46 (241)

46 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA
ktrodą wolframową a materiałem spawanym. W głowicach roboczych o łuku niezależnym łuk jarzy się między elektrodą a miedzianą dyszą palnika i strumień plazmy topi materiał obrabiany (spawany, napawany, cięty), który nie musi być przewodnikiem prądu. Na rysunku 2.22 tą elektrodą jest dysza chłodzona wodą, która w momencie zajarzania łuku za pomocą układu wielkiej częstotliwości (HF) jest anodą, a więc palnik pracuje wtedy w systemie niezależnym od czasu zajarzenia się łuku głównego, zależnego. Spawanie lukiem niezależnym jest energetycznie nieefektywne i dlatego rzadko stosowane.
W metodzie spawania plazmowego T1G prawie zawsze stosuje się prąd stały lub pulsujący z biegunem ujemnym na elektrodzie wolframowej. Tylko do spawania aluminium i magnezu oraz ich stopów używa się prądu przemiennego ze względu na potrzebę rozbicia katodowego warstewki tlenków. Bardzo cienkie (od ok. 0,05 mm) elementy spawa się prądem od ok. 0,02 A do ok. 25 A i taki proces nazywa się mikroplazmowym (rys. 2.23). Przy spawaniu grubszych elementów (korzystniejsza jest wtedy metoda plazma MIG) natężenie prądu osiąga 600 A.
Do spawania plazmowego MIG stosuje się prąd stały o biegunowości dodatniej na elektrodzie i wtedy możliwe jest spawanie wszystkich metali (w tym aluminium) lub prąd o biegunowości ujemnej.
Zakres zastosowania spawania plazmowego jest podobny do zastosowania klasycznych metod TIG i MIG. Korzyści, jakie uzyskuje się w wyniku spawania plazmowego, to:
— bardziej skoncentrowana moc łuku (możliwość uzyskania głębokiego wtopienia przy niewielkiej szerokości spoiny),
— 2+3-krotnie większa prędkość spawania w porównaniu z metodami klasycznymi,
— duża elastyczność łuku,
— małe odkształcenia spawalnicze,
— wysoka jakość i estetyka złączy.
Ponadto spawanie plazmowe zastępuje w pewnym zakresie drogie spawanie elektronowe i laserowe, a uzyskane niekiedy wyniki są porównywalne przy znacznie mniejszym koszcie urządzenia.
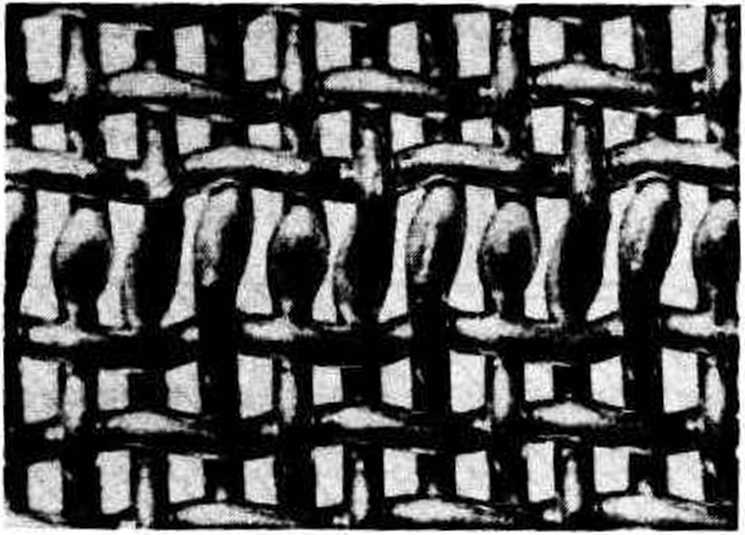
Rysunek 2.23. Przykład spawania mikroptazmowego .tkaniny' z drutów o średnicy 0,2 mm wykonanych ze stali nierdzewny natężanie prądu ok. 300 mA
Wyszukiwarka
Podobne podstrony:
28 (431) 28 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA 28 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA Ryiunek 2.5
30 (398) 30 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA nieważ spawacz dosuwa elektrodę w miarę jej stapian
32 (379) 32 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA 32 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA A-A a)b) Ry
42 (253) 42 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA Odmianą spawania M1G/MAG ułatwiającą spawanie blach
44 (256) 44 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA czątkowego okresu zainicjowania procesu. Jeziorko c
48 (236) 48 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA średnica wiązki i jej ogniskowa, prędkość spawania
50 (212) 50 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA wynosi 10,6 pm. Moc laserów CO2 osiąga 25 kW i jest
34 (328) 34 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA Łatwość wprowadzania zmian (w szerokim zakresie) po
36 (301) 36 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA spawany jest katodą. Skuteczne usuwanie tlenków z m
38 (281) 38 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA metod spawania skrótu GMAW (ang. Gas Metal Arc Weld
40 (262) 40 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA z Ar, gdyż wtedy poprawia się jarzenie się tuku) do
24 (515) 24 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA trudności w praktycznym ich stosowaniu. Ciepło pows
26 (455) 26 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA projektowania procesu spawania należy je uwzględnia
STA43831 46. Charakterystyczne cechy odmy opłucnowej w badaniu przedmiotowym po stronie zajętej to:
skanowanie0028 (17) Mocowanie i regulacja położenia elektrody wolframowej Kierunek spawania Prz
new 22 46 2. Charakterystyka gwintów znormalizowanych Rys. 2.10. Gwint w połączeniach kloszy szklany
więcej podobnych podstron