„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Zdzisław Feldo
Przygotowanie skór do wykończania właściwego
744[03].Z2.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Sadowski Tadeusz
dr inż. Żarłok Jan
Opracowanie redakcyjne:
mgr inż. Zdzisław Feldo
Konsultacja:
dr inż. Janusz Figurski
Korekta:
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 744[03].Z2.03.
„Przygotowanie skór do wykończania właściwego” zawartego w modułowym programie nauczania
dla zawodu Garbarz skór 744[03].
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Charakterystyka procesów przygotowania skór do wykończania właściwego
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
8
4.1.3. Ćwiczenia
8
4.1.4. Sprawdzian postępów
10
4.2. Nawilżanie skór
11
4.2.1. Materiał nauczania
11
4.2.2. Pytania sprawdzające
12
4.2.3.Ćwiczenia
13
4.2.4.Sprawdzian postępów
15
4.3.
Zmiękczanie tkanki skórnej
16
4.3.1.Materiał nauczania
16
4.3.2.Pytania sprawdzające
20
4.3.3.Ćwiczenia
20
4.3.4.Sprawdzian postępów
21
4.4.
Przygotowanie powierzchni skór do wykończania właściwego
22
4.4.1.Materiał nauczania
22
4.4.2.Pytania sprawdzające
27
4.4.3. Ćwiczenia
28
4.4.4. Sprawdzian postępów
30
5. Sprawdzian osiągnięć
31
6. Literatura
37

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Otrzymujesz poradnik, który będzie Ci pomocny w nabywaniu umiejętności praktycznego
wykonywania czynności i operacji w etapie przygotowania skór do wykończania ostatecznego,
końcowego.
Poradnik zawiera:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiedzy, które powinieneś mieć
opanowane, aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia tej jednostki modułowej.
3. Materiał nauczania umożliwiający samodzielne przygotowanie się do wykonania ćwiczeń
i zaliczenia sprawdzianów.
4. Ćwiczenia, które zawierają:
−
wykaz materiałów, narzędzi i sprzętu potrzebnych do realizacji ćwiczenia,
−
pytania sprawdzające wiedzę potrzebną do wykonania ćwiczenia,
−
sprawdzian teoretyczny, który wykonując powinieneś odpowiadać na pytanie tak lub nie, co
oznacza, że opanowałeś materiał albo nie.
−
sprawdzian umiejętności praktycznych.
5. Przykład zadania/ćwiczenia oraz zestaw pytań sprawdzających Twoje opanowanie wiedzy
i umiejętności z zakresu całej jednostki. Zaliczenie tego ćwiczenia jest dowodem osiągnięcia
umiejętności praktycznych określonych w tej jednostce modułowej.
6. Literaturę oraz inne źródła informacji które powinieneś wykorzystać do poszerzenia wiedzy.
Jednostka modułowa „Przygotowanie skór do wykończania właściwego”, z której treścią teraz
się zapoznajesz, jest częścią materiału modułu 744[03].Z2 „Technologia wykończania
i uszlachetniania skór bez włosa”. Treści materiału nauczania omawiają operacje i czynności jakie
należy wykonać aby przygotować skórę do ostatecznego wykończenia po wstępnym wykończaniu
kąpielowym.. Tak więc poznanie zawartego w jednostce materiału nauczania jest konieczne by
prawidłowo przeprowadzać procesy przygotowujące skóry do ich wykończania właściwego.
Jeżeli będziesz miał trudności ze zrozumieniem treści tematu lub ćwiczenia, to poproś
nauczyciela lub instruktora o wyjaśnienie i ewentualne sprawdzenie czy dobrze wykonujesz daną
czynność
.
Po przerobieniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki modułowej.
Bezpieczeństwo i higiena pracy
W czasie wykonywania zadań i ćwiczeń musisz przestrzegać regulaminów, przepisów bhp
i higieny pracy oraz instrukcji przeciwpożarowych i ochrony środowiska, wynikających z rodzaju
wykonywanych prac. Z przepisami tymi zostaniesz zapoznany przed przystąpieniem do wykonania
ćwiczeń lub zadań produkcyjnych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
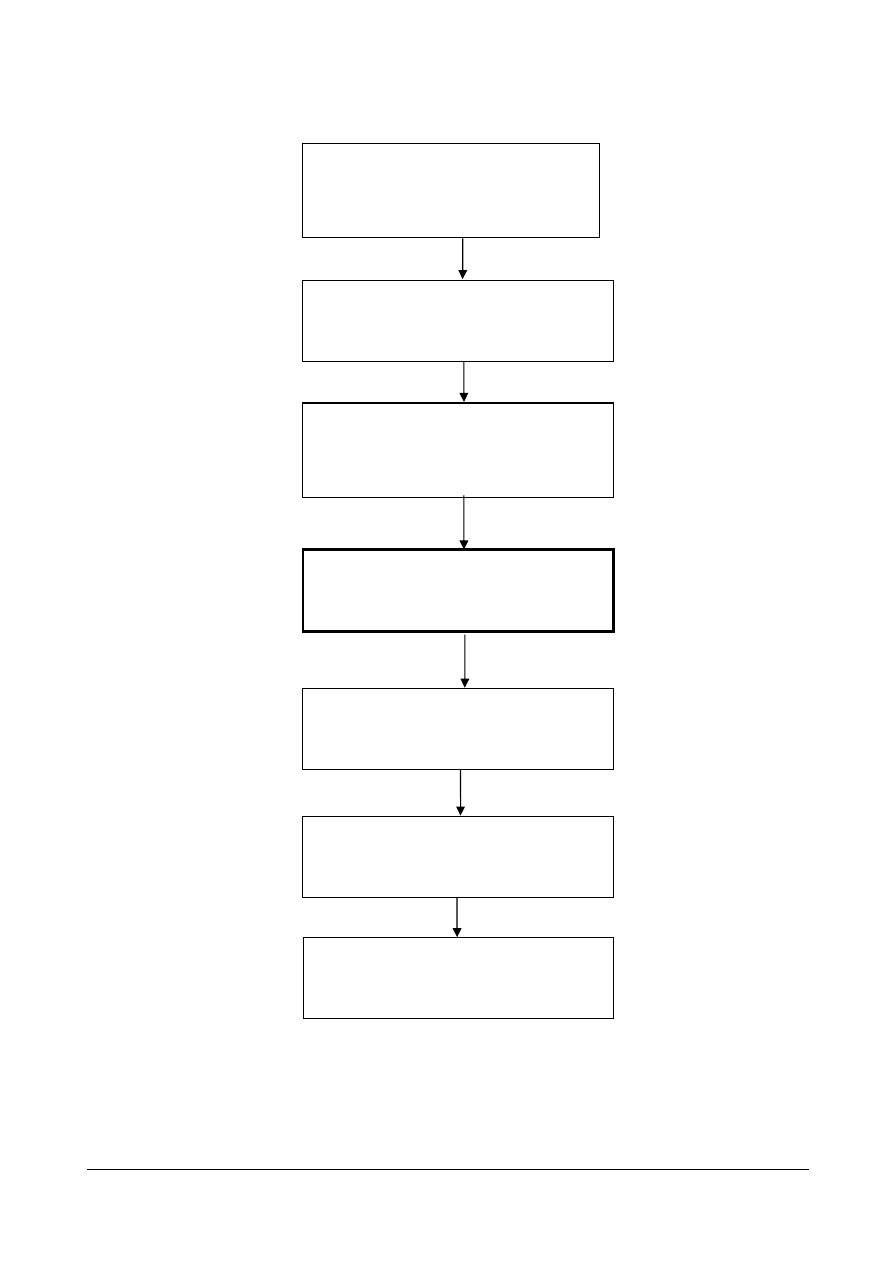
Schemat układu jednostek modułowych
744[03].Z2.05
Rozróżnianie, charakteryzowanie oraz
określanie jakości skór wyprawionych
744[03].Z2.04
Wykończanie właściwe skór
744[03].Z2.01
Wykończanie kąpielowe skór o różnym
przeznaczeniu
744[03].Z2.02
Organizowanie i prowadzenie procesu suszenia
skór
744[03].Z2.
Technologia wykończania i uszlachetniania
skór bez włosa
744[03].Z2.06
Cechowanie, pakowanie i magazynowanie skór
wyprawionych
744[03].Z2.03
Przygotowanie skór do wykończania
właściwego

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej „Przygotowanie skór do wykończania
właściwego” powinieneś umieć:
−
odczytywać i stosować instrukcje technologiczne dotyczące czynności i operacji przygotowania
skór do wykończania,
−
stosować podstawowe metody badania organoleptycznego wygarbowanych skór przed
procesami wykończania,
−
organizować stanowisko pracy zgodnie z wymogami ergonomii,
−
dobierać i stosować odzież ochrony osobistej na stanowiskach mechanicznej i chemicznej
obróbki skór,
−
stosować zasady bezpiecznej pracy i ochrony środowiska wykonując czynności rozładunku
i załadunku bębnów garbarskich, obsługi maszyn i urządzeń oraz transportu skór między
stanowiskami pracy,
−
układać obrabiane skóry na boczki garbarskie lub podesty,
−
korzystać z różnych źródeł informacji zawodowej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
odczytać i zastosować przepisy technologiczne mechanicznych procesów obróbki skór przed
wykończaniem właściwym,
−
ustalić rodzaj i kolejność operacji i czynności mechanicznej obróbki skór,
−
dobrać urządzenia i maszyny do mechanicznej obróbki skór przed wykończaniem właściwym,
−
wykonać operację zmiękczania skór,
−
przygotować skóry przez wyrównanie powierzchni i obrzeży,
−
oszlifować powierzchnię użytkową skór w zależności od przeznaczenia asortymentowego
w towarze gotowym,
−
oszlifować skóry od strony nieużytkowej,
−
wykonać maszynowe mechaniczne lub pneumatyczne oczyszczenie powierzchni skór przez tak
zwane odpylanie,
−
ułożyć i przetransportować skóry do stanowisk wykończalniczych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Charakterystyka procesów przygotowania skór do wykończania
właściwego
4.1.1. Materiał nauczania
Zapoznając się z materiałem nauczania poprzednich jednostek modułowych w modułach
744[03].Z1”Technologia garbowania właściwego skór” i 744[03].Z2 „Technologia wykończania
i uszlachetniania skór bez włosa”, poznałeś etapy technologicznego przygotowania skór do
wykończania właściwego. W poszczególnych etapach można wyróżnić procesy chemiczne oraz
operacje i czynności mechaniczne wyprawy skór:
−
przygotowujące skóry surowe do garbowania poprzez fizyczne i chemiczne usunięcie zbędnych
części: białek bezpostaciowych, tkanki przymięsnej i tłuszczowej, włosa i naskórka oraz
wszelkiego brudu,
−
garbowania właściwego zabezpieczającego półfabrykat skórzany i skóry wyprawione przed
biologicznym rozpadem,
−
wstępnego wykończania kąpielowego nadającego skórze cechy i właściwości strukturalnego
wypełnienia, kolorystycznego wybarwienia i chemicznego zmiękczenia w zależności od
przeznaczenia asortymentowego,
−
suszenia polegającego na odprowadzeniu z przestrzeni międzywłóknistych nadmiaru wilgoci.
Końcowym etapem procesu wyprawy skór jest ich wykończenie właściwe i ewentualne
uszlachetnienie powierzchni użytkowej. Ma ono za zadanie uodpornienie skóry na czynniki
zewnętrzne, zatuszowanie różnego rodzaju plam i drobnych uszkodzeń, a głównie przy skórach tak
zwanych miękkich, nałożenie powłoki barwnej w celu podniesienia właściwości użytkowych
i estetycznych skóry.
Wykończaniu właściwemu poddaje się skóry po procesie suszenia. Skóry opuszczające
suszarnie zawierają niewielką ilość wilgoci w granicach 8 – 15%. Badając organoleptycznie skóry po
suszeniu możemy stwierdzić że są twarde, sztywne i płaskie o ostrych twardych obrzeżach,
a próby zginania mogą prowadzić do pękania lica lub nawet głębszych warstw skór. Można więc
wnioskować, że przy tak niskiej zawartości wody skóry są zbyt „wrażliwe” na mechaniczne
oddziaływanie i nie nadają się do jakiejkolwiek dalszej obróbki. Dopiero po równomiernym
nawilżeniu skór do zawartości około 25% wody można je poddawać czynnościom i operacjom
przygotowania do wykończenia. W praktyce produkcyjnej nawilżanie skór zachodzi podczas
procesu tak zwanego klimatyzowania skór.
Podczas suszenia skóry tracą wilgoć przez odparowanie wody w suszarniach o podwyższonej
temperaturze i niskiej wilgotności powietrza, lub odessanie wody przy zastosowaniu suszenia
próżniowego. W skórze zachodzą procesy fizycznego sklejania się włókienek białka skórnego, co
powoduje znaczne zmniejszenia objętości skór, a równocześnie „ściągnięcie” powierzchni. Skóra jest
sztywna i mało elastyczna. Po procesie klimatyzacji można skóry poddać operacji zmiękczania.
Zmiękczanie tkanki skór przeprowadza się na specjalnych urządzeniach lub maszynach
w zależności od rodzaju i wielkości skór. Zmiękczanie powoduje spulchnienie tkanki, podwyższa
miękkość i ciągliwość a także ma wpływ na zwiększenie powierzchni skór. Ze względu na technikę
wykonywania i rodzaj asortymentu, często zmiękczanie skór nazywane bywa międleniem a także
groszkowaniem skór.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Aby prawidłowo zostały wykonane operacje i czynności wykończania końcowego skór, należy
je poddać rozprostowaniu i wygładzeniu powierzchni. Skóry muszą się charakteryzować równą
i gładką powierzchnią aby możliwe było nanoszenie i rozprowadzanie powłok wykończalniczych
przy użyciu nowoczesnych technologii i agregatów do natrysku i malowania skór. Pofałdowana
i nierówna powierzchnia obrabianej skóry może być przyczyną nierównomiernego rozłożenia powłok
kryjących, powstawania zacieków lub „niedomalowań”. Równocześnie z wyrównaniem powierzchni
należy
wyrównać
obrzeża
skór
przez
obcięcie
ostrym
nożem
postrzępionych
i naderwanych kawałków skóry powstałych podczas mechanicznej obróbki. Bardzo często ta
czynność nosi nazwę cyplowania skór.
