zabezpieczane są dodatkowo elementami (patrz p. 1.2 str. 71). Wymiary otworów gwintowanych służących do mocowania podkładek dociskowych podaje tablica 2.16.
Tablica 2.16 Wymiary otworów gwintowanych wg PN-78/M-85000.
Tablica 2.16 cd. Wymiary otworów gwintowanych.
d |
d1 |
d2 |
l1 |
l2 |
l3 min |
l4 max |
20 22 24 |
M8 |
6,4 |
3,1 |
5 |
16 |
21 |
25 28 |
M8 |
8,4 |
3,6 |
6 |
19 |
25 |
30 32 35 |
M10 |
10,5 |
4,7 |
7,5 |
22 |
30 |
38 40 42 |
M12 |
13 |
6 |
9,5 |
28 |
37,5 |
45 48 50 |
M16 |
17 |
7 |
12 |
36 |
45 |
55 56 60 63 65 |
M20 |
21 |
9 |
15 |
42 |
53 |
70 71 75 |
M24 |
25 |
13 |
18 |
50 |
63 |
Bazę obróbkową przy wykonaniu dokładnych wałków stanowią nakiełki (najczęściej o kącie 60°). Dobierając wielkość nakiełka należy uwzględnić ciężar wału, wielkości siły skrawania oraz siłę docisku. Orientacyjne wytyczne doboru nakiełków o kącie 60° podaje tablica 2.17.
Tablica 2.17 Nakiełki wewnętrzne 60° wg PN-83/M-02499.
Tablica 2.17 cd. Nakiełki wewnętrzne 60°.
d |
Odmiana A |
Odmiana B |
Odmiana C |
Stosuje się do średnic Dw |
||||
|
d1 |
l1 |
d1 |
l2 |
d1 |
l3 |
Ponad |
Do |
0,63 0,8 |
1,32 1,7 |
1,8 2,28 |
|
|
|
|
|
6,3 |
1,0 |
2,12 |
2,87 |
3,15 |
3,17 |
2,12 |
2,64 |
6,3 |
16 |
1,6 |
2,35 |
4,32 |
5 |
4,79 |
3,35 |
3,82 |
16 |
32 |
2,5 |
5,3 |
6,52 |
8 |
7,30 |
5,30 |
6,04 |
32 |
56 |
4,0 |
8,5 |
10,1 |
12,5 |
11,25 |
8,5 |
9,63 |
56 |
80 |
Wzdłużne ustalenie elementu na wale zapewnić mogą: odsadzenia, pierścienie osadcze lub wieńcowe oporowe. Kształty wieńców oporowych przedstawia rys. 2.33.
Rys. 2.33 Kształty wieńców oporowych.
Najracjonalniejszym, pod względem kształtu, jest wieniec o równej. Wytrzymałości na zginanie (rys.2.33d).
Wysokość stosowanych odsadzeń wałów zależy od wielkości oraz charakteru obciążeń. Minimalne wielkości (0,1 - 0,3 mm) stosowane są przy braku obciążeń osiowych, przy występujących obciążeniach wzdłużnych wielkość stosowanych odsadzeń wynosi 3 - 5 mm.
Wymiary związane z zabudowa łożysk tocznych na wałach i osiach podano w rozdziale 2.
Istotnym elementem konstrukcyjnym wałów dwupodporowych, z łożyskami tocznymi montowanymi z jednej strony wału, Jest część przejściowa A (rys.2.34). Część ta winna spełniać rolę części prowadzącej przy montażu łożyska. W szczególnych przypadkach (długa część A) wykonywana część prowadząca ma długość około 3/4 szerokości łożyska lewego.
Montaż elementów z połączeniem wpustowym ułatwia zastopowanie opustu o długości większej od długości piasty (rys.2.35). Luźne pasowanie na powierzchni prowadzącej umożliwia łatwe ustawienie piasty względem wału
Rys. 2.34 Wał dwupodporowy. Rys. 2.35 Połączenie wału z piastą.
Powszechnie stosowane w ogólnej budowie maszyn, wały i osie tworzę układy dwupodporowe statycznie wyznaczalne. Wał łożyskowany jednostronnie jest tzw. wałem wspornikowym. Stosowanie wałów wspornikowych należy ograniczyć do szczególnie uzasadnionych przypadków. Wały te posiadają mniejsza sztywność oraz obciążalność. Racjonalna konstrukcję wału wspornikowego przedstawia rysunek 2.36. W stosowanych układach wspornikowych stosunek odległości podpór do wielkości wysięgu L/l = 1,5-2,5.
Konstrukcyjne metody zmniejszenia wysięgu wału wspornikowego przedstawia rysunek 2.37.
Rysunek 2.38 przedstawia wał wspornikowy zwykły (rys.2.38a), wał wspornikowy odwrócony (rys.2.38b - L > A) oraz wał odciążony od sił poprzecznych rys.2.38c).
Celowość stosowania, w uzasadnionych przypadkach, wałów drążonych wynika z nierównomiernego wytężenia materiału elementu zginanego. Usunięcie strefy środowej znacznie zmniejsza ciężar elementu wpływając nieznacznie na zmniejszenie wskaźników przekroju. Kształtując wał drążony należy dążyć do usztywnienia przekrojów w płaszczyznach działania obciążenia oraz na odcinkach podparcia utwierdzenia oraz na swobodnych końcach elementu (rys. 2.39).
Rys. 2.36 Wał wspornikowy.
Rys. 2.37 Konstrukcyjne rozwiązania wału wspornikowego.
Rys. 2.38 Wał wspornikowy zwykły.
Rys. 2.39 Wały drążone.
Tablica 2.18 Nakiełek z gwintem wg PN-75/M-02497.
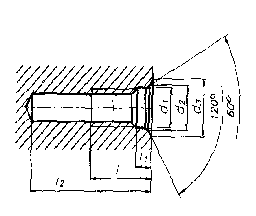
D |
6 |
10 |
12 |
16 |
20 |
24 |
30 |
36 |
48 |
d1 |
6.4 |
10.5 |
13 |
17 |
21 |
25 |
31 |
37 |
50 |
d2 |
8 |
12.5 |
15 |
20 |
26 |
31 |
38 |
45 |
60 |
d3 |
8,5 |
13.2 |
16 |
23 |
30 |
36 |
45 |
52 |
68 |
l min |
16 |
24 |
28 |
32 |
40 |
50 |
65 |
80 |
100 |
l1 |
4 |
5 |
6 |
8 |
11 |
12 |
14 |
16 |
20 |
12 min |
24 |
38 |
50 |
70 |
70 |
90 |
110 |
160 |
180 |
Gwint |
M6 |
M10 |
M12 |
M16 |
M20 |
M24 |
M30 |
M36 |
M48 |
Tablica 2.19 Bicie promieniowe kołnierzy wałów.
Prędkośc obwodowa V części osadzonych na wale |
V |
Tolerancje bicia promieniowego miejsc osadzenia kół w porównaniu z ITn wału |
2 ITn 1,4 ITn 1 ITn 0,7 ITn |
Rys. 2.40 Zamocowanie wału i zalecane pasowania.
1.1 Łożyska toczne (patrz. „Zalecenia konstrukcyjne przy doborze łożysk” K. Wąsewicz)
1.2 Koła zębate:
Zwykłe - H7/p6 (d<120);
- H7/r6 (d
120);
Przy obciążeniu dynamicznym H7/r6 (d<80), H7/s6 (d
80)Przy częstym demontażu H7/k6, H7/n6;
Półsprzęgieł
Zwykłe H7/k6, H7/n6
Przy obciążeniu dynamicznym H7/p6, H7/r6, H7/s6;
Pole tolerancji w miejscu montażu uszczelek - h11
Pole tolerancji w miejscu montażu wpustu:
Ruchowe: w wałku H9, w piaście D10;
Zwykłe: w wałku N9, w piaście JS9;
Spoczynkowe: w wałku i piaście P9;
Wykaz norm powołanych w pracy.
Andrzej Rutkowski „Części maszyn” Wydanie trzecie uzupełnione. Wydawnictwa Szkolne i Pedagogiczne Warszawa 1994.
Dietrich M. „Podstawy konstrukcji maszyn” Wydawnictwo Naukowo - Techniczne Warszawa 1999.
Osiński Z. „Podstawy konstrukcji maszyn” Wydawnictwo Naukowe PWN Warszawa 1999.
Hajduk A. „Podstawy konstrukcji maszyn” Politechnika Białostocka 1990.
Kurmaz L. „Podstawy konstrukcji maszyn” Politechnika Świętokrzyska Kielce 1997.
promieniowe 171
osiowe 125
uzębienia 179
metryczny 7
stożkowy 11
trapezowy niesymetryczny 10,53
trapezowy symetryczny 6,9,49,53
stożkowe 177
walcowe 173, 175
śrub 17
wielowypustów 83
gwintowe 6
gwintowe szczelne 41
gwintowe mocno - szczelne 41
ustalające 75,76,77,83
wciskowe 128,129,130
2.4 Koła zębate.
Podstawowe parametry kół zębatych (moduł, liczba zębów, szerokość wieńca zębatego, kąt pochylenia linii zęba itp.) określane są na etapie projektowania przekładni. Wybór pozostałych cech geometrycznych koła zębatego zależny jest od czynników technologicznych, ekonomicznych oraz innych. Decydujący wpływ na dobór cech geometrycznych ma przewidywany sposób wykonania uzębienia oraz tzw. przygotówki.
W warunkach produkcji jednostkowej i małoseryjnej koła średnicy do około 200 mm wykonywane są z prętów walcowanych. Koła średnicy 150 - 600 mm wykonywane są z odkuwek swobodnych. Koła średnicy większej niż 600 mm w produkcji jednostkowej wykonywane są jako spawane, w produkcji małoseryjnej z odkuwek swobodnych oraz matrycowych kutych na jednostronnej matrycy. W produkcji małoseryjnej kół o dużych wymiarach, stosowane jest odlewanie.
