choroszyH8
488
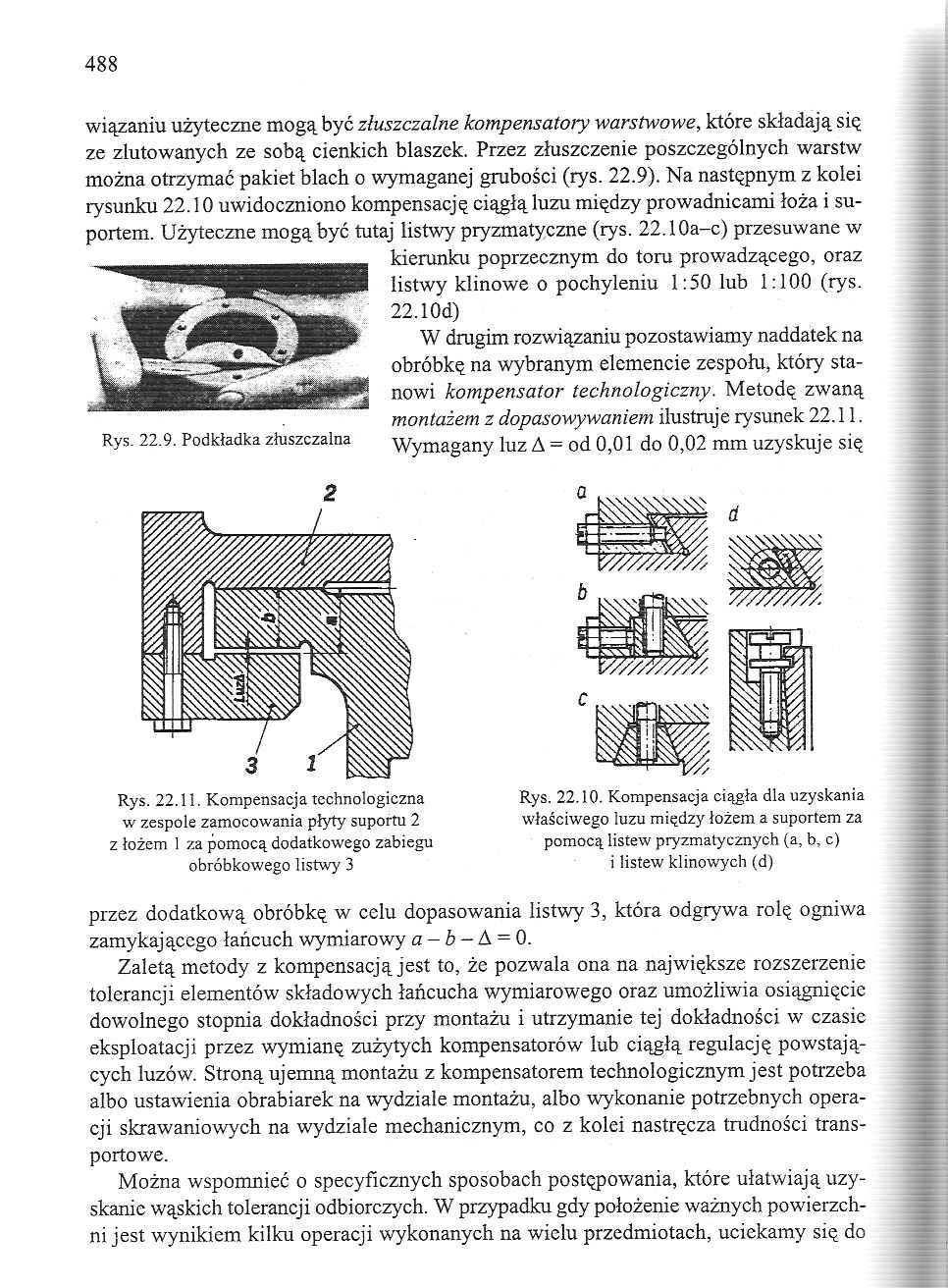
wiązaniu użyteczne mogą być złuszczalne kompensatory warstwowe, które składają się ze zlutowanych ze sobą cienkich blaszek. Przez złuszczenie poszczególnych warstw można otrzymać pakiet blach o wymaganej grubości (rys. 22.9). Na następnym z kolei rysunku 22.10 uwidoczniono kompensację ciągłą luzu między prowadnicami łoża i su-portem. Użyteczne mogą być tutaj listwy pryzmatyczne (rys. 22. lOa-c) przesuwane w

