test ham9
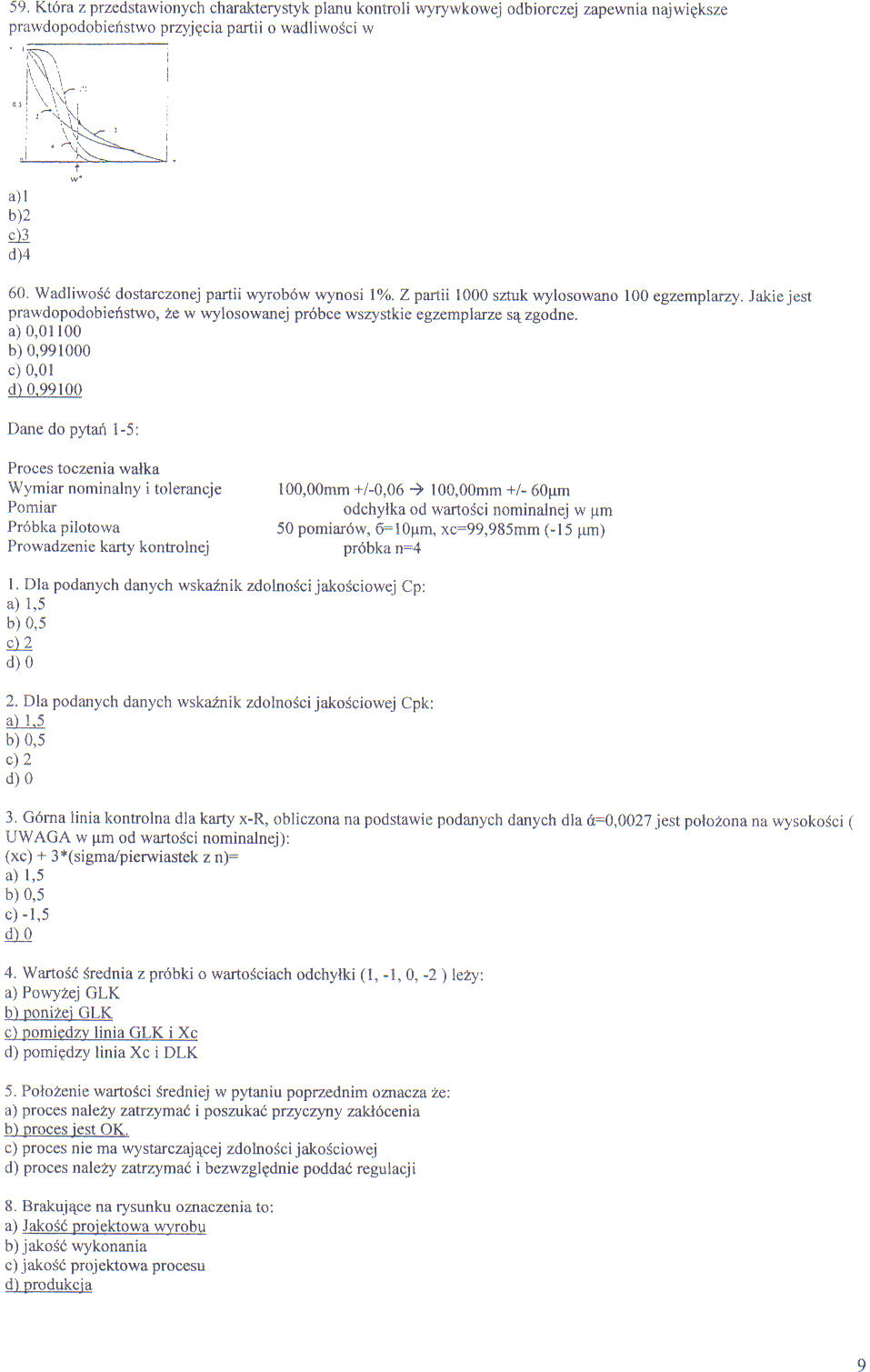
59. Która z przedstawionych charakterystyk planu kontroli wyrywkowej odbiorczej zapewnia największe prawdopodobieństwo przyjęcia partii o wadliwości w
a) l
b) 2
£&
d)4
60. Wadliwość dostarczonej partii wyrobów wynosi 1%. Z partii 1000 sztuk wylosowano 100 egzemplarzy. Jakie jest prawdopodobieństw'©, że w wylosowanej próbce wszystkie egzemplarze są zgodne.
