30 (398)
30 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA
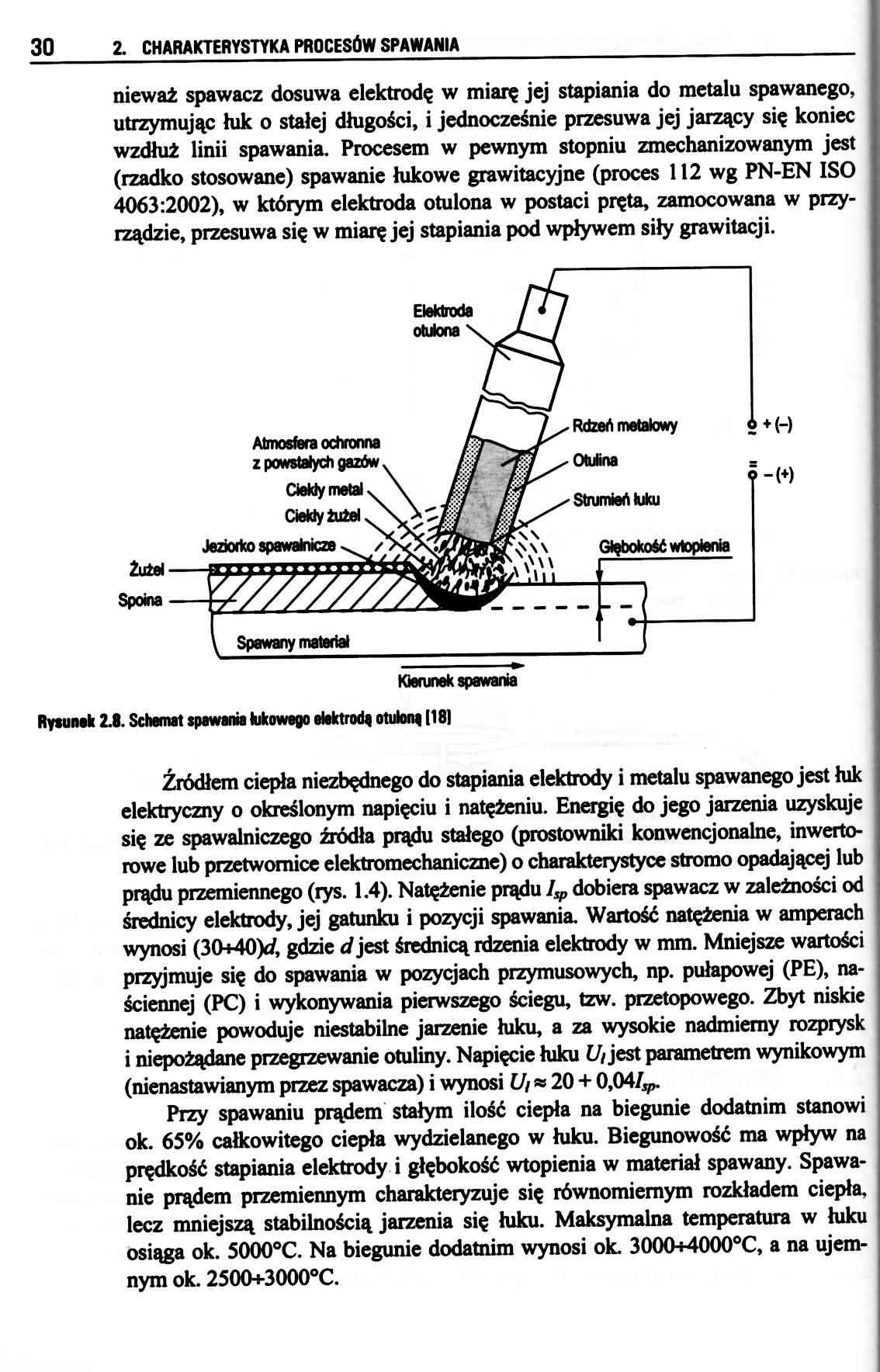
nieważ spawacz dosuwa elektrodę w miarę jej stapiania do metalu spawanego, utrzymując hik o stałej długości, i jednocześnie przesuwa jej jarzący się koniec wzdłuż linii spawania. Procesem w pewnym stopniu zmechanizowanym jest (rzadko stosowane) spawanie łukowe grawitacyjne (proces 112 wg PN-EN ISO 4063:2002), w którym elektroda otulona w postaci pręta, zamocowana w przyrządzie, przesuwa się w miarę jej stapiania pod wpływem siły grawitacji.
