48 (236)

48 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA
średnica wiązki i jej ogniskowa, prędkość spawania oraz podciśnienie w komorze roboczej, które w największym stopniu wpływa na jakość złącza.
Spawanie elektronowe odbywa się z dużą prędkością i wydajnością, a jakość połączeń większości metali (nawet tych, które są oceniane jako trudno spawalne klasycznymi metodami) jest bardzo wysoka. Można spawać ze sobą metale dosyć znacznie różniące się właściwościami fizycznymi. Spoiny są czyste, ponieważ próżnia powoduje odgazowanie ciekłego stopiwa. Strefa wpływu ciepła jest bardzo wąska.
f///////ł Y///////J v\\\\\\\\ \\\\\\\V '//////// ////////> v\\\\\\\\ fc\\\\\\\V, '////////* ’////////J Ov\\\\\\Y v\\\\\\\\\

i
.XXXXXXXXXXXXXXXXXXXXXXX\\X

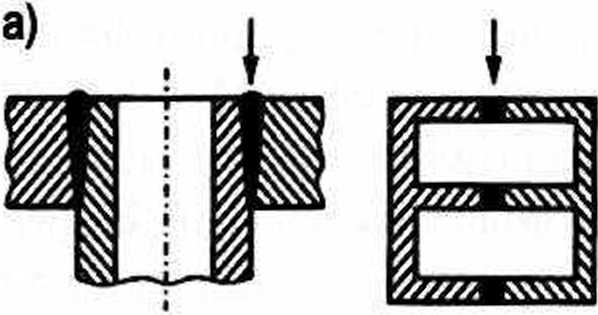
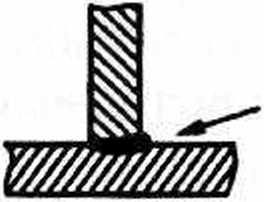
Rysunak 2.25. Złącza spawana wiązką elektronów: a) przykłady spoin, b) kształt spoiny czołowej o grubości 12,7 mm wykonaną jednowarstwowo wiązką elektronów na blasze za stopu alwninHim, c) kształt spoiny czołowej jednostronną dwuwarstwową, wykonaną metodą TIS na podkładce (użyto takich samych blach, jak w przypadku złącza b)
Spawanie można prowadzić w sposób ciągły i impulsowo, bez dodatku spoiwa i (rzadko, z trudnościami) z dodatkiem spoiwa. Elementy do spawania muszą być dokładnie oczyszczone mechanicznie i chemicznie oraz dokładnie zestawione. Gdy spawa się bez dodawania spoiwa, szczelina nie powinna przekraczać 0,1+0,4 mm zależnie od grubości i rodzaju złącza. Przykłady możliwości spawania elektronowego podano na rys. 2.25a, natomiast na rys. 2.25b i 2.25c do porównania pokazano kształt spoin wykonanych odpowiednio wiązką elektronów i metodą TIG. Należy zwrócić uwagę na znacznie korzystniejsze parametry procesu: czas spawania wiązką elektronów złącza o długości 1 m jest 13,7 razy krótszy, a zaabsorbowana energia cieplna mniejsza 15-krotnie. Wprowadzona do złącza mała energia liniowa i małe pole przekroju poprzecznego spoiny sprawiają,
Wyszukiwarka
Podobne podstrony:
28 (431) 28 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA 28 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA Ryiunek 2.5
30 (398) 30 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA nieważ spawacz dosuwa elektrodę w miarę jej stapian
32 (379) 32 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA 32 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA A-A a)b) Ry
42 (253) 42 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA Odmianą spawania M1G/MAG ułatwiającą spawanie blach
44 (256) 44 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA czątkowego okresu zainicjowania procesu. Jeziorko c
46 (241) 46 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA ktrodą wolframową a materiałem spawanym. W głowicac
50 (212) 50 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA wynosi 10,6 pm. Moc laserów CO2 osiąga 25 kW i jest
34 (328) 34 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA Łatwość wprowadzania zmian (w szerokim zakresie) po
36 (301) 36 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA spawany jest katodą. Skuteczne usuwanie tlenków z m
38 (281) 38 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA metod spawania skrótu GMAW (ang. Gas Metal Arc Weld
40 (262) 40 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA z Ar, gdyż wtedy poprawia się jarzenie się tuku) do
24 (515) 24 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA trudności w praktycznym ich stosowaniu. Ciepło pows
26 (455) 26 2. CHARAKTERYSTYKA PROCESÓW SPAWANIA projektowania procesu spawania należy je uwzględnia
p^-YJ.^t. Spawalnk: CT;VA Systemy informatyczne wykorzystywane do symulacji procesów spawania oraz
Slajd20 (48) Wynikiem procesu pozyskiwania wiedzy przez system doradczy realizowanego za pomocą
img235 235 Funkcja korelacji własnej sygnału kluczowania (1.5:48) wynosi (procesy x_(t) i x (t) sa
48. Model procesu badawczego. 49. Funkcje i struktura teorii. 50.
więcej podobnych podstron