M Feld TBM656
656
13. Projektowanie procesu technologicznego części klasy koło zębate
niewłaściwego transportu na wgniecenia czy inne odkształcenia, które w następstwie mają bezpośredni wpływ na głośność przekładni. Dia określonych kół zębatych konstruktorzy żądają dodatkowego wykończenia zębów w postaci ich kulistego lub pół-kulistego zaokrąglenia lub zukosowania. W produkcji seryjnej i wielkoseryjnej wszystkie te operacje wykonuje się na specjalnych obrabiarkach, dzisiaj sterowanych numerycznie, i specjalnymi narzędziami. Zaokrąglenie krawędzi zębów na takiej obrabiarce pokazano na rys. 13.133, a możliwości technologiczne tych obrabiarek wtabl. 13.3.
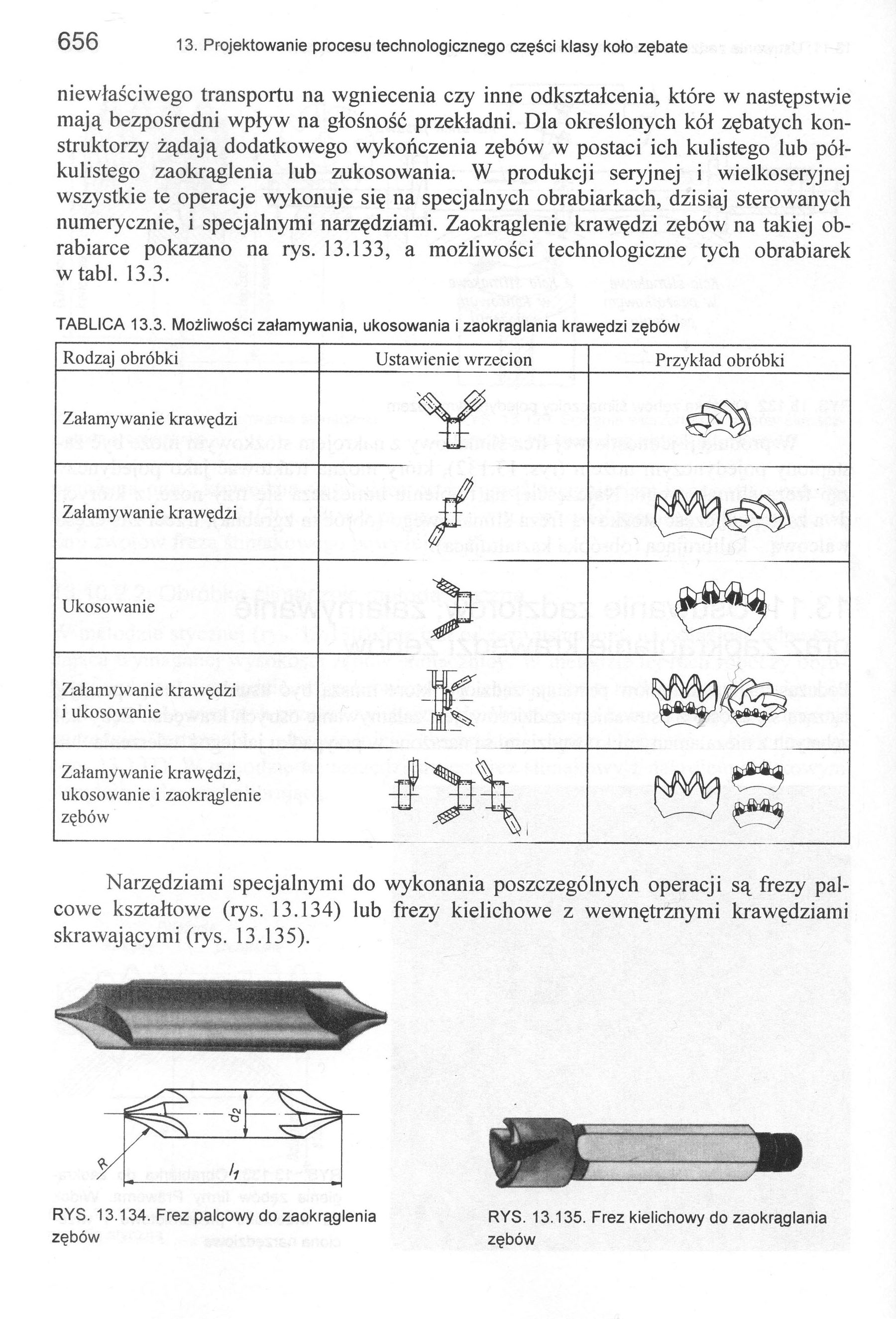
TABLICA 13.3. Możliwości załamywania, ukosowania i zaokrąglania krawędzi zębów
|
Rodzaj obróbki |
Ustawienie wrzecion |
Przykład obróbki | |
|
Załamywanie krawędzi | |||
|
Załamywanie krawędzi |
i | ||
|
Ukosowanie | |||
|
Załamywanie krawędzi |
.1 |
f- | |
|
i ukosowanie |
J | ||
|
Załamywanie krawędzi, ukosowanie i zaokrąglenie zębów |
41 | ||
Narzędziami specjalnymi do wykonania poszczególnych operacji są frezy palcowe kształtowe (rys. 13.134) lub frezy kielichowe z wewnętrznymi krawędziami skrawającymi (rys. 13.135).


RYS. 13.134. Frez palcowy do zaokrąglenia zębów
RYS. 13.135. Frez kielichowy do zaokrąglania zębów
Wyszukiwarka
Podobne podstrony:
M Feld TBM582 582 13. Projektowanie procesu technologicznego części klasy koło zębate stanowi podsta
M Feld TBM584 584 13. Projektowanie procesu technologicznego części klasy kolo zębate powierzchni cz
M Feld TBM586 586 13. Projektowanie procesu technologicznego części klasy koło zębate Zęby zaokrągli
M Feld TBM588 588 13. Projektowanie procesu technologicznego części klasy koło zębate -
M Feld TBM590 590 13. Projektowanie procesu technologicznego części klasy koło zębate Linia zęba RYS
M Feld TBM592 592 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.17. Uc
M Feld TBM594 594 13. Projektowanie procesu technologicznego części klasy koło zębate 13.6.6.
M Feld TBM596 596 13. Projektowanie procesu technologicznego części klasy koło zębate bów i wystawał
M Feld TBM600 600 13. Projektowanie procesu technologicznego części klasy koło zęb
M Feld TBM602 602 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.31. Fr
M Feld TBM606 606 13. Projektowanie procesu technologicznego części klasy koło zębate nia jego więks
M Feld TBM612 612 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.49. Dł
M Feld TBM614 614 13. Projektowanie procesu technologicznego części klasy koło zębate Dłutowanie met
M Feld TBM616 616 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.57. Za
M Feld TBM618 618 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.61. Je
M Feld TBM620 620 13. Projektowanie procesu technologicznego części klasy koło zębate nych, gdyż są
M Feld TBM622 622 13. Projektowanie procesu technologicznego części klasy koło zębate Podobnie jak w
M Feld TBM624 624 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.69. Sc
więcej podobnych podstron