Przy produkcji średnioseryjnej, -wielkoseryjnej oraz masowej koła zębate średnicy do 600 mm wykonywane są z odkuwek kutych w matrycach dwustronnych. Koła dużych wymiarów są najczęściej wykonywane z odlewów.
Rys. 2.41 Kształt kół zębatych.
Kształt koła zębatego wykonanego z pręta bądź odkuwki swobodnej winien być jak najprostszy (rys.2.41a).Powierzchnia boczna piasty jest powierzchnią ustalającą koło na wale, powierzchnia boczna wieńca stanowi bazę wykonania uzębienia. Chropowatość tych powierzchni nie powinna być mniejsza od Ra6,3 celu zmniejszenia powierzchni dokładnie obrabianej lub zmniejszenia ciężaru koła (rys. 2.41b) wykonywane są wybrania. Typowy kształt koła walcowego przedstawia rysunek 2.41c. Orientacyjne wymiary: średnice piasty D = (1,5 - 1,7)d, długość piasty l = (0,7 - 1,8)d - w produkcji masowej l = b, grubość tarczy łączącej wieniec z piastą g = (0,2 - 0,3)b - mniejsze wymiary dla odkuwek matrycowych większe dla odkuwek swobodnych grubość wieńca k = (2,5 - 4)m - wymiary mniejsze dla większych modułów m, fazki na płaszczyźnie czołowej wieńca c=0,5m. Koła kute w matrycach mogą mieć wieniec symetryczny względem tarczy(przy kuciu w matrycach dwustronnych - (rys. 2.42c), piastę dłuższa od szerokości wieńca (rys. 2.42b), mniejsza lub równe-szerokości wieńca. Linia cienka zaznaczono kształt koła po odkuciu. Kucie matrycowe jest oszczędne materiałowo, pozwala jednocześnie znacznie ograniczyć obróbkę skrawaniem.
Typowe kształty kół walcowych odlewanych przedstawia rysunek 2.43.
Rys. 2.42 Koła kute.
Rys. 2.43 Typowe kształty kół walcowych odlewanych.
Kształt koła przedstawiony na rysunku 2.43c stosowany jest przy dużych szerokościach wieńca. Zalecane wielkości geometryczne: w = 0,4d + 10 mm (dla żeliwa); 1>l,2d; k = (1,5 - 2)m, w = 0,3d + 10 mm (dla staliwa); 11=0,5d; ilość ramion i=
; h=(5 - 7)g; s=1,6 m; g =0,2b.
Rys. 2.44 Obróbka kół.
Ukształtowanie piasty koła walcowego decyduje niejednokrotnie o sposobie nacinania uzębień. Piasta wystająca poza wieniec koła z obu stron uniemożliwia obróbkę kół w pakiecie (rys. 2.45). Koła obrabiane w pakiecie powinny mieć podparte wieńce. Koła z piastami nie wystającymi po za wieniec mogą być obrabiane w większych pakietach - wymagają jednocześnie prostszego oprzyrządowania.
Koła o uzębieniu wewnętrznym (nacinanym nożem Fellowsa) oraz koła dwuwieńcowe o uzębieniu zewnętrznym (nacinanym nożem Fellowsa lub narzędziem zwanym zębatką) winny mieć odpowiedniej szerokości rowek do wybiegu narzędzia - tablica 2.20 str.176.
Rys. 2.45 Koła obrabiane w pakiecie.
Tablica 2.20 Szerokośc rowka c [mm] do wybiegu narzędzia przy dłutowaniu zębów.
Moduł m |
β |
Moduł m |
β |
||||||
|
0° |
10° |
20° |
30° |
|
0° |
10° |
20° |
30° |
1 1,5 2 2,5 3 3,5 4 4,5 |
4 4,5 5 5 5,5 6 6,5 6,5 |
5 5,5 6 6 6,5 7 7,5 7,5 |
6 6,7 7 7 7 8 8,5 8,5 |
7 7,5 8 8 8 9 9,5 9,5 |
5 5,5 6 6,5 7 8 9 10 |
7 7 7 7 7,5 7,5 8 8 |
8 8 8 8 8,5 8,5 9 9 |
9 9 9 9 9,5 9,5 10 10 |
10 10 10 10 10,5 10,5 11 11 |
W kołach wałowych o uzębieniu daszkowym naciętym frezem ślimakowym
(rys. 2.46) odstęp między wieńcami winien umożliwiać dobieg oraz wybieg narzędzia. Wymagana odległość wieńców uzębionych podaje tablicy 2.21. Wartości podane w tabeli nie dotyczą kół dwuwieńcowych o różnych średnicach uzębień.
Koła zębate mogą stanowić odrębny element konstrukcyjny, połączony z wałem, np. 1 za pomocą wpustu czy wielowypustu, bądź mogą razem z wałem stanowić jeden element - koło trzpieniowe (zębnik). Przykłady konstrukcji zębników przedstawia rysunek 2.47.
