M Feld TBM650
650
13. Projektowanie procesu technologicznego części klasy koło zębate
kę zamiast skoku. Tylko ze względu na współpracę z kołem ślimakowym technologia ślimaka jest omawiana w kołach zębatych. Najczęściej w praktyce spotyka się przekładnie ślimakowe walcowe i one będą omówione.
13.10.1. Obróbka ślimaków
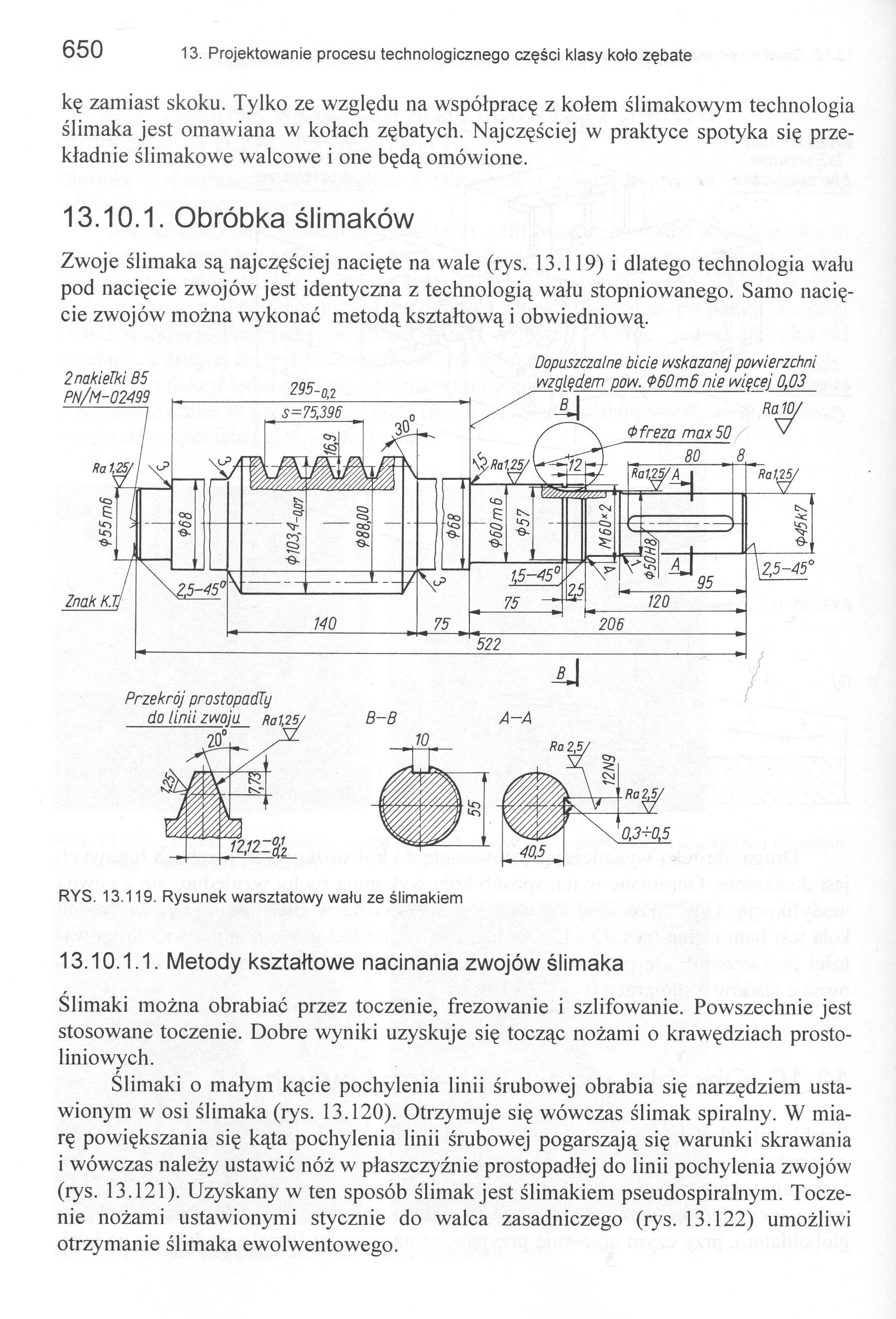
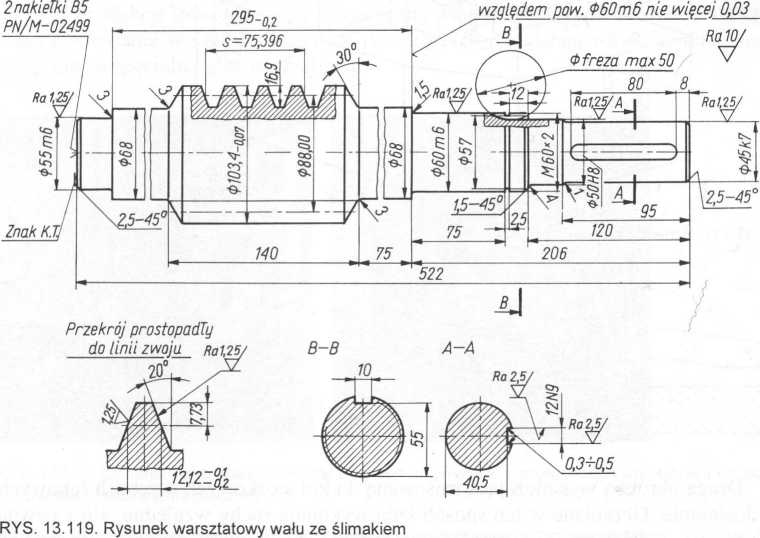
Zwoje ślimaka są najczęściej nacięte na wale (rys. 13.119) i dlatego technologia wału pod nacięcie zwojów jest identyczna z technologią wału stopniowanego. Samo nacięcie zwojów można wykonać metodą kształtową i obwiedniową.
Dopuszczalne bicie wskazanej powierzchni
13.10.1.1. Metody kształtowe nacinania zwojów ślimaka
Ślimaki można obrabiać przez toczenie, frezowanie i szlifowanie. Powszechnie jest stosowane toczenie. Dobre wyniki uzyskuje się tocząc nożami o krawędziach prostoliniowych.
Ślimaki o małym kącie pochylenia linii śrubowej obrabia się narzędziem ustawionym w osi ślimaka (rys. 13.120). Otrzymuje się wówczas ślimak spiralny. W miarę powiększania się kąta pochylenia linii śrubowej pogarszają się warunki skrawania i wówczas należy ustawić nóż w płaszczyźnie prostopadłej do linii pochylenia zwojów (rys. 13.121). Uzyskany w ten sposób ślimak jest ślimakiem pseudospiralnym. Toczenie nożami ustawionymi stycznie do walca zasadniczego (rys. 13.122) umożliwi otrzymanie ślimaka ewolwentowego.
Wyszukiwarka
Podobne podstrony:
M Feld TBM582 582 13. Projektowanie procesu technologicznego części klasy koło zębate stanowi podsta