Większość asortymentów skór w towarze gotowym wymaga aby stroną użytkową było
naturalne lico uszlachetnione przez nałożeniem cieniutkiej warstewki powłoki wykończalniczej.
Niektóre asortymenty wymagają jednak by lico skór zostało mechanicznie naruszone przez operację
szlifowania w celu wyrównania i zatuszowania drobnych wad i uszkodzeń, a jednocześnie w celu
zwiększenia i uaktywnienia powierzchni skóry. Odnosi się to do skór wykończanych z tak zwanym
poprawionym lub sztucznym licem, przez nałożenie na oszlifowaną powierzchnię lica „grubszych”
powłok wykończalniczych. Szlifowania wymagają również skóry wykończane w asortymentach jako
skóry welurowe lub nubukowe. Bardzo często strona nieużytkowa skór, którą jest mizdra,
charakteryzuje się długim o ordynarnym wyglądzie podciętym włóknem. Szczególnie jest to
widoczne w luźniejszych częściach skóry: w karku, na bokach i pachwinach. Zastosowanie w tym
miejscu operacji szlifowania mizdry polepsza wykonywanie innych operacji mechanicznych na
skórach w etapie wykończania, wpływa korzystnie na chwyt skóry wyprawionej, jest niezbędnym
warunkiem technicznym odbiory skór na wierzchy obuwia, odzież i rękawiczki przy nowoczesnych
technologiach wytwarzania wyrobów skórzanych. Wpływa jednocześnie na estetyczny wygląd skóry
wyprawionej.
Podczas operacji szlifowania na powierzchniach skór osadza się pył skórzany powstający na
skutek podcinania włókienek skórnych. Pył ten bywa przyczyną poważnych zakłóceń w trakcie
wykończania skór powodując zapylenie pokrywanych zestawami kryjącymi powierzchni skór.
Szczególnie szkodliwe i dyskwalifikujące wyrób gotowy jest zapylenie skór lakierowanych. Pył ze
szlifowania skór welurowych jest przyczyną „smolenia” wyprawionej skóry welurowej obniżając
wartość użytkową tego asortymentu. Oszlifowane skóry poddaje się więc operacji mechanicznego
lub pneumatycznego odpylania. Odpylanie musi być przeprowadzone dokładnie, najlepiej dwukrotnie
poddając skóry działaniu odpylarki. Należy podkreślić, że pył skórzany jest materiałem bardzo
niebezpiecznym i łatwo może ulec samorzutnemu zapłonowi.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie etapy procesu wyprawy skór poprzedzają ich właściwe wykończanie?
2. Czym charakteryzują się skóry zaraz po procesie suszenia?
3. Co to jest klimatyzowanie skór?
4. Jakie operacje mechaniczne przygotowują skóry do wykończania właściwego?
5. Jakie zadanie spełniają operacje i czynności mechanicznej obróbki skór przed ich właściwym
wykończaniem?
4.1.3. Ćwiczenia
Ćwiczenie 1
Na podstawie oględzin przedstawionych Ci próbek skór i półfabrykatów skórzanych, określ
i scharakteryzuj etap procesu wyprawy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zastosować się do poleceń nauczyciela, przestrzegać przepisów bezpiecznej pracy,
2) dokładnie obejrzeć przedstawione Ci do rozpoznania próbki skór,
3) w dzienniczku praktyk zapisać:
−
etap produkcji z jakiego pochodzą kolejne próbki,
−
wymienić i krótko scharakteryzować operacje i czynności technologiczne rozpoznanego etapu
wyprawy,
4) zaprezentować swoje spostrzeżenia i umotywować wybraną opcję rozwiązania.
Wyposażenie stanowiska pracy:
−
ponumerowane próbki skór z różnych etapów produkcji,
−
dzienniczek praktyk,
−
przybory do pisania,
Ćwiczenie 2
Porównaj i scharakteryzuj skóry przed procesem suszenia, a następnie po ich wysuszeniu
w warunkach produkcyjnych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem nauczania tej jednostki modułowej,
2) zbadać organoleptycznie skóry przed procesem suszenia określając:
−
wygląd skór,
−
odczucie na dotyk,
−
zachowanie się skóry podczas zginania,
−
spostrzeżenia i uwagi wpisać do dzienniczka,
3) wziąć udział w pracach związanych z procesem suszenia skór,
4) zbadać organoleptycznie skóry wysuszone określając:
−
wygląd skór,
−
odczucie na dotyk,
−
zachowanie się skóry podczas zginania,
−
spostrzeżenia i uwagi wpisać do dzienniczka,
5) zapisane wyniki badań w dzienniczku zestawić w tabelce co ułatwi Ci porównanie wyników
i wyciągnięcie wniosków końcowych,
6) przedstawić swoje spostrzeżenia i wnioski w dyskusji.
Uwaga: Pamiętaj o zachowaniu zasad i przepisów dotyczących bezpiecznej pracy, stosuj właściwą
odzież ochronną.
Wyposażenie stanowiska pracy:
−
skóry w półfabrykacie po wyżymaniu i wygładzaniu maszynowym,
−
produkcyjne urządzenie suszarnicze do skór,
−
dzienniczek praktyk,
−
przybory do pisania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Ćwiczenie 3
Wykonaj planszę obrazującą schemat procesów przygotowania skór miękkich do wykończania
właściwego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem nauczania tej jednostki modułowej oraz instrukcją technologiczną
wyprawy skór,
2) przygotować arkusz kartonu formatu A–3,
3) rozplanować, zgodnie ze wskazówkami nauczyciela, sposób rozrysowania schematu blokowego
procesów technologicznych,
4) przy pomocy przyrządów kreślarskich i mazaków wykonać schemat blokowy procesów.
Wyposażenie stanowiska pracy:
–
arkusz papieru lub kartonu A- 3,
–
przybory do kreślenia,
–
instrukcja technologiczna wyprawy skór.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić i scharakteryzować etapy wyprawy skór poprzedzające proces
wykończania właściwego?
2) scharakteryzować skóry po procesie suszenia?
3) wymienić procesy mechanicznej obróbki skór przed wykończaniem
właściwym?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
4.2. Nawilżanie skór
4.2.1. Materiał nauczania
Skóra jest materiałem higroskopijnym posiadającym naturalną zdolność przyjmowania
i przekazywania wilgoci z otoczeniem. Ta szczególna właściwość skóry jest wykorzystywana
w czasie całego procesu produkcyjnego wyprawy. Odnosi się to zarówno do procesów kąpielowych
chemicznych, kiedy wraz z wodą przyjmuje i wchłania do przestrzeni między włóknami różne
związki chemiczne stosowane w wyprawie, jak i w procesach mechanicznych, kiedy celowo zostaje
zmuszona do oddania nadmiaru wilgoci gdyż zbyt nawodniona tkanka nie mogłaby być poddana
mechanicznej obróbce. Nadmierne jednak odwodnienie skór jest niepożądane i może uniemożliwić
wykonanie czynności i operacji mechanicznych. Zbytnio odwodnione skóry stają się sztywne,
a pomiędzy włóknami białek występują naprężenia, przy których oddziaływanie zewnętrznych sił
wywołane przez robocze części maszyn i urządzeń może powodować uszkodzenia a nawet
zniszczenia skór. Tak niebezpiecznie niska zawartość wody w skórze występuje po procesie
suszenia. Skóry opuszczające komory lub urządzenia suszarnicze zawierają niewielkie ilości wody
w granicach 8 – 15%.
Jak zdążyłeś się przekonać, zapoznając się ze wstępnym materiałem nauczania tej jednostki
i wykonanymi ćwiczeniami, skóry po suszeniu są twarde, sztywne i płaskie o ostrych kantach
obrzeży, a próby zginania powodują pękanie lica lub nawet głębszych warstw skór. W takim stanie
wrażliwość ich na obróbkę mechaniczną uniemożliwia przeprowadzanie operacji wykończalniczych.
Wspomniana już właściwość do przyjmowania wilgoci z otoczenia, czyli tak zwana
higroskopijność skór, spowoduje nasiąknięcie wodą, czyli nawodnienie skór pozostawionych
w atmosferze wilgotnego powietrza. Następuje proces odwrotny do procesu suszenia. Posklejane
włókienka powoli pęcznieją, pochłaniana woda stopniowo przywraca własności smarne tłuszczom
wprowadzonym do skóry w procesach wykończania kąpielowego, a skóry powoli odzyskują tak
zwany pełny chwyt. W gwarze garbarskiej mówi się o dojrzewaniu skór. Gdy zawartość wilgoci
wyniesie 25–30%, skóra odzyskuje zdolność poddawania się oddziaływaniu mechanicznym
czynnikom. Bardzo ważne jest aby rozkład wilgoci był równomierny w całej objętości skóry.
Nierównomierne nawilżenie jest przyczyną uszkodzeń skór w czasie obróbek mechanicznych
wynikających z różnych właściwości tkanki bardziej lub mniej nawodnionej.
Nawilżanie skór przez składowanie w pomieszczeniach o dużej wilgotności względnej powietrza
wynoszącej około 80% i niskiej temperaturze w granicach 15 – 20
0
C nazywa się klimatyzowaniem
skór. Czas takiego sposobu nawilżania jest długi i trudny do określenia. Zależy od wielu czynników,
z których najważniejsze to rodzaj skór, sposób dotychczasowej wyprawy, rodzaj używanych
chemikaliów, zastosowana metoda suszenia. Oczywiście przy podstawowym założeniu utrzymania
stałych parametrów wilgotności względnej powietrza i temperatury w pomieszczeniu
klimatyzacyjnym. Czas, w jakim skóry osiągną żądaną wilgotność i równomierne jej rozłożenie
w całej strukturze, wynosi około 7 dni.
W praktyce produkcyjnej stosowane są różne techniki nawilżania skór, które mają na celu
głównie przyspieszenie i możliwie dokładne określenie czasu procesu.
Odmianą klimatyzowania jest nawilżanie skór wilgotnymi trocinami zawierającymi 35–40%
wody. Używane trociny nie mogą być zbyt grube, nie mogą posiadać ostrych brzegów i muszą
pochodzić z drzew ubogich w substancje żywiczne. Grube, ostre trociny uszkadzają lico skór lub
odgniatają się na jego powierzchni obniżając jakość gotowego wyrobu. Substancje żywiczne, przy
zagrzaniu się skór w czasie odleżenia, mogą rozpuszczać się i przechodzić do skór powodując
sklejanie się włókienek i usztywniając miejscowo tkankę. Praktyczne nawilżenie polega na
przesypywaniu skór od strony mizdry wilgotnymi trocinami i składaniu w niewysokie stosy układając

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
lico jednej skóry do lica następnej. Jest to tak zwane składanie skór przez licowanie. Zawartość
wody w trocinach nie może przekraczać 40% gdyż powodowałoby to nierównomierne nawilżenie
skór. Wilgotność trocin badamy organoleptycznie przez ściśnięcie niewielkiej ilości trocin w dłoni.
Z trocin nie może wyciekać woda , a po otwarciu dłoni trociny nie rozsypują się. Równomierne
nawilżenie skór trocinami uzyskuje się po około 12 do 24 godzinach. Ten sposób nawilżania skór
stosowany jest w małych zakładach garbarskich.
Podobnym sposobem jest nawilżanie skór przez zanurzenie na krótko lub zraszanie ciepłą wodą,
a następnie odleżenie ułożonych licem do lica skór w stosach okrytych wilgotną tkaniną. Należy
uważać by zbyt długo nie przetrzymywać skór w zanurzeniu. Luźniejsze strukturalnie części
topograficzne skór bardziej chłoną wodę i nawilżenie może być nierównomierne. Podobnie przy zbyt
obfitym zraszaniu.
Niektóre zakłady stosują nawilżanie skór łącznie z czynnikiem mechanicznego zmiękczania.
Sposób ten polega na obracaniu wysuszonych skór w bębnie garbarskim z gorącą wodą lub parą
wodną dodawaną w takiej ilości aby skóry po zakończeniu operacji wykazywały wilgotność około
25%. Metodę tą stosuje się do skór miękkich, na przykład rękawiczkowych lub odzieżowych.
Trzeba jednak zwracać uwagę aby skóry nie były zbyt przesuszone przed włożeniem do bębna.
Odmianą jest nawilżanie w bębnie obrotowym przy użyciu wilgotnych trocin, ale sposób stosowany
do skór podrzędnych rodzajów, przy których nie ma znaczenia wygląd lica.
Szybkimi metodami nawilżania skór są metody nawilżania maszynowego. Najprostszą maszyną
jest nawilżarka szczotkowa. Nawilżanie polega na naprowadzaniu na skórę wilgoci za pomocą
wirujących szczotek zwilżanych wodą przez natrysk. Skóra przesuwana jest przenośnikiem
taśmowym pod obracającymi się mokrymi szczotkami. Zwilżona skóra musi odleżeć kilka godzin
w celu wyrównania wilgoci w całej objętości.
Najnowocześniejszą metodą jest nawilżanie termo-dyfuzyjne skór na nawilżarkach
przelotowych. Zasadą pracy maszyny jest szybkie podgrzanie skóry przesuwającej się za pomocą
przenośników taśmowych po walcach nagrzanych do temperatury około 120
0
C a następnie
zanurzanej w wodzie o dużo niższej temperaturze. W czasie przejścia skóry przez wodę , następuje
dyfuzja wody do skóry w ilości niezbędnej do jej równomiernego zwilżenia.
