ZESPÓŁ SZKÓŁ TECHNICZNYCH
w OLECKU
TECHNIKUM MECHANICZNE
PRACA DYPLOMOWA
z
PRZYGOTOWANIA ZAWODOWEGO
Zalecenia konstrukcyjne przy doborze :
- sprzęgieł
- olejów i smarów
napisał: Bartosz Hendzel
pod kierunkiem: inż. Mieczysława Aniśko
Tylko do użytku wewnętrznego
OLECKO 2000
Wstęp
Praca moja jest częścią opracowania pt. „ Zalecenia konstrukcyjne przy projektowaniu części maszyn”. Zawarłem w niej zalecenia i przykłady rozwiązań konstrukcyjnych związanych z projektowaniem sprzęgieł oraz doborze olejów i smarów dla początkujących konstruktorów.
Praca zawiera informacje z PN. Nie są w niej omówione zagadnienia z obliczeń wytrzymałościowych.
Spis treści
Wstęp
1.Dobór sprzęgieł ...................................................................................................................... 4
1.1.Współczynniki przeciążenia ............................................................................................. 4
2. Wiadomości podstawowe ................................................................................................... 11
2.1. Określenie i podział ......................................................................................................... 11
2.2. Sprzęgła sztywne.............................................................................................................. 12
2.3.1. Sprzęgła kołkowe ........................................................................................................ 12
2.2.3. Sprzęgła tulejowe wpustowe ...................................................................................... 13
2.2.4. Sprzęgła łubkowe ........................................................................................................ 13
2.2.5. Sprzęgła kołnierzowe ................................................................................................. 14
2.2.6. Sprzęgła ząbkowe ( Hirtha ) ....................................................................................... 16
2.3. Sprzęgła samonastawne ................................................................................................... 18
2.3.1. Sprzęgła kłowe ............................................................................................................ 18
2.3.2. Sprzęgła krzyżakowe ( Oldhama ) .............................................................................. 19
2.3.3. Sprzęgła zębate ........................................................................................................... 20
2.3.4. Sprzęgła przegubowe .................................................................................................. 23
2.4. Sprzęgła podatne .............................................................................................................. 32
2.4.1. Sprzęgła z łącznikami gumowymi .............................................................................. 32
2.4.2. Sprzęgła z łącznikami metalowymi ............................................................................ 41
2.5. Sprzęgła włączalne kształtowe ......................................................................................... 45
2.5.1. Sprzęgła włączalne kłowe ........................................................................................... 45
2.6. Sprzęgła cierne ................................................................................................................. 47
2.6.1. Sprzęgła cierne włączane mechaniczne ...................................................................... 49
2.6.2. Sprzęgła cierne włączane hydraulicznie i pneumatycznie .......................................... 51
2.6.3. Sprzęgła włączane elektromagnetycznie .................................................................... 54
2.6.4. Płytki sprzęgieł ciernych wielopłytkowych ................................................................ 55
2.6.5. Materiały par ciernych w sprzęgłach ciernych ........................................................... 57
2.6.6. Mechanizmy przełączania sprzęgieł sterowanych ...................................................... 58
2.7. Sprzęgła odśrodkowe ....................................................................................................... 61
2.8. Sprzęgła odśrodkowe ....................................................................................................... 66
2.9. Sprzęgła jednokierunkowe ................................................................................................68
3. Oleje i smary ....................................................................................................................... 77
3.1. Otrzymywanie, rodzaje oraz zadania ............................................................................... 77
3.2. Smarowanie łożysk tocznych ........................................................................................... 84
3.2.1. Smarowanie smarami plastycznymi ............................................................................ 85
3.2.2. Smarowanie olejem ..................................................................................................... 87
3.3. Uszczelnienia łożysk tocznych ........................................................................................ 90
3.4. Smarowanie łożysk ślizgowych ..................................................................................... 100
3.5. Smarowanie przekładni zębatych ................................................................................... 104
Bibliografia ........................................................................................................................ 108
Załączniki .............................................................................................................................109
1. Dobór sprzęgieł.
1.1. Współczynniki przeciążenia.
Przed rozpoczęciem projektowania i obliczania należy poznać w jakich warunkach będzie pracowało te sprzęgło. Warunki te zależne są od rodzaju silnika, rodzaju napędzanej maszyny, czasu pracy sprzęgła na dobę, liczby włączeń sprzęgła na godzinę. Dla oszacowania momentu maksymalnego, jaki może przenosić sprzęgło w czasie pracy, korzysta się z empirycznych danych zebranych poprzez obserwacje i popartych długoletnim doświadczeniem.
Do obliczeń wprowadza się pojęcie momentu obliczeniowego i mocy obliczeniowej, które
określa się następująco:
Mmax = Mn · K
Nmax = Nn · K gdzie: Mn i Nn oznaczają moment i moc nominalną, K jest współczynnikiem przeciążenia oszacowanym dla różnego rodzaju maszyn roboczych i silników.
W literaturze dotyczącej sprzęgieł oraz w katalogach różnych firm przedstawia się liczne dane określające wartości współczynników dla różnego rodzaju sprzęgieł. Najbardziej wskazanym przy doborze sprzęgieł jest posługiwanie się danymi z katalogów firmowych. Przedstawiamy kilka zestawów danych zaczerpniętych z literatury. Tak więc dane dość ogólne przystosowane przede wszystkim dla sprzęgieł sztywnych i samonastawnych określają tablice 1.1. i 1.2. Podają one współczynniki K
i K
zależne odpowiednio od rodzaju silnika i rodzaju silnika. Łączny współczynnik przeciążenia oblicza się w tym przypadku jako sumę współczynników
K = K
+ K
Dobór współczynnika przeciążenia dla sprzęgieł zębatych można określić jako iloczyn trzech współczynników:
K = K
· K
· K
Współczynnik K
zależy od rodzaju silnika i maszyny napędzanej ( tabl.1.3). Współczyn- nik K
zależy od czasu pracy sprzęgła na dobę ( tabl.1.4 ). Współczynnik K
zależy od liczby włączeń napędu na godzinę ( tabl.1.5 )
Dla sprzęgieł przegubowych ( Cardana ) współczynnik przeciążenia określa się ze wzoru
K=K
·K
·K
·K
Przyjmuje się K
=1,33, zaś K
, K
i K
zależnie od rodzaju napędu, trwałości i kąta przekoszenia wałów przyjmuje się wg tabl. 1.6.
Dla sprzęgieł podatnych można zalecić wartości współczynnika przeciążenia podane w tablicy 1.7
Dla sprzęgieł ciernych można obliczyć współczynnik wg wzoru
K=
Wartości współczynnika β podane są w tablicy 1.10 zależnie od rodzaju maszyny. Wartości współczynnika k
podane są w tablicy 1.8 w zależności od prędkości poślizgu. Współczynnik k
zależny od liczby włączeń określamy wg wzoru
k
= 1- ( m-m
)0,002 < 1
gdzie m to liczba włączeń na godzinę, m
zaś graniczna liczba włączeń równa 50 do 100.
W przypadku sprzęgieł jednokierunkowych można określić współczynnik przeciążenia ze wzoru:
K= ( K
+ K
)K
Wartości współczynników cząstkowych podane są w tablicy 1.9.
Tablica 1.1. Wartości współczynnika K
dla sprzęgieł sztywnych
samonastawnych
Silnik |
K |
Silnik elektryczny Turbina parowa gazowa Turbina wodna Maszyna parowa tłokowa Silniki spalinowe o stopniu niejednostaj- ności ruchu mniejszym od 1/100 6 cylindrów 4 cylindry 3 cylindry 2 cylindry 1 cylinder |
0,25 0,30 0,50 0,75
0,40 0,50 0,60 0,80 1,20 |
Tablica 1.2. Wartości współczynnika K
dla sprzęgieł sztywnych
i samonastawnych.
Maszyna napędzana |
K |
1. Przyspieszane masy bardzo małe, bieg jednostajny. Wentylatory, generatory elektryczne, pompy wirnikowe, dmuchawy rotacyjne, małe obrabiarki o ruchu obrotowym, podnośniki rzadko włączane itp. 2. Przyspieszane masy są małe, bieg jednostajny. Sprężarki wirnikowe, duże wentylatory, pompy tłokowe o stopniu niejedno- stajności ruchu mniejszym od 1/100, transportery taśmowe, podnośniki do 120 włączeń / h, mechanizmy obrotu żurawi, maszyny tekstylne, lekkie obrabiarki do drewna i lekkie obrabiarki do metali o ruchu obrotowym. 3. Przyspieszane masy średnie, bieg jednostajny. Wstrząsarki, maszyny pralnicze, mieszarki, przenośniki łańcuchowe, nożyce, prasy, windy towarowe, szlifierki, dźwigi i wciągarki do 300 włączeń/ h. 4. Przyspieszane masy średnie, występują silne uderzenia. Młyny odśrodkowe, betoniarki, maszyny przędzalnicze, generatory spawalnicze, strugarki do metali, wentylatory kopalniane, prasy do cegieł, piece obrotowe , młoty, dźwigi i wciągarki ponad 300 włączeń/ h. 5. Przyspieszane masy duże, występują silne uderzenia. Kalandry i maszyny papiernicze, prasy kuźnicze, brykieciarki, pompy tłokowe z lekkim kołem zamachowym, napędy bagrów, windy osobowe, młyny do ceme- ntu, kruszarki kamieni. 6. Przyspieszane masy duże, uderzenia bardzo silne. Młyny kulowe i rurowe przemysłu cementowego, walcarki do gumy, sprężarki tłokowe bez koła zamachowego, ciężkie walcarki do metali, ciężkie urządzenia wiertnicze itp.
|
0,9 - 1,0
1,1 - 1,2
1,3 - 1,4
1,5 - 1,6
2,0 - 2,5
2,8 - 3,5
|
Tablica 1.3. Wartość współczynnika K
dla sprzęgieł zębatych.
Przykłady maszyn napędzanych |
Rodzaj silnika
Wartość współczynnika K |
||||
|
silnik elektryczny lub turbina parowa |
turbina wodna lub silnik spali- nowy 4 - 6 cylindrowy o nierówno- mierności biegu 1:100-1:200 |
silnik spalinowy 1-3 cylin- drowy o nierówno- mierności biegu 1:80-1:100 |
||
a |
Ruch równomierny bez przyspieszeń mas. Pompy wirowe do wody, prądnice, wentylatory o N/n≤ 0,04, wały pędniane. |
1,0 |
1,1 |
1,2 |
|
b |
Ruch równomierny z małymi przyspieszeniami mas Giętarki do blach, przenośniki taśmowe, ssawy ( ekshaustory) o N/n> 0,04 - 0,08, mieszadła do cieczy, maszyny tekstylne, wentylatory o N/n>0,04-
kowe, dmuchawy i kompresory turbinowe. |
1,1 |
1,2 |
1,3 |
|
c |
Ruch równomierny ze średnimi przyspieszeniami mas. Strugarki, pompy tłokowe, piece obrotowe, maszy- ny drukarskie i farbiarskie, przenośniki taśmowe do przewozu drobnicy, przeciągarki, maszyny do obrób- ki drewna, pompy wirowe z zanieczyszczoną wodą, maszyny przędzalniane, mieszadła do cieczy zanieczy- szczonych, wentylatory o N/n> 0,08, windy, suwnice hakowe i magnesowe, bębny kablowe sprężynowe. |
1,2 |
1,3 |
1,5 |
|
d |
Ruch równomierny ze średnimi przyspieszeniami mas z uderzeniami. Betoniarki, tokarki , młoty kafarowe, wentylatory kopalniane, strugarki do metali, przenośniki łańcucho- we, pompy i sprężarki o nierównomierności biegu 1: 100 do 1: 200, pompy śmigłowe, młyny kulowe, lekkie samotoki, wały okrętowe, kolejki podwieszane, suwnice chwytakowe, żurawie okrętowe i portowe. |
1,3 |
1,5 |
1,7 |
|
e |
Ruch równomierny z dużymi przyspieszeniami mas z mocnymi uderzeniami. Koparki, pompy tłokowe z kołem zamachowym, wibratory, prasy kuźnicze, żurawie chwytakowe, wciągarki suwnic chwytakowych. |
1,5 |
1,7 |
1,9 |
|
f |
Ruch równomierny z dużymi przemieszczeniami mas ze szczególnie mocnymi uderzeniami. Sprężarki tłokowe i pompy tłokowe z kołem zama- chowym, ciężkie samotoki hutnicze, spawarki, wal- carki do metali, kruszarki do kamieni, traki szybko- bieżne. |
1,8 |
2,1 |
2,3 |
|
Tablica 1.4. Wartości współczynnika K
dla sprzęgieł zębatych.
Czas pracy sprzęgła na dobę h |
do 2 |
2 do 8 |
8 do 16 |
ponad 16 |
Wartość współczynnika K |
0,9 |
1,0 |
1,12 |
1,25 |
Tablica 1.5. Wartości współczynnika K
dla sprzęgieł zębatych.
Liczba włączeń sprzęgła na godzinę |
do 1 |
1 - 20 |
20 - 40 |
40 - 80 |
80 - 160 |
ponad160 |
||||||||
Maszyny napędzane wg tbl. 1.3. |
a |
1 |
1,2 |
1,3 |
1,5 |
1,6 |
2,0 |
|||||||
|
b |
1 |
1,09 |
1,18 |
1,37 |
1,46 |
1,8 |
|||||||
|
c |
1 |
1,08 |
1,17 |
1,25 |
1,33 |
1,65 |
|||||||
|
d |
1 |
1,08 |
1,15 |
1,23 |
1,23 |
1,55 |
|||||||
|
e |
1 |
1,07 |
1,12 |
1,18 |
1,18 |
1,32 |
|||||||
|
f |
1 |
1,06 |
1,08 |
1,1 |
1,1 |
1,1 |
|||||||
Tablica 1.6. Wartości współczynników przeciążenia dla sprzęgieł przegubowych.
Wartość współczynnika K |
1,5 |
1,25 |
2,0 |
1,5 |
1,0 |
|||||||||
Silnik |
spalinowy niskoprężny |
spalinowy wysokoprężny |
elektryczny |
|||||||||||
Liczba cylindrów |
1 - 3 |
≥ 4 |
1 - 3 |
≥ 4 |
- |
|||||||||
Wartość współczynnika K |
1,6 |
2,0 |
2,3 |
2,5 |
2,7 |
2,9 |
3,05 |
3,2 |
3,3 |
3,4 |
||||
Trwałość sprzęgła L |
10 |
20 |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
||||
Wartość współczynnika K |
1,0 |
1,25 |
1,45 |
1,6 |
1,72 |
1,82 |
1,92 |
2,0 |
2,08 |
2,15 |
||||
Kąt przekoszenia wałów α˚ |
3 |
6 |
9 |
12 |
15 |
18 |
21 |
24 |
27 |
30 |
||||
Tablica 1.7. Wartości współczynnika przeciążenia K dla sprzęgieł podatnych.
Rodzaje napędu |
Rodzaj sprzęgła |
||
|
bardzo podatne |
średnio podatne |
mało podatne |
Maszyny wirowe o niemal niezmiennych oporach ruchu (wirowe pompy, dmuchawy i sprężarki, prądnice) na- pędzane przez silniki o niemal niezmiennym momencie obrotowym (silniki elektryczne, turbiny wodne i paro- we). Maszyny różne o niezbyt wielkich wahaniach oporów ru- chu (obrabiarki obrotowe, maszyny przędzalnicze ) napędzane przez silniki elektryczne. Maszyny różne o znaczniejszych wahaniach oporów ru- chu (obrabiarki o ruchu zwrotnym, piły tartaczne, mły- ny kulowe i podobne, betoniarki, podnośniki ) napędza- ne przez silniki elektryczne. Maszyny tłokowe ( pompy, dmuchawy, sprężarki ) napę- dzane przez silniki elektryczne. Silniki spalinowe niskoprężne. Silniki spalinowe wysokoprężne. Maszyny o bardzo dużych wahaniach oporu ruchu ( dżwignice, łamaczki, walcarki ).
|
1,5
1,5÷2
2÷2,5
2,5÷3 2,5÷3,5 3÷4
3÷4,5 |
1,5
1,5÷2
2÷3
2,5÷3,5 2,5÷4 3÷4,5
3÷5 |
1,5
1,5÷2
2,5÷3
3÷4 3÷4,5 3,5÷5
4÷6 |
Tablica 1.8. Wartości współczynnika prędkości poślizgu k
v |
k |
v |
k |
1 1,5 2 2,5 3 4 |
1,35 1,19 1,08 1,00 0,94 0,86 |
5 6 8 10 13 15 |
0,80 0,75 0,68 0,63 0,59 0,55
|
Tablica 1.9. Wartości współczynników bezpieczeństwa dla sprzęgieł jednokierunkowych
Typ silnika w napędzie |
K |
Rodzaj maszyny roboczej |
K |
Kształt profilu gwiazdy |
K |
Elektryczny |
0,25 |
lekkie obrabiarki do metali i drewna, przenośniki taśmo- we, podnośniki kubełkowe |
1,2 |
prostoliniowy |
1,1÷1,5 |
|
|
prasy, sprężarki, nożyce, przenośniki podwieszane, dłu- townice, szlifierki |
1,4 |
|
|
Turbina parowa |
0,30 |
ciągniki, młoty kuźnicze, młyny, wentylatory kopalniane, filtry bębnowe |
1,6 |
krzywoliniowy |
1,0÷1,25 |
|
|
prasy kuźnicze, koparki, żurawie portowe, suwnice, kru- szarki kamienia, walcarki |
2,0 |
|
|
Turbina wodna |
0,50 |
młyny bębnowe i kulowe, ciężkie maszyny hutnicze |
2,8 |
|
|
Tablica 1.10. Wartości współczynników β dla sprzęgieł ciernych
Rodzaj maszyny |
β |
Obrabiarki Samochody Ciągniki rolnicze Ciągniki transportowe Wielocylindrowe pompy tłokowe, wentylatory, prasy Pompy tłokowe jednocylindrowe, sprężarki, duże wentylatory Dźwignice: sprzęgła włączane bez obciążenia sprzęgła włączane pod obciążeniem
|
1,3÷1,5 1,2÷1,5 (2) 2,0÷3,5 1,5÷2,0 1,3 1,7
1,25÷1,35 1,35÷1,50 |
2. Wiadomości podstawowe.
2.1. Określenie i podział.
Sprzęgłem nazywa się zespół układu napędowego maszyny, przeznaczony do łączenia wałów i przekazywania momentu obrotowego bez zmiany jego kierunku i wielkości. Najogólniej, sprzęgło składa się z członu czynnego (napędzającego) i członu biernego (napędzanego) oraz łącznika. Człon jest to umowna część napędowa lub napędzana sprzęgła, osadzona lub ukształtowana na wale napędowym lub części układu napędowego podobnej funkcjonalnie. Łącznik jest to ( ewentualnie kilka części) lub czynnik, który przekazuje moment obr. z członu czynnego na człon bierny sprzęgła i określa sposób przekazania momentu, jak również charakteryzuje sprzęgło
Obecnie zaleca się do stosowania normę PN-71/M-85250 Sprzęgła do łączenia wałów. Podstawowe nazwy, określenia i podział. Za kryterium podziału przyjęto w niej funkcję, jaką w sprzęgle spełnia łącznik i wyróżniono kolejno: klasy - różniące się sposobem działania łącznika, grupy - różniące się rodzajem zastosowanego łącznika, podgrupy - różniące się cechami użytkowymi sprzęgła, rodzaje - rozróżniające sposób połączenia członów lub rodzaju
układu sterującego.
Nazwę sprzęgła tworzy się w ten sposób, że kojarzy się kolejno nazwy poszczególnych klas, grup, podgrup i rodzajów, przechodząc do nie ujętych w klasyfikacji cech konstrukcyjnych, czyli typów, np.: sprzęgło nierozłączne, mechaniczne, sztywne, dzielone w płaszczyźnie równoległej do osi wału, łubkowe. Ostatni wyraz w oznaczeniu sprzęgła podaje cechę konstrukcyjną, na której oparte jest potoczne nazewnictwo sprzęgieł.
2.2. Sprzęgła sztywne.
Sprzęgieł sztywnych używa się w zasadzie jedynie w przypadku łączenia idealnie współosiowych wałów. Brak współosiowości powoduje dodatkowe zginanie łączonych wałów oraz
wzrost reakcji łożyskowych. W skład sprzęgieł tego typu wchodzi wiele elementów maszynowych, służących do połączenia czopa z piastą, jak: wpusty, kliny, wielowypusty, kołki, łączniki śrubowe, nity, zęby, łańcuchy itp. Kształt głównych części sprzęgieł sztywnych, a zwłaszcza kształt łącznika, pozwala rozróżnić szereg odmian konstrukcyjnych tych sprzęgieł.
2.2.1. Sprzęgło kołkowe.
Głównym elementem sprzęgła kołkowego jest kołek walcowy, który łączy w sposób sztywny wał z tuleją. Najczęściej stosuje się kołki walcowe według PN-89/M-85021, o powierzchni walcowej zdeformowanej, w celu uzyskania lepszego połączenia wciskowego między czopem a tuleją sprzęgłową . Kołki te wykonuje się ze stali 45, którą się hartuje, a następnie odpuszcza do HRc 46÷50. Pasowanie tulei na wale zaleca się przyjmować J8/h7 lub M8/h7. Zalecane wymiary tulei:
l = (2÷3) D = (1,5÷2)
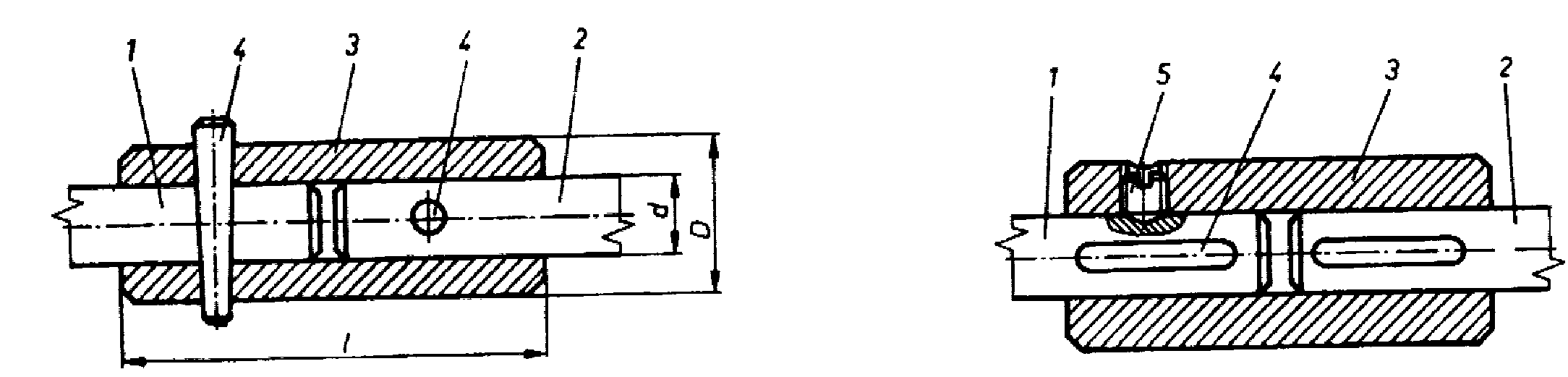
Rys. 1.1 Sprzęgło sztywne tulejowe Rys. 1.2 Sprzęgło sztywne tulejowe
z kołkami z wpustami
1-wał czynny, 2-wał bierny 1- wał czynny 2- wał bierny 3- tuleja
3-tuleja 4-kołki 4- wpusty 5- wkręt ustalający
2.2.3. Sprzęgła tulejowe wpustowe.
W sprzęgle tulejowym wpustowym łącznikiem przenoszącym moment obrotowy są wpusty. Aby wyeliminować wszystkie ruchy poosiowe tulei na łączonych czopach, dodatkowo ustala się je wkrętem o końcu stożkowym. Tuleję oraz wpusty wykonuje się ze stali St5 lub St6 dla której można jednostkowe naciski dopuszczalne między wpustem a rowkiem p= =120Mpa.
2.2.4. Sprzęgła łubkowe.
Sprzęgła dzielone w osi wału. 2 części - łubki - zaciśnięte na wale za pomocą łączących je śrub. Zasadniczo obciążenie przenoszone jest za pomocą tarcia. Dodatkowym zabezpieczeniem przed względnym obrotem są wpusty. Łubki wykonywane są z żeliwa ZL200 lub staliwa Lll250. Między łubkami stosuje się luz 1÷2 mm. Śruby osadzone są luźno. Przy projektowaniu można zalecić następujące wymiary:
l = 3d + 4cm D = 2d + 5cm
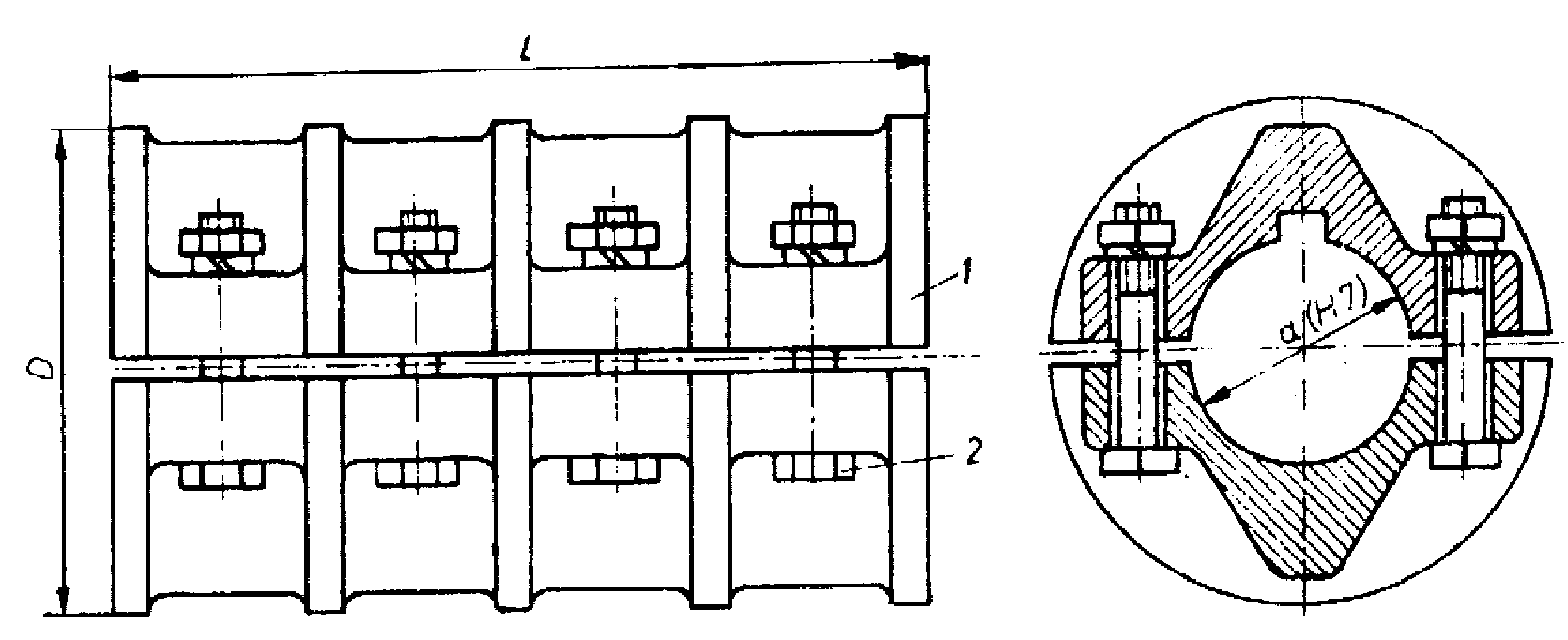
Liczba śrub wynosi 4 do 8.
Rys 1.3 Sprzęgło sztywne łubkowe
1- łubki 2-śruby
Tablica 1.1. Sprzęgła łubkowe.
d |
D |
D1 |
L |
b |
w |
c |
d1 |
f |
h1 |
k |
l |
m |
s |
t |
Śruby |
Liczba śrub |
Max. moment przenoszony |
mm szt. Nm |
|||||||||||||||||
25 (28) 30 |
90 |
80 |
100 |
8 |
28,2 31,2 33,2 |
30 |
13 |
55 |
30 |
82 |
38 |
14 |
8 |
2
2,5
3 |
M12x50
|
4 |
160 |
(35) 40 |
100 |
90 |
120 |
10 |
38,7 43,7 |
34 |
|
60 |
36 |
90 |
32 |
16 |
6 |
|
M12x55 |
6 |
250 320 |
50 (55) |
130 |
120 |
160 |
12 14
46 18 |
48,7 54,2 60,2 |
44 |
|
80 |
48 |
116 |
42 |
20 |
8,5 |
|
M12x65 |
|
500 800 1000 |
60 (65) |
140 |
130 |
220 |
|
65,2 70,3 |
56 |
|
90 |
52 |
125 |
42,5 |
22 |
10 |
|
M12x70 |
8 |
1250 |
70 (75) |
150
|
140 |
|
20 |
75,3 81,3 |
66 |
|
100 |
60 |
135 |
10 |
28 |
12 |
|
M12x80 |
|
2000 |
Uwaga: Średnice „d” ujęte w nawiasy nie są zalecane.
Przykład oznaczenia sprzęgła łubkowego o średnicy otworu d = 60mm
SPRZĘGŁO ŁUBKOWE 60 PN-66/M-85253
2.2.5. Sprzęgła kołnierzowe.
Sprzęgła kołnierzowe nadają się do przenoszenia zmiennych i uderzeniowych momentów obrotowych. Człony sprzęgieł kołnierzowych mogą mieć ochronne obrzeża, bądź w przypadku umieszczenia sprzęgła w napędzie zabezpieczonym osłonami mogą być wykonywane bez ochronnych obrzeży. Człony sprzęgieł kołnierzowych tworzą z czopami wałów połączenia wciskowe lub mieszane z wpustem. Sprzęgła wykonuje się ze staliwa LII500 lub ze stali St5 Człony łączone są za pomocą śrub pasowanych H7/m6. Ze względu na występujące na sprzęgle obciążenia zmiennym momentem obrotowym nie zaleca się stosowania do połączeń członów jedynie śrub luźnych. W przypadku zwiększonych wymagań co do pewności połączenia stosowane bywają śruby pasowane na przemian ze śrubami luźnymi, np. mechanizmy podnoszenia dźwignic. Śrub luźnych nie należy wtedy obliczać jako przenoszących obciążenie, a traktować je jedynie jako śruby złączne. Czasem zamiast oddzielnych tarcz wykonuje się kołnierze odkute, przyspawane lub osadzone skurczowo na czopach wałów.
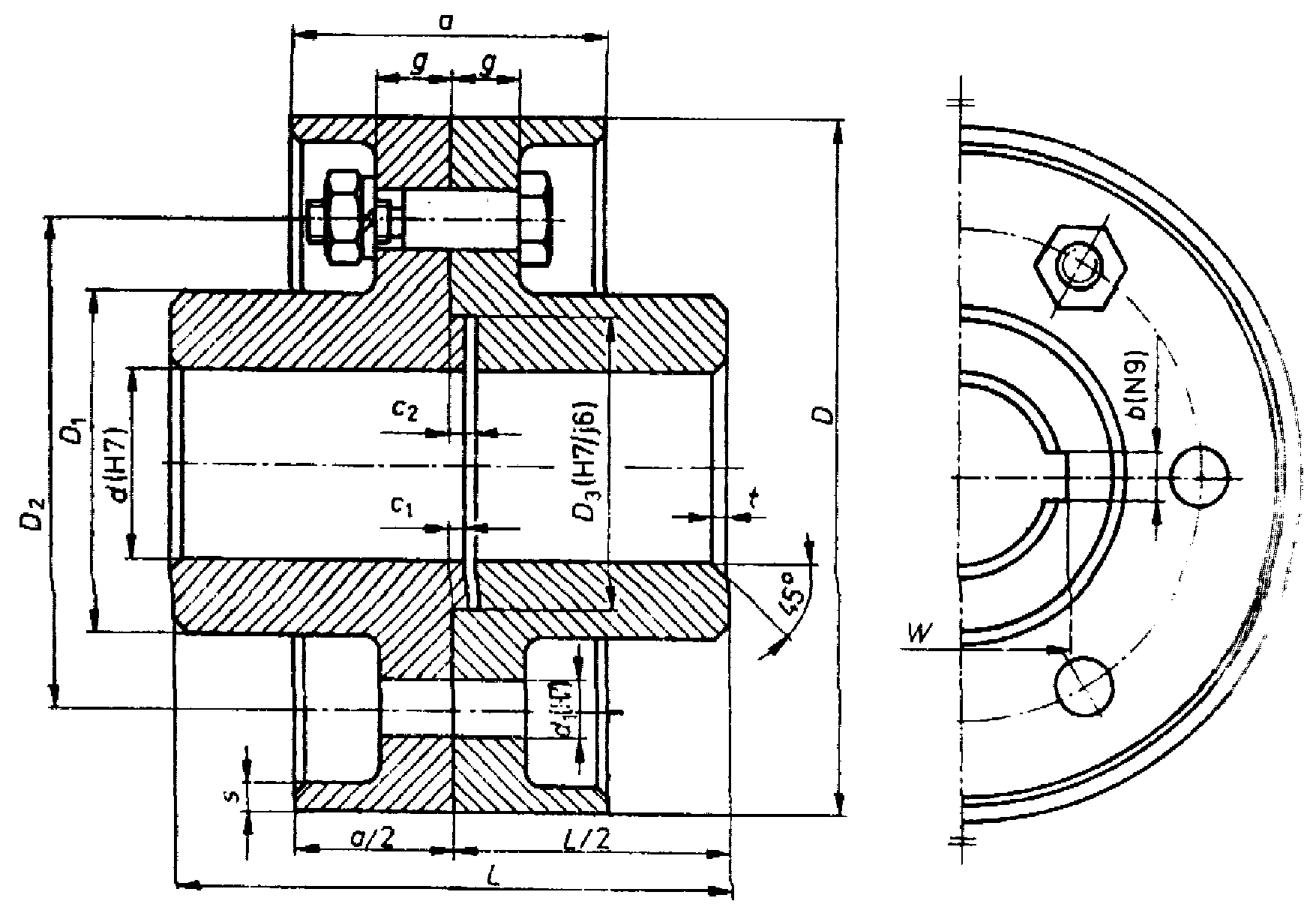
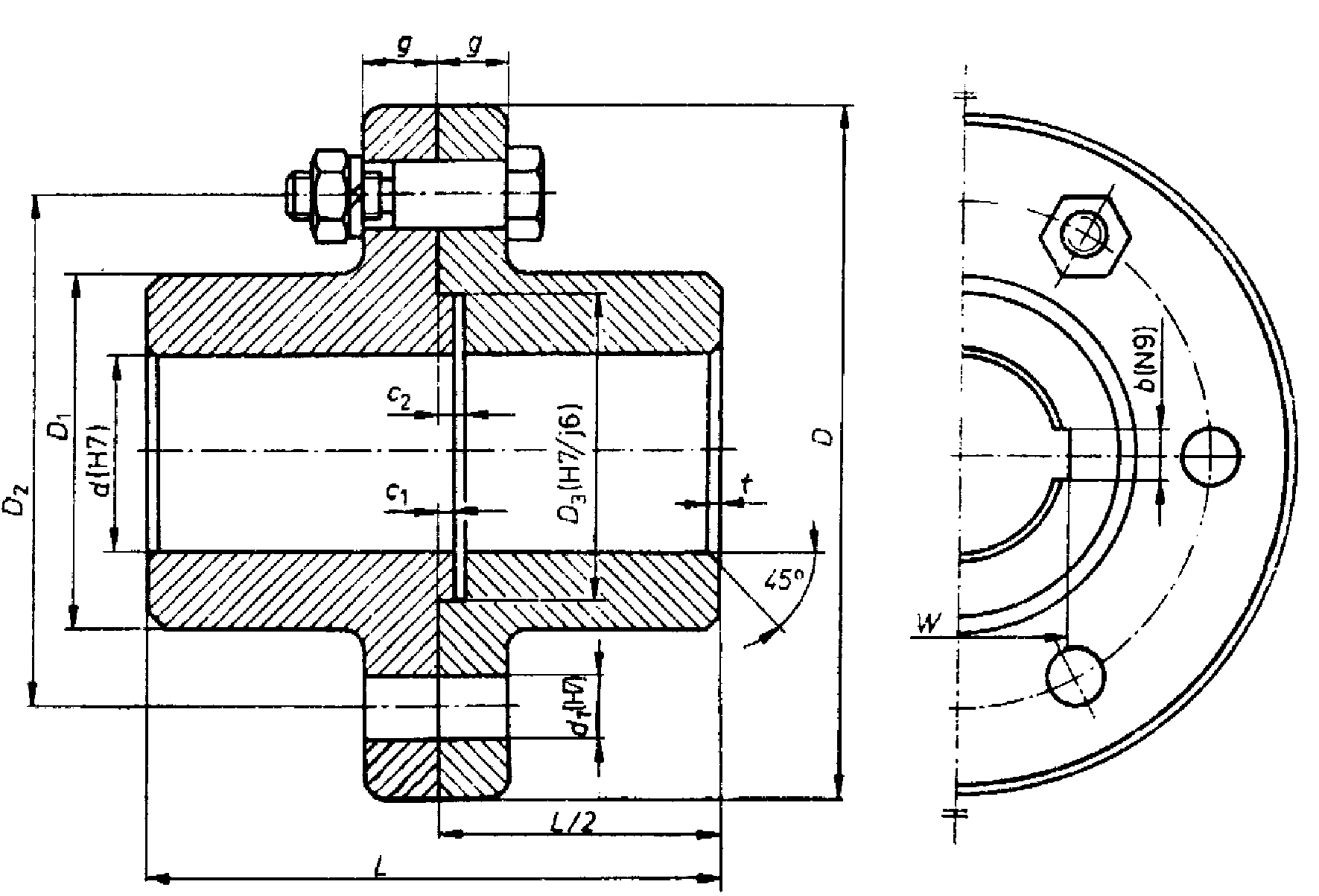
Rys 1.4 Sprzęgło sztywne kołnierzowe bez obrzeży ochronnych
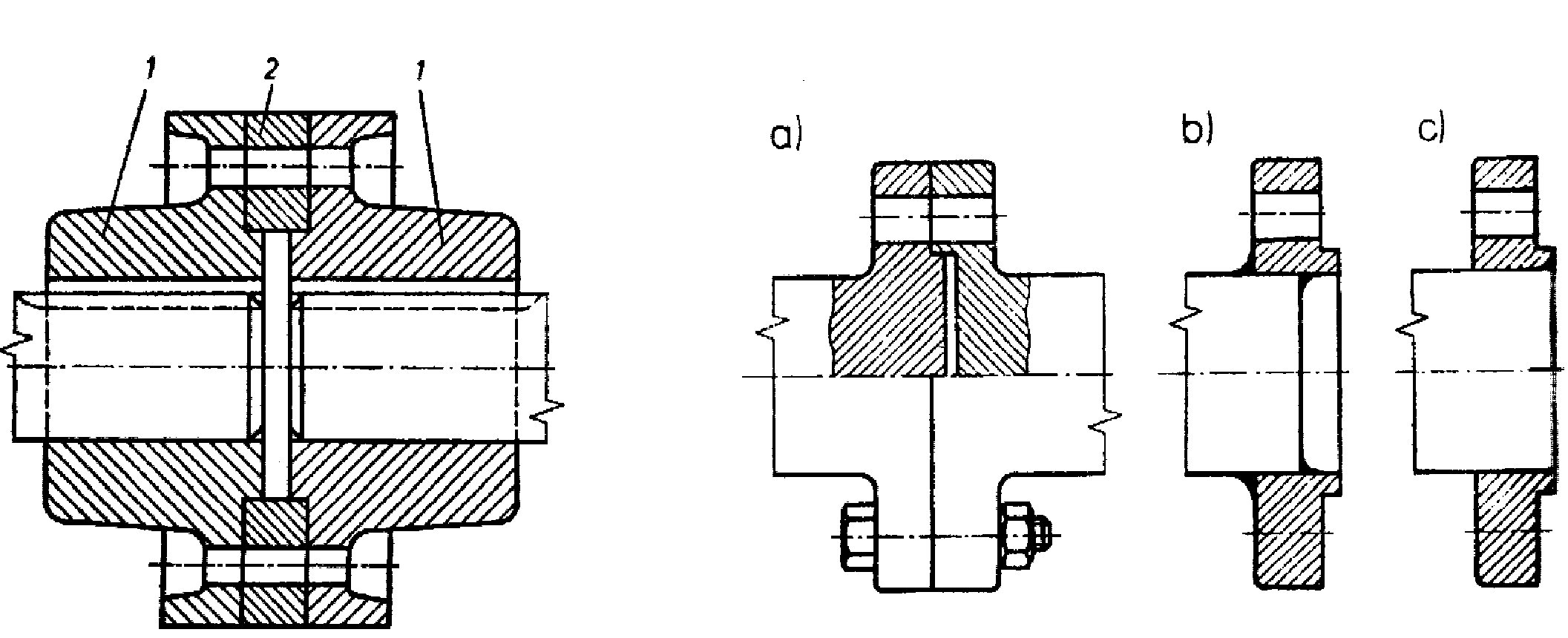
Rys. 1.5 Sprzęgło sztywne kołnierzowe z obrzeżami ochronnymi
Rys. 1.6 Sprzęgło sztywne tarczowe Rys. 1.7 Sprzęgła sztywne kołnierzowe: a) z kołnie-
z wkładką środkującą rzami odkutymi łącznie z wałem, b) z kołnie-
1-tarcza 2-wkładka rzami spawanymi c) osadzanymi skurczowo
Tablica1.2. Sprzęgła kołnierzowe
d |
D |
D1 |
D2 |
D3 |
L |
b |
w |
a |
c1 |
c2 |
d1 |
g |
s |
t |
Śruba paso- wana |
Liczba śrub |
Maksymalny moment |
mm |
szt |
Nm |
|||||||||||||||
25 (28) 30 35 |
160 |
60 |
105 |
55 |
120 |
8 |
28,2 31,2 33,2 38,7 |
80 |
3 |
4 |
12 |
19 |
5 |
2 |
M12x55 |
|
320 |
40 (45) 50 |
180 |
80 |
125 |
70 |
150 |
12 14 |
43,7 48,7 54,2 |
|
|
|
|
21 |
|
|
M12x60 |
4 |
800 |
(55) 60 (65) |
210 |
105 |
150 |
90 |
180 |
16 18
20 |
60,2 65,2 70,3 |
100 |
4 |
6 |
17 |
22 |
7,5 |
4 |
M16x55 |
|
2200 |
70 (75) |
230 |
120 |
170 |
110 |
220 |
|
75,3 81,3 |
|
|
|
|
|
|
|
M20x80 |
6 |
2800 |
Uwaga: Średnice „d” ujęte w nawiasy nie są zalecane.
Przykład oznaczenia sprzęgła kołnierzowego o średnicy otworu d = 60mm
SPRZĘGŁO KOŁNIERZOWE 60 PN-66/M-85251
2.2.6. Sprzęgła ząbkowe ( Hirtha ).
W sprzęgłach ząbkowych łącznikiem są ząbki nacięte promieniowo na czołowych powierzchniach obydwu członów (lub wałów) i dociśnięte do siebie siłą poosiową. Nacięte ząbki służą równocześnie jako element centrujący obydwa wały. Zarys ząbków jest przeważnie trójkątny, przy czym zęby mogą być nacinane symetrycznie lub niesymetrycznie. Zastosowanie tych sprzęgieł jest ograniczone koniecznością wywołania osiowego zacisku wstępnego w przypadku zarysu niesamohamownego. Główne wymiary zazębienia czołowego sprzęgieł ząbkowych podano w tablicy1.3.
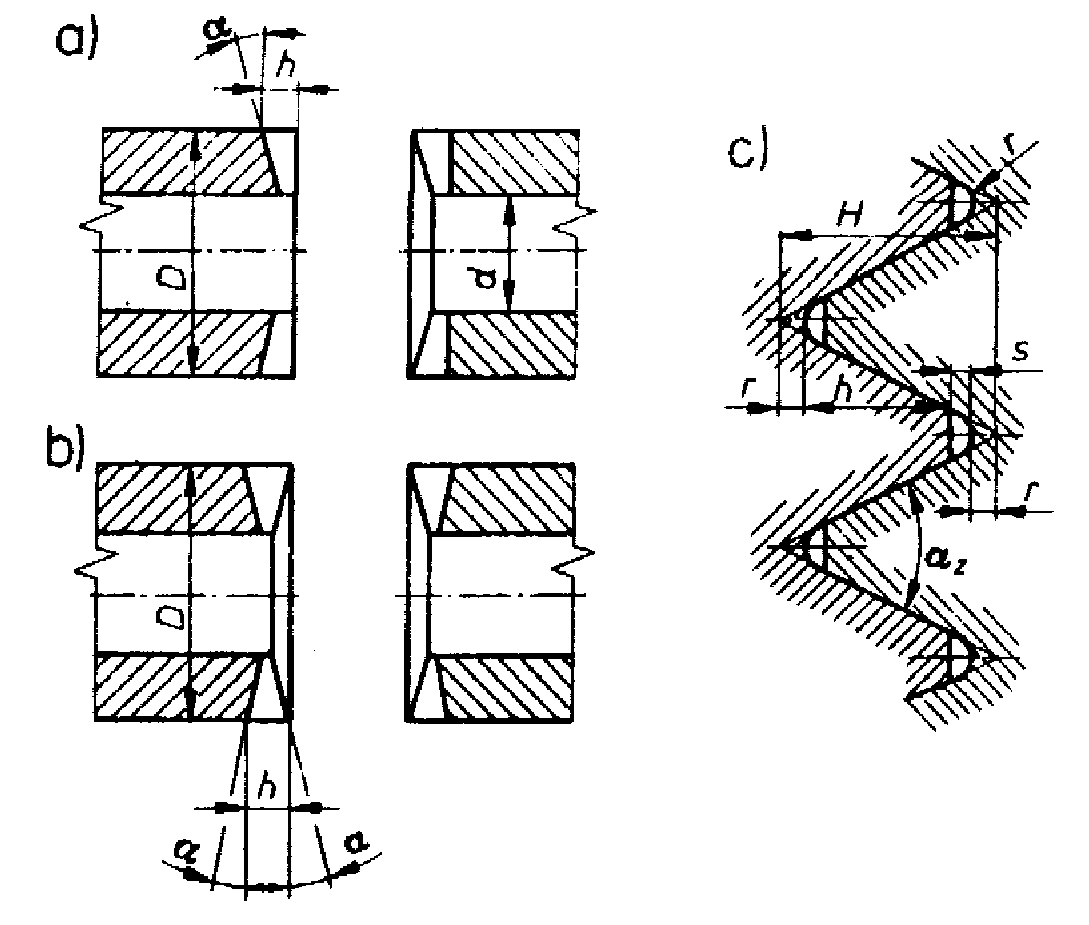
Rys 1.8 Połączenie wieloząbkowe : a) z ząbkami niesymetrycznymi, b) z ząbkami symetry-
cznymi, c) zarys ząbków
Tablica 1.3. Wymiary zazębienia czołowego.
Liczba zębów
Wymiary |
12 |
24 |
48 |
96 |
|
H |
0,226D |
0,113D |
0,0566D |
0,0383D |
|
r |
mm |
0,3 |
0,6 |
0,9 |
dobrać |
s |
|
0,4 |
0,6 |
0,9 |
dobrać |
h |
H - (2r + s) |
||||
Rys 1.9 Przykłady połączeń wieloząbkowych
2.3. Sprzęgła samonastawne.
2.3.1. Sprzęgła kłowe.
Sprzęgła te umożliwiają przesunięcie wzdłużne wałów w granicach luzu osiowego. Łącznikiem są kły na powierzchniach czołowych obu tarcz. Wymiary i liczba kłów zależą od warunków technologicznych i wytrzymałościowych. Środkowanie tarcz zapewnia tuleja środkująca.
Rys. 2.0 Sprzęgło samonastawne kłowe: a) środkowane w otworze członu, b) środkowane
za pomocą tulejki

Rys. 2.1 Zarysy kłów stosowanych w sprzęgłach samonastawnych: a) prostokątny
b) trapezowy symetryczny, c) trapezowy niesymetryczny, d) trójkątny,
e) palisadowy
Tablica 2.1. Sprzęgła kłowe.
d1H8 d2H8 |
D |
l |
bH9 |
w |
a |
c |
e |
f |
d3 |
m |
L |
Mo max (Nm) |
40 |
120 |
100 |
12 |
43,8 |
45 |
1 |
20 |
22 |
80 |
80 |
230 |
650 |
50 |
140 |
128 |
16 |
55,3 |
45 |
1 |
20 |
25 |
100 |
110 |
290 |
850 |
60 |
160 |
128 |
18 |
65,8 |
50 |
1 |
22 |
28 |
110 |
110 |
290 |
1300 |
70 |
180 |
160 |
20 |
76,3 |
55 |
2 |
25 |
32 |
140 |
140 |
360 |
1950 |
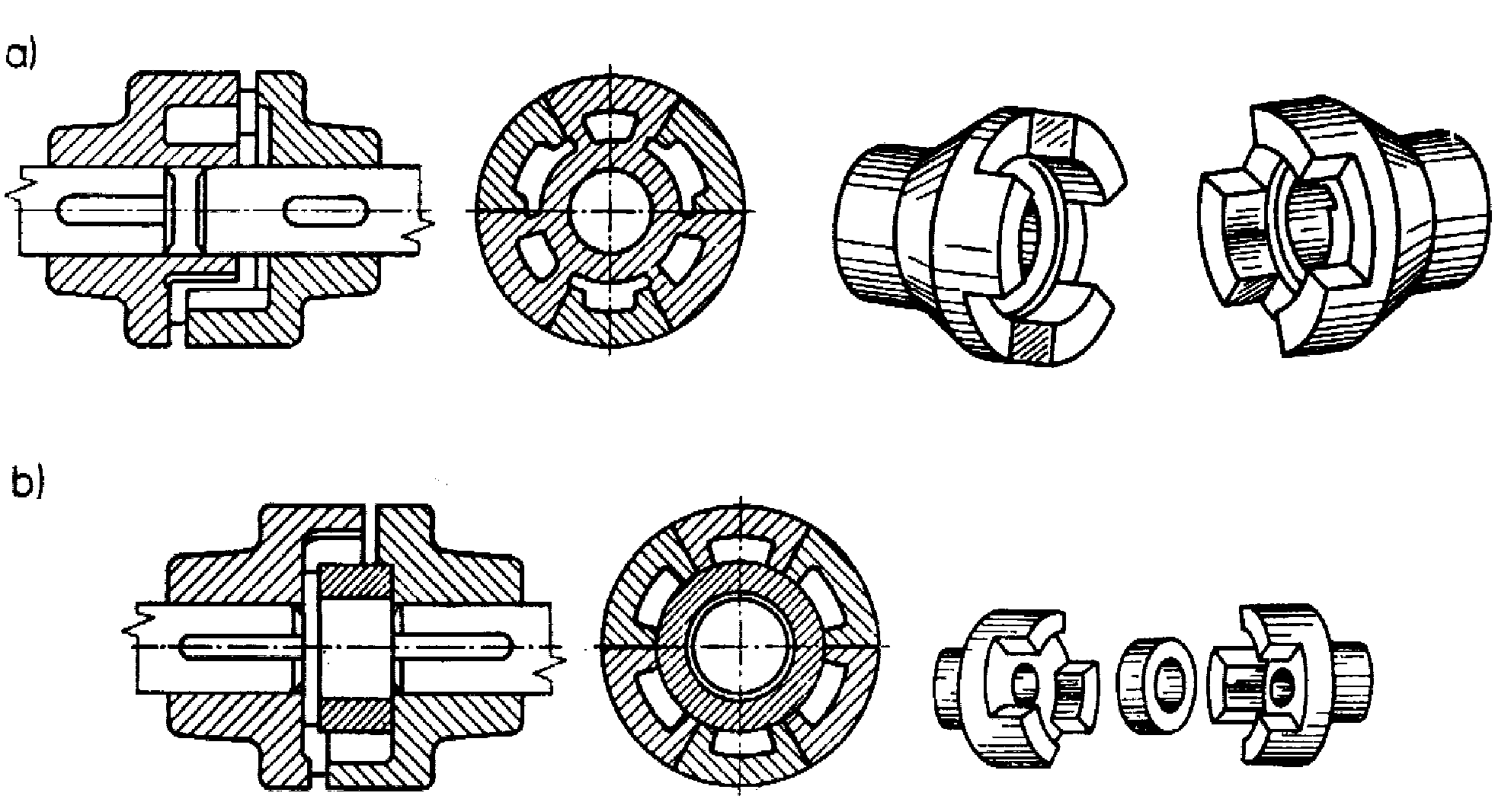
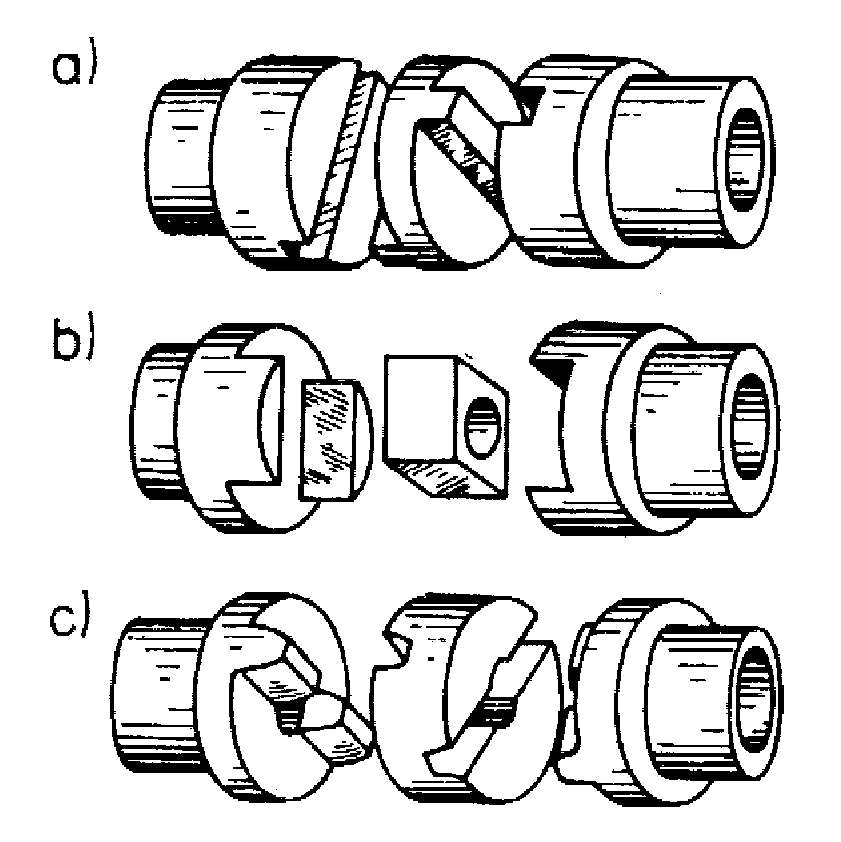
2.3.2. Sprzęgła krzyżakowe (Oldhama).
Na członach tych sprzęgieł wycięte są rowki. Łącznikiem jest tarcza krzyżakowa, która na czołowych powierzchniach ma wypusty ustawione pod kątem 90º, odpowiadające wymiarami rowkom. Sprzęgła te stosuje się przy małych prędkościach obrotowych (n<250 obr/min). Dopuszczają niewielkie różnice kątowe położenia osi wałów (α<0,5˚). Człony sprzęgła i łącznik wykonuje się ze stali 45 lub ze staliwa Lll600. Powierzchnie rowków i występów hartuje się (HRc = 45÷50). Czasem wkładka może być wykonana z tekstolitu. Daje to zmniejszenie tarcia i zużycie smaru.
Rys2.2 Sprzęgła krzyżakowe: a) z występami na łączniku i rowkami w członach, b) z wkład- ką czworokątną, c) z rowkami w łączniku i występami na członach
2.3.3. Sprzęgła zębate.
Sprzęgła zębate są wykonywane w 3 podstawowych odmianach konstrukcyjnych: jako jednostronne, dwustronne oraz jednostronne z bębnem hamulcowym.
Łącznikiem przenoszącym moment obrotowy z jednego członu na drugi jest uzębienie wewnętrzne na tulei sprzęgła oraz zewnętrzne na piaście sprzęgła. Luzy międzyzębne i krzywoliniowe zarysy zębów w sprzęgłach umożliwiają oprócz osiowych i kątowych ruchów końców wałów również poprzeczne (promieniowe) odchylenia osi, są one w ten sposób przestrzennie ruchome. Sprzęgła zębate mają piasty i tuleje wykonane z materiału 45- KN lub staliwa Lll500. W celu zwiększenia ich trwałości zęby sprzęgieł hartuje się powierzchniowo do twardości HRc 40÷50. Maksymalne odchylenie kąta osi łączonych sprzęgłem wałów wynosi: 2α = 3˚ dla sprzęgieł dwustronnych oraz α = 1˚ 30΄ dla sprzęgieł jednostronnych.
Konstrukcja trzech omawianych odmian sprzęgieł jest tak pomyślana, że istnieje pełna zamienność elementów między nimi. Nowe są jedynie te elementy sprzęgła, które tworzą inną odmianę. Za stałe dla danej wielkości sprzęgła przyjęto zawsze parametry zazębienia. Możliwość kompensacji wielu błędów montażowych i eksploatacyjnych przez sprzęgła zębate spowodowała powstanie znacznej liczby odmian konstrukcyjnych, dostosowanych do potrzeb konkretnego mechanizmu.
Sprzęgła zębate należy smarować olejami o lepkości w granicach (3,7÷5,8) · 10
m
/s lub smarami mazistymi (plastycznymi). Oleje i smary powinny zawierać środki przeciw zatarciowe. Możliwy do zastosowania smar plastyczny uzyskuje się z mieszaniny 50% Hipolu15 i 50% smaru LT4. Równie dobrym środkiem smarnym dla sprzęgieł zębatych jest olej Transol 300 . Doprowadzenie smaru do sprzęgła odbywa się przez kanały wydrążone w kołnierzu sprzęgła. W przypadku stosowania sprzęgieł z bębnem hamulcowym konieczne jest również hartowanie powierzchni ciernej bębna hamulcowego. Głębokość warstwy zahartowanej nie może być większa niż 2 ÷ 3 mm, przy twardości warstwy wierzchniej HRc 40 ÷ 50. Bębny hamulcowe sprzęgieł zębatych wykonywane są ze staliwa Lll500 w całości bądź dla dużych wielkości sprzęgieł ( D
> 500 mm) jako skręcane z dwóch oddzielnych części. Ułatwia to de-montaż i wymianę zużytego w procesie hamowania bębna, który jest w sprzęgle elementem o najmniejszej trwałości. W kraju produkuje się sprzęgła o momentach obrotowych 500 ÷ ÷80000.
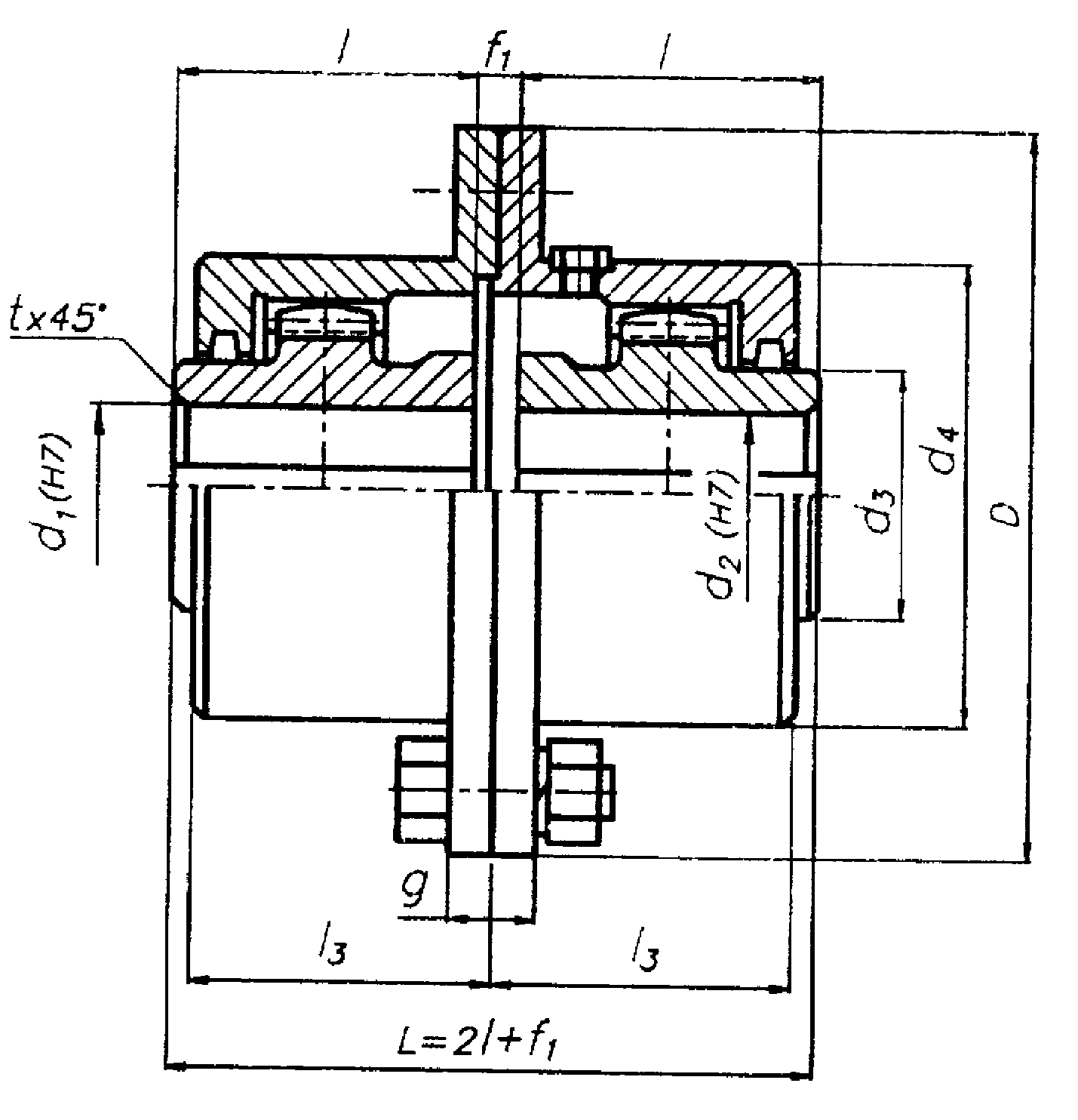
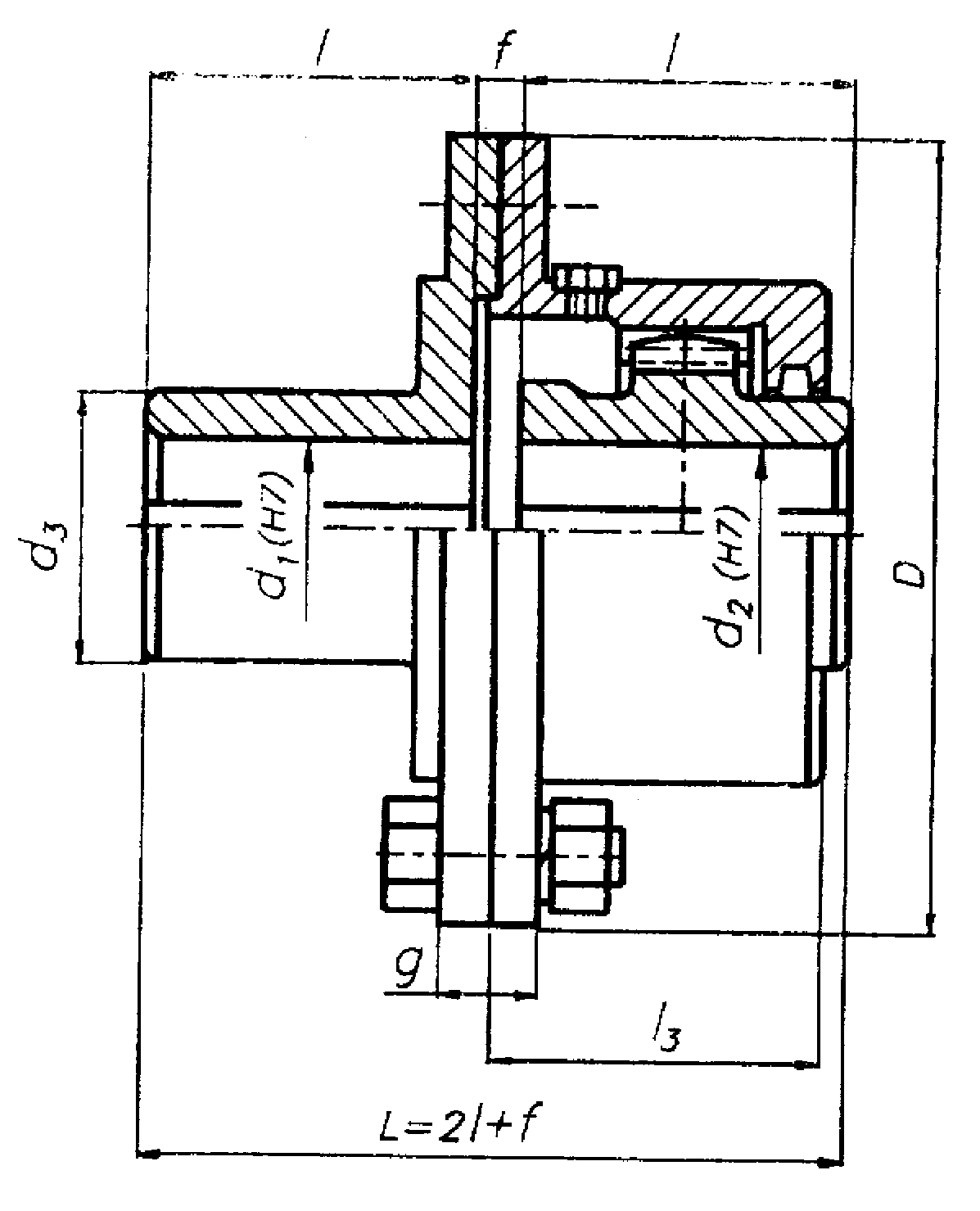
Rys 2.3 Sprzęgła zębate jednostronne i dwustronne
Tablica 2.2. Wymiary sprzęgieł zębatych jednostronnych i dwustronnych
Mo max |
d1 min |
d2 max |
D |
l |
f |
f1 |
d3 |
d4 |
l3 |
g |
t |
kNm |
mm |
||||||||||
0,5 |
20 |
40 |
150 |
60 |
6 |
6 |
60 |
90 |
47,5 |
16 |
2 |
1,0 |
28 |
50 |
170 |
70 |
10 |
10 |
70 |
110 |
62,5 |
|
|
2,0 |
40 |
63 |
200 |
82 |
|
|
90 |
130 |
75 |
24 |
2,5 |
4,0 |
50 |
80 |
240 |
110 |
|
|
110 |
170 |
90 |
|
|
8,0 |
63 |
100 |
315 |
140 |
|
|
160 |
240 |
109 |
36 |
3 |
16 |
80 |
125 |
370 |
170 |
15 |
20 |
190 |
280 |
140 |
|
4 |
31,5 |
100 |
160 |
440 |
210 |
|
|
|
|
165 |
44 |
6 |
63 |
125 |
200 |
535 |
250 |
|
|
|
|
|
50 |
8 |
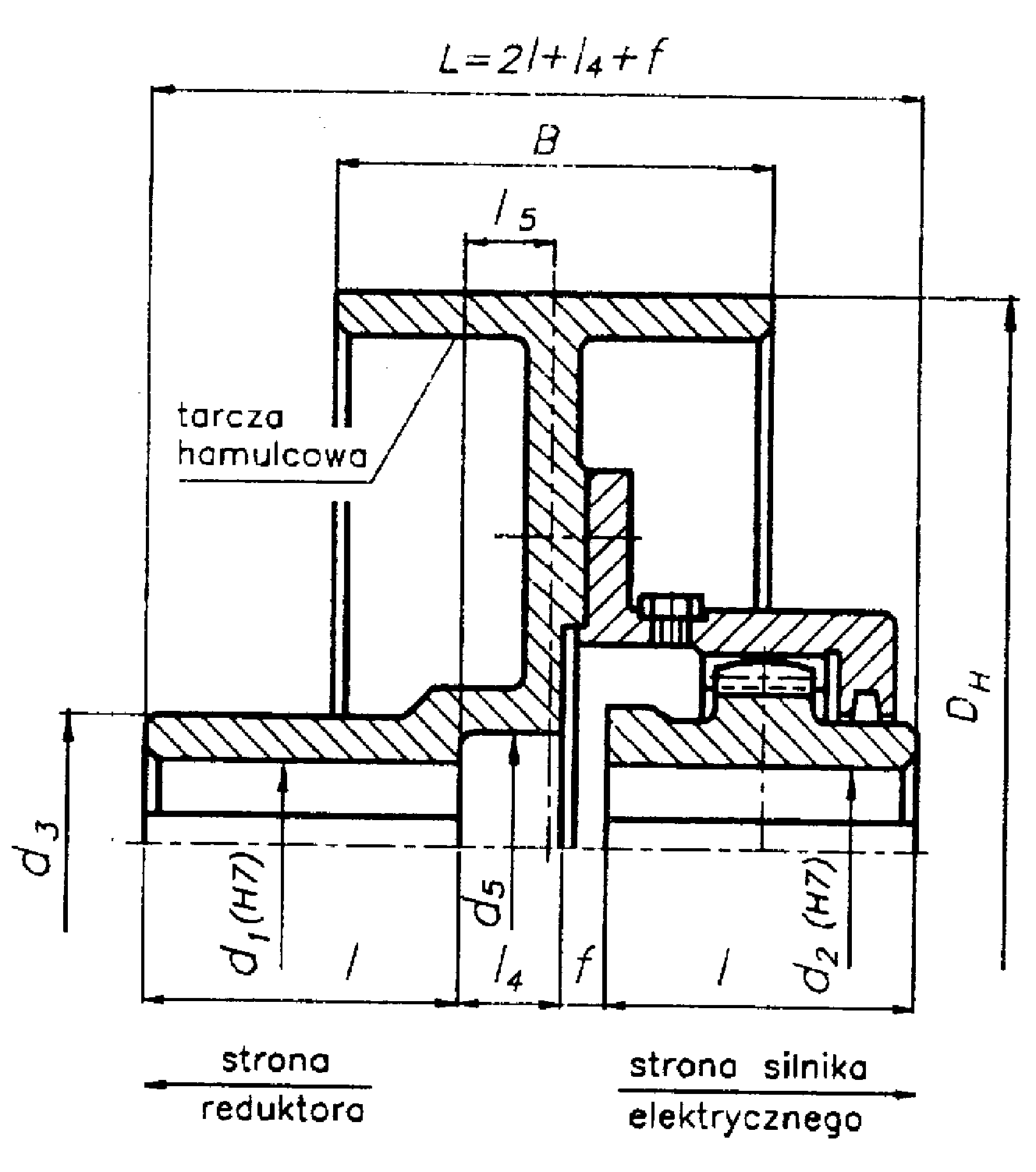
Rys 2.4 Sprzęgła zębate hamulcowe
Tablica 2.3. Wymiary sprzęgieł zębatych hamulcowych.
Mo max |
DH |
B |
d5 |
l4 |
l5 |
kNm |
mm |
||||
0,63 |
200 250 |
80 100 |
53 |
26,5 |
25 |
1,6 |
250 320 |
100 120 |
75 |
28,5
26,5 |
|
2,5 |
400 |
150 |
85 |
|
23 |
4,0 |
320 500 |
120 190 |
95 |
|
|
6,3 |
400 630 710 |
150 235 265 |
125 |
29 25,5 27 |
18 18 |
16 |
500 800 |
190 290 |
155 |
24 25,5 |
|
25 |
630 710 800 |
235 265 290 |
185 |
23,5 |
|
Przykład oznaczenia sprzęgła samonastawnego zębatego jednostronnego przenoszącego
moment obrotowy Mo=4 kNm, średnicy D=240mm, średnicach otworów w piastach
d1=60mm i d2=65mm:
SPRZĘGŁO ZĘBATE JEDNOSTRONNE 4-200-60-65
Przykład oznaczenia sprzęgła samonastawnego zębatego hamulcowego przenoszącego
moment obrotowy Mo=4 kNm, średnicy bębna D=500mm, średnicach otworów w piastach
d1=60mm i d2=65mm:
SPRZĘGŁOZĘBATE HAMULCOWE 4-500-60-65
2.3.4. Sprzęgła przegubowe.
Sprzęgła przegubowe służą do łączenia wałów o osiach przecinających się pod kątem różnym od zera. Kątowe ustawienie osi jest przy tym zamierzone i wynika z układu konstrukcyjnego maszyny. Kąty między osiami mogą być duże, o wartościach osiągających kilkadziesiąt stopni. Sprzęgło przegubowe może także kompensować zmiany kąta między osiami wałów, wynikające z błędów montażowych odkształceń lub względnych ruchów wałów w czasie pracy.
Podstawą budowy sprzęgieł przegubowych jest przegub Cardana. Ramiona sztywnego krzyża są ułożyskowane w łożyskach widełek osadzonych na końcach wałów, tworzących ze sobą kąt δ. Widełki leżą w płaszczyznach wzajemnie prostopadłych. Krzyż wykonuje ruch kulisty umożliwiający przeniesienie napędu z jednego wału na drugi.
Rys. 2.6. Schemat przegubu Cardana.
1 - krzyż, 2 - widełki, 3 - wały
Ruch wałów nie jest synchroniczny. Położenie widełek strony czynnej określamy kątem φ1 zawartym między płaszczyzną widełek a płaszczyzną utworzoną przez osie wałów. Położenie widełek strony biernej określamy kątem φ2 zawartym między płaszczyzną widełek i płaszczyzną prostopadłą do płaszczyzny utworzonej przez osie wałów.
Analiza kinematyczna przegubu prowadzi do następującego związku między tymi kątami:
tgφ1 = tgφ2 · cosδ
Prędkości kątowe związane ze sobą zależnością.
ω2 = ω1
Przy kacie δ różnym od zera prędkość kątowa wału biernego jest zmienna nawet przy założonej stałej prędkości ω1. Maksymalne wartości ( rys. 2.6a. ) prędkości ω2 występują przy φ1 = 0˚ i φ1 = 180˚ .
ω2max = ω1
Rys 2.6. Szczególne położenie przegubu Cardana w widoku na płaszczyznę wyznaczoną przez osie wałów: a) kąt φ1=0, widełki 1 pokrywają się z płaszczyzną osi wałów, widełki 2 prostopadłe do tej płaszczyzny, b) kąt φ2=90˚, widełki 1 prostopadłe do płaszczyzny osi wałów, widełki 2 pokrywają się z tą płaszczyzną.
Minimalne wartości ω2 występują przy φ1 = 90˚ i 270˚ ( rys. 2.6b.).
ω2min = ω1 cosδ .
Prędkość wału biernego zmienia się okresowo. Okres zmienności równy jest połowie czasu jednego obrotu.
Stopień niejednostajności prędkości kątowej
Δ =
Rys.2.7.Zależność niejednostajności prędkości
kątowej od kąta między osiami wałów
w przegubie Cardana.
Nie należy stosować pojedynczych sprzęgieł przegubowych, jeżeli niedopuszczalny jest niejednostajny ruch członu biernego. Nawet jeżeli taka niejednostajność jest dopuszczalna, to trzeba liczyć się z obciążeniami dynamicznymi, szczególnie przy dużych momentach bezwładności i większych prędkościach obrotowych. Pojedyncze sprzęgła przegubowe stosuje się tylko dla małych kątów δ i małych prędkości obrotowych.
Usunięcie niejednostajności można uzyskać przez zastosowanie sprzęgła podwójnego z wałkiem pośrednim ( rys. 2.8. ). Przy zapewnieniu równości kątów δ1 między wałem czynnym a pośrednim i δ2 między pośrednim a biernym oraz ustawienie widełek wału pośredniego w jednej płaszczyźnie, otrzymuje się synchronizację prędkości kątowych wału biernego i czynnego.
Rys.2.8. Podwójny przegub Cardana z wałkiem pośrednim zapewniający równość prędkości kątowych wałka biernego i czynnego: a) wały czynny i bierny o osiach równoległych przesuniętych, b) wały czynny i bierny o osiach tworzących kąt 2δ.
Zapewnia to jednostajną pracę maszyny napędzanej, o ile oczywiści jednostajny jest obrót wału czynnego. Wał pośredni obraca się niejednostajnie, co może powodować drgania. Należy więc dbać o to aby wał ten był możliwie lekki. Jeżeli względy konstrukcyjne na to pozwalają, staramy skrócić wał pośredni, co w skrajnym przypadku prowadzi do sprzęgła zdwojonego bez wałka pośredniego. Odpowiednie wałki są wprost ze sobą złączone.(rys.2.9.)
Rys. 2.9. Zdwojony przegub Cardana.
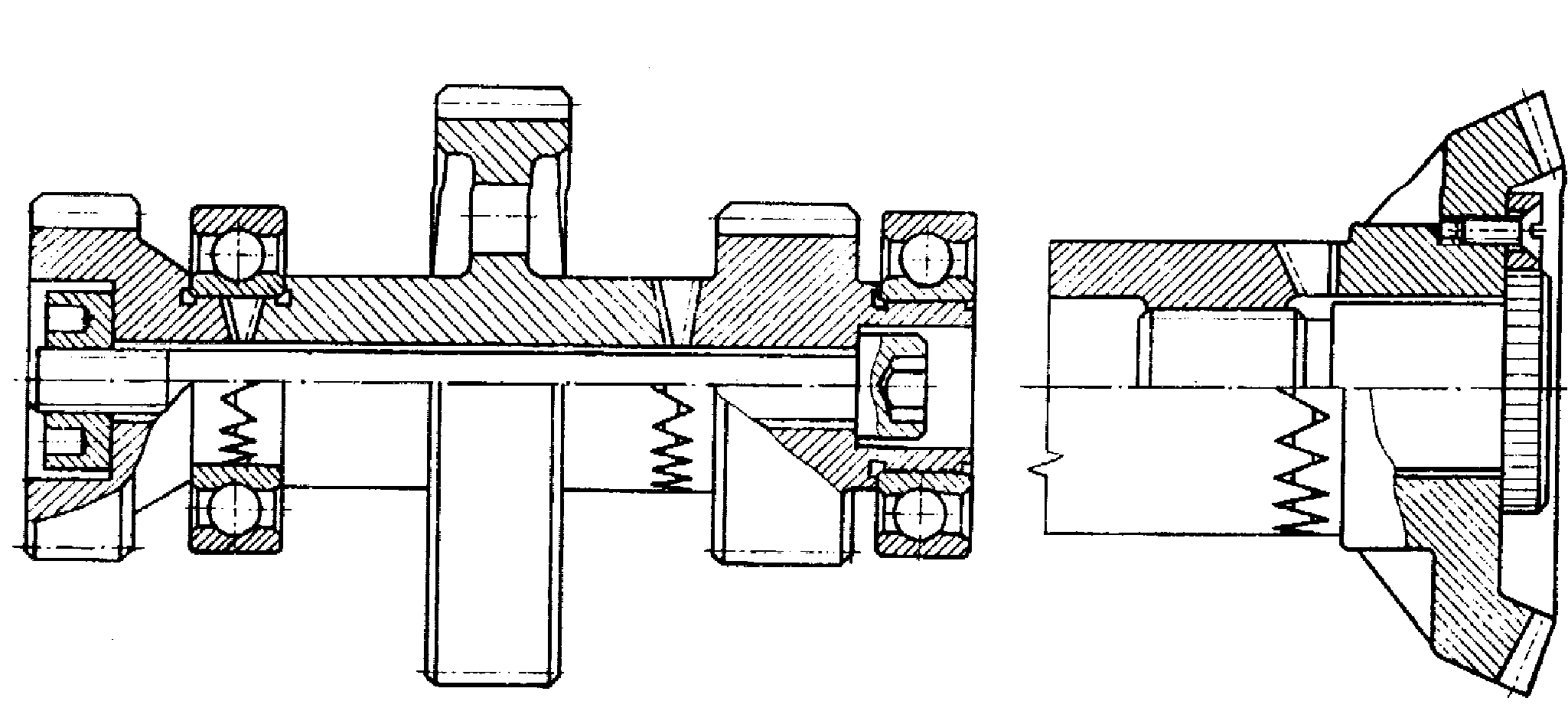
Konstrukcyjne rozwiązanie sprzęgła przegubowego stosowanego w obrabiarkach przedstawia rys. 3.0. Czopy ramion krzyża osadzone są w tulejkach tworzących łożyska ślizgowe. Tulejki osadzone są w widełkach członu czynnego i biernego. Człony te osadzone są na czopach wałów i połączone z nimi za pomocą kołków. Podobne rozwiązanie sprzęgła przegubowego, stosowane często w samochodach, przedstawia rys. 3.1. Czopy krzyża są w tym przypadku łożyskowane w łożyskach igiełkowych. W podobnych rozwiązaniach krzyżaki i widełki wykonuje się na ogół jako odkuwki ze stali stopowych ( np. 20H, 40H ( ulepszanych) HRC 50 ÷ 60.
Rys. 3.0. Sprzęgło przegubowe obrabiarkowe.
1 - człony sprzęgła z widełkami, 2 - krzyż, 3 - tulejki łożyskowe, 4 - rolki
Rys. 3.1. Sprzęgło przegubowe samochodowe.
1 - człony sprzęgła, 2 - widełki przykręcane do członu, 3 - krzyż, 4 - widełki, 5 - łożyska igiełkowe, 6 - śruby
Spotyka się składane rozwiązania krzyżaka. Składa się on z kostki i dwóch sworzni przetkniętych przez otwory w kostce ( rys. 3.2.). Jeden ze sworzni musi mieć otwór, przez który przechodzi drugi sworzeń. Ten pierwszy ma z tego powodu większą średnicę.
Rys. 3.2. Sprzęgło przegubowe ze składanym krzyżem.
1 - człony, 2 - kostka, 3,4 - sworznie
Rys. 3.3. Sprzęgło przegubowe pierścieniowe.
1 - człony z widełkami, 2 - pierścień, 3 - tuleje łożyskowe, 4 - śruby łączące połówki pierścienia
Innym rozwiązaniem sprzęgła przegubowego jest sprzęgło pierścieniowe (rys. 3.3). W tym przypadku czopy umieszczone są na widełkach członów czynnego i biernego. Łącznikiem jest pierścień, w którym osadzone są tuleje stanowiące łożyskowanie czopów. Dla ułatwienia montażu pierścień jest dzielony. Połówki jego łączone są za pomocą śrub.
Jeszcze inną odmianę przedstawia sprzęgło, w którym łącznikiem jest kostka lub kula z otworami (rys. 3.4). W otwory te wchodzą czopy umieszczone na ramionach 2. Ramiona osadzone są w wycięciach tulei wewnętrznych 3 i unieruchomione przez nasunięcie tulei 4.
Rys. 3.4. Sprzęgło przegubowe kulkowe: a) przed montażem, b) w stanie zmontowanym
1 - kula, 2 - ramiona, 3 - tuleja wewnętrzna, 4 - tuleja zewnętrzna
Rozwiązanie sprzęgła przegubowego z możliwością przesuwu wzdłużnego wałów przedstawia rys. 3.5. Na jednym z wałów osadzony jest trzpień z dwoma czopami. Na końcu drugiego wału osadzona jest tuleja z dwoma rowkami. Tulejki osadzone na czopach mogą ślizgać się w rowkach. W odróżnieniu od przegubu Cardana występuje tu tylko jedno ramię krzyża z czopem, umożliwiające obrót w jednej płaszczyźnie. Obrót w drugiej płaszczyźnie wokół osi prostopadłej do płaszczyzny rysunku możliwy jest dzięki ślizganiu się tulejek w rowkach. Możliwy jest także przesuw wzdłużny, przy którym tulejki przemieszczają się wzdłuż rowków, obie w tym samym kierunku.
Rys. 3.5. Sprzęgło przegubowo-osiowe.
1 - czop, 2 - tuleja ślizgowa, 3 - tuleja z wycięciami
Rysunek 3.6 przedstawia wykonanie podwójnego sprzęgła z wałem pośrednim stosowanego w pojazdach samochodowych. Inne rozwiązanie umożliwiające wzdłużny przesuw odcinków wałów przedstawione jest na rys. 3.7.
Rys. 3.6. Podwójne sprzęgło Cardana z wałem pośrednim.
Rys. 3.7. Podwójne sprzęgło Cardana z wałem pośrednim przesuwnym.
Rozwiązanie zdwojonego sprzęgła przegubowego przedstawia rys.3.8. Odmiana a powstaje przez połączenie śrubami dwóch przegubów. Odmiana b zawiera zdwojone widełki wykonene jako jedna całość.
Rys. 3.8. Zdwojone sprzęgło przegubowe.
Innym rozwiązanie sprzęgła przegubowego jest sprzęgło kulowe (rys.3.9). Na jednym z członów osadzona jest kula z rowkami wzdłużnymi na jej obwodzie. Człon drugi zawiera czaszę z rowkami na jej wewnętrznej powierzchni. Łącznikiem są tutaj kulki umieszczone w rowkach. Jeżeli płaszczyzna kulek dzieli kąt między osiami wałów na połowy, to sprzęgło jest synchroniczne. W [przypadku gdy kąt ten może ulegać zmianom, stosuje się sprzęgła umożliwiające automatyczne ustawienie tej płaszczyzny. W rozwiązaniu na rys.4.0 kulki prowadzone są w koszyku. Koszyk zaś ustawiony jest za pomocą trzpienia przegubowego.
Rys. 3.9. Sprzęgło przegubowe kulkowe
1 - kula, 2 - czasza, 3 - kulki
Rys. 4.0. Sprzęgło przegubowe kulowe synchroniczne
1 - wał, 2 - trzpień prowadzący, 3 - koszyk, 4 - wał, 5 - główka wału, 6 - kulki, 7 - obudowa, 8 - koszyk, 9 - sprężyna, 10 - trzpień
2.4. Sprzęgła podatne.
Sprzęgła podatne wykonywane są w ten sposób, że zawierają podatne elementy umożliwiające względny obrót wału biernego w stosunku do czynnego, zależny od przenoszonego momentu. Zależność momentu od kąta skręcenia nazywamy charakterystyką sprężystą sprzęgła. Jeżeli charakterystyka sprzęgła jest liniowa, to możemy ją określić jednym współczynnikiem zwanym sztywnością skrętną sprzęgła. Dzięki podatności sprzęgła mogą zmniejszać obciążenie dynamiczne występujące w układzie napędowym. Obciążenia dynamiczne polegają szczególnie na nagłym przykładaniu sił uderzeniowych oraz na działaniu sił okresowo zmiennych. Korzystny wpływ sprzęgła na pracę układu napędowego zależy od właściwego doboru jego parametrów, przede wszystkim sztywności. Niewłaściwy dobór może spowodować zwiększenie sił dynamicznych, np. wzmocnienie impulsów przenoszonych lub doprowadzić do powstania zjawisk rezonansowych.
2.4.1. Sprzęgła podatne z łącznikami gumowymi.
Sprzęgła z łącznikami gumowymi mają charakterystykę nieliniową. Są na ogół bardziej podatne niż z łącznikami metalowymi. Przenoszą mniejsze obciążenie przy porównywalnych wymiarach.
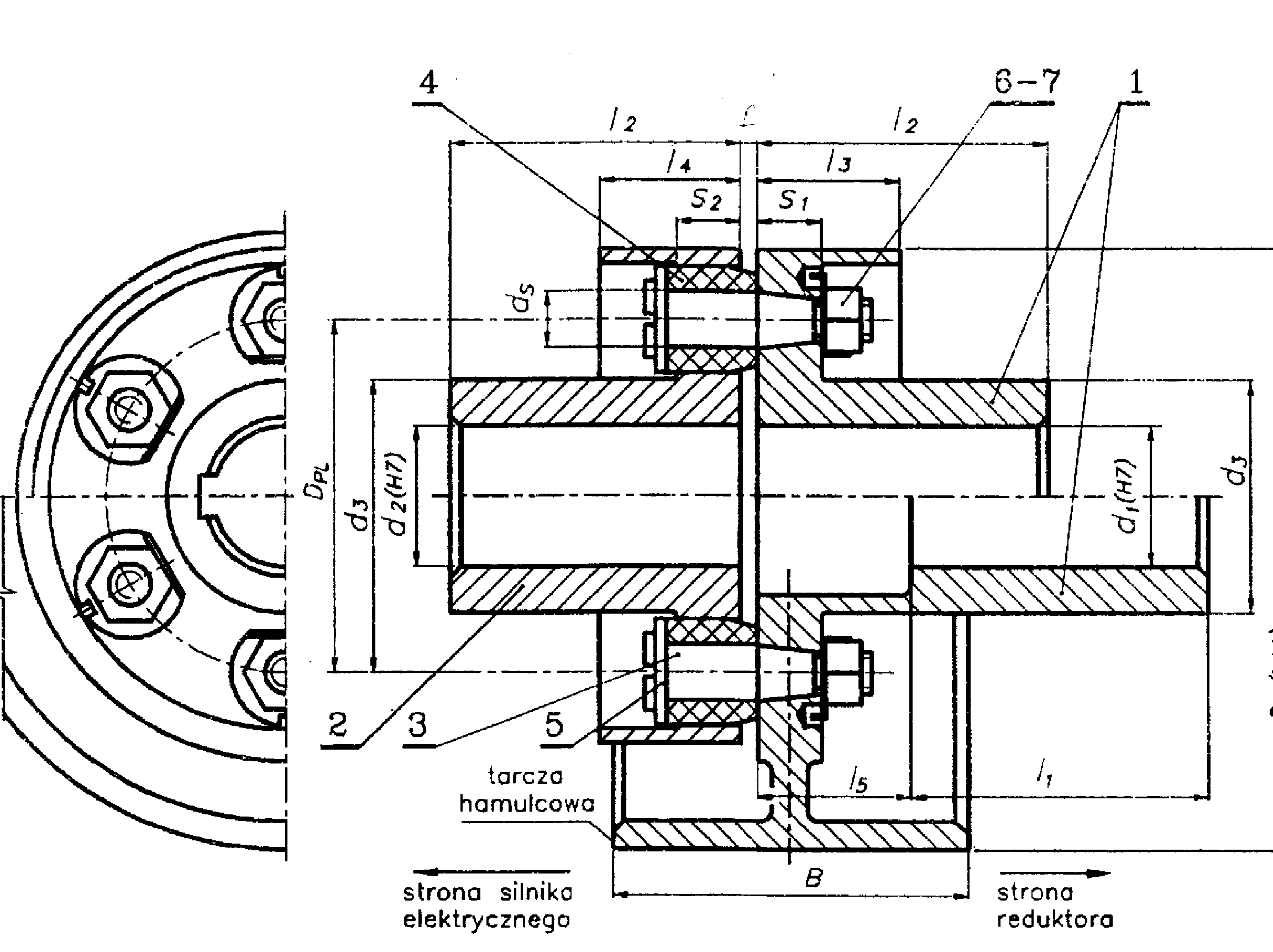
Łączniki wykonuje się z gumy o twardości dobranej ze względu na żądaną charakterystykę sprzęgła. Ponadto guma powinna być odporna na zmiany temperatury, na ogół -40ºC ÷ ÷ +80ºC , oraz odporna na starzenie się. Materiał członów to stal, staliwo lub żeliwo. Materiał sworznia to na ogół stal węglowa konstrukcyjna.
