„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Teresa Jaszczyk
Wykonywanie okładek do opraw introligatorskich
734[02]Z1.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
1
Recenzenci:
mgr inż. Małgorzata Borucka
mgr inż. Adam Kanas
Opracowanie redakcyjne:
mgr inż. Teresa Jaszczyk
Konsultacja:
inż. Urszula Łobejko
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 734[02]Z1.03
„Wykonywanie okładek do opraw introligatorskich”, zawartego w modułowym programie
nauczania dla zawodu introligator.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Charakterystyka okładek
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
10
4.1.3. Ćwiczenia
10
4.1.4. Sprawdzian postępów
11
4.2. Wykonywanie okładek jednolitych (miękkich)
12
4.2.1. Materiał nauczania
12
4.2.2. Pytania sprawdzające
18
4.2.3. Ćwiczenia
18
4.2.4. Sprawdzian postępów
20
4.3. Wykonywanie okładek łączonych (twardych, oklejanych)
21
4.3.1. Materiał nauczania
21
4.3.2. Pytania sprawdzające
30
4.3.3. Ćwiczenia
30
4.3.4. Sprawdzian postępów
31
4.4. Maszyny i urządzenia do montowania okładek
32
4.4.1. Materiał nauczania
32
4.4.2. Pytania sprawdzające
37
4.4.3. Ćwiczenia
38
4.4.4. Sprawdzian postępów
40
4.5. Maszyny do zdobienia okładek
41
4.5.1. Materiał nauczania
41
4.5.2. Pytania sprawdzające
44
4.5.3. Ćwiczenia
44
4.5.4. Sprawdzian postępów
45
5. Sprawdzian osiągnięć
46
6. Literatura
50
__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przygotowaniu się do wykonywania okładek do opraw
introligatorskich.
W poradniku zamieszczono:
−
wymagania wstępne, wykaz umiejętności, jakie powinieneś mieć już ukształtowane, abyś
bez problemów mógł korzystać z poradnika,
−
cele kształcenia, wykaz umiejętności jakie ukształtujesz podczas pracy z poradnikiem,
−
materiał nauczania, „pigułkę” wiadomości teoretycznych niezbędnych do opanowania
treści jednostki modułowej,
−
zestaw pytań przydatny do sprawdzenia, czy opanowałeś podane treści,
−
ćwiczenia, które pozwolą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
sprawdzian postępów, który pozwoli Ci określić zakres poznanej wiedzy. Pozytywny
wynik sprawdzianu potwierdzi Twoją wiedzę i umiejętności z tej jednostki modułowej.
Wynik negatywny będzie wskazaniem, że powinieneś powtórzyć wiadomości i poprawić
umiejętności z pomocą nauczyciela,
−
sprawdzian osiągnięć, przykładowy zestaw pytań testowych, który pozwoli Ci sprawdzić,
czy opanowałeś materiał w stopniu umożliwiającym zaliczenie całej jednostki
modułowej,
−
wykaz literatury uzupełniającej.
__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
4
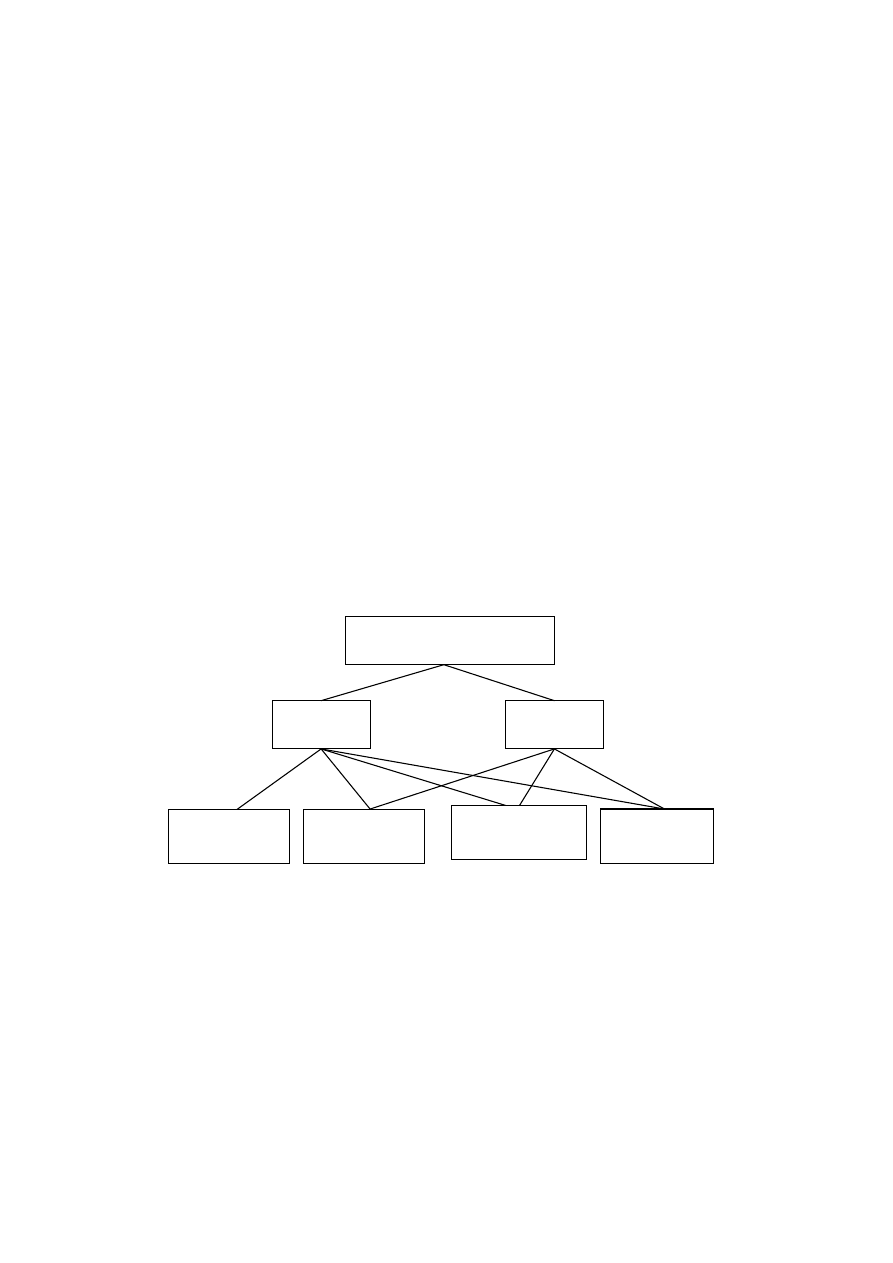
Schemat układu jednostek modułowych w module

__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej, powinieneś umieć:
–
posługiwać się nazewnictwem i terminologią stosowaną w poligrafii,
–
rozpoznawać podstawowe materiały i surowce introligatorskie,
–
określać podstawowe szeregi i formaty wyrobów poligraficznych,
–
projektować wkłady książkowe,
–
kompletować wkłady książkowe,
–
charakteryzować sposoby łączenia składek lub kartek we wkład,
–
wykonywać okrawanie wkładów na urządzeniach jedno i trójnożowych,
–
charakteryzować proces kształtowania grzbietu wkładu,
–
wykonywać wzmacnianie grzbietu wkładu,
–
dobierać sposoby zdobienia boków wkładów książkowych,
–
korzystać z różnych źródeł informacji,
–
posługiwać się dokumentacją technologiczną,
–
przeliczać jednostki,
–
określać zastosowanie maszyn i urządzeń introligatorskich,
–
pracować w grupie i indywidualnie.
–
przestrzegać przepisów bezpieczeństwa i higieny pracy.