M Feld TBM584 584 13. Projektowanie procesu technologicznego części klasy kolo zębate powierzchni cz
M Feld TBM586 586 13. Projektowanie procesu technologicznego części klasy koło zębate Zęby zaokrągli
M Feld TBM588 588 13. Projektowanie procesu technologicznego części klasy koło zębate -
M Feld TBM590 590 13. Projektowanie procesu technologicznego części klasy koło zębate Linia zęba RYS
M Feld TBM592 592 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.17. Uc
M Feld TBM594 594 13. Projektowanie procesu technologicznego części klasy koło zębate 13.6.6.
M Feld TBM596 596 13. Projektowanie procesu technologicznego części klasy koło zębate bów i wystawał
M Feld TBM600 600 13. Projektowanie procesu technologicznego części klasy koło zęb
M Feld TBM602 602 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.31. Fr
M Feld TBM606 606 13. Projektowanie procesu technologicznego części klasy koło zębate nia jego więks
M Feld TBM612 612 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.49. Dł
M Feld TBM614 614 13. Projektowanie procesu technologicznego części klasy koło zębate Dłutowanie met
M Feld TBM616 616 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.57. Za
M Feld TBM618 618 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.61. Je
M Feld TBM620 620 13. Projektowanie procesu technologicznego części klasy koło zębate nych, gdyż są
M Feld TBM622 622 13. Projektowanie procesu technologicznego części klasy koło zębate Podobnie jak w
M Feld TBM624 624 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.69. Sc
więcej podobnych podstron