Rys. 4.1. Sprzęgła wkładkowe tulejowe
Tablica 2.4. Wymiary sprzęgieł wkładkowych tulejowych.
Mo Max |
d1 min |
d2 max |
l1 krót |
l2 dług |
f min |
f max |
D |
DPL |
d3 |
l3 |
l4 |
S1 |
S2 |
ds |
DH |
B |
l5 |
KNm |
|
||||||||||||||||
0,055
|
12 16 |
14 18 |
- - |
32 40 |
5 |
7 |
100 |
63 |
35 |
28 |
16 |
14 |
120 |
50 |
43 |
||
0,09
|
18 20 25 30 |
19 24 28 35 |
- 36 42 58 |
40 50 60 80 |
|
|
120 |
86 |
60 |
32 |
|
|
|
|
|
||
0,14
|
30 40 |
38 40 |
58 82 |
80 110 |
|
|
140 |
100 |
65 |
40 |
18 |
16 |
160 |
60 |
17 |
||
0,224
|
35 40 |
38 45 |
58 82 |
80 110 |
|
|
160 |
110 |
75 |
|
20 |
18 |
200 250 |
80 100 |
43 53 |
||
0,355 0,56 |
40 45 |
50 55 |
82 82 |
110 110 |
|
8 |
180 200 |
130 140 |
85 95 |
50 55 |
22 24 |
23 26 |
20 22 |
200 250 |
80 100 |
44 55 |
|
0,9
|
50 60 |
56 60 |
82 105 |
110 140 |
|
|
220 |
160 |
105 |
60 |
30 |
31 |
25 |
250 |
100 |
58 |
|
1,4
|
55 60 |
56 70 |
82 105 |
110 140 |
|
|
250 |
180 |
115 |
63 |
32 |
36 |
28 |
320 400 |
120 150 |
49 54 |
|
2,24
|
60 80 |
75 80 |
105 130 |
140 170 |
|
|
280 |
200 |
130 |
70 |
34 |
41 |
32 |
500 |
180 |
44 |
|
3,55
|
70 80 |
75 90 |
105 130 |
140 170 |
|
|
320 |
230 |
150 |
75 |
38 |
46 |
35 |
400 500 |
150 190 |
57 47 |
|
5,6
|
80 100 |
95 110 |
130 165 |
170 210 |
|
|
360 |
260 |
170 |
90 |
46 |
54 |
40 |
400 |
150 |
61 |
|
7,1
|
90 100 |
95 110 |
130 165 |
170 210 |
|
|
400 |
280 |
190 |
100 |
52 |
63 |
45 |
500 |
190 |
54 |
|
9 |
100 |
120 |
165 |
210 |
|
|
450 |
320 |
210 |
110 |
57 |
72 |
50 |
500 |
190 |
56 |
|
11,2
|
100 130 |
125 140 |
165 200 |
210 250 |
10 |
13 |
500 |
360 |
235 |
125 |
62 |
76 |
55 |
630 710 |
235 265 |
59 59 |
|
14
|
120 130 160 |
125 150 160 |
165 200 240 |
210 250 300 |
|
|
560 |
400 |
265 |
140 |
72 |
86 |
63 |
800 |
290 |
59 |
|
18
|
140 160 |
150 180 |
200 240 |
250 300 |
|
|
630 |
450 |
300 |
125 |
62 |
76 |
55 |
|
|
|
|
28
|
160 190 |
180 200 |
240 280 |
300 350 |
|
|
710 |
500 |
335 |
140 |
72 |
86 |
63 |
|
|
|
|
40
|
180 190 |
180 220 |
244 280 |
300 350 |
|
14 |
800 |
560 |
375 |
165 |
150 |
78 |
110 |
71 |
|
|
|
56
|
200 240 |
220 250 |
280 330 |
350 - |
|
|
900 |
650 |
425 |
175 |
160 |
86 |
125 |
80 |
|
|
|
80
|
220 240 280 |
220 260 280 |
280 330 380 |
350 - - |
|
|
1000 |
710 |
475 |
205 |
170 |
92 |
145 |
90 |
|
|
|
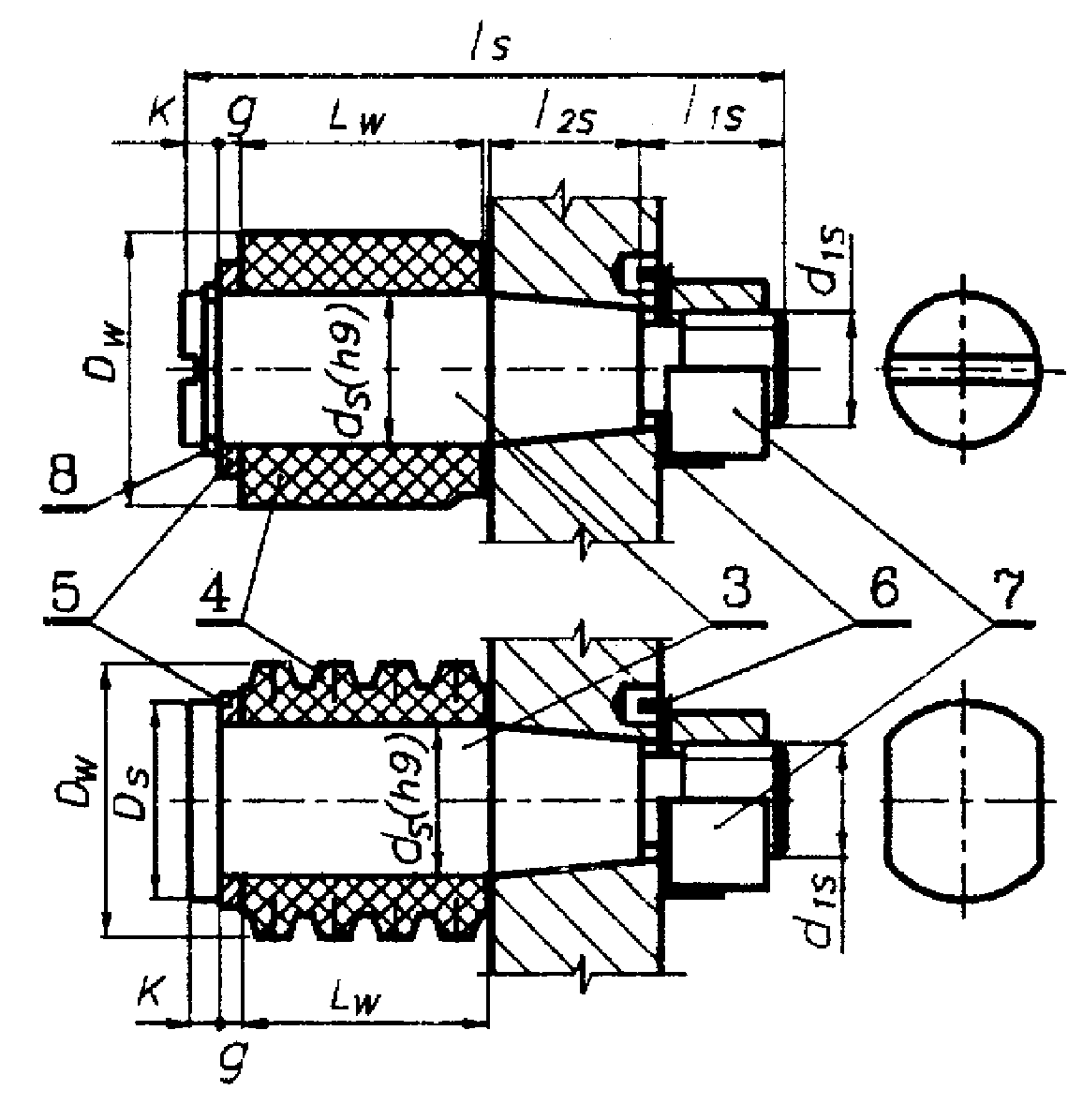
Rys 4.2. Warianty wykonania sworzni i wkładek.
Tablica 2.5. Wymiary sworzni i wkładek.
ds |
Ds |
d1s |
Ls |
l1s |
l2s |
K |
Dw |
Lw |
g |
|
|||||||||
14 16 18 20 22 25 28 32 35 40 |
22 22 26 28 30 32 36 42 48 52 |
M10 |
56 |
14 |
14 |
3 |
26 30 32 35 40 45 50 55 63 71 |
22 25 28 32 35 40 45 50 55 63 |
3
4
5
6 |
|
|
M12 |
64 70 |
16
|
16 18 |
|
|
|
|
|
|
M16 |
80 85 |
20 |
20 22 |
|
|
|
|
|
|
M20 |
101 111 |
25 |
26 28 |
4 |
|
|
|
|
|
M24 |
124 133 |
31 30 |
30 34 |
6 |
|
|
|
|
|
M30 |
156 |
38 |
40 |
7 |
|
|
|
45 50 55 63 71 80 90 |
58 65 70 75 88 98 110 |
M36 |
177 193 |
44 |
46 51 |
7 |
80 90 100 110 125 140 160 |
71 80 90 100 125 140 160 |
8
10
12 |
|
|
M42 M48 |
216 242 |
53 59 |
54 64 |
|
|
|
|
|
|
M56 |
284 307 |
70 |
68 76 |
8 |
|
|
|
|
|
M64 |
340 |
75 |
82 |
10 |
|
|
|
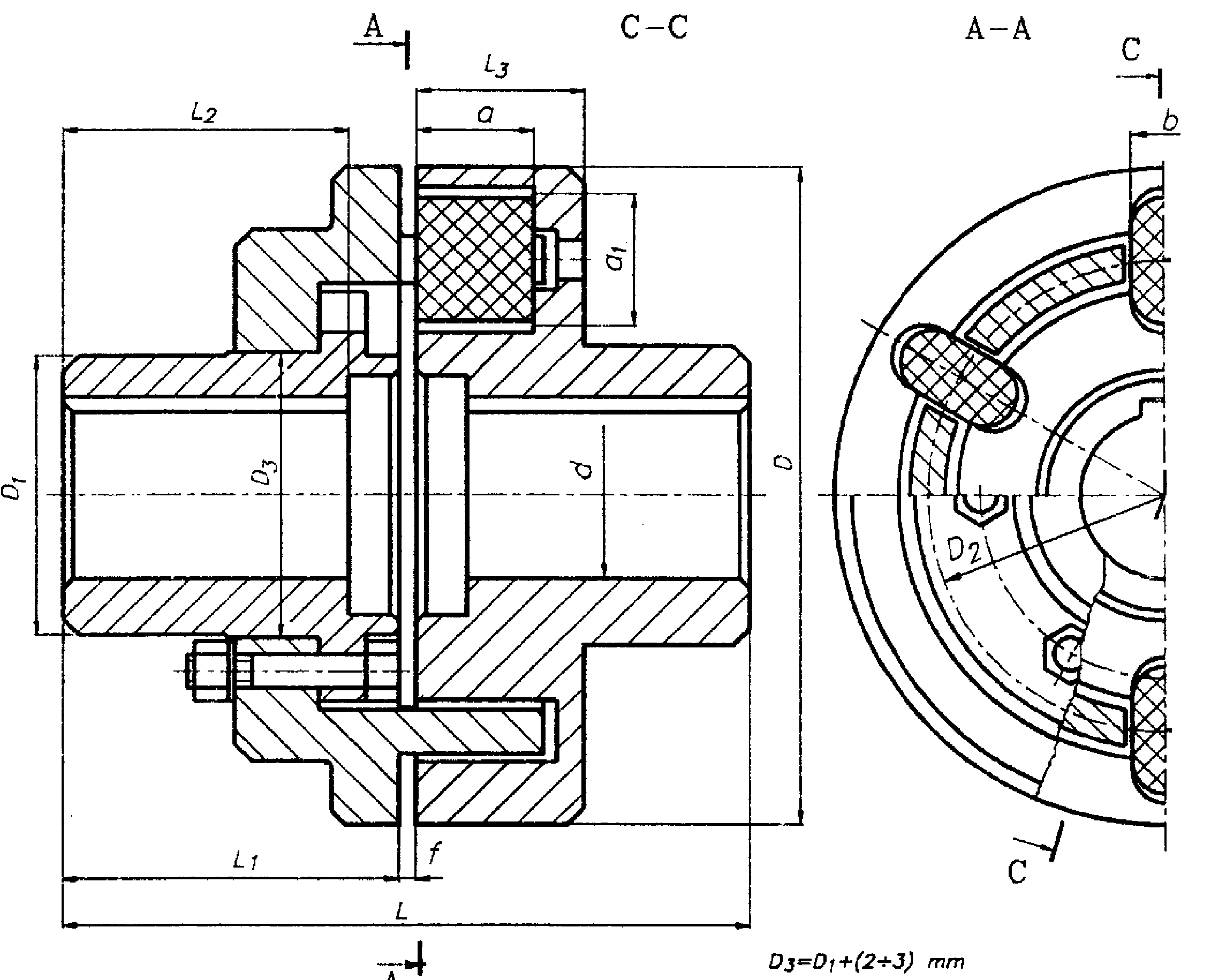
Rys. 4.3. Sprzęgło z wkładkami gumowymi
Tablica 2.6. Wymiary sprzęgieł z wkładkami gumowymi.
Mo kNm |
n obr/min |
mm |
Ciężar N |
|||||||||||
|
|
d |
D |
D1 |
D2 |
L |
L1 |
L2 |
L3 |
f |
a |
a1 |
b |
|
0,05 0,17 0,38 0,681,15 2,2 3,5 5,5 7,6 |
380027002200 190016351435127512001050 |
25 - 36 40 - 50 55 - 70 70 - 90 90 - 100 100 - 110 110 - 120 110 - 130 140 - 150 |
150 200 260 300 360 400 450 500 560 |
60 90 120 150 160 190 200 210 250 |
102 142 190 218 265 300 330 355 415 |
155 205 245 285 325 365 390 410 450 |
75 100 120 140 160 180 190 200 220 |
60 85 100 120 135 150 160 170 185 |
42 50 60 65 82 90 100 120 120 |
5
___
10 |
30 35 45 48 60 65 75 90 90 |
30 40 52 60 73 78 88 108 108 |
16 20 20 24 32 36 36 40 40 |
69,5 146 323 511 721 1020 1490 2030 2700 |
Sprzęgła oponowe cechują się zwiększoną podatnością skrętną oraz możliwościami kompensacji dużych błędów osiowych, promieniowych i kątowych. Sprzęgła te dzieli się na dwa rodzaje: - sprzęgła do łączenia wałów
- sprzęgła do łączenia piast
Sprzęgło do łączenia wałów składa się z trzech podstawowych elementów: członów, pierścieni dociskowych oraz opony gumowej. Zaletą tego sprzęgła jest łatwość jego montażu i demontażu nawet w ciasnym pomieszczeniu, ponieważ oponę można założyć lub zdjąć bez osiowego przesuwania obydwu członów. W tym celu opona jest przecięta promieniowo. Działanie siły odśrodkowej na oponę ogranicza zastosowanie sprzęgła do prędkości obwodowej do 30m/s. Z powodu dużej elastyczności opony można dopuścić do stosunkowo dużych przesunięć osiowych i promieniowych łączonych wałów bez obawy niedopuszczalnego obciążenia łożysk. Ze względu na trwałość opony, należy wielkość dopuszczalnych przesunięć promieniowych i kątowych uzależnić od prędkości obrotowej sprzęgła. W oponie zawulkanizowany jest kord z tworzywa sztucznego wzmacniający oponę.
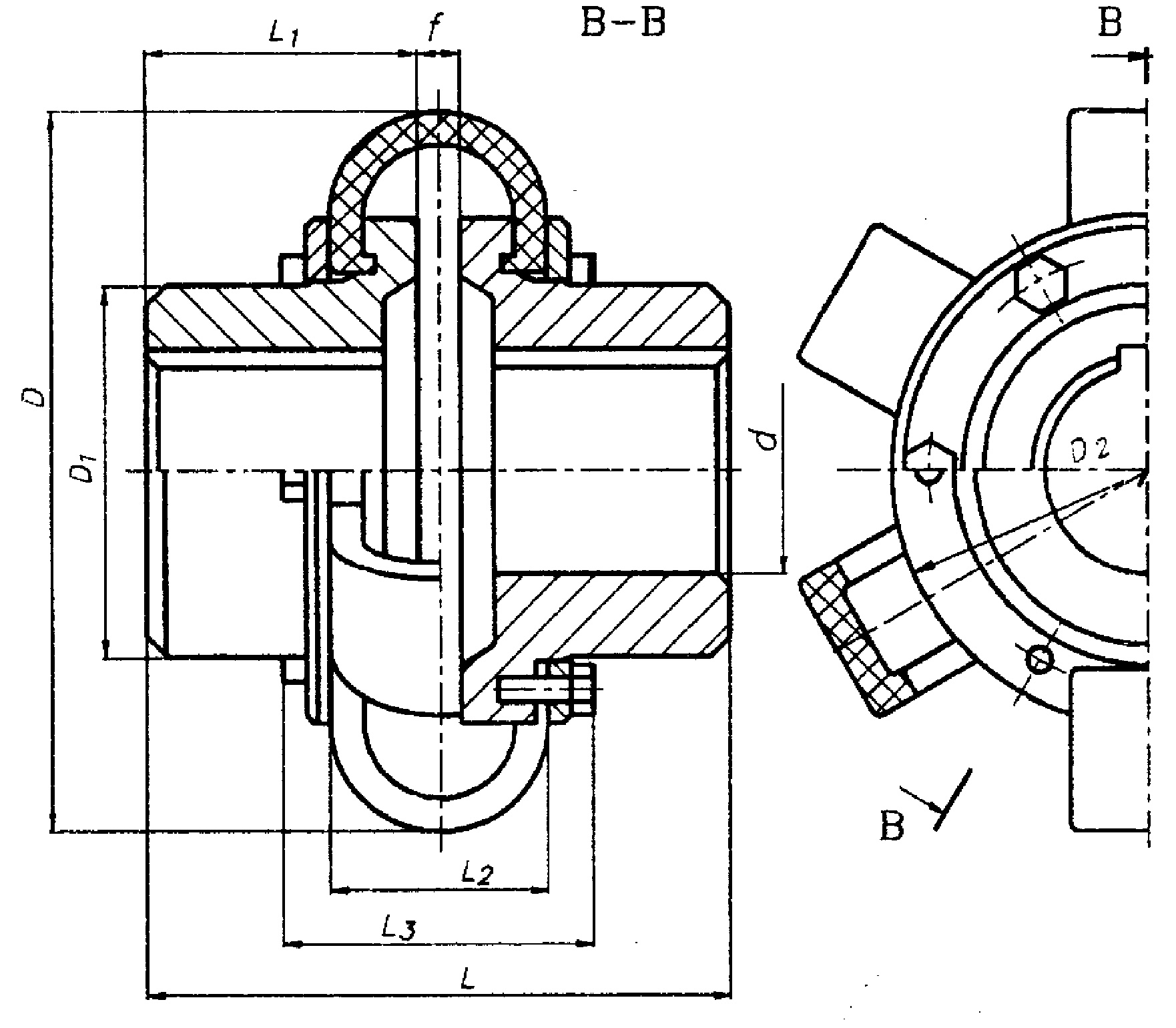
Rys. 4.4. Sprzęgło oponowe
Tablica 2.7. Wymiary sprzęgieł oponowych.
Mo kNm |
n obr/ min |
mm |
Ilość elem |
||||||||
|
|
d |
D |
D1 |
D2 |
L |
L1 |
L2 |
L3 |
f |
|
0,025 0,04 0,07 0,12 0,18 0,26 |
5000 4500 4000 3500 3000 2800 |
9 - 22 13 - 28 18 - 35 24 - 50 24 - 55 28 - 60 |
102 114 128 165 180 209 |
34 45 60 80 90 95 |
72 83 93 122 148 175 |
84 90 120 140 160 170 |
32 35 47 57 65 70 |
50 |
74 |
10 |
3 4 6 8 10 12 |
0,05 0,1 0,25 0,42 0,65 0,90 |
3500 3200 3000 2200 1800 1600 |
14 - 30 18 - 35 23 - 60 28 - 65 38 - 75 38 - 90 |
160 176 218 264 312 360 |
45 60 90 105 120 140 |
105 120 155 200 250 300 |
120 136 170 190 200 240 |
45 50 65 75 80 98 |
74 |
108 |
20 |
3 4 6 8 10 12 |
0,3 0,5 1,2 2,0 3,0 4,5 |
1900 1800 1500 1250 1100 950 |
28 - 60 33 - 70 38 - 90 58 - 110 78 - 130 88 - 140 |
300 318 376 456 528 608 |
95 115 145 180 210 220 |
195 212 260 340 415 500 |
190 215 240 300 350 360 |
70 78 93 120 140 145 |
116 |
170 |
30 |
3 4 6 8 10 12 |
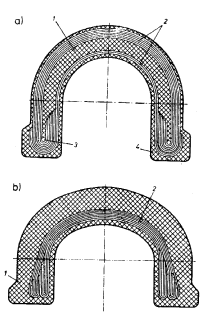
Rys. 4.5. Przekrój opony: a) z kordem na
średnicy zewnętrznej, b) z kordem na
średnicy wewnętrznej.
Przykłady sprzęgieł podatnych z łącznikiem gumowym:
Rys. 4.6. Sprzęgła podatne z wkładkami
gumowymi.
Rys. 4.7. Sprzęgło podatne z wkładką gumową
a) przekrój, b) widok ogólny przed montażem
1,2 - człony, 3 - wkładka gumowa
Rys. 4.8. Sprzęgło z nawulka-
nizownym łącznikiem gumowym
Rys.4.9. Sprzęgła podatne z nawulkanizowanymi elementami gumowymi
Rys.5.0. Sprzęgła podatne z elementami nawulkanizowanymi czołowo
Rys. 5.1. Sprzęgło podatne z pierścieniem
gumowo - metalowym
Rys. 5.2. Sprzęgło podatne palcowe z tarczą gumową wzmocnioną za pomocą metalowych tulejek
Rys. 5.3. Sprzęgło oponowe
Rys.5.4. Sprzęgło podatne przeponowe: a) do łączenia dwóch wałów, b) do łączenia wału z piastą
Rys. 5.5. Sprzęgło podwójne przeponowe
2.4.2. Sprzęgła podatne z łącznikami metalowymi.
Łącznik w tych sprzęgłach wykonany jest z reguły ze stali o dużej sprężystości. Wysoka granica sprężystości materiału łącznika pozwala na pracę sprzęgła przy znacznych odkształceniach łącznika po przyłożeniu momentu obrotowego do sprzęgła. Takim materiałem jest stal sprężynowa, przy czym w wielu rozwiązaniach konstrukcyjnych łącznikami są różnego rodzaju sprężyny. Inne spotykane kształty łączników metalowych to pręciki, sprężyny płaskie pojedyncze lub w pakietach, rurowe.
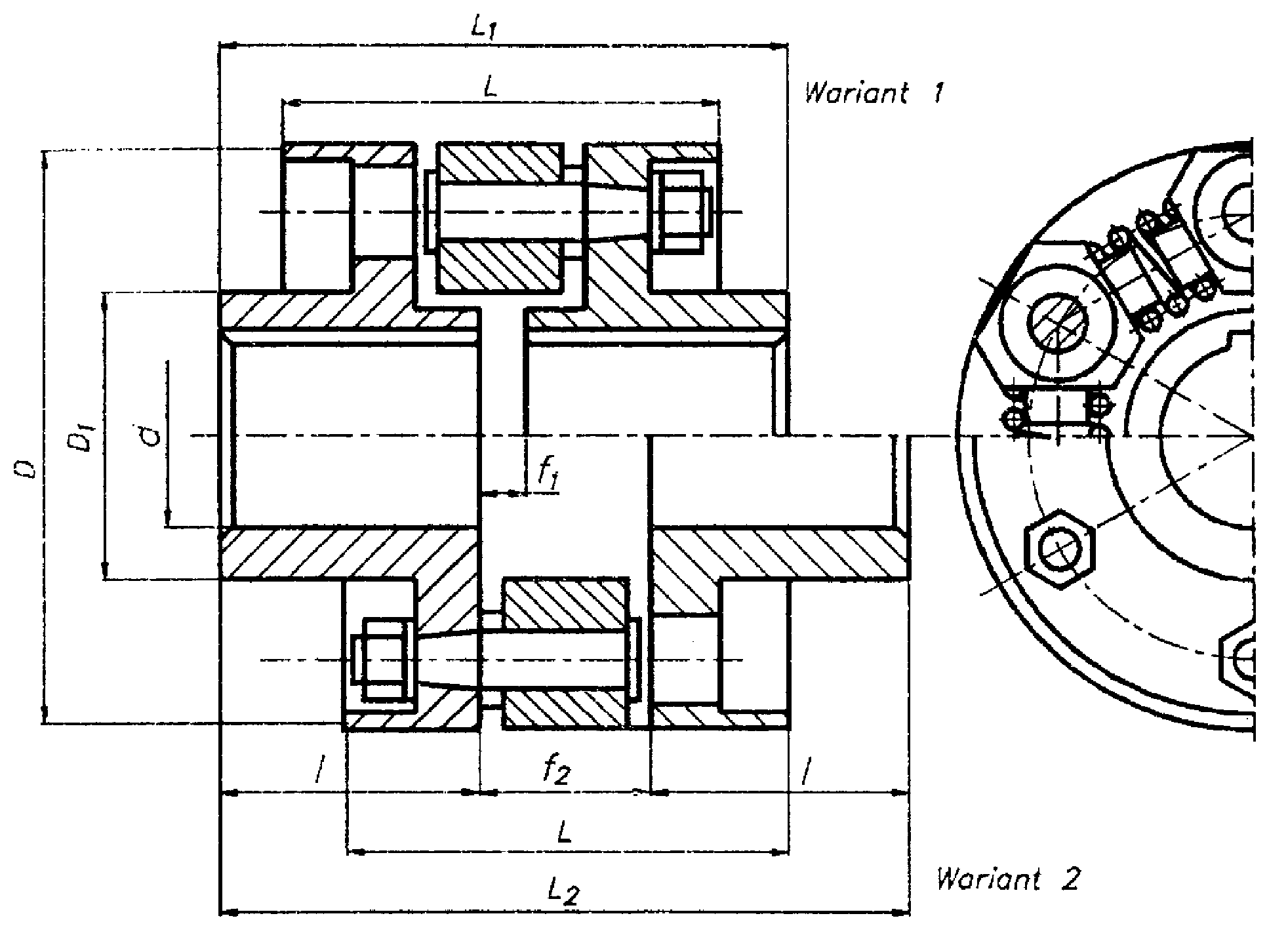
Rys. 5.6. Sprzęgło ze sprężynami śrubowymi rozłożonymi obwodowo
Tablica 2.8. Wymiary sprzęgieł ze sprężynami śrubowymi.
Mo kNm |
n obr/ min |
mm |
||||||||||
|
|
D |
L |
l |
Wariant 1 |
Wariant 2 |
||||||
|
|
|
|
|
D1 |
dmax |
f1 |
L1 |
D1 |
dmax |
f2 |
L2 |
0,047 0,07 0,10 0,135 0,18 0,26 0,375 0,55 0,79 1,09 1,43 2,12 3,0 4,35 6,2 8,95 12,75 17,95 |
4200 3800 3500 3200 2900 2600 2300 2100 1950 1800 1650 1500 1350 1200 1080 950 840 750 |
100 112 125 140 160 180 200 225 150 180 315 335 400 450 500 560 300 710 |
75 85 95 105 116 130 140 155 170 184 202 220 244 270 300 340 380 425 |
45 50 55 60 70 75 85 95 100 115 125 140 160 180 200 225 250 280 |
45 50 60 65 70 80 90 100 115 135 150 170 190 215 240 270 300 350 |
25 28 32 35 40 45 50 55 65 75 85 95 105 120 135 150 170 200 |
8 8 8 8 10 10 10 10 10 10 10 10 10 10 10 15 15 15 |
98 108 118 128 150 160 180 200 220 240 260 290 330 370 410 465 515 575 |
50 60 65 70 80 90 100 115 135 150 170 190 215 240 270 300 350 400 |
28 32 35 40 45 50 55 65 75 90 100 110 125 140 160 180 200 225 |
30 33 36 40 46 50 54 60 66 72 78 86 94 106 116 128 142 158 |
120 133 146 160 185 200 224 250 276 302 328 356 414 466 516 578 642 718 |
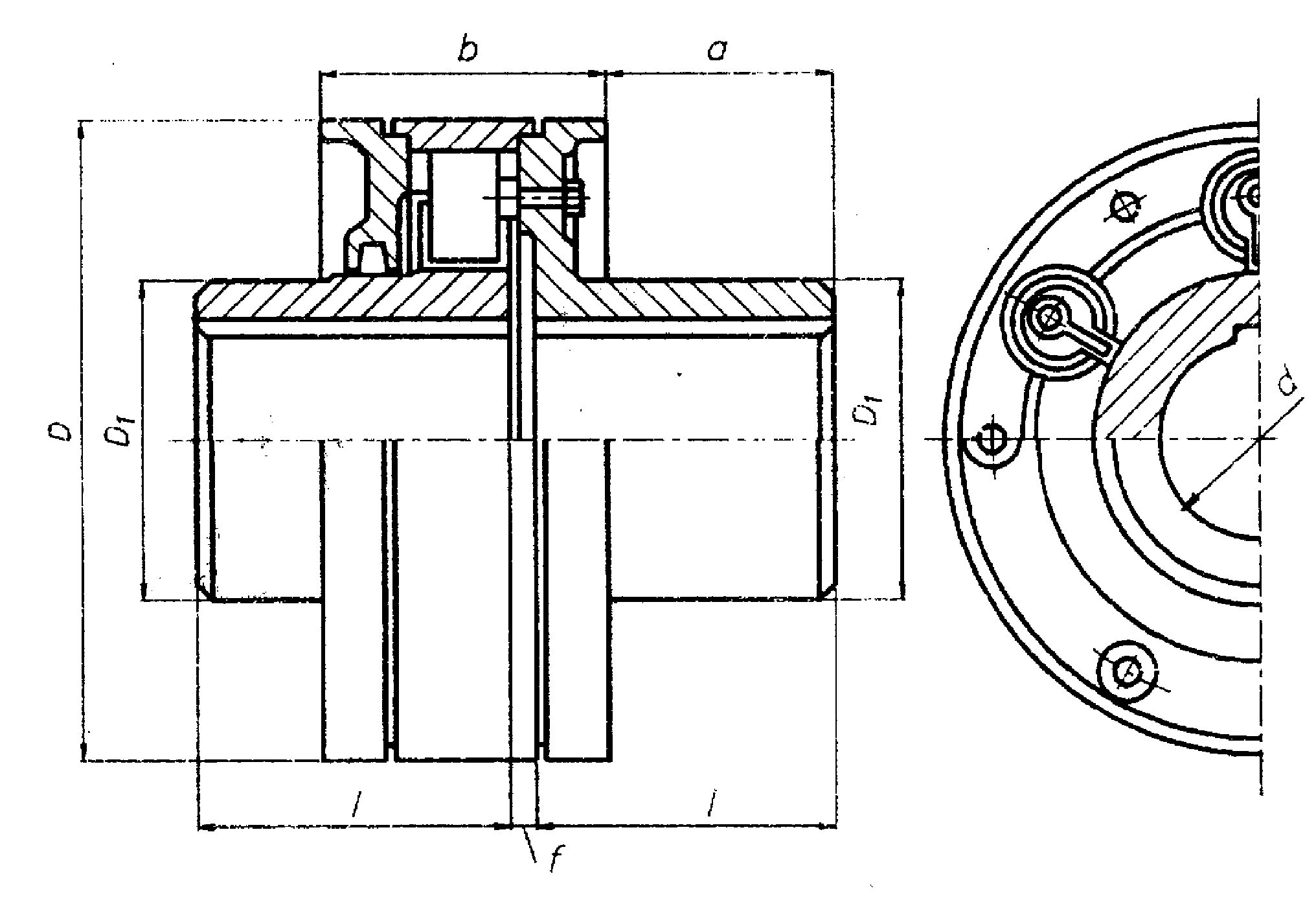
Rys.5.7. Sprzęgło ze sprężynami tulejowymi
Tablica 2.9. Wymiary sprzęgieł ze sprężynami tulejowymi.