__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej, powinieneś umieć:
−
rozróżnić rodzaje okładek do opraw introligatorskich,
−
scharakteryzować budowę okładki,
−
sklasyfikować okładki jednolite i określić ich zastosowanie,
−
sklasyfikować okładki łączone i określić ich zastosowanie,
−
dobrać rodzaje okładek do wkładów,
−
dobrać materiały okładkowe,
−
dobrać maszyny i urządzenia do wykonywania okładek,
−
wykonać okładki jednolite i łączone,
−
zaprojektować zdobienia okładek,
−
dobrać urządzenia do zdobienia okładek,
−
dobrać materiały do zdobienia okładek,
−
scharakteryzować proces wypukłego i wgłębnego tłoczenia okładek,
−
obsłużyć maszyny do zdobienia okładek,
−
wykonać zdobienia okładek,
−
zastosować programy komputerowe wspomagające prace introligatorskie,
−
dobrać i zastosować środki ochrony indywidualnej na stanowisku pracy,
−
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska dotyczące obsługi maszyn i urządzeń do wykonywania okładek.
__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
7
4. MATERIAŁ NAUCZANIA
4.1. Charakterystyka okładek
4.1.1. Materiał nauczania
Okładka jest zewnętrzną częścią oprawy, oddzielnie wykonaną, połączoną z pozostałą
częścią oprawy. Podstawowym zadaniem okładki jest mechaniczna ochrona wkładu, ale służy
ona również celom dekoracyjnym oraz informacyjnym.
Składa się z trzech zasadniczych części: okładziny przedniej, okładziny tylnej oraz
grzbietu. Okładzina przednia jest to część okładki stykająca się z pierwszą stronicą wkładu.
Okładzina tylna styka się z ostatnią stronicą wkładu. Pomiędzy okładzinami znajduje się
grzbiet okładki, który styka się z grzbietem wkładu.
*
P
a
n
T
a
d
e
u
sz
Adam Mickiewicz
Pan Tadeusz
1999
Rys. 1. Okładka [opracowanie własne]
Rodzaje okładek
Okładki dzielimy na jednolite inaczej zwane miękkimi i łączone znane również jako
twarde lub oklejane. Okładki łączone ze względu na swoją konstrukcję są bardziej
skomplikowane do wykonania, ponieważ składają się z dwóch rodzajów materiałów:
usztywniających i pokryciowych. Z materiałów usztywniających wykonuje się okładziny
i grzbietówkę, a z materiałów pokryciowych oklejkę. Wyróżnia się trzy konstrukcje okładek
oklejanych: okładki jednorodne, kombinowane i specjalne.
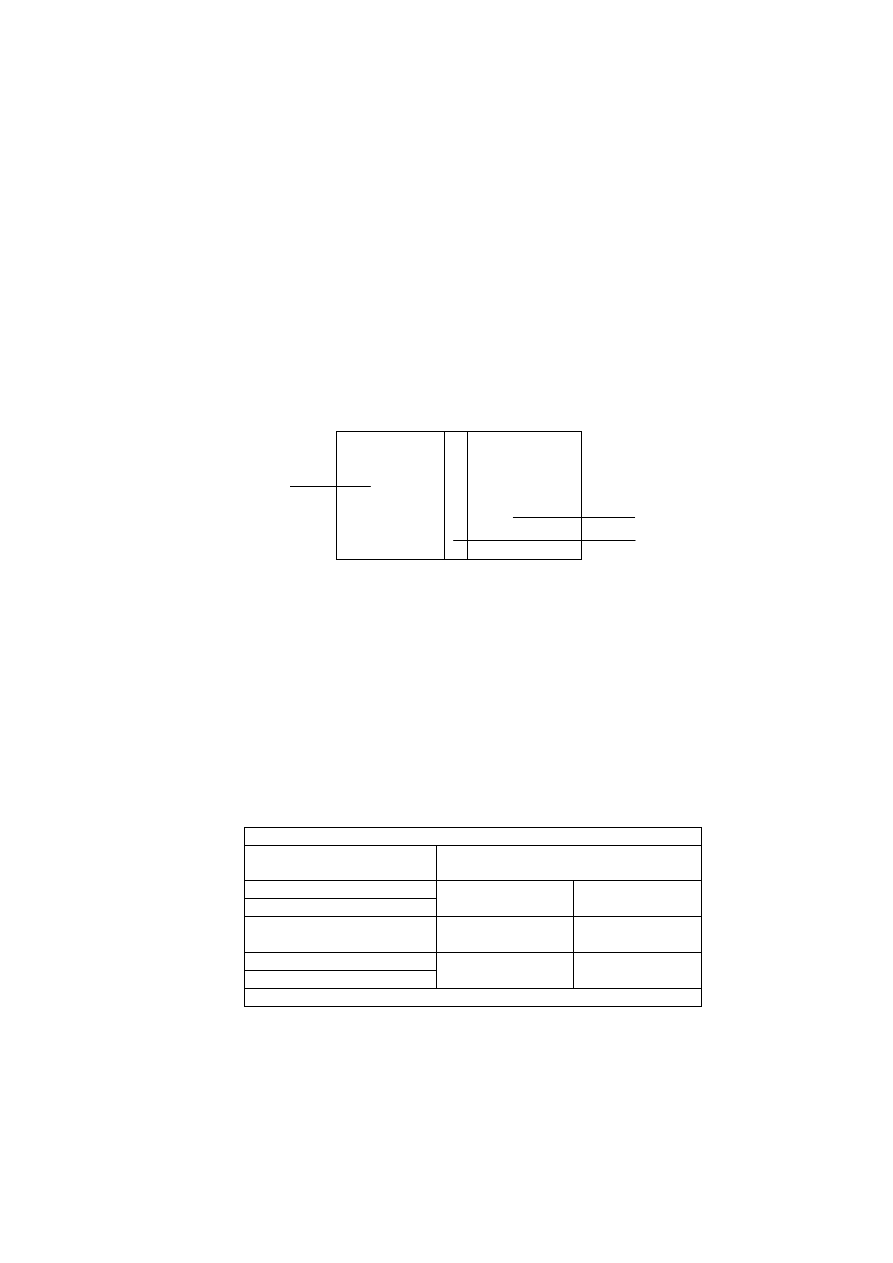
Podział okładek przedstawia tabela 1.
Tabela 1. Podział okładek [opracowanie własne]
OKŁADKI
JEDNOLITE
(miękkie)
ŁĄCZONE
(twarde, oklejane)
– zeszytowe
– przylegające
– jednorodne
– całopapierowe
– całopłócienne
– zakrywające
– kombinowane
– łączone lamówką
– półpłócienne
– wzmocnione lamówką
– specjalne
– specjalne
– biblioteczna
i inne
– okładka plastikowa
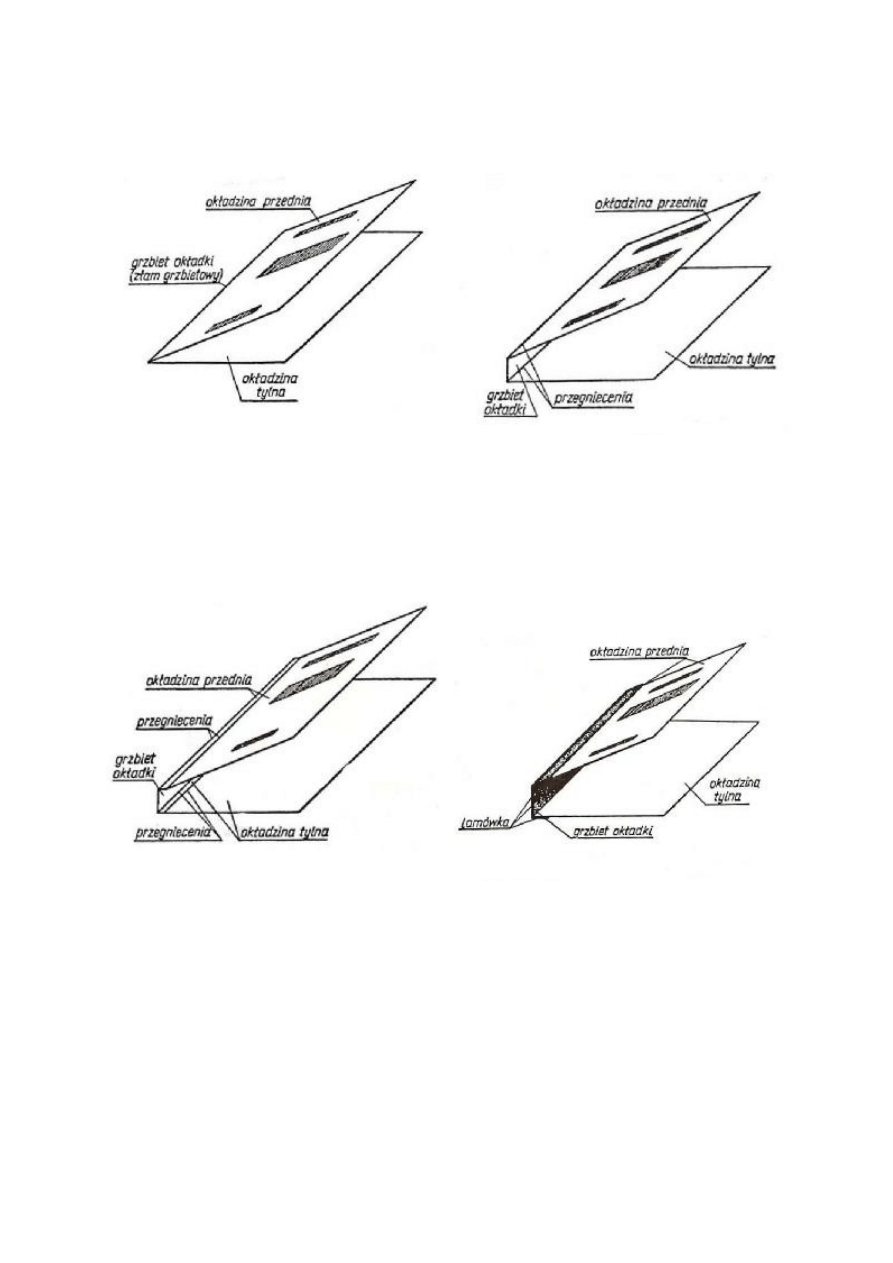
Okładka zeszytowa wykonana jest z jednego arkusza materiału, a jej grzbietem jest
przegniecenie wykonany na środku okładki. Okładki zeszytowe są przystosowane do
połączenia z wkładem jednoskładkowym. Stosowane są w czasopismach ilustrowanych,
broszurach itp.
Okładka przylegająca wykonana jest również z jednego arkusza materiału, ale po
środku ma dwa przegniecenia, a powierzchnia między nimi stanowi grzbiet okładki. Okładka
okładzina tylna
okładzina przednia
grzbiet
__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
8
przystosowana jest do połączenia z wkładem wieloskładkowym lub kartkowym o grubości
grzbietu od 3 mm, klejonym lub szytym nićmi.
Rys. 2. Okładka zeszytowa. [6, s. 16]
Rys. 3. Okładka przylegająca. [6, s. 16]
Okładka zakrywająca wykonana jest z jednego arkusza materiału, ma po środku cztery
złamy. Powierzchnia między dwoma środkowymi złamami stanowi grzbiet okładki, trzeci
złam jest na okładzinie przedniej a czwarty na tylnej. Okładka przystosowana jest do
połączenia z wkładem wieloskładkowym lub kartkowym szytym drutem z boku, szytym
nićmi oraz klejonym o grubości grzbietu od 3 mm.
Rys.4. Okładka zakrywająca. [63, s. 17]
Rys. 5. Okładka łączona lamówką. [6, s. 17]
\Okładka zmocniona lamówką wykonana jest z trzech części. Dwie części stanowią
okładzinę przednią i tylną, a połączone są paskiem materiału zwanym lamówką. Grzbietem
jest część lamówki pomiędzy okładzinami. Okładka przystosowana jest do połączenia
z wkładem wieloskładkowym lub kartkowym szytym nićmi oraz klejonym.
__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
9
Okładki łączone
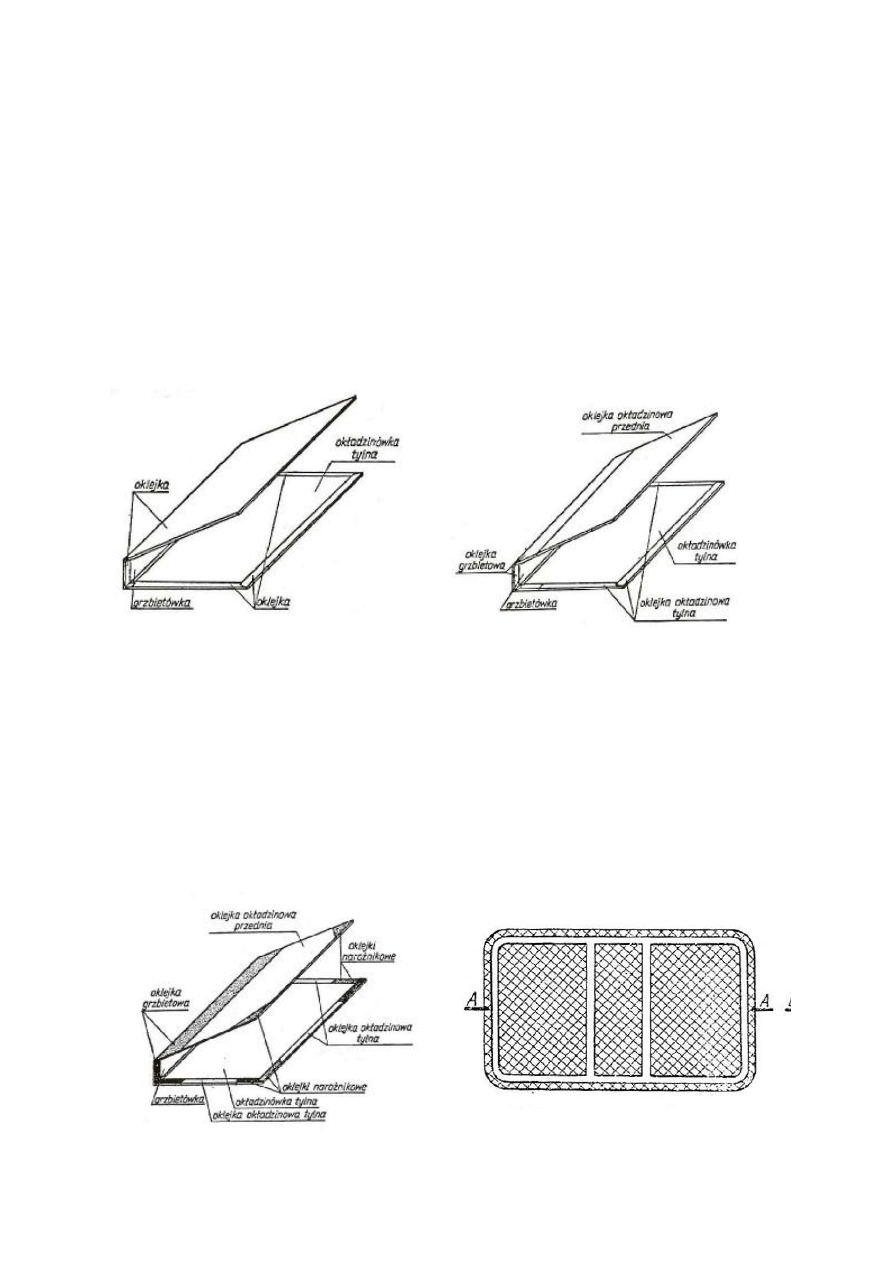
Okładka jednorodna (całopłócienna, całopapierowa) wykonana jest z grzbietówki,
okładziny tylnej i przedniej oraz oklejki, która jest materiałem łączącym wszystkie elementy
okładki. Okładka przystosowana jest do połączenia z wkładem wieloskładkowym, rzadziej
jednoskładkowym.
Okładka kombinowana (półpłócienna) składa się z grzbietówki, okładziny tylnej
i przedniej oraz oklejki, która wykonana jest z trzech części: jednej oklejki grzbietowej
i dwóch okładzinowych. Oklejka grzbietowa łączy grzbietówkę i okładzinówki, natomiast
oklejki okładzinowe oklejają znaczną część okładzinówek, zachodząc niewiele na oklejkę
grzbietową. Część oklejki zachodząca na stronę wewnętrzną zwana jest zawinięciem.
Elementami oklejanymi okładki są części usztywniające: okładzinówki i grzbietówka.
Okładka przystosowana jest do połączenia z wkładem wieloskładkowym, rzadziej
jednoskładkowym.
Rys.6. Okładka jednorodna [6, s. 17]
Rys. 7. Okładka kombinowana [6, s. 17]
Metodami przemysłowymi wykonuje się okładki jednorodne i kombinowane.
Okładka specjalna, np. biblioteczna, składa się z grzbietówki, okładziny tylnej
i przedniej oraz oklejki, która wykonana jest z siedmiu części: jednej oklejki grzbietowej,
dwóch oklejek okładzinowych oraz czterech narożnikowych. Od okładek kombinowanych
różni się tym, że okładzinówki przednia i tylna pokryte są najpierw oklejkami narożnikowymi
a następnie oklejkami okładzinowymi ze ściętymi narożnikiami. Okładka przystosowana jest
do połączenia z wkładem wieloskładkowym, rzadziej jednoskładkowym. Nie jest
wykonywana metodą przemysłową.
Inne okładki specjalne to na przykład okładzina przednia i tylna łączone z wkładem za
pomocą spirali, grzebienia lub przez listwę ściskającą.
Rys. 8. Okładka specjalna [ 6, s. 17]
Rys. 9. Okładka plastikowa [4, s. 126]
__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
10
Okładka plastikowa jest to okładka wykonana w części lub całości z folii tworzywa
sztucznego. Może mieć dowolną konstrukcję, np.: okładki miękkiej lub twardej. Okładki te
wykonywane są za pomocą odrębnej technologii i odrębnych urządzeń. Okładka
przystosowana jest do połączenia z wkładem wieloskładkowym, jednoskładkowym lub
kartkowym.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaka jest definicja okładki?
2. Jakie są rodzaje okładek?
3. Czym charakteryzują się okładki jednolite?
4. Czym charakteryzują się okładki łączone?
5. Jakie okładki możemy połączyć z wkładem jednoskładkowym?
6. Jakie okładki możemy połączyć z wkładem wieloskładkowym?
4.1.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj przedstawione okładki i określ ich zastosowanie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) rozróżnić rodzaje okładek,
2) przyporządkować właściwą nazwę do okładki,
3) uzasadnić wybór,
4) zapisać zakres zastosowania.
Wyposażenie stanowiska pracy:
– przykłady okładek,
– przybory do pisania,
– arkusz ćwiczeń,
– literatura zgodna z rozdziałem 6 poradnika dla ucznia.
__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
11
Ćwiczenie 2
Do przedstawionych wkładów dobierz okładki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) rozróżnić rodzaje wkładów,
2) przyporządkować właściwą nazwę do przedstawionego wkładu,
3) dobrać okładkę,
4) uzasadnić wybór,
5) zapisać w arkuszu ćwiczeń.
Wyposażenie stanowiska pracy:
– arkusz ćwiczeń,
– przybory do pisania,
– literatura zgodna z rozdziałem 6 poradnika dla ucznia.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) podać definicję okładki?
¨
¨
2) sklasyfikować okładki?
¨
¨
3) scharakteryzować okładki jednolite?
¨
¨
4) scharakteryzować okładki łączone
¨
¨
5) dobrać okładkę do wkładu jednoskładkowego?
¨
¨
6) dobrać okładkę do wkładu wieloskładkowego?
¨
¨
__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
12
4.2. Wykonywanie okładek jednolitych (miękkich)
4.2.1. Materiał nauczania
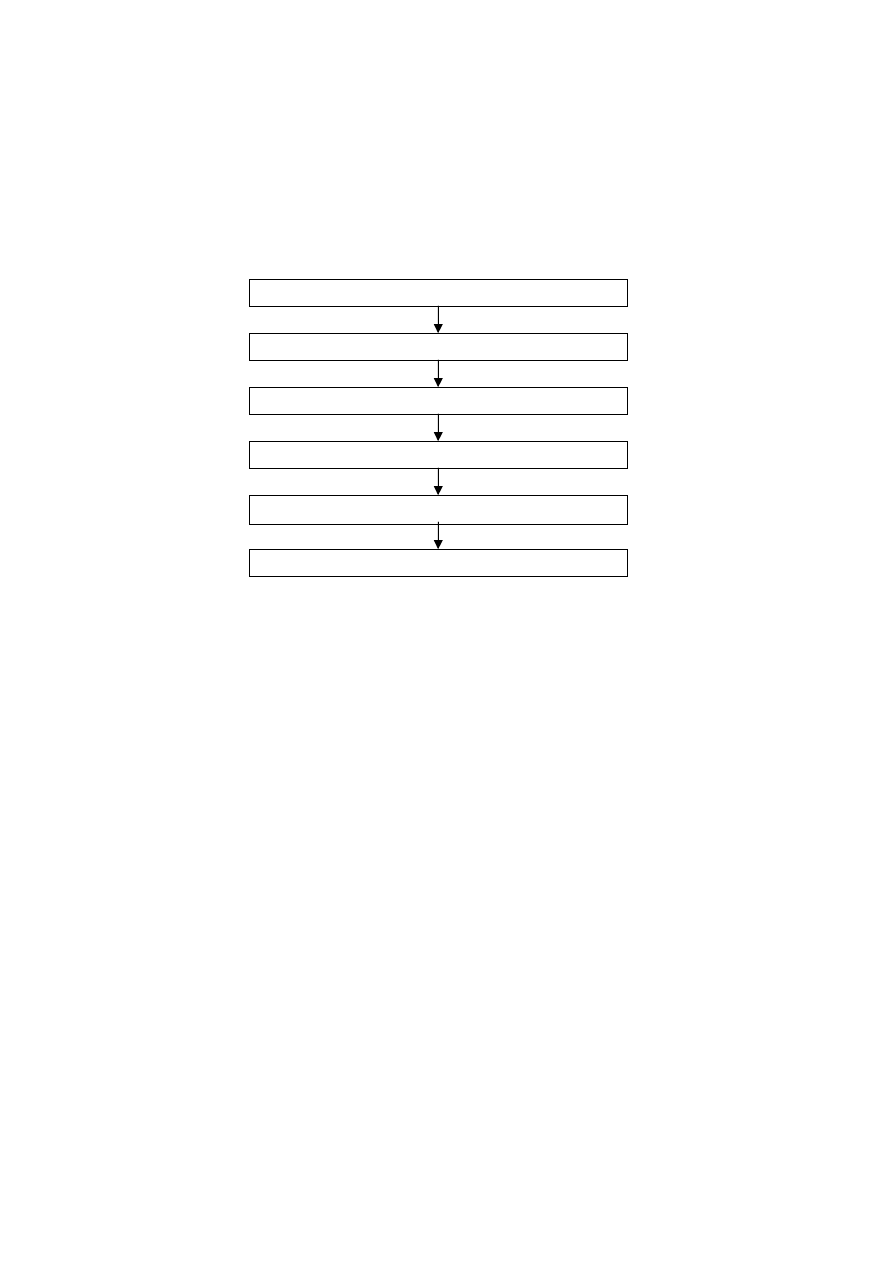
Okładki jednolite są bardzo proste konstrukcyjnie, tanie w produkcji. Wykonywane są
według schematu podanego na rysunku 10.
Rys. 10. Schemat
technologiczny
wykonywania
okładek
zeszytowych, przylegających, zakrywających
Okładki zeszytowe stosowane są najczęściej w oprawach prostych zeszytowych, są to
najmniej wytrzymałe rodzaje opraw, dlatego też od okładki nie jest wymagana większa
trwałość.
Materiały do wykonywania okładek zeszytowych
Do wykonywania okładek zeszytowych stosowane są specjalne gatunki papieru lub
tektury okładkowej.
Materiały okładkowe powinny spełniać następujące wymagania: powinny być estetyczne,
mieć odpowiednią barwę, nie powinny zmieniać swego wyglądu podczas długotrwałego
przechowywania i pod wpływem światła, nie powinny brudzić się zbyt łatwo, pożądane jest
aby były wodoodporne. Powinny być odporne na ścieranie, zginanie i rozrywanie i mieć
odpowiednią sztywność.
Materiały okładkowe przewidziane do zdobienia i uszlachetnienia powinny być podatne
na drukowanie, lakierowanie i laminowanie, lub inne procesy zdobnicze.
Od okładek zeszytowych wymagana jest najmniejsza sztywność materiału okładkowego
ze wszystkich rodzajów okładek. Sztywność papierów i tektur okładkowych jest
proporcjonalna do gramatury. Dlatego też do okładek zeszytowych stosuje się je
o stosunkowo małej gramaturze. Im większa jest grubość oraz format oprawy, tym wymagana
jest większa sztywność, a więc większa gramatura materiału okładki. Zalecana gramatura
papierów i tektur na okładki zeszytowe o różnych grubościach i formatach opraw podana jest
w tabeli 2.
Kierunek włókien w okładkach zeszytowych powinien być równoległy do grzbietu.
Sztywność jest wtedy mniejsza w tym kierunku i tym samym łatwiejsze jest otwieranie
okładek. Nie występuje też skręcanie okładek w kierunku prostopadłym do grzbietu.
KROJENIE ARKUSZY NA CZĘŚCI
DRUKOWANIE
USZLACHETNIANIE POWIERZCHNI OKŁADKI
KROJENIE ZADRUKOWANYCH ARKUSZY
BIGOWANIE OKŁADKI
ZŁAMYWANIE OKŁADKI
__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
13
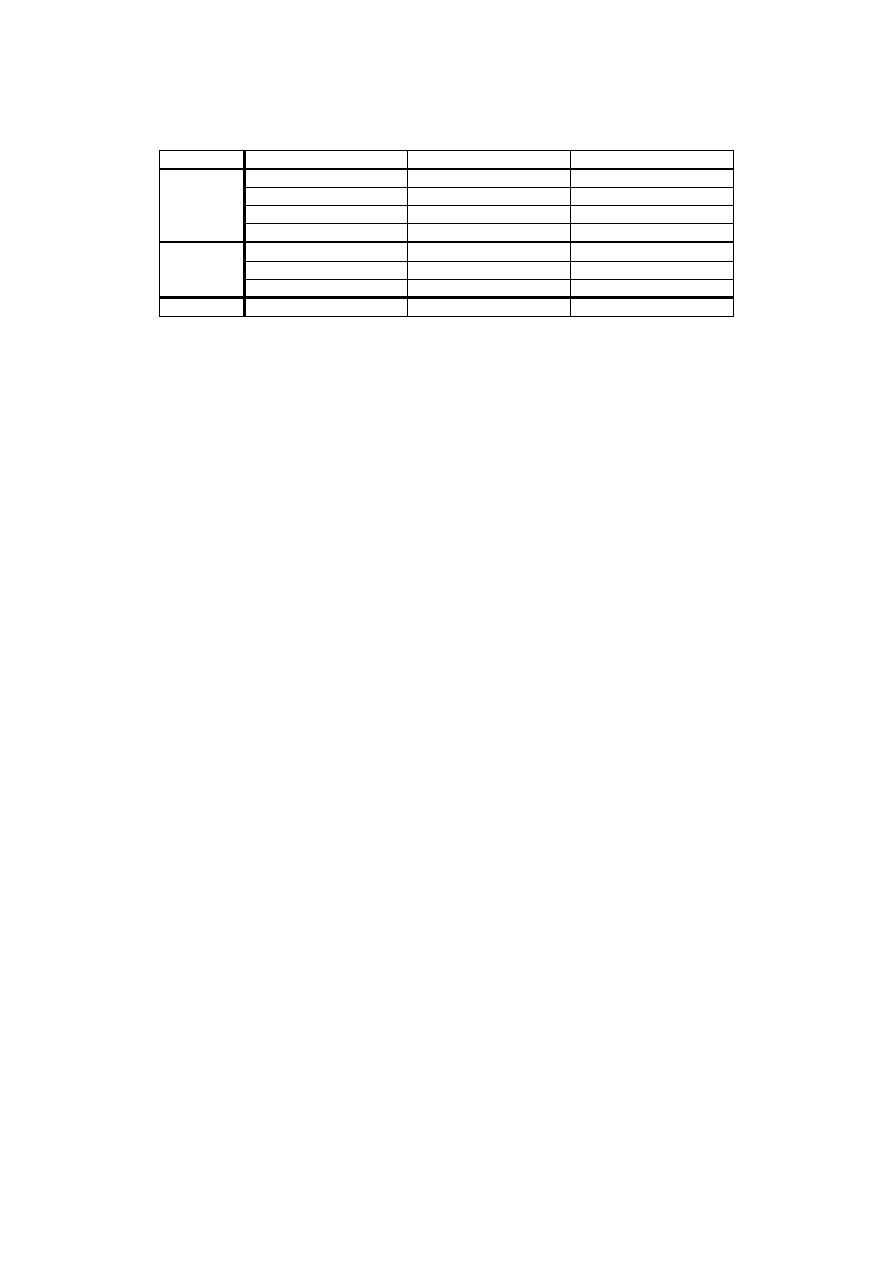
Tabela 2. Zalecane gramatury wytworów papierniczych na okładki zeszytowe w zależności od wymiarów
wkładu w mm [6, s. 175]
Grubość
Wysokość
Szerokość
Gramatura w g/m
2
do 250
-
do 125
250÷290
do 170
do 125
250÷290
powyżej 170
125÷140
do 3
powyżej 290
-
125÷140
do 250
do 145
125÷140
do 250
powyżej 145
140÷180
3÷5
powyżej 250
-
140÷180
5÷8
-
-
do 140
Wykonanie okładek zeszytowych polega na krojeniu pod kątem prostym arkuszy
druków do odpowiedniego formatu. Wysokość okładki powinna być równa wysokości nie
okrojonych składek wkładu. Okładki zeszytowe łączy się z wkładem po wyrównaniu od
strony boku górnego. Okładka przy okrawaniu trzech stron będzie okrawana łącznie
z wkładem.
Okładka zeszytowa jest nakładana na wkład jednoskładkowy. W złamie grzbietowym
pewna część papieru okładki tworzy łuk. Dlatego też szerokość okładki powinna być większa
o 1÷2 mm od podwójnej szerokości składek.
Podczas użytkowania okładka oprawy zeszytowej przy otwieraniu ulega zginaniu
w złamie grzbietowym. Z tego powodu powinna ona mieć dużą wytrzymałość na zginanie.
W celu zwiększenia wytrzymałości na zginanie, szczególnie przy większych grubościach
okładki, polecane jest przed wykonaniem złamu grzbietowego dwustronne przygniecenie
okładki z wypukłością na zewnątrz okładki – tzw. bigowanie.
Zdobienie
okładek
zeszytowych
polega
na
drukowaniu
jednokolorowym,
wielokolorowym i wielobarwnym oraz uszlachetnieniu powierzchni poprzez lakierowanie lub
laminowanie. Zdobienie okładek zeszytowych przez tłoczenie wypukłe stosuje się raczej
wyjątkowo.
Bigowanie (przegniatanie) oznacza nanoszenie wzdłużnych wgnieceń zmniejszających
sztywność materiału wzdłuż linii przyszłych zgięć w miejscach otwierania okładki.
Przeprowadzenie tej operacji jest konieczne, gdyż ułatwia ona otwieranie okładki, broszury
lub książki, a tym samym ułatwia posługiwanie się nią oraz zwiększa jej trwałość użytkową.
Jest ono konieczne przy stosowaniu materiałów okładkowych o gramaturze powyżej 160
g/m
2
.
Operacja bigowania jest przeprowadzana na bigówkach przy użyciu chłodnych i tępych
noży płaskich lub noży dyskowych stosowanych w maszynach zagregatowanych [7, s. 223]
Szerokość wgnieceń powinna wynosić 1,0–1,5 mm przy gramaturze wyrobów
papierniczych do 200 g/m
2
i 2 mm przy gramaturach wyższych.
W praktyce nie stosuje się okładek zeszytowych z kancikami i skrzydełkami. Tak więc
nie ma praktycznie żadnych odmian okładek zeszytowych.
Okładki przylegające
Okładki przylegające są okładkami jednolitymi, stosowane są najczęściej w oprawach
prostych, dlatego też materiały stosowane do wykonywania tych okładek nie muszą mieć
dużej wytrzymałości. Stosuje się do tego celu papiery i tektury okładkowe. Powinny one mieć
dużą wytrzymałość na zginanie, ścieranie i zrywanie. Od okładek przylegających wymagana
jest większa sztywność materiału okładkowego niż w przypadku okładek zeszytowych.