Rys. 2.46 Koło zębate daszkowe.
Tablica 2.21 Wymiary odstępu wieńców a w kołach o uzębieniu daszkowym.
Moduł m |
β |
Moduł m |
β |
||||
|
20° |
30° |
40° |
|
20° |
30° |
40° |
2 2,5 3,0 3,5 4 |
28 32 36 40 46 |
32 37 42 47 52 |
35 40 45 50 55 |
5 6 7 8 10 |
52 60 68 75 90 |
58 67 75 82 100 |
63 72 82 90 108 |
Rys. 2.47 Przykłady zębników.
Wał koła trzpieniowego wykonany jest z materiału przeznaczonego naokoło. Zużycie lub zniszczenie uzębienia wymaga wymiany całego elementu.
Rys. 2.48 Minimalna grubość wieńca koła walcowego.
Czynniki te przemawiają za ograniczeniem stosowania kół trzpieniowych. Zaletę konstrukcji trzpieniowej koła jest większa sztywność, dokładność wykonania, brak obróbki powierzchni osadczych koła na wale brak elementów połączenia. Koła walcowe grubości wieńca s<2 m (rys. 2.48) oraz koła stożkowe minimalnej grubości wieńca s<l,8 m wykonywane są jako trzpieniowe.
Rys. 2.49 Minimalna grubość wieńca koła stożkowego.
Topowe kształty kół stożkowych przedstawiono na rysunku 2.49. Orientacyjne wymiary: D = (1,5 - 1,7)d, l = (0,7 - l,8)d - zależnie od przyjętego pasowania wału i piasty, g = (0,1 - 0,17)1. - wartości mniejsze dla odkuwek matrycowych i odlewów, k = (2,5 - 4)m - wartości mniejsze dla większych modułów.
Tablica 2.22 Długość wzdłuż wspólnej normalnej W`.
Z |
Zw |
W` |
Z |
Zw |
W` |
Z |
Zw |
W` |
Z |
Zw |
W` |
Z |
Zw |
W` |
11 12 13 14 15 16 |
2 |
4,5822 4,5963 4,6243 4,6103 4,6383 4,6523 |
29 30 31 32 33 34 |
4 |
10,7386 10,7526 10,7666 10,7806 10,7946 10,8086 |
47 48 49 50 51 52 |
6 |
16,8950 16,9090 16,9230 16,9370 16,9510 16,9650 |
65 66 67 68 69 70 |
8 |
23,0513 23,0653 23,0794 23,0934 23,1074 23,214 |
83 84 85 86 87 88 |
10 |
29,2077 29,2217 29,2357 29,2497 29,2637 29,2777 |
17 18 19 20 21 22 23 24 25 |
3 |
7,6184 7,6324 7,6464 7,6604 7,6744 7,6884 7,7024 7,7165 7,7305 |
35 36 37 38 39 40 41 42 43 |
5 |
13,7748 13,7888 13,8028 13,8168 13,8308 13,8448 13,8588 13,8728 13,8868 |
53 54 55 56 57 58 59 60 61 |
7 |
19,9311 19,9452 19,9592 19,9732 19,9872 20,0012 20,0152 20,0292 20,0432 |
71 72 73 74 75 76 77 78 79 |
9 |
26,0875 26,1015 26,1155 26,1295 26,1435 26,1575 26,1755 26,1855 26,1995 |
89 90 91 92 93 94 95 96 97 |
11 |
32,2438 32,2558 32,2718 32,2858 32,2998 32,3139 32,3279 32,3419 32,3559 |
26 27 28 |
4 |
10,6966 10,7106 10,7246 |
44 45 46 |
6 |
16,8530 16,8670 16,8810 |
62 63 64 |
8 |
23,0093 23,0233 23,0373 |
80 81 82 |
10 |
29,1657 29,1797 29,1937 |
98 99 100 |
12 |
35,3320 35,3360 35,3500 |
Tablica 2.23 Dopuszczalne bicie promieniowe uzębienia Fr [μm].
Moduł m |
Klasa dokładności |
|||||||||||
|
6 |
7 |
8 |
|||||||||
|
Średnica podziałowa |
|||||||||||
|
>125 |
>125
|
>400
|
>800
|
|
>125
|
>400
|
>800
|
|
>125
|
>400
|
>800
|
|
Dopuszczalne bicie uzębienia. |
|||||||||||
1
3,5
6,3
10
16 |
25 28 32 - - |
36 40 45 50 - |
45 50 56 63 - |
50 56 63 71 - |
36 40 45 - - |
50 56 63 71 80 |
63 71 80 90 100 |
71 80 90 100 112 |
45 50 56 - - |
63 71 80 90 100 |
90 90 100 112 125 |
90 100 112 125 140 |
Podstawowymi i znaczącymi węzłami ciernymi przekładni zębatych są łożyskowania i zazębienia, a straty energetyczne wskutek występującego w nich tarcia wzrastają wraz z obciążeniem, a więc ze wzrostem przenoszonej mocy. Tarcie w tych węzłach powoduje zagrożenie uszkodzenia przekładni, a nawet zniszczenia objawianego się w postaci:
1) zatarcia uzębień i łożysk,
2) przegrzania ponad dopuszczalną temperaturę,
3) zużycia ściernego.