Tradycyjne metody nawilżania stosuje się przy skórach spodowych i technicznych garbowania
roślinnego. W tym wypadku nawilżanie odbywa się przez ręczne nacieranie powierzchni lica skór lub
przez natryskiwanie pistoletem na przenośniku drążkowym. Nawilżenie ma jednocześnie na celu
zmiękczenie i natłuszczenie suchego i z natury kruchego, łamliwego lica wypełnionego dużymi
cząsteczkami garbnika roślinnego i syntanowego. Dlatego ośrodkiem nawilżającym jest wodna
emulsja środków natłuszczających.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to są właściwości higroskopijne skór?
2. Czy potrafisz scharakteryzować skórę po procesie suszenia?
3. W jakim celu prowadzi się nawilżanie skór?
4. Jakie znaczenie ma równomierne nawilżenie skór w całej objętości?
5. Co to jest klimatyzowanie skór?
6. Jakie znasz sposoby nawilżania skór?
7. Co to jest nawilżanie termo-dyfuzyjne?
8. Jaki jest cel nawilżania skór spodowych garbowania roślinnego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.2.3. Ćwiczenia
Ćwiczenie 1
Na podstawie organoleptycznego badania, scharakteryzuj i porównaj półfabrykaty skór:
a) po procesie suszenia skór,
b) po operacji nawilżania tych samych skór.
Wyniki zapisz w dzienniczku praktyk dodając swoje spostrzeżenia i wnioski.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem nauczania tej jednostki modułowej,
2) zbadać organoleptycznie skóry po procesie suszenia określając:
−
wygląd skór,
−
odczucie na dotyk,
−
zachowanie się skóry podczas zginania,
−
zachowanie się skóry po naniesieniu kropli wody na powierzchnię lica,
3) wykonać operację nawilżenia skór,
4) zbadać organoleptycznie skóry po operacji nawilżania określając:
−
wygląd skór,
−
odczucie na dotyk,
−
zachowanie się skóry podczas zginania,
5) zapisać wyniki badań w dzienniczku praktyk,
−
zapisy wykonaj w tabelce co ułatwi sposób porównania wyników badań,
6) przedstawić swoje spostrzeżenia i wnioski w dyskusji. Porównaj wyniki badań z wynikami
ćwiczenia 2 z poprzedniej części materiału nauczania.
Uwaga: Pamiętaj o zachowaniu zasad i przepisów dotyczących bezpiecznej pracy, stosuj właściwą
odzież ochronną.
Wyposażenie stanowiska pracy:
–
skóry w półfabrykacie po procesie suszenia,
–
dzienniczek praktyk,
–
przybory do pisania.
Ćwiczenie 2
Określ zawartość wilgoci w skórze po procesie suszenia i po operacji nawilżania. W badaniu
zastosuj metodę wagową.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z normami pobierania próbek ze skór do badań laboratoryjnych w oznaczeniach
fizycznych skór i półfabrykatów skórzanych, oraz z normami badania wilgotności skór metodą
wagową,
2) pobrać próbki z trzech różnych skór z danej partii produkcyjnej po procesie suszenia,
−
skóry oznaczyć numerami próbek,
−
wybrać na skórach miejsca pobrania próbek zgodnie z normami,
−
ostrym nożem wykroić próbki ze skór,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
3) wykonać badanie i oznaczyć wilgotność skór zgodnie z obowiązującą normą czynnościową
i instrukcjami nauczyciela, wyniki zapisać w dzienniczku,
−
przygotować naczyńka wagowe i oznaczyć numerami próbek,
−
rozdrobnić próbki skór i wykonać naważki na wadze laboratoryjnej zapisując wyniki ważeń,
−
odparować całkowicie wilgoć ze skór w suszarce laboratoryjnej,
−
zważyć próbki po odparowaniu wilgoci i zapisać wyniki ważeń,
−
obliczyć procentową zawartość wilgoci w każdej próbce,
−
wyniki zapisać w dzienniczku i obliczyć wynik średni,
4) pobrać próbki z tych samych skór po procesie nawilżania postępując jak poprzednio
i korzystając z oznaczeń numerów próbek,
5) wykonać oznaczenie wilgotności po procesie nawilżenia skór, postępując podobnie jak przy
oznaczeniu wilgotności skór po suszeniu, w dzienniczku zapisując wyniki i obliczyć procentową
zawartość wilgoci skór,
6) na podstawie otrzymanych wyników badań i wniosków z poprzedniego ćwiczenia, omów cel
i zadania operacji nawilżania skór.
Uwaga: Pamiętaj o zachowaniu zasad i przepisów dotyczących bezpiecznej pracy, stosuj właściwą
odzież ochronną.
Wyposażenie stanowiska pracy:
−
normy przedmiotowe i czynnościowe wykonywania badań fizycznych skór,
−
skóry po procesie suszenia,
−
skóry po operacji nawilżania,
−
suszarka laboratoryjna,
−
ostry nóż i deska do rozdrobnienia próbek skór,
−
naczyńka wagowe,
−
waga laboratoryjna,
−
dzienniczek praktyki.
Ćwiczenie 3
Uzupełnij schemat procesów technologicznych przygotowania skór miękkich do wykończania
właściwego, który wykonałeś w ćwiczeniu 3 części 4.1., materiału nauczania tej jednostki
modułowej. W uzupełnieniu, wstaw informacje dotyczące operacji nawilżania skór:
−
cel i zadania,
−
używane techniki i metody,
−
stosowane maszyny i urządzenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem nauczania tej części jednostki modułowej oraz dokumentacją
technologiczną wyprawy skór obowiązującą w warsztatach szkolnych lub w zakładzie
garbarskim,
2) wypisać w dzienniczku żądane w zadaniu informacje,
3) dorysować rozgałęzienia blokowe i uzupełnić dodatkowe informacje.
Wyposażenie stanowiska pracy:
−
instrukcja technologiczna wyprawy skór,
−
przybory kreślarskie,
−
plansza z ćwiczenia 3 z materiału nauczania 4.1.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić co to jest higroskopijność skór?
2) wyjaśnić cel nawilżania skór?
3) scharakteryzować środki i podstawowe techniki nawilżania skór?
4) nazwać i scharakteryzować urządzenia stosowane do nawilżania skór?
5) skontrolować proces nawilżania skór?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4.3. Zmiękczanie tkanki skórnej
4.3.1. Materiał nauczania
Produkcja skór gotowych, to obecnie przetwarzanie surowca skórzanego prawie
w dziewięćdziesięciu procentach na skóry tak zwane miękkie. Do najczęściej produkowanych
asortymentów skór miękkich można zaliczyć: różne rodzaje skór na cholewki do obuwia, skóry
odzieżowe, skóry galanteryjne lekkie, skóry rękawiczkowe, oraz skóry tapicerskie meblowe. Skóry
te, oprócz cech charakterystycznych dla danego asortymentu wynikających z różnego ich
zastosowania w wyrobach skórzanych, posiadają cechę wspólną: są miękkie i pulchne, a także
bardziej lub mniej ciągliwe. Aby wyprodukować takie skóry, należy dobrać odpowiedni surowiec
i dostosować wszystkie procesy technologiczne od pierwszych przygotowujących do garbowania,
a następnie do garbowania właściwego i dogarbowania wybranymi garbnikami i wypełniaczami, aż
po specjalnie dobrane parametry suszenia oraz operacje mechanicznego zmiękczania tkanki skórnej.
W trakcie dotychczasowej nauki miałeś okazję zapoznać się z wymienionymi procesami
technologicznej obróbki skór, oraz nabyłeś umiejętność rozpoznawania właściwości i cech
charakterystycznych dla różnych rodzajów skór na różnych etapach produkcji. Poznałeś więc, że
wszystkie skóry w procesie suszenia, zatracają swoje charakterystyczne dla tego naturalnego
surowca właściwości, które organoleptycznie sprawdzamy wstępnie za pomocą tak zwanego
skórzanego chwytu. Po suszeniu skóry stają się sztywne, mało odporne na zginanie, są płaskie
i szorstkie w dotyku. W żadnym razie nie nadają się w takim stanie do przetwórstwa na wyroby
skórzane. Należy przywrócić skórom miękkość i elastyczność, pulchność i ciągliwość. Operacją
spełniającą to zadanie jest mechaniczne zmiękczanie tkanki skórnej. Oprócz podwyższenia
miękkości, operacja zmiękczania modyfikuje właściwości fizyko-mechaniczne skóry, zwiększa jej
powierzchnię i podatność na rozciąganie. Właściwość ta jest istotna dla użytkownika skóry
w wyrobie gotowym, na przykład w obuwiu podczas zginania przyszwy cholewki, a jeszcze bardziej
w odzieży skórzanej czy rękawiczkach. Zmiękczanie wpływa także na procesy wykończania
właściwego skór rozluźniając strukturę powierzchni lica tak zwane „otwarcie lica”. Ułatwia to
przyjmowanie apretur wykończalniczych, lepsze ich zakotwiczanie i trwalsze wiązanie ze skórą.
Mechanizm zmiękczania tkanki skórnej polega na wielokrotnym zginaniu, ściskaniu
i rozciąganiu skóry w różnych kierunkach. W praktyce może to polegać na:
−
wielokrotnym zginaniu i rozprostowywaniu skóry,
−
rozciąganiu skóry poprzez przeciąganie jej na ostrzu tępego noża,
−
zagięcie skóry o kąt 180
0
i przesuwanie tego zagięcia wzdłuż całej powierzchni lica lub mizdry –
metoda w technologii garbarskiej znana jako groszkowanie skór,
−
obracanie skór bez kąpieli w bębnie garbarskim, tak zwane międlenie skór.
W praktyce produkcyjnej sposoby te zostały wykorzystane i zastosowane w maszynach
i urządzeniach do międlenia skór.
Najprostszym urządzeniem do zmiękczania skór jest tak zwany międlak. Obróbka skór polega
na ręcznym rozciąganiu i międleniu tkanki skórnej. Służy do obróbki szlachetnych skór przy których
istnieje obawa uszkodzenia przy zmiękczaniu maszynowym.
W małych zakładach garbarskich do zmiękczania skór stosowane są zmiękczarki bębnowe.
Zasada pracy polega na ręcznym dociskaniu skóry do krótkich, tępych o zaokrąglonych brzegach
noży umieszczonych na obwodzie bębna o dużej średnicy. Noże na bębnie osadzone są skośnie na
przemian raz w lewo, raz w prawo. Bęben ułożyskowany jest na wale i posiada możliwość zmiany
prędkości obrotów. Zwiększa to lub zmniejsza siłę rozciągania skór dociskanych ręcznie do noży.
Praca na tej maszynie jest bardzo niebezpieczna mimo stosowania osłon zabezpieczających
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
i grubych, skórzanych rękawic. Odmianą zmiękczarek bębnowych są stosowane do skór
futerkowych rozbijaczki odgórne.