I z tego powodu do ich wykonania stosuje się wytwory papiernicze o większej gramaturze.
__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
14
Sztywność okładek powinna być tym większa, im większa jest grubość wkładu oraz format
wkładu. Szczegółowe dane dotyczące zalecanej gramatury wytworów papierniczych do
wykonania tych okładek podane są w tabeli 3.
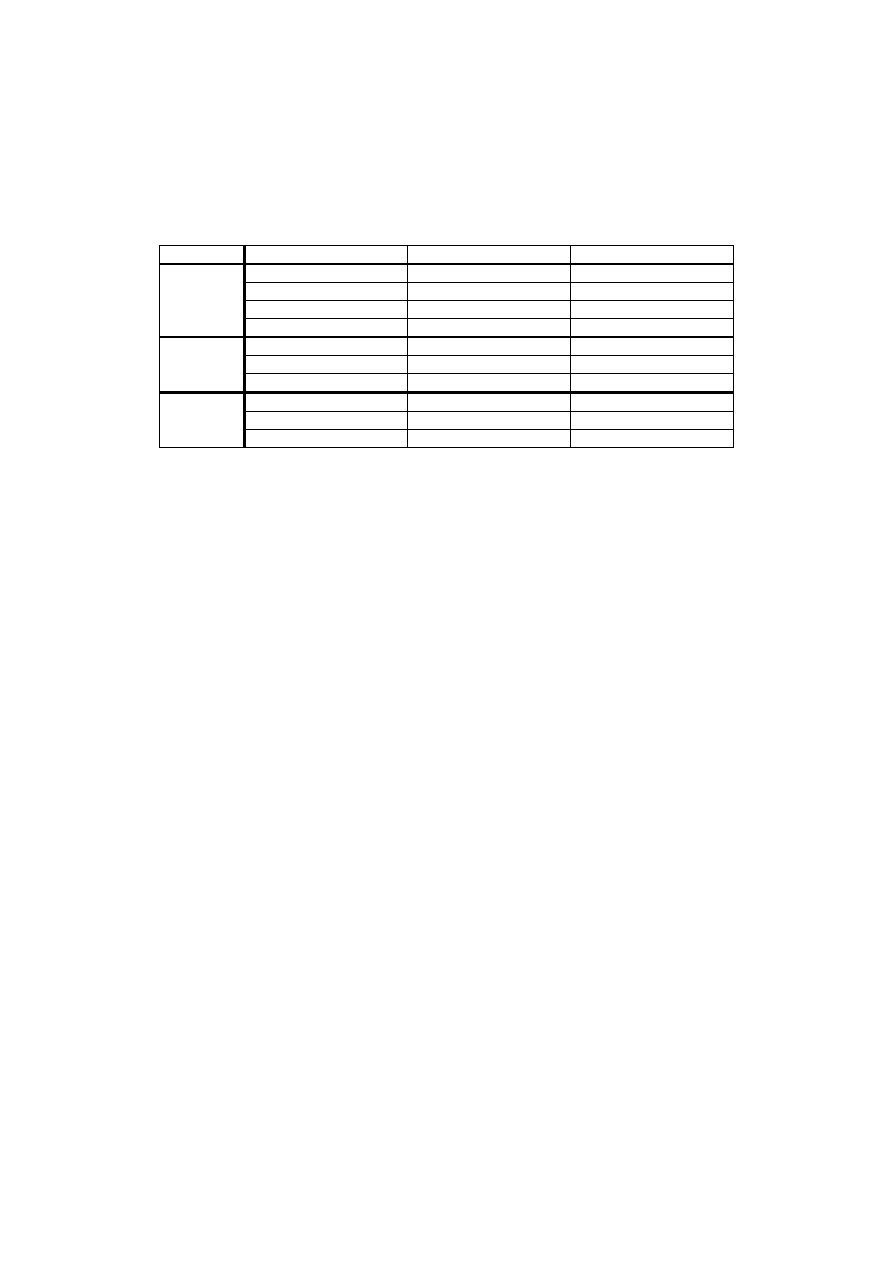
Tabela 3. Zalecane gramatury wytworów papierniczych na okładki przylegające w zależności od wymiarów
wkładu w mm [6, s. 177]
Grubość
Wysokość
Szerokość
Gramatura w g/m
2
do 250
-
140÷160
250÷290
do 170
140÷160
250÷290
powyżej 170
160÷180
3÷10
powyżej 290
-
160÷180
do 250
do 145
160÷180
do 250
powyżej 145
180÷200
10÷20
powyżej 250
-
180÷200
do 250
do 145
180÷200
do 250
powyżej 145
200÷250
powyżej 20
powyżej 250
-
powyżej 250
Oprócz wytworów papierniczych, takich jak papier i tektura okładkowa do wykonywania
okładek przylegających stosuje się też inne materiały jak powlekane tworzywami sztucznymi
włókniny, laminaty włóknin i papieru, ale tylko w specjalnych przypadkach.
Proces wykonywania okładek przylegających składa się z następujących operacji:
okrawania okładki do żądanych wymiarów oraz wykonania dwóch przegnieceń (bigów)
wypukłych do zewnętrznej strony okładki. W okładkach przylegających kierunek włókien
powinien być równoległy do grzbietu. Szerokość okładki powinna być równa sumie
szerokości grzbietu wkładu oraz podwójnej szerokości wkładu przed okrawaniem z tolerancją
+1 mm. Wysokość okładki powinna być równa wysokości wkładu przed okrawaniem
z tolerancją co najmniej +1 mm. W przypadku łączenia maszynowego okładki z wkładem
wysokość okładki musi być większa o 10 mm. Szerokość między przegnieceniami powinna
być równa szerokości grzbietu wkładu. Szerokość paska wzmacniającego powinna być taka,
aby przykrył on całkowicie grzbiet okładki oraz zachodził symetrycznie 12÷18 mm na każdą
okładzinę. Wysokość paska wzmacniającego powinna być równa wysokości okładki
z tolerancją do 2 mm.
W ten sam sposób wykonuje się okładki przylegające bez kancików (rys. 11a) zarówno
z narożnikami prostokątnymi jak i zaokrąglonymi. Zaokrąglanie narożników wykonuje się
podczas operacji okrawania już gotowej oprawy.
Okładki przylegające z kancikami przeznaczone są do opraw prostych, wymagają
jednak większej sztywności wytworów papierniczych niż w przypadku okładek bez
kancików, gdyż kanciki wystając w oprawie poza wkład zaginają się w czasie użytkowania
oprawy. Gramatura wytworu papierniczego dla danego formatu i grubości wkładu powinna
być dla okładek przylegających z kancikami co najmniej o 20 g/m
2
większa niż okładek bez
kancików.
Wymiary tych okładek: wysokość powinna być większa od wkładu po okrojeniu o 6 mm
z tolerancją ±2 mm, szerokość powinna być większa o 8 mm od sumy szerokości grzbietu
wkładu i podwójnej szerokości wkładu po jego okrojeniu z tolerancją ±1 mm
Proces wykonania zdobienia i uszlachetnienia tych okładek jest taki sam jak okładek
przylegających.
Okładki przylegające z kancikami z zaokrąglonymi narożnikami (rys. 11c).
Zaokrąglenie narożników okładek wykonuje się przed połączeniem z wkładem. Zaokrąglenie
powinno być o promieniu 4 mm. Takie okładki wykonuje się przez wykrawanie.
__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
15
Okładki przylegające ze skrzydełkami. Skrzydełkami są części okładki złamane
i złożone do wewnętrznej części okładki (rys. 11d). Mają proste narożniki, przedni kancik,
natomiast obecność kancików górnego i dolnego nie jest konieczna. Obecność skrzydełek w
okładce zwiększa jej sztywność.
Do wykonania tych okładek potrzebny jest materiał o szerokości równej sumie szerokości
grzbietu wkładu i podwójnej szerokości wkładu oraz podwójną szerokość skrzydełek.
Szerokość skrzydełek nie może być mniejsza od 1/3 i większa od 2/3 szerokości okładzin.
Przed zagięciem skrzydełek na okładce wykonuje się przegniecenia zwrócone wypukłością do
zewnętrznej strony okładki. Kancik przedni powstaje przez okrawanie wkładu.
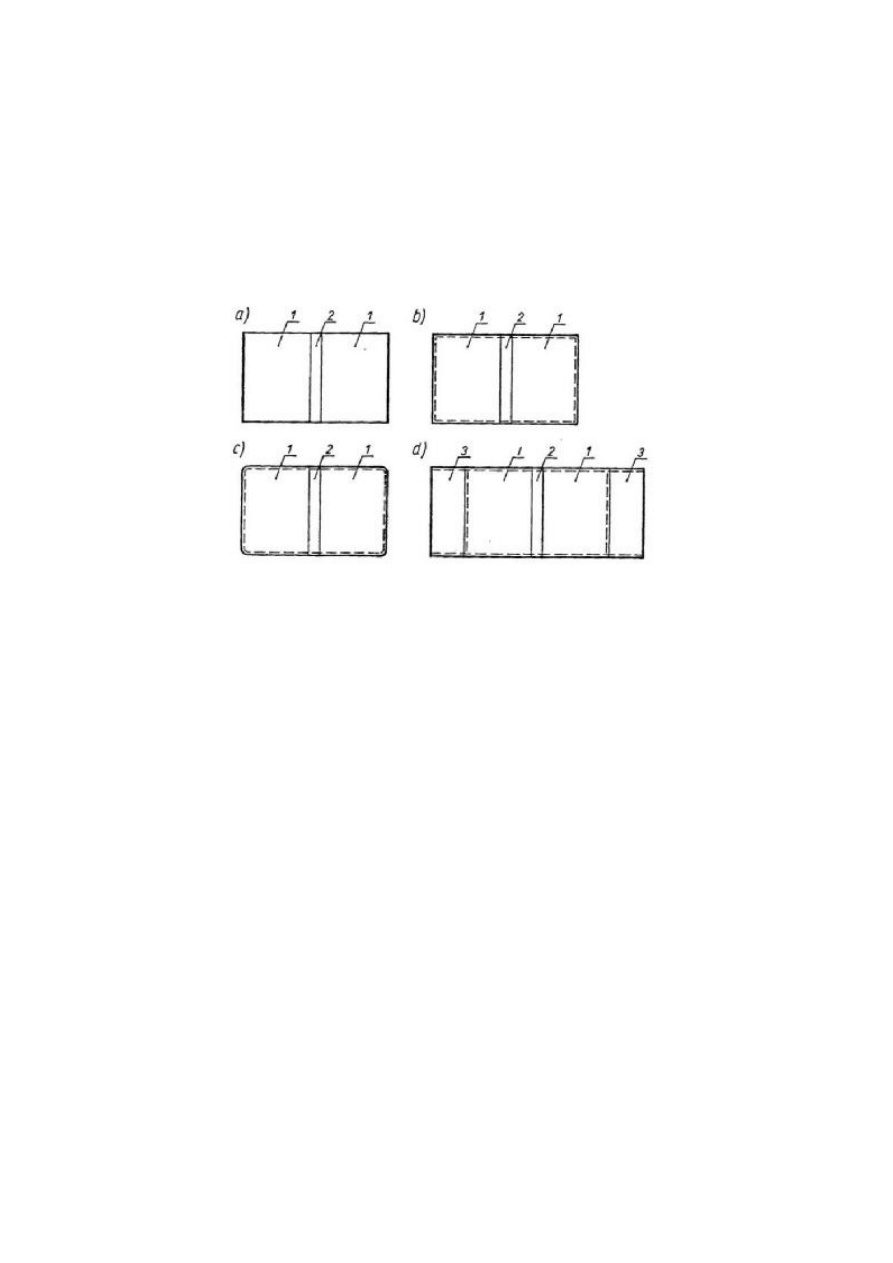
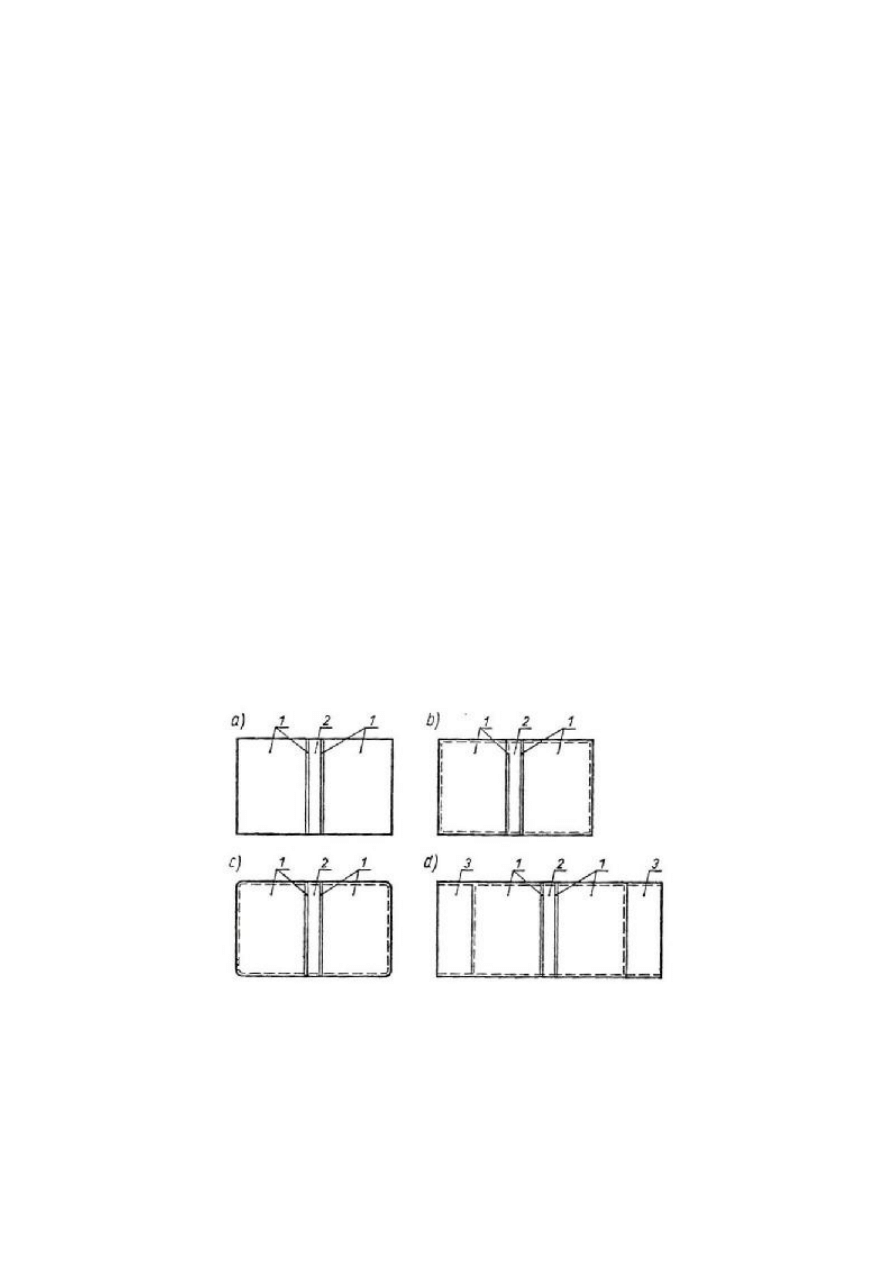
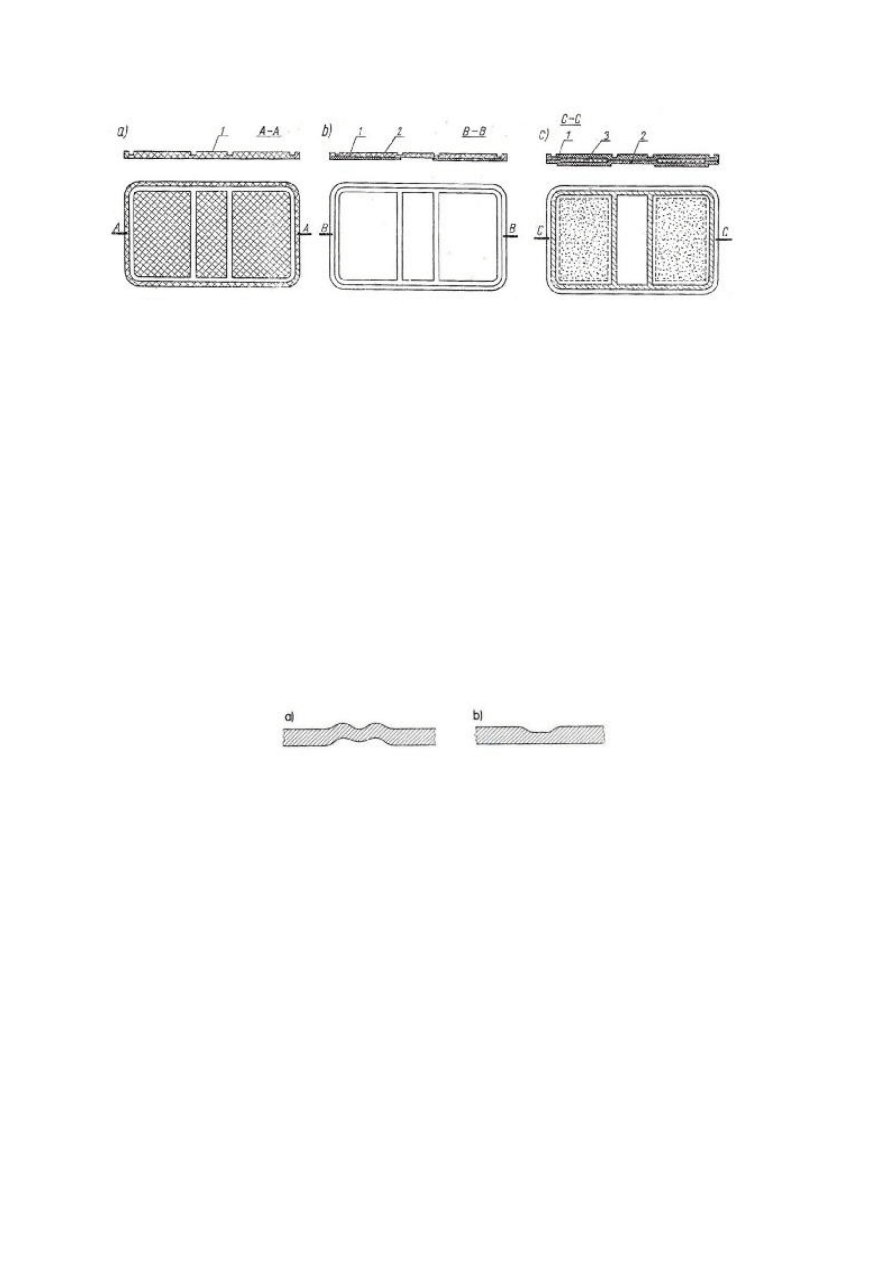
Rys.11. Okładki przylegające: a) z narożnikami prostymi bez kancików, b) z narożnikami prostymi
z kancikami, c) z narożnikami zaokrąglonymi z kancikami, d) ze skrzydełkami i kancikami (linią
przerywaną zaznaczono obszar styku okładki z wkładem, a linią ciągłą cienką przegniecenia);
1 – okładziny, 2 – grzbiet, 3 – skrzydełka (1/3 lub 2/3 szer. okładzin) [6, s. 180]
Zdobienie okładek przylegających
Okładki przylegające stosowane są w książkach, dlatego też w celu poprawienia ich wyglądu
estetycznego stosuje się wytwory papiernicze powlekane, barwione lub z wytłoczoną fakturą.
Zdobi się je najczęściej przez zadrukowanie wielobarwne lub wielokolorowe. Stosuje się też
lakierowanie i laminowanie. Lakierowanie okładek zwiększa ich estetykę, nadając im większy
połysk, a jednocześnie okładka staje się trwalsza, bardziej odporna na działania ścierające. Jej
powierzchnia staje się wodoodporna, mniej podatna na brudzenie. Lakierowanie jednak nie
zwiększa wytrzymałości mechanicznej okładki.
Laminowanie foliami przezroczystymi znacznie zwiększa efekt estetyczny. Do laminowania
stosuje się folie połyskowe, matowe oraz moletowane (z wytłoczonym reliefem na powierzchni).
Laminowanie zwiększa odporność okładki na ścieranie i zwiększa jej wytrzymałość mechaniczną
na zginanie i rozrywanie. Bardzo ważne jest zwiększenie odporności na przedarcia. Laminowanie
zwiększa również sztywność. Dzięki temu do wykonania okładek przylegających podlegających
laminowaniu można stosować wytwory papiernicze o gramaturze 20 g/m
2
mniejszej w stosunku
do gramatury zalecanej. Laminowanie okładek powoduje zwiększenie ich wytrzymałości, że
zbędne staje się jakiekolwiek wzmacnianie. Wzmacnianie okładek przylegających stosuje się
rzadko, ale w pewnych przypadkach jest ono nieodzowne. Najbardziej narażone na uszkodzenie
są przegniecenia oraz grzbiet okładek przylegających. Wzmacnianie wykonuje się przez
naklejenie na grzbiet oraz część przygrzbietową okładzin paska z cienkich, tkaninowych
materiałów pokryciowych. Jest to operacja pracochłonna i praktycznie jest wyeliminowana
z nowoczesnej technologii oprawiania.
Przylegające okładki plastikowe wytwarza się z folii z miękkiego polichlorku winylu
o grubości 0,5÷0,6 mm, są to folie pigmentowe, barwne nieprzezroczyste lub metalizowane.
Folie mogą mieć różne faktury powierzchni zewnętrznej: od folii gładkich z połyskiem
__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
16
i matowych, z wytłaczaniem (moletowaniem) wzorów geometrycznych, imitującą fakturę
tkanin, skór aż do folii imitującej zamsz (flokowanych). Ta różnorodność folii pozwala na
uzyskanie efektownych okładek. [4, s. 183].
Okładki przylegające plastikowe są wykonywane tylko z kancikami i zaokrąglonymi
narożnikami.
Wykonuje się je z jednego arkusza folii w jednym procesie zgrzewania w prasach-
zgrzewarkach.
Okładki plastikowe możemy zdobić przez:
−
tłoczenie wgłębne (bezbarwne) napisów lub ornamentów. W celu wykonywania
barwnego tłoczenia na powierzchnię tłoczoną nakłada się folię do tłoczenia;
−
aplikację, która polega na połączeniu z folią okładki drugiej warstwy folii o barwie różnej
od barwy okładki. Aplikacja jest zdobieniem trudnym i wykonywana jest przeważnie
w oddzielnym procesie zgrzewania;
−
zadrukowanie techniką sitodrukową, która gwarantuje przy zadrukowaniu nałożenie
grubej warstwy farby o dużej wytrzymałości na ścieranie.
Okładki zakrywające
Wykonywane są tak samo jak okładki przylegające. Różnica polega na tym że na
okładzinach przednich i tylnych mają dodatkowe przegniecenia. Odległość przegnieceń
wynosi 5
÷
8 mm od przegnieceń ograniczających grzbiet (rys. 12). Jeżeli okładka ma być
połączona z wkładem szytym z boku to przegniecenia na okładzinach zależą od odległości
zszycia od grzbietu wkładu i powinna być zwiększona 1 mm. Przegniecenia znajdujące się na
okładzinach powinny być zwrócone wypukłością w stronę zewnętrzną okładki.
Materiały stosowane do wykonania okładek zakrywających, wymiary i wymagania
techniczne oraz zdobienie są takie same jak w okładkach przylegających.
Okładki zakrywające mają większą wytrzymałość od okładek przylegających, ponieważ
przy otwieraniu następuje częściowe zginanie przegniecenia grzbietowego i częściowe
zginanie przegniecenia znajdującego się na okładzinie.
Rys.12. Okładki zakrywające: a) z narożnikami prostymi bez kancików, b) z narożnikami prostymi z kancikami,
c) z narożnikami zaokrąglonymi z kancikami, d) ze skrzydełkami i kancikami (linią przerywaną
zaznaczono obszar styku okładki z wkładem, a linią ciągłą cienką przegniecenia); 1 – okładziny,
2 – grzbiet, 3 – skrzydełka [6, s. 184]
__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
17
Okładki łączone lamówką
Okładki łączone lamówką składają się z trzech części połączonych ze sobą bezpośrednio
w oprawie dlatego też nie występują jako oddzielny produkt (rys. 14).
Wymagania dotyczące materiału okładzin oraz lamówki łączącej są zupełnie różne,
a zależą od konstrukcji okładek. Wyróżniamy dwa rodzaje połączeń: pierwszy jeżeli
okładziny są krótsze od szerokości wkładu 5
÷
8 mm, a lamówka stanowi grzbiet okładki
i połączona jest z pierwszą i ostatnią stroną wkładu oraz na szerokości ok. 10 mm
z okładzinami.
Przy tej konstrukcji okładka otwierana w obszarze lamówki między okładziną
a grzbietem, a więc okładzina nie ulega zginaniu przy otwieraniu okładki. Dlatego okładziny
mogą być wykonane z materiałów sztywnych, tektur, co jest zalecane w przypadku brulionów
(rys. 14c).
Druga konstrukcja okładki polega na połączeniu okładzin, które są równe formatowi
wkładu i łączone są jednocześnie z połączeniem we wkład, np. przez zszycie drutem lub
klejenie. Dopiero po połączeniu okładzin nakleja się na okładziny i grzbiet lamówkę
(rys. 14b).
Przy takiej konstrukcji otwieranie okładki następuje w obszarze przygrzbietowym
okładzin, w odległości 5
÷
8 mm od grzbietu. W tym miejscu na okładzinach wykonuje się
przegniecenia i na nie nakleja lamówkę, która wzmacnia je dodatkowo, rzadziej występują
okładki bez przegnieceń (14a). Lamówka może dochodzić tylko do przegnieceń.
Okładziny do drugiej konstrukcji powinny mieć sztywność mniejszą niż do pierwszej.
W tej konstrukcji lamówka dodatkowo wzmacnia połączenie okładzin z wkładem i zasłania
szycie boczne wkładu. Materiał lamówki może być mniej odporny na zginanie i na
rozerwanie. Przy tej okładce można poza materiałami tkaninowymi zastosować papiery
powlekane tworzywami sztucznymi.
Okładki łączone lamówką mogą mieć narożniki proste lub zaokrąglone. Promień
zaokrąglenia powinien wynosić 4 mm. Okładki te nie mogą mieć kancików i skrzydełek.
W okładzinach kierunek włókien powinien być równoległy do grzbietu. Praktycznie do
wykonania okładzin nie stosuje się innych materiałów poza wytworami papierniczymi.
Wysokość lamówki powinna być równa wysokości wkładu przed okrojeniem z tolerancją
+1 mm, a szerokość równa sumie szerokości grzbietu wkładu i podwojonej szerokości
naklejania lamówki na okładziny. Szerokość naklejenia na okładziny powinna wynosić
18±2 mm.
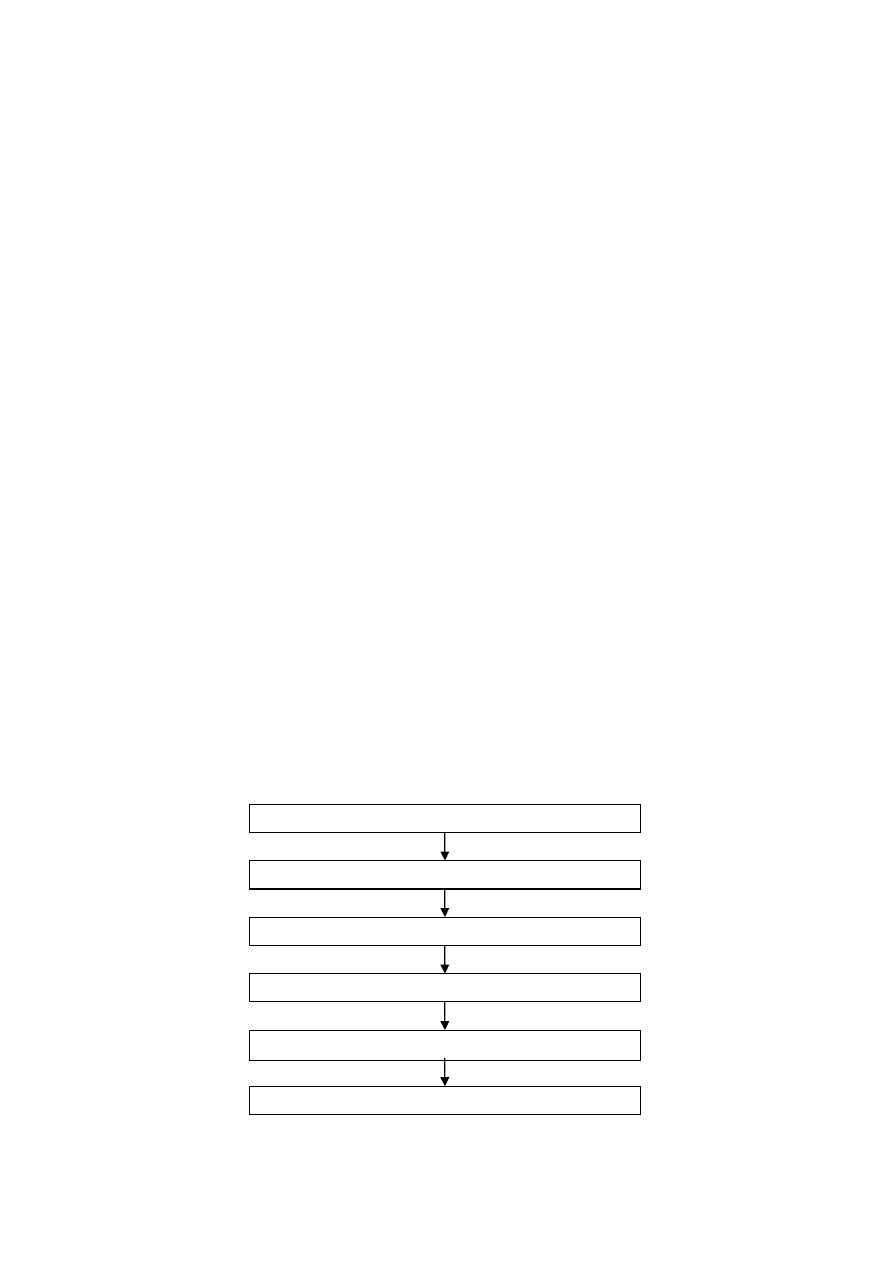
Rys. 13. Schemat technologiczny wykonywania okładek łączonych lamówką [opracowanie własne]
KROJENIE ARKUSZY NA CZĘŚCI
DRUKOWANIE
USZLACHETNIANIE POWIERZCHNI OKŁADKI
EWENTUALNE BIGOWANIE OKŁADKI
ŁĄCZENIE Z WKŁADEM
NAKLEJANIE LAMÓWKI
__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
18
Zdobienie tych okładek polega na zadrukowaniu okładzin. W niektórych przypadkach
można polakierować lub polaminować okładziny, ale pogarsza to warunki do naklejenia
lamówki i należy wtedy stosować odpowiednie kleje.
Okładki łączone lamówką wykonuje się przy produkcji zeszytów, tzw. brulionów oraz
w niskonakładowych oprawach, np. w małej poligrafii.
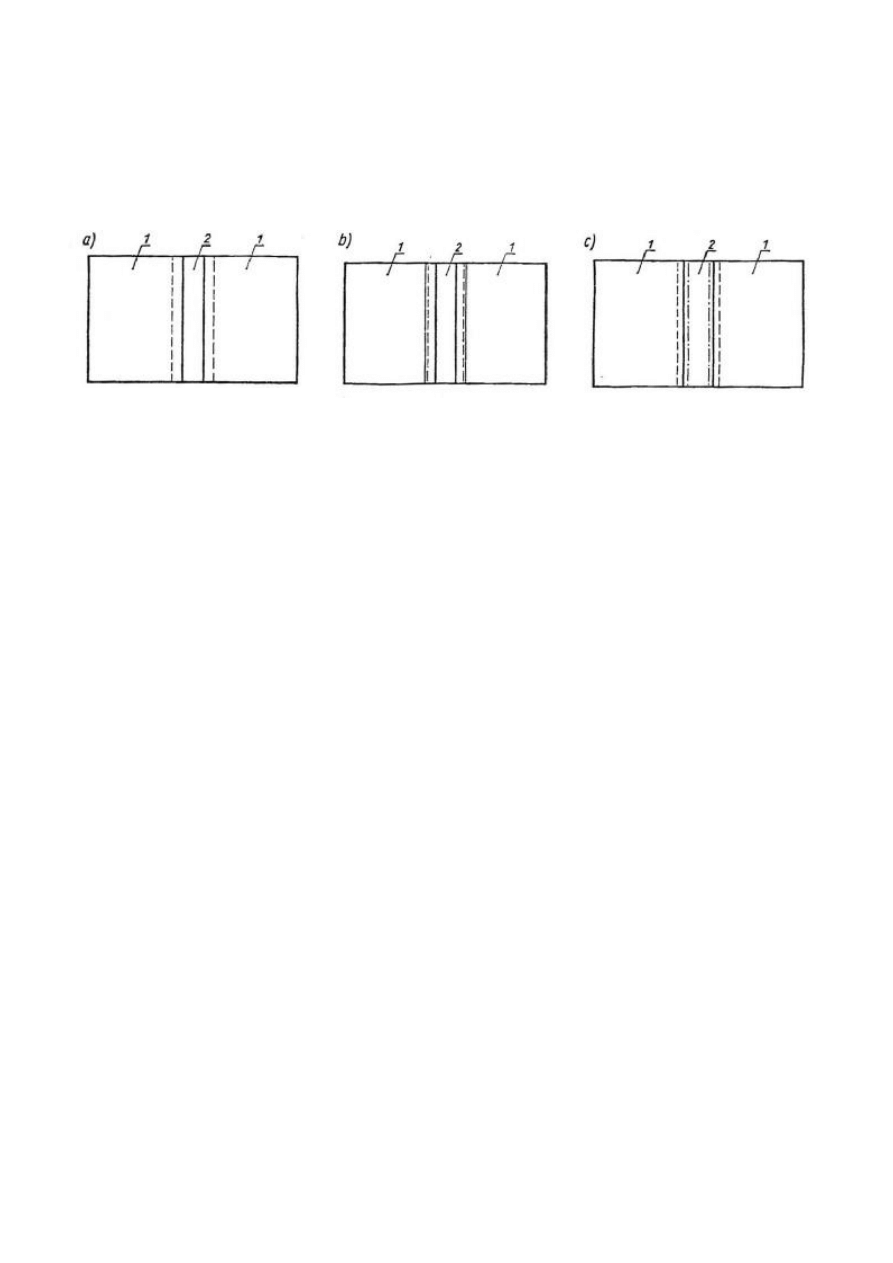
Rys.14. Okładki łączone lamówką: a) z okładzinami o pełnej szerokości bez przegnieceń, b) z okładzinami
o pełnej szerokości z przegnieceniami c) z okładzinami o niepełnej szerokości, 1 – okładziny, 2 –
grzbiet. Linią kreskowaną zaznaczono niewidoczną krawędź lamówki, linią ciągłą cienką –
przegniecenia, a linią kropka-kreska – krawędź grzbietu [6, s. 186]
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie materiały stosuje się do wykonywania okładek zeszytowych?
2. Jakie materiały stosuje się do wykonywania okładek przylegających?
3. Jakie materiały stosuje się do wykonywania okładek plastikowych?
4. Jakie materiały stosuje się do wykonywania okładek z lamówką?
5. Jaka jest różnica między okładkami przylegającymi a zakrywającymi?
6. Jak wykonuje się okładki zeszytowe?
7. Jak wykonuje się okładki przylegające?
8. Jak wykonuje się okładki plastikowe?
9. Jak wykonuje się okładki z lamówką?
10. Jak zdobi się okładki miękkie?
11. Co to jest bigowanie?
4.2.3. Ćwiczenia
Ćwiczenie 1
Zaprojektuj i wykonaj okładkę zeszytową do przygotowanego przez nauczyciela wkładu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać materiał pokryciowy na okładkę,
2) obliczyć wymiary okładki,
3) okroić materiał na okładkę,
4) zbigować okładkę,
5) nałożyć okładkę na wkład.

