
1
TECHNOLOGIA FORMOWANIA PRÓŻNIOWEGO
1. Wprowadzenie
Formowanie próżniowe polega na równomiernym ogrzaniu i uplastycznieniu półwyrobu z
tworzywa w postaci płyty lub folii umocowanej w ramie napinającej, następnie na uformowaniu
ogrzanej płyty w formie oraz utrwaleniu nadanego kształtu przez oziębienie. Formowanie próżniowe ma
swoje wady i zalety. Do zalet zaliczyć można:
- możliwość otrzymywania wyrobów o dużej powierzchni oraz cienkich
ściankach,
- możliwość zwiększenia wydajności dzięki stosowaniu form wielokrotnych,
- małe nakłady inwestycyjne w przeliczeniu na jedną sztukę,
- rentowność produkcji również w przypadku małych serii, co zmniejsza
ryzyko przy uruchamianiu nowej produkcji.
Wady formowania próżniowego:
- cena folii i płyt jest przeciętnie o 100% wyższa od ceny tworzyw
wtryskowych,
- istnieje niebezpieczeństwo otrzymywania wyrobów o różnych grubościach
ścianek, z żeberkami i pofałdowaniami,
- wypraski wymagają najczęściej dalszej obróbki, np. obcinania, wykrawania,
wiercenia, przy czym powstaje procentowo duża ilość odpadów,
- wszelkiego rodzaju otwory w wypraskach należy wykonywać w oddzielnej
operacji.
Rozróżniamy dwa podstawowe sposoby formowania próżniowego tworzyw sztucznych:
- formowanie negatywowe,
- formowanie pozytywowe.
2. Formowanie negatywowe
Formowanie negatywowe polega na wciągnięciu, przy zastosowaniu próżni płyty lub folii z
tworzywa w gniazdo formy negatywowej (matrycy) w ten sposób, aby arkusz formowanego tworzywa
przylegał do ścianek gniazda formy. Otrzymany wyrób ma więc bardzo wyraźne kontury (rysunki i
napisy) po stronie zewnętrznej.
Znane są następujące sposoby formowania negatywowego:
- metoda klasyczna,
- formowanie negatywowe z częściowym przytrzymaniem folii,
- formowanie negatywowe z mechanicznym rozciąganiem folii,
- metoda „Air Cushion Control".
2.1. Klasyczna metoda formowania negatywowego
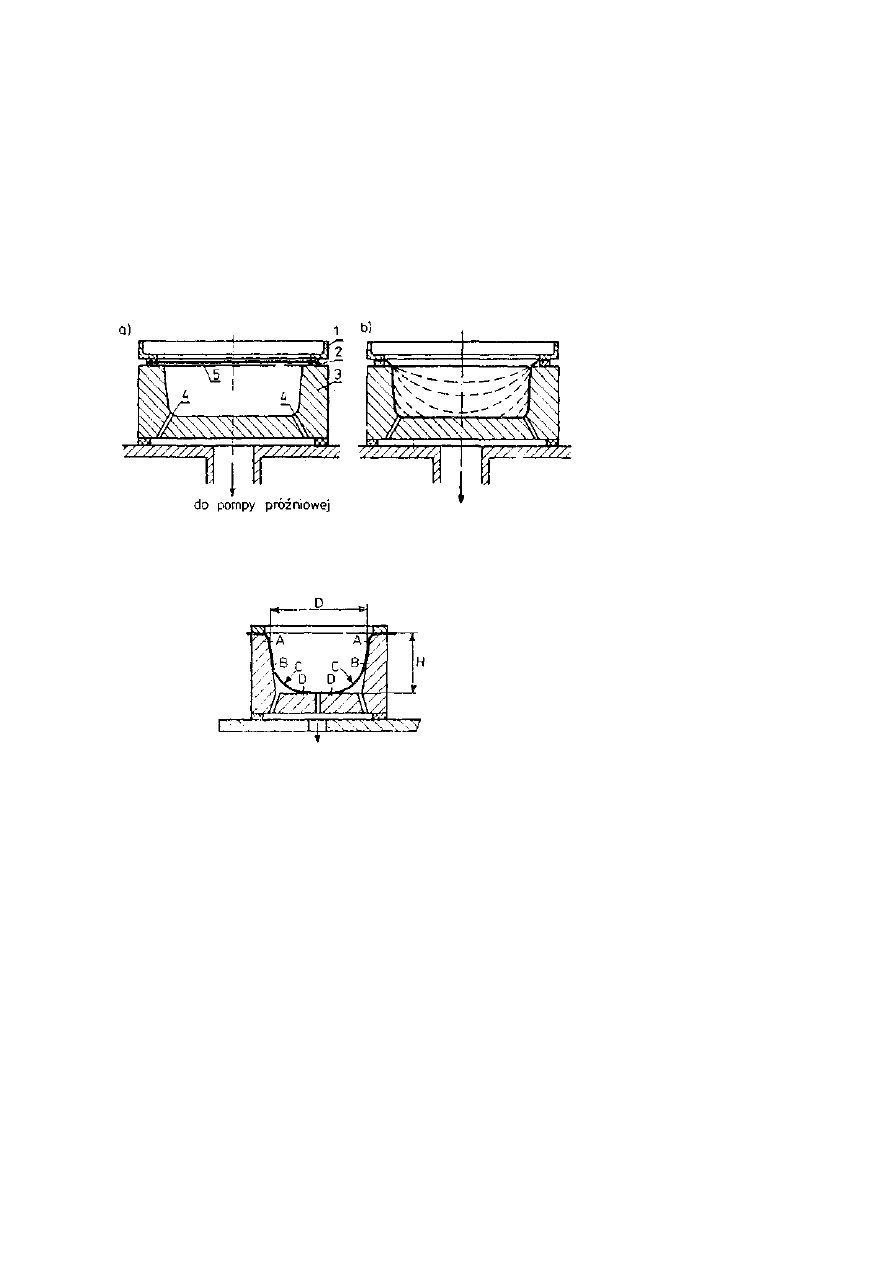
Jest to metoda najstarsza i najprostrza. Właściwy proces formowania odbywa się we wklęsłej
formie negatywowej (rysi). Forma ma na obrzeżu kanaliki o średnicy nie większej od 0,7 do 1,5 mm.
Folię do formowania umieszcza się nad formą i przyciska ramą. Następnie należy ogrzać folię
do temperatury optymalnej, tzn. takiej w której następuje dokładne odtworzenie kształtu
formowanego elementu i nie zachodzi przegrzanie folii wywołujące wady na powierzchniach
gotowych wyrobów w postaci np. dziur.
Kolejnym etapem jest wytworzenie próżni między folią a formą przez kanaliki znajdujące się w
ściance formy. Równocześnie z wytwarzaniem próżni ciśnienie atmosferyczne wtłacza zmiękczoną folię
do gniazda formy. Wypraskę pozostawia się w formie aż do czasu jej zestalenia się na skutek oziębienia.
Dopiero ochłodzona wypraska może być wyjęta z formy, co przebiega na ogół w następujący sposób:
- do formy, w miejsce próżni, doprowadza się sprężone powietrze, które
2
wyrzuca wypraskę,
- formę łączy się z atmosferą i wyjmuje wypraskę ręcznie.