Szkodliwe skutki tarcia w ruchowych węzłach przekładni łagodzi się przez odpowiednie smarowanie, którego skuteczność zależy od jakości i ilości środków
-marnych oraz od odpowiedniego sposobu smarowania. Przekładnie zębate zabudowane w zamkniętych korpusach smaruje się olejami, a przekładnie otwarte mogą być smarowane również smarami plastycznymi lub półpłynnymi.
Rozwiązanie problemu smarowania przekładni polega na doborze sposobu smarowania oraz określeniu gatunku i ilości oleju, odpowiednich do skutecznego smarowania i chłodzenia przekładni. Efektywność smarowania powierzchni zależy w- dużej mierze od wielu cech fizykochemicznych oleju, spośród których podstawowymi są lepkość i smarność.
Zazębienia pracują w warunkach dużych nacisków stykowych, przy dużych rozpiętościach prędkości obwodowych i poślizgu, i w tych warunkach tylko oleje odpowiednich jakości mogą spełnić wysokie wymagania dobrego smarowania i zabezpieczyć powierzchnie przed uszkodzeniem. Szczególnie duże obciążenia występują w przekładniach lotniczych i samochodowych i tam też używa się uszlachetnianych, ale zarazem drogich olejów. Wykresy i tablice pomocnicze do doboru olejów przekładniowych są podane w katalogach i informatorach producentów olejów.
W przekładniach zębatych ogólnego przeznaczenia stosuje się smarowanie kąpielowe lub natryskowe.
Materiały na koła zębate powinny spełniać wymagania wytrzymałościowe, technologiczne i ekonomiczne.
Podstawowe wymagania wytrzymałościowe dotyczą wytrzymałości zmęczeniowej na zginanie (z uwagi na naprężenia gnące w zębie) oraz możliwości uzyskania dużej twardości warstwy wierzchniej, która głównie decyduje o dopuszczeniu dużych nacisków i naprężeń stykowych. W przypadku obciążonych przekładni szybkobieżnych może wystąpić zagrożenie zatarcia zębów, a wtedy oprócz doboru materiałów na koła istotne znaczenie ma dobór odpowiedniego oleju, chroniącego powierzchnie przed zatarciem. Do wymagań technologicznych zaliczamy:
— odpowiednie właściwości ułatwiające kształtowanie koła i uzębienia, a więc dobra plastyczność i kujność przy kształtowaniu odkuwek, dobra skrawalność potrzebna przy nacinaniu uzębień itp.
— odpowiednie właściwości pozwalające na obróbkę cieplno-chemiczną i uzyskanie pożądanej struktury i twardości materiału, a przy tym powodujące możliwie małe zmiany kształtu i wymiarów.
Wymagania ekonomiczne dotyczą ceny materiału użytego na koła, która np. w przypadku stali zależy w dużym stopniu od rodzaju i ilości składników stopowych. Należy jednak wyraźnie zaznaczyć, że nie może tu decydować tylko cena jednostkowa materiału, ale należy analizować koszt całego koła, a nawet całej przekładni. Najczęściej materiał wyraźnie lepszy konstrukcyjnie, choć droższy, prowadzi do zmniejszenia wymiarów kół, a w efekcie do niższych kosztów całej przekładni. Przekładnia mniejsza, do tych samych mocy Jest też bardziej atrakcyjna i konkurencyjna na rynku.
Ogólnie trzeba powiedzieć, że koło zębate jest elementem o skomplikowanym kształcie, a więc o dużym koszcie specjalistycznego wykonania, nie należy, więc stosować na nie podrzędnych materiałów.
Spośród dużego asortymentu tworzyw konstrukcyjnych, w tym wielu rodzajów stali, staliw i tworzyw sztucznych, należy stosować tylko nieliczną grupę materiałów, których przydatność potwierdzona została w badaniach laboratoryjnych i w praktyce eksploatacyjnej.
2.5 Ślimaki i ślimacznice.
Ślimak i jego wał mogą być wykonane jako element jednolity (rys.2.50a,b) bądź Jako elementy wykonane z równych materiałów połączone ze sobą (rys.2.50c). Wybór rozwiązania zależy przede wszystkim od wymiarów rdzenia ślimaka oraz wymaganej wytrzymałości i sztywności wału. Jeżeli różnica średnicy rdzenia ślimaka oraz wału Jest dostateczna, to ślimak należy projektować Jako nasadzany. Minimalna grubość ścianki ślimaka nasadzonego (rys. 2.50c) równa jest podziałce normalnej ślimaka. Rozwiązanie przedstawione na rysunku 2.50b pozwala na maksymalne zwiększenie średnicy wału (wzrost sztywności ślimaka).