__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
19
Wyposażenie stanowiska pracy:
–
wkład,
–
przymiar liniowy,
–
krajarka jednonożowa,
–
bigówka,
–
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Zaprojektuj i wykonaj okładkę przylegającą do przygotowanego przez nauczyciela
wkładu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać materiał pokryciowy na okładkę,
2) obliczyć wymiary okładki,
3) okroić materiał na okładkę,
4) zbigować okładkę,
5) nałożyć okładkę na wkład.
Wyposażenie stanowiska pracy:
–
wkład,
–
przymiar liniowy,
–
krajarka jednonożowa,
–
bigówka,
–
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 3
Zaprojektuj i wykonaj okładkę zakrywającą do przygotowanego przez nauczyciela
wkładu.
Aby wykonać ćwiczenie, powinieneś:
1) dobrać materiał pokryciowy na okładkę,
2) obliczyć wymiary okładki,
3) okroić materiał pokryciowy na okładkę,
4) zbigować okładkę,
5) nałożyć okładkę na wkład.
Wyposażenie stanowiska pracy:
–
wkład,
–
przymiar liniowy,
–
krajarka jednonożowa,
–
bigówka,
–
literatura z rozdziału 6 poradnika dla ucznia.

__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
20
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) określić materiały stosowane do wykonywania okładek zeszytowych?
¨
¨
2) określić materiały stosowane do wykonywania okładek przylegających?
¨
¨
3) określić materiały stosowane do wykonywania okładek plastikowych ?
¨
¨
4) określić materiały stosowane do wykonywania okładek z lamówką?
¨
¨
5) wyjaśnić różnice między okładkami przylegającymi a zakrywającymi?
¨
¨
6) wykonać okładki zeszytowe?
¨
¨
7) wykonać okładki przylegające?
¨
¨
8) zaplanować wykonanie okładki plastikowej?
¨
¨
9) wykonać okładki z lamówką?
¨
¨
10) zdobić okładki miękkie?
¨
¨
11) zdefiniować pojęcie bigowania?
¨
¨
__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
21
4.3. Wykonywanie okładek łączonych (twardych, oklejanych)
4.3.1. Materiał nauczania
Wyróżnia się dwa rodzaje okładek łączonych (twardych, oklejanych) wykonywanych
metodami przemysłowymi: okładki jednorodne i kombinowane. Okładki te wykonuje się
z takich samych materiałów: usztywniających i pokryciowych. Z materiałów usztywniających
wykonuje się okładzinówki i grzbietówkę, a z materiałów pokryciowych oklejki.
Okładki jednorodne
Okładki kombinowane
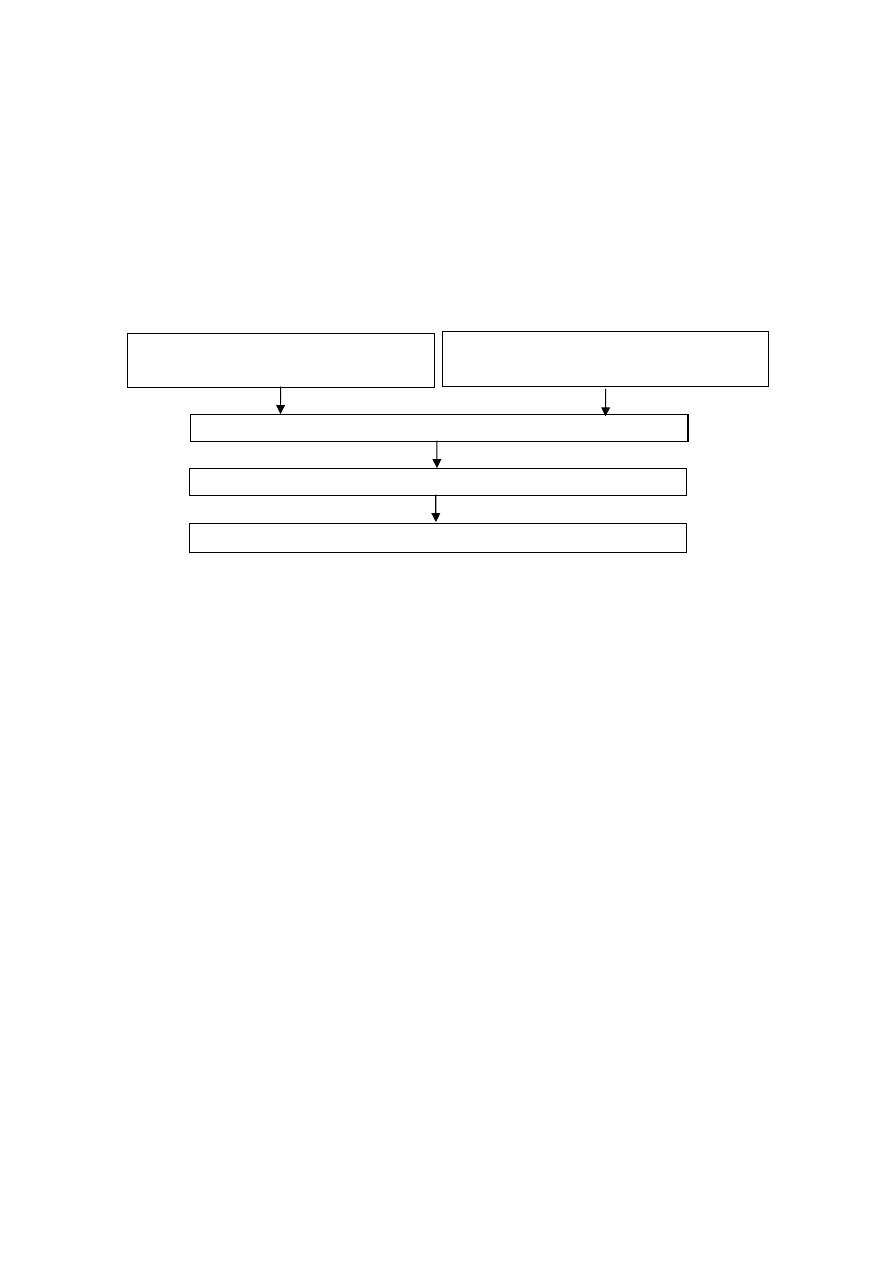
Rys. 15. Schemat technologiczny wykonywania okładek łączonych (twardych, oklejanych)
Wykonywanie okładek łączonych (twardych) składają się następujące etapy:
Etap 1 – Przygotowanie materiałów usztywniających – okładzinówek i grzbietówki.
Etap 2 – Przygotowanie materiałów na pokryciowych na oklejki.
Etap 3 – Wykonywanie oklejek.
Etap 4 – Montowanie okładek, prasowanie okładek.
Etap 5 – Zdobienie okładek i zaokrąglanie grzbietu okładki.
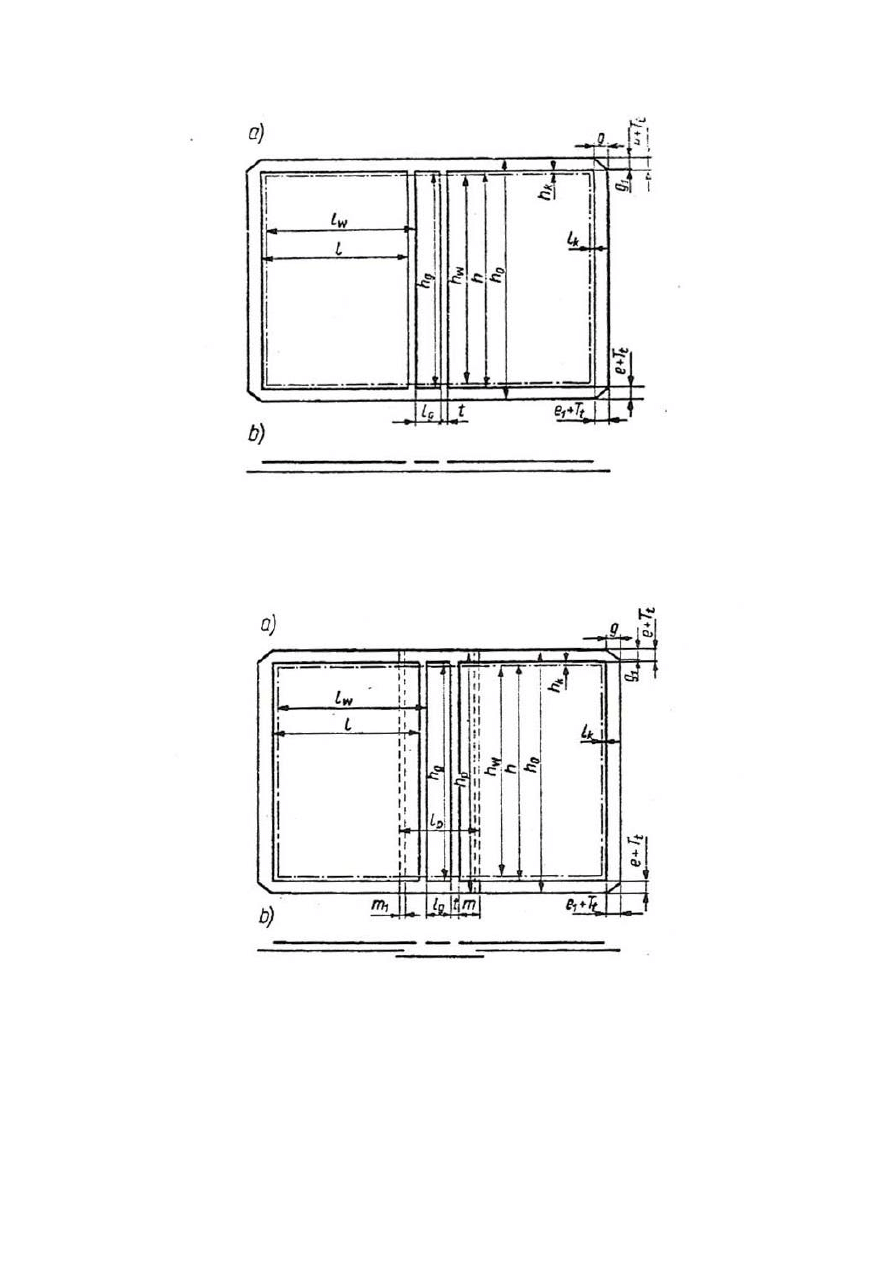
Wymiarowanie okładki. Aby przygotować poszczególne elementy okładki należy
zapoznać się z następującymi zasadami wymiarowania (rys. 16, 17).
–
Wysokość okładzinówek h i grzbietówki h
g
powinna być większa od wysokości wkładu
h
w
po okrojeniu o szerokość kancika górnego i dolnego h
k,
który wynosi 3÷4 mm. Tak
więc wysokość powinna być większa o 6÷8 mm od wysokości wkładu po okrojeniu.
–
Szerokość grzbietówki l
g
powinna być równa szerokości grzbietu wkładu przy wkładach
z grzbietem prostym, a przy wkładach z grzbietem zaokrąglonym lub oporkowym równać
się długości linii grzbietowej z tolerancją do 1 mm.
–
Szerokość okładzinówki l powinna być równa szerokości wkładu po okrojeniu l
w,
powiększona o szerokość kancika przedniego 4÷5 mm i pomniejszona o szerokość
odsadki t – 7÷8 mm dla wkładów z grzbietem prostym i 5÷6 mm dla wkładów
z grzbietem zaokrąglonym lub oporkowym. Przy mniejszych szerokościach wkładu
należy przyjmować dolne granice szerokości kancika przedniego i odsadki, przy dużych
wartości górne.
OKRAWANIE OKŁADZINÓWEK,
OKLEJKI, GRZBIETÓWKI
MONTOWANIE OKŁADKI, PRASOWANIE OKŁADKI,
ZDOBIENIE OKŁADKI
ZAOKRĄGLANIE GRZBIETU
OKRAWANIE OKŁADZINÓWEK, OKLEJEK
OKŁADZINOWYCH I GRZBIETOWEJ,
GRZBIETÓWKI
__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
22
Rys. 16. Okładka jednorodna: a) widok od strony wewnętrznej bez zawinięć, b) układ warstw (linia kreska kropka oznacza
zarys konturów wkładu w rozwarciu), h – wysokość okładzinówki, h
w
– wysokość wkładu, h
k
– szerokość
kancików górnych i dolnych, h
o
– wysokość oklejki, h
g
– wyskość grzbietówki, l – szerokość okładzinówek,
l
w
– szerokość kancików przednich, l
g
– szerokość grzbietówki, T
t
– grubość okładzinówki, t – szerokość odsadki,
e – szerokość zawinięcia górnego i dolnego, e
1
– szerokość zawinięcia przedniego, g – szerokość ścięcia
narożników wzdłuż krawędzi przedniej oklejki, g
1
– szerokość ścięcia narożników wzdłuż górnej i dolnej oklejki
[6]
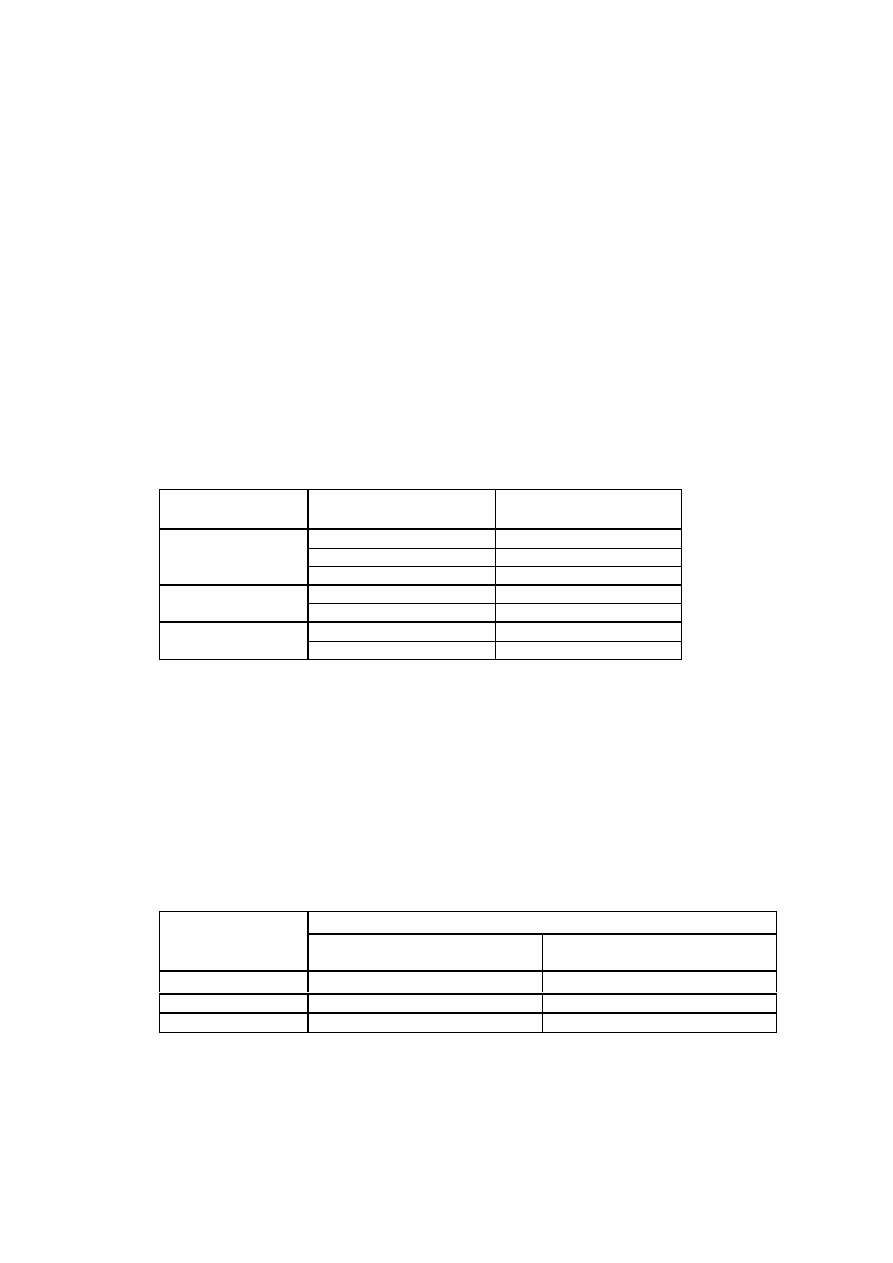
Rys. 17. Okładka kombinowana: a) widok od strony wewnętrznej bez zawinięć, b) układ warstw (linia kreska kropka
oznacza zarys konturów wkładu w rozwarciu), h – wysokość okładzinówki, h
w
– wysokość wkładu, h
k
– szerokość
kancików górnych i dolnych, h
o
– wysokość oklejki, h
p
– wysokość oklejki grzbietowej h
g
– wyskość grzbietówki,
l – szerokość okładzinówek, l
w –
szerokość kancików przednich, l
g
– szerokość grzbietówki, l
p
– szerokość oklejki
grzbietowej, T
t
– grubość okładzinówki, m – szerokość połączenia oklejki grzbietowej z okładzinówką,
m
1
– szerokość założenia, t – szerokość odsadki, e – szerokość zawinięcia górnego i dolnego, e
1
– szerokość
zawinięcia przedniego, g – szerokość ścięcia narożników wzdłuż krawędzi przedniej oklejki, g
1
– szerokość ścięcia
narożników wzdłuż górnej i dolnej oklejki [6]
__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
23
Etap 1 Przygotowanie materiału usztywniającego do montowania okładki polega na
dobraniu odpowiedniej grubości tektury na okładzinówki i grzbietówkę i okrojeniu jej do
odpowiednich wymiarów. Okładzinówki kroi się z arkuszy, a grzbietówki z arkuszy bądź ze
zwoju. Krojenie materiałów wykonuje się na krajalnicach, krajarkach jednonożowych,
nożycach lub bobiniarkach. Na bobiniarkach wykonuje się krojenie grzbietówek do
odpowiedniej szerokości. Krojenie do odpowiedniej wysokości okładki wykonywane jest
wtedy przez maszyny montujące okładki. Przy krojeniu należy zachować kierunek włókien
zgodny z wysokością okładki.
Okładki twarde wykonuje się wyłącznie z kancikami. Narożniki natomiast mogą być
proste lub zaokrąglone [5, s. 191].
Okładzinówki – jako materiał usztywniający do wykonywania okładzinówek stosuje się
wyłącznie tekturę. Bardzo ważna jest jej grubość, powinna być tym większa im większy jest
format oraz grubość wkładu. Grubości okładzinówek wpływa również na wygląd zewnętrzny
oprawy. Przy maszynowym montowaniu okładek minimalna grubość tektury powinna
wynosić 1 mm a największa 3,5 mm. Najmniejsza grubość tektury to 0,5 mm, przy takiej
grubość tektury okładki wykonuje się ręcznie.
Tabela 4. Zalecane grubości okładzinówek do wkładów o różnych formatach i grubościach [6, s. 190]
Narożniki w okładkach twardych mogą być zaokrąglone lub proste. Zaokrąglone
narożniki powinny być zastosowane przy cienkich tekturach.
Grzbietówki wykonuje się z cieńszej tektury, ponieważ od grzbietu okładki wymaga się
mniejszej sztywności. Sztywność grzbietu okładki zależy: od kształtu grzbietu wkładu, od
sposobu zdobienia, od szerokości grzbietówki. Mniejszą sztywność grzbietu okładki
potrzebują wkłady zaokrąglone lub zaokrąglone oporkowe, wtedy stosujemy cienką tekturę.
Przy grzbietach prostych i prostych oporkowych stosuje się grubszą tekturę.
Tabela 5. Zalecana gramatura wytworów papierniczych na grzbietówkę do wkładów o różnej grubości i różnym
kształcie grzbietu [6, s. 191]
Przy zdobieniu okładki przez tłoczenie wgłębne grubość grzbietówki powinna być
większa niż przy tłoczeniu wypukłym. Im szerszy jest grzbiet, tym sztywniejsza powinna być
grzbietówka. Ważna jest również odpowiednia tolerancja grubości dobrania okładzinówek do
grzbietówki i powinna wynosić ±5% przy montowaniu maszynowym. Przy montowaniu
ręcznym tolerancja grubości może wynosić do ±10%.
Grubość wkładu w
mm
Wysokość wkładu
w mm
Szerokość okładzinówek
w mm
do 250
do 1,5
250÷290
1,5÷1,8
do 14
powyżej 290
1,8
do 250
1,8÷2,1
14÷30
powyżej 250
2,1
do 250
2,1÷2,5
30÷60
powyżej 250
2,5÷3,0
Gramatura wytworu papierniczego w g/m
2
Grubość wkładu w
mm
wkłady z grzbietem zaokrąglonym
i zaokrąglonym oporkowym
wkłady z grzbietem prostym
do 14
140÷180
220÷320
14÷30
180÷225
320÷360
30÷60
225÷300
powyżej 360
__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
24
Etap 2 Przygotowanie materiału na oklejki polega na okrawaniu i dobraniu materiału
pokryciowego, który zadecyduje o wyglądzie i wytrzymałości okładki.
Materiały pokryciowe powinny być estetyczne, wytrzymałe i odporne. Ze względów
estetycznych od materiałów pokryciowych wymaga się nieprzezroczystości, ponieważ muszą
zakryć materiał usztywniający, odpowiedniej barwy i faktury.
Materiały pokryciowe powinny być odporne na ścieranie, zginanie, nie powinny
odkształcać się w czasie procesów technologicznych (np. klejenia, suszenia). Powinny być
odporne na światło, wodozmywalne i mieć odpowiednią sztywność, aby w czasie procesów
oklejania nie marszczyły lub nie zwijały się. Materiały te powinny mieć ograniczoną
przepuszczalność powietrza, aby ssawki samonakładaków w maszynach montujących okładki
mogły prawidłowo przenosić oklejki.
Materiały pokryciowe powinny mieć właściwości umożliwiające łatwe ich zdobienie
przez drukowanie, tłoczenie wgłębne i wypukłe oraz w przypadku papierów, uszlachetnianie
przez lakierowanie lub laminowanie.
Materiały pokryciowe dzielimy na: materiały powlekane i niepowlekane.
Materiały pokryciowe powlekane wykonywane są na podłożu z papieru, włóknin oraz
tkanin. Poprzez nałożenie na podłoże dodatkowych warstw, wytłoczenie i zadrukowanie
uzyskują wygląd innego materiału. Najbardziej wytrzymałe są materiały na podłożu
tkaninowym, mniej wytrzymałe na podłożu włókninowym, a najmniej na podłożu
papierowym. Do materiałów powlekanych na podłożu tkaninowym zaliczamy: kaliko,
superkaliko, kanafas, na podłożu papierowym – Introkal, Maluwil, a na włókninowym –
Włóknimat.
Materiałami pokryciowymi niepowlekanymi mogą być papiery, tkaniny, włókniny
i skóry.
Papiery stosowane jako materiały pokryciowe muszą cechować się nieprzezroczystością,
stabilnością wymiarową przy nawilżaniu i suszeniu oraz dużą wytrzymałością mechaniczną.
Wadą papierów nie powlekanych jest mała wytrzymałość na ścieranie, zginanie czy
rozrywanie. Z tego powodu papiery po zadrukowaniu często poddaje się lakierowaniu bądź
laminowaniu, uzyskując w ten sposób większą ich wytrzymałość, odporność na wodę
i brudzenie oraz większą stabilność wymiarową. Zaletą papierów jest łatwość zdobienia
przez zadrukowanie.
Tkaniny pokryciowe nie powlekane odznaczają się dużą wytrzymałością na rozrywanie,
zginanie i ścieranie. Ze względu na płócienny splot potocznie nazywamy je „płótnami
introligatorskimi”.
Wadą tych tkanin są odstępy między nitkami, przez które może przechodzić klej na drugą
stronę. Przechodzenie kleju przez oklejkę jest niedopuszczalne, ponieważ pogarsza wygląd
okładki i może powodować sklejanie się okładek w stosie. Aby temu zapobiec, tkaninę
poddaje się odpowiedniej preparacji polegającej na nałożeniu na jej spodnią stronę masy
krochmalowej, która zakleja otworki, nadaje sztywność oklejce i ułatwia sklejanie materiału
pokryciowego. Często jednak nie wszystkie otworki zostają zaklejone, co powoduje
przenikanie kleju. Innym sposobem jest podklejanie tkaniny cienkim papierem, który
uniemożliwi przenikanie kleju.
Do tkanin niepowlekanych zaliczamy: ekrudę – cienką, ścisłą tkaninę o splocie
płóciennym i ekrudę-nansuk, która jest cieńsza od ekrudy, obydwie wykonane są z włókien
bawełnianych i bawełnopodobnych oraz płótna lniane wykonane z włókien lnianych.
Włókniny niepowlekane wytwarzane są z masy luźnych, odpowiednio formowanych
włókien poddanych wiązaniu przez przeszywanie, igłowanie lub sklejanie specjalnymi
środkami wiążącymi. Ich wytrzymałość jest większa niż papieru, ale mniejsza niż tkaniny.
Przykładem takiego materiału może być Maliwatt.