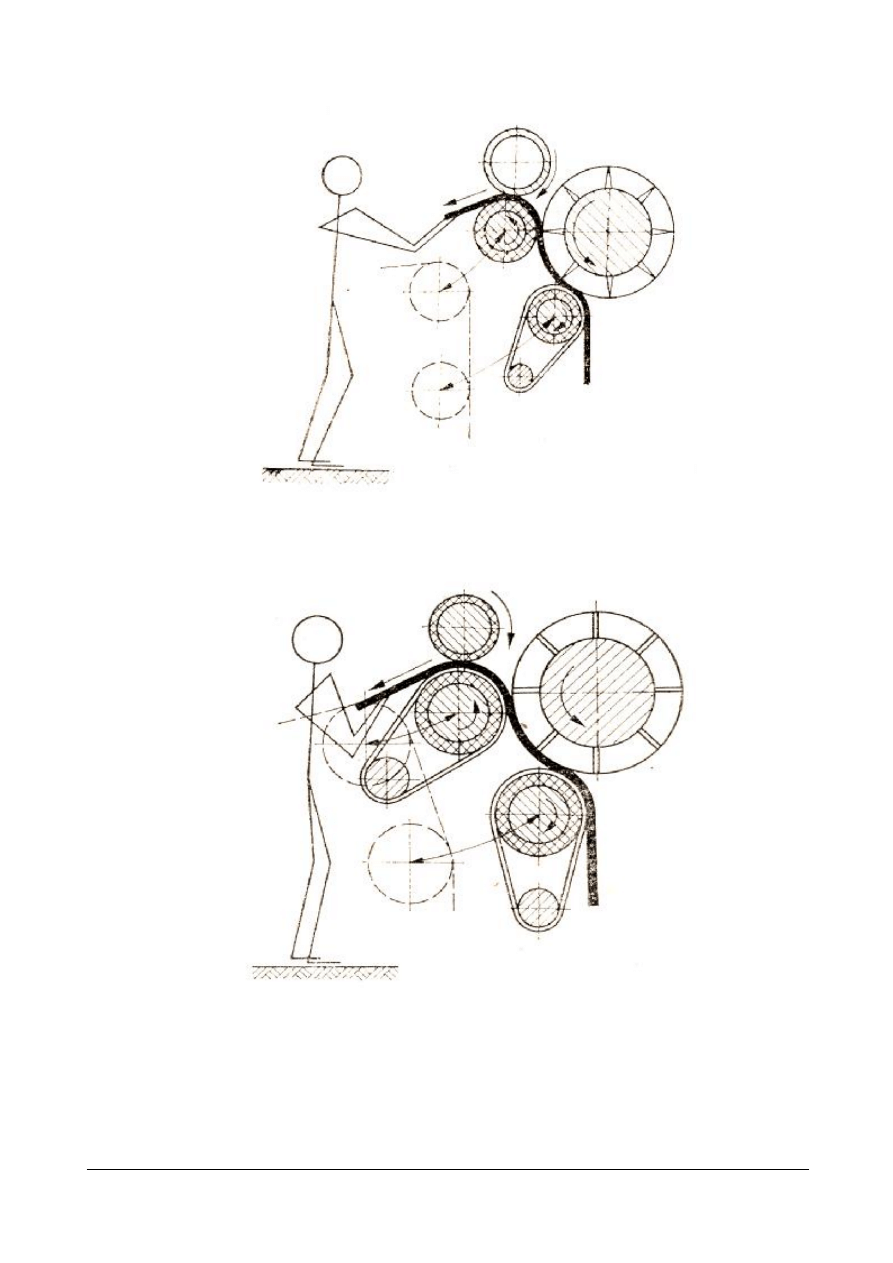
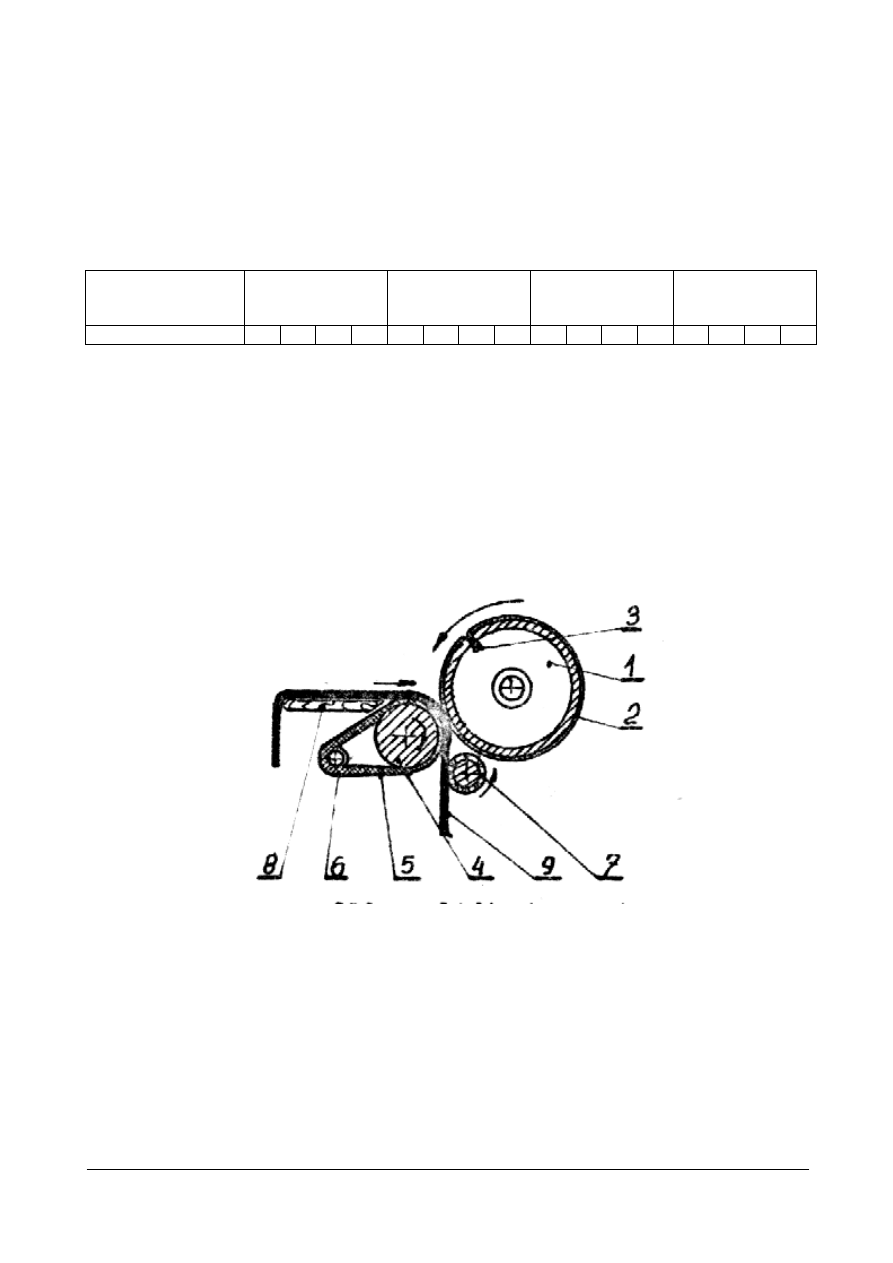
Do niedawna najpopularniejszą maszyną do zmiękczania skór była zmiękczarka szczękowa
ramienna. Zasada pracy polega na przeciąganiu po skórze zaokrąglonych krawędzi wąskich,
stalowych noży stanowiących brzegi szczęki mechanizmu roboczego. Skóra z jednej strony
zakleszczona jest w stałym uchwycie, a w części obrabianej dociskana jest do noży szczęki
gumowym wałkiem. Szczęka zamontowana jest na dolnym, a wałek na górnym, ruchomych
ramionach maszyny poruszanych poziomym ruchem posuwisto-zwrotnym. Wałek posiada
regulowaną siłę docisku do stalowych szczęk w zależności od rodzaju obrabianej skóry. Ramię
robocze z gumowym wałkiem połączone jest z kołem zamachowym mechanizmem mimośrodowym.
Dzięki temu następuje okresowe „otwieranie” docisku wałka do szczęk. W tym czasie skóra
podawana jest lub przesuwana pod mechanizm roboczy maszyny.
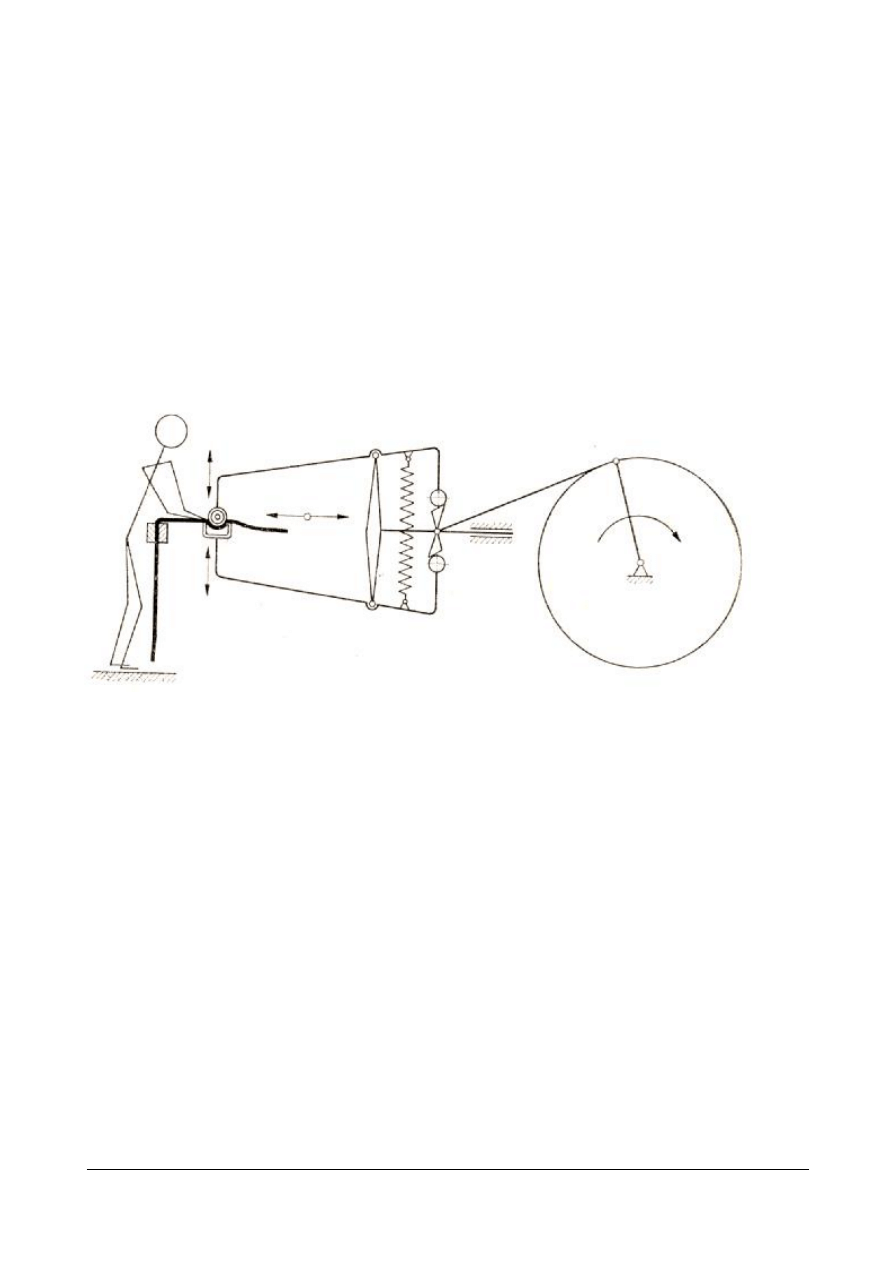
Rys. 1 Schemat działania zmiękczarki szczękowej ramiennej[1,str.315]
Taka konstrukcja zmiękczarki umożliwia zmiękczanie poszczególnych części skóry przez
wielokrotne działanie elementów roboczych i szybką zmianę intensywności działania sił. Maszyna
stosowana jest głównie do zmiękczania skór wierzchnich obuwiowych z surowca bydlęcego.
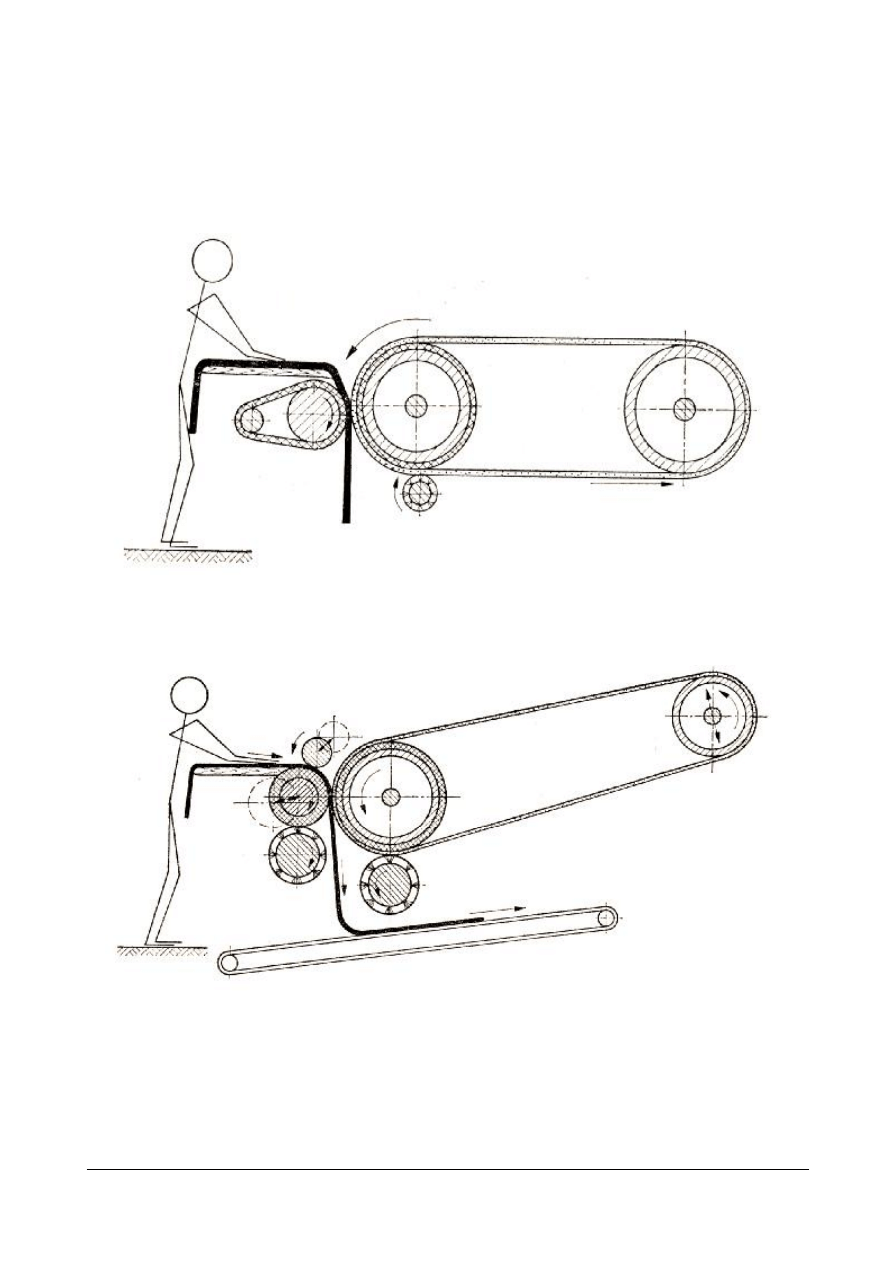
Nowszymi maszynami do zmiękczania skór wierzchnich obuwiowych są zmiękczarki walcowe.
Ze względu na budowę i zasadę działania maszyny te należą do grupy nieprzelotowych, walcowych
maszyn garbarskich. Skóra zmiękczana jest nożami spiralnymi ułożonymi na wale roboczym
o lewym i prawym kierunku zwojów schodzących się w środku wału. Dla zwiększenia efektywności
zmiękczenia skóry, ostrza noży są sfałdowane. Dzięki temu zmiękczanie następuje w różnych
kierunkach. Zmiękczanie odbywa się na wałkach dociskowych powleczonych gumą i opasanych
skórzanymi manszonami. Wałek dociskowy dolny obraca się w kierunku przeciwnym do podawanej
skóry, a wałek dociskowy górny współdziała z wałkiem transportowym który wyciąga skórę
z maszyny. W przestrzeni opasania wału nożowego przez obrabianą skórę następuje jej rozciąganie
poprzez mechaniczne rozprostowywanie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Rys. 2 Schemat działania zmiękczarki walcowej typu „Surflex”[1,str.316]
Rys. 3 Schemat działania zmiękczarki walcowej „Lunetteuse-0” [1,str. 316]
Wadą pracy zmiękczarek walcowych jest ich równomierna intensywność oddziaływania na skórę
na całej powierzchni bez względy na strukturę w układzie topograficznym zwartości tkanki.
Najnowszym typem maszyn zmiękczających skóry są wibracyjne zmiękczarki przelotowe.
