40 (262)
40 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA
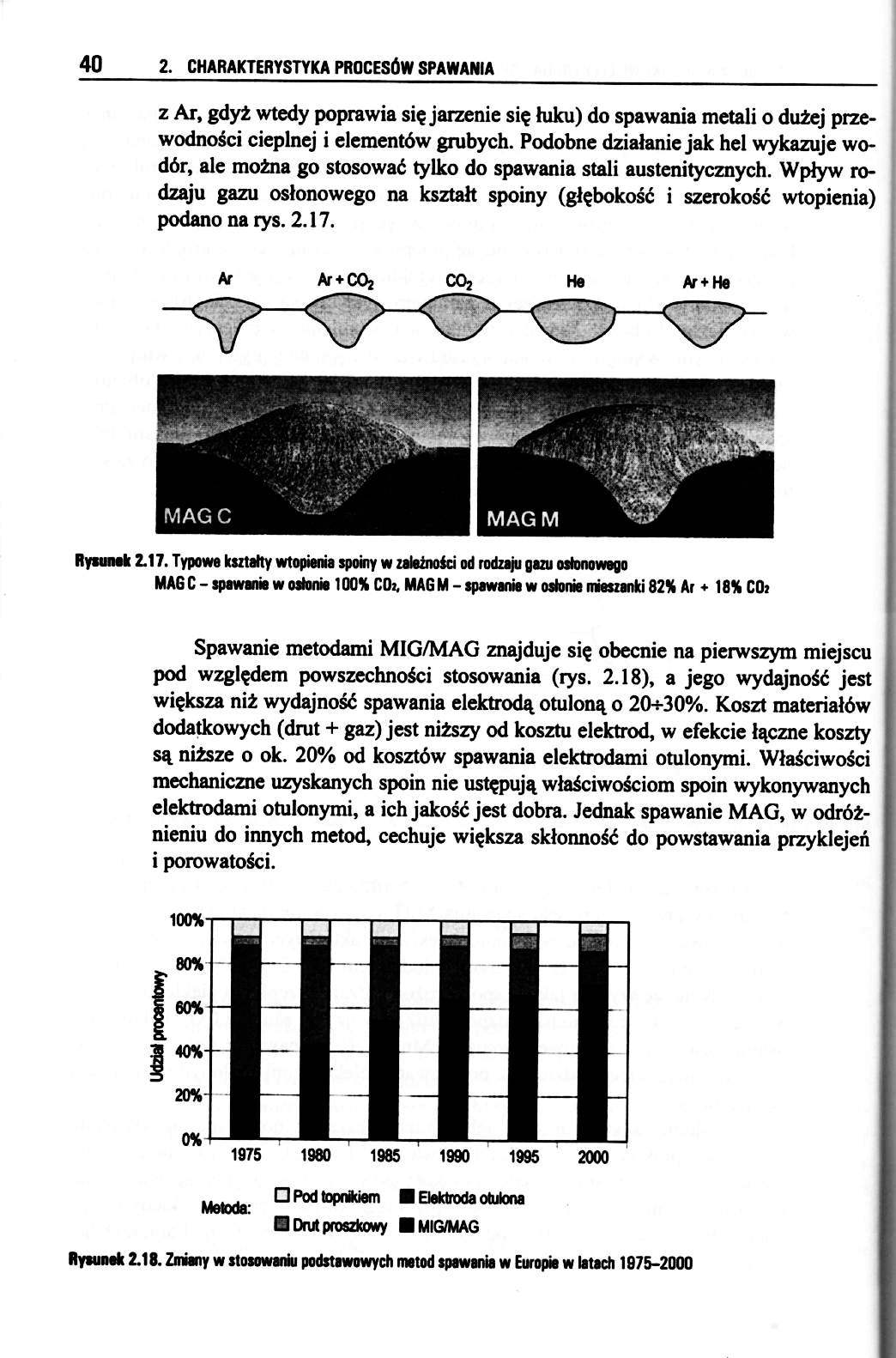
z Ar, gdyż wtedy poprawia się jarzenie się tuku) do spawania metali o dużej przewodności cieplnej i elementów grubych. Podobne działanie jak hel wykazuje wodór, ale można go stosować tylko do spawania stali austenitycznych. Wpływ rodzaju gazu osłonowego na kształt spoiny (głębokość i szerokość wtopienia) podano na rys. 2.17.