Mo kNm |
n obr/min |
mm |
Ciężar N |
||||||
|
|
d |
D |
D1 |
l |
f |
b |
a |
|
0,143 0,215 0,288 0,43 0,575 0,716 1,07 1,43 1,86 2,3 2,87 3,58 |
3850 3850 2850 3400 3180 3180 2860 2600 2380 2230 2080 1880 |
35 35 35 45 50 50 60 75 80 85 90 100
|
185 185 185 210 225 225 250 275 300 320 345 380 |
70 70 70 90 100 100 120 150 155 160 170 180 |
50 60 70 70 80 80 90 100 100 100 120 140 |
2 2 2 2 2 3 3 4 4 4 4 5 |
60 60 60 60 60 90 90 100 100 100 100 100 |
30 40 50 50 60 60 65 75 75 75 95 115
|
80 90 100 140 190 230 320 450 520 600 750 920 |
Przykłady sprzęgieł podatnych z łącznikami metalowymi
2.5. Sprzęgła włączalne kształtowe.
Sprzęgła włączalne umożliwiają łączenie i rozłączanie wałów podczas pracy. Potrzeba włączania wynika z konieczności uruchamiania lub zatrzymania zespołu roboczego maszyny przy stale pracującym silniku, albo z potrzeby zmiany przełożenia między silnikiem a zespołem roboczym.
Proste rozwiązania przedstawiają włączalne sprzęgła kłowe i zębate. Jeden z członów jest w tym przypadku połączony z wałem w sposób nieprzesuwny, drugi zaś w sposób osiowo przesuwny Włączanie polega na takim przesunięciu członu przesuwnego, aby kły lub zęby weszły między siebie i zajęły położenie robocze. Włączanie sprzęgieł kształtowych może następować w spoczynku lub przy mało różniących się prędkościach kątowych łączonych wałów. Zaleca się, aby względna prędkość obwodowa członów nie przekraczała 1m/s.
2.5.1. Sprzęgło włączalne kłowe.
W sprzęgle tym człon przesuwany jest na wale, na którym osadzony jest za pomocą wpustu lub wielowypustu. Konstrukcja ta jak wszystkie sprzęgła kształtowe, cechuje się małymi wymiarami i prostotą.
Przy niedużych mocach i małych prędkościach stosuje się kły trójkątne ułatwiające szybkie włączanie. Stosuje się od 15 do 20 kłów. Przy większych mocach i prędkościach obrotowych stosuje się kły trapezowe z liczbą zębów od 6 do 12. Przy bardzo ciężkiej pracach stosuje się kły o zarysie prostokątnym. W przypadku kłów prostokątnych wysokość ich jest jednakowa na całej długości kła (rys.6.3a). Wysokość kłów trapezowych może być stała lub zmienna Wysokość kłów trójkątnych zmniejsza się liniowo w stronę osi wału (rys.6.3b). W drugim przypadku wykonuje się zwykle płaskie czoło sprzęgła (rys.6.3c).
Rys. 6.2. Sprzęgło włączalne kłowe. Rys. 6.3. Wykonanie kłów w sprzęgłach
kłowych: a) kły prostokątne, b) kły trójkątne c) kły trapezowe
Pewną odmianą takich sprzęgieł są sprzęgła włączalne wieloząbkowe. Mają one zęby o małych wymiarach nacięte promieniowo na czołowych powierzchniach członów. Stosowane są rozwiązania z włączaniem elektromagnetycznym (rys.6.4). Sprzęgła zębate mają człony o naciętym uzębieniu (rys.6.5), przy czym jeden z członów ma uzębienie zewnętrzne, a drugi wewnętrzne. Przesuwność jednego z członów umożliwia łączenie i rozłączanie. Kształty zębów powinny ułatwiać włączenie (rys.6.6). Stosuje się zarysy zębów ewolwentowe lub o profilu wielowypustu (rys.6.7)
Rys. 6.4. Sprzęgło wieloząbkowe sterowane elektromagnetycznie.
Rys. 6.5. Sprzęgło włączalne zębate. Rys. 6.6. Ukształtowanie zębów ułatwiające
włączanie.
Rys. 6.7. Zarysy zębów sprzęgieł zębatych włączalnych.
Elementy sprzęgieł kształtowych powinny mieć twarde powierzchnie robocze. Stosuje się stale węglowe 45, staliwo LII450, stale do nawęglania 20H, 14HG lub stale do ulepszania 40H, 40HM, 35HGS itp. Powierzchnie robocze są nawęglane i hartowane bądź ulepszane. Twardość powierzchni 45 do 60 HRC.
2.6. Sprzęgła cierne.
Sprzęgła cierne są sprzęgłami włączalnymi asynchronicznie, umożliwiającymi włączanie przy różnych prędkościach obrotowych wałów czynnego i biernego. Łączniki sprzęgła w stanie rozłączonym nie stykają się ze sobą. Włączenie sprzęgła polega na dociśnięciu łączników, wskutek czego powstają siły tarcia na powierzchniach styku. Siły te powodują obracanie się wału biernego aż do zrównania prędkości obrotowych wałów. W stanie włączonym przy zapewnieniu odpowiednio dużej siły docisku łączniki dzięki tarciu między nimi poruszają się wspólnie. W czasie włączania istnieje poślizg między łącznikami. Dzięki poślizgowi można zrealizować łagodny rozruch maszyny napędzanej o regulowanym przebiegu. Jest to ważna zaleta sprzęgieł ciernych powodująca ich szerokie stosowanie.
Istnieje bardzo wiele rozwiązań sprzęgieł ciernych różniących się kształtami łączników, kierunkiem działania siły dociskającej, sposobem wywołania siły itp.
Siła dociskająca może mieć kierunek osiowy, promieniowy lub obwodowy, w zależności od sposobu wywołania siły nacisku mówimy o sprzęgłach napędzanych mechanicznie, hydraulicznie, pneumatycznie lub elektromagnetycznie. Łączniki mogą mieć kształt tarcz, klocków lub taśm, a powierzchnie cierne mogą być płaskie, walcowe lub stożkowe (rys.6.8) Występujący poślizg powoduje nagrzewanie się powierzchni trących i łączników oraz ich zużywanie się. Fakt ten w bardzo istotny sposób wpływa na konstrukcję oraz dobór materiałów na elementy trące. Rozróżnia się przy tym dwa sposoby pracy: na sucho i na mokro. Przy pracy na sucho uzyskujemy większą wartość współczynnika tarcia. Dzięki temu potrzebne siły nacisku wypadają mniejsze, mniejsze także są wymiary sprzęgła. Występuje zużycie większe niż przy pracy na mokro. Wymagana jest regulacja luzów między łącznikami w miarę zużywania się elementów trących oraz wymiana tych elementów w trakcie eksploatacji.
Rys. 6.8. Schematy sprzęgieł ciernych.
Elementy cierne smarowane mają mniejsze współczynniki tarcia. Fakt ten trzeba rekompensować większą siłą docisku, większymi wymiarami lub zwiększeniem liczby powierzchni trących. Zaletą jest znacznie mniejsze zużycie oraz lepsze doprowadzanie ciepła ułatwione przez przepływ smaru. Czasem trudno zabezpieczyć sprzęgło przed dostaniem się smaru na powierzchnie cierne. Lepiej więc z założenia stosować sprzęgło ze smarowaniem.
2.6.1. Sprzęgła cierne włączane mechanicznie.
Sprzęgła cierne tarczowe i wielopłytkowe mają łączniki tarcz lub płytek stykających się powierzchniami czołowymi.
Przykładowe rozwiązanie sprzęgła tarczowego przedstawia rys.6.9. Tarcza cierna umieszczona jest między tarczami dociskowymi. Pokryta jest nakładkami z materiału ciernego. Tarcza ma wypusty zewnętrzne, które wchodzą w kanały tarczy zabierakowej, przez co następuje kształtowe sprzęgnięcie tarczy ciernej i zabierakowej. Ta ostatnia może być za pomocą sworzni połączona z nieuwidocznionymi elementami (piastą, tarczą, kołnierzem) osadzonymi na współpracującym wale. Tarcze dociskowe sprzęgnięte są z piastą kształtowo za pomocą wypustów i kanałków wyciętych na zewnętrznej powierzchni piasty. Tarcze dociskowe mają na swych zewnętrznych powierzchniach użebrowanie, które ułatwia odprowadzenie ciepła do otoczenia.
Rys. 6.9. Sprzęgło cierne tarczowe włączane mechanicznie.
1 - tarcza cierna, 2 - tarcza dociskowa, 3 -piasta, 4 - dźwignia, 5 - pierścień dociskowy, 6 - tarcza zabierakowa
Rys.7.0. Sprzęgło cierne z dwiema tarczami stożkowymi
1 - tarcze cierne. 2 - dźwignia włączająca, 3 - sworzeń łączący tarcze cierne z członem
Rys. 7.1. Sprzęgło cierne ze sprężyną śrubową.
1 - wał czynny, 2 - tarcza, 3 - wkręt regulacyjny, 4 - bęben cierny, 5 - dźwignia, 6 - wał bierny, 7 - tuleja włączająca, 8 - oś obrotu dźwigni włączającej, 9 - występ, 10 - sprężyna, 11 - zderzak
2.6.2. Sprzęgła cierne włączane hydraulicznie i pneumatycznie.
Włączanie hydrauliczne lub pneumatyczne może być wykonane w układzie zewnętrznym lub wewnętrznym. Włączanie zewnętrzne polega na zastosowaniu siłownika umieszczonego na zewnątrz sprzęgła i działającego poprzez mechanizm dźwigniowy.
Wewnętrzne urządzenie włączające pozostaje zatem mechaniczne.
Włączenie hydrauliczne lub pneumatyczne wewnętrzne polega na dociskaniu tarcz sprzęgła bezpośrednio przez tłok znajdujący się wewnątrz sprzęgła. W związku z tym otrzymujemy konstrukcję zwartą o mniejszej liczbie elementów ruchomych. Przykładowe rozwiązanie napędu hydraulicznego przedstawia rysunek 7.2. Olej doprowadzany jest otworami w wale, poprzez otwór 1 do komory 2. Ciśnienie oleju działając na tłok 3 powoduje, że tłok zaciska pakiet płytek 4. Tłok uszczelniony jest pierścieniami tłokowymi 5. Przy wyłączaniu następuje spadek ciśnienia, a sprężyny 6 przesuwają tłok w wyjściowe położenie. Część oleju przedostająca się poprzez pierścienie służy do smarowania i chłodzenia płytek. Nadmiar oleju odpływa otworem 7. Ogólny widok takiego sprzęgła przedstawia rys. 7.3.
Sprzęgła tego typu nie wymagają regulacji luzu występującego wskutek zużycia. W miarę zużywania zmienia się tylko skok tłoka. Sprzęgła są dobrze smarowane i chłodzone. Prędkość włączania nie jest duża, na co wpływa opóźnienie włączania wywołane czasem potrzebnym na napełnienie komory olejem. Robocze ciśnienie oleju wynosi zazwyczaj 0,5 do 1,5Mpa. Ciśnienie powrotne 0,15 do 0,3 Mpa. Lepkość oleju 10
÷5·10
Pa·s przy temperaturze 50 ˚C. Oryginalne rozwiązanie przedstawia rysunek 7.4.
Rys. 7.2. Sprzęgło cierne wielopłytkowe sterowane hydraulicznie.
1 - otwór doprowadzający olej, 2 - komora, 3 - tłok, 4 - pakiet płytek, 5 - uszczelnienie, 6 - sprężyna,
Rys. 7.3. Ogólny widok sprzęgła Rys. 7.4. Sprzęgło cierne tarczowe sterowane
ciernego wielopłytkowego stero- hydraulicznie.
wanego hydraulicznie. 1 - koło zębate, 2 - nakładka cierna, 3 - wirnik
sprzęgła, 4 - doprowadzenie oleju, 5 - łożysko
6 - korpus sprzęgła, 7 - pokrywa
Człon czynny sprzęgła ma postać wirnika 1 przeciętego szczeliną prostopadłą do osi. Powstają w ten sposób dwie elastyczne tarcze. Do szczeliny między tarczami doprowadza się olej otworem w piaście. Ciśnienie oleju powoduje rozchylenie się tarcz i dociśnięcie ich do współpracujących ścian korpusu sprzęgła wyłożonych nakładkami ciernymi.
Włączanie pneumatyczne realizowane jest podobnie jak hydrauliczne. Powietrze doprowadza się otworami poprzez wał do komory, gdzie działając na tłok zaciska płytki. Cechą włączania pneumatycznego jest szybkie włączanie. Stosowane ciśnienia są na ogół rzędu 0,4 do 0,5 Mpa. Sprzęgła pracują na sucho. Przykład włączania pneumatycznego w zastosowaniu do sprzęgła tarczowego przedstawiony jest na rysunku 7.5..
Rys. 7.5. Sprzęgło cierne tarczowe ze sterowaniem pneumatycznym.
1 - komora, 2 - tłok., 3 - tarcze cierne
Rys. 7.6. Sprzęgło cierne tarczowe
włączane za pomocą opony pne-
umatycznej.
1 - opona, 2 - sprężyna luzująca,
3 - nakładki cierne, 4 - tarcze
dociskowe, 5 - tarcza sprzęgła
2.6.3. Sprzęgła włączane elektromagnetycznie.
Włączanie sprzęgła odbywa się za pomocą elektromagnesu. Stosuje się szczególnie wtedy, gdy następuje częste i szybkie włączanie i wyłączanie. Spotykane są dwa rozwiązania. W pierwszym elektromagnes umieszczony jest w członie czynnym i wiruje wraz z nim. Prąd doprowadzany jest za pośrednictwem pierścieni ślizgowych. W drugim rozwiązaniu elektromagnes jest nieruchomy. Ułatwia to doprowadzenie prądu bez konieczności używania pierścieni ślizgowych. Trzeba jednak łożyskować zespół elektromagnetyczny względem wirujących elementów łożyska.
Rysunek 7.7 przedstawia sprzęgło w wykonaniu pierwszym. Cewka elektromagnesu 14 umieszczona jest w członie czynnym 2. Zwora elektromagnesu 4 umieszczona jest ruchomo na tulei 3. Po włączeniu prądu następuje przyciąganie zwory do członu z elektromagnesem i zaciśnięcie między nimi pakietu płytek zewnętrznych 7 i wewnętrznych 8. Płytki zewnętrzne obracają się i poprzez zabierak 1 (człon bierny) poruszają elementy z nimi połączone. W omawianym przypadku elementem tym jest koło zębate. Po wyłączeniu prądu sprężyny 6 rozsuwają tarcze do osiągnięcia luzu ustalonego za pomocą nakrętki regulacyjnej 5. Prąd stały o napięciu 24 V doprowadzany jest poprzez masę (od bieguna ujemnego) oraz poprzez pierścień ślizgowy 10 (od bieguna dodatniego). Pierścień jest izolowany izolacją11 i 12. Do pierścienia ślizgowego prąd doprowadzany jest przez szczotki węglowe dociskane sprężyna
mi. Ogólny widok sprzęgła przedstawia rys. 7.8.
Rys. 7.7. Sprzęgło cierne wielopłytkowe sterowane elektromagnetycznie z pierścieniami ślizgowymi
1 - człon bierny (zabierak), 2 - człon czynny (korpus), 3 - tulejka, 4 - zwora, 5 - nakrętka regulacyjna, 6 - sprężyna luzująca, 7 - płytki zewnętrxne, 8 - płytki wewnętrzne, 9 - tarcza dociskowa, 10 - pierścień ślizgowy, 11- izolacja, 12 - tarcza izolacyjna. 13 - cewka
2.6.4. Płytki sprzęgieł ciernych wielopłytkowych.
Płytki sprzęgieł wielopłytkowych wykonywane są w postaci pierścieni. Grubość płytek wynosi przeciętnie od 1 do 4 mm. Stosunek średnic wewnętrznej do zewnętrznej przeciętnie około 0,6 w przypadku okładzin z tworzyw organicznych oraz 0,8 dla płytek bez okładzin lub z okładzinami ze spieków.
Na obwodzie zewnętrznym lub wewnętrznym pierścienia wykonane są nacięcia lub występy, których zadaniem jest przeniesienie momentu na człony sprzęgła. Kształty ich są przedstawione na rys. 7.8.
Rys.7.8. Płytki sprzęgieł ciernych: a) płytki zewnętrzne, b) płytki wewnętrzne
Nacięcia i występy w kształcie zębów są wykonywane najczęściej jako uzębienia ewolwentowe. Przy zaciskaniu i luzowaniu płytek powinny one swobodnie się przesuwać osiowo w rowkach lub na wypustach członu sprzęgła. Przeciwdziała temu tarcie między płytkami i członami. Wskutek tego następuje zmniejszenie siły docisku przenoszonej na kolejne płytki, a tym samym zmniejszenie przenoszonego momentu. Spadek momentu jest tym większy, im większa liczba płytek. Drugim ujemnym skutkiem wspomnianego tarcia jest fakt, że po wyluzowaniu sprzęgła płytki nie odsuwają się, ale trą o siebie, powodując występowanie momentu resztkowego. Z tych względów nie zaleca się stosowanie zbyt dużej liczby płytek. Nie zaleca się przekraczać 15 do 21 powierzchni ciernych. Dla zmniejszenia tarcia powierzchni ciernych przy zluzowanym sprzęgle stosuje się urządzenia pomagające w odsuwaniu się płytek. Mogą to być sprężyny odgięte z płytki lub przynitowane do niej, albo specjalne pierścienie sprężynujące (rys. 7.9). Wykonuje się także płytki wstępnie odkształcone w postaci stożkowej lub sinusoidalnej odkształcające się sprężyście.
Na powierzchniach ciernych płytek pracujących w oleju wykonuje się różnego rodzaju rowki lub nacięcia (rys. 8.0). Przy zaciskaniu płytek pracujących w oleju powstaje najpierw tarcie płynne między powierzchniami i dopiero po wyciśnięciu oleju może powstać tarcie mieszane lub suche. Rowki lub nacięcia przyspieszają wyciśnięcie oleju, wskutek czego szybciej powstaje tarcie mieszane i szybciej narasta moment tarcia. Podobnie przy rozłączeniu występuje szybszy spadek momentu. Ponadto moment resztkowy jest mniejszy.
Rys.7.9. Sposoby uzyskania luzowania płytek w sprzęgłach wielopłytkowych: a)sprężynki odginane, b) sprężynki przynitowane, c) sfalowane pierścienie sprężynujące, d) sinusoidalne ukształtowanie płytek, e) stożkowe ukształtowanie płytek
Rys. 8.0. Rowkowanie płytek: a) rowki promieniowe, b) rowki krzyżowe, c,d) rowkowanie falowe, e) rowki styczne, f) rowki spiralne
2.6.5. Materiały par ciernych w sprzęgłach ciernych.
Na pary cierne, to jest współpracujące powierzchnie cierne w sprzęgłach ciernych, stosowane są różnorodne materiały. Wymaga się od nich dużego współczynnika tarcia możliwie stałego w różnych warunkach pracy, odporności na ścieranie, odporności na podwyższone temperatury, dobrego odprowadzania ciepła, łatwości formowania i obróbki itp. Na ogół trudno znaleźć materiały w równym stopniu spełniające te wszystkie wymagania.
Ogólnie możemy podzielić materiały par ciernych na dwie grupy, a mianowicie materiały metalowe oraz specjalne materiały cierne. Materiały metalowe cechuje duża odporność na zużycie, co pozwala na stosowanie dużych nacisków, oraz dobre odprowadzanie ciepła. natomiast współczynniki tarcia są małe.
Ogólnie możemy podzielić materiały par ciernych na dwie grupy, a mianowicie materiały metalowe oraz specjalne materiały cierne. Materiały metalowe cechuje duża odporność na zużycie, co pozwala na stosowanie dużych nacisków, oraz dobre odprowadzanie ciepła. Natomiast współczynniki tarcia są małe.
Stosować można różne materiały metalowe, a więc stal, żeliwo oraz materiały kolorowe (brązy).
Pary cierne metalowe najczęściej pracują w oleju, co zapewnia małe zużycie oraz dobre chłodzenie. Zmniejszenie współczynnika tarcia rekompensuje się dużymi wartościami nacisków.
Częste zastosowanie mają specjalne materiały cierne o dużym współczynniku tarcia. Ze względu na niską wytrzymałość są one nakładane jako tak zwane okładziny cierne na płytki metalowe.
Poza rzadziej stosowanymi materiałami naturalnymi, takimi jak korek, drewno, skóra, stosuje się specjalne fabrykowane okładziny, które ogólnie można podzielić na organiczne i nieorganiczne. W organicznych środkiem wiążącym są materiały organiczne, przede wszystkim żywice oraz kauczuki. Wypełniacz stanowią surowce naturalne, najczęściej azbest jako -materiał odporny na podwyższone temperatury. Dla zwiększenia odprowadzania ciepła oraz zmniejszenia ścieralności dodaje się zbrojenie z drutu miedzianego, mosiężnego lub cynkowego. Ponadto dodawane są proszki zwiększające tarcie, np. węgliki krzemu i proszki metali. Komponenty materiału nasyca się żywicą. Stosuje się różne technologie, np. nasycanie taśmy azbestowej żywicą i formowanie prefabrykatów okładzin, formowanie rury ciętej następnie na pierścienie stanowiące okładziny oraz prasowanie. Okładziny nieorganiczne wykonywane są ze spieków metali, a więc wytwarzane przez prasowanie proszków metali w wysokich temperaturach i pod wysokim ciśnieniem. Stosowane metale to miedź, żelazo, cyna, ołów i brąz z dodatkiem grafitu i krzemionki. Okładziny takie są bardzo dobre, przede wszystkim ze względu na dobre odprowadzanie ciepła, są jednak drogie. Podobnie wykonuje się okładziny ze spieków ceramiczno-metalowych. Dodatek materiałów ceramicznych podnosi współczynnik tarcia i odporność na ścieranie.
Okładziny cierne organiczne mają grubości kilku do kilkunastu milimetrów i są na ogół nitowane do tarcz metalowych. Okładziny ze spieków są cieńsze, o grubości przeważnie w zakresie 1÷3 mm i są klejone do tarcz sprzęgłowych, lub wykonywane natryskowo wprost na tarczach.
2.6.6. Mechanizmy przełączania sprzęgieł sterowanych.
Mechanizm przełączania sprzęgła przenosi ruch od zewnętrznego elementu włączającego na elementy sprzęgła. Pomijamy tu wewnętrzne włączenie hydrauliczne, pneumatyczne i elektromagnetyczne. Jeżeli skok elementu zewnętrznego wynosi h, zaś konieczna droga włączania elementu sprzęgła wynosi s, to mechanizm powinien zapewnić przełożenie
Jednocześnie w celu uzyskania odpowiedniej siły sprzężenia sprzęgła Q należy na elemencie zewnętrznym wywrzeć siłę P wynikającą z wzoru
gdzie η to sprawność mechanizmu.
W sprzęgłach kształtowych s określa się z wymiarów kłów lub zębów. W sprzęgłach ciernych s zależy od luzu między powierzchniami ciernymi. Luz ten wynosi dla sprzęgieł tarczowych pracujących w smarze 0,4 do 0,6 mm, dla sprzęgieł tarczowych z tarczami suchymi metalowymi od 0,7 do 1 mm, dla sprzęgieł tarczowych z tarczami pokrytymi nakładkami ciernymi od 1 do 1,5 mm. Dla sprzęgieł stożkowych metalowych od 0,5 do 1 mm, zaś z nakładkami ciernymi od 1,5 do 2 mm. Dla sprzęgieł ze sprężyną śrubową około 1 mm. Sprzęgło może być stale zluzowane i włączane na czas pracy lub stale sprzężone i wyłączane w razie potrzeby. Przełączenie sprzęgła przy mniejszych siłach dokonywane jest ręcznie lub nożnie. Można liczyć na siłę ręki w granicach od 80 do 300 N. Ruch ręki nie powinien być większy od 75 cm, ruch nogi do 18 cm.
Zewnętrzna siła przenoszona jest poprzez łożysko ślizgowe lub toczne na nasuwę, która może przesuwać się wzdłuż wału.
Rysunek 8.1 przedstawia rozwiązanie mechanizmu zewnętrznego. W tym przypadku zastosowana jest dźwignia ręczna. Na nasuwę nałożony jest pierścień ślizgowy, który jest przesuwany poprzez przeguby.
Dźwignia może być napędzana nie wprost ręką lub noga, lecz za pomocą dodatkowej przekładni, np. przekładni zębatkowej.
Przy większych siłach stosuje się napęd za pomocą siłowników hydraulicznych lub pnumatycznych. Przykład rozwiązania napędu pneumatycznego przedstawia rys. 8.2. Przeniesienie napędu od nasuwy do członów lub łączników sprzęgła odbywa się za pomocą różnorodnych mechanizmów wewnętrznych. Mechanizmy te powinny być samohamowne, aby sprzęgło nie włączało ani wyłączało się samoczynnie. Nasuwa powinna być odciążona od większych sił w położeniach skrajnych. Siła docisku powinna być możliwie stała, mało zależna od zużycia. Przy większym zużyciu konieczna jest możliwość regulacji tej siły.
Szereg przykładowych schematów mechanizmów wewnętrznych przedstawia rysunek 8.3.
Rys.8.1. Mechanizm przełączenia sprzęgła.
Rys. 8.2. Zewnętrzne sterowanie pneumatyczne sprzęgieł włączalnych.
1 - nasuwa, 2 - pierścień ślizgowy, 3 - przegub, 4 - dźwignia
Rys.8.3. Schematy mechanizmów przełączania sprzęgieł ciernych, Pn - siła nastawcza, Pw - siła włączająca.
2.7. Sprzęgła odśrodkowe.
Sprzęgła odśrodkowe mają luźne łączniki, które przy obrocie członu czynnego sprzęgła są dociskane wskutek bezwładności do części biernej. Sprzężenie następuje przez tarcie, z tym, że włączanie następuje samoczynnie po osiągnięciu odpowiedniej prędkości obrotowej. Ponieważ siła docisku, którą jest odśrodkowa siła łączników zależy od masy łączników i kwadratu prędkości kątowej, a więc charakterystyka sprzęgła, zależność momentu tarcia od prędkości obrotowej, jest paraboliczna. Im większa masa, tym charakterystyka bardziej stroma. W czasie rozruchu, kiedy występuje poślizg, moment tarcia określany jest przez wartość kinematycznego współczynnika tarcia. W trakcie ruchu ustalonego, kiedy nie ma poślizgu, moment tarcia jest określany przez statystyczny współczynnik tarcia i jest odpowiednio większy, na ogół o 20 do 30 % od momentu dynamicznego. Poza samoczynnym włączaniem sprzęgło odśrodkowe ma wszelkie cechy sprzęgła ciernego.
Sprzęgła takie używane są jako sprzęgła rozruchowe. Przy rozruchu maszyny następuje wzrost momentu, powodujący łagodne rozpędzanie członu biernego i połączonych z nim elementów maszyny aż do zrównania prędkości obrotowych. Po wyłączeniu napędu następuje spadek prędkości obrotowej i rozłączenie sprzęgła.
Sprzęgło może także działać jako przeciążeniowe, zabezpieczając przed nadmiernymi wartościami przenoszonego momentu. Poślizg przeciążeniowy wystąpi po przekroczeniu wartości momentu statycznego odpowiadającego danej prędkości obrotowej.
Łączniki mogą być wykonane w postaci większych elementów;
Rozróżnia się dwie odmiany konstrukcyjne, a mianowicie: z czynnym wirnikiem i czynną obudową. W pierwszej wirnik połączony jest z członem czynnym i wprawia w ruch łączniki, w drugim z członem czynnym połączona jest obudowa.