Obrabiana skóra przesuwa się wraz z elastycznymi taśmami transportera i poddawana jest
wielokrotnie i na całej powierzchni oddziaływaniu ugniatającemu i rozprostowującemu metalowych
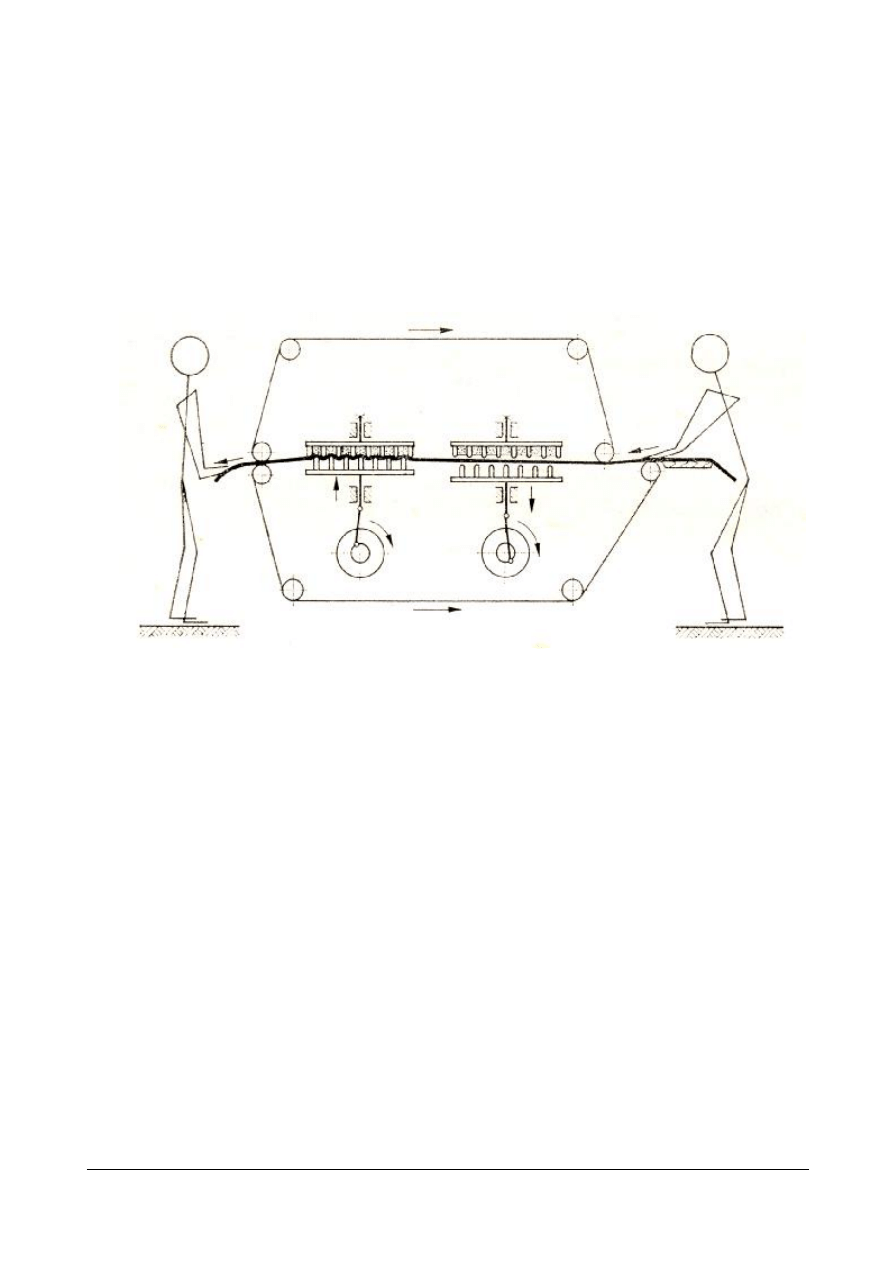
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
kołków. Kołki umieszczone są na segmentach płyt dolnych i górnych mechanizmów roboczych
maszyny. Górne płyty są nieruchome, a dolne poruszane mechanizmem mimośrodowym pionowo w
górę i w dół, co powoduje ugniatanie skóry kołkowymi bolcami. Ustawienie płyt jest tak
dopasowane aby kołki wchodziły między siebie. Głębokość zachodzenia kołków jest regulowana
w zależności od żądanej intensywności zmiękczania skór. Oddziaływanie kołków na skórę odbywa
się poprzez elastyczne taśmy przenośnika co zabezpiecza je przed uszkodzeniami lica,
pofałdowaniami i zagięciami. Elastyczne taśmy przenośnikowe zapewniają równe rozłożenie
i podawanie skóry pod część roboczą zmiękczarki.
Rys. 4 Schemat działania zmiękczarki wibracyjnej typu „Mollissa” [1,str. 316]
Przy niektórych rodzajach skór na przykład rękawiczkowych, odzieżowych lub welurowych
wymagane jest bardzo intensywne i równomierne spulchnianie tkanki skórnej. W tym wypadku
najlepszą metodą jest międlenie skór przez obracanie w bębnach garbarskich bez kąpieli. Aby
zwiększyć efekt międlenia stosuje się duży wsad skór do bębna lub razem ze skórami wrzuca się
gumowe kule. Podczas międlenia skór w bębnie uzyskuje się także podkreślenie naturalnego
uziarnienia lica. Obecnie metoda ta stosowana jest również dla skór delikatnych na cholewki obuwia
ale szczególnie zalecana do skór odzieżowych w końcowej fazie wykończania skór.
Poprawienie wyglądu faktury lica można osiągnąć podczas zmiękczania skór na maszynie
zwanej groszkownicą. Groszkowanie stosowane jest do skór pokrytych już powłoką
wykończeniową w celu wytworzenia na jej powierzchni charakterystycznych załamań tak zwanego
groszku. Podczas groszkowania skóra układana jest na stole roboczym i wraz z nim podsuwana pod
zespół roboczych walców lub płyt. Obroty walców lub przesuw płyt po skórze, powoduje
podwinięcie skóry pod stół roboczy o 180
0
i przesuwanie jej powrotne, wywołując jednocześnie
zmiękczanie tkanki. Jeśli skóry ułożymy licem do blatu stołu, uzyskamy efekt groszkowania lica
skór. Metoda ta obecnie rzadko stosowana ze względu na długi czas operacji oraz możliwość
mechanicznego uszkodzenia skór. Mechaniczne groszkowanie zastąpiono chemicznym przy użyciu
specjalnych środków wykończalniczych nadających licu skóry żądany efekt.
Po procesie zmiękczania, właściwości mechaniczne skór powinny być we wszystkich jej
miejscach topograficznych jednakowe. Wymaga to intensywniejszej obróbki w miejscach bardziej
zwartych, jak na przykład w kruponie, a mniej intensywnego zmiękczania w miejscach luźniejszych i
bardziej miękkich.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki jest cel zmiękczania skór po procesie suszenia?
2. Jakie są sposoby zmiękczania tkanki skórnej?
3. Na czym polega ręczne zmiękczanie skór?
4. Jakie znasz maszyny i urządzenia do zmiękczania mechanicznego skór?
5. Czym charakteryzują się części robocze maszyn do mechanicznego zmiękczania skór?
6. Na czym polega praca szczękowej zmiękczarki do skór?
7. Na czym polega zmiękczanie skór na zmiękczarkach walcowych?
8. Na czym polega zmiękczanie skór na zmiękczarkach wibracyjnych?
9. Co to jest groszkowanie skór?
10. Co to jest międlenie skór w bębnie obrotowym?
4.3.3. Ćwiczenia
Ćwiczenie 1
Wykonaj operację mechanicznego zmiękczania próbek skór:
a) zaraz po procesie suszenia,
b) po suszeniu i nawilżeniu.
Zastosuj się do wskazówek nauczyciela. Zapisz swoje wnioski i spostrzeżenia w dzienniczku
praktyki. Weź udział w dyskusji.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem nauczania tej części jednostki modułowej,
2) zastosować się do poleceń i wskazówek nauczyciela,
3) przydzielone skóry lub próbki skór po suszeniu poddać zmiękczaniu,
4) wynik pracy i wnioski zanotować w dzienniczku,
5) przydzielone skóry po suszeniu i nawilżeniu poddać zmiękczaniu,
6) wynik pracy i wnioski zanotować w dzienniczku,
7) wziąć udział w dyskusji, przedstawić swoje wnioski i spostrzeżenia.
Uwaga: Pamiętaj o regulaminie i zasadach bezpiecznej pracy. Stosuj właściwą odzież ochronną.
Wyposażenie stanowiska pracy:
−
skóry po procesie suszenia,
−
skóry po procesie suszenia i nawilżenia,
−
boczki garbarskie do układania skór,
−
urządzenie do mechanicznego zmiękczania skór,
−
dzienniczek praktyk, przybory do pisania.
Ćwiczenie 2
Uzupełnij schemat procesów technologicznych przygotowania skór miękkich do wykończania
właściwego, który wykonałeś w ćwiczeniu 3 części 4.1., materiału nauczania tej jednostki
modułowej. W uzupełnieniu, wstaw informacje dotyczące operacji zmiękczania skór:
−
cel i zadania,
−
używane techniki i metody,
−
stosowane maszyny i urządzenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem nauczania tej części jednostki modułowej oraz dokumentacją
technologiczną wyprawy skór obowiązującą w warsztatach szkolnych lub w zakładzie
garbarskim,
2) wypisać w dzienniczku żądane w zadaniu informacje,
3) dorysować rozgałęzienia blokowe i uzupełnić dodatkowe informacje.
Wyposażenie stanowiska pracy:
−
instrukcja technologiczna wyprawy skór,
−
przybory kreślarskie,
−
plansza z ćwiczenia 3 z materiału nauczania 4.1.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić cel zmiękczania skór?
2) wyjaśnić mechanizm zmiękczania skór?
3) scharakteryzować techniki zmiękczania skór?
4) nazwać i scharakteryzować urządzenia i maszyny stosowane do zmiękczania
skór?
5) skontrolować proces zmiękczania skór?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.4. Przygotowanie powierzchni skór do wykończania właściwego
4.4.1. Materiał nauczania
Procesy końcowego, właściwego wykończania wymagają aby powierzchnia użytkowa skór była
o możliwie wyrównanej strukturze i odpowiednio przygotowana pod względem fizycznym. Polega
to na:
−
wyrównaniu obrzeży skór,
−
wygładzeniu i wyrównaniu powierzchni skór,
−
przygotowaniu powierzchni użytkowej, aby miała zdolność mocnego wiązania nakładanych na
skórę apretur i powłok wykończalniczych, bez zatracenia charakterystycznych właściwości
mechaniczno-fizycznych dla skór z uwzględnieniem właściwości produkowanego asortymentu.
Wyrównanie obrzeży skór – polega na obcięciu ostrym nożem nierównych, postrzępionych,
naderwanych i porozrywanych podczas poprzednich obróbek mechanicznych brzegów skóry.
Czynność ta ma na celu nie tylko poprawienie wyglądu estetycznego skór wyprawionych, lecz także
warunkuje prawidłowe wykonanie innych operacji mechanicznych, przede wszystkim przy
zastosowaniu nowoczesnych maszyn i agregatów wykończalniczych.
Operacje wyrównania i wygładzenia powierzchni skór – wykonuje się maszynowo,
a zastosowanie odpowiedniej techniki zależy od przeznaczenia asortymentowego skór, etapu
produkcji i wyposażenia technicznego zakładu.
Najprostszym sposobem wyrównania i wygładzenia powierzchni skór miękkich jest prasowanie.
Operację tą stosuje się do skór wyprawianych z licem naturalnym, poprawionym lub sztucznym.
Podstawowym umiejscowieniem operacji prasowania skór jest końcowy etap wykończania
właściwego podczas naprowadzania i utrwalania powłok i apretur kryjących. Dlatego z prasowaniem
skór będziesz mógł się dokładnie zapoznać realizując materiał nauczania kolejnej jednostki
modułowej – 744[03].Z2.04 „Wykończanie właściwe skór”. W etapie przygotowania skór do
wykończania właściwego, prasowanie powinno wygładzić nierówności lica skóry, zagęścić je
i umocnić oraz nadać estetyczny wygląd i równą powierzchnię. Można to uzyskać przez odpowiedni
dobór ciśnienia i czasu oddziaływania płyty prasującej na skórę. Ciśnienie powoduje wyprostowanie
i wyrównanie prasowanego materiału, poprawę gładkości jego powierzchni oraz zagęszczenie tkanki
struktury włóknistej skóry i zmniejszenie jej grubości. Czas działania nacisku płyty pozwala na
utrwalenie wywołanych zmian. Dobór parametrów ciśnienia i czasu uzależniony jest od rodzaju skór,
ich grubości, sposobu dotychczasowych obróbek technologicznych i rodzaju przewidywanego
wykończenia.
Z inną techniką wyrównywania powierzchni skór miękkich zapoznałeś się już podczas realizacji
materiału nauczania jednostki modułowej 744[03]. Z2.02 „Organizowanie i prowadzenie procesu
suszenia skór”. Poznałeś metody suszenia skór miękkich techniką próżniową i techniką naklejania
skór na płyty. Podczas suszenia skór tymi metodami następuje jednocześnie ich rozprostowanie
i wygładzenie
powierzchni
w
stopniu
wystarczającym
do
prowadzenia
obróbek
i procesów wykończania właściwego.