Rys. 2.50 Przykłady rozwiązań ślimaka.
Wielkość odcinka niepełnego zarysu "l" zależna jest od średnicy freza użytego do nacięcia uzębienia. Ostre zakończenia zębów ślimaka (rys. 2.50a-c) należy przytępić przez usunięcie niepełnego zęba do grubości około-0,25 m.
Rys. 2.51 Rozwiązania ślimacznic.
Ślimacznice mogą być jednolite (rys.2.51d) lub też mogą składać się z części wykonanych z różnych materiałów. Wieńce ślimacznic wykonywane się z materiałów charakteryzujących się dobrymi własnościami przeciwciernymi, piasty najczęściej z żeliwa (rys. 2.51a-c). Konstrukcja taka zmniejsza zużycie drogich stopów metali kolorowych. Doboru cech piast ślimacznic można dokonać na podstawie podanych w punkcie 2.4 „Koła zębate” zaleceń dla kół zębatych. Zalecenia dotyczące ukształtowania wieńców ślimacznic podano na rysunku 2.51b.
Rozwiązanie przedstawione na rysunku 2.51a ułatwia ustalenie osiowe ślimacznicy. Rozwiązanie to jest mniej technologiczne w porównaniu-z rozwiązaniem według rysunku 2.51b.
W trakcie wiercenia otworów na styku materiałów o różnej twardości (brąz, stal) występuje "ściąganie" wiertła w kierunku materiału o twardości mniejszej. Zapobiegamy temu przemieszczając oś otworu w kierunku materiału twardszego (rys. 2.51b). Przy piastach żeliwnych przemieszczenia otworu nie dokonuje się. Wkręty poza ustaleniem poosiowym wieńca ślimacznicy uczestniczą w przenoszeniu obciążenia (przy lekkich warunkach pracy mogą być zastąpione kołkami). Wkręty zabezpieczające w piastach bez obrzeży rozmieszczane są obustronnie naprzemianlegle. Najczęściej stosuje się 3 do 6(8) wkrętów. W połączeniach wieńców ślimacznic oraz piast stosowane są pasowania wtłaczane (H7/p6, H7/r6, H7/s7). Rysunek 2.51c przedstawia połączenie kołnierzowe wieńca ślimacznica z piastą. Wieniec może być połączony za pomocą śrub luźnych (małe obciążenie) bądź śrub pasowanych.
Kształt wieńca przedstawiony na rysunku 2.51b (kąt wierzchołkowy 6) zmniejsza możliwość wyłamywania zębów przy niekorzystnych warunkach współpracy (niedokładna regulacja położenia osiowego ślimacznicy, błędy kątów pochylenia linii zębów).
W produkcji masowej stosowane są ślimacznice bimetalowe. Wieniec ślimacznicy wylewany jest na podgrzanej piaście umieszczonej w formie odlewniczej.
2.6 Płyty i ramy.
Dokładne wzajemne ustawienie podzespołów, zespołów lub maszyn wymaga ich montażu na wspólnej płycie lub ramie. Płyty montażowe najczęściej wykonywane są jako odlewy, ramy natomiast jako konstrukcje spawane. Płyty lub ramy mogą być posadowione bezpośrednio na fundamencie lub też mogą być podparte na amortyzatorach drgań. Podstawowe wymagania stawiane płytom oraz ramom, to zapewnienie dokładnego ustawienia montowanych podzespołów, zespołów itp. oraz dostateczna sztywność. W przypadkach szczególnych sztywność płyty lub ramy należy dobierać w oparciu o kryterium stateczności dynamicznej. Obniżenie ciężaru ramy prowadzi najczęściej do zmniejszenia jej sztywności. W takich przypadkach stosowane są specjalne rozwiązania połączeń montowanych elementów, zespołów (wahliwe łożyska, sprzęgła elastyczne, wielowypustowe połączenia teleskopowe itp.). Uwagi konstrukcyjne dotyczyć będą płyt i ram sztywnych, najczęściej stosowanych w ogólnej budowie maszyn.
Zarys kształtu płyty lub ramy ustalamy uwzględniając położenie powierzchni montażowych podzespołów, zespołów itp.
Kształtem wyjściowym płyty jest prostopadłościan grubości znacznie mniejszej od długości oraz szerokości. Płyty w produkcji jednostkowej wykonywane są z grubych blach stalowych. Od płyty podstawowej spawane są lub przykręcane wsporniki, łapy itp. elementy służące do mocowania innych fragmentów konstrukcji.
Sztywna płyta odlewana o pełnym przekroju jest ciężka. Zmniejszenie ciężaru można osiągnąć wykonując płyty użebrowane. Podstawowym obciążeniem płyt montażowych jest zginanie. Rysunek 2.52 przedstawia typy użebrowania płyt - rombowe, ulowe i waflowe. Zalecana wysokość płyty "h" (rys« $.38) uzależniona jest od największego jej wymiaru l
h>(0,9 - 0,11)1.