40 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA
Ar Ar + COj COj He Ar + He
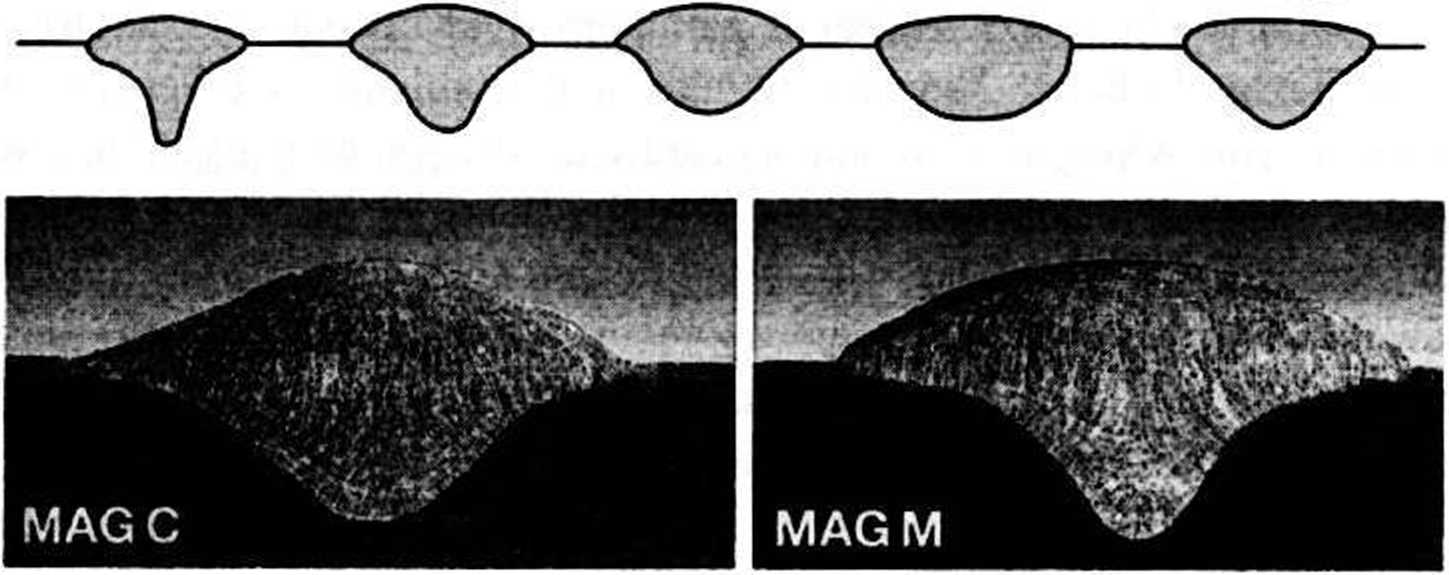
Rysunek 2.17. Typowe kształty wtopienia spoiny w zależności od rodzaju gazu osłonowego
MAG C - spawanie w osłonie 100% COz, MAG M - spawanie w osłonie mieszanki 82% Ar + 18% COs
Spawanie metodami MIG/MAG znajduje się obecnie na pierwszym miejscu pod względem powszechności stosowania (rys. 2.18), a jego wydajność jest większa niż wydajność spawania elektrodą otuloną o 20+30%. Koszt materiałów dodatkowych (drut + gaz) jest niższy od kosztu elektrod, w efekcie łączne koszty są niższe o ok. 20% od kosztów spawania elektrodami otulonymi. Właściwości mechaniczne uzyskanych spoin nie ustępują właściwościom spoin wykonywanych elektrodami otulonymi, a ich jakość jest dobra. Jednak spawanie MAG, w odróżnieniu do innych metod, cechuje większa skłonność do powstawania przyklejeń i porowatości.