Możliwość stosowania metody negatywowej jest ograniczona ze względu na pocienienie folii z
tworzywa, wzrastające w miarę zwiększania głębokości formowania. Właściwą głębokość
formowania określa współczynnik głębokości formowania zdefiniowany stosunkiem H/D gdzie: H -
wysokość formy, D - średnica formy (rys.2). Praktycznie za optymalną wartość współczynnika
formowania przyjmowany bywa stosunek H/D = 0,4.
Podczas formowania negatywowego, te fragmenty folii, które najpierw zetknęły się z
powierzchnią formy, ze względu na szybkie stygnięcie, nie biorą już udziału, lub biorą udział bardzo
ograniczony w dalszym kształtowaniu (punkty A, B, i D; rys 2), dlatego też grubość folii we,
fragmentach, które najpóźniej zetkną się z formą może ulec nadmiernemu pocienieniu (punkt C; rys 2).
Rys.1 Schemat formowania negatywowego: a) przed formowaniem, b) w czasie formowania: 1 -rama,
2 - uszczelka, 3 - forma, 4 -kanały ssące, 5 - folia.
Rys. 2 Przebieg negatywowego formowania folii. Opis w tekście.
W celu uzyskania bardziej równomiernego rozkładu grubości ścianek stosuje się tzw. ekranowanie.
Polega ono na zasłanianiu pewnych części folii (tych, w których następuje największe pocienienie),
co pozwala na zróżnicowanie temperatury poszczególnych stref folii. Miejsca zasłonięte ogrzewają się
słabiej i w związku z tym, w czasie formowania mniej się wydłużają.
Wadą metody negatywowej jest skłonność do powstawania fałd (tzw. żeberek) wszędzie tam
gdzie w formie negatywowej znajdują się długie lub głębokie zagłębienia w kształcie rynien lub rowków.
W celu uniknięcia tych wad stosuje się kanały ssące o możliwie małych przekrojach. Zalecane jest
również powolne włączanie próżni.
2.2. Formowanie negatywowe z częściowym przytrzymaniem folii
W metodzie tej zastosowane są ramy podtrzymujące folię (rys.3), zaopatrzone w miejscu styku z
folią w listwy ze sprężynkami pozwalającymi regulować docisk. W momencie włączania próżni i
przystąpienia do właściwego formowania folia ma możliwość częściowego wysunięcia się spod
listew, co pozwala na uzyskanie wyprasek o bardziej równomiernej grubości. Sposób ten
częściowo eliminuje
najważniejszą wadę metody negatywowej, tj. zbytnie pocienienie i nierównomierny
rozkład grubości ścianek kształtek formowanych tą metodą. Formowanie z częściowym
3
przytrzymaniem folii daje szczególnie dobre wyniki w przypadku grubych folii.
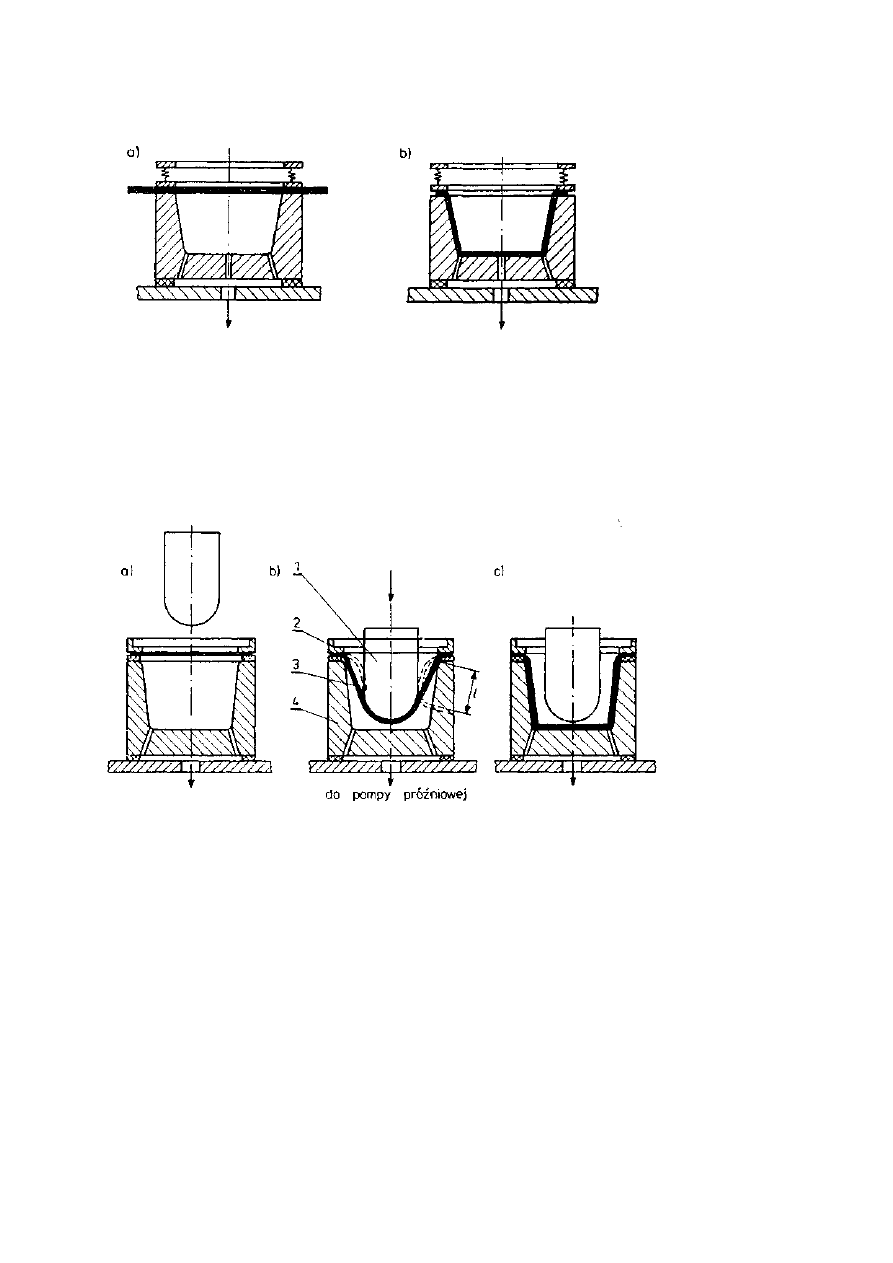
Rys. 3 Formowanie negatywowe z częściowym przytrzymaniem folii: a) przed formowaniem, b) po
uformowaniu.