kierunku poprzecznym do toru prowadzącego, oraz listwy klinowe o pochyleniu 1:50 lub 1:100 (rys. 22.1 Od)
W drugim rozwiązaniu pozostawiamy naddatek na obróbkę na wybranym elemencie zespołu, który stanowi kompensator technologiczny. Metodę zwaną montażem z dopasowywaniem ilustruje rysunek 22.11.
Rys. 22.9. Podkładka złuszczalna Wymagany luz A = od 0,01 do 0,02 mm uzyskuje się
2

Rys. 22.11. Kompensacja technologiczna w zespole zamocowania płyty suportu 2 z łożem 1 za pomocą dodatkowego zabiegu obróbkowego listwy 3

Rys. 22.10. Kompensacja ciągła dla uzyskania właściwego luzu między łożem a suportem za pomocą listew pryzmatycznych (a, b. c) i listew klinowych (d)
przez dodatkową obróbkę w celu dopasowania listwy 3, która odgrywa rolę ogniwa zamykającego łańcuch wymiarowy a - b - A = 0.
Zaletą metody z kompensacją jest to, że pozwala ona na największe rozszerzenie tolerancji elementów składowych łańcucha wymiarowego oraz umożliwia osiągnięcie dowolnego stopnia dokładności przy montażu i utrzymanie tej dokładności w czasie eksploatacji przez wymianę zużytych kompensatorów łub ciągłą regulację powstających luzów. Stroną ujemną montażu z kompensatorem technologicznym jest potrzeba albo ustawienia obrabiarek na wydziale montażu, albo wykonanie potrzebnych operacji skrawaniowych na wydziale mechanicznym, co z kolei nastręcza trudności transportowe.
Można wspomnieć o specyficznych sposobach postępowania, które ułatwiają uzyskanie wąskich tolerancji odbiorczych. W przypadku gdy położenie ważnych powierzchni jest wynikiem kilku operacji wykonanych na wiciu przedmiotach, uciekamy się do
Wyszukiwarka
Podobne podstrony:
Podłożem dla gleb inicjalnych mogą być wszystkie skały. Gleby te składają się z trzech warstw: 0-A-C
Wiązania asocjacyjne mogą być jedno, lub dwu kierunkowe (od Japonii do gejszy i od gejszy do Japonii
Image041 i i 2.3.Kody l Jak wiadomo, informacja dyskretna składa się ze znaków, którymi mogą być zar
P1190054 (3) 38 ŹRÓDŁA I METODY Świadectwem tych ostatnich mogą być wały kamienne lub miejsca składa
skanuj0565 116_____Rozdział 3 Podmiotem restrukturyzacji mogą być zarówno przedsiębiorstwa sprawne,
IMGE32 6% Wstfp mogą być oczywiście przemilczane. Nie sposób posługiwać się odpowiedzialnie terminem
Grunty budowlane. Grunty składają się ze szkieletu gruntowego i porów, przy czym pory mogą być wypeł
P1040133 Ohiawy kliniczne * Pojedyncze lub liczne ropnie, mogą być obecne przetoki i owrzodzenia. Zm
Ograniczenia w PI (1) Z atrybutem mogą być związane dodatkowe ograniczenia, które określają jego
rodzaje zespołów komórek Zespoły komórek mogą być ukształtowane jako: 1. warstwa -
Image041 i i 2.3.Kody l Jak wiadomo, informacja dyskretna składa się ze znaków, którymi mogą być zar
wość, wartość). Elementami takiej trójki mogą być dowolne zasoby sieciowe, które są identyfikowane
Foto0724 ślonych warunkach mogą być np. wspomniane wcześniej symptomy podklejania się" od siebi
IMGE32 6% Wstfp mogą być oczywiście przemilczane. Nie sposób posługiwać się odpowiedzialnie terminem
Obraz41 (3) barwy mogą być większe niż w gatunku II. Dopuszcza się również kafle o częściowo słabszy
więcej podobnych podstron