38 (281)
38 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA
metod spawania skrótu GMAW (ang. Gas Metal Arc Welding). Jakkolw w metodach MAG/M1G * do spawania używa się drutów litych i proszków z rdzeniem topnikowym oraz metalowym, to powszechnie przyjmuje się, stosuje się w nich druty lite.
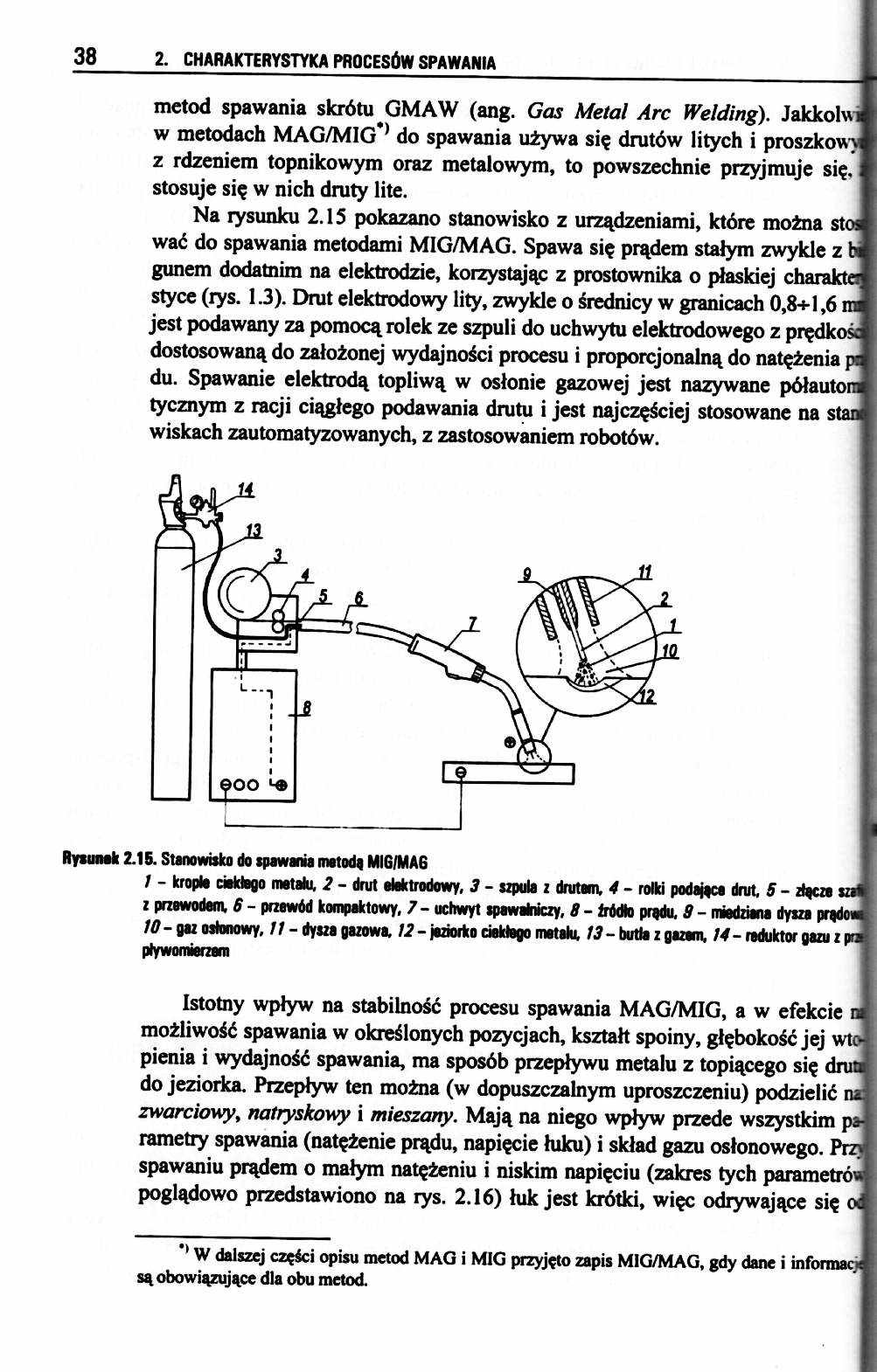
Na rysunku 2.15 pokazano stanowisko z urządzeniami, które można st< wać do spawania metodami MIG/MAG. Spawa się prądem stałym zwykle z gunem dodatnim na elektrodzie, korzystając z prostownika o płaskiej ch: styce (rys. 1.3). Drut elektrodowy lity, zwykle o średnicy w granicach 0,8+1,6 jest podawany za pomocą rolek ze szpuli do uchwytu elektrodowego z prędki dostosowaną do założonej wydajności procesu i proporcjonalną do natężenia du. Spawanie elektrodą topliwą w osłonie gazowej jest nazywane półautoi tycznym z racji ciągłego podawania drutu i jest najczęściej stosowane na sl wiskach zautomatyzowanych, z zastosowaniem robotów.