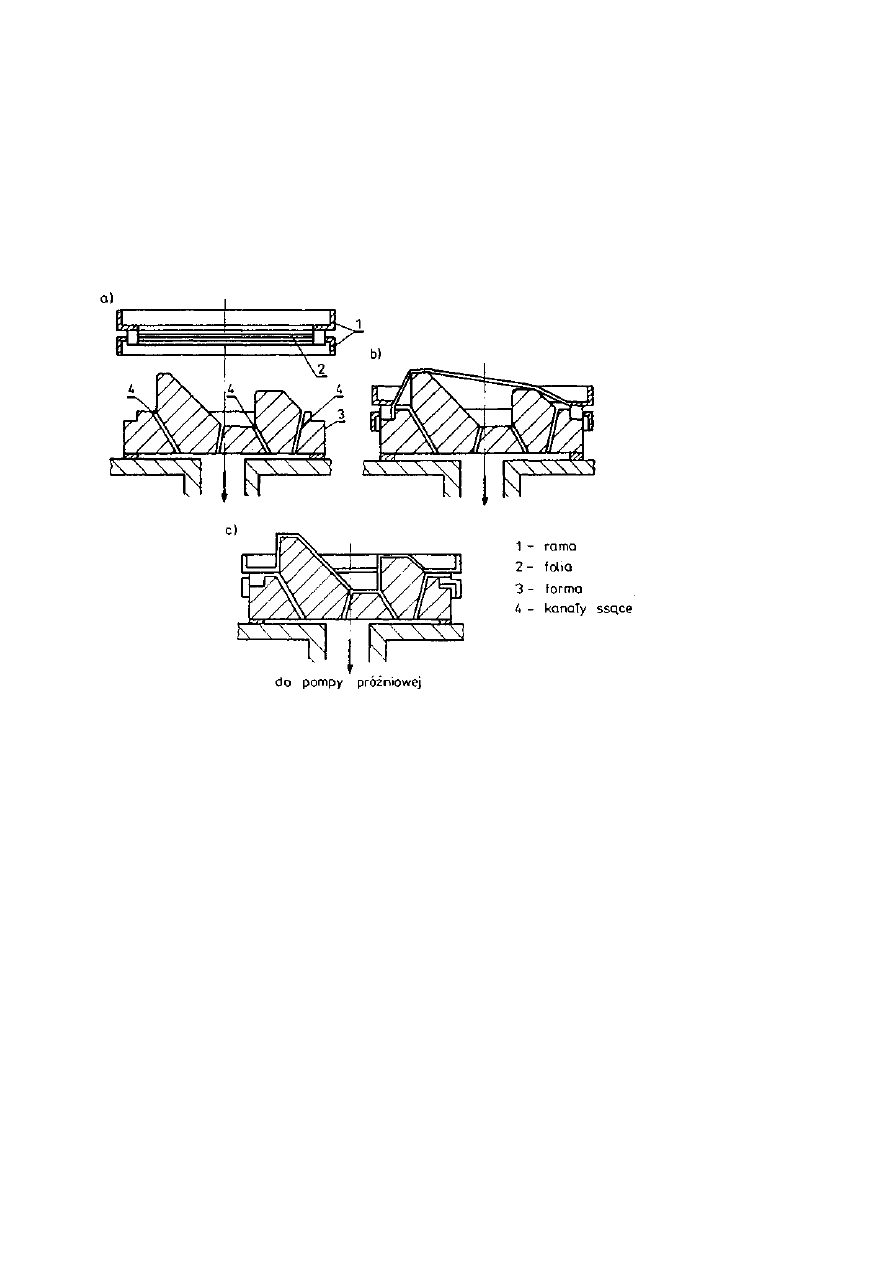
2.3. Formowanie negatywowe z mechanicznym rozciąganiem folii.
Stosujemy tę metodę, gdy stosunek H/D jest większy od 0,5. Zasadę tego typu formowania
przedstawiono na rys. 4.
Rys. 4 Formowanie negatywowe z mechanicznym rozciąganiem folii: a) przed uformowaniem, b) po
rozciągnięciu folii stemplem, c) po uformowaniu, 1 - stempel, 2 - rama, 3 - folia, 4 - forma.
Po ogrzaniu folii do temperatury optymalnej uruchamia się stempel, który wciska ogrzany materiał do
formy. Gdy stempel osiągnie najniższe położenie włączana jest próżnia. Stempel do mechanicznego
rozciągania w metodzie negatywowej musi spełniać następujące warunki:
- nie może oziębiać ani ogrzewać folii do temperatury niższej lub wyższej od
temperatury formowania, dlatego też stempel powinien być pokryty
materiałem izolacyjnym lub grzany do temperatury formowania folii,
- musi mieć gładką powierzchnię,
- średnica stempla powinna wynosić 0,7 średnicy formowanego przedmiotu,
- głębokość wejścia do formy - 0,7 głębokości formowania .
Przeważnie stemple napędzane są pneumatycznie i dodatkowo sprzężone z urządzeniem do
końcowego włączania próżni, regulowanym, odpowiednim elektrycznym przekaźnikiem.
W trakcie formowania negatywowego z mechanicznym rozciąganiem folii powstaje czasem
przeciwciśnienie w formie, które można poznać po lekkim wybrzuszeniu się folii na odcinku 1 (rys. 4).

4
Przy opuszczaniu stempla wybrzuszają się części folii, czyli ulega ona rozciąganiu w miejscach
niepożądanych, co po włączeniu próżni prowadzi do powstania żeberek. Aby temu zapobiec, można
wybrać jedną z następujących możliwości przedstawionych poniżej:
- proces rozpocząć nie od rozciągania folii, lecz od stopniowego włączania
próżni, ogrzana folia powinna być już częściowo rozciągnięta przez próżnię w chwili,
gdy stempel dotknie jej powierzchni i zacznie ją dalej rozciągać,
- zaopatrzyć formę w zawór zwrotny, wyrównujący nadciśnienie przez
połączenie wnętrza formy z atmosferą,
- zaopatrzyć formę w odpowiedni zawór, który pozostaje otwarty w
początkowej fazie formowania, a zamyka się bezpośrednio przed włączeniem układu
próżniowego.
Omawiana metoda znalazła szerokie zastosowanie w przypadku form wielokrotnych (przewyższa
metodę pozytywowego formowania negatywowego w formach wielokrotnych, ze względu na znacznie
mniejsze odległości pomiędzy zagłębieniami) oraz przy produkcji pojedynczych przedmiotów o bardzo
dużych rozmiarach.
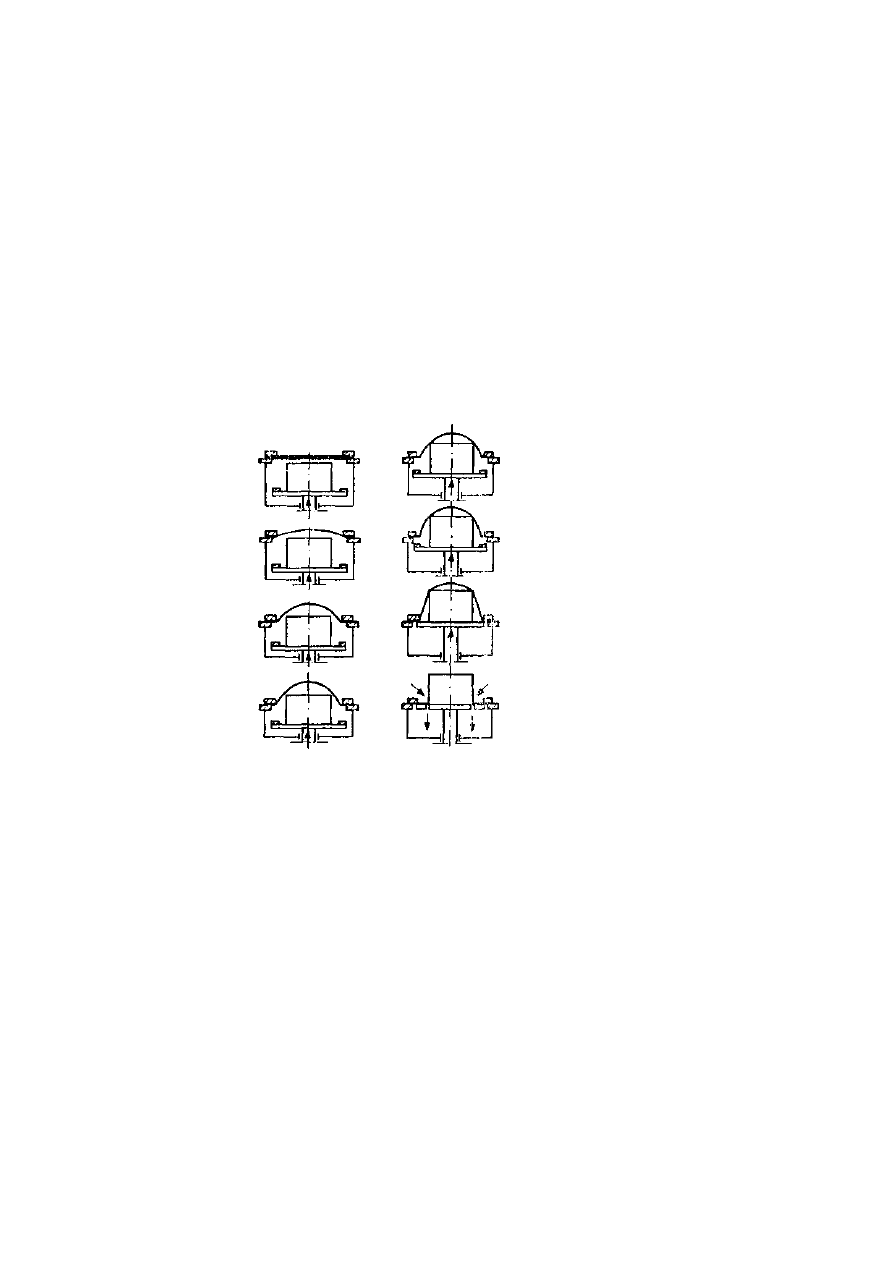
2.4. Metoda formowania negatywowego „Air Cushion Control"
Metoda została opracowana przez amerykańską firmę Auto Vac Co. Znalazła zastosowanie do
głębokiego formowania dużych i małych wyrobów, głównie z PS i PVC o stosunkowo małym promieniu
krawędzi i umożliwia uzyskanie ścianek o jednakowej grubości. Poglądowy schemat metody
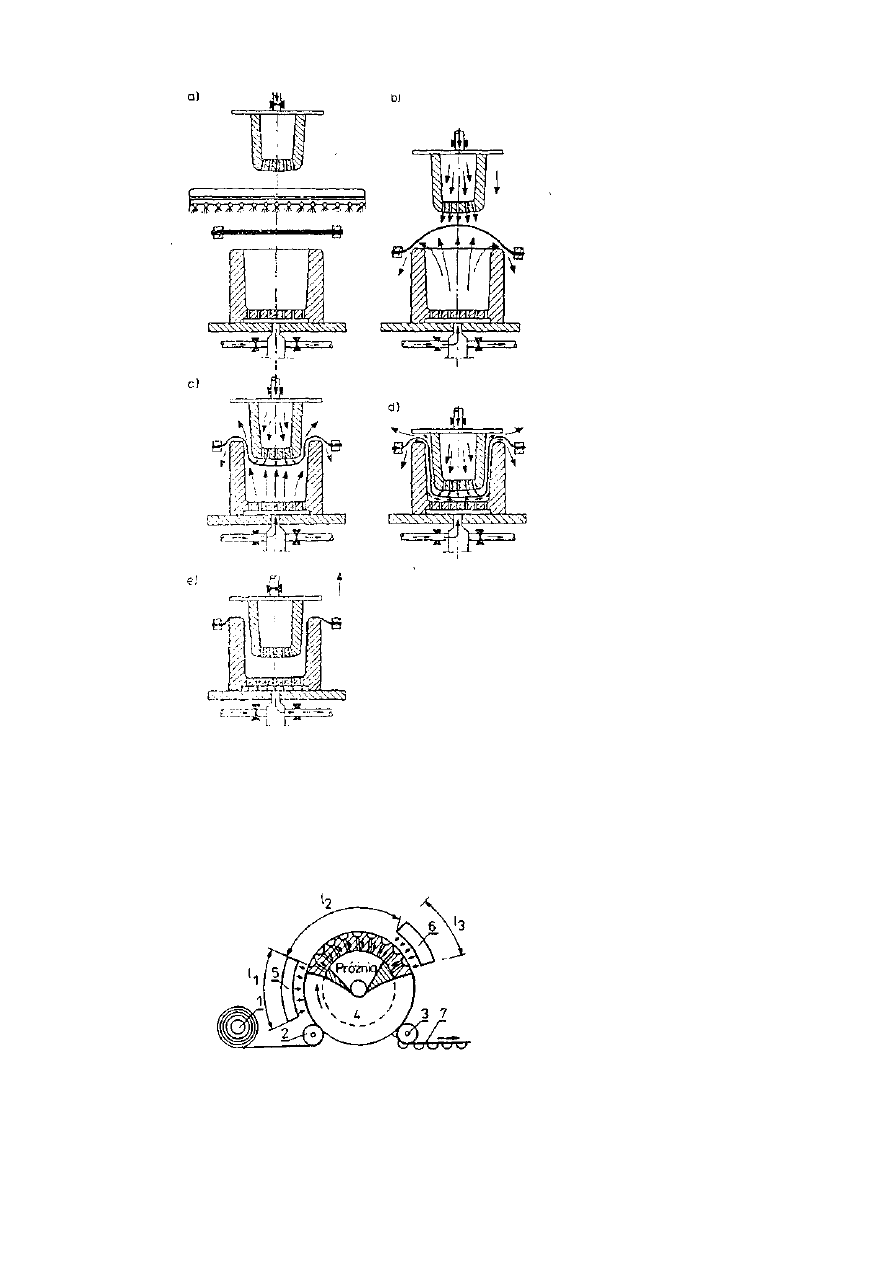
przedstawiono na rysunku 5.
Folie przeznaczoną do formowania umieszcza się w ramie napinającej. Poniżej znajduje się
forma, a powyżej folii ogrzany stempel (rys. 5a). Po ogrzaniu folii do temperatury optymalnej opuszcza
się ramę napinającą trochę poniżej górnej krawędzi formy. Z dołu wprowadzane jest sprężone
powietrze, które wydmuchuje folie do góry, rozpoczynając tym samym wstępne rozciąganie tworzywa.
Folia nie przylega szczelnie do formy, a więc nadmiar powietrza ucieka ponad brzegami formy (rys. 5b).
Prawie równocześnie ogrzany stempel opuszcza się na wydmuchiwaną folię. Prąd ogrzanego powietrza
wypływający przez otwory ze stempla zapobiega ochładzaniu się tworzywa. W ten sposób folia ,
na którą działają przeciwnie skierowane strumienie powietrza, jest wciskana do formy i w niej
kształtowana, będąc cały czas jak gdyby między dwoma poduszkami powietrznymi (rys 5c i d). Po
całkowitym opuszczeniu stempla jest przerywany dostęp powietrza, a włączany układ próżniowy, w
wyniku czego tworzywo jest kształtowane w końcowej fazie próżniowo, na konturze formy (rys.