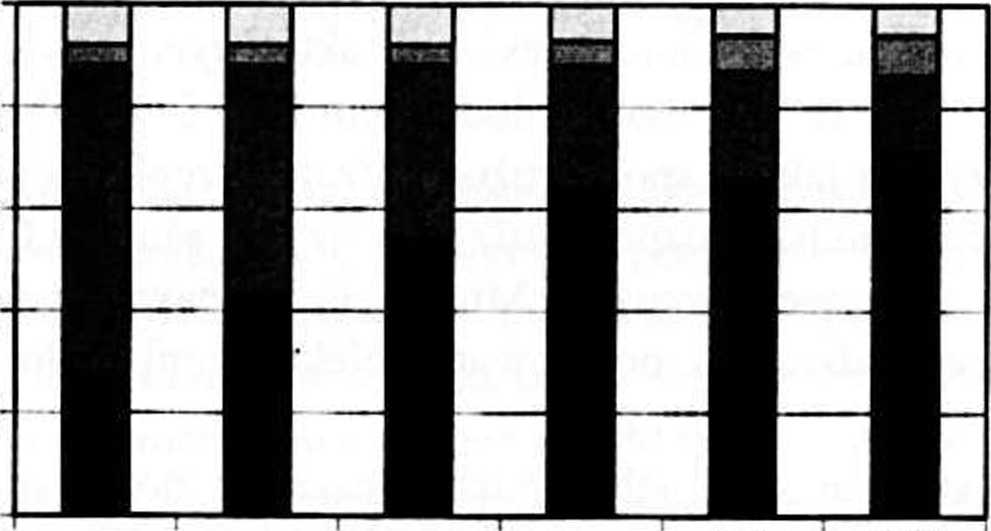
1975 1980 1985 1990 1995 2000
M j □ Pod topnikiem ■ Elektroda otulona 0 Drut proszkowy ■ MIG/MAG
Rysunek 2.18. Zmiany w stosowaniu podstawowych metod spawania w Europie w latach 1975-2000
100%
80%
1 6014
| 40%
20%
0%
Wyszukiwarka
Podobne podstrony:
28 (431) 28 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA 28 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA Ryiunek 2.5
30 (398) 30 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA nieważ spawacz dosuwa elektrodę w miarę jej stapian
32 (379) 32 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA 32 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA A-A a)b) Ry
42 (253) 42 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA Odmianą spawania M1G/MAG ułatwiającą spawanie blach
44 (256) 44 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA czątkowego okresu zainicjowania procesu. Jeziorko c
46 (241) 46 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA ktrodą wolframową a materiałem spawanym. W głowicac
48 (236) 48 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA średnica wiązki i jej ogniskowa, prędkość spawania
50 (212) 50 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA wynosi 10,6 pm. Moc laserów CO2 osiąga 25 kW i jest
34 (328) 34 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA Łatwość wprowadzania zmian (w szerokim zakresie) po
36 (301) 36 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA spawany jest katodą. Skuteczne usuwanie tlenków z m
38 (281) 38 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA metod spawania skrótu GMAW (ang. Gas Metal Arc Weld
24 (515) 24 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA trudności w praktycznym ich stosowaniu. Ciepło pows
26 (455) 26 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA projektowania procesu spawania należy je uwzględnia
img186 186 Kompresorami. Przebieg ich charakterystyki jest prawie logarytmiczny, gdyż wtedy uzyskuje
page0088 78 że ta atrybucya nie jest koniecznie charakterystyczna dla zjawisk duchowych, gdyż zdarza
ROZWOJ REGIONALNY Cechą charakterystyczną procesu rozwoju gospodarczego jest jego różnicowanie się w
page0171 167 ma jednakowy czas reakcyi, gdyż zmienia on się co do płci, wieku i temperamentu, jak na
Pojęcie i charakter prawny Przez umowę kredytu bank zobowiązuje się oddać do dyspozycji kredytobiorc
więcej podobnych podstron