Rys. 2.52 Typy użebrowania płyt.
Grubość ścianek płyt odlewanych może być dobrana w oparciu o wytyczne (tablica 2.2 str. 144 i tablica 2.3 str. 145).
Jeżeli płaszczyzny montażowe montowanych podzespołów pokrywają się, to płyta ma stosunkowo prosty kształt (rys- 5.39a). Obrabiane są jedynie bezpośrednie powierzchnie montażowe (nadlewy). Zalecana wysokość nadlewu po obróbce e>3 - 5 mm.
Rys. 2.53 Kształty płyt.
Płyta odlewana w dolnej części ma zwykle kształt kołnierza. Kształt l wymiary kołnierza zależą od ukształtowania nadlewom pod śruby fundamentowe (rys. 2.29 a-e str. 156). Szerokość kołnierza płyty można zmniejszyć stosując specjalne wewnątrz puste, nadlewy (rys. 2.54).
Rozmieszczenie śrub fundamentowych ustala się zwykle intuicyjnie, z uwzględnieniem wielkości obciążeń oraz wymiarów płyty.
Powierzchnie obrabiane płyt to: powierzchnie ustalające (Ra = 5 -10μm), płaszczyzna podstawy (R a= 20 μm), otworu (R, = 20 μm).
Dokładność położenia płaszczyzn oraz otworów montażowych decyduje o współpracy zmontowanych zespołów może ułatwić lub utrudnić montaż. Dokładność wzajemnego ustawienia montowanych zespołów, w produkcji jednostkowej, uzyskuje się przez stosowanie indywidualnie dobranych podkładek.
Różnice wysokości nadlewów montażowych (wymiar "a" i na rysunku 2.53b) mogą być wymiarami swobodnymi (IT9) bądź tolerowanymi (IT7-8).
W warunkach produkcji seryjnej i masowej rozstawienie otworów montażowych jest tolerowane. Wartości odchyłek podaje tablica 2.24 str.185
Rys. 2.54 Nadlewy.
Konstrukcje montażowe spawane nazywane są ramami. Ramy o znacznych wymiarach niejednokrotnie wykonane są z części połączonych przy pomocy śrub. Ułatwia to transport ramy.
Tablica 2.24 Odchyłki współrzędnych otworów montażowych.
Śruba |
Odchyłki |
Śruba |
Odchyłki |
M3 - M4 M5 - M6 |
|
M8 - M16 M18 - M30 |
|
Ramy w odróżnieniu od płyt posiadają często wymiar wysokości porównywalny z pozostałymi wymiarami. Typowa rama montażowa składa się ze sztywnej podstawy oraz nadbudowy. Podstawa ramy powinna być konstrukcja płaska samostojącą. Ramy wykonywane są najczęściej ze znormalizowanych profili walcowanych oraz blach. Rama spawana najczęściej nie spełnia wymaganych warunków kształtu powierzchni mocujących - wymaga to stosowania indywidualnych podkładek lub obróbki powierzchni oporowych. Zmniejszenie powierzchni obrabianych można uzyskać stosując spawanie dodatkowych pasów (podstawa ramy) lub blach o kształcie zbliżonym do kształtu łap mocujących zespoły. Obróbce skrawaniem podlegają wówczas jedynie dodatkowe pasy lub powierzchnie oporowe pod łapy.
Rys. 2.55 Przykład mocowania łap. Rys. 2.56 Mocowanie ramy do fundamentu.
Przykłady mocowania łap montażowych do ramy podaje rysunek 2.55. Stosowanie do łączenia śrub bez nakrętek wymaga zwiększenia dokładności wymiarowej otworów montażowych. Rysunek 2.56 przedstawia mocowania ram do fundamentów. Wybierając wariant rozwiązania należy uwzględnić między innymi: wymagane równomierność docisku ramy do fundamentu, sztywność ramy technologiczność otworów montażowych, technologiczność montażu. Otwory pod śruby fundamentowe maja średnicę większa od średnicy śrub o 0,5 - 3 mm (dokładność IT 11 - 13).
Rys. 2.57 Przykład ramy.
3.1 Załączniki:
Tablica 3.1 Własności wytrzymałościowe najczęściej używanych materiałów metalowych.
Tablica 3.2 Wartości współczynników bezpieczeństwa.
Tablica 3.3 Wartości współczynników kształtu dla żeliwa.
Tablica 3.1 Własności wytrzymałościowe najczęściej używanych materiałów metalowych.
Tablica 3.1 cd. Własności wytrzymałościowe najczęściej używanych materiałów metalowych
Tablica 3.2 Wartości współczynników bezpieczeństwa.
Tablica 3.3 Wartości współczynnika kształtu dla żeliwa.
PN-54/M-02032 - Gwint stożkowy calowy o kącie zarysu 60°.
PN-58/M-02043 - Podcięcia obróbkowe.
PN-60/M-82155 - Śruba dwustronna.
PN-66/M-82341 - Śruba pasowane z łbem sześciokątnym z gwintem krótkim.