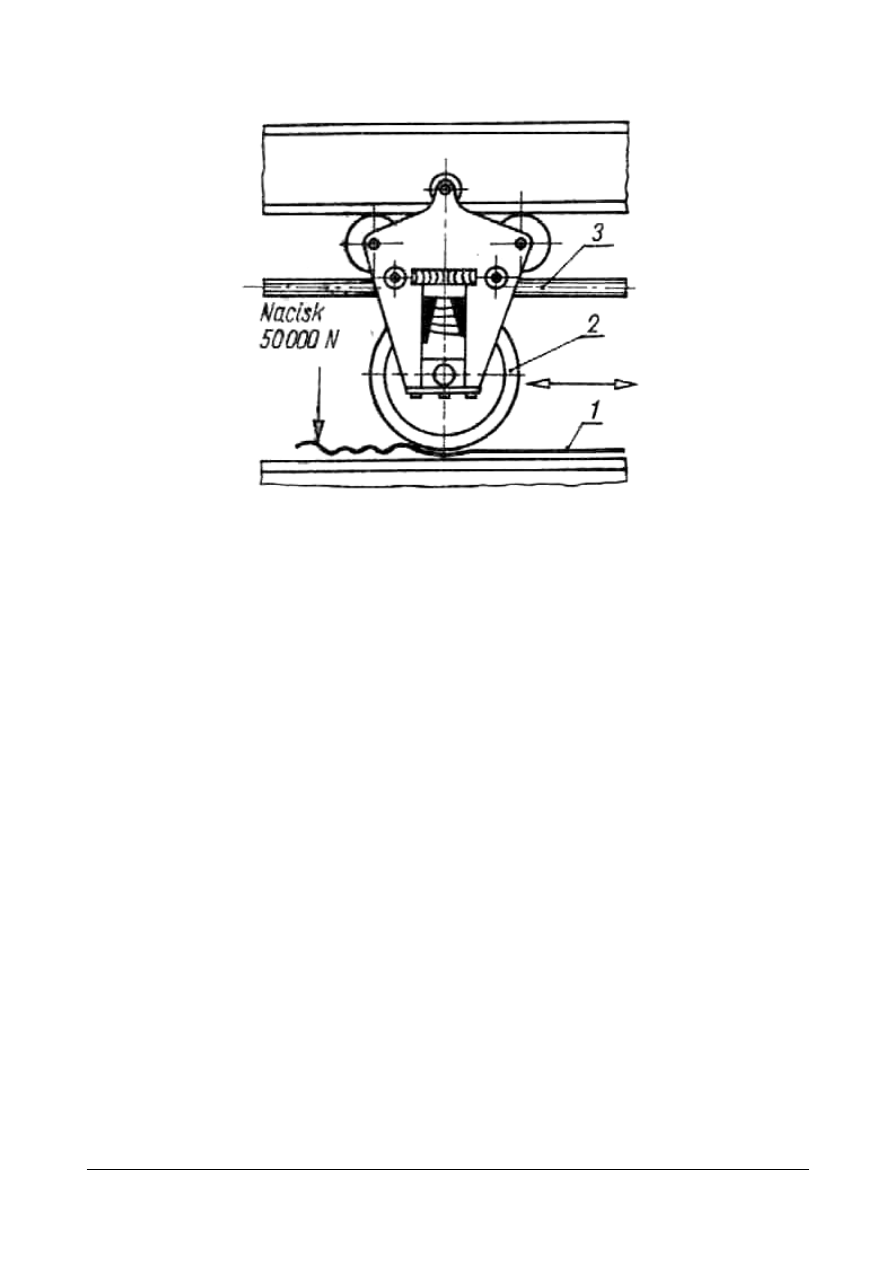
Do wyrównania powierzchni skór tak zwanych twardych, na przykład spodowych,
podpodeszwowych lub technicznych stosuje się operację walcowania. Podczas operacji walcowania
skóry ugniatane są przy pomocy wąskiej i ciężkiej rolki o dużej średnicy wykonanej z utwardzonego
staliwa. Powierzchnia rolki jest szlifowana i polerowana. Rolka ułożyskowana jest na wózku
i przemieszcza się za pomocą śruby przesuwnej po stalowym moście na którym układa się obrabiane
skóry. Po rozwalcowaniu jednego pasma, należy skórę przesunąć o szerokość rolki i tak aż do
całkowitego rozwalcowania skóry.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Rys. 5 Schemat działania walcarki do skór twardych [6,str. 178]
1 - obrabiana skóra,
2 – walec ugniatający,
3 – śruba przesuwna walca.
Dzięki walcowaniu uzyskuje się: obustronne wygładzenie powierzchni i ładny połysk lica skór,
zmniejszenie grubości i zwiększenie powierzchni skór, zwiększenie odporności skór na ścieranie.
Szlifowanie skór – jako wyrównanie i oczyszczenie powierzchni nieużytkowej jest warunkiem
prawidłowej obróbki powierzchni użytkowej skór. Przeważnie powierzchnią nieużytkową skór
miękkich jest strona mizdrowa. Mizdra skór posiada na całej powierzchni podcięte włókna skórne.
Podcięcia te powstają podczas mechanicznych operacji odmięśniania, dwojenia i strugania skór.
W miejscach topograficznych skóry, z natury grubych i luźnych takich jak karki, boki, a szczególnie
pachwiny, podcięte włókna skórne są zbyt grube i długie stwarzając mało estetyczny i ordynarny
wygląd. Skóry zatracają skórzany chwyt, a ich obróbka w końcowym stadium wykończania jest
bardzo utrudniona i niekiedy przebiega nieprawidłowo. Czysta mizdra o równo podciętym włóknie
wymagana jest szczególnie przy skórach rękawiczkowych, odzieżowych, galanteryjnych,
introligatorskich oraz na wierzchy obuwia bezpodszewkowego. Oczyszczenia strony mizdrowej
dokonujemy poddając mizdrę skór operacji szlifowania.
Istotniejsze jednak znaczenie ma szlifowanie warstwy licowej skór. Operację szlifowania stosuje
się do skór przeznaczonych na skóry z poprawionym lub sztucznym licem. Głównym celem
szlifowania tych skór jest usunięcie wad i uszkodzeń lica a jednocześnie równomierne
jego„otwarcie” na całej powierzchni w celu zwiększenia chłonności i przyczepności nakładanych na
skórę powłok i apretur wykończalniczych. Szczególne znaczenie ma szlifowanie skór
przeznaczonych do produkcji nubuków. Ten rodzaj skór otrzymujemy z surowca nie wykazującego
uszkodzeń warstwy licowej. Celem więc szlifowania jest uzyskanie krótko i równomiernie
podciętego lica na całej powierzchni skór, w dotyku wykazującego przyjemne odczucie skórzanego,
delikatnego meszku.
Operację szlifowania wykonuje się na maszynach zwanych szlifierkami. Są to maszyny walcowe
z
walcem
owiniętym
taśmą
papieru
ściernego. Papier jest materiałem ściernym
o odpowiedniej granulacji dobieranej do uzyskania zakładanych efektów szlifowania skór. Granulacja
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
papieru ściernego podawana jest w formie liczbowej przyjętej w skali międzynarodowej i wyraża
liczbę ziaren materiału ściernego w jednym calu kwadratowym, to jest na powierzchni kwadratu
o boku około 2,5 cm. W przemyśle garbarskim do wstępnego szlifowania używany jest papier
gruboziarnisty oznaczony liczbami 100 do 180. Do oszlifowania końcowego, wykończalniczego
stosuje się papier o numerze 380 do 400.
Tabela 1. charakterystyka papieru ściernego [6,str. 140]
Rodzaj ziarna
ściernego
grube
średnie
drobne
bardzo drobne
Numeracja papieru
24
36
50
70
80
100
120
150
180
220
240
280
320
400
500
600
Ze względu na rozwiązania techniczne w garbarstwie mają zastosowanie różne typy szlifierek.
Najczęściej rozróżnia się szlifierki w zależności od szerokości walca roboczego na:
−
szlifierki wąskie – obrabiające skórę w ograniczonym pasie,
−
szlifierki obrabiające całą powierzchnię skóry i są to przeważnie maszyny przelotowe.
Zasada pracy maszyn jest taka sama i polega na wprowadzeniu obrabianej skóry po stole roboczym
pod walec szlifujący. Skóra podawana jest w kierunku obrotów walca roboczego przez wałek
dociskowy z filcowym manszonem. W celu zabezpieczenia zawijaniu się skóry, pod walcem
szlifującym zainstalowana jest obrotowa szczotka.
Rys. 6 Schemat działania szlifierki do skór [2,str.280]
1 – walec szlifujący,
2 – papier ścierny,
3 – zamocowanie papieru ściernego,
4 – wałek dociskowy,
5 – manszon dociskający filcowy,
6 – naprężenie manszonu,
7 – szczotka obrotowa,
8 – stół podający maszyny,
9 – obrabiana skóra.
Sam walec wykonany jest z materiału o dobrej przewodności cieplnej koniecznej do odprowadzania
ciepła powstającego w czasie pracy maszyny. Rozgrzanie wałka roboczego powodowałoby
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
zmiękczanie lepiszcza i odklejanie się materiału ściernego z papieru. Stąd wcześniejsze jego zużycie
oraz sklejanie się powstającego w czasie szlifowania pyłu skórzanego i zakłócanie operacji
szlifowania. Z tego powodu korzystniejsze są szlifierki z bezkońcową taśmą papieru ściernego
opasującą dwa walce aluminiowe.
Rys. 7 Schemat działania szlifierki z taśmą bezkońcową [1, str.317]
Rys. 8 Schemat działania szlifierki przelotowej [1, str. 317]
Walec roboczy w szlifierkach osadzony jest na osi współpracującej z mechanizmem
mimośrodowym powodującym ruch oscylacyjny walca roboczego w kierunku poprzecznym. Ruch
oscylacyjny poprawia jakość szlifowania eliminując powstawanie podłużnych rys na skórze.
Dla różnych rodzajów skór stosuje się różne techniki szlifowania lica lub mizdry przy użyciu
papierów ściernych o różnej numeracji. Poniżej podano kilka przykładów:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
−
wykończanie bukatów bydlęcych z poprawionym licem – słabe oszlifowanie lica papierem 320,
−
skóry lakierowane lakierem poliuretanowym – szlifowanie lica papierem 400,
−
wykończanie skór anilinowych i półanilinowych – polerowanie lica papierem ściernym 600,
−
wykończanie dwoin welurowych odzieżowych – szlifowanie mizdry papierem 200–220,
szlifowanie wykończeniowe strony użytkowej papierem 280 – 320,
−
wykończanie dwoin welurowych na wierzchy obuwia – szlifowanie wstępne papierem 200
i szlifowanie wykończeniowe papierem 280–320,
−
wykończanie bukatów bydlęcych nubuk na wierzchy obuwia – szlifowanie lica papierem
320–400,
−
wykończanie skór podszewkowych szlifowanie wstępne papierem 150–180 i wykończeniowe
220.
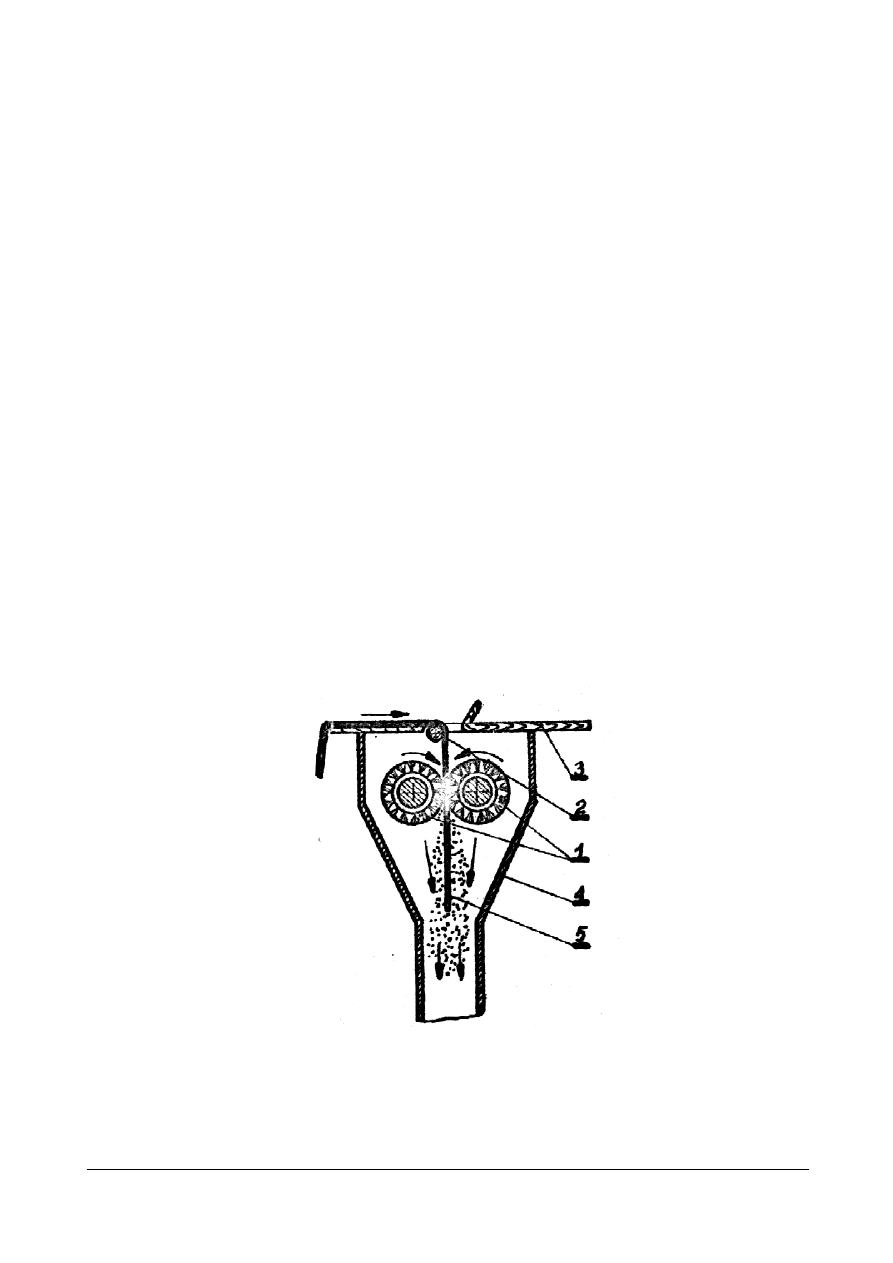
Odpylanie skór. Na skutek podcinania włókien skórnych podczas szlifowania powstaje duże
zapylenie pyłem skórzanym. Pomimo zainstalowanych w szlifierkach szczotek i wentylatorów
odpylających, część pyłu osiada na powierzchni skór i może być przyczyną zakłóceń
w wykończaniu końcowym skór. Przy produkcji skór pokrywanych apreturami i farbami kryjącymi
mogą powstawać kłaczkowate nierówności tak zwanego zapylenia powierzchni lica, co uniemożliwia
uzyskanie gładkiej o odpowiednim połysku powłoki kryjącej na skórze. Zapylenie skór welurowych i
nubukowych powoduje efekt smolenia wyprawionych skór. Wady te znacznie wpływają na obniżenie
jakości i wartości produkowanych skór. Konieczna jest więc dodatkowa operacja odpylenia skór po
szlifowaniu. Przeprowadza się ją maszynowo przy zastosowaniu maszyn odpylarek. W zakładach
garbarskich stosowane są dwa typy odpylarek: odpylarki szczotkowe i odpylarki pneumatyczne.