Rys. 8.4. Sprzęgło odśrodkowe klockowe z czynnym wirnikiem
1 - wirnik, 2 - klocki. 3 - człon bierny (koło pasowe), 4 - pokrywa
Rysunek 8.4 przedstawia sprzęgło odśrodkowe klockowe, będące przekładem sprzęgła z czynnym wirnikiem. Człon czynny (wirnik) tworzy tuleję z trzema występami. Klocki 2 nasunięte są na występy. Klocki pokryte są na obwodzie wykładziną cierną. Człon bierny 3 jest w tym wypadku jednocześnie kołem pasowym. Klocki osadzone są luźno. W stanie sprzęgniętym dociśnięte są swoim obwodem do wewnętrznego obwodu członu biernego. Pokrywa 4 zabezpiecza klocki przed wypadnięciem, a jednocześnie ułatwia ich wymianę.
Inne rozwiązanie przedstawia rysunek 8.5. Klocki 2 są tutaj ściągnięte sprężynami 3. Dzięki temu unikamy tarcia klocków przy małych prędkościach obrotowych. Sprzęgło zaczyna działać dopiero po przekroczeniu prędkości obrotowej, której wartość można regulować wstępnym napięciem sprężyny.
Rys. 8.5. Sprzęgło odśrodkowe klockowe
1 - wirnik, 2 - klocki, 3 - sprężyny, 4 - nakładki cierne
Rysunek 8.6 przedstawia sprzęgło kulkowe. Wirnik 1 z łopatkami stanowi człon czynny. Obudowa 2, stanowiąca człon bierny, jest łożyskowana ślizgowo 3 na tulei wirnika. Jest ona połączona za pomocą sworzni z podatnymi wkładkami 4 z tarczą 5, którą osadza się na wale biernym. Kulki o średnicy 5÷10 mm znajdują się w przestrzeniach międzyłopatkowych. Łopatki wirnika przy ruchu obrotowym wprawiają w ruch kulki. Te zaś wskutek bezwładności dociskane są do obudowy. Siła tarcia między kulkami a obudową powoduje obrót obudowy i przeniesienie momentu z łopatek przez kulki na obudowę. Stromość charakterystyki, a więc wartość momentu jaki może być przeniesiony przy danej prędkości obrotowej, reguluje się liczbą kulek. Wyrównoważenie sprzęgła wymaga umieszczenia jednakowej liczby kulek w każdej komorze sprzęgła. Dla zmniejszenia zużycia kulki smaruje się smarem stałym.
Rys. 8.6. Sprzęgło odśrodkowe kulkowe
1 - wirnik, 2 - człon bierny, 3 - łożyskowanie członu biernego, 4 - sworznie, 5 - tarcza sprzęgła podatnego, 6 - kulki
Sprzęgło śrutowe z czynnym wirnikiem przedstawione jest na rysunku 8.7.. Na wirniku umocowane są dwie łopatki. Do wnętrza obudowy nasypuje się śrut. Przy ruchu obrotowym łopatki wprawiają śrut w ruch, co powoduje rozłożenie się jego na obwodzie obudowy i dociśnięcie się do niej. Łopatki poprzez śrut napędzają obudowę, jak ilustruje to rysunek 8.8.
Rys. 8.7. Sprzęgło odśrodkowe śrutowe z czynnym wirnikiem
1 - korpus sprzęgła (człon czynny), 2 - łopatki, 3 - człon czyny, 4 - tarcza sprzęgła podatnego, 5 - łożyskowanie, 6 - uszczelnienie, 7 - otwór do zasypywania śrutu
Sprzęgło wykonywane jest w wersji spawanej lub odlewanej (staliwo). Łopatki , w celu uodpornienia ich przed nadmiernym zużyciem, wykonane są ze stali stopowej 35HGS oraz hartowane powierzchniowo do twardości HRC 45÷50. W sprzęgłach śrutowych używa się śrutu z żeliwa białego, stosowanego do piaskowania odlewów, lub z drutu stalowego o granulacji 0,8÷1,5 mm.
Rys. 8.8. Układanie się śrutu w sprzęgle odśrodkowym w zależności od prędkości kątowej
Sprzęgło śrutowe z czynną obudową przedstawione jest na rysunku 8.9. Obudowa wykonana ze stopu lekkiego połączona jest z tuleją na wale czynnym. Wirnik łożyskowany jest na tulei 1, a połączony z tuleją 3 osadzoną na wale biernym. Wirnik wykonany jest z blachy stalowej o grubości 2 do 5 mm. Śrut nasypywany jest przez specjalny otwór. Uszczelnienia zabezpieczają przed dostaniem się sproszkowanego śrutu do łożysk. Ruch obudowy powoduje układanie się śrutu na jej obwodzie. Warstwa śrutu zabiera łopatki wirnika powodując jego obrót.
Rys. 8.9. Sprzęgło śrutowe z czynną obudową
1 - obudowa, 2 - śruby łączące części obudowy,3 - łopatki, 4 - człon bierny, 5,6 - łożyskowanie obudowy, 7,8 - uszczelnienie
2.8. Sprzęgła bezpieczeństwa.
Sprzęgła bezpieczeństwa mają za zadanie samoczynne rozłączenie wałów przy wystąpieniu nadmiernego, niebezpiecznego dla elementów maszyny, obciążenia. W ten sposób chronią elementy maszyny przed zniszczeniem. Każde sprzęgło włączalne jest sprzęgłem bezpieczeństwa, ponieważ rozłącza się po przekroczeniu maksymalnego momentu. Właściwie sprzęgło bezpieczeństwa jest sprzęgłem stale włączonym, rozłączającym się przy określonej wartości momentu. Moment maksymalny , przy którym sprzęgło się rozłącza, powinien być mniejszy od momentu niebezpiecznego dla maszyny i odpowiednio większy od momentu nominalnego, aby nie następowało niepotrzebne rozłączanie przy dopuszczalnych przekroczeniach wartości momentu nominalnego.
Prostym rozwiązaniem jest zastosowanie elementów łączących które ulegają zniszczeniu po przekroczeniu zadanego momentu(rys.9.0). Najczęściej jest to kołek ulegający ścinaniu. Czasem dla realizacji tego celu na kołkach wykonuje się karby obrączkowe. Kołki bezpieczeństwa mogą być zastosowane jako dodatkowy element do każdego typu sprzęgła, jeżeli zachodzi konieczność ochrony przed przeciążeniem.
Rys.9.0. Zastosowanie kołków ścinanych w sprzęgłach bezpieczeństwa.
Rysunek 9.1 przedstawia sprzęgło bezpieczeństwa kształtowe ( kłowe ). W tym przypadku kły są umieszczone na czołowych powierzchniach członów czynnego i biernego. W tulei umieszczona jest sprężyna dociskowa. Nakrętka poprzez łożysko osiowe ustala napięcie sprężyny, a tym samym siłę docisku i moment rozłączający. Przy przekroczeniu momentu maksymalnego sprzęgło rozłącza się, a po spadku jego wartości ponownie się włącza.
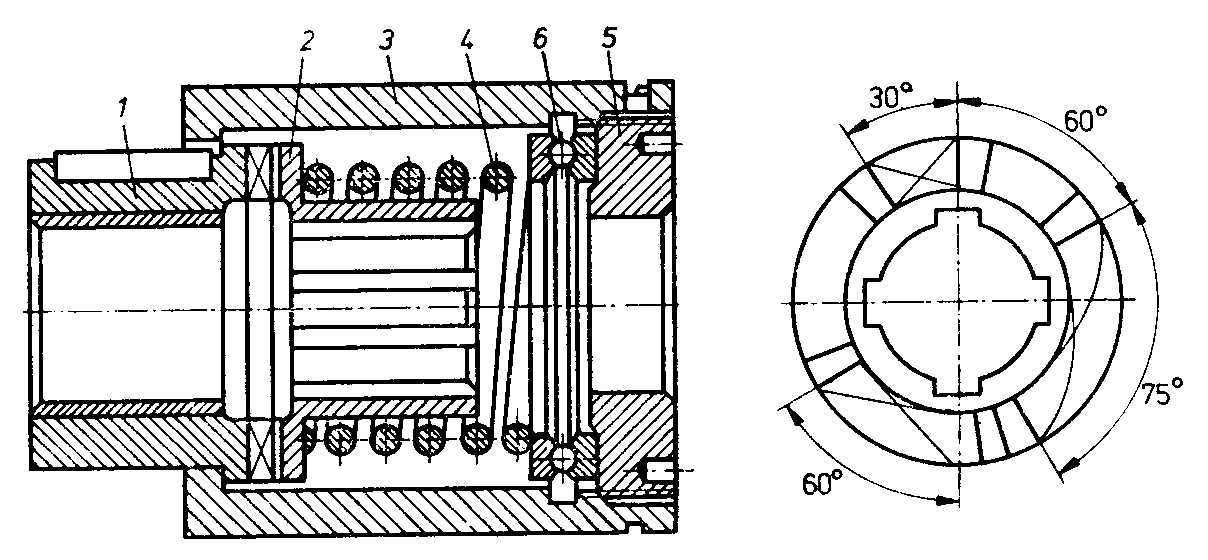
Rys.9.1. Sprzęgło bezpieczeństwa kłowe.
1 - człon czynny, 2 - człon bierny, 3 - tuleja, 4 - sprężyna, 5 - nakrętka ustalająca, 6 - łożysko oporowe
Podobnie działa sprzęgło kulkowe. Kulki współpracują z występami na jednym lub obu członach dociskane sprężyną centralną lub kilkoma sprężynami rozmieszczonymi na obwodzie. Jako sprzęgła bezpieczeństwa stosuje się często sprzęgła cierne. Nadaje się do tego celu każdy typ sprzęgła. W miejsce sterowanego docisku tarcz stosuje się docisk regulowany za pomocą sprężyny.
Rys. 9.2. Sprzęgło bezpieczeństwa
kulkowe
1 - człon czynny, 2 - kulki
3 - człon bierny
2.9. Sprzęgła jednokierunkowe.
Sprzęgła te służą do przenoszenia momentu w jednym kierunku. Moment przenoszony jest, jeżeli prędkość kątowa wału czynnego jest większa od prędkości kątowej wału biernego przy tym samym kierunku ruchu. W ten sposób napęd przenosi się na człon bierny do momentu jego rozpędzenia, po czym sam się wyłącza.
Przeniesienie momentu może być rozwiązane w sposób kształtowy lub cierny. W sprzęgłach kształtowych łącznikiem są zapadki.
Rys.9.3. Sprzęgło zapadkowe: a) z zapadką zewnętrzną, b) z zapadką wewnętrzną
Rys.9.4. Zalecany kształt koła zapadkowego
i zapadki
Proste rozwiązania stosowane w mechanizmach ręcznych przedstawia rys.9.3. Przedstawione są dwa możliwe warianty z zapadką zewnętrzną i wewnętrzną. Sprzęgło składa się z tarczy uzębionej i zapadki umocowanej na elemencie współpracującym. Przy obrocie wału w kierunku wskazanym strzałką zapadka nie łączy elementów współpracujących. Przy obrocie wału w kierunku przeciwnym następuje przeniesienie ruch przez zapadkę lub unieruchomienie, jeżeli zapadka osadzona jest na elemencie nieruchomym.
Zalecany kształt koła zapadkowego przedstawiony jest na rys. xxx. Średnica koła stycznego do zarysu zębów:
D1= 0,3D
Podziałka zębów:
t =
Liczbę zębów przyjmuje się od 6 do 20. Wymiary zęba w zależności od podziałki:
szerokość b = (0,8÷1,2) t
wysokość h = 0,35 t
długość grzbietu c = 0,35 t
Przykład rozwiązania sprzęgła zapadkowego przy napędzie mechanicznym przedstawia rys.9.5..
Zapadki poruszają człon napędzany w kierunku wskazanym strzałką. W chwili gdy część napędzana ma większą prędkość od napędzanej, zapadki przestają pracować i zostają wciśnięte w swoje gniazda. Jeżeli prędkość członu napędzanego stanie się mniejsza od członu napędzającego, wtedy dźwigienki 2 spowodują wysunięcie się zapadek i ponowne ich działanie. Zapadki pracują hałaśliwie, ponadto przy ich włączeniu powstają uderzenia. W związku z tym stosuje się je do napędów wolnobieżnych.
Rys.9.5. Konstrukcja sprzęgła
zapadkowego
1 - zapadki, 2 - dźwigienki
włączające
Jako graniczną wartość prędkości obrotowej można przyjąć 100 do 150 obr/min. Wad powyższych unika się stosując zapadki cierne (rys.9.6). Koło zapadkowe jest kołem ciernym. Przy ruchu koła w kierunku przeciwnym do wskazanego strzałką zapadka ślizga się po kole. Przy obrocie w lewo siła tarcia zakleszcza zapadkę, w związku z czym następuje napędzanie części biernej połączonej z zapadką lub unieruchomienie, jeżeli zapadka osadzona jest na elemencie nieruchomym.
Rys.9.6. Zapadka cierna zewnętrzna.
Z układu sił w stanie zakleszczenia wynika, że siła obwodowa wynikająca z momentu równa jest sile tarcia
P = T < μ N
Ponadto
T = N tg φ
Z porównania obu wzorów wynika warunek zakleszczenia
tg φ<μ
Kąt φ przyjmuje się na ogół 4˚ do 5˚. Dla zwiększenia siły tarcia stosuje się zapadki klinowe (rys.9.7)
Możemy wtedy liczyć na pozorny współczynnik tarcia
μ
µ´ = sinα
co przy kątach równych α równych 15º do 25º pozwala na stosowanie wartości kata φ równych 10º do 20º.
Najczęściej stosowane są sprzęgła cierne z łącznikami w postaci kulek lub wałków. Elementy te rozłożone są między bieżniami członu czynnego i biernego.
Przy zastosowaniu kulek lub wałeczków cylindrycznych (rys.9.8) bieżnie są tak ukształtowane, że przy prędkości kątowej wału czynnego większej od prędkości wału biernego następuje zakleszczanie kulek lub wałków. W sytuacji przeciwnej następuje luzowanie się łączników. Powierzchnie zakleszczające AB ukształtowane mogą być wg spirali Archimedesa, spirali logarytmicznej łuku okręgu lub prostej.
Rys.9.8. Sprzęgło jednokierunkowe
Rolkowe: a) z powierzchnią spiralną
b) z powierzchnią prostą
1 - sprężyny, 2 - popychacze,
3 - gwiazda, 4 - obejma
5 - rolki
Teoretycznie najwłaściwsze jest ukształtowanie powierzchni wg spirali logarytmicznej, gdyż wtedy kąt zakleszczania α jest na całej długości wycięcia (rys.9.8a). Ze względu na prostotę wykonania częściej stosuje się jednak powierzchnie płaskie (rys.9.8b).
Łączniki powinny być dociskane do bieżni, gdyż w przypadku luzu nie mogłyby przetoczyć się w położenie zakleszczania. Docisk ten jest zapewniony w opisanym przypadku za pomocą sprężyn 1 i popychaczy 2.
Rozwiązanie popularnego sprzęgła jednokierunkowego w zastosowaniu do rowerów przedstawia rys.9.9.
Gdy prędkość obrotowa koła łańcuchowego osadzonego na piaście 1 stanie się większa od prędkości piasty koła roweru 2, wtedy wałeczki 3 zostają wciągnięte w przestrzeń 4 i zaklinowane.
Rys.9.9. Sprzęgło jednokierunkowe w zastosowaniu do rowerów.
1 - piasta koła łańcuchowego, 2 - piasta koła roweru, 3 - wałeczki, 4 - komora zakleszczająca
Innym rozwiązaniem sprzęgła jest zastosowanie cylindrycznych powierzchni członów zamiast specjalnego ukształtowania łączników umożliwiających ich zakleszczanie. Przykład takiego rozwiązania przedstawia rys. 10.0. Łączniki 3 opasane są sprężyną, zapewniającą wstępny docisk łącznika do powierzchni członów. Przy ruchu członu 1 w kierunku wskazanym strzałką i przy prędkości jego przewyższającej prędkość członu 2 następuje przekręcenie się łączników i ich zakleszczenie. Przy prędkości mniejszej łączniki się obracają w stronę przeciwną i luzują.
Elementy członu współpracujące z łącznikami wykonuje się ze stali stopowych 20H, 40H, N10, 17HGN. Powierzchnie hartuje się lub nawęgla i hartuje do twardości 50 do 60 HRC na głębokość 0,8 do 1,8 mm. Wymagana jest chropowatość mniejsza od Ra=0,63 μm, zaś przy prędkościach większych od 6 m·sˉ1 mniejsza od Ra=0,16 μm. Łączniki wykonuje się ze stali stopowych narzędziowych N8E, N10E i hartuje powierzchniowo do twardości 59 do 62 HRC.
Smaruje się smarem o małej lepkości 10ˉ2÷5·10ˉ2 Pa·s przy temperaturze 50°C. Przy mniejszych prędkościach smarem plastycznym.
Opisane sprzęgła były typowymi sprzęgłami zwykłymi jednostronnymi. Wykonywane są także sprzęgła bardziej złożone, mogące przenosić napęd między większą liczbą członów i w różnych kierunkach.
Rys.10.0. Sprzęgło jednokierunkowe z niekołowymi łącznikami.
1,2 - człony sprzęgła, 3 - łącznik, 4 - sprężyna
Zestawienie typów sprzęgieł z uwzględnieniem ich warunków pracy
Typ sprzęgła |
Warunki pracy |
Sprzęgła sztywne |
Sprzęgła sztywne służą do łączenia wałów sztywnych dokładnie wzajemnie ustawionych, przy których nie przewiduje się ani trudności ustalenia wzajemnego osi, ani możliwości zmian tego położenia podczas pracy. O konstrukcji sprzęgła decyduje przenoszone obciążenie, wymiary zewnętrzne oraz łatwość montażu i demontażu bez konieczności osiowego przesuwania wału .Połączenie elementów sprzęgła może być połączeniem kształtowym lub ciernym, lub kształtowo-ciernym. Charakterystyka sprzęgła sztywnego jest liniowa. |
Sprzęgła samonastawne |
Sprzęgła samonastawne umożliwiają niewielkie zmiany względnego położenia osi wałów . Zmiany położenia mogą mieć charakter trwały lub wolno zmieniający się w czasie. Takie zmiany są wynikiem wadliwego montażu, a więc niedokładnego ustawienia łączonych zespołów maszyny. Mogą one także wystąpić w trakcie eksploatacji na skutek osiadania fundamentów, trwałego odkształcania się elementów łączonych zespołów, zużycia elementów wskutek rozszerzalności cieplnej. Zmiany -takie mogą także zachodzić jako względne ruchy występujące w trakcie pracy maszyn. Występuje to szczególnie wtedy, gdy łączone zespoły mogą wykonywać względne ruchy ze względu na charakter ich pracy lub na niezależną amortyzację zespołów. Ruchy te występują także wskutek drgań łączonych zespołów i elementów. Stosowanie w tych przypadkach sprzęgieł sztywnych spowodowałoby dodatkowe naprężenia zginające w wałach. Przemieszczenia względne wałów mogą być osiowe, promieniowe lub kątowe. Sprzęgła mogą być przystosowane do kompensacji przemieszczeń jednego rodzaju lub przemieszczeń złożonych. Dla umożliwienia przemieszczeń względnych, sztywne łączniki tych sprzęgieł wykonują ruchy połączone ze ślizganiem po odpowiednich powierzchniach członów.
|
Sprzęgła przegubowe
|
Sprzęgła przegubowe służą do łączenia wałów o osiach przecinających się pod kątem różnym od zera. Kątowe ustawienie osi jest przy tym zamierzone i wynika z układu konstrukcyjnego maszyny. Kąty między osiami mogą być duże, o wartościach osiągających kilkadziesiąt stopni. Sprzęgło przegubowe może także kompensować zmiany kąta między osiami wałów, wynikają z błędów montażowych odkształceń lub względnych ruchów wałów w czasie pracy. |
Sprzęgła podatne |
Sprzęgła podatne wykonane są w ten sposób, że zawierają podatne elementy umożliwiające względny obrót wału biernego w stosunku do czynnego, zależny od przenoszonego momentu. Zależność momentu od kąta skręcenia nazywamy charakterystyką sprężystą sprzęgła. Bardzo małą podatność mają również sprzęgła sztywne. Kształt charakterystyki sprzęgła podatnego zależy od materiału użytego na łącznik podatny oraz od ukształtowania łącznika. Sprzęgła te cechują się możliwością pochłaniania energii. Przy obciążaniu i odciążaniu sprzęgła powstaje pętla histerezy. Dzięki podatności sprzęgła mogą zmniejszać obciążenie dynamiczne występujące w układzie napędowym. Obciążenia dynamiczne polegają szczególnie na nagłym przykładaniu sił uderzeniowych oraz na działaniu sił okresowo zmiennych. Korzystny wpływ sprzęgła na pracę układu napędowego zależy od właściwego doboru jego parametrów, przede wszystkim sztywności. Niewłaściwy dobór może spowodować zwiększenie sił dynamicznych, np. wzmocnienie impulsów przenoszonych lub doprowadzić do powstania zjawisk rezonansowych. |
Sprzęgła włączalne kształtowe |
Sprzęgła włączalne umożliwiają łączenie i rozłączanie wałów podczas pracy. Potrzeba włączania wynika z konieczności uruchamiania lub zatrzymania zespołu roboczego maszyny przy stale pracującym silniku, albo z potrzeby zmiany przełożenia między silnikiem a zespołem roboczym.
|
Sprzęgła odśrodkowe |
Sprzęgła odśrodkowe włączają się po przekroczeniu określonej prędkości obrotowej. Sprzęgła takie używane są jako sprzęgła rozruchowe. Przy rozruchu maszyny następuje wzrost momentu, powodujący łagodne rozpędzanie członu biernego i połączonych z nim elementów maszyny aż do zrównania prędkości obrotowych. Po wyłączeniu napędu następuje spadek prędkości obrotowej i rozłączenie sprzęgła. Sprzęgło może także działać jako przeciążeniowe, zabezpieczając przed nadmiernymi wartościami przenoszonego momentu. Poślizg przeciążeniowy wystąpi po przekroczeniu wartości momentu statycznego odpowiadającego danej prędkości obrotowej. |
Sprzęgła bezpieczeństwa |
Sprzęgła bezpieczeństwa mają za zadanie samoczynne rozłączenie wałów przy wystąpieniu nadmiernego, niebezpiecznego dla elementów maszyny, obciążenia. W ten sposób chronią elementy maszyny przed zniszczeniem. Przeciążenia takie mogą wystąpić w procesie roboczym maszyny wskutek powstania nadmiernych oporów, szczególnie udarowego charakteru, przy rozruchu lub rozpędzaniu układów o dużej bezwładności, przy nagłym zahamowaniu członu roboczego na nieprzewidzianej przeszkodzie. |
Sprzęgła jednokierunkowe |
Sprzęgła te służą do przenoszenia momentu w jednym kierunku. Moment przenoszony jest, jeżeli prędkość kątowa wału czynnego jest większa od prędkości kątowej wału biernego przy tym samym kierunku ruchu. W ten sposób napęd przenosi się na człon bierny do momentu jego rozpędzenia, po czym sam się wyłącza. Stosuje się je w pojazdach mechanicznych jako sprzęgła wolnego biegu. Sprzęgło jednokierunkowe umożliwia podłączenie silników rozruchowych do silników spalinowych i turbin gazowych. W mechanizmach stosować można takie sprzęgło do zmiany oscylacyjnego ruchu członu czynnego na obrotowy członu czynnego.
|
3. Oleje i smary.
3.1. Otrzymywanie, rodzaje oraz zadania.
Oleje i smary są pochodnymi ropy naftowej. Otrzymuje je w procesie destylacji ropy naftowej. Oleje smarowe o wysokiej jakości, w tym silnikowe i przekładniowe, otrzymuje się przez wprowadzenie do tzw. składu bazowego zestawu dodatków uszlachetniających, poprawiających własności użytkowe „bazy” lub nadających jej cechy , których wcześniej nie posiadała.
Oleje bazowe mogą występować jako:
mineralne, otrzymywane przez przeróbkę ropy naftowej - stanowią one wtedy mieszaninę węglowodorów o różnej budowie i własnościach,
syntetyczne węglowodorowe lub niewęglowodorowe,
semisyntetyczne (półsyntetyczne), w których najczęściej około 60% stanowi olej mineralny, zaś resztę, tj. ok. 40%, olej syntetyczny.
Oleje silnikowe mineralne przeznaczone do ciężkich warunków pracy zawierają ponad 30% dodatków uszlachetniających. Bywa to czasem przyczyną tworzenia w wysokich temperaturach czarnych osadów.
W grupie olejów przekładniowych wyróżnia się oleje dla motoryzacji, smarujące skrzynie biegów, mosty napędowe itp. oraz oleje przekładniowe do zastosowań przemysłowych. Oleje przemysłowe obejmują również grupy olejów maszynowych, turbinowych, sprężarkowych, hydraulicznych itp.
Wzorując się na olejach silnikowych można również dla olejów przekładniowych wymienić ich główne funkcje użytkowe:
smarowanie,
chłodzenie,
ochrona przed korozją,
utrzymanie w czystości elementów smarowanych,
przeciwdziałanie starzeniu eksploatacyjnemu i destrukcyjnemu działaniu zanieczyszczeń.
Skrzynie przekładniowe zawierają przekładnie zębate o różnej geometrii oraz łożyska, najczęściej toczne. W takich węzłach można w sprzyjających warunkach (obciążenie, prędkość ruchu względnego) osiągnąć tarcie płynne w warunkach smarowania. Często jednak, ze względu na występujące w zazębieniach poślizgi i występujące na różnych stopniach przekładni różne prędkości obrotowe, w części par występuje tarcie mieszane. Pary toczne i toczno-ślizgowe charakteryzują również znacznie wyższe naprężenia stykowe niż pary ślizgowe.
Funkcje smarownicze olej przekładniowy będzie dobrze spełniał, jeśli posiada:
odpowiednią charakterystykę reologiczną, umożliwiającą użytkowanie przekładni od temperatur otoczenia do temperatur normalnej pracy. Lepkości olejów przekładniowych są wyższe niż olejów silnikowych;
wysokie własności smarnościowe, a przede wszystkim przeciwzatarciowe. Uzyskuje się to przez wprowadzenie do bazy tzw. dodatków EP (Extreme Pressure - ekstremalne naciski).
Olej przekładniowy chłodzi węzły tarcia tym lepiej, im ma mniejszą lepkość. Lepkość oleju musi być dobrana kompromisowo - im wyższa, tym lepsze smarowanie (EHD), lecz rosną również tzw. straty mieszania i opory hydrauliczne. Olej powinien zawierać dodatki przeciwutleniające, zmniejszające skłonność do tworzenia osadów wewnątrz przekładni. Zawiera również inhibitory korozji. Nie jest dopuszczalne degradujące działanie na materiały uszczelnień.
Ze względu na to, że olej przekładniowy jest intensywnie mieszany przez koła zębate z powietrzem, powinien mieć technologicznie ukształtowaną zdolność do przeciwdziałania tworzeniu piany. Wysokiej jakości oleje przemysłowe (przekładniowe, hydrauliczne itp.) nie powinny mieszać się z woda lub - inaczej mówiąc - powinna je cechować zdolność do natychmiastowego wydzielania wody ( i gazów, np. wspomnianego wcześniej powietrza).
Zanieczyszczenia eksploatacyjne to głównie pyły, woda, produkty utleniania węglowodorów (generalnie w niższych temperaturach niż w silniku)
Tablica 3.0. Cechy niektórych krajowych smarów stałych
Nazwa i cech smaru |
Temperatura kroplenia ºC PN-55/C-04020 |
Penetracja ºC PN/C-4135 |
Temperatura pracy ºC |
Inne cechy |
Zastosowanie i charakterystyka |
I. Smary wapniowe Smar maszynowy Nr 1
Smar maszynowy Nr 2
Smar do urządzeń walcowniczych CSW-1
Smar do podwozi samochodowych STP
Smar do łożysk tocznych ŁT-1
Smar grafitowany |
>75
>85
>85
>80
>90
>77 |
240-300
220-280
290-325
300-350
250-290
>250 |
<50
<60
<60
<50
<50
>-20<60˚ |
|
Łożyska ślizgowe lekko obciążone. Może być doprowadzony długimi przewodami. Nierozpuszczalny w wodzie. Łożyska ślizgowe średnio obciążone o temp. roboczych do 60ºC. Przewody doprowadzające krótsze. Nie rozpuszczalny w wodzie. Łożyska toczne klatek walcowniczych i urządzenia pomocnicze o centralnym systemie smarowania. Może być doprowadzany długimi przewodami. Podwozia pojazdów mechanicznych, sworznie, przeguby, itp. Nie nadaje się do smarowania łożysk tocznych oraz pompy wodnej. Łożyska toczne lekko obciążone Środowisko może być wilgotne. Po stopieniu i wystudzeniu rozdziela się na wodę i mydło. Otwarte wolnobieżne przekładnie zębate, łańcuchowe, resory, przeguby, gwinty śrub. Niewymywalny wodą. |
II. Smary sodowe Smar do łożysk tocznych ŁT-3
|
>170
|
200-240 |
>50<100 |
|
Łożyska toczne. Chroni łożysko przed rdzewieniem w okresie przestojów. Rozpuszczalny w wodzie. Po stopieniu i ostudzeniu nie rozdziela się.
|
Smar do gorących łożysk ślizgowych SŁG-3
Smar do gorących łożysk ślizgowych SŁG-4B
|
>160
>180
|
195-245
30-70
|
>40<140
>70<160
|
|
Silnie obciążone łożyska ślizgowe w wysokich temperaturach pracy.
Brykietowany. Łożyska ślizgowe o specjalnej konstrukcji, silnie obciążone, pracujące w wysokiej temperaturze i zapylonym otoczeniu. |
III. Smary sodowo-wapniowe
Smar do łożysk tocznychŁT-2
Smar do łożysk tocznych ŁT-5
Smar do łożysk tocznych ŁT-1-13
|
>150
>125
>120
|
220-260
240-280
250-290 |
>-30<70
>-30<70
>-30<70
|
|
Łożyska toczne. Konserwacja łożysk tocznych. Rozpuszczalny w wodzie. Po stopieniu i ostudzeniu nie rozdziela się.