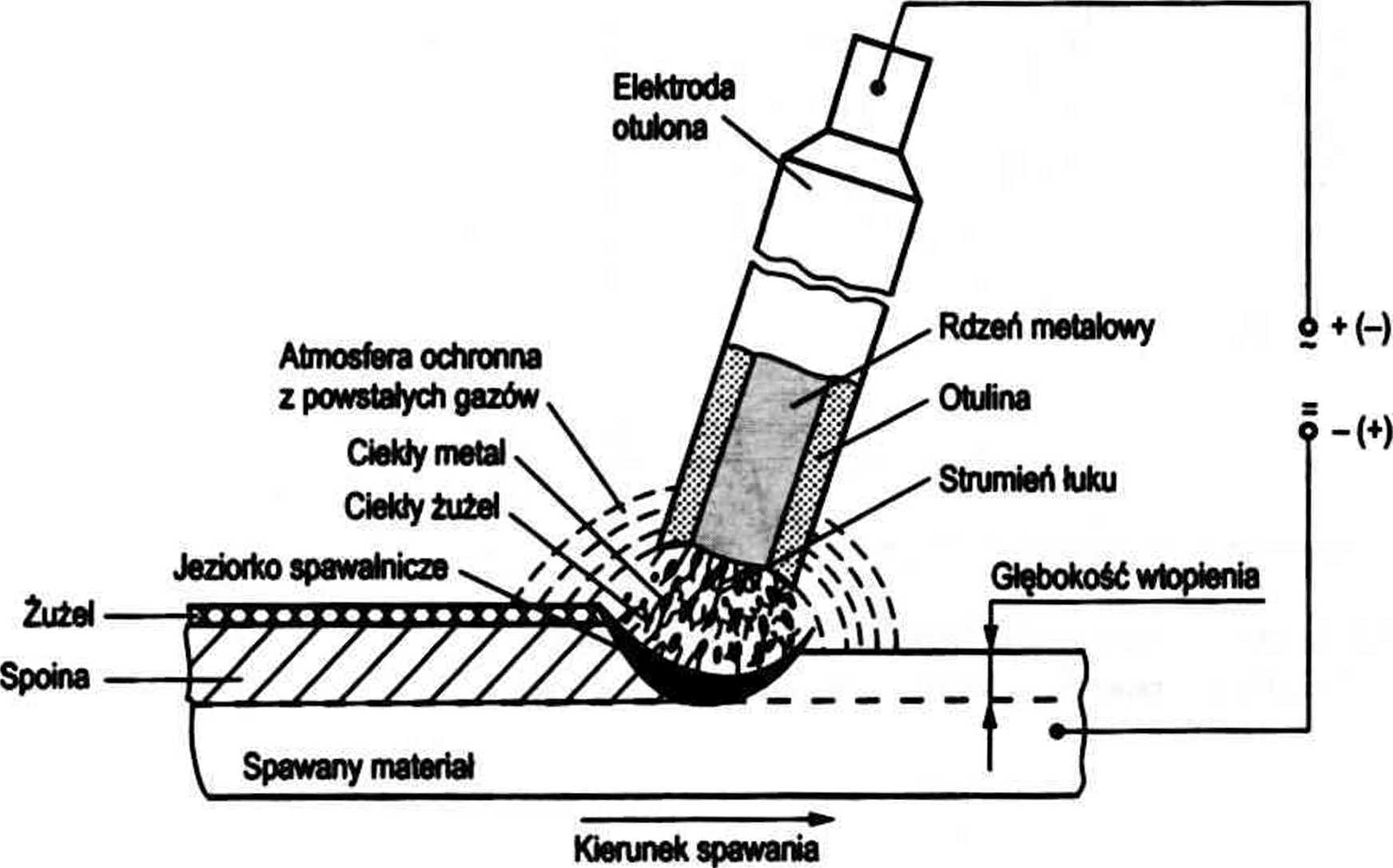
Rysunak 2.8. Schemat spawania łukowego elektroda otulona (18)
Źródłem ciepła niezbędnego do stapiania elektrody i metalu spawanego jest łuk elektryczny o określonym napięciu i natężeniu. Energię do jego jarzenia uzyskuje się ze spawalniczego źródła prądu stałego (prostowniki konwencjonalne, inwerto-rowe lub przetwornice elektromechaniczne) o charakterystyce stromo opadającej lub prądu przemiennego (rys. 1.4). Natężenie prądu lsp dobiera spawacz w zależności od średnicy elektrody, jej gatunku i pozycji spawania. Wartość natężenia w amperach wynosi (30+40)*/, gdzie d jest średnicą rdzenia elektrody w mm. Mniejsze wartości przyjmuje się do spawania w pozycjach przymusowych, np. pułapowej (PE), na-ściennej (PC) i wykonywania pierwszego ściegu, tzw. pizetopowego. Zbyt niskie natężenie powoduje niestabilne jarzenie łuku, a za wysokie nadmierny rozprysk i niepożądane przegrzewanie otuliny. Napięcie łuku t//jest parametrem wynikowym (nienastawianym przez spawacza) i wynosi Ui« 20 + 0,04
Przy spawaniu prądem stałym ilość ciepła na biegunie dodatnim stanowi ok. 65% całkowitego ciepła wydzielanego w łuku. Biegunowość ma wpływ na prędkość stapiania elektrody i głębokość wtopienia w materiał spawany. Spawanie prądem przemiennym charakteryzuje się równomiernym rozkładem ciepła, lecz mniejszą stabilnością jarzenia się łuku. Maksymalna temperatura w łuku osiąga ok. 5000°C. Na biegunie dodatnim wynosi ok. 3000+4000°C, a na ujemnym ok. 2500+3000°C.
Wyszukiwarka
Podobne podstrony:
28 (431) 28 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA 28 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA Ryiunek 2.5
32 (379) 32 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA 32 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA A-A a)b) Ry
42 (253) 42 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA Odmianą spawania M1G/MAG ułatwiającą spawanie blach
44 (256) 44 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA czątkowego okresu zainicjowania procesu. Jeziorko c
46 (241) 46 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA ktrodą wolframową a materiałem spawanym. W głowicac
48 (236) 48 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA średnica wiązki i jej ogniskowa, prędkość spawania
50 (212) 50 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA wynosi 10,6 pm. Moc laserów CO2 osiąga 25 kW i jest
34 (328) 34 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA Łatwość wprowadzania zmian (w szerokim zakresie) po
36 (301) 36 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA spawany jest katodą. Skuteczne usuwanie tlenków z m
38 (281) 38 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA metod spawania skrótu GMAW (ang. Gas Metal Arc Weld
40 (262) 40 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA z Ar, gdyż wtedy poprawia się jarzenie się tuku) do
24 (515) 24 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA trudności w praktycznym ich stosowaniu. Ciepło pows
26 (455) 26 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA projektowania procesu spawania należy je uwzględnia
DSC00766 30. Różnicowanie komórek Wpromdzmie • Charakterystyka procesu różnicowania komórek • Rola
new 14 30 2. Charakterystyka gwintów znormalizowanych rzaniu części zamiennych do urządzeń sprowadza
Bezsenność - rozpowszechnienie ■ około 30%, charakter przewlekły - 10% ■
więcej podobnych podstron