5e). Po zakończeniu formowania usuwa się stempel, a wypraska jest usuwana z formy przez
strumień sprężonego powietrza, które jednocześnie wydmuchuje ciepłe powietrze pozostałe w formie.
Podstawową zaletą tej metody jest możliwość kontrolowania przebiegu formowania folii, dzięki
czemu uzyskuje się wyroby o jednakowej grubości ścianek.
Produkcja metodą negatywową małych kształtek o wymiarach nie przekraczających
400x400x150 mm może odbywać się w sposób ciągły (rys.6). Takie rozwiązanie umożliwia
wyeliminowanie wielu strat powstających w wyniku przerw w pracy przy zamykaniu ram, ogrzewaniu,
chłodzeniu, otwieraniu ram itp.
Zasada pracy jest następująca: folia z rolki, albo bezpośrednio z wytłaczarki lub kalandra,
wprowadzana jest na bęben, na powierzchni którego znajdują się formy. W najgłębszych miejscach
form rozmieszczone są kanały ssące. Na odcinku li folia jest rozgrzewana do stanu plastycznego
płynięcia, następnie dzięki obrotowi bębna, kanały ssące na odcinku U łączą się z komorą próżniową,
dzięki czemu folia ulega uformowaniu próżniowemu. Dalej następuje chłodzenie uformowanej folii (U).
W ten sposób można otrzymać różnego rodzaju wyroby, jak: opakowania, tapety serwety itp.
Do zespołu przedstawionego wyżej może należeć dodatkowo urządzenie napełniające,
zamykające i rozdzielające (rys.7).
Metoda ta pozwala więc nie tylko otrzymać opakowanie, ale także automatycznie je
napełnić, zamknąć i rozdzielić.
5
Rys. 5 Schemat formowania negatywowego metodą „Air Cushion Control":
a) nagrzewanie folii, b) wstępne rozdmuchiwanie folii ciepłym powietrzem, c) i d) kształtowanie
wstępne za pomocą stempla, materiał ślizga się po poduszce wdmuchiwanego ciepłego
powietrza, e) ostateczne uformowanie wypraski po włączeniu próżni (ruch stempla do góry).
Rys. 6 Ciągła produkcja kształtek metodą negatywową. 1- rolka folii, 2,3 - rolki
opasujące, 4- bęben obrotowy, 5 - grzejniki, 6 - urządzenie chłodzące, 7 - folia z uformowanymi
kształtami.
6
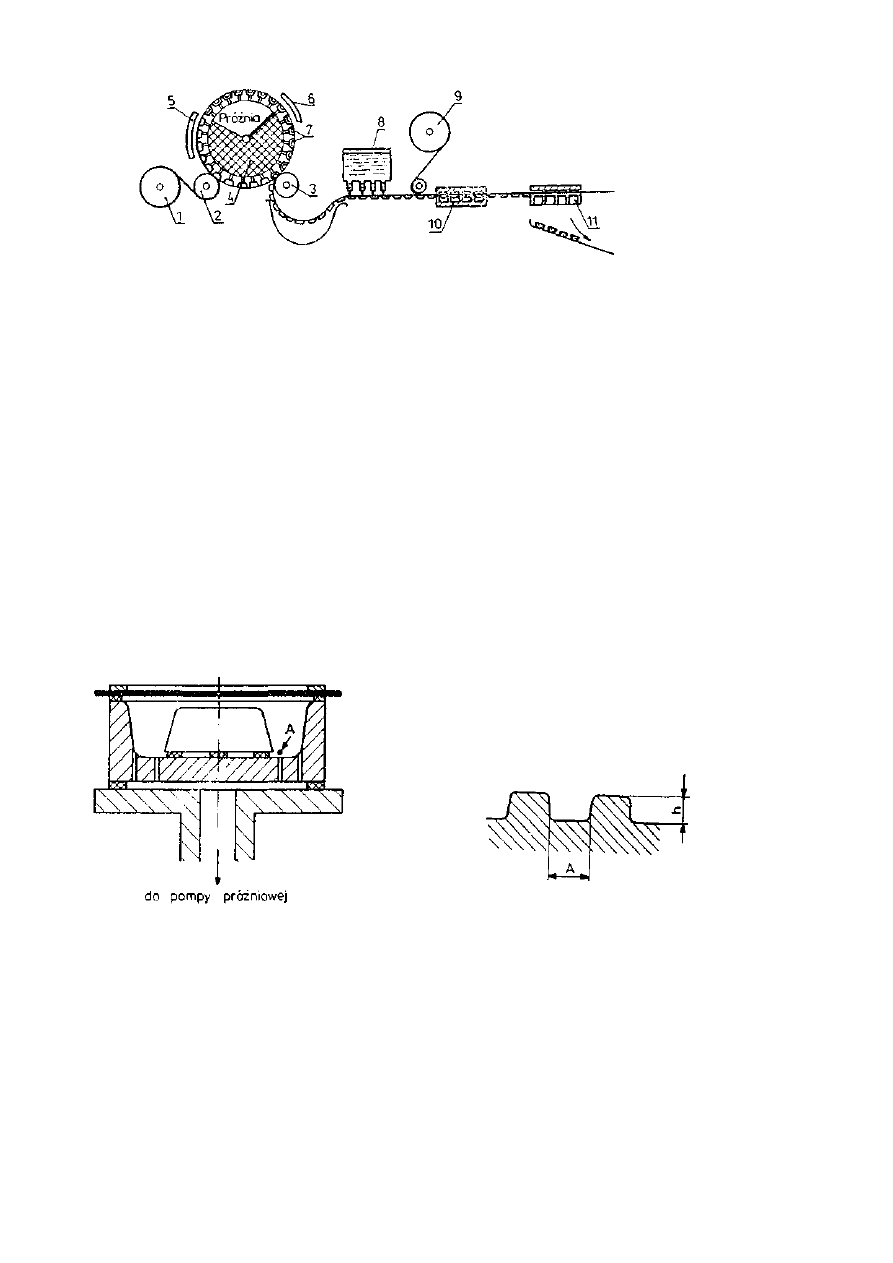
Rys. 7 Ciągła produkcja kształtek opakowaniowych wraz z ich napełnianiem i zamykaniem. 1 -
rolka z folią, 2,3 - rolki opasujące, 4 - segment nieruchomy, 5 - grzejniki, 6 - urządzenie
chłodzące, 7 - gniazda formy na obrotowym bębnie, 8 - urządzenie napełniające, 9 - folia służąca
do zamykania napełnionych kształtek, 10 - urządzenie do zamykania napełnionych kształtek, 11 -
urządzenie wycinające zamknięte i napełnione kształtki.
3. Formowanie pozytywowe
Metoda pozytywowa, która znalazła szerokie zastosowanie, polega na formowaniu płyt lub
folii, połączonym z rozciąganiem mechanicznym lub pneumatycznym. Rozróżniamy następujące
metody formowania pozytywowego:
- metoda klasyczna,
- formowanie pozytywowe z mechanicznym rozciąganiem folii,
- formowanie pozytywowe z pneumatycznym rozciąganiem folii (Airslip).
3.1 Formowanie metodą klasyczną
Formowanie wykonuje się w formie będącej pozytywem otrzymanej kształtki (rys.8). W tym
procesie oziębia się najpierw część folii i tworzy dno wypraski, które ma stosunkowo dużą grubość,
natomiast największe pocienienie folii występuje w punkcie A.