__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
25
Skóry naturalne stosowane są jako materiał pokryciowy do okładek wykonywanych
metodami rzemieślniczymi w introligatorstwie przemysłowym nie są stosowane ze względu
na wysoką cenę.
Materiałem pokryciowym służącym do wykonywania okładek plastikowych twardych
stosowane są folie miękkie z polichlorku winylu o grubości 0,4÷0,5 mm.
Etap 3 Wykonywanie oklejek polega na okrojeniu materiału pokryciowego do odpowiednich
wymiarów. Krojenia można dokonywać na krajalnicach, krajarkach jednonożowych, nożycach,
bobiniarkach. Ścięcie narożników wykonuje się na krajarkach ręcznych. Wysokość oklejki powinna
być równoległa do wstęgi materiału pokryciowego [6, s. 197].
Do okładek jednorodnych stosuje się jedną oklejkę. Wysokość jej powinna być większa
od wysokości okładzinówki o sumę zawinięcia dolnego i górnego plus dwie grubości
okładzinówki. Zawinięcie powinno wynosić od 10÷14 mm w zależności od wysokości
wkładu z tolerancją +1 mm.
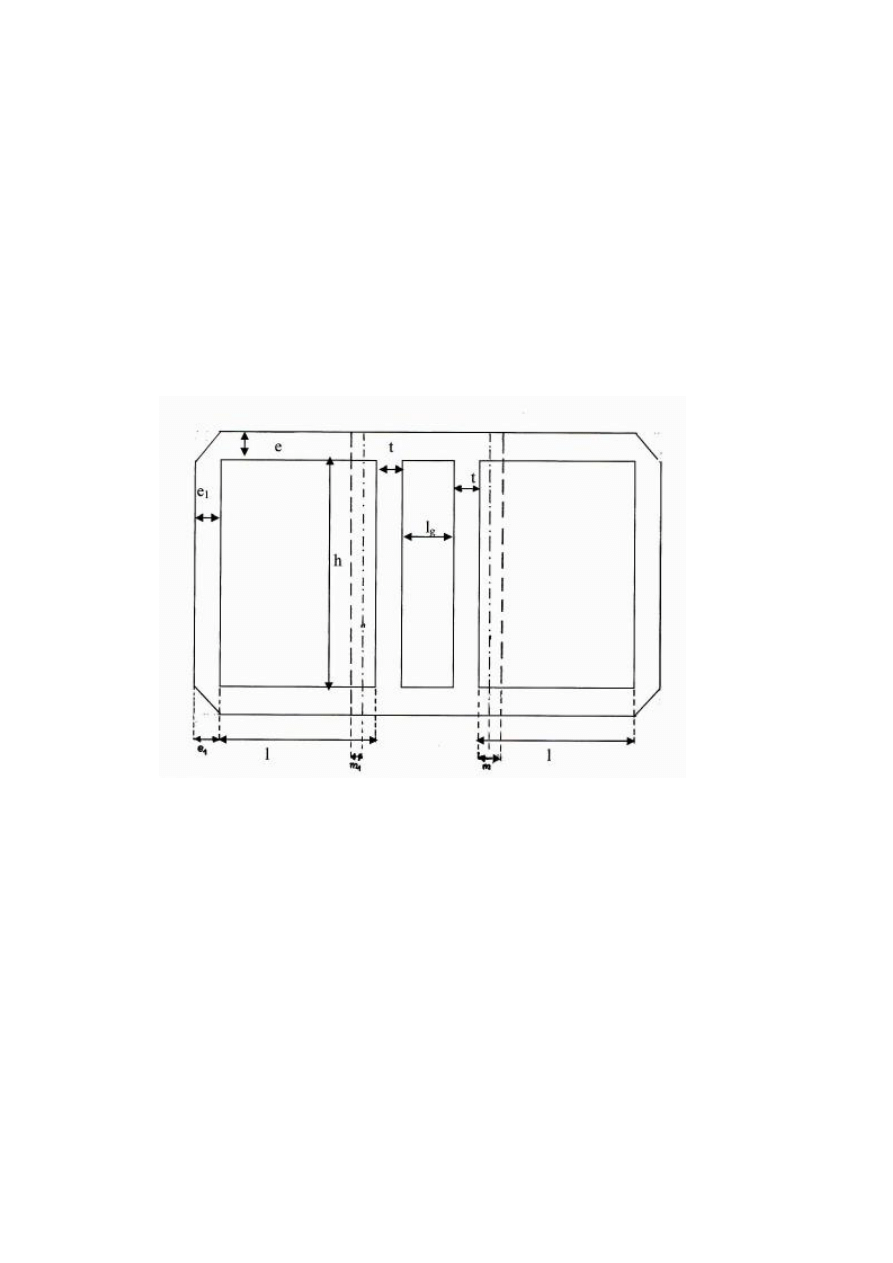
Rys. 18. Wymiary oklejki w okładce jednorodnej [opracowanie własne]
Szerokość oklejki = 2 x l + l
g
+ 2 x e
1
+ 2 x t + 2 x T
t
(gr. okładzinówki)
Wysokość oklejki = h + 2 x e + 2 x T
t
(gr. okładzinówki)
Szerokość oklejki do okładek jednorodnych jest równa sumie:
–
dwóch szerokości okładzinówek,
–
szerokości grzbietówki,
–
dwóch szerokości odsadki,
–
dwóch szerokości zawinięcia przedniego plus grubość okładzinówki.
Szerokość odsadki dla wkładów z grzbietem zaokrąglonym lub oporkowym wynosi
5 mm, z grzbietem prostym 7 mm z tolerancją +1 mm.
Zawinięcie przednie powinno wynosić przy szerokości okładziny do 170 mm – 12 mm
plus grubość okładzinówki, przy szerokości 170÷250 mm – 14 mm plus grubość
okładzinówki, przy szerokości powyżej 250 mm – 16 mm plus grubość okładzinówki
z tolerancją +1 mm.
W okładkach kombinowanych stosuje się trzy oklejki: jedną grzbietową i dwie oklejki
okładzinowe, których wysokość jest taka sama jak w przypadku okładek jednorodnych.
__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
26
Szerokość oklejki grzbietowej powinna być równa sumie szerokości grzbietówki, dwóch
szerokości odsadki oraz dwóch szerokości naklejenia oklejki na okładzinówki, np. szerokość
naklejenia oklejki grzbietowej przy szerokości okładzinówki 170 mm powinna wynosić
10±2 mm, przy szerokości 170÷250 mm – 18±2 mm, powyżej szerokości 250–25±2 mm.
Szerokości oklejki okładzinowej do okładek kombinowanych powinna być równa
szerokości okładzinówki plus szerokości zawinięcia przedniego, minus szerokość naklejenia
oklejki grzbietowej na okładzinówki, plus szerokość naklejenia oklejki okładzinowej na
oklejkę grzbietową (szerokość założenia)
Szerokość naklejenia oklejki okładzinowej na oklejkę grzbietową powinna wynosić
5±1 mm
Oklejki do okładek jednorodnych i kombinowanych mają narożniki ścięte. Ścięcie to dla
okładek z narożnikami prostokątnymi wzdłuż szerokości wynosi 14±0,5 mm, wzdłuż
wysokości 10±0,5 mm. Dla okładek z narożnikami zaokrąglonymi wzdłuż szerokości –
21±0,5 mm, wzdłuż wysokości 15±0,5 mm.
Rys. 19. Wymiary oklejki w okładce kombinowanej [opracowanie własne]
Wysokość oklejki grzbietowej i okładzinowej = h + 2 x e + 2 x T
t
(gr. okładzinówki)
Szerokość oklejki = l – m + m
1
+ e
1
+ T
t
(gr. okładzinówki)
Szerokość oklejki grzbietowej = 2 x m + 2 x t + l
g
Etap 4 Montowanie okładki polega na łączeniu przygotowanych elementów w gotową okładkę.
Montowania okładek jednorodnych (rys. 20) składa się z następujących etapów:
1) nałożenie cienkiej warstwy kleju na spodnią stronę oklejki,
2) nakłada się okładzinówki i grzbietówkę na odpowiednie miejsca oklejki,
3) wykonanie zawinięcia i przyklejenie górnej i dolnej część oklejki,
4) kształtowanie narożników i przyklejenie zawinięcia przedniego,
5) prasowanie w celu uzyskania sklejenia całej okładki.
Okładki jednorodne montuje się w jednym cyklu roboczym.