Odpylarka szczotkowa jest prostą maszyną, której praca polega na zgarnianiu pyłu za pomocą
dwóch szczotek dociskanych do obu powierzchni skór. Szczotki umieszczone są na osiowych
wałkach obracających się w przeciwnych kierunkach za pomocą urządzenia napędowego.
Mechanizm roboczy znajduje się w szczelnej obudowie połączonej z wentylatorem i pochłaniaczem
pyłu.
Rys. 9 Schemat działania odpylarki szczotkowej [2, str.291]
1 – szczotki odpylające,
2 – wałek podający,
3 – stół maszyny,
4 – obudowa maszyny,
5 – obrabiana skóra.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Skórę wprowadza się jedną połową przez wąską szczelinę pomiędzy szczotki odpylarki. Po
odpyleniu jednej połowy skóry, wyjmuje się ją i w ten sam sposób odpyla drugą połowę. Ten typ
maszyny używany jest coraz rzadziej, ponieważ wydajność ani jakość pracy jest niezadowalająca.
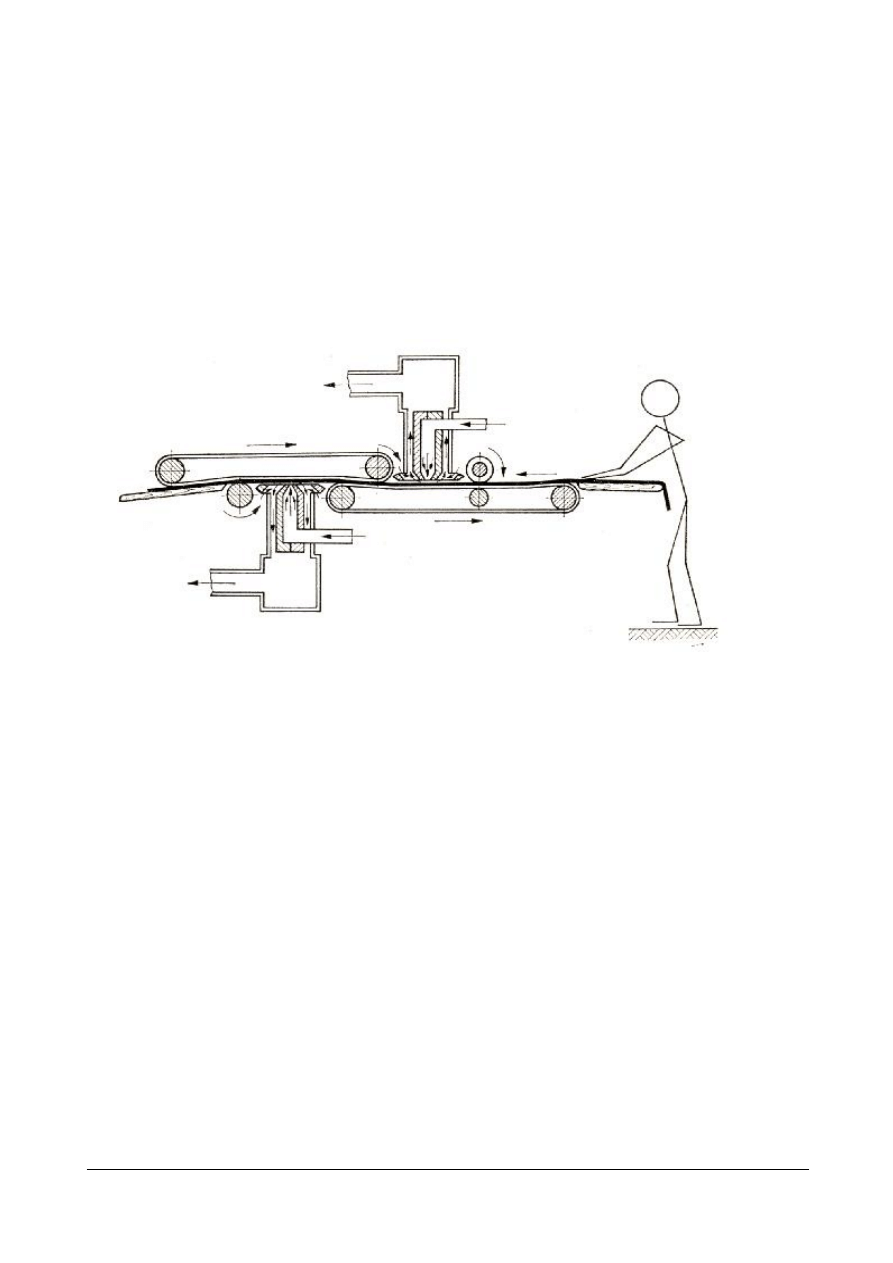
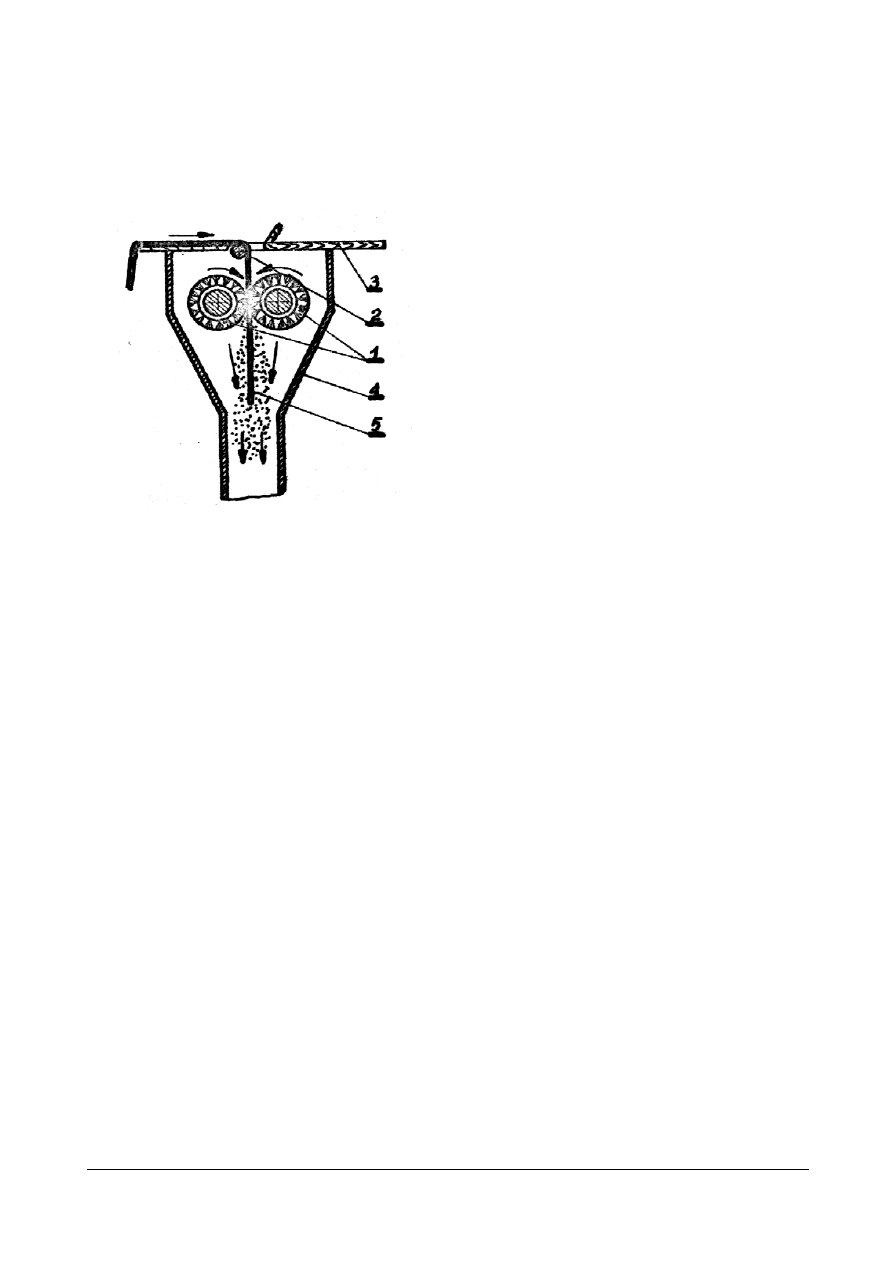
W nowoczesnych garbarniach używane są odpylarki pneumatyczne, które odpylają skórę
sprężonym powietrzem doprowadzanym do oby powierzchni skór. Obrabiane skóry podawane są
pod układ roboczy maszyny za pomocą przenośników taśmowych. Powietrze nadmuchiwane jest
wąskim strumieniem prostopadle na powierzchnię skóry powodując odrywanie się pyłu skórzanego.
Pył ten zassany wąską szczeliną pod ciśnieniem, pochłaniany jest przez pneumatyczną głowicę
i odprowadzany do filtra. Jakość pracy przelotowej odpylarki pneumatycznej jest znacznie wyższa
niż odpylarki szczotkowej. Stopień odpylenia regulowany jest zmianą prędkości podawania skór, lub
przez wielokrotne odpylenie.
Rys. 10 Schemat działania odpylarki pneumatycznej [1,str.320]
Odpylarka pneumatyczna jest konstrukcyjnie stosunkowo prosta, ale dla zapewnienia właściwej
pracy należy:
−
wyregulować wielkość szczeliny ssącej,
−
zapewnić dostateczną ilość sprężonego powietrza,
−
zapewnić odprowadzenie na bieżąco odpylonego pyłu.
W nowoczesnych zakładach garbarskich pneumatyczne, przelotowe maszyny do odpylania skór,
zestawiane są z przelotowymi szlifierkami, tworząc agregat w odcinku linii produkcyjnej.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polega wyrównanie obrzeży skór?
2. Jaki jest cel wyrównywania obrzeży skór?
3. Jaki jest cel wyrównywania i wygładzania powierzchni skór?
4. Jaka jest najprostsza metoda wyrównywania powierzchni skór miękkich?
5. Jakie metody suszenia skór i dlaczego mogą gwarantować wygładzenie i rozprostowanie
powierzchni skór, wystarczające do przeprowadzenia kolejnych operacji wykończania
właściwego?
6. Na czym polega rozprostowanie i wyrównanie powierzchni skór twardych?
7. Co to jest szlifowanie skór?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
8. Jaki cel ma szlifowanie powierzchni nieużytkowej skór?
9. W jakim celu szlifuje się powierzchnię użytkową skór?
10. Do jakich asortymentów skór stosuje się operację szlifowania powierzchni lica, a do jakich
szlifowanie powierzchni mizdry jako powierzchni użytkowych?
11. Jaka jest zasada działania maszyn do szlifowania skór?
12. Co to są szlifierki przelotowe?
13. Co jest materiałem ściernym stosowanym do szlifowania skór?
14. Co to jest granulacja papieru ściernego i jak jest oznaczana?
15. Jakiej granulacji papiery ścierne używane są do szlifowania skór?
16. Co to jest i kiedy powstaje pył skórzany?
17. Jakie znaczenie ma odpylanie skór po szlifowaniu?
18. Jakie są zasady działania maszyn do odpylania skór?
4.4.3. Ćwiczenia
Ćwiczenie 1
Dokonaj dokładnych oględzin półfabrykatów skór w stanie crust. Wskaż te części skóry, które
należy usunąć wykonując czynność wyrównania obrzeży. Uzasadnij cel wykonywania tej czynności.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem nauczania tej jednostki modułowej,
2) rozłożyć na stole sortowniczym skóry wskazane Ci przez nauczyciela do oceny,
3) dokładnie obejrzeć każdą skórę zwracając głównie uwagę na:
−
nierówności obrzeży skór,
−
dziury i rozerwania,
−
zanieczyszczenia mizdry: resztki tkanki przymięsnej, pozostawione wióry strużyn,
4) wskazać i zaznaczyć kredką miejsca które należy usunąć wykonując czynność wyrównania
obrzeży,
5) uzasadnić swoje wnioski i spostrzeżenia,
6) wziąć udział w dyskusji po zakończeniu ćwiczenia i uzasadnić cel wyrównywania obrzeży skór
przed wykończaniem właściwym skór.
Uwaga: pamiętaj o regulaminie i zasadach bezpiecznej pracy. Dobierz i stosuj właściwą odzież
ochronną.
Wyposażenie stanowiska pracy:
−
stół sortowniczy do sortowania skór,
−
boczki garbarskie do układania skór,
−
skóry w półfabrykacie crust,
−
dzienniczek praktyk,
−
kreda do zaznaczania na skórach.
Ćwiczenie 2
Z przedstawionych próbek papierów ściernych, odczytaj granulację materiału ściernego i wskaż
do jakiego rodzaju szlifowania skór można ich użyć.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem nauczania tej jednostki modułowej,
2) obejrzeć przedstawione próbki papierów ściernych i odczytać na odwrocie numerację papieru,
3) wyjaśnić co oznacza odczytana numeracja,
4) wyjaśnić do jakiego rodzaju skór i w którym etapie szlifowania używać przedstawione rodzaje
papieru ściernego.