Rys. 8 Klasyczna metoda formowania
Rys. 9 Odstępy między formami
pozytywowego.
w metodzie pozytywowej
bez rozciągania.
Wadą klasycznej metody pozytywowej jest konieczność przestrzegania znacznych
odległości między poszczególnymi formami podczas formowania w formach wielokrotnych
(rys.9). Praktyka wykazała, że odległość między formami A musi w przybliżeniu wynosić około l,5h
(gdzie h oznacza wysokość formy).
7
3.2 Formowanie pozytywowe z mechanicznym rozciąganiem
Formowanie to realizowane jest w następujący sposób: w nieruchomej ramie mocuje się formę,
w którą po ogrzaniu wtłaczana jest forma pozytywowa, przy czym rama i forma po złączeniu
przylegają do siebie szczelnie i nie przepuszczają powietrza (rys. 10). Bezpośrednio po
mechanicznym rozciągnięciu folii włącza się układ próżniowy, co powoduje usunięcie kanałami
powietrza znajdującymi się między formą a folią. Po ochłodzeniu, kształtkę zdejmuje się z formy.
Nacisk jednostkowy potrzebny do formowania wynosi ok. 0,049 MPa na m2 formowanej
powierzchni. Ze względu na tak dużą siłę, mechanizm do podnoszenia musi być dobrze dobrany i
działać równomiernie. Jedna strona poruszającego się stołu nie może wyprzedzać lub pozostawać w
tyle za drugą.
Rys. 10 Formowanie pozytywowe z mechaniczmnym rozciąganiem folii:
a) przed uformowaniem, b) po rozciągnięciu, c) po uformowaniu.
Przy formowaniu przedmiotów wysokich (duże rozciąganie) korzystne jest przyspieszenie
ruchu formy do ok. 0,3 m/s. Skomplikowane formowanie powinno być wykonywane przy szybkości
ok. 0,6 m/s.
Wymagane jest szczelne przyleganie formy i ramy napinającej, gdyż wywiera to duży wpływ
na jakość formowania. W najkorzystniejszym przypadku próżnia osiąga wartość 0,093 MPa.
Formowanie metodą pozytywową przedmiotów głębokich, takich jak lejki, dzwony, a także
przedmiotów płaskich, nie nastręcza większych trudności. Występują one dopiero przy formowaniu
przedmiotów o kształcie sześcianów. Ogrzana folia silnie przylega do dużej zimnej powierzchni
formy, w związku z czym grubość dna wypraski jest prawie równa grubości początkowej folii, a ściany
boczne są znacznie pocienione. Ten stan rzeczy sprzyja powstawaniu tzw. żeberek. Aby zapobiec
powstawaniu żeberek, ramię napinające zaopatruje się w tzw. ramę pomocniczą, która składa się z
szeregu niezbyt grubych prętów metalowych, krzyżujących się pod kątem prostym, odpowiadających
kształtem i wymiarami formie. Mały odstęp między ramą pomocniczą a formą zapobiega
powstawaniu żeberek. Ramy pomocnicze znajdują szczególnie zastosowanie w formach
wielokrotnych.
8
Innym sposobem zapobiegania tworzeniu się żeberek jest ustawienie formy na pochyłym
podeście przypominającym równię pochyłą. Wyższa część podestu dochodzi do brzegu formy.
Podczas formowania ogrzane tworzywo jest w tym miejscu tak silnie rozciągane, że do utworzenia
żeberek nie dochodzi.
3.3 Formowanie pozytywowe z pneumatycznym rozciąganiem folii (Airslip)
Umożliwia ono wyeliminowanie niektórych wad występujących w zwykłej metodzie
pozytywowej, a więc duży naddatek na obrzeża oraz duże odległości między poszczególnymi
gniazdami w formach wielokrotnych.
Celem metody „Airslip" jest zapobieżenie przyleganiu ogrzanej folii do górnej części formy. W tym
celu, napiętą na ramie i ogrzanej do temperatury optymalnej folię rozdmuchuje się za pomocą sprężonego
powietrza pod takim ciśnieniem, które umożliwia jej położenie ponad krawędziami i narożami. W
dalszym etapie folię rozciąga się mechanicznie przez ruch formy, a następnie włącza układ próżniowy.
Metodą tą można uzyskiwać optymalny rozkład grubości ścianek. Poszczególne fazy
formowania folii metodą „Airslip" przedstawiono na rys. 11.
Rys. 11 Schemat formowania próżniowego folii metodą „Airslip"
4. Porównanie metod formowania próżniowego
Metodę negatywową stosuje się, gdy chodzi o otrzymanie przedmiotów o stosunkowo małej
głębokości i względnie prostych kształtach. Stosuje się je również przy otrzymywaniu wyprasek o
bardzo małych powierzchniach w formach
wielokrotnych oraz wszędzie tam, gdzie po stronie
zewnętrznej (widocznej) wypraski należy otrzymać wyraźne kontury i rysunki oraz tam, gdzie
pocienienie materiału nie wpływa ujemnie na jakość wypraski. Metodę negatywową z mechanicznym
rozciąganiem stosujemy w tych przypadkach, w których jest wymagane możliwie małe pocienienie
ścianek i naroży, zarówno w przypadku form pojedynczych, jak i wielokrotnych.
Metoda pozytywowa powinna być stosowana do formowania dużych pojedynczych wyprasek,
wymagających równomiernego rozkładu grubości ścian. Stosuje się ją również do formowania w
formach wielokrotnych, np. do produkcji opakowań, które ze względu na ograniczenia stawiane przez
stosunek H/D nie mogą być wykonane metodą negatywową oraz wszędzie tam, gdzie istotna jest
staranność w uformowaniu powierzchni wewnętrznej. Formowanie pozytywowe stosuje się również w
przypadkach, w których wymagana jest duża wytrzymałość mechaniczna ścianki dolnej i niewielkie jej
pocienienie. Metoda pozytywowa z rozciąganiem pneumatycznym powinna być stosowana we wszystkich
przypadkach, w których wymagane są bardzo małe wahania grubości ścianek.

9
5. Własności surowca i warunki procesu formowania
Do formowania próżniowego mogą być używane jedynie półprodukty z tworzyw
termoplastycznych. Są to więc głównie: płyty i folie z celuloidu, octanu celulozy, polichlorku winylu,
polistyrenu, polietylenu, polimetakrylanu metylu oraz szeregu kopolimerów chlorku winylu, styrenu,
octomaślanu celulozy itp.
Surowce przetwarzane metodą formowania próżniowego powinny mieć następujące cechy:
- duże wydłużenie przy stosunkowo małych naprężeniach wywołujących to
wydłużenie w próbie rozciągania, w zakresie temperatur rozciągania,
- możliwie duży zakres optymalnych temperatur formowania,
- duży współczynnik głębokości formowania H/D,
- półwyroby w postaci folii lub płyt powinny być jednorodne, tzn. wolne od
pęcherzy powietrza, ciał obcych, mieć gładką powierzchnię i stałą grubość,
- wykazywać po uformowaniu dostateczną udarność i odporność na starzenie.
