„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Zdzisław Feldo
Wykończanie właściwe skór 744[03].Z2.04
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Sadowski Tadeusz
dr inż. Żarłok Jan
Opracowanie redakcyjne:
mgr inż. Zdzisław Feldo
Konsultacja:
dr inż. Janusz Figurski
Korekta:
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 744[03].Z2.04.
„Wykończanie właściwe skór” zawartego w modułowym programie nauczania dla zawodu
Garbarz skór.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Cel i zasady wykończania właściwego skór
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
10
4.1.3. Ćwiczenia
11
4.1.4. Sprawdzian postępów
13
4.2. Środki stosowane do wykończania właściwego skór
14
4.2.1. Materiał nauczania
14
4.2.2. Pytania sprawdzające
18
4.2.3. Ćwiczenia
18
4.2.4. Sprawdzian postępów
21
4.3. Metody i techniki wykończania właściwego skór
22
4.3.1. Materiał nauczania
22
4.3.2. Pytania sprawdzające
39
4.3.3. Ćwiczenia
39
4.3.4. Sprawdzian postępów
42
5. Sprawdzian osiągnięć
43
6. Literatura
49

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Otrzymujesz poradnik, który będzie Ci pomocny w nabywaniu umiejętności
praktycznego wykonywania czynności, operacji i procesów w etapie wykańczania
właściwego skór. Poradnik zawiera:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiedzy, które powinieneś
mieć opanowane, aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia tej jednostki modułowej.
3. Materiał nauczania umożliwiający samodzielne przygotowanie się do wykonania ćwiczeń
i zaliczenia sprawdzianów.
4. Ćwiczenia, które zawierają:
−
wykaz materiałów, narzędzi i sprzętu potrzebnych do realizacji ćwiczenia,
−
pytania sprawdzające wiedzę potrzebną do wykonania ćwiczenia,
−
sprawdzian teoretyczny,
−
sprawdzian umiejętności praktycznych.
5. Przykład zadania/ćwiczenia oraz zestaw pytań sprawdzających Twoje opanowanie
wiedzy i umiejętności z zakresu całej jednostki. Zaliczenie ćwiczenia jest dowodem
osiągnięcia umiejętności praktycznych określonych w tej jednostce modułowej.
Wykonując sprawdzian postępów powinieneś odpowiedzieć na pytanie tak lub nie, co
oznacza, że opanowałeś materiał albo nie.
6. Literaturę oraz inne źródła informacji które powinieneś wykorzystać do poszerzenia
wiedzy.
Jednostka modułowa „Wykończanie właściwe skór”, z której treścią teraz się
zapoznajesz, jest częścią materiału modułu 744[03].Z2 „Technologia wykończania
i uszlachetniania skór bez włosa”. Treści materiału nauczania omawiają procesy, operacje
i czynności technologiczne nadające skórom specyficzne właściwości w zakresie
asortymentowym skór wyprawionych. Wykończenie właściwe to uodpornienie skór na
warunki zewnętrzne, tuszowanie drobnych wad i uszkodzeń oraz nadanie ładnego,
estetycznego a także i modnego wyglądu powierzchni użytkowej. Poznanie zawartego
w jednostce modułowej materiału nauczania jest konieczne abyś nabył umiejętności
technologicznego uczestnictwa w procesach wykończania właściwego skór.
Jeżeli będziesz miał trudności ze zrozumieniem treści tematu lub ćwiczenia, to poproś
nauczyciela lub instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz
daną czynność
.
Po przerobieniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki
modułowej.
Bezpieczeństwo i higiena pracy
W czasie wykonywania zadań i ćwiczeń musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych i ochrony środowiska,
wynikających z rodzaju wykonywanych prac. Z przepisami tymi zostaniesz zapoznany przed
przystąpieniem do wykonania ćwiczeń lub zadań produkcyjnych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
744[03].Z2.01
Wykończanie kąpielowe skór
o różnym przeznaczeniu
744[03].Z2.02
Organizowanie i prowadzenie procesu
suszenia skór
744[03].Z2
Technologia wykończania
i uszlachetniania skór bez włosa
744[03].Z2.06
Cechowanie, pakowanie
i magazynowanie skór wyprawionych
744[03].Z2.03
Przygotowanie skór
do wykończania właściwego
744[03].Z2.04
Wykończanie właściwe skór
744[03].Z2.05
Rozróżnianie, charakteryzowanie
oraz określanie jakości skór
wyprawionych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej „Wykończanie właściwe skór”
powinieneś umieć:
−
organizować stanowisko pracy zgodnie z wymogami ergonomii,
−
dobierać i stosować odzież ochrony osobistej na stanowiskach mechanicznej
i chemicznej obróbki skór,
−
stosować zasady bezpiecznej pracy i ochrony środowiska wykonując czynności
technologiczne, obsługę maszyn i urządzeń garbarskich oraz środków transportu skór
między stanowiskami pracy,
−
odczytywać i stosować instrukcje technologiczne dotyczące organizowania procesów
oraz wykonywania czynności i operacji w etapie wykończania skór.
−
znać i stosować badania organoleptyczne w kontroli międzyoperacyjnej procesów
technologicznych wykończania skór,
−
układać obrabiane skóry na boczki garbarskie lub podesty,
−
korzystać z różnych źródeł informacji zawodowej,
−
określać jakość półfabrykatów skór w zakresie przygotowania do wykończania
właściwego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
określić cel wykończania i uszlachetniania skór,
−
dobrać rodzaje i metody wykończania skór w zależności od ich przeznaczenia,
−
rozpoznawać podstawowe środki i gotowe preparaty chemiczne stosowane do
wykończania i uszlachetniania skór,
−
przygotować zestawy kryjące, uszlachetniające i utrwalające powłoki, na podstawie
instrukcji i receptur technologicznych,
−
nanieść ręcznie na skórę zestawy podkładowe, uściślające i wykończeniowe,
−
dobrać oraz obsłużyć agregaty i urządzenia do nakładania i rozprowadzania apretur,
zestawów kryjących i utrwalających nakładane powłoki,
−
obsłużyć maszyny do prasowania skór,
−
obsłużyć maszyny i urządzenia do specjalnych wykończeń skór, drukarki do skór
miękkich, agregaty malarskie i natryskowe, nalewarki, urządzenia i maszyny do
nakładania i powlekania sztucznego lica na dwoinach skórzanych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Cel i zasady wykończania właściwego skór
4.1.1. Materiał nauczania
Procesy wykończania właściwego mają szczególne znaczenie w otrzymywaniu
wyprawionej skóry gotowej. Skóra gotowa jest produktem finalnym dla przemysłu
garbarskiego, ale jