34 (328)
34 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA
Łatwość wprowadzania zmian (w szerokim zakresie) podstawowych pj metrów spawania, takich jak rodzaj prądu i jego biegunowość, natężenie prądu, napięcie łuku i prędkość spawania, umożliwia uzyskiwanie spoin o różnej głębokości wtopienia, wysokości nadlewu, szerokości lica, stopniu udziału (przemii szanta) materiału rodzimego i drutu w spoinie (rys. 2.10).
Przy wykonywaniu spoin jednostronnych trudno jest uzyskać poprawny pełny przetop grani spoiny, tzn. uniknąć jego braku lub nadmiernego przetopił nia, grożącego wyciekiem stopiwa. Ciekłe jeziorko musi więc być skuteczni) podtrzymywane. Na rysunku 2.11 podano kilka przykładów rozwiązania teg< problemu.
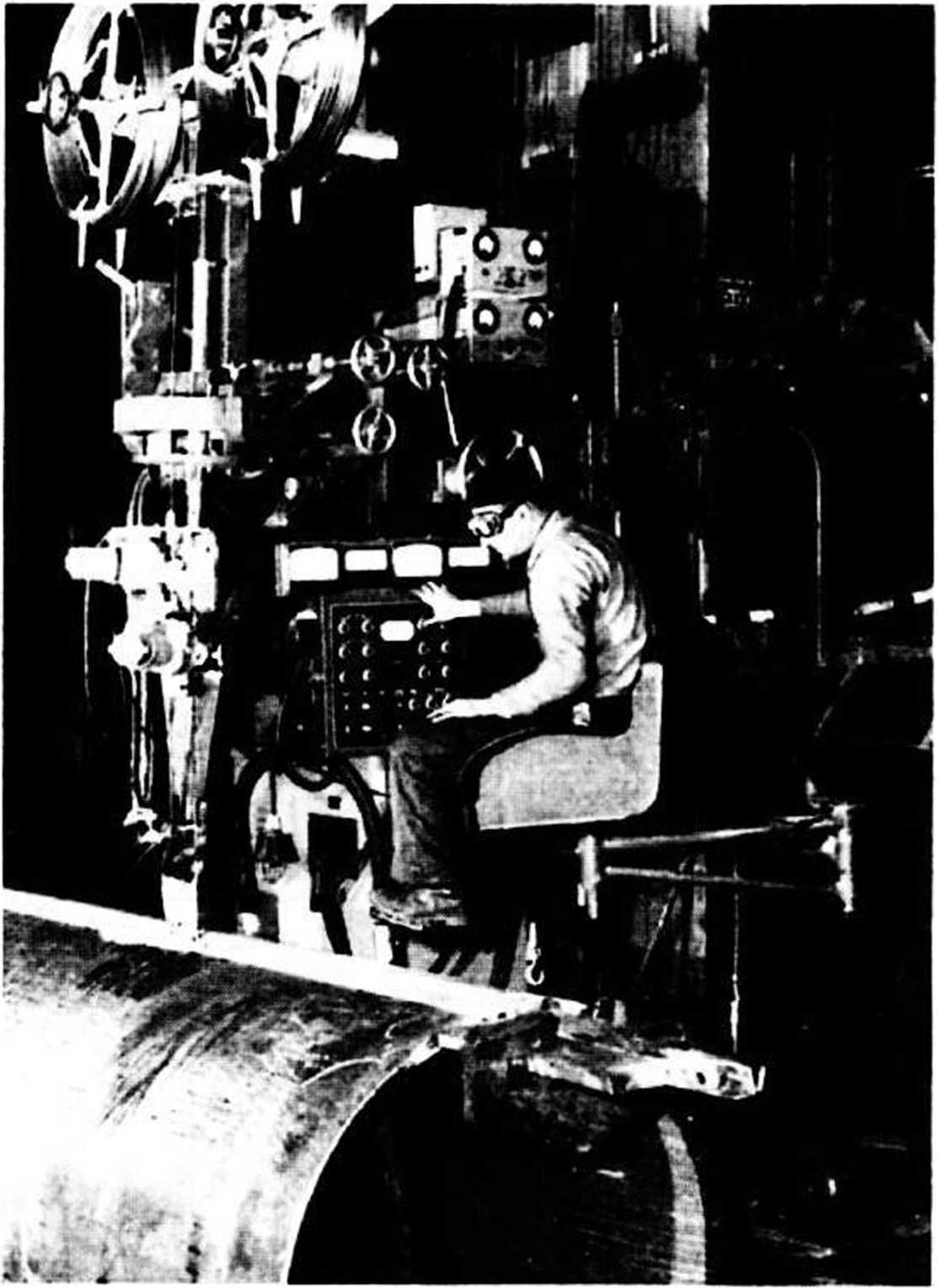
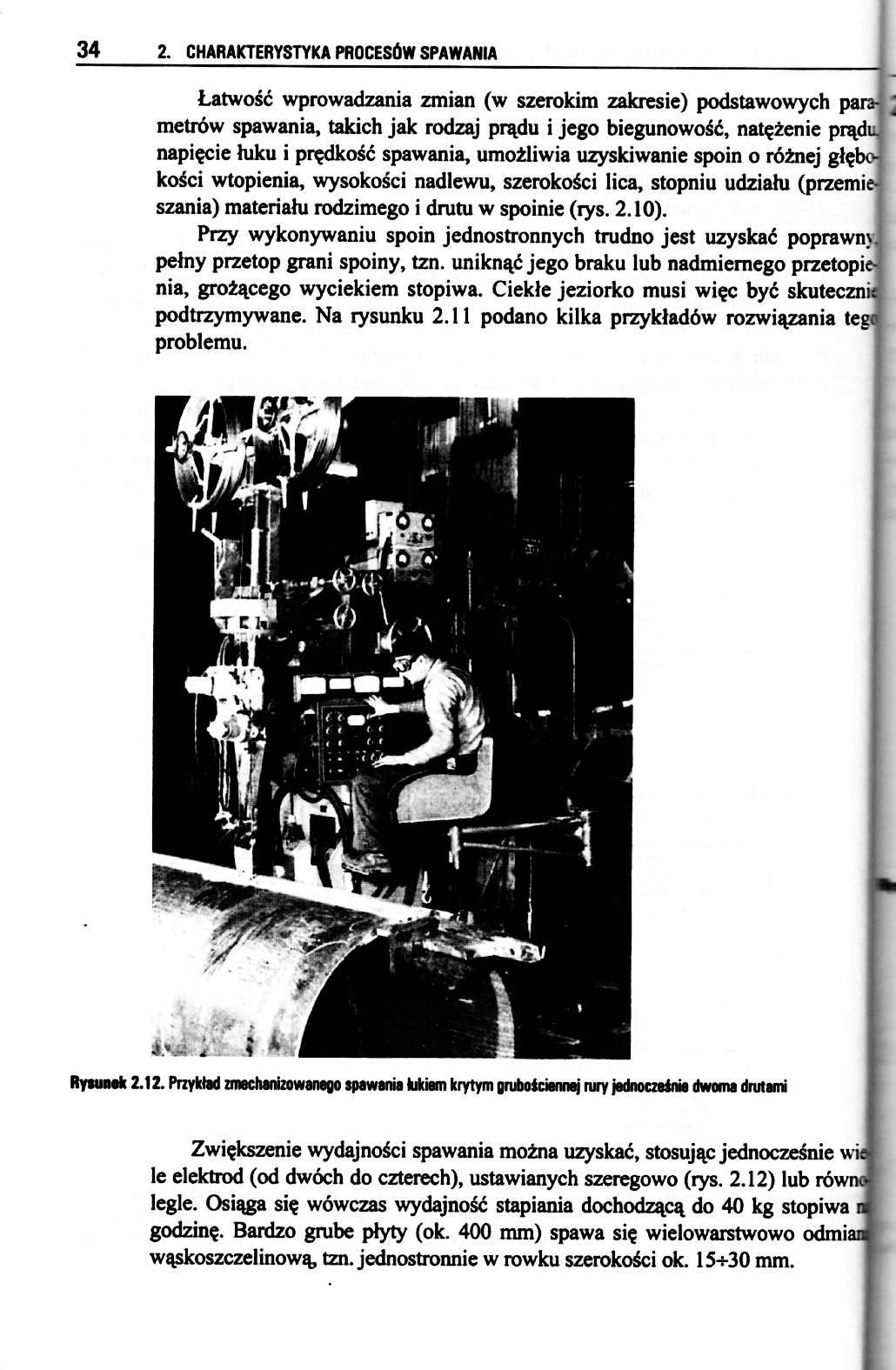
Rysuaek 2.12. Przykład zmechanizowanego spawania lukiem krytym grubołciennej rury jednocześnie dwoma drutami
Zwiększenie wydajności spawania można uzyskać, stosując jednocześnie le elektrod (od dwóch do czterech), ustawianych szeregowo (rys. 2.12) lub równoj legie. Osiąga się wówczas wydajność stapiania dochodzącą do 40 kg stopiw godzinę. Bardzo grube płyty (ok. 400 mm) spawa się wielowarstwowo odm wąskoszczelinową, tzn. jednostronnie w rowku szerokości ok. 15+30 mm.
Wyszukiwarka
Podobne podstrony:
28 (431) 28 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA 28 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA Ryiunek 2.5
30 (398) 30 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA nieważ spawacz dosuwa elektrodę w miarę jej stapian