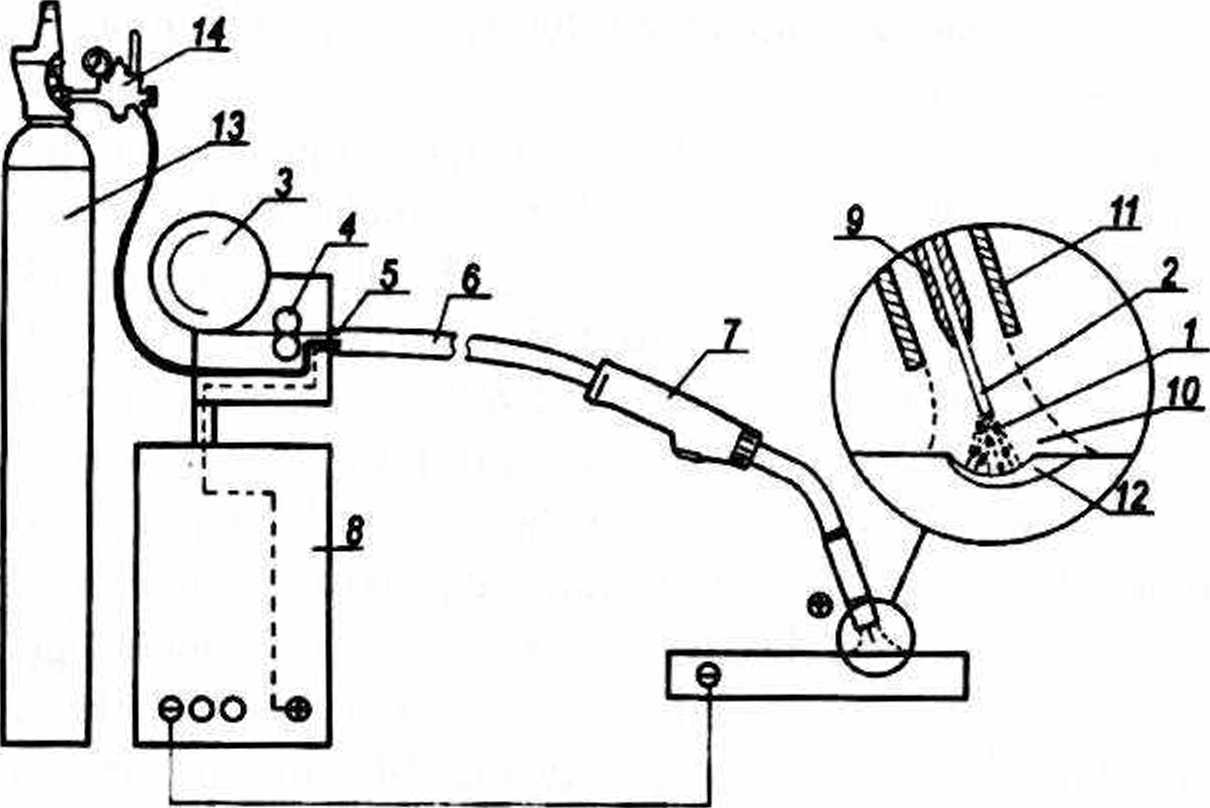
RYSumk 2.15. Stanowisko do spawania metoda MIG/MA6
/ - krople cwktego metalu, 2 - drut elektrodowy, 3 - szpula z drutem, A - rolki podające drut, 5 - zląc z przewodem, 6 - przewód kompaktowy, 7 - uchwyt spawalniczy, 8 - źródło prądu, 8 - miedziana dysza |
10-gaz osłonowy, 11 - dysza gazowa, 12 - jeziorko ciekłego metalu, 13-butle z gazem. 14- reduktor gai ptywomierzem
Istotny wpływ na stabilność procesu spawania MAG/MIG, a w efek możliwość spawania w określonych pozycjach, kształt spoiny, głębokość jej wti pienia i wydajność spawania, ma sposób przepływu metalu z topiącego się do jeziorka. Przepływ ten można (w dopuszczalnym uproszczeniu) podzielić zwarciowy, natryskowy i mieszany. Mają na niego wpływ przede wszystkim rametry spawania (natężenie prądu, napięcie łuku) i skład gazu osłonowego spawaniu prądem o małym natężeniu i niskim napięciu (zakres tych parametrów poglądowo przedstawiono na rys. 2.16) łuk jest krótki, więc odrywające
** W dalszej części opisu c są obowiązujące dla obu metod.
Wyszukiwarka
Podobne podstrony:
OZNACZENIA METOD SPAWANIA 111- spawanie łukowe ręczne elektrodą otuloną ang. shielded metal arc weld
Spawanie elektrodami otulonymi (MMA- Manuał Metal Arc Welding) to najstarsza i najbardziej uniwersal
38. CHARAKTERYSTYKA PROCESU LEGISAKCYJNEGO. Proces legisakcyjny jest najstarszym procesem rzynskim i
28 (431) 28 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA 28 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA Ryiunek 2.5
30 (398) 30 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA nieważ spawacz dosuwa elektrodę w miarę jej stapian
32 (379) 32 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA 32 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA A-A a)b) Ry
42 (253) 42 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA Odmianą spawania M1G/MAG ułatwiającą spawanie blach
44 (256) 44 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA czątkowego okresu zainicjowania procesu. Jeziorko c
46 (241) 46 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA ktrodą wolframową a materiałem spawanym. W głowicac
48 (236) 48 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA średnica wiązki i jej ogniskowa, prędkość spawania
50 (212) 50 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA wynosi 10,6 pm. Moc laserów CO2 osiąga 25 kW i jest
34 (328) 34 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA Łatwość wprowadzania zmian (w szerokim zakresie) po
36 (301) 36 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA spawany jest katodą. Skuteczne usuwanie tlenków z m
40 (262) 40 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA z Ar, gdyż wtedy poprawia się jarzenie się tuku) do
24 (515) 24 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA trudności w praktycznym ich stosowaniu. Ciepło pows
26 (455) 26 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA projektowania procesu spawania należy je uwzględnia
45903 Zdjęcie0081 Bazy danychMM A (Manuał Metal Arc welding) Spawanie łukowe ręczne elektrodą otulon
więcej podobnych podstron