a) 0,01100
b) 0,991000
c) 0,01
d) 0,99100
Dane do pytań 1-5:
lOOjOOmm +7-0,06 -ź 100,00mm +/- 60pm
odchyłka od w artości nominalnej w pm 50 pomiarów, 6=10pm, xc=99,985mm (-15 pm) próbka n=4
Proces toczenia wałka Wymiar nominalny i tolerancje Pomiar
Próbka pilotowa Prowadzenie karty kontrolnej
1. Dla podanych danych wskaźnik zdolności jakościowej Cp:
a) 1,5
b) 0,5 cii d) 0
2. Dla podanych danvch wskaźnik zdolności jakościowej Cpk: aLL5
c) 2
3. Górna linia kontrolna dla karty x-R, obliczona na podstawie podanych danych dla d=0,0027 jest położona na wysokości ( UWAGA w pm od wartości nominalnej):
(xc) + 3*(sigma/picrwiastek z n)=
c) -1,5
4. Wartość średnia z próbki o wartościach odchyłki (1, -1, 0, -2) leży:
a) Powyżej GLK
b) poniżej GLK
c) pomiędzy linia GLK i Xc
d) pomiędzy linia Xc i DLK
5. Położenie wartości średniej w pytaniu poprzednim oznacza że: a) proces należy zatrzymać i poszukać przyczyny zakłócenia
ht nroces jest OK.
c) proces nie ma wystarczającej zdolności jakościowej
d) proces należy zatrzymać i bezwzględnie poddać regulacji
8. Brakujące na rysunku oznaczenia to:
a) Jakość projektowa wwrobu
b) jakość wykonania
c) jakość projektowa procesu
d) produkcja
Wyszukiwarka
Podobne podstrony:
Jasiński Motywowanie w przedsiębiorstwie (40) >wl onu bacznie tffcMyw ewn m charakter** konsulta
DSC01822 / Którą 2 przedstawionych zmian jelita grubego charakteryzuje największe ryzyko przemiany
skanuj0009 (246) którą przedstawiam, jest tylko jedną z kilku znanych i n.mkowo wartościowyitl propo
Image091 Charakterystyki wyjściowe bramek VQ = f(lQ) Na rysunku 4.7 przedstawiono charakterystyki UO
Image097 Na rysunku 4.15b przedstawiono charakterystykę przełączania bramki oraz odpowiadającą jej z
Zadanie 19. Która antena charakteryzuje się największym zyskiem energetycznym oraz umożliwia zestawi
skanuj0007 (428) Przedstawione charakterystyki poszczególnych stylów mogą stanowić materiał porównaw
img044 (8) wtedy ikonicznej notacji, którą przedstawia rys. 9a, będący wariantem rys. 8: i i BZ !
Pytania przykładowe Moduł drogowy 05 Test EGZAMINACYJNY Test nr / RokT/Drogowy/06 j charakteryzując
TEST II (3) -Zitiaw /• d) nadzór nad narzędziami do kontroli, pomiarów i badań 25. Audit systemu zar
Uvod V sućasnej dobę, która je charakteristicka dynamikou, potrebuje aj oblast’
Zrób biznES - jak współpracować z podmiotami ekonomii społecznej CIS to instytucja, która ma charakt
page0118 108 CHALDEA seum, która przedstawia (ryc. 247) króla chaldejskiego z łukiem w ręku, odbiega
page0237 ROZDZIAŁ VI. Streszczenie. Pozwalam sobie przytoczyć tu pracę, którą przedstawiłem w Grudni
więcej podobnych podstron