Wyposażenie stanowiska pracy:
–
katalog z próbkami papierów ściernych o różnych numeracjach.
Ćwiczenie 3
Na podstawie organoleptycznego badania powierzchni użytkowej przedstawionych Ci próbek
różnych skór w półfabrykacie crust, rozpoznaj ich przeznaczenie asortymentowe. Podczas
wykonywania ćwiczenia korzystaj z norm przedmiotowych dotyczących półfabrykatów i skór
gotowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem nauczania tej jednostki modułowej,
2) obejrzeć dokładnie przedstawione Ci próbki skór,
3) wskazać i scharakteryzować powierzchnię użytkową skór,
4) porównać charakterystykę skór z wymaganiami norm przedmiotowych,
5) zakwalifikować skóry do odpowiedniego asortymentu w wyrobie gotowym,
6) wyniki, spostrzeżenia i wnioski zapisać w dzienniczku praktyki.
Wyposażenie stanowiska pracy:
−
katalog próbek półfabrykatów skór różnych asortymentów,
−
normy przedmiotowe półfabrykatów i skór gotowych,
−
dzienniczek praktyki, przybory do pisania.
Ćwiczenie 4
Uzupełnij schemat procesów technologicznych przygotowania skór miękkich do wykończania
właściwego, który wykonałeś w ćwiczeniu 3 części 4.1., materiału nauczania tej jednostki
modułowej. W uzupełnieniu, wstaw informacje dotyczące operacji wyrównania obrzeży, wyrównania
powierzchni skór oraz szlifowania i odpylania skór:
−
cel i zadania,
−
używane techniki i metody,
−
stosowane maszyny i urządzenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem nauczania tej części jednostki modułowej oraz dokumentacją
technologiczną wyprawy skór obowiązującą w warsztatach szkolnych lub w zakładzie
garbarskim,
2) wypisać w dzienniczku żądane w zadaniu informacje,
3) dorysować rozgałęzienia blokowe i uzupełnić dodatkowe informacje.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Wyposażenie stanowiska pracy:
–
instrukcja technologiczna wyprawy skór,
–
przybory kreślarskie,
–
plansza z ćwiczenia 3 z materiału nauczania 4.1.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić cel przygotowania powierzchni użytkowej skór do wykończania
właściwego?
2) wyjaśnić cel wyrównania obrzeży skór?
3) scharakteryzować technikę wykonania operacji wyrównania obrzeży skór?
4) nazwać i scharakteryzować urządzenia i maszyny stosowane do wygładzania
i wyrównania powierzchni skór?
5) wyjaśnić cel wygładzania i wyrównania powierzchni skór?
6) wyjaśnić cel szlifowania skór?
7) scharakteryzować maszyny do szlifowania skór?
8) wyjaśnić cel procesu odpylania skór?
9) scharakteryzować maszyny do odpylania skór?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 20 pytań o różnym stopniu trudności. Są to pytania: otwarte, z luką
i wielokrotnego wyboru.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X lub wpisując prawidłową odpowiedź. W przypadku pomyłki należy błędną odpowiedź
zaznaczyć kółkiem, a następnie ponownie zakreślić odpowiedź prawidłową.
6. Test składa się z dwóch części o różnym stopniu trudności: I część – poziom podstawowy,
II część – poziom ponadpodstawowy.
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie na
później i wróć do niego, gdy zostanie Ci czas wolny.
9. Na rozwiązanie testu masz 90 min.
Powodzenia
ZESTAW ZADAŃ TESTOWYCH
Część I
1. Tkanka skórna po procesie suszenia zawiera około 10% wilgoci. Przy tak niskiej zawartości
wody skóry nie nadają się aby wykonywać na nich operacje………………….. . Dopiero proces
………………………….. podczas którego tkanka skórna nabiera wilgoci w granicach
…………………… umożliwia ich przeprowadzenie.
2. Środkiem stosowanym do nawilżania po suszeniu skór garbowanych chromowo przeznaczonych
na wierzchy obuwia jest:
a) woda,
b) roztwór garbnika,
c) emulsja tłuszczowa,
d) rozpuszczalnik organiczny.
3. Do nawilżania lica skór garbowanych roślinnie stosuje się:
a) roztwór garbnika chromowego,
b) emulsję tłuszczową,
c) rozpuszczalnik organiczny,
d) wodę destylowaną.
4. Pierwszą operacją mechaniczną wykonywaną na skórach po ich nawilżeniu jest:
a) wyżymanie,
b) zmiękczanie,
c) struganie,
d) szlifowanie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
5. Zmiękczanie skór to operacja typu:
a) mechanicznego,
b) chemicznego,
c) termicznego,
d) biologicznego.
6. Obrównanie obrzeży skór to:
a) rozkrój skór wzdłuż linii grzbietu,
b) rozkrój skór po linii karku,
c) obcięcie postrzępionych brzegów skór,
d) odcięcie boków i karku skór,
7. Groszkowanie lica skór to metoda:
a) nawilżania,
b) szlifowania,
c) zmiękczania,
d) wygładzania.
8. Na skutek podcinania włókien skórnych podczas……………………………………. powstaje
duża ilość pyłu skórzanego. Przy wykończaniu skór apreturami i farbami kryjącymi mogą na
powierzchni lica powstawać kłaczkowate nierówności tak zwanego ………………………… .
Uniemożliwia to uzyskanie gładkiej o odpowiednim połysku powłoki kryjącej na skórze.
Konieczna jest więc dodatkowa operacja ………………………. skór po szlifowaniu.
9. Wskaż operację mechanicznego przygotowania skór do wykończania właściwego, którą można
przeprowadzać w bębnie garbarskim:
a) odpylanie,
b) szlifowanie,
c) międlenie,
d) wygładzanie lica.
10. Prasowanie skór służy do:
a) odwadniania skór po nawilżaniu,
b) wyrównania i wygładzania powierzchni skór,
c) odpylania skór po szlifowaniu,
d) zmiękczania skór posuszeniu.
11. Operacja walcowania skór spodowych lub technicznych ma na celu:
a) wyrównanie i wygładzenie powierzchni skór,
b) odpylenie lica skór przed apreturowaniem,
c) zmiękczenie tkanki skórnej,
d) wyciśnięcie nadmiaru wilgoci ze skóry.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Część II
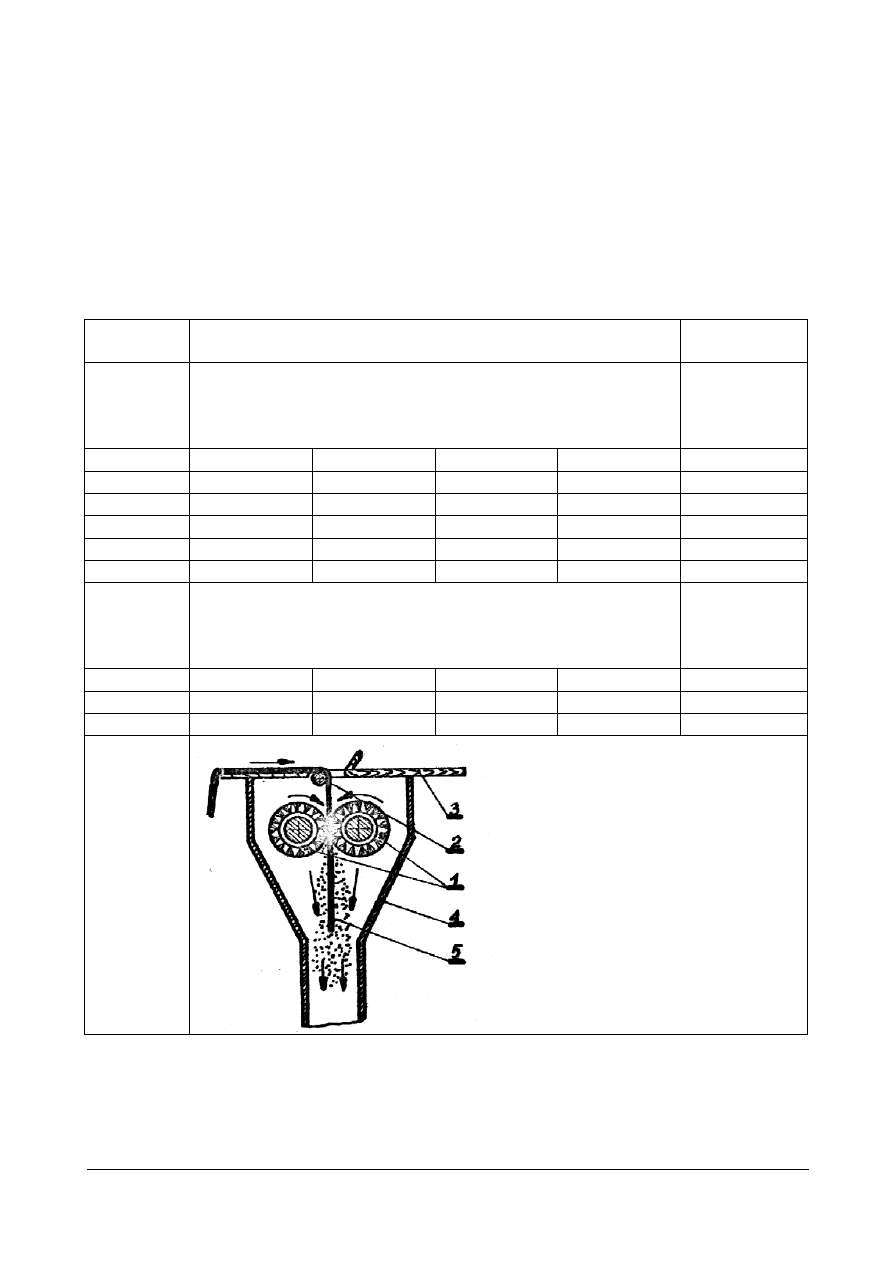
12. Rysunek przedstawia schemat działania odpylarki do skór. Wyjaśnij jaki to typ maszyny i wypisz
co oznaczone jest kolejnymi cyframi:
13. Wyjaśnij co to jest granulacja materiału ściernego stosowanego w papierze do szlifowania skór
i w jaki sposób się ją oznacza.
14. Przy wykończaniu skór na cholewki do obuwia nie stosuje się operacji szlifowania dla skór:
a) welurowych,
b) nubukowych,
c) z naturalnym licem,
d) z licem sztucznym.
15. Uporządkuj podane według numeracji rodzaje papieru ściernego od najdrobniejszego do
najgrubszego: 120, 380, 80, 400.
1) ……….,
2) ……….,
3) ……….,
4) ……… .
16. Wyjaśnij na czym polega różnica wykonywania operacji szlifowania skór na szlifierce
nieprzelotowej i na szlifierce przelotowej.
17. Określenie „ruch wibracyjny” ma zastosowanie do scharakteryzowania pracy:
a) międlarki szczękowej,
b) groszkownicy,
c) zmiękczarki przelotowej „Mollisa”,
d) zmiękczarki walcowej.
18. Szlifowanie powierzchni użytkowej skór przeznaczonych na nubuk polega na:
a) lekkim oszlifowaniu powierzchni lica skór przy użyciu bardzo drobnego papieru ściernego,
b) zeszlifowaniu całkowitym lica skór grubym papierem ściernym,
c) oszlifowaniu mizdry skór grubym papierem ściernym,
d) wygładzeniu lica skór zużytym papierem ściernym.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
19. Podczas obrotów wałka roboczego szlifierki wykonuje on jednocześnie ruch oscylacyjny
w kierunku osiowym. Zabezpiecza to skóry przed:
a) powstawaniem podłużnych rys na szlifowanej powierzchni,
b) wyeliminowaniem miejsc nieoszlifowanych,
c) zawijaniem się skór na wałek roboczy,
d) przecięciem powierzchni szlifowanej skór.
20. Które z metod suszenia powodują wygładzenie powierzchni skór?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Przygotowanie skór do wykończania właściwego
Zakreśl poprawną odpowiedź, wpisz brakujące części zdania, opisz lub wykonaj rysunek
.
Nr
zadania
Odpowiedź
Punkty
1
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
…………………., ………………………., ………………….
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
13
14
a
b
c
d
15
1. ……….,
2. ……….,
3. ……….,
4. ………..
16
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
6. LITERATURA
1. Lasek W. : Wykończalnictwo skór miękkich. WN-T, Warszawa 1984
2. Maleńczak J., Ćujan J.: Maszyny i urządzenia garbarskie. Skrypt uczelniany. WSI, Radom 1981.
3. Michalec T.: Technologia garbarstwa i futrzarstwa – ćwiczenia laboratoryjne. WSI, Radom
skrypt nr 7 1996
4. Persz T.: Materiałoznawstwo dla zasadniczych szkół skórzanych. WSiP, 1997
5. Persz T.: Technologia wyprawy skór cz. I Garbowanie. WSiP, 986
6. Persz T.: Technologia wyprawy skór cz. II Wykończanie. WSiP, 1985
7. Polskie Normy – wybór
8. Praca zbiorowa: Vademecum garbarza. ITE, Radom 1996
9. Praca zbiorowa: Encyklopedia techniki – przemysł lekki”. WNT, Warszawa
Wyszukiwarka
Podobne podstrony:
garbarz skor 744[03] z2 03 n
garbarz skor 744[03] z2 05 u
garbarz skor 744[03] z2 06 n
garbarz skor 744[03] z2 05 n
garbarz skor 744[03] z2 01 n
garbarz skor 744[03] z2 04 n
garbarz skor 744[03] z2 04 u
garbarz skor 744[03] z2 02 n
garbarz skor 744[03] z2 01 u
garbarz skor 744[03] z2 03 n
garbarz skor 744[03] z2 04 n
garbarz skor 744[03] z2 05 u
garbarz skor 744[03] z2 01 u
garbarz skor 744[03] z2 05 n
garbarz skor 744[03] z2 04 u
garbarz skor 744[03] z2 02 u
garbarz skor 744[03] z2 01 n
garbarz skor 744[03] z2 03 u
więcej podobnych podstron