Podczas procesu formowania próżniowego folie lub płyty powinny być ogrzewane z możliwie
największą równomiernością. Różnice pomiędzy poszczególnymi miejscami ogrzewanego tworzywa
nie powinny przekraczać + 3°C. Nierównomierne ogrzewanie prowadzi do miejscowych różnic w
grubościach ścianek gotowego wyrobu i widocznych wad powierzchni. Wszystkie błędy w ogrzewaniu są
najbardziej widoczne w wyrobach o dużej głębokości formowania. Uzyskanie jednakowych temperatur
na brzegach płyt jest utrudnione ze względu na chłodzące działanie zimnego powietrza i na metalową
ramę odbierającą ciepło od płyty.
Folie z PC W o grubości mniejszej od 0,5 mm, ze względu na wąski zakres temperatur
odpowiednich dla ich przerobu, wykazują tendencję do przegrzewania lub niedogrzewania.
Niedogrzanie folii powoduje niezbyt dokładne uformowanie wyprasek, uwidaczniające się
niedokładnym odtworzeniem kształtu i białymi plamami na powierzchni wypraski.
Przegrzanie natomiast charakteryzuje się utratą wytrzymałości i przerywaniem się folii.
Przyczyną przegrzania może być zbyt długie ogrzewanie lub za mała odległość urządzenia grzejnego
od folii.
6. Tworzywa stosowane do formowania próżniowego
Metoda formowania próżniowego wymaga stosowania tworzyw o specjalnych właściwościach: półprodukty z termoplastów
o takiej właściwości, że pod wpływem ciepła w pewnym zakresie temperatur miękną i dają się łatwo formować, a po
oziębnięciu odzyskują pierwotną sztywność.
Do tworzyw termoplastycznych przetwarzanych metodą formowania próżniowego należą:
a) celuloid
b) octan celulozy
c) polichlorek winylu
d) polistyren
e) polietylen
f) polimetakrylan metylu
Poza nimi stosowany jest szereg kopolimerów, głównie polichlorku winylu, polistyreny, octanomaślanu celulozy i
poliamidów.
Tworzywa te muszą spełniać następujące wymagania:
1)
Mieć możliwie duży zakres temperatur, w których warunki formowania są optymalne
2)
Pozwalać na stosowanie dużego współczynnika głębokości formowania (H:D)
3)
Dobrze płynąć, tzn. dokładnie wypełniać ostre krawędzie i zagłębienia formy
4)
Folie lub płyty powinny być jednorodne, tzn. być wolne od pęcherzy powierzchniowych i obcych ciał oraz mieć ładną
powierzchnię i stałą grubość
5)
Ulegać pod wpływem ogrzewania całkowitemu i równomiernemu zmiękczaniu tak, aby dawało się formować pod
wpływem stosowanej w praktyce siły, tj. ok. 1 kG/cm
2
.
6)
Mieć na tyle duża powierzchniową wytrzymałość cieplną, aby nie ulegać uszkodzeniu pod wpływem ogrzewania za
pomocą promieni podczerwonych
7)
Wykazywać po uformowaniu dostateczną udarność i odporność na starzenie.

10
7. Charakterystyka surowców
1)
Celuloid
Zalety: łatwość stosowania obróbki przez wyginanie, wydmuchiwanie, kształtowanie w dwudzielnej formie,
kształtowanie ciśnieniowe i próżniowe, łatwo barwiący się.
Wady: łatwopalny, mała wytrzymałość mechaniczna, wydziela zapach kamfory, żółknie.
Rozpuszczalny w alkoholach, ketonach i estrach.
Nierozpuszczalny w węglowodorach, olejach mineralnych i kwasach mineralnych o małym stężeniu.
2)
Octan celulozy
Folie otrzymuje się przez odlewanie z dobrze filtrowanych roztworów, wytłaczanie z szerokiej dyszy.
Właściwości: nie palny, mięknie powyżej temp. 80°C, bezwonny, bez smaku, odporny na działanie bakterii, mało
pochłania wilgoć, przepuszcza parę wodną, odporny na działanie benzyny, olejów, zimnej gliceryny.
Zastosowanie: kinematografia amatorska, pakowanie wyrobów farmaceutycznych i kosmetycznych, artykułów
tekstylnych, świeżych owoców i warzyw itd.
Głównym problemem przy formowaniu próżniowym folii z octany celulozy jest skłonność do mętnienia w miejscach
występowania dużych naprężeń rozciągających. Czasami dochodzi do utraty przejrzystości na skutek zmian
zachodzących na powierzchni folii.
Optymalna temperatura formowania to 132-162°C.
3)
Polichlorek winylu
Folie otrzymuje się przez wylewanie roztworu, dyspersję, walcowanie lub wytłaczanie.
Właściwości: niepalny, duża odporność na działanie światła słonecznego, utlenianie, starzenie, działanie wody,
stężonego kwasu siarkowego i solnego. Oleje i tłuszcze powodują twardnienie folii, wskutek czego staje się ona
krucha.
W handlu występuje w dwóch postaciach: PCW twardy, niezmiękczony (Winidur) i miękki, zmiękczony (Igielit).
Folie dają się dobrze spawać prądami wielkiej częstotliwości. Można również łatwo na nich drukować metodą
wklęsłodruku lub druku siatkowego.
Zastosowanie: worki, torebki, pudełka, miski, tacki, osłony do kabli, rury, kleje itd.
4)
Polistyren
Własności: dielektryk, odporny na działanie alkaliów, słabych kwasów, nie absorbuje wody. Przezroczysty bądź
lekko mleczny, przepuszcza 90% promieni światła widzialnego. Daje się dobrze barwić na czyste i żywe kolory.
Właściwości mechaniczne zależą w pewnych granicach od stopnia polimeryzacji. Kopolimer styrenu z butadienem
wykazuje lepsze właściwości mechaniczne i cieplne – jest to tzw. polistyren wysokoudarowy.
Zastosowanie: przemysł elektrotechniczny, poligraficzny (matryce i czcionki), lakiery i masy zalewowe, pianki
izolacyjne, opakowania, guziki, grzebienie itd.
5)
Polietylen
Właściwości: mały ciężar właściwy, bardzo dobre właściwości dielektryczne, dobra odporność chemiczna. Folia ma
bardzo małą przenikalność dla pary wodnej ale duża dla tlenu i dwutlenku węgla. Małą odporność na tłuszcze oraz
przenikalność dla zapachów. Duże trudności z drukowaniem gdyż wymaga ono specjalnego preparowania
powierzchni. Cenna jest odporność na niskie i wysokie temperatury, z czym wiąże się możliwość sterylizacji.
Zastosowanie: doskonale nadaje się do formowania próżniowego, pozwala na głębokie tłoczenie. Wykazuje
skłonność do tworzenia fałd i żeberek, wymaga dłuższego czasu ogrzewania niż inne termoplasty. Szerokie
zastosowanie do pakowania produktów spożywczych, chemicznych, farmaceutycznych i innych. Można wyodrębnić
trzy grupy opakowań: opakowania, które muszą być paroszczelne również w miejscach połączeń i zgięć; opakowania,
które oprócz paroszczelności muszą być również giętkie w niskich temperaturach oraz opakowania stanowiące
wkładki do worków, beczek itp.