32 (379) 32 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA 32 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA A-A a)b) Ry
42 (253) 42 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA Odmianą spawania M1G/MAG ułatwiającą spawanie blach
44 (256) 44 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA czątkowego okresu zainicjowania procesu. Jeziorko c
46 (241) 46 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA ktrodą wolframową a materiałem spawanym. W głowicac
48 (236) 48 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA średnica wiązki i jej ogniskowa, prędkość spawania
50 (212) 50 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA wynosi 10,6 pm. Moc laserów CO2 osiąga 25 kW i jest
36 (301) 36 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA spawany jest katodą. Skuteczne usuwanie tlenków z m
38 (281) 38 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA metod spawania skrótu GMAW (ang. Gas Metal Arc Weld
40 (262) 40 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA z Ar, gdyż wtedy poprawia się jarzenie się tuku) do
24 (515) 24 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA trudności w praktycznym ich stosowaniu. Ciepło pows
26 (455) 26 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA projektowania procesu spawania należy je uwzględnia
5 WPROWADZENIE Proces spawania charakteryzuje się wieloma specyficznymi cechami, związanymi ze zmien
S7301356 ■MBS acrs*ał: t 34. Podatność procesów passe wywołane motywacją zatay od: -.i nkrosa b. e-
więcej podobnych podstron