PN-66/M-82342 - Śruba pasowana z łbem sześciokątnym z gwintem długim.
PN-68/M-85014 - Połączenia wielokarbowe.
PN-70/M-02113 - Klasy dokładności gwintu.
PN-72/M-85101 - Pierścień osadczy lekki.
PN-74/M-82063 - Nadmiary długości gwintów i głębokości otworów.
PN-76/M-82001 - Zawleczka.
PN-78/M-85000 - Czopy końcowe wałów - walcowe.
PN-78/M-85000 - Czopy końcowe wałów - stożkowe.
PN-78/M-85000 - Wymiary otworów gwintowanych.
PN-80/M-02138 - Tolerancje kształtu.
PN-81/M-85111 - Pierścień osadczy sprężynujący.
PN-82/M-82302 - Podkładka sprężysta ząbkowana.
PN-82/M-82011 - Podkładka odginana z noskiem.
PN-82/M-82021 - Podkładka.
PN-82/M-82022 - Podkładka.
PN-82/M-86482 - Podkładka zębata.
PN-82/M-82012 - Podkładka.
PN-83/M-02449 - Nakiełki wewnętrzne 60°.
PN-83/M-02013 - Gwint metryczny.
PN-83/M-82069 - Nawiercenia pod łby walcowe i wieńcowe śrub i wkrętów.
PN-85/M-82101 - Śruba z łbem sześciokątnym z gwintem na części długości.
PN-85/M-82105 - Śruba z łbem sześciokątnym z gwintem na całej długości.
PN-85/M-82105 - Klasy własności mechanicznych śrub.
PN-86/M-82155 - Nakrętka sześciokątna.
PN-86/M-82167 - Nakrętka koronowa.
PN-87/M-82302 - Śruba z łbem walcowym z gniazdem sześciokątnym.
PN-88/M-02019 - Gwint trapezowy niesymetryczny.
PN-89/M-82063 - Wyjścia i podcięcia gwintów.
PN-ISO 2904+A: 1996 - Gwint trapezowy symetryczny.
5.1 Wnioski.
Praca w założeniu jest skryptem zawierającym podstawowe informacje związane z projektowaniem wyżej omawianych części maszyn na poziomie technikum.
Projekt konstrukcji stanowi zbiór dokumentów technicznych będących podstawą do opracowania technologii wykonania i eksploatacji. Dokumentacja techniczna projektu konstrukcyjnego to rysunki, obliczenia, opisy techniczne, instrukcja obsługi itp. Projekt powinien zapewniać skuteczne działanie wyrobu oraz uwzględnić wymagania technologiczne, ekonomiczne, bezpieczeństwa, normalizacji itp. Wymaga to od ucznia opanowania wielu zagadnień z różnych przedmiotów zawodowych.
Ogranicza to ilość i rodzaj wiadomości, jakie mogły się tu znaleźć. Zamysłem moim było, aby możliwa była dalsza rozbudowa zagadnień związanych z prawidłowym konstruowaniem części maszyn oraz wzbogacenie pracy o większą ilość wyjątków z Polskich Norm.
6.1 Literatura.
Skorowidz rzeczowy.
Bicie
Czop 160,164
Gwint 6
Koło
Moduł 174, 177
Oś 160, 162
Pasowania 71,96,103,107,172
Połączenia 6
Samohamowność 6,7,62
Skok 7,12,62,115
Średnica podziałowa 115,179
Tolerancje 88,114,120,125,171
Wał 88,171
Wielowypust 86,88,
82
116
5H
6g
6e
(6G)
6H
7G
7H
Wyszukiwarka
Podobne podstrony:
ZALECENIA ŻYWIENIOWE DLA KOBIET KARMIĄCYCH
Zalecenia w zakresie monitoringu
Kwaśniewski J , 2006 07 26 dr kwasniewski pl, Jak długo O zaleceniach dietetycznych
02 Zalecenia
Metodologia - SPSS - Zastosowanie komputerów - Lipiec - Raport zalecenia, Metodologia - SPSS - Zasto
Zalecenia1
RPA Wnioski i zalecenia
Zalecenie BHP dot K P
Zalecenia dla pacjentów po zabiegu augmentacji dziąsła
5 Zalecenie Komitetu Minstrow RE w spr przeciwdzialania handlowi ludźmi
Zalecenia diagnostyczno lecznicze w guzach neuroendokrynnych ukladu pokarmowego
Zalecenia2
zalecenia
Kryteria laboratoryjne rozpoznawania cukrzycy są niezależne od wieku i opierają się na zaleceniach W
Żywienie, Zalecenia dietetyczne w profilaktyce choroby niedokrwiennej serca, Zalecenia dietetyczne w
zalecenia żywieniowe dla osob starszych
ZALECENIA ŻYWIENIOWE DLA KOBIET KARMIĄCYCH PIERSIĄ, Diety, przepisy i porady
Zalecenia dla zdrowiejących alkoholików, terapia z chomikuj
więcej podobnych podstron