kpiup0074
1. Wytyczne do konstruowania przyrządów precyzyjnych
58
1,25,
^y
y
1,25, tJ
-g--
ł
..i
%

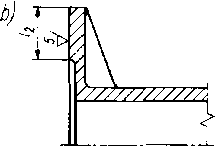
Rys. 1.58. Toczenie lub frezowanie kołnierza: a) źle -- kołnierz wiotki, duża powierzchnia do skrawania; b) lepiej — kołnierz podparty żebrem, mniejsza powierzchnia do skrawania (/1 > l2)
Rys. 1.57. Wiotki element walcowy: a) źle — toczenie i szlifowanie w kiach na całej długości z pręta o średnicy d, dużo materiału do skrawania, podczas szlifowania otrzymamy kształt beczkowaty (d2 > dt ), brak wybiegu dla tarczy szlifierskiej w s; b) lepiej, toczenie na całej długości z pręta o średnicy d, szlifowanie partii końcowych — mniejsze momenty zginające podczas szlifowania, uzyskanie dużej dokładności średnic d3 i d4, dużo materiału do skrawania, wybieg dla tarczy szlifierskiej w s; c) bardzo dobrze — pręt 1 szlifowany bezkłowo, duża dokładność ds, bardzo mało materiału do skrawania, krążek 2 przynitowany
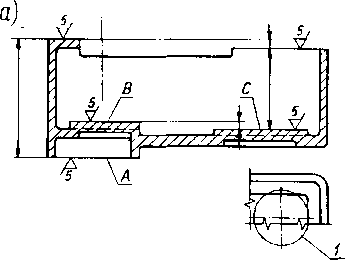
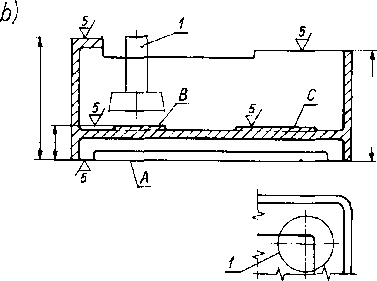
Rys. 1.59. Obróbka odlewu: a) źle — zbyt krótka powierzchnia bazowa A, powierzchnie B i C na różnym poziomie, brak swobodnego wejścia i wyjścia narzędzia i utrudnione jego dojście do powierzchni B, b) dobrze nie ma wyszczególnionych poprzednio wad, 1 — narzędzie powierzchnie elementów obrabianych dociskane do stołu obrabiarki lub przyrządu obróbkowego, ale np. w przedmiotach toczonych na automatach tokarskich lub rewolwerówkach powierzchną bazową jest czoło przedmiotu, a przy wierceniu otworów nieprzelotowych — powierzchnia elementu. Nieprzestrzeganie zasady wymiarowania od baz obróbkowych powoduje zawężenie tolerancji obróbkowych wymiarów tolerowanych i zwiększenie kosztów produkcji. Wyjątek stanowią wymiary sprzęgające powierzchnie kształtowane narzędziami kształtowymi.
Wyszukiwarka
Podobne podstrony:
kpiup0042 1. Wytyczne do konstruowania przyrządów precyzyjnych 26 Produkcja jednostkowa. W produkcji
kpiup0044 1. Wytyczne do konstruowania przyrządów precyzyjnych 28 skrawanego jest trudne. Dlatego ko
kpiup0052 1. Wytyczne do konstruowania przyrządów precyzyjnych 36 1. Wytyczne do konstruowania przyr
kpiup0056 1. Wytyczne do konstruowania przyrządów precyzyjnych
kpiup0058 1. Wytyczne do konstruowania przyrządów precyzyjnych 42 Rys. 1.29. Odlewy i modele woskowe
kpiup0060 1. Wytyczne do konstruowania przyrządów precyzyjnych 44 odlewów o skomplikowanych kształta
kpiup0064 1. Wytyczne do konstruowania przyrządów precyzyjnych 48 pokazana na rys. 1.36f nie jest za
kpiup0066 !. Wytyczne do konstruowania przyrządów precyzyjnych 50 się je z materiałów przystosowanyc
kpiup0068 1. Wytyczne do konstruowania przyrządów precyzyjnych 52 znajdować się jak najbliżej czoła
więcej podobnych podstron