Łożyska toczne. Szczególne zastosowanie do smarowania łożysk walcowych i baryłkowych w maźnicach kół pojazdów szynowych
Łożyska toczne. Mało ofporny na działanie wody.
|
IV. Smary glinowe Smar półpłynny SPL-letni
Smar półpłynny SPZ-zimowy |
- |
- |
- |
Temp. krzepnięcia < 0˚ Temp. krzepnięcia < - 20˚ |
Zastosowanie w zależności od pory roku do napełniania obudowy kierownic, skrzyń przekładniowych, mechanizmów różnicowych oraz smarowania podwozi i łańcuchów napędowych pojazdów mechanicznych. |
V. Smary do przekładni zębatych
Smar do kół zębatych KZ
Smar do przekładni zębatych: KZE - L ( letni ) KZE - Z ( zimowy ) |
>30
- - |
-
<280 - |
-
- - |
|
Wolnobieżne, silnie obciążone przekładnie zębate( temp.zapłonu >150˚)
Przekładnie zębate elektrowozów.
|
VI. Smary zagęszczone zwią- zkami węglowodorowymi
Smar antykorozyjny ŁT (Antykor ŁT)
Smar ochronny marki TDM
Smar ochronny ŁTG |
>50
>61
>55 |
>30
80-120
|
-
- |
- |
Konserwacja łożysk tocznych
Konserwacja części metalowych w transporcie morskim szczególnie w warunkach tropikalnych. Konserwacja metalowych części maszyn, zwłaszcza łożysk tocznych w warunkach składowania.
|
Smary plastyczne są to środki smarowe o konstrukcji od półpłynnej do stałej, otrzymywane przez zagęszczenie oleju bazowego - mineralnego lub syntetycznego. Zawierają one również specjalne dodatki uszlachetniające, zapobiegające utlenianiu i korozji, zwiększające wytrzymałość filmu smarowego, zwiększające przyczepność smaru do powierzchni metali. Nazewnictwo smarów plastycznych pochodnych od olejów mineralnych zależy od rodzaju użytego zagęszczacza, np. glinowy (Al), barowy (Ba), wapniowy (Ca), potasowy (K), litowy (Li), sodowy (Na), ołowiowy (Pb). Najbardziej są rozpowszechnione smary litowe oparte na 12-hydroksysteary-nianie litu, zagęszczaczu mydlanym. Wypróbowywane są również zagęszczacze niemydlane, najbardziej popularnym jest bentonit. Zostały opracowane smary na olejach syntetycznych, jak np. estrowy, silikonowy oraz smary pochodne oleju mineralnego zagęszczone polimocznikiem. Charakterystyczną ich cechą jest, że mogą być stosowane przy wyższych temperaturach pracy łożysk tocznych. Biorąc pod uwagę różnorodność smarów, dobór właściwego środka smarnego do specjalnych warunków pracy łożysk tocznych powinien być konsultowany z jednostkami wyspecjalizowanymi w tym zakresie.
Tablica 3.1. Właściwość eksploatacyjne olejów smarnych produkcji krajowej
Gatunek oleju |
Rodzaj dodatków funkcyjnych względnie inne cechy |
Cechy użytkowe oleju |
Przykłady zastosowań |
|
Oleje maszynowe
|
Maszynowy |
bez dodatków |
duża skłonność do tworzenia osadów przy temperaturach od 8ºC |
łożyska toczne pracujące w normalnych warunkach |
|
Maszynowy uszlachetniony typu Velol |
olej głęboko rafinowany z dodatkami poprawiającymi smarność |
mała skłonność do tworzenia osadów, duża przezroczystość. Mają niewielki zakres zastosowania z uwagi na niewielką lepkość (8,5 - 22 cSt przy 20ºC) |
łożyska toczne pracujące przy dużych prędkościach obrotowych |
|
Wazelinowy |
olej głęboko rafinowany |
mała skłonność do tworzenia osadów, możliwość pracy przy niskich temperaturach. Mają niewielki zakres zastosowania na skutek małej lepkości (6 - 8,5 cSt przy 50ºC |
łożyska toczne w urządzeniach precyzyjnych |
Olej sprężarkowy |
bez dodatków |
duża skłonność do tworzenia osadów, przy temperaturach wyższych od 80°C |
łożyska toczne pracujące przy małych prędkościach obrotowych |
|
Olej hydrauliczny |
inhibitory utleniania i korozji, dodatki polepszające smarność i zwiększające odporność na pienienie się |
mała skłonność do tworzenia osadów, polepszone właściwości smarne, mała skłonność do pienienia się |
łożyska toczne pracujące w podwyższonych temperaturach oraz przenoszące duże obciążenia |
|
Olej turbinowy |
olej głęboko rafinowany |
mała skłonność do tworzenia osadów i duża odporność na emulgowanie |
łożyska toczne pracujące w podwyższonych temperaturach i narażone na działanie wilgoci |
|
Olej silnikowy typu Selektol |
inhibitory utleniania, dodatki dyspergujące i poprawiające wskaźnik lepkości |
podwyższona stabilność termiczna, przeciwdziałanie tworzeniu się osadów wskutek działania myjącego |
łożyska toczne pracujące w podwyższonych temperaturach |
|
Oleje przekładniowe |
Hipol |
inhibitory korozji, dodatki zwiększające wytrzymałość filmu olejowego oraz odporność na pienienie się |
podwyższona stabilność termiczna przy temperaturach niższych od 100'C. Zwiększona wytrzymałość filmu olejowego, zwiększona skłonność do tworzenia trudno usuwalnych osadów |
łożyska toczne przekładni zębatych, łożyska toczne pracujące z tarciem mieszanym |
|
Transol |
inhibitory korozji, dodatki zwiększające wytrzymałość filmu olejowego oraz odporność na pienienie się |
uwagi jak dla Hipolu. Większa skłonność do tworzenia osadów niż przy stosowaniu Hipolu |
|
|
||||
3.2. Smarowanie łożysk tocznych.
Każdy element obracający lub ślizgający się po drugim elemencie wymaga stosowania środka smarnego, który zmniejsza współczynnik tarcia. W łożyskach tocznych w zasadzie występuje tarcie toczne, któremu towarzyszą jednak nieznaczne poślizgi na bieżniach głównych, a w niektórych łożyskach, jak np. wałeczkowych typu NJ, NUJ, NH, NUP itp. oraz stożkowych i baryłkowych (z obrzeżami) występuje dodatkowo tarcie ślizgowe między czołami wałeczków i obrzeżami pierścieni, co ma wpływ na podwyższenie temperatury. Dla polepszenia warunków pracy łożysk tocznych i wykorzystania ich maksymalnej trwałości są stosowane różne rodzaje smarowań, zależnie od warunków eksploatacyjnych łożyska i konstrukcji węzła łożyskowego. Obecnie stosowane smary zabezpieczają również łożysko przed korozją oraz przed przedostawaniem się zanieczyszczeń i wilgoci, spełniając tym samym rolę dodatkowego uszczelnienia.
Czynnikami decydującymi o wyborze właściwego środka smarnego dla danego rozwiązania konstrukcyjnego węzła łożyskowego są: temperatura pracy, rodzaj uszczelnienia i warunki otoczenia, prędkość obrotowa łożyska, obciążenie, rodzaj i konstrukcja łożyska. Najlepsze wyniki otrzymuje się stosując smarowanie olejowe. Ma ono jednak szereg mankamentów:
- konieczność stosowania złożonych uszczelnień zabezpieczających przed wypływaniem oleju na zewnątrz, bądź też przenikaniem zanieczyszczeń do wewnątrz łożyska;
- niebezpieczeństwo zaburzeń w pracy układu smarowniczego, co wymaga starannego dozoru aparatury dostarczającej olej. W niektórych przypadkach jest wymagane smarowanie olejowe, a mianowicie:
- gdy jest konieczne odprowadzanie ciepła z węzła łożyskowego;
- gdy smarowanie olejowe służy również do smarowania innych elementów maszyny;
- przy dużych prędkościach obrotowych przekraczających graniczną liczbę obrotów;
- gdy łożysko ma koszyk masywny o konstrukcji zamkniętej, wypełniający całkowicie przestrzeń między pierścieniami łożyska.
3.2.1. Smarowanie smarami plastycznymi.
W zdecydowanej większości przypadków łożyska są smarowane smarami plastycznymi ze względu na znaczne ułatwienie lub nawet zupełne wyeliminowanie obsługi, prostsze uszczelnienia i obniżenie kosztów eksploatacji.
Smary do łożysk tocznych nie powinny zawierać zanieczyszczeń mechanicznych, jak np. pył, piach, twarde cząstki obcych materiałów oraz chemicznie czynnych domieszek (np. woda, kwasy), które mogą być przyczyną powstawania korozji.
W katalogu podano dla każdego łożyska wartości liczbowe nominalnej granicznej prędkości obrotowej, przy której może ono być jeszcze smarowane smarem plastycznym. Ustalono ją dla łożysk wykonanych w normalnej klasie dokładności, pracujących przy niewielkim obciążeniu (C/P > 15) , w warunkach zapewniających odprowadzanie ciepła. Dla łożysk silniej obciążonych C/P< 15 , prędkość graniczną należy zmniejszyć do wartości ngr dop. = 0,8·ngr.
Łożyska pracujące w górnym zakresie granicznych prędkości obrotowych przed napełnienie smarem plastycznym zaleca się zanurzyć w wysokogatunkowym oleju mineralnym o małej lepkości, a następnie starannie je osączyć. Warstewka oleju, która pozostanie na bieżniach łożyska i elementach tocznych polepszy warunki smarowania w pierwszym okresie, gdy smar plastyczny nie rozprzestrzeni się jeszcze w łożysku.
Przy dużych prędkościach obrotowych lepsze są smary plastyczne przygotowane na olejach o małej lepkości, odznaczające się większą trwałością (wyższej klasy konsystencji - np. 3 klasy), wyższą granicą płynności i gładką teksturą. Dla łożysk pracujących w podwyższonej temperaturze - bliskiej maksymalnej, dopuszczalnej dla danego smaru plastycznego - zaleca się, aby ich prędkość obrotowa nie przekraczała 3/4 granicznej prędkości obrotowej. W przeciwnym razie trwałość smaru ulega nadmiernemu skróceniu.
Zwiększenie obciążenia pracującego łożyska tocznego objawia się podwyższeniem jego temperatury, co przyspiesza niszczenie smaru, skraca jego trwałość, obniża też największą prędkość, przy której można eksploatować łożyska.
Przy smarowaniu smarami plastycznymi, w miarę wzrostu obciążenia należy zmniejszać prędkość pracy łożyska. Przy obciążeniach dynamicznych zaleca się stosować smary wyższej klasy konsystencji (np. 3 klasy). Łożyska pracujące przy szczególnie dużych obciążeniach lub obciążeniach uderzeniowych powinny być smarowane specjalnymi smarami o polepszonych właściwościach przeciwzatarciowych i przeciwzużyciowych, tzw. smarami EP (skrót od extreme pressure).
Warunki pracy smaru są gorsze w łożyskach wałeczkowych niż kulkowych. Pomimo tego, zarówno w łożyskach kulkowych jak i wałeczkowych stosuje się powszechnie te same smary plastyczne. Zaleca się, by smary plastyczne do łożysk wałeczkowych miały niższą klasę konsystencji (klasa O lub 1) i byty przygotowane na olejach o większej lepkości. Na dobór smaru mają również wpływ wymiary łożyska, ponieważ z ich wzrostem przy stałej prędkości obrotowej zwiększają się prędkości obracających się elementów oraz siła odśrodkowa odrzucająca z nich smar. Łożyska o średnicy wewnętrznej większej niż około 65 mm zaleca się smarować smarami twardszymi o konsystencji 3 klasy.
Do prawidłowej pracy łożysk tocznych potrzebne są niewielkie ilości smaru. Nadmiar smaru w łożyskowaniach powoduje podwyższenie temperatury łożyska, w następstwie czego może nastąpić rozkład smaru połączony z utratą jego właściwości smarnych. Nadmierna ilość smaru lub oleju w łożysku jest szczególnie szkodliwa przy dużych prędkościach obrotowych. W wielu przypadkach stwierdzono, że nadmierna ilość smaru była przyczyną awaryjnego zniszczenia łożysk tocznych. Każdy smar stosowany do smarowania łożysk tocznych traci po pewnym okresie swoje właściwości smarne, tak w łożyskach obracających się, jak i będących w stanie spoczynku. Dlatego też konieczna jest okresowa wymiana smaru. Czas, po jakim należy wymienić częściowo lub całkowicie smar, jest nazywany okresem smarowania i jest podawany w godzinach pracy łożyska. Okresy dosmarowywania zależą od następujących czynników: rodzaj i rozmiar łożyska, prędkość obrotowa, rodzaj uszczelnienia i zewnętrznych warunków pracy, wartość obciążenia łożyska, temperatura pracy, rodzaj i jakość smaru.
Rys.10.1. Rozwiązania konstrukcyjne umożliwiające
doprowadzanie smaru do łożysk
3.2.2. Smarowanie olejem.
W technice łożyskowej stosuje się najczęściej sposoby smarowania olejem:
smarowanie zanurzeniowe
smarowanie obiegowe
smarowanie mgłą olejową
Smarowanie zanurzeniowe polega na tym, że łożysko toczne jest częściowo zanurzone w oleju. Przy każdym obrocie łożyska części toczne są zwilżane olejem przenosząc go na bieżnie, obrzeża i powierzchnie prowadzące koszyka. Maksymalny poziom oleju nie powinien przekraczać osi najniżej położonych części tocznych. Przy większych prędkościach obrotowych poziom ten powinien być mniejszy. Zbyt wysoki poziom oleju powoduje, że jest on rozbryzgiwany w oprawie, co może prowadzić do tworzenia się piany i wzrostu temperatury oraz szybszego starzenia się oleju, wskutek czego traci on swoje właściwości smarne. Przy dużych prędkościach obrotowych zaleca się stosowanie w konstrukcji oprawy ścianek przegradzających z otworami łączącymi oddzielne przestrzenie olejowe. Dzięki takiej konstrukcji część oleju bierze udział w pracy łożyska, natomiast zanieczyszczenia osadzają się w przestrzeniach bocznych.
Rys. 10.2. Oprawa z komorą smarową i przegrodami
Smarowanie obiegowe polega na wymuszonym przepływie oleju przez łożysko toczne. Wymuszony obieg może być spowodowany specjalną pompką połączoną często z agregatem chłodzącym olej, bądź też z konstrukcyjnie przewidzianymi częściami osadzonymi na obracającym się wale, których zadaniem jest takie skierowanie oleju, aby musiał przepływać przez łożyska.
Olej spełnia także rolę czynnika odprowadzającego ciepło, np. w przypadku wrzecion wysokoobrotowych pracujących pionowo, w celu zwiększenia przepływu oleju, uzyskania lepszego smarowania i chłodzenia stosuje się stożkową tarczę odrzutnikową spełniającą rolę pompki (rys.10.3). Szczególnym przypadkiem smarowania obiegowego, stosowanego przeważnie w przekładniach, jest smarowanie rozbryzgowe. Olej do łożyska jest doprowadzany za pomocą rozbryzgu z koła zębatego.
Rys. 10.3. Wymuszony obieg oleju uzyskiwany dzięki
tarczy stożkowej
Smarowanie mgłą olejową znajduje zastosowanie tam, gdzie łożyska pracują przy dużych prędkościach obrotowych. Drobiny oleju są rozpylane sprężonym powietrzem o ciśnieniu od 0,05 do 0,1 Mpa, łożysko jest więc intensywnie smarowane i chłodzone.
Smarowanie mgłą olejową znajduje zastosowanie:
- przy bardzo dużych prędkościach obrotowych, gdy iloczyn d·n przekracza wartość 100 000;
przy podwyższonych temperaturach otoczenia, gdy konieczne jest intensywne chłodzenie;
w przypadku, gdy łożyska należy zabezpieczyć przed zanieczyszczeniami pyłu, kurzu, par kwasów tzn. gdy konieczna jest izolacja od wpływów zewnętrznego otoczenia;
gdy łożyska pracują z zaciskiem wstępnym, np. we wrzecionach szlifierskich.
Mankamentem smarowania mgłą olejową jest konieczność zainstalowania odpowiedniej aparatury składającej się z agregatu sprężającego czyste filtrowane powietrze, smarownicy przeznaczonej do jego mieszania z olejem oraz przewodów doprowadzających mgłę olejową do łożysk tocznych. Dodatkowym utrudnieniem jest konieczność zabezpieczenia przed zanieczyszczeniem środowiska przez nie wytrąconą mgłę wydostającą się z łożyska.
Najważniejszą właściwością oleju braną pod uwagę przy jego doborze jako środka smarującego do łożysk tocznych, jest lepkość. Aby mogła uformować się odpowiednio gruba warstwa filmu olejowego na styku elementów tocznych i bieżni, olej musi mieć pewną minimalną lepkość w temperaturze roboczej łożyska. W przypadku użycia oleju o zbyt małej lepkości nastąpi szybsze zużycie ścierne łożyska lub nawet zatarcie, natomiast olej o zbyt dużej lepkości spowoduje wzrost oporów toczenia i nadmierne nagrzewanie się łożyska.
3.3. Uszczelnienia łożysk tocznych.
W większości przypadków o trwałości i niezawodności pracy łożysk decydują zastosowane w węźle łożyskowym uszczelnienia. Podstawowym zadaniem uszczelnień jest ochrona łożysk przed przenikaniem do nich wszelkiego rodzaju zanieczyszczeń i wilgoci, jak też zabezpieczenie łożysk przed ubytkiem z nich środka smarnego. Ponadto uszczelnienia w wielu rozwiązaniach konstrukcyjnych urządzeń chronią przed przenikaniem smaru do różnych mechanizmów, gdzie obecność smaru jest szkodliwa, jak to ma miejsce w przypadku silników elektrycznych. Przy wyborze optymalnego rodzaju uszczelnienia dla konkretnego przypadku łożyskowania należy rozpatrywać bardzo wiele czynników, a najważniejsze z nich to:
- rodzaj smarowania (olej lub smar plastyczny),
- prędkość obwodowa miejsca uszczelnienia,
- konstrukcja łożyskowania (współosiowość, przestrzeń na uszczelnienie),
- warunki eksploatacyjne urządzenia.
Powszechnie dla łożysk tocznych stosuje się uszczelnienia dwóch rodzajów: stykowe i bezstykowe.
W uszczelnieniach stykowych zamierzony efekt uzyskuje się dzięki temu, że sprężynujący element uszczelniający dokładnie przylega, z pewnym naciskiem, do powierzchni uszczelnianej. W zależności od prędkości obwodowej wału są stosowane uszczelnienia filcowe i pierścienie gumowe różnych konstrukcji. Bardzo rozpowszechnione, z uwagi na swą prostotę, są uszczelnienia filcowe (rys.10.4) stosowane głównie przy smarowaniu smarem plastycznym, zarówno w oprawach dzielonych jak i nie dzielonych.
Rys.10.4. Uszczelnienia filcowe
Ten rodzaj uszczelnienia może być stosowany przy prędkościach obwodowych wału nie przekraczających 4 m/s i temperaturze pracy do 100'C. Granicę prędkości obwodowej można przekroczyć do wartości 6 m/s pod warunkiem, że wał w miejscu styku z filcem będzie polerowany. Skuteczność uszczelnienia filcowego zależy od jakości filcu, jakości powierzchni styku oraz od dokładności obróbki rowków.
W zależności od gładkości powierzchni bocznych rowków, filc będzie bardziej lub mniej skutecznie obejmował i uszczelniał wał. Pierścienie filcowe powinny być, przed założeniem, nasycone olejem o temperaturze około +80˚ C. Zalecane wymiary pierścieni filcowych i rowków podano w tablicy 3.2.
Rys. 10.5. Pierścienie filcowe i rowki
Tablica 3.2. Zalecane wymiary pierścieni filcowych i rowków
d |
d1 |
d2 |
f |
b |
d |
d1 |
d2 |
f |
b |
d |
d1 |
d2 |
f |
b |
mm |
mm |
mm |
||||||||||||
17 |
18 |
28 |
3 |
3,5 |
52 |
53 |
69 |
5 |
6 |
105 |
107 |
130 |
8 |
9,5 |
20 |
21 |
31 |
3 |
3,5 |
55 |
56 |
72 |
5 |
6 |
110 |
112 |
135 |
8 |
9,5 |
22 |
23 |
33 |
3 |
3,5 |
58 |
59 |
75 |
5 |
6 |
115 |
117 |
140 |
8 |
9,5 |
25 |
26 |
38 |
4 |
5 |
60 |
61,5 |
77 |
5 |
6 |
120 |
122 |
145 |
8 |
9,5 |
26 |
27 |
39 |
4 |
5 |
65 |
66,5 |
82 |
5 |
6 |
125 |
127 |
154 |
9 |
10,5 |
28 |
29 |
41 |
4 |
5 |
70 |
71,5 |
89 |
6 |
7 |
130 |
132 |
159 |
9 |
10.5 |
30 |
31 |
43 |
4 |
5 |
72 |
73,5 |
91 |
6 |
7 |
135 |
137 |
164 |
9 |
10,5 |
32 |
33 |
45 |
4 |
5 |
75 |
76,5 |
94 |
6 |
7 |
140 |
142 |
173 |
10 |
12 |
35 |
36 |
48 |
4 |
5 |
78 |
79,5 |
97 |
6 |
7 |
145 |
147 |
178 |
10 |
12 |
36 |
37 |
49 |
4 |
5 |
80 |
81,5 |
90 |
6 |
7 |
150 |
152 |
183 |
10 |
12 |
38 |
39 |
51 |
4 |
5 |
82 |
83,5 |
101 |
6 |
7 |
155 |
157 |
188 |
10 |
12 |
40 |
41 |
53 |
4 |
5 |
85 |
86,6 |
104 |
6 |
7 |
160 |
162 |
193 |
10 |
12 |
42 |
43 |
55 |
4 |
5 |
88 |
89,5 |
109 |
7 |
8,5 |
165 |
167 |
198 |
10 |
12 |
45 |
46 |
58 |
4 |
5 |
90 |
92 |
111 |
7 |
8,5 |
170 |
172 |
203 |
10 |
12 |
48 |
49 |
65 |
5 |
6 |
95 |
97 |
116 |
7 |
8,5 |
175 |
177 |
208 |
10 |
12 |
50 |
51 |
67 |
5 |
6 |
100 |
102 |
125 |
8 |
9,5 |
180 |
182 |
213 |
10 |
12 |
Gdy wymagana jest większa szczelność, przede wszystkim w przypadku uszczelnienia łożysk smarowanych olejem, zamiast pierścieni filcowych stosuje się uszczelnienie kołnierzowe. Uszczelnienie takie znajduje również zastosowanie przy smarowaniu smarem plastycznym. Uszczelnienia kołnierzowe mogą pracować przy znacznie większych prędkościach obwodowych wału niż pierścienie filcowe. Prędkości te mogą dochodzić do 8, a nawet 14 m/s, w zależności od stopnia gładkości powierzchni wału oraz konstrukcji i tworzywa, z jakiego zostały wykonane pierścienie uszczelniające.
Przy prędkościach obwodowych większych niż 4 m/s powierzchnia uszczelniająca powinna być szlifowana, natomiast przy prędkościach powyżej 8 m/s - utwardzona i dogładzona lub polerowana. Dopuszczalna temperatura pracy uszczelnień kołnierzowych, podobnie jak uszczelnień filcowych, zawiera się w granicach -30 - 100°C.
Dla wyższych temperatur lub dla uszczelnień mających kontakt z aktywnymi środkami chemicznymi (kwasy, ługi itp.), rodzaj tworzywa z jakiego mają być wykonane pierścienie uszczelniające należy uzgodnić z ich producentem. Istnieje bardzo wiele konstrukcji i odmian uszczelnień kołnierzowych dla różnych rozwiązań konstrukcyjnych węzłów łożyskowych. Najbardziej rozpowszechnione typy uszczelnień przedstawiono na rysunku 10.6.
Rys.10.6. Typy uszczelnień kołnierzowych
Zaletą uszczelnień kołnierzowych jest ich prosta i zwarta budowa, dzięki czemu zajmują mało miejsca, co pozwala na uproszczenie rozwiązań konstrukcyjnych węzłów i ułatwia montaż łożyskowań. Wadą tych uszczelnień jest wzrost temperatury w miejscu styku wargi uszczelki z wałem, spowodowany przez tarcie. Jeżeli głównym zadaniem uszczelnienia jest zabezpieczenie przed wyciekaniem środka smarnego z węzła łożyskowego, to warga uszczelki powinna być skierowana do środka (rys.10.7a), natomiast w przypadku zabezpieczenia przed przenikaniem zanieczyszczeń do wnętrza, warga uszczelki powinna być skierowana na zewnątrz (rys.10.7b).
Rys.10.7. Przykłady montażu uszczelnień
a) zabezpieczanie przed wyciekaniem
środka smarnego
b) zabezpieczanie przed przenikaniem
zanieczyszczeń do wewnątrz Uszczelnienia bezstykowe, w zależności od rozwiązania konstrukcyjnego, można podzielić na:
- szczelinowo-rowkowe,
- labiryntowe,
- tarcze ochronne.
Skuteczność uszczelnień bezstykowych zależy od wielkości szczelin, które mogą być wykonane promieniowo, osiowo lub zestawione w formie labiryntu. Ten typ uszczelnienia jest wprawdzie dość kosztowny w wykonaniu, ale w zamian za to jest niewrażliwy na uszkodzenia, nie powoduje tarcia i nie zużywa się.
Uszczelnienia szczelinowo-rowkowe są stosowane głównie w maszynach i urządzeniach pracujących w stosunkowo suchych i nie zanieczyszczonych środowiskach. Mogą pracować przy nieograniczonych prędkościach obrotowych i dość wysokich temperaturach, przeważnie przy smarowaniu łożysk smarem plastycznym. Można stosować je również przy smarowaniu olejowym, jednakże w połączeniu z innymi rodzajami uszczelnień. Aby poprawić skuteczność uszczelnienia rowki i szczeliny powinny być wypełnione smarem plastycznym. Przy smarowaniu olejowym można wykonać w oprawie rowki śrubowe, w zależności od kierunku obrotu wału, prawo- lub lewoskrętne, mające na celu zatrzymywanie w oprawie wyciekającego oleju. W takim wykonaniu uszczelnienia nie wolno zmieniać kierunku obrotu wału. Typy uszczelnień szczelinowo-rowkowych przedstawiono na rysunku 10.8.
Rys.10.8. Uszczelnienia szczelinowo-
-rowkowe
Innym rodzajem uszczelnienia jest uszczelnienie labiryntowe, najbardziej uniwersalne z uwagi na możliwość stosowania go przy smarowaniu łożysk zarówno smarem plastycznym jak i olejem oraz pracy przy nieograniczonych prędkościach obrotowych i wysokich temperaturach. Takie uszczelnienie znajduje zastosowanie zarówno w oprawach dzielonych jak i niedzielonych. W celu zwiększenia skuteczności działania uszczelnień labiryntowych można stosować dłuższe labirynty oraz okresowe dosmarowywanie ich w czasie pracy przez specjalny otwór wykonany w nieruchomej części labiryntu. W oprawach niedzielonych występy labiryntowe powinny być wykonane osiowo (rys.10.9a) natomiast w oprawach dzielonych - promieniowo (rys.10.9c).
Rys.10.9. Uszczelnienia labiryntowe
a) w oprawach niedzielonych, b) w oprawach dzielonych - szczeliny ukośne, c) w oprawach dzielonych - szczeliny poprzeczne
W przypadku występowania niebezpieczeństwa niewspółosiowości wału w stosunku do oprawy, szczeliny labiryntu powinny być wykonane ukośnie (rys.10.9b). Powierzchnie labiryntu nie powinny być zbyt gładkie, ponieważ ich chropowatość będzie sprzyjać zatrzymywaniu się i gromadzeniu smaru w szczelinach. Wymagana jest natomiast duża dokładność wykonania rowków w zakresie walcowości i kołowości, szczególnie w części ruchomej. Zalecane wymiary uszczelnień labiryntowych i szczelinowo-rowkowych są podane w tablicy 3.3.
Rys.11.0. Wymiary uszczelnień labiryntowych i szczelinowo rowkowych
Tablica 3.3. Zalecane wymiary uszczelnień labiryntowych i szczelinowo-rowkowych
Średnica wału d |
e |
m |
l |
f |
r |
mm |
|||||
20-45 |
0,2 |
3,5 |
5-8,5 |
1 -2 |
1,00 |
50-80 |
0,3 |
5,0 |
7,5-11,5 |
2-3 |
1,25 |
85-120 |
0,4 |
6,5 |
10-15 |
3-4 |
1,50 |
125-180 |
0,5 |
7,5 |
11 -17 |
4-5 |
2,00 |
Uszczelnienia odrzutnikowe (rys.11.1) są przewidziane wyłącznie przy olejowym smarowaniu łożysk. Zasada działania takiego uszczelnienia polega na odrzucaniu oleju spływającego po wale. Odrzucany olej spływa odpowiednimi kanałkami z powrotem do oprawy. Uszczelnienia tego typu nie chronią przed kurzem i wilgocią, toteż są stosowane najczęściej z innymi rodzajami uszczelnień. Skuteczność uszczelnienia odrzutnikowego zależy głównie od prędkości obwodowej odrzutnika, jego kształtu oraz od lepkości oleju. Parametry te należy dobierać doświadczalnie. Wadą tego typu uszczelnienia jest znikoma skuteczność jego działania przy prędkości obwodowej odrzutnika poniżej 6 m/s.
Rys. 11.1. Uszczelnienia odrzutnikowe
Uszczelnienia tarczami ochronnymi (rys.11.2) są rzadko stosowane samodzielnie z uwagi na małą skuteczność, nie zatrzymują one bowiem wyciekającego smaru ani nie zabezpieczają przed przenikaniem zanieczyszczeń do wewnątrz. W wielu przypadkach natomiast stosuje się tarcze ochronne, w celu poprawienia skuteczności uszczelnienia bezstykowego. We współczesnej technice łożyskowej, szczególnie w ostatnich latach, pojawiło się wiele innych, nowych rozwiązań konstrukcyjnych uszczelnień, przystosowanych do specjalnych, często trudnych warunków pracy łożysk. Do takich należy zaliczyć dość popularne pierścienie uszczelniające typu V. Rozwiązania konstrukcyjne różnego rodzaju uszczelnień łożysk tocznych są pokazane na rys.11.3 ÷ 11.9.