6)
Polimetakrylan metylu
Właściwości: odporny na działanie silnych alkaliów i rozcieńczonych kwasów (do 20%), benzyny, olejów
mineralnych i tłuszczów. Rozpuszcza się i pęcznieje w alkoholach, benzenie, węglowodorach zawierających chlor i
ketonach. Fizjologicznie obojętny. Przezroczysty, twardy, łatwo obrabialny przez cięcie, wiercenie, struganie
i polerowanie. Przepuszcza 99% promieni świetlnych i 74% nadfioletowych. Dużą zaletą jest 10-krotnie większa w
porównaniu za szkłem zwykłym wytrzymałość mechaniczna, zwłaszcza na obciążenia dynamiczne o zmiennych
kierunkach. Ma jednak mniejszą twardość powierzchniową i mniejszą odporność na ścieranie. Można łatwo kleić za
pomocą monomeru.
Zastosowanie: jako szkło organiczne w lotnictwie, soczewki reflektorów, okulary ochronne, do wyrobu sztucznej
skóry oraz węży odpornych na benzynę. Lakiery z poliakrylanów oznaczają się wielką odpornością na wpływy
atmosferyczne – łodzie, samoloty.

11
8. Formy
1) Surowce
Gips
Tani, szybko dający się formować. Jest porowaty, więc nie wymaga stosowania kanałów ssących, dzięki czemu
możliwie jest precyzyjne formowanie drobnych szczegółów. Zalecany jest, gdy chodzi o uformowanie niewielkiej
liczby kształtek. W przypadku form o dużej powierzchni wymaga wzmocnienia za pomocą żelaznych sztabek lub
drutu, aby gips mógł się oprzeć ciśnieniu występującemu przy formowaniu. Ze względu na konieczność
otrzymywania możliwie gładkiej powierzchni formy należy używać gipsu twardego tzw. azbestowego lub
modelowego.
Drewno
Tani surowiec, dający się szybko i łatwo obrabiać. Formy drewniane są nietłukące, mają dobrą wytrzymałość i
można w nich formować również delikatne zarysy. Trwałość ich jest ograniczona, nie są odporne na działanie ciepła
oraz wilgoci i nie utrzymują stałości wymiarów. Drewno, najlepiej z olchy, brzozy i klonu, powinno być dobrze
wysuszone i sklejane z kilku warstw. Pozwala na wykonanie przeciętnie 500 formowań a ponadto istnieje możliwość
zaszpachlowania powstałych rys i pęknięć.
Laminaty
Cena ich jest dość wysoka a obróbka pracochłonna, jednak formy wykonane z laminatów pozwalają na formowanie
nieograniczonej liczby sztuk, mają dobrą wytrzymałość mechaniczną i stałość wymiarów oraz znakomitą gładkość
powierzchni. Laminaty są tworzywami warstwowymi, w których warstwy drewna (Lignofol), papieru (Pertinax) lub
tkanin (Novotext) połączone są tworzywami sztucznymi. Są odporne na podwyższoną temperaturę, wykazują
niewielką przewodność cieplną, mają bardzo dobre właściwości mechaniczne i dają się łatwo polerować.
Metale
Pozwalają na formowanie dowolnej liczby sztuk, mają bardzo dobrą wytrzymałość mechaniczną, zachowują trwałość
wymiarów i mają gładkie powierzchnie. Poważną wadą jest dość długi czas wykonywania formy, a metal czasami
czerni wypraski. Formy metalowe pozwalają na zastosowanie chłodzenia, co jest szczególnie wskazane
w przypadkach produkcji masowej w formach wielokrotnych.
Masa ceramiczna
Formy pozwalają na formowanie dużej liczby sztuk, są tanie w wykonaniu, wykazują dobrą trwałość wymiarów i są
łatwe w konserwacji. Mają jednak ograniczoną wytrzymałość w przypadku drobnych zarysów formy, są tłukące,
nieodporne na uderzenia i mają małą gładkość powierzchni. Powierzchnia formy daje się polerować. Podczas pracy
stykając się z gorącym tworzywem, forma ogrzewa się do stosunkowo wysokiej temperatury, co nie jest wskazane ze
względu na jakość wyprasek oraz powoduje obniżenie tempa pracy. W związku z tym konieczne jest zastosowanie
chłodzenia formy.
Cement
Formy cementowe są tanie i proste w wykonaniu, wykazują dobrą trwałość wymiarów oraz pozwalają na
formowanie dużej liczby sztuk. Są dosyć chropowate, co ogranicza możliwość odtwarzania zarysów. Cement
wykorzystywany jest dość rzadko, co najwyżej do form małych o niezbyt dużym ciężarze. Kontury powinny być
gładkie i przebiegać łagodnymi łukami.
Tworzywa sztuczne
Formy z żywic poliestrowych otrzymywane są przez odlewanie na modelach drewnianych. Są trwałe i mają dobrą
przewodność cieplną. Wadą jest zanik tworzywa w czasie utwardzania oraz trudności z obróbką mechaniczną; nadają
się więc do wyrobu form nie wymagających ścisłego przestrzegania tolerancji wymiarowych. Natomiast formy z
żywic fenolowych charakteryzują się trwałością wymiarów, odpornością na ścieranie oraz dają się dobrze polerować.
W celu zwiększenia ich wytrzymałości mechanicznej stosuje się włókno szklane.
Inne
Opierają się na wykorzystaniu oryginalnego wzoru jako modelu do budowy formy, a nawet zbudowania z niego
formy. Można na przykład wykorzystać wzór wykonany z porcelany, jednak należy wcześniej wykonać podbudowę
z gipsu, cementu lub masy ceramicznej. Pamiętać należy o konieczności umieszczania drutów stalowych
w miejscach, w których mają się znaleźć kanały ssące. Można również sporządzić formę bardzo dokładną o bardzo
drobnych konturach przez posłużenie się oryginalnym przedmiotem poddanemu galwanizacji. Przed przystąpieniem
do galwanizacji, powierzchnia modelu musi być pokryta warstwą oddzielającą, nie dopuszczającą do nadmiernego
związania się powłoki z tworzywem modelu.
2) Kanały ssące
Kanały ssące są to otwory wywiercone w formie, które służą do szybkiego usuwania powietrza znajdującego się między
folią a formą, jak również do doprowadzenia sprężonego powietrza przy wyjmowaniu wypraski lub wydmuchiwania folii.
Ich średnica określona jest przez grubość formowanego materiału, ponieważ z jednej strony muszą być dostatecznie duże,
aby umożliwić wystarczająco szybkie i skuteczne wessanie, a drugiej strony nie mogą być zbyt duże, ponieważ w
przeciwnym razie odciskałyby się na wyprasce. Kanały powinny znajdować się wszędzie tam, gdzie folia formowana jest w
końcowej fazie procesu, czyli we wszystkich zagłębieniach, nożach i profilach formy.
Wyszukiwarka
Podobne podstrony:
Próg rentownoÅci dla produkcji wieloasortymentowej
Michel de Montaigne Próby (fragmenty)
ZiP - WEKTORY, PR, P£ - ZADANIA , WEKTORY, PŁASZCZYZNA, PROSTA - ZADANIA
ćwiczenia z fizyki.Elektrotechnika.semestr 1, SkZest2, 19. Pr˙dko˙˙ wio˙larza wzgl˙dem wody wynosi v
PR CYW PR ROP WYKLAD 26
Stany nagle w położnictwie PR
Pr UE Zródła prawa (IV 2013)
PR CYW PR ROP WYKLAD 28
PR CYW PR ROP WYKLAD 6
Z Pr 1
Pr dewizowe(2)
7 Bˇl ostry i przewlek y
2013 01 15 ustawa o srodkach pr Nieznany
2008 klucz pr próbna
więcej podobnych podstron