__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
27
Rys. 20. Schemat montowania okładek jednorodnych [6. s. 198]
Montowanie okładek kombinowanych wykonuje się następująco (rys. 21):
1) naniesienie cienkiej warstwy kleju na oklejkę grzbietow;
2) nałożenie grzbietówki i okładzinówek na oklejkę grzbietową;
3) wykonanie zawinięcia górnego i dolnego;
4) nałożenie w odpowiednim miejscu na okładzinówki, powleczonych cienką warstwą kleju,
oklejek okładzinowych. Podczas montowania maszynowego obie oklejki nakłada się
równocześnie, przy montowaniu ręcznym najpierw okleja się jedną okładzinówkę,
a potem drugą;
5) wykonanie zawinięcia i przyklejenie górnej i dolnej część oklejek okładzinowych;
6) kształtowanie narożników i przyklejenie zawinięcia przedniego;
7) prasowanie w celu uzyskania sklejenia całej okładki.
Okładki kombinowane montuje się w dwóch cyklach roboczych. W pierwszym następuje
oklejenie oklejką grzbietową, a w drugiej oklejkami okładzinowymi.
Rys. 21. Schemat montowania okładek kombinowanych [6. s. 198]
Do maszynowego montowania okładek stosuje się kleje na gorąco.
Zmontowane okładki suszone są w warunkach naturalnych introligatorni, w stosach na
podestach.
Maszynowo nie montuje się okładek z narożnikami zaokrąglonymi.
Okładki plastikowe mogą być wykonywane jako okładki jednorodne. Montuje się je
w zgrzewarkach. Oklejka z folii tworzywa sztucznego obejmuje z obu stron okładzinówki
i grzbietówkę, i jest połączona ze sobą na obrzeżach oraz w obszarze odsadki.
__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
28
Rys. 22. Schemat montowania okładek plastikowych: a) jednoelementowa 1,
b) dwuelementowa 1,2, c) trzyelementowa 1, 2, 3 [4. s. 126]
Okładki specjalne są jednym z rodzajów okładek opisanych w rozdziale 4.1. Mogą to
być zarówno okładki miękkie jak i twarde np. łączone grzebieniem, spiralą.
Materiały do wykonywania takich okładek stosuje się w zależności od potrzeb wydawcy.
Etap 5 Zdobienie okładek twardych
Najprostszym sposobem zdobienia okładek jest ich zadrukowywanie przed
zmontowaniem okładek. Zadrukowuje się je metodą drukowania wielobarwnego lub
wielokolorowego. Najłatwiej wykonać zadrukowanie, jeżeli materiałem pokryciowym są
papiery niepowlekane. Wykonuje się je techniką offsetową. Dla powiększenia wytrzymałości
oklejki papierowej stosuje się lakierowanie lub laminowanie.
Zadrukowanie może być wykonane również po zmontowaniu okładek. Wówczas należy
zastosować technikę drukowania sitowego. Nadruk jest wykonany bezpośrednio na
powierzchni okładki, tak więc przy użytkowaniu oprawy ulega ścieraniu.
Inną formą zdobienia zmontowanej okładki jest tłoczenie. Wyróżnia się dwa rodzaje
tłoczenia wgłębne i wypukłe.
Rys. 23. Przekrój przez materiał z tłoczeniem wypukłym (a) i wgłębnym (b) [3, s. 221]
Tłoczenie wgłębne wykonywane są jednostronnie za pomocą formy z twardych metali
lub tworzyw sztucznych.
Tłoczenie wgłębne okładek jest wykonywane najczęściej. W czasie tłoczenia wgłębnego
powstaje w materiale (okładce) wyraźny relief powierzchniowy. Tłoczenie wykonane
wgłębnie powinno mieć głębokość od 0,1 do 0,3 mm. Duże powierzchnie tłoczy się
na mniejszą głębokość, a mniejsze na większą. Zróżnicowane głębokości tłoczenia można
uzyskać przez odpowiednie ustawienie formy do tłoczenia w prasie tłoczącej.
Tłoczenia mogą być bezbarwne lub barwne (z użyciem farby lub folii do tłoczenia). Tłoczenie
barwne wykonuje się przez nałożenie na powierzchnie tłoczone warstwy farby lub folii do
tłoczenia. Warstwę barwy należy nałożyć na całą powierzchnię tłoczoną, aby nie było
żadnych prześwitów i spękań. Należy stosować specjalne farby do tłoczenia, które dobrze
łączą się z podłożem.
Folia do tłoczenia (rys. 24) jest wielowarstwowa i zbudowana jest z podłoża – cienkiej
warstwy tworzywa sztucznego i części barwnej. Pod wpływem nacisku i podwyższonej
temperatury część barwna łączy się z powierzchnią tłoczoną jednocześnie oddzielając się od
podłoża.

__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
29
Rys. 24. Przekrój folii do tłoczenia. 1 – nośnik, 2 – warstwa wosku
(rozdzielająca), 3 – warstwa lakieru (ochronna), 4 – warstwa barwna,
5 – warstwa kleju (adhezyjna) [2, s. 184]
Tłoczenie folią jest wykonywane w temperaturze podwyższonej za pomocą nagrzanej
formy tłoczącej. Optymalna temperatura tłoczenia wynosi w granicach od 90°C do 120°C.
W celu prawidłowego wykonania tłoczenia folią trzeba ustalić odpowiedni nacisk
i odpowiednią temperaturę.
Folie do tłoczenia, w zależności od rodzaju warstwy barwnej dzieli się na cztery
podstawowe grupy:
–
metalizowane, z napylaną warstwa metalu,
–
pigmentowe,
–
metaliczne zawierające proszki metali,
–
z reliefem (holograficzne).
Rys. 25. Przykłady okładek tłoczonych –bezbarwnie, barwnie
Tłoczenie wypukłe charakteryzuje się tym, że uzyskuje się efekt relief. Do tego tłoczenia
potrzebna jest forma oraz matryca do tłoczenia od spodu. Tłoczenie to wymaga bardzo
dużych nacisków. Może być bezbarwne i barwne.
Okładki po wykonaniu tłoczenia wypukłego poddawane są dodatkowej operacji,
wypełniania reliefu od spodniej strony. Wypełnia się go specjalnymi mieszankami,
przeważnie zawierającymi gips. Zapobiega to, podczas użytkowania, przedzierania się
wyklejki naklejanej na spodnia stronę okładki [3, s. 204].
Innym sposobem zdobienia okładek jest naklejanie
elementów zdobniczych oddzielnie drukowanych na papierze.
Przy naklejaniu konieczne jest również tłoczenie wgłębne
bezbarwne w miejscu naklejanego elementu. W ten sposób
uzyskuje się dokładne zaznaczenie miejsca naklejenia oraz
zagłębienie elementu zdobniczego chroniąc go przed ścieraniem.
Rys. 26. Okładka
tłoczona
bezbarwnie
i naklejony jest element zdobniczy

__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
30
Zaokrąglenie grzbietu okładki jest to nadanie kształtu półkolistego, odpowiadającego
kształtowi grzbietu wkładu. Wykonujemy go do wkładów z grzbietem zaokrąglonym
i zaokrąglonym i oporkowanym. Zaokrąglenie ułatwia łączenie wkładu w okładkę. Powoduje,
że grzbiet okładki ściśle przylega do grzbietu wkładu, co podnosi wytrzymałość okładki
i poprawia wygląd zewnętrzny.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Z jakich materiałów wykonuje się okładki łączone (twarde)?
2. Co to jest okładzinówka?
3. Z jakich etapów składa się wykonywanie okładek łączonych (twardych)?
4. Jakie są materiały pokryciowe?
5. Jak montuje się okładki jednorodne?
6. Jak montuje się okładki kombinowane?
7. Jakie są metody zdobienia okładek łączonych (twardych)?
4.3.3. Ćwiczenia
Ćwiczenie 1
Zaprojektuj okładkę jednorodną (całopłócienną) do przygotowanego przez nauczyciela
wkładu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać materiał potrzebny do wykonania okładki,
2) obliczyć wymiary: okładzinówek, grzbietówki i oklejki,
3) okroić elementy okładki,
4) zmontować okładkę,
5) nałożyć okładkę na wkład.
Wyposażenie stanowiska pracy:
–
wkład,
–
przymiar liniowy,
–
klej introligatorski,
–
krajarka jednonożowa,
–
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Zaprojektuj okładkę jednorodną (całopapierową) do przygotowanego przez nauczyciela
wkładu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać materiał potrzebny do wykonania okładki,
2) obliczyć wymiary: okładzinówek, grzbietówki i oklejki,
3) okroić elementy okładki,
4) zmontować okładkę,
5) nałożyć okładkę na wkład.

__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
31
Wyposażenie stanowiska pracy:
–
wkład,
–
przymiar liniowy,
–
krajarka jednonożowa.
–
klej introligatorski,
–
przybory do pisania,
–
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 3
Zaprojektuj okładkę półpłócienną do przygotowanego przez nauczyciela wkładu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać materiał potrzebny do wykonania okładki,
2) obliczyć wymiary: okładzinówek i grzbietówki,
3) obliczyć wymiary oklejki grzbietowej i oklejki okładzinowej,
4) okroić elementy na okładkę,
5) zmontować okładkę,
6) nałożyć okładkę na wkład.
Wyposażenie stanowiska pracy:
–
wkład,
–
przymiar liniowy,
–
klej introligatorski,
–
krajarka jednonożowa,
–
literatura z rozdziału 6 poradnika dla ucznia.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) określić materiały stosowane do wykonywania okładek łączonych (twardych)?
¨
¨
2) podać definicję okładzinówki?
¨
¨
3) wymienić etapy wykonywania okładek łączonych (twardych)?
¨
¨
4) scharakteryzować materiały pokryciowe?
¨
¨
5) zmontować okładki jednorodne?
¨
¨
6) zmontować okładki kombinowane?
¨
¨
7) określić metody zdobienia okładek łączonych (twardych)?
¨
¨
__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
32
4.4. Maszyny i urządzenia do montowania okładek
4.4.1. Materiał nauczania
Produkcja okładek w introligatorni odbywa się najczęściej równocześnie z obróbką
wkładu.
Wszystkie maszyny do produkcji okładek dzieli się na:
– maszyny do przygotowania półfabrykatów – elementów okładki (np. nożyce, noże krąż
kowe, bobiniarki, bigówki),
– maszyny do wykonywania okładek – montażu (arkuszowe, zwojowe) i wykończania (do
prostowania okładek, urządzenia do kształtowania grzbietów, prasy do zdobienia okładek.
Maszyny do montowania okładek służą do składania elementów okładki, których część
wykonywana jest poza maszyną, natomiast część bezpośrednio w maszynie.
Do montażu okładek służą:
–
maszyny arkuszowe do okładek jednorodnych i kombinowanych z okrojonych na
właściwy format elementów (płótna, papieru, tektury),
–
maszyny zwojowe do wykonywania okładek z materiału introligatorskiego (płótna)
nawiniętego na zwój,
–
maszyny do montowania okładek z tworzyw sztucznych.
Rys. 27. Klasyfikacja maszyn do produkcji okładek [7, s. 233]
Przed przystąpieniem do pracy na maszynie montującej okładki należy zapoznać się
z zasadami bezpieczeństwa i higieny pracy dotyczącymi obsługiwanej maszyny.
Na stanowisku pracy powinna znajdować się zawsze instrukcja stanowiskowa, której należy
przestrzegać.
Maszyny do produkcji
okładek
zwojowe
arkuszowe
do okładek
plastikowych
do okładek
jednolitych
do okładek
oklejanych
do okładek
kombinowanych
__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
33
INSTRUKCJA STANOWISKOWA BHP
Przy obsłudze automatu do okładek DAS firmy KOLBUS
1. Uruchamianie oraz praca przy obsłudze automatu do
okładek jest dozwolone tylko osobom posiadającym
wymagane kwalifikacje zawodowe oraz odpowiedni
instruktaż bhp.
2. Zabrania się obsługi urządzenia osobom do tego
nieuprawnionym.
3. Wszystkie prace przy i na maszynie powinny być
prowadzone zgodnie z instrukcją obsługi, dlatego
instrukcja powinna znajdować się w pobliżu maszyny.
4. Przed każdym uruchomieniem maszyny operator
powinien się upewnić, że w obszarze zagrożenia nie
znajdują się żadne osoby albo przedmioty.
5. Niedopuszczalna
jest
praca
przy
urządzeniu
niesprawnym. Operator przed przystąpieniem do pracy
zobowiązany jest sprawdzić stan techniczny maszyny
a w szczególności założenie i zamocowanie osłon.
6. Przy przestawianiu maszyny na inny format okładek
należy pracować na ruchu przerywanym maszyny.
7. Prace konserwatorskie mogą być przeprowadzone
tylko przez przeszkolonych pracowników. W trakcie
tych prac należy przestrzegać opisanych w instrukcji
pracy procesów włączania i wyłączania.
8. Przy pracach przy agregatach albo elementach
pneumatyki muszą one uprzednio zostać pozbawione
ciśnienia, aby uniknąć niebezpieczeństwa skaleczenia.
–
Sprężyny reduktorów ciśnieniowych muszą być
wymienione jeżeli osłabnie ich działanie.
9. Na maszynie umieszczone są symbole na
poszczególnych
niebezpiecznych
miejscach,
znaczenie tych symboli opisane jest w instrukcji
pracy. Przed rozpoczęciem pracy należy zapoznać się
z ich znaczeniami oraz zachowywać szczególną
ostrożność w miejscach, gdzie się ona znajdują.
10. W przypadku przerwy w dopływie prądu należy
natychmiast wyłączyć silnik maszyny. Nie wolno
pozostawiać maszyny w ruchu bez dozoru.
11. Po zakończeniu pracy należy:
– wyłączyć maszynę,
– odłożyć na miejsce do tego przeznaczoną
makulaturę,
– co tydzień należy oczyścić maszynę z brudu oraz
resztek kleju czy pyłu,
– narzędzia pomocnicze poukładać w miejscu do
tego przeznaczonym.
12. Zobowiązuje się pracowników do stałego
utrzymywania porządku i czystości na
stanowisku pracy.
13. Zabrania się:
– przystępowania do pracy w stanie
nietrzeźwym,
– palenia tytoniu i spożywania posiłków w
pomieszczeniach produkcyjnych,
– prowadzenia rozmów w czasie obsługi
maszyny,
– pozostawienia w pomieszczeniu
produkcyjnym po zakończeniu pracy bez
zezwolenia.
14. W stosunku do pracowników
nieprzestrzegających niniejszej instrukcji
stosowane będą kary regulaminowe.
Rys. 28. Przykładowa instrukcja stanowiskowa
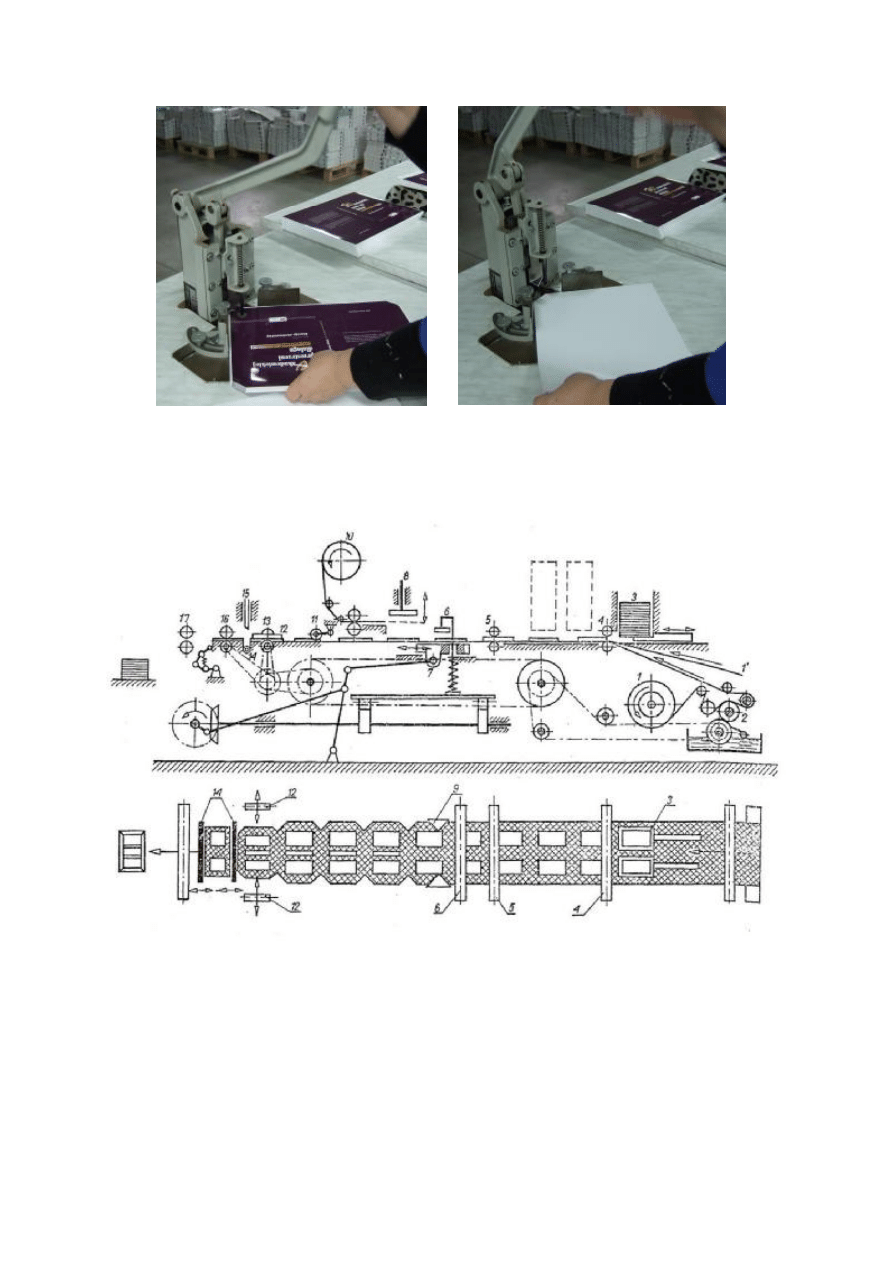
Maszyna arkuszowa do montowania okładek łączonych (twardych, oklejanych)
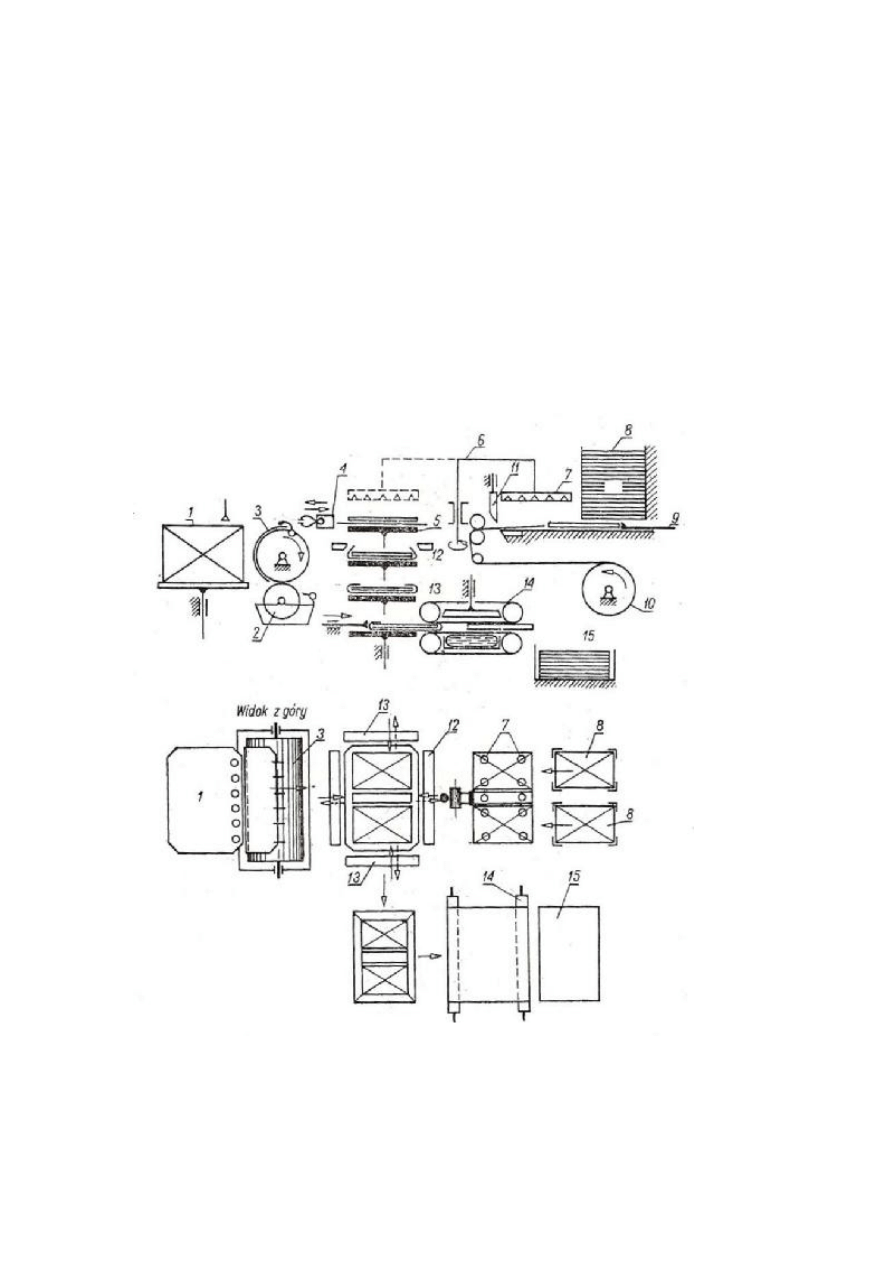
Zasada działania maszyny arkuszowej jest następująca: okrojone arkusze materiału
pokryciowgo są nakładane na stół samonakładaka (1). Nakładane oklejki mają przycięte
narożniki na specjalnym urządzeniu do przycinania narożników (rys. 29). W czasie pracy
ssawki samonakładaka pobierają arkusze oklejki i podają je w łapki cylindra (3). W miarę
ubywania oklejek stół podający unosi się; arkusze w czasie pobierania są rozdmuchiwane
przez dmuchawy i rozdzielane przez specjalne sprężynki. Po podaniu arkusza na cylinder (3)
i uchwyceniu go przez łapki cylinder obraca się, a wałek aparatu klejowego (2) nakłada
warstwę kleju na powierzchnię oklejki. Wałek jest przez cały czas zanurzony w pojemniku
z klejem; nadmiar kleju z wałka usuwa specjalny rakiel zbierający, odpowiednio regulowany.
Cylinder z oklejką (3) wykonuje okresowo ruch obrotowy. Chwytanie i puszczanie
oklejką odbywa się w momencie postoju cylindra. Po obrocie cylindra oklejka powleczona
warstwą kleju zostaje przechwycone przez chwytaki karetki (4), która wykonując ruch
postępowo-zwrotny w płaszczyźnie poziomej
Równocześnie z podawaniem płótna wypychacze (9) przez szczeliny od spodu magazynu
(8) wypychają dwie okładzinówki. Wypychacze (9) kształcie klinów lub płaskowników
z wypustem, wykonując ruch postępowo-zwrotny, ustawiają tekturki okładzinówek pod
głowicą ssącą podajnika (6). W międzyczasie z bobiny (10) rozwija się odpowiedniej
__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
34
długości pasek papieru, wchodząc w przerwę między okładzinówkami. Nóż tnący (11) odcina
odpowiednią
długość
paska
grzbietowego.
Wówczas
głowica
ssąca
podajnika
pneumatycznego (7) opuszcza się i ssawki pobierają okładzinówki i grzbietówkę; następnie
głowica unosi się i cały podajnik wykonuje wokół pionowej osi obrót 180
o
.
Z kolei głowica opuszcza się i umieszcza okładzinówki i grzbietówkę na oklejce leżącej
na płycie montażowej (5), dociskając je do oklejki powleczonej warstwą kleju.
Płyta montażowa (5) z górnego położenia opuszcza się i zginacze (12) w postaci dwóch
równoległych listew, zawijają tkaninę od góry do dołu okładki, po czym płyta opuszcza się
niżej i następnie zaginacze (13) (prostopadłe do poprzednich) zawijają oklejkę z boków
okładki oraz tworzą narożniki.
Po opuszczeniu płyty montażowej (5) w skrajne dolne położenie specjalny wyrzutnik
spycha zmontowaną okładkę między taśmy przewodnika (14), na którym okładka jest
prasowana. Gotową okładkę przenośnik podaje na stół odbierający (15).
Opisany cykl maszyny powtarza się w czasie wykonywania każdej okładki.
Rys. 29. Schemat maszyny arkuszowej do montowania okładek: 1 – samonakładak płótna, 2 – aparat
klejowy, 3 – cylinder z łapkami, 4 – karetka przenosząca, 5 – płyta montażowa, 6 – podajnik, 7 –
ssawki podajnika, 8-magazyn okładzinówek, 9 – wypychacz, 10 – bobina grzbietówki, 11 – nóż,
12,13-listwy zaginające, 14 – wałki prasujace, 15 – stół wykładania [4, s. 121]
__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
35
Rys. 30. Urządzenie do przycinania narożników oklejki
Maszyny zwojowe do wykonywania okładek łączonych (twardych, oklejanych) są to
automaty wytwarzające najczęściej okładki jednorodne rzadziej kombinowane. Materiał
pokryciowy występuje w postaci roli.
Rys. 31.
Schemat maszyny zwojowej do montowania okładek: 1 – materiał pokryciowy, 2 – aparat klejowy,
3 – magazyn okładzinówek, 4, 5 – walce dociskające, 6 – zacisk taśmy, 7 – karetka, 8 – płyta odcinająca
i dociskająca grzbietówkę, 9 – noże, 10 – bobina grzbietówki, 11-rolka, 12, 14 – wałki zaginające,
13, 16 – rolki ciągnące materiał pokryciowy, 15 – nóż, 17 – wałki prasujące. Linią przerywaną oznaczono
nakładak okładzinówek w kierunku prostopadłym – poprzecznym do ruchu taśmy [4, s. 122]
Zasada działania maszyny zwojowej jest następująca: rolę z materiałem pokryciowym (1)
(płótno, papier) mocuje się na obrotowej osi lub w zaciskach stożkowych. Szerokość roli
płótna na okładkę powinna być równa długości rozłożonej okładki plus szerokość brzegów na
zawinięcie. Okładzinówki są ułożone w dwóch magazynach (3). Bobinę tektury na

