Durkiewicz Mariusz Gr. 7 IMiR Sprawozdanie 3
„Dobór parametrów skrawania.” |
Dane wejściowe:
Materiał obrabiany: żeliwo modyfik.
Średnica półfabrykatu: 100 mm
Średnica wyrobu: 75 mm
Długość toczenia: 300 mm
Narzędzie: nóż NNZa; S20;
Geometria ostrza:
kąt przystawienia:

kąt natarcia:

promień:

Ciecz obróbkowa: praca na sucho
Koszty narzędziowe w czasie jednego okresu trwałości: ![]()
zł
Czas wymiany narzędzia: ![]()
min
Siła dopuszczalna ze względu na wytrzymałość trzonka: ![]()
N
Siła dopuszczalna ze względy na wytrzymałość płytki: ![]()
N
![]()
N
Obrabiarka: TUR 50/1500
Moc znamionowa: ![]()
kW
![]()
kW
Sprawność: ![]()
Zakres prędkości obrotowych: n = 18 - 1800 obr/min
Zakres posuwów: f = 0,08 - 3,26 mm/obr
Maksymalny moment obrotowy: M = 1521 Nm
Siła dopuszczalna ze względu na
wytrzymałość najsłabszego elementu obrabiarki: F = 50 kN
Koszt jednej godziny pracy: ![]()
= 100 zł
Wartości stałych i wykładników potęgowych:
|
|
|
1500 |
1,0 |
0,75 |
|
|
|
|
0,91 |
0,95 |
0,89 |
1,00 |
|
|
|
48,0 |
0,2 |
0,3 |
s |
m |
5.00 |
0,20 |
|
|
|
|
|
|
|
1,25 |
0,94 |
1,00 |
0,96 |
0,86 |
0,97 |
1,00 |

Wartość składnika czasów stałych: ![]()
min
Współczynnik czasów uzupełniających: ![]()
Współczynnik uwzględniający dobieg i wybieg: ![]()
Rozwiązanie:
1. Obliczanie okresu trwałości
1a. Wartość ekonomicznego okresu trwałości ostrza wynosi:
[min] ![]()
1b. Wartość wydajnościowego okresu trwałości ostrza wynosi:
![]()
[min] ![]()
2. Określenie głębokości skrawania
Naddatek obróbkowy wynosi:
![]()
[mm]
Przyjmuje, że głębokość skrawania wyniesie:
- w przejściu zgrubnym: ![]()
mm
![]()
mm
![]()
mm
- w przejściu wykończeniowym: ![]()
mm
3. Określanie posuwu dla przejścia zgrubnego
Ze względu na ograniczenia wytrzymałościowe:
Ze względu na pełne wykorzystanie mocy i żądany okres trwałości: ၥ = 1,00
3a. Posuw dla wersji ekonomicznej:
![]()
[mm/obr] ![]()
3b. Posuw dla wersji wydajnościowej:
[mm/obr] ![]()
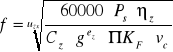
4. Określenie prędkości skrawania dla przejścia zgrubnego
4a. Wersja ekonomiczna:
![]()
[m/min] ![]()
4b. Wersja wydajnościowa:
![]()
[m/min] ![]()
5. Wyznaczanie prędkości obrotowej
![]()
Średnia średnica skrawania:
ds = Dp - ap1 = 96,00 [mm]
5a. Wersja ekonomiczna:
![]()
[obr/min] ![]()
5b. Wersja wydajnościowa:
![]()
[obr/min] ![]()
6. Należy przyjąć skorygowane prędkości obrotowe, co spowoduje zmianę prędkości skrawania
6a. Dla wersji ekonomicznej:
![]()
[m/min]
6b. Dla wersji wydajnościowej:
![]()
[m/min]
7. Sprawdzam jak zmieniają się wartości okresów trwałości dla rzeczywistych prędkości skrawania
7a. Dla wersji ekonomicznej:
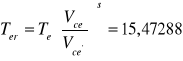
[min] ![]()
7b. Dla wersji wydajnościowej:
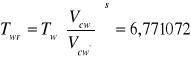
[min] ![]()
8. Sprawdzanie warunku wykorzystania mocy
![]()
Wymagana moc silnika:
![]()
Współczynnik wykorzystania mocy:
![]()
8a. Wersja ekonomiczna:
![]()
![]()
![]()
![]()
8b. Wersja wydajnościowa:
![]()
![]()
![]()
![]()
9. Z przytoczonych obliczeń wynika, że ze względu na stopniowanie prędkości obrotowych nie będzie w pełni wykorzystana moc silnika, a oczekiwane trwałości ostrza odbiegają od założonych.
Aby w pełni wykorzystać moc silnika należy zwiększyć posuw. Zmiana prędkości skrawania jest ograniczona rozstępem między poszczególnymi wartościami prędkości obrotowej.
Zmianie ulegnie tez okres trwałości ostrza ![]()
9a. Wersja ekonomiczna:
![]()
[mm/obr] ![]()
![]()
![]()
9b. Wersja wydajnościowa:
![]()
[mm/obr] ![]()
![]()
![]()
10. Obliczanie czasu jednostkowego obróbki

11. Obliczanie wydajności skrawania
![]()
12. Zestawienie wyników optymalizacji
v |
n |
f |
T |
|
tj |
16,88 |
56,00 |
1,78 |
15,47 |
1,00 |
1,6104228 |
21,40 |
71,00 |
1,40 |
6,77 |
1,00 |
1,610525 |
16,88 |
56,00 |
3,27 |
6,21 |
0,29 |
1,61054 |
21,40 |
71,00 |
2,08 |
3,74 |
0,30 |
1,6106535 |
13. Optymalne parametry obróbki zgrubnej
n |
f |
a |
56,00 |
1,78 |
4,00 |
Wyszukiwarka
Podobne podstrony:
egzamin skrawki- reszta, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
skrawki egzamin-spis, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
Projekt 2 - siły, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
cw6, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
cw41, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
Zagadnienia na zaliczenie, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
ozienergety, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
Nr1(1), Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
cw51, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
cw5, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
Nr1, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
ozifrezow, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
cw4, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
Nr6, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
OPT-WPR, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
oziszlif, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
więcej podobnych podstron