Rys.11.2. Uszczelnienia za pomocą
tarcz ochronnych
Rys.11.3. Uszczelnienie za pomocą Rys.11.4. Uszczelnienie za pomocą
pierścieni filcowych pierścieni kołnierzowych
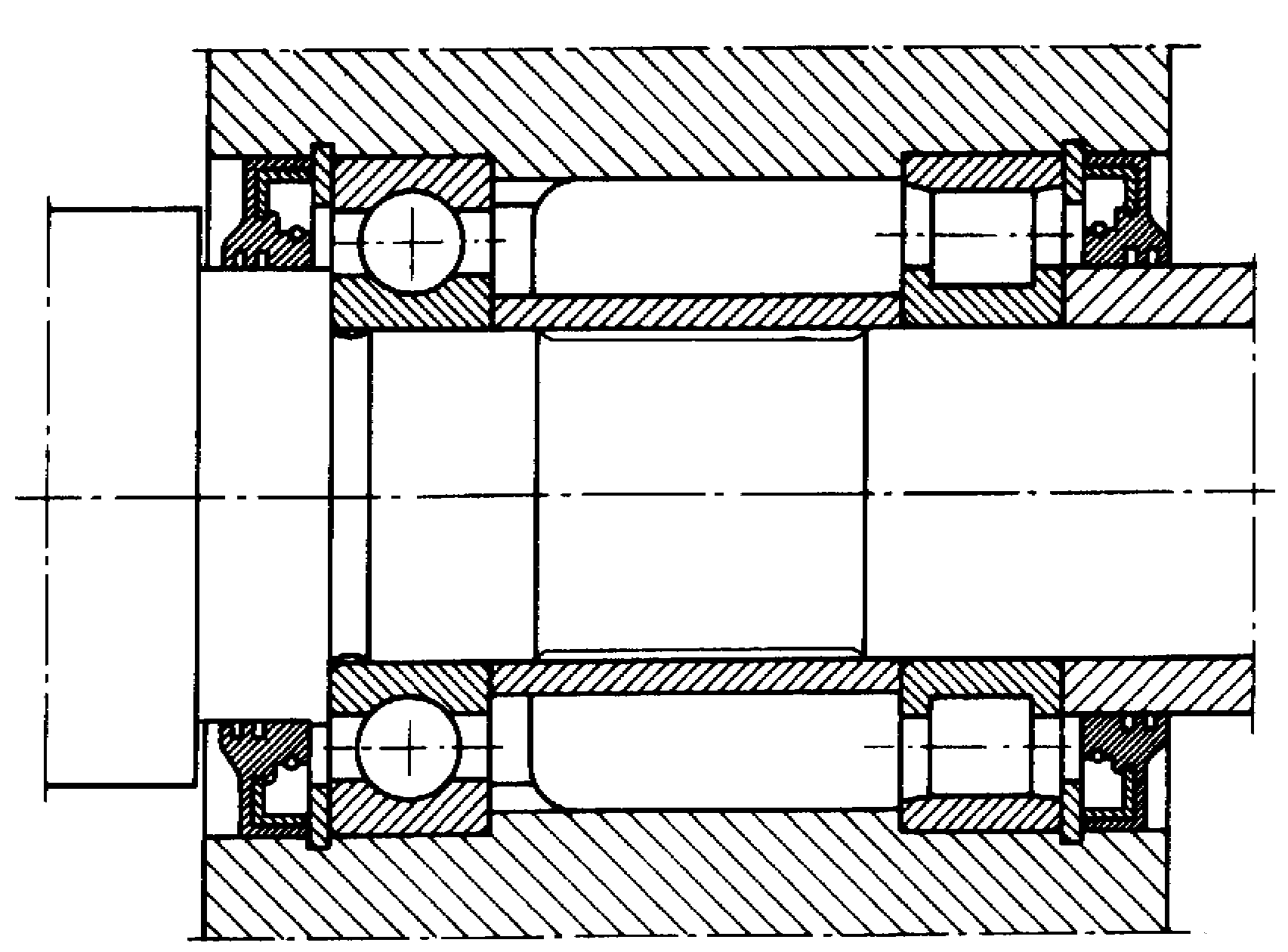
Rys.11.5. Uszczelnienie za pomocą pierścieni kołnierzowych
Rys.11.6. Przykłady uszczelnień labiryntowo-filcowych
Rys.11.7. Uszczelnienie labiryntowe Rys.11.8. Uszczelnienie odrzutnikowe
Rys.11.9. Uszczelnienie za pomocą
pierścienia typu V
3.4. Smarowanie łożysk ślizgowych.
Rozróżniamy sposoby smarowania: okresowe lub ciągłe, smarem płynnym lub stałym, bez ciśnienia, ( z wykorzystaniem sił ciężkości, kapilarnych, adhezyjnych lub odśrodkowych ) albo pod ciśnieniem, z górnym lub dolnym zbiornikiem oleju, indywidualne lub grupowe.
Smarowanie okresowe,, najczęściej smarem stałym, stosuje się przy pracy okresowej, małych prędkościach i zmiennych obciążeniach, gdy nie można uzyskać smarowania płynnego. Smar wtłaczany jest przez zaworek zwrotny za pomocą pompki smarowej lub ręcznie za pomocą smarowniczki Stauffera.
Smarowanie ciągłe może odbywać się przy zastosowaniu górnego lub dolnego zbiornika oleju albo pod ciśnieniem.
Przy górnym zbiorniku w postaci olejarki kropelkowej, olej spływa do łożyska pod własnym ciężarem i regulowany może być za pomocą zaworka iglicowego lub knota. Przezroczysty zbiornik pozwala na kontrolowanie zapasu oleju i ilości kropli spływających na minutę. Górny zbiornik wymaga okresowego uzupełnienia i usuwania wyciekającego z łożyska oleju.
Smarowanie obiegowe z dolnym zbiornikiem, mieszczącym się w kadłubie łożyska, posiada urządzenie do unoszenia oleju na wyższy poziom, które oparte jest na wyzyskaniu:
1) sił kapilarnych - smarowanie knotowe, panewki porowate itp.
2) sił adhezyjnych - smarowanie pierścieniem stałym lub luźnym, zanurzeniowe itp.
3) sił odśrodkowych - smarowanie za pomocą rowków śrubowych, rozpryskowe itp.
Smarowanie pod ciśnieniem, z zastosowaniem pompki olejowej ( zębatej, tłoczkowej, obrotowej itp.), jest najdoskonalszym sposobem smarowania, które zapewnia obfity dopływ oleju i pozwala uzyskać intensywne chłodzenie łożyska ( ponieważ dopływający olej może mieć niższą temperaturę dzięki zastosowaniu chłodnicy oleju) oraz umożliwia filtrowanie obiegającego oleju. Ciśnienie pompki olejowej wynosi zwykle 1,5 do 3 atm. Łożyska ze smarowaniem pod ciśnieniem przedstawione są na rysunku 12.0.
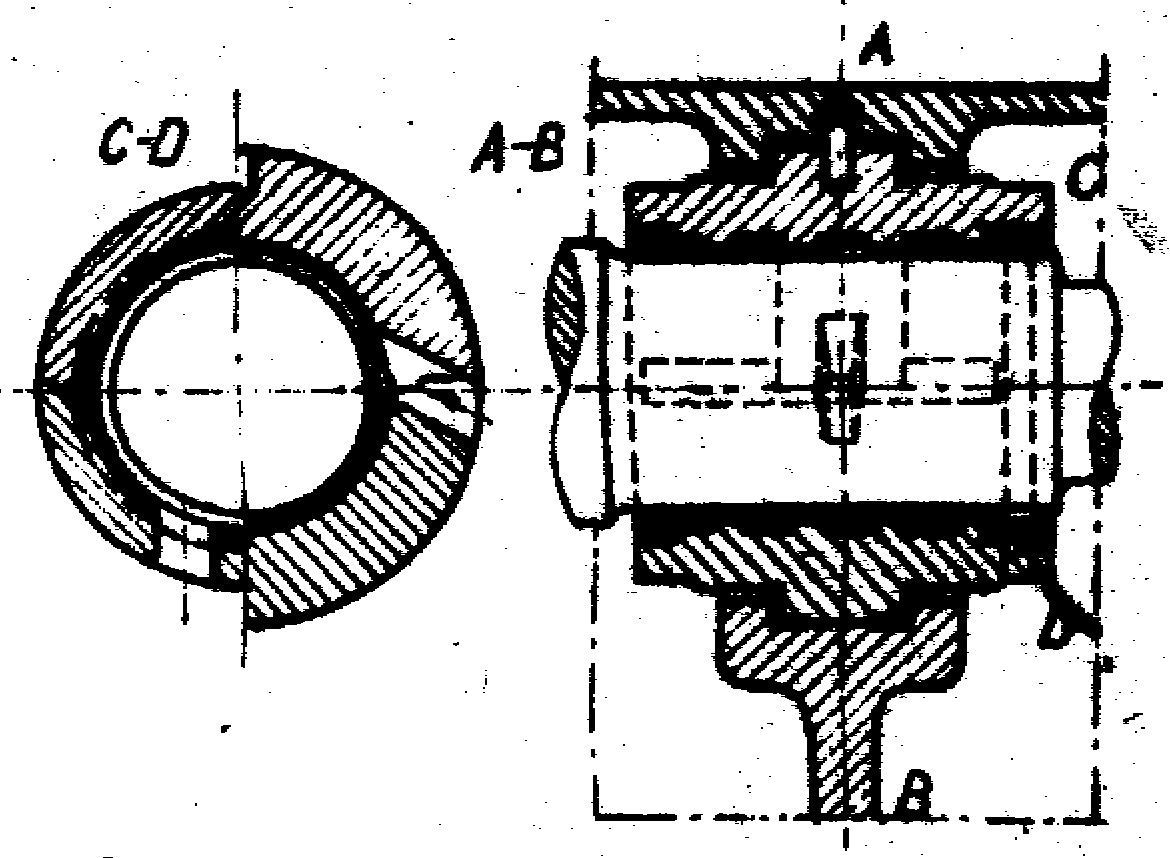
Rys. 12.0. Łożysko ze skróconą powie-
rzchnią przylegania do panewki korpusu daje częściową samonastawność (smarowanie pod ciśnieniem)
Smarowanie luźnym pierścieniem może być stosowane przy n= 60 do 2000 obr/min pod warunkiem ciągłej pracy bez gwałtownych zmian obciążenia. Przekroje pierścieni luźnych przedstawiono na rysunku 12.1. Przyjmuje się zwykle wewnętrzną średnicę pierścienia D=2·d, szerokość b=0,2 d, głębokość zanurzenia t = (1/4 ÷1/6 )·D - rys.12.2. Na rysunku 12.3 przedstawiony jest luźny pierścień dzielony stosowany często ze względów montażowych.
Rys. 12.1. Kształty pierścieni smarowniczych
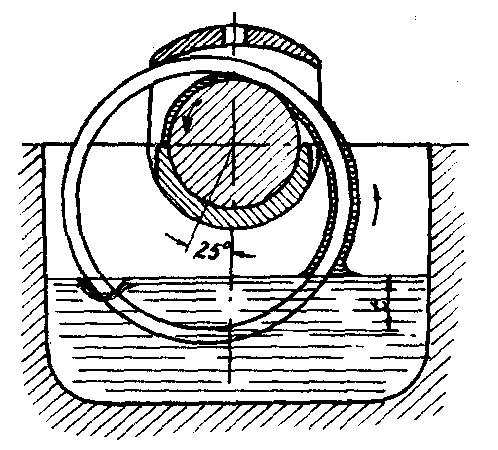
Rys. 12.2. Smarowanie za pomocą Rys.12.3. Luźny pierścień dzielony
luźnego pierścienia
Smarowanie stałym pierścieniem przedstawione jest na rysunku 12.4. Pierścień dolną częścią zanurzony jest w oleju. U góry zgarniacz oleju ściąga z pierścienia olej, który spływa do rowków smarowych rozprowadzających smar na powierzchni ślizgowej.
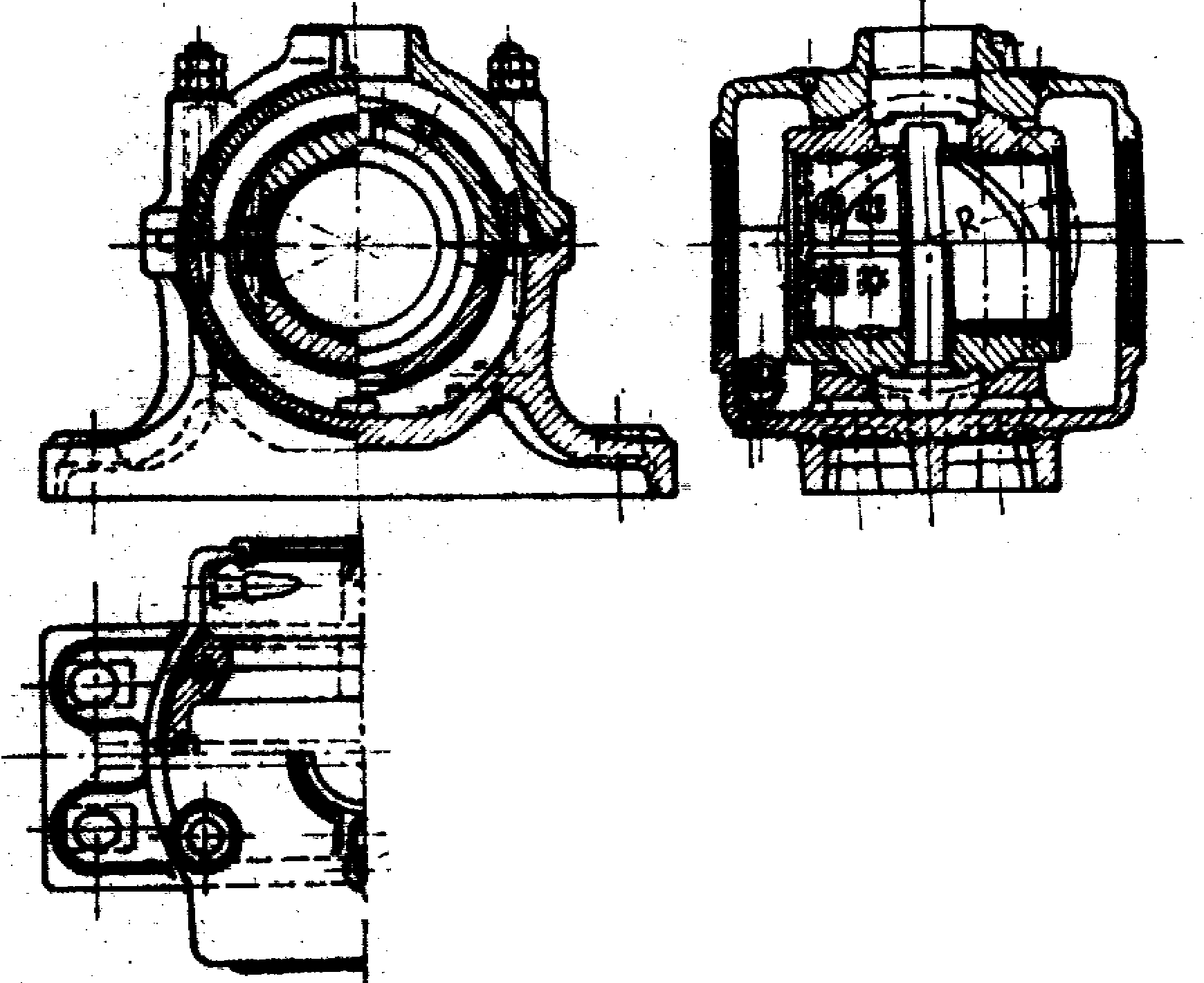
Rys.12.4. Łożysko z samonastawną panewką
( smarowanie pierścieniem stałym )
Łożysko osi wagonu jest przykładem łożyska ze smarowaniem knotowym zaopatrzonego jedynie w górną panewkę. Smar doprowadzony jest do łożyska za pomocą odpowiednich kanałów. Przy smarowaniu pod ciśnieniem smar doprowadzony jest zwykle do części nieruchomej i nie odejmowanej przy kontroli lub naprawie.
Rowki smarowe rozprowadzające smar wykonuje się najczęściej równoległe do osi. W łożyskach dzielonych umieszcza się je zwykle w płaszczyźnie podziału. Ogólne zasady projektowania rowków smarowych są następujące:
1) rowki smarowe należy wykonać na nie pracującej powierzchni ( w przeciwnym razie zmniejsza się znacznie nośność filmu olejowego),
2) należy zmusić smar do przejścia przez film olejowy, dlatego rowki smarowe nie powinny się łączyć z atmosferą, z drugiej strony zaś należy rozprowadzić smar na całej powierzchni ślizgowej, przykrycie przyjmuje się zwykle 0,1·l ,
3) należy zapewnić łagodne wyjście smaru z rowka w kierunku klina smarowego,
4) siły odśrodkowe powinny sprzyjać wędrówce smaru do klina smarowego.
Na nieroboczej powierzchni panewki daje się często wybranie, które służy jako zasobnik oleju przy czym zmniejszają się również opory tarcia.
Wyciekający na boki smar musi być odprowadzony do zbiornika. Przed wydostaniem się oleju z łożyska zabezpiecza uszczelnienie w postaci: pierścieni filcowych, (rys.12.5), uszczelek kołnierzowych itp. albo labiryntowe, z odrzutnikem smaru itd. Wybór rodzaju uszczelnienia zależy od prędkości obwodowej czopa.

Niektóre uszczelnienia łożysk ślizgowych są stosowane takie jak w przypadku łożysk tocznych.
Rys. 12.5. Pierścienie uszczelniające z filcu, skóry, gumy, mas plastycznych lub grafitu
Specjalny typ łożysk poprzecznych stanowią łożyska z samonastawnymi wahliwymi płytkami, które zostały nazwane „Nomy” ( bez tarcia ). Płytki mogą być związane wałem lub panewką albo pływające. Zaletami ich są: dobre centrowanie czopa w łożysku, samoczynne dostosowanie się pochylenia klina smarowego do zmiennych obrotów i obciążenia oraz mały współczynnik tarcia, wadą zaś skomplikowana i kosztowna konstrukcja. Znalazły one zastosowanie w szybkobieżnych szlifierkach itp.
Kadłuby poprzecznych łożysk ślizgowych wykonane są najczęściej z żeliwa. Zwykle stanowią one część składową kadłuba maszyny, a znacznie rzadziej występują jako oddzielny element (przeważnie w lekkich albo bardzo ciężkich napędach ). Kadłuby łożysk lekkiego typu nie różnią się wiele od kadłubów łożysk tocznych. Cechuje je duża zwartość, sztywność i prostota kształtów. Tam, gdzie zależy na lekkości i podatności, stosowane są kadłuby tłoczone z blachy. Często stosowane jest wahliwe osadzenie panewek w kadłubie. Pokrywa i podstawa w kadłubach dzielonych muszą być względem siebie scentrowane za pomocą wpuszczenia jednej części w drugą lub kołków centrujących.
3.5. Smarowanie przekładni zębatych.
Zadaniem smaru jest ochrona powierzchni zębów przed zatarciem i ścieraniem, zmniejszenie strat tarcia oraz chłodzenie powierzchni zębów. Smar pracuje w warunkach niekorzystnych, ponieważ ogrzewa się do wysokiej temperatury i mieszany jest z powietrzem, co przyczynia się do szybkiego utleniania.
Smarowanie przekładni otwartych lub półotwartych ( w osłonie nieszczelnej ) odbywa się najczęściej okresowo (w odstępach kilkugodzinnych) , z zastosowaniem smaru stałego lub oleju o dużej lepkości (dla v≤4 m/sek), albo w sposób ciągły przez zanurzenie w korycie z lepkim smarem (dla v≤1-1,5 m/sek) lub za pomocą smarowniczek kroplowych (dla v≤6 m/sek).
Smarowanie przekładni zamkniętych (w szczelnym kadłubie) może odbywać się przez:
1. Częściowe zanurzenie jednego z kół współpracujących w wannie olejowej - dla v≤12-15 m/sek;
2. Natrysk oleju na wieniec zębaty - dla v>12-15 m/sek lub mniejszych, gdy istnieje trudność zastosowania smarowania zanurzeniowego lub jest urządzenie do smarowania pod cisnieniem innych punktów smarowniczych;
3. Narzucenie stałego smaru do kadłuba (sposób ten stosowany jest do smarowania przekładni w tylnym moście samochodu).
Przy smarowaniu zanurzeniowym głębokość zanurzenia koła w wannie olejowej poleca się przyjmować: H= (6 - 12)·m (gdzie m - moduł. Mniejsze zanurzenie względne (H/m) można przyjąć przy dużym module, większe - przy małym. Dla przekładni szybkobieżnej poleca się przyjmować małe zanurzenie (np. na wysokość zębów).
Kierunek obrotu należy przyjmować taki, żeby koło wchodziło w zazębienie świeżo po wyjściu z wanny olejowej. Pojemność wanny olejowej przyjmuje się: V= (0,25 - 0,5) litr/KM (większe dla smaru o dużej lepkości).
Jeżeli istnieje trudność zanurzenia koła na odpowiednią głębokość przewiduje się czasem zazębiające się z nim pasożytnicze koło tekstolitowe częściowo zanurzone w oleju. (rys.12.6).
Przy v > 12m/s stosuje się osłonę ( fartuch) z blachy dziurkowanej, która zabezpiecza przed nadmiernym rozrzucaniem smaru. ( rys. 12.7)
Przy v>2,5 - 3 m/sek olej jest odrzucany z koła na ścianki. Ściekający ze ścianek olej może być odprowadzony za pomocą rynienek, rowków i kanalików i wykorzystywany do smarowania łożysk. Przy łożyskach tocznych daje się przesłonki z blachy utrzymujące olej na poziomie osi dolnej kulki lub wałka .
Rys. 12.6. Zastosowanie pomocniczego Rys.12.7. Zastosowanie fartucha celem
Koła z tekstolitu do smarowania przekładni zmniejszenia rozpryskiwania smaru przy
Szybkobieżnej w celu zmniejszenia v > 10 - 12 m/s
zanurzenia dużego koła przekładni
dwustopniowej
Przy v <2,5 - 3 m/sek rozrzut smaru jest niedostateczny i łożyska musza być smarowane oddzielnie. Łożyska toczne smarowane są w tym przypadku smarem stałym przy czym muszą być izolowane (zwykle za pomocą blaszek osadzonych na wałku ).
Do smarowania natryskowego służą: pompka olejowa, przewody ssące i tłoczące oraz dysze (rys.12.8 d) lub rurka z otworkami rozrzucające smar na całą szerokość wieńca zębatego (rys. 12.8 a). Przewody olejowe poleca się mocować do podstawy kadłuba, żeby zdjęcie pokrywy nie wymagało ich demontażu. Przy smarowaniu natryskowym przekładni, olej doprowadzany jest również pod ciśnieniem do łożysk.
Tablica 3.4. Ciśnienie i prędkość przepływu w przewodach olejowych
Kierunek natrysku |
Ciśnienie oleju Po kG/cm2 |
Rodzaj przewodu |
Największa dopuszczalna prędkość przepływu vo m/s |
z góry ( rys.12..8 b) |
0,10÷0,15 |
ssący |
1,5 |
z dołu ( rys. 12..8 c ) |
0,5÷0,8 |
tłoczący |
2÷3 |
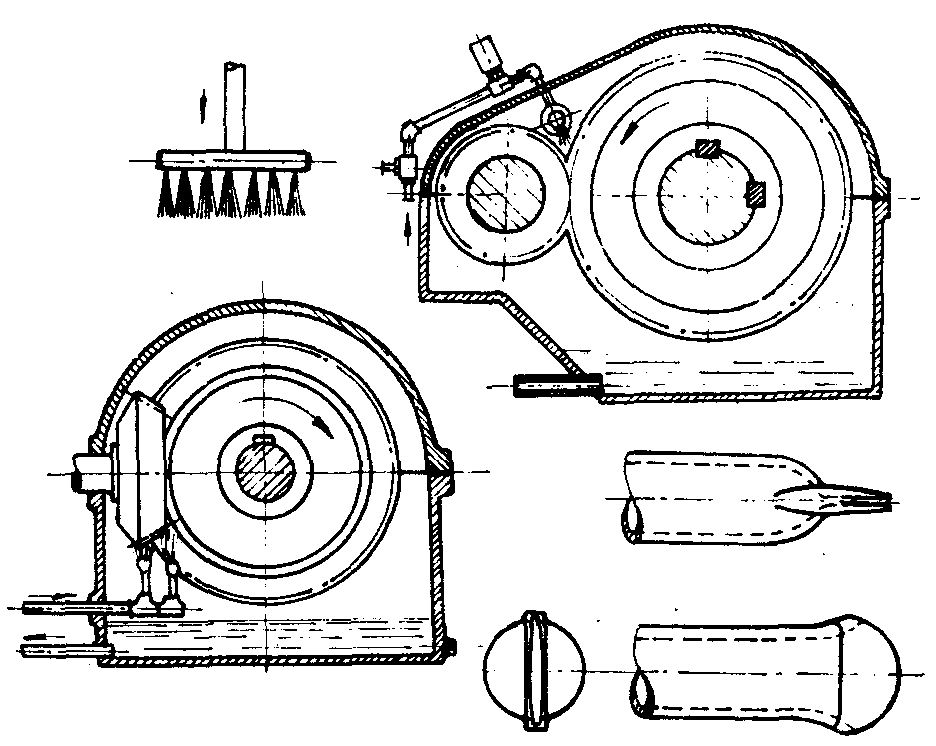
a) b)
c)
d)
Rys.12.8. Smarowanie natryskowe
Zwykle przyjmuje się v=0,5 m/sek. Prędkość przepływu w dyszy powinna być nieco większa niż w przewodzie tłoczącym.
Ilość doprowadzonego oleju musi zabezpieczyć przed nadmiernym grzaniem się przekładni i zużywaniem się zębów, z drugiej zaś strony nie może powodować spiętrzenia oleju między zębami (jakie zachodzi przy zbyt obfitym smarowaniu).
Spiętrzenie oleju występuje zwłaszcza w przekładniach szybkobieżnych o zębach prostych, o dużym module i dużej szerokości wieńca. Należy w tym przypadku przewidzieć znaczne luzy w zazębieniu zarówno wierzchołkowe jak i międzyzębne. W przekładniach o zębach daszkowych pełnych należy przewidzieć zazębianie się daszkiem naprzód, żeby smar był wyciskany na boki, a nie stłaczany do środka.
Im większa prędkość obwodowa, tym bardziej skąpe musi być smarowanie. Przy v >20 m/sek można uzyskać dobre smarowanie przez natrysk oleju na czołowa powierzchnię koła. Olej odrzucany siłą odśrodkowa odbija się od ścianek kadłuba i tworzy mgłę olejową, wystarczającą do smarowania zębów i łożysk tocznych.
Tablica 3.5.
Polecana lepkość oleju E50 dla przekładni zębatych według Merrita |
|||||||||
Materiał zębów |
Rr kG/mm2 |
σ·z1 kG/mm2 |
v<0,5 m/s |
0,5-1 |
1-2,5 |
2,5-5 |
5-12,5 |
12,5-25 |
>25 m/s |
Żeliwo lub masy plastyczne |
_
|
<125 |
24 |
16 |
11 |
8 |
6 |
4,5 |
_ |
Stal |
<100 |
125-300 |
36 |
24 |
16 |
11 |
8 |
6 |
4,5 |
Stal |
100-125 |
125-300 |
36 |
36 |
24 |
16 |
11 |
8 |
6 |
Stal utwardzona |
>125 |
>300 |
60 |
36 |
36 |
24 |
16 |
11 |
8 |
δ= P/ bd1 -kG/cm - umowne obciążenie docisku w przekładni zębatej.
Uwagi do tablicy 3.5.
a) Większą lepkość od podanej w tablicy należy przyjąć jeżeli:
1. Temperatura pracy jest wysoka lub iloczyn δ· z jest duży (przekładnia ciężko obciążona),
2. Zachodzi niebezpieczeństwo zacierania się zębów (czasem stosuje się wówczas smary aktywowane),
3. Straty olejenia są nieduże.
Jeżeli natomiast warunki pracy są odwrotne do wyżej wymienionych, można przyjąć mniejszą lepkość niż podana w tablicy.
b) Dla przekładni wielostopniowej należy ustalić wymaganą lepkość smaru dla każdej przekładni oddzielnie i przyjąć wartość pośrednią.
Bibliografia:
1. Leonid W. Kurmaz Skrypt Politechniki Świętokrzyskiej
Wydawnictwo Politechniki Świętokrzyskiej Kielce 1997
2. prof. dr. Eugeniusz Mazanek Skrypt Politechniki Białostockiej
Białystok 1990
3. Witold Korewa Części Maszyn Część II PWN Warszawa 1966
4. Witold Korewa Części Maszyn Część III PWN Łódź 1974
5. Zbigniew Osiński Sprzęgła i hamulce PWN Warszawa 1996
6. Wiesław Zwierzycki Paliwa, oleje, motoryzacyjne płyny eksploatacyjne
Radom 1998
7. Janusz Zaniewski Katalog łożysk tocznych Wydawnictwo Przemysłowe WENA
Warszawa
8. Andrzej Rutkowski Części Maszyn Wydawnictwo Szkolne i Pedagogiczne
Warszawa 1994
88
101
SPRZĘGŁA
Nierozłączne
mechaniczne
Sterowane
Samoczynne
sztywne
samonastawne
podatne
mechaniczne
hydrodyna-
miczne
elektromagnetyczne
przełączalne
synchroniczne
przełączalne asynchronicznie
(cierne)
mecha-
niczne
hydrodyna- miczne
elektromagnetyczne
odśrodkowe
jednokierunkowe
bezpieczeństwa
Wyszukiwarka
Podobne podstrony:
ZALECENIA ŻYWIENIOWE DLA KOBIET KARMIĄCYCH
Zalecenia w zakresie monitoringu
Kwaśniewski J , 2006 07 26 dr kwasniewski pl, Jak długo O zaleceniach dietetycznych
02 Zalecenia
Metodologia - SPSS - Zastosowanie komputerów - Lipiec - Raport zalecenia, Metodologia - SPSS - Zasto
Zalecenia3
Zalecenia1
RPA Wnioski i zalecenia
Zalecenie BHP dot K P
Zalecenia dla pacjentów po zabiegu augmentacji dziąsła
5 Zalecenie Komitetu Minstrow RE w spr przeciwdzialania handlowi ludźmi
Zalecenia diagnostyczno lecznicze w guzach neuroendokrynnych ukladu pokarmowego
zalecenia
Kryteria laboratoryjne rozpoznawania cukrzycy są niezależne od wieku i opierają się na zaleceniach W
Żywienie, Zalecenia dietetyczne w profilaktyce choroby niedokrwiennej serca, Zalecenia dietetyczne w
zalecenia żywieniowe dla osob starszych
ZALECENIA ŻYWIENIOWE DLA KOBIET KARMIĄCYCH PIERSIĄ, Diety, przepisy i porady
Zalecenia dla zdrowiejących alkoholików, terapia z chomikuj
więcej podobnych podstron