__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
36
grzbietówkę (10) zakłada się na obrotowej osi nad taśmą materiału
pokryciowego. Szerokość
bobiny równa się szerokości paska wzmacniającego grzbiet. Materiał pokryciowy jest
rozwijany skokowo, a wartość skoku równa jest wysokości okładki z zawinięciem – jest to
jeden cykl pracy maszyny.
Materiał pokryciowy rozwijany przez zespół ciągnący przesuwa się najpierw przez aparat
klejowy (2) (składający się z wałka nanoszącego klej oraz wałka pobierającego klej z nożem
zgarniającym nadmiar kleju), w którym ustawia się grubość warstwy nanoszonego kleju.
Płótno powleczone klejem jest przenoszone na stół montażowy; równocześnie z dwóch
magazynów (3) wypychacze wypychają okładzinówki, które przyklejają się do taśmy
z klejem pod naciskiem walców dociskających (4, 5).
Odpowiednie przesuwanie się taśmy wzdłuż mechanizmów maszyny zapewnia ruchoma
karetka (6), która przesuwa się ruchem postępowo-zwrotnym. Taśma jest zaciskana w karetce
jedynie w czasie przesuwania ku przodowi; w czasie ruchu powrotnego karetki zacisk unosi
się i zwalnia taśmę. W karetce umieszczone są z boku dwa noże (9), które w momencie gdy
taśma jest zaciśnięta, opadają i wycinają w brzegu płótna narożniki.
Następnie przykleja się do materiału pokryciowego grzbietówkę. Walce pociągowe
rozwijają skokowo bobinę (10), gdy koniec wąskiej taśmy z bobiny znajdzie się pod płytką
(8), płytka opuszcza się i przysysa go, następnie opadając obcina z taśmy odpowiedniej
długości grzbietówkę i umieszcza ją między okładzinówkami. Specjalna rolka (11) dociska
grzbietówkę do materiału pokryciowego.
W czasie przesuwania taśmy listwy kierujące zaginają pionowo brzegi materiału
pokryciowego.
Dalsze zagięcie i dociśnięcie zawiniętej taśmy odbywa się w czasie postoju za pomocą
ruchomych wałków (12), które przyprasowują brzegi do materiału pokryciowego. Teraz nóż
gilotynowy (15) i odcina poprzecznie materiał pokryciowy okładka jest oddzielona od taśmy.
Powstałe brzegi materiału pokryciowego okładki (górny i dolny) zawijają wałki (14)
usytułowane prostopadle do wałków, powodujących pierwsze zawinięcie brzegów. Wałki
znajdują się pod stołem, na którym leży odcięta część taśmy. Po uniesieniu noża walce
podnoszą się i naciskają na brzegi tkaniny, zawijają je i przyciskają do brzegów okładzin.
Pojedynczą okłdkę przesuwają dalej rolki (16), początek taśmy zaś z kolejną okładką
ciągną rolki (13). Walce ściskające(17) przesuwają gotową okładkę na stół odbierający.
Zmiana formatu okładek powoduje przestawienie mechanizmów maszyny. Należy wtedy
odpowiednio ustawić długość przesuwania się karetki, położenie noży wycinających
narożniki, pojemniki okładzinówek i mechanizmy wypychaczy, podawanie grzbietówki,
listwy zaginające oraz walce zaginające.
W maszynie zwojowej są wbudowane różne urządzenia zabezpieczające, które zatrzymują
ją, gdy zerwie się materiał pokryciowy lub gdy okładzinówki są podawane nieprawidłowo
albo wyczerpie się ich zapas w magazynie. Oprócz maszyn z wzdłużnym podawaniem
okładzinówek, zgodnie z kierunkiem ruchu taśmy materiału pokryciowego, są również
maszyny z poprzecznym podawaniem okładzinówek [4, s. 122–125].
Urządzenia do wykonywania okładek z tworzyw sztucznych
Do wykonywania okładek introligatorskich coraz częściej stosuje się tworzywa
syntetyczne (np. folie PCW). Takie okładki wykonujemy metodą zgrzewania na prasach-
zgrzewarkach z podgrzewanymi elektrycznie formami lub metodą elektrycznego zgrzewania
prądami wysokiej częstotliwości za pomocą elektrod w odpowiednim kształcie. Materiał do
wyrobu okładek z tworzyw sztucznych kroi się za pomocą nożyc gilotynowych, rotacyjnych
lub uniwersalnych [4, s. 125].
Prasa zgrzewająca (rys. 32) składa się z dwóch płyt: ruchomej górnej (3) i nieruchomej
dolnej (6). Na górnej płycie prasy zamocowany jest stempel formujący okładki. Na płytę
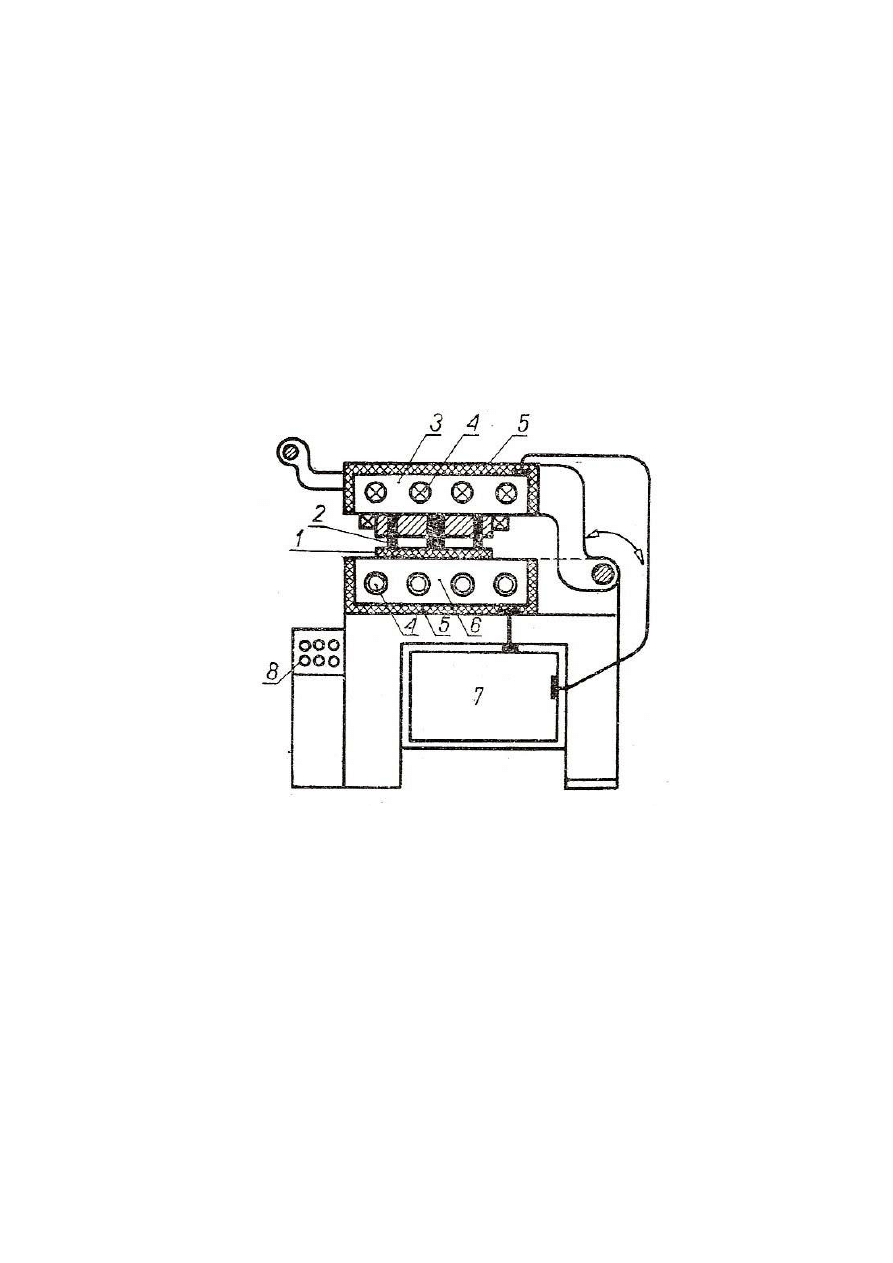
__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
37
dolną układane jest tworzywo i tektura (1), z których wykonane są okładki. Do płyty górnej i
dolnej doprowadzony jest od generatora (7) prąd wysokiej częstotliwości. Pod wpływem pola
wysokiej częstotliwości materiał termoplastyczny w całej objętości rozgrzewa się, ulega
rozmiękczeniu. W miejscach, w których dotyka elektroda zgrzewająca, tworzywo topi się
i łączy pod wpływem temperatury i nacisku, który wynosi 400–700 kPa.
Prasa wyposażona jest w pulpit sterowniczy (8) z urządzeniami pomiarowymi do kontroli
natężenia prądu, temperatury, czasu zgrzewania i nacisku elektrod.
Górna płyta może być unoszona ręcznie, hydraulicznie, pneumatycznie lub
elektromechanicznie. W zgrzewarkach automatycznych istnieje możliwość zaprogramowania
procesów, a podawanie tworzywa odbywa się cyklicznie z roli [4, s. 127].
Rys. 32. Schemat prasy do wykonywania okładek z tworzyw termoplastycznych:
1 – tworzywo, 2 – elektroda spawająca, 3 – górna płyta ruchoma, 4 – grzałki
elektryczne, 5 – termoizolator, 6 – płyta dolna, 7 – generator, 8 – pulpit sterowniczy
[4, s. 125]
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie maszyny służą do montowania okładek?
2. Jaka jest zasada montowania okładek na maszynie arkuszowej?
3. Jaka jest zasada montowania okładek na maszynie zwojowej?
4. Jaka jest zasada montowania okładek na prasie-zgrzewarce?

__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
38
4.4.3. Ćwiczenia
Ćwiczenie 1
Wykonaj okładki jednorodne według parametrów zadanych przez nauczyciela na
maszynie arkuszowej do montowania okładek.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować maszynę arkuszową do montowania okładek do pracy,
2) nałożyć odpowiednio okrojone okładzinówki do magazynu,
3) obciąć narożniki w oklejce,
4) nałożyć oklejkę,
5) nałożyć grzbietówkę
6) uruchomić maszynę i wykonać okładki.
Wyposażenie stanowiska pracy:
–
literatura z rozdziału 6 poradnika dla ucznia,
–
maszyna arkuszowa do montowania okładek,
–
instrukcja obsługi maszyny,
–
instrukcja stanowiskowa bhp.
Ćwiczenie 2
Wykonaj okładki kombinowane według parametrów zadanych przez nauczyciela na
maszynie arkuszowej do montowania okładek.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować maszynę arkuszową do montowania okładek do pracy,
2) nałożyć odpowiednio okrojone okładzinówki do magazynu,
3) okroić narożniki w oklejce,
4) nałożyć oklejkę,
5) nałożyć grzbietówkę
6) uruchomić maszynę i wykonać okładki.
Wyposażenie stanowiska pracy:
–
literatura z rozdziału 6 poradnika dla ucznia,
–
maszyna arkuszowa do montowania okładek,
–
instrukcja obsługi maszyny,
–
instrukcja stanowiskowa bhp.
Ćwiczenie 3
Wykonaj okładki jednorodne według parametrów zadanych przez nauczyciela na
maszynie zwojowej do montowania okładek.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować maszynę zwojową do montowania okładek do pracy,

__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
39
2) nałożyć odpowiednio okrojone okładzinówki do magazynu,
3) nałożyć grzbietówkę,
4) uruchomić maszynę i wykonać okładki.
Wyposażenie stanowiska pracy:
–
literatura z rozdziału 6 poradnika dla ucznia,
–
maszyna zwojowa do montowania okładek,
–
instrukcja obsługi maszyny,
–
instrukcja stanowiskowa bhp.
Ćwiczenie 4
Wykonaj okładki kombinowane według parametrów zadanych przez nauczyciela na
maszynie zwojowej do montowania okładek.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować maszynę zwojową do montowania okładek do pracy,
2) nałożyć odpowiednio okrojone okładzinówki do magazynu,
3) nałożyć grzbietówkę,
4) uruchomić maszynę i wykonać okładki.
Wyposażenie stanowiska pracy:
–
literatura z rozdziału 6 poradnika dla ucznia,
–
maszyna zwojowa do montowania okładek,
–
instrukcja obsługi maszyny,
–
instrukcja stanowiskowa bhp.
Ćwiczenie 5
Wykonaj okładki plastikowe według parametrów określonych przez nauczyciela na
prasie-zgrzewarce.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) ustawić prasę,
2) przygotować materiały do wykonania okładki,
3) wykonać okładki z zastosowaniem prasy.
Wyposażenie stanowiska pracy:
–
literatura z rozdziału 6 poradnika dla ucznia,
–
prasa do zgrzewania okładek,
–
materiał na okładki,
–
instrukcja obsługi maszyny,
–
instrukcja stanowiskowa bhp.

__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
40
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) wymienić maszyny do montowania okładek?
¨
¨
2) zmontować okładki na maszynie arkuszowej?
¨
¨
3) zmontować okładki na maszynie na maszynie zwojowej?
¨
¨
4) zmontować okładki na prasie-zgrzewarce?
¨
¨

__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
41
4.5.
Maszyny do zdobienia okładek
4.5.1. Materiał nauczania
Do zdobienia okładek łączonych (twardych, oklejanych) służą prasy. Wykonują one
następujące operacje technologiczne:
−
tłoczenie wgłębne okładek (bez nadruku),
−
tłoczenie okładek z nadrukiem,
−
tłoczenie okładek z folią introligatorską,
−
drukowanie na okładkach bez tłoczenia,
−
tłoczenie z reliefem, w którym tłoczone elementy nie leżą w jednej płaszczyźnie.
Pod względem budowy prasy do tłoczenia dzielimy na:
−
prasy dociskowe,
−
prasy rotacyjne.
W prasach dociskowych proces tłoczenia i druku odbywa się równocześnie na całej
powierzchni okładki. Forma tłocząca i okładka są płaskie. Natomiast w prasach rotacyjnych
forma tłocząca (drukowa) oraz powierzchnia dociskająca okładkę są cylindryczne i wykonują
ruch obrotowy.
Ze względu na stopień mechanizacji prasy dzieli się na:
−
ręczne – w których operacje wykonywane są ręcznie,
−
półautomatyczne – w których docisk, przesuwanie folii, pokrywanie formy farbą
odbywają się automatycznie, podawanie okładek ręcznie,
−
automatycznie.
Proces tłoczenia na prasach dociskowych wymaga znacznych sił nacisku zależnych od
wielkości tłoczonych powierzchni. Nacisk jednostkowy wynosi 5÷20 MPa.
Wielkość uzyskanego reliefu (płaskorzeźby) zależy od czasu przebywania okładki pod
formą oraz temperatury tłoczenia, która podczas tłoczenia na gorąco powinna wynosić
110÷140
o
C i może być regulowana za pomocą termostatu.
Nadruk na okładkach oraz płytkie tłoczenie na zimno mogą być wykonywane na
zwykłych maszynach drukujących dociskowych.
Przed przystąpieniem do pracy na prasie do zdobienia okładek należy zapoznać się
z zasadami bezpieczeństwa i higieny pracy dotyczącymi obsługiwanej maszyny oraz
zapoznać się z instrukcją stanowiskową, której należy przestrzegać.
Zasada działania prasy dociskowej (rys. 33) do tłoczenia złoceń folią lub drukowania
jest następująca: formę tłoczącą zamocowuje się w uchwytach górnej płyty tłoczącej (1);
forma jest ogrzewana do odpowiedniej temperatury za pomocą elektrycznego grzejnika (2).
Folię introligatorską mocuje się na obrotowej osi (6) i prowadzi do mechanizmów
przewijających (7) oraz nawijających zużytą folię.
W przypadku tłoczenia z nadrukiem zamiast zespołu podawania folii pracuje zespół farbowy
(5). Dwa wałki nadające farbę przetaczają się na ruchomej karetce wraz z ruchomym stołem
(4) z nałożoną okładką. Po nałożeniu okładki na ruchomy stół (4) mechanizm (8), złożony
z krzywki, dźwigni i cięgna pociąga stół z okładką po poziomych szynach pod formę
tłoczącą. Wówczas mechanizm nacisku (9), złożony z krzywki i dźwigni kolankowej, podnosi
dolną płytkę tłoczącą (3) i okładka jest tłoczona. Krzywka mechanizmu nacisku jest osadzona
na wale głównym prasy, który otrzymuje napęd przez przekładnię zębatą (11) od silnika
elektrycznego. Nacisk jest regulowany za pomocą klina (10). Po opuszczeniu dolnej płyty
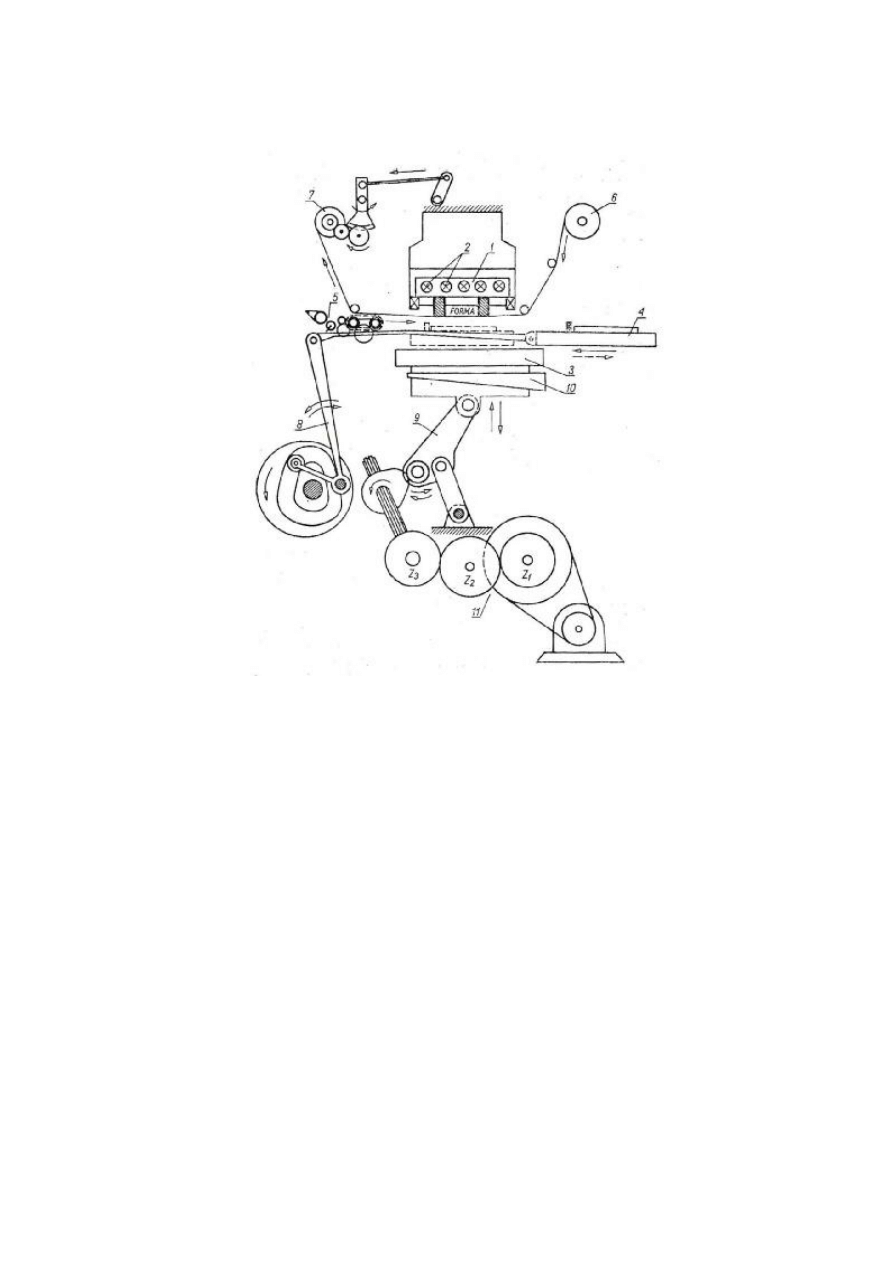
__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
42
tłoczącej stół (4) z okładką wysuwa się spomiędzy płyt tłoczących. Równocześnie mechanizm
podawania folii (7) przewija odpowiedni odcinek folii [4, s. 128].
Rys. 33. Schemat prasy kolankowej do tłoczenia z folią lub drukowania na okładkach: 1 – płyta
tłocząca z formą, 2 – instalacja grzejna, 3 – płyta tłocząca, 4 – stół nakładania okładek, 5 – zespól farbowy,
6 – mechanizm mocowania folii, 7 – mechanizm przewijający formę, 8 – mechanizm przesuwania stołu
z okładką, 9 – mechanizmy dźwigniowe nacisku, 10 – klin regulacji siły nacisku, 11 – mechanizmy napędu
[4, s. 128]
W zależności od prasy występują różne mechanizmy nacisku, które przedstawione są na
rysunku 34:
a) w prasie kolankowej nacisk jest wywierany za pomocą układu dźwigni (6) i (7) na płytę dolną (4);
b) w prasie jednokolankowej;
c) w prasie mechanicznej dwukolankowej układ dźwigniowy napierający (9) jest napędzany
przez krzywkę (10);
d) w prasie z ruchomą płytą górną i dolną płyta górna jest opuszczana przez układ
mechaniczny jednokolankowy, płyta dolna jest połączona z układem hydraulicznym (11),
(12) i (13) zapewniającym stały nacisk tłoczenia, niezależnie od grubości poszczególnych
okładek. Płyta dolna opuszcza się podczas tłoczenia 1÷1,5 mm; w tym czasie część oleju
zostaje wyciśnięta z cylindra (13) przez tłok do balona 13' z tzw. „poduszką powietrzną”.
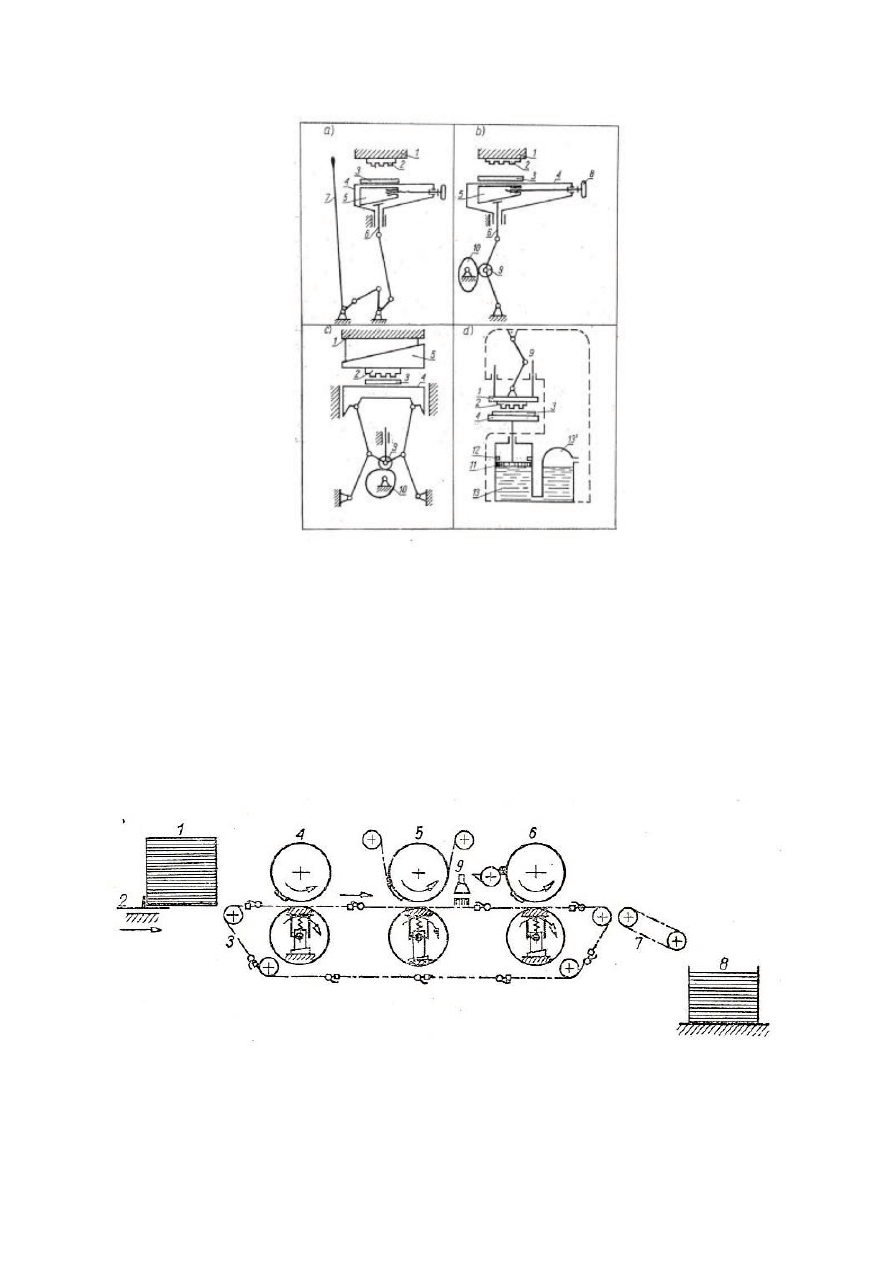
__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
43
Rys. 34. Schemat mechanizmów nacisku w różnych typach pras do tłoczenia: 1 – płyta górna, 2 – forma,
3 – okładka, 4 – płyta dolna, 5 – klin regulacji nacisku, 6, 7 – dźwignia, 8 – śruby regulacji klina, 9 – kolanko dźwigni
napierających, 10 – krzywka, 11 – tłok hydrauliczny, 12 – opory tłoka, 13 – cylinder hydrauliczny, 13' – balon
[4, s. 129]
Prasy rotacyjne (rys. 33) są wydajniejsze. Zasada działania prasy rotacyjnej jest
następująca: z magazynu okładek (1) wypychacz (2) wysuwa przez szczelinę dolną okładkę
którą pobiera przenośnik łańcuchowy (3) z łapkami. Prowadzi on okładkę przez trzy sekcje:
tłoczącą (4), składającą się z cylindra dociskowego, tłaczącą (5) z folią introligatorską;
drukującą (6), wyposażoną – oprócz cylindra formowego i dociskowego – w zespół farbowy.
Po wykonaniu operacji tłoczenia wgłębnego (suchego, z folią lub nadruku) okładkę przejmuje
przenośnik taśmowy (7), który przekazuje ją na stół odbierający (8).
Rys. 35. Schemat prasy rotacyjnej: 1 – magazyn okładek, 2 – wypychacz, 3 – przenośnik, 4 – sekcja
wytłaczająca wgłębnie, 5 – sekcja tłocząca z folią, 6 – sekcja drukująca, 7 – przenośnik taśmowy,
8 – stół odbierający, 9 – promiennik podczerwieni [4, s. 130]

__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
44
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie maszyny służą do zdobienia okładek łączonych (twardych)?
2. Jak dzielimy prasy pod względem budowy?
3. Jak dzielimy prasy ze względu na stopień mechanizacji?
4. Jaka jest zasada działania prasy dociskowej?
5. Jaka jest zasada działania prasy rotacyjnej?
4.5.3. Ćwiczenia
Ćwiczenie 1
Wykonaj tłoczenie wgłębne bez nadruku na okładkach twardych według parametrów
zadanych przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować maszynę do tłoczenia,
2) przygotować okładki, na których będzie wykonywane tłoczenie,
3) wykonać tłoczenie.
Wyposażenie stanowiska pracy:
–
prasa do tłoczenia,
–
okładki,
–
instrukcja obsługi maszyny,
–
instrukcja stanowiskowa bhp,
–
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Wykonaj tłoczenie wgłębne z nadrukiem na okładkach łączonych (twardych) według
parametrów zadanych przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować maszynę do tłoczenia,
2) przygotować okładki, na których będzie wykonywane tłoczenie,
3) wykonać tłoczenie.
Wyposażenie stanowiska pracy:
–
prasa do tłoczenia,
–
okładki,
–
instrukcja obsługi maszyny,
–
instrukcja stanowiskowa bhp,
–
literatura z rozdziału 6 poradnika dla ucznia.

__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
45
Ćwiczenie 3
Wykonaj tłoczenie wgłębne z folią introligatorską na okładkach łączonych (twardych),
według parametrów zadanych przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować maszynę do tłoczenia,
2) przygotować okładki na których będzie wykonywane tłoczenie,
3) wykonać tłoczenie.
Wyposażenie stanowiska pracy:
–
prasa do tłoczenia,
–
okładki,
–
instrukcja obsługi maszyny,
–
instrukcja stanowiskowa bhp
–
literatura z rozdziału 6 poradnika dla ucznia.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) wymienić maszyny do zdobienia okładek twardych?
¨
¨
2) podzielić prasy pod względem budowy?
¨
¨
3) podzielić prasy ze względu na stopień mechanizacji?
¨
¨
4) wykonać zdobienie na prasie dociskowej?
¨
¨
5) wykonać zdobienie na prasie rotacyjnej?
¨
¨

__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
46
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5. Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
8. Na rozwiązanie testu masz 40 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Okładki dzielimy na
a) cienkie i grube.
b) jednolite i łączone.
c) papierowe i tekturowe.
d) łączone i specjalne.
2. Okładka składa się z
a) okładziny przedniej, okładziny tylnej i grzbietówki.
b) okładziny przedniej i grzbietu.
c) okładziny tylnej i grzbietówki.
d) tektury i kartonu.
3. Okładki jednolite to okładki
a) twarde.
b) kombinowane.
c) miękkie.
d) półpłócienne.
4. Do okładek jednolitych zaliczamy
a) okładki złożone, łączone.
b) okładki zeszytowe, przylegające, zakrywające.
c) okładki kombinowane, jednorodne.
d) okładki całopłócienne, całopapierowe.
5. Okładki łączone (twarde) to okładki
a) twarde.
b) jednolite.
c) zeszytowe.
d) zakrywające.

__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
47
6. Okładki zeszytowe stosujemy najczęściej do wkładów
a) kartkowych.
b) jednoskładkowych.
c) wieloskładkowych.
d) szytych nićmi.
7. Do okładek łączonych (twardych) zaliczamy
a) okładki zeszytowe i przylegające.
b) okładki zakrywające.
c) okładki przylegające i jednolite.
d) okładki jednorodne i kombinowane.
8. Okładka z dwoma przegnieceniami to okładka
a) zakrywająca.
b) przylegająca.
c) zeszytowa.
d) łączona.
9. Okładki plastikowe mogą być
a) jednolite i łączone.
b) zeszytowe.
c) specjalne.
d) łączone lamówką.
10. Z materiałów usztywniających składają się okładki
a) miękkie.
b) zakrywające.
c) przylegające.
d) łączone.
11. Metodą przemysłową nie wykonuje się okładek
a) jednolitych.
b) kombinowanych.
c) bibliotecznych.
d) zeszytowych.
12. Okładki łączone lamówką składają się
a) z materiału okładkowego i lamówki.
b) okładziny przedniej i tylnej oraz lamówki.
c) z materiału usztywniającego i grzbietówki.
d) z papieru i lamówki.
13. Okładki twarde składają się z
a) okładzinówki przedniej i tylniej oraz grzbietówki.
b) okładzinówki i oklejki.
c) dwóch okładzinówek, grzbietówki i oklejki.
d) oklejki i grzbietówki.

__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
48
14. Jako okładzinówki stosuje się
a) papiery.
b) tekturę.
c) płótno introligatorskie.
d) skórę naturalną.
15. Grzbietówki wykonuje się z
a) gazy introligtorskiej.
b) cienkiej tektury.
c) papieru.
d) tkaniny.
16. Łączenie elementów okładki nazywamy
a) łączeniem okładki.
b) montowaniem okładki.
c) składaniem okładki.
d) oklejaniem okładki.
17. Zaokrąglenie grzbietu okładki polega na
a) przegięciu okładki.
b) obiciu okładki.
c) nadaniu półkolistego kształtu okładce.
d) przegięciu i obiciu okładki.
18. Tłoczenie wgłębne uzyskuje się przez docisk formy na okładkę
a) od spodu okładki.
b) od góry (wierzchu) okładki.
c) od spodu i z góry okładki.
d) z dołu okładki.
19. Ze względu na budowę prasy do wytłaczania okładek dzielimy na:
a) arkuszowe i zwojowe.
b) prasy zgrzewarki.
c) maszyny i urządzenia.
d) dociskowe i rotacyjne.
20. Przy każdej maszynie powinna znajdować się
a) stanowiskowa instrukcja bhp.
b) instrukcja pracy.
c) schemat technologiczny.
d) dokumentacje techniczna maszyny.
__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
49
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………………………………..
Wykonywanie okładek do opraw introligatorskich
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

__________________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
50
6. LITERATURA
1. Cichocki L., Pawlicki T., Ruczka I.: Poligraficzny słownik terminologiczny. Polska Izba
Druku, Warszawa 1999
2. Jakucewicz S., Magdzik S.: Materiałoznawstwo dla szkół poligraficznych. WSiP,
Warszawa 2001
3. Jakucewicz S., Magdzik S.: Podstawy poligrafii. WSiP, Warszawa 1997
4. Kołak J., Lewandowski S., Ostrowski J.: Maszyny i urządzenia introligatorskie. WSiP,
Warszawa 1981
5. Magdzik S.: Ćwiczenia laboratoryjne z technologii introligatorstwa przemysłowego.
Oficyna wydawnicza PW, Warszawa 2001
6. Magdzik S.: Introligatorstwo przemysłowe. WSiP, Warszawa 1992
7. Pietruczuk I., Godlewski H., Jędrych W.: Technika i technologia introligatorstwa
przemysłowego. Wydawnictwa Naukowo-Techniczne, Warszawa 1985
8. Poligrafia procesy i technika. Tłumaczenie ze słowackiego. COBRPP, Warszawa 2002
9. Krajowy standard kwalifikacji zawodowych dla zawodu Introligator poligraficzny
734502. Ministerstwo Pracy i Polityki Społecznej, Warszawa 2007
10. BN-81/7451-13.00-05
Czasopisma:
–
Poligrafika,
–
Poligrafia polska,
–
Print Publishing,
–
Przegląd Papierniczy,
–
Opakowania,
–
Świat Druku,
–
Świat Poligrafii.
Wyszukiwarka
Podobne podstrony:
introligator 734[02] z1 03 n
introligator 734[02] z1 05 u
introligator 734[02] o1 03 n
introligator 734[02] z1 01 u
introligator 734[02] z1 04 u
introligator 734[02] z1 06 n
introligator 734[02] z1 01 n
introligator 734[02] z1 05 n
introligator 734[02] z1 06 u
introligator 734[02] z1 04 n
introligator 734[02] z1 02 n
introligator 734[02] o1 03 u
introligator 734[02] z1 02 u
kominiarz 714[02] z1 03 n
introligator 734[02] z2 01 u
operator obrabiarek skrawajacych 722[02] z1 03 n
ciesla 712[02] z1 03 n
introligator 734[02] o1 02 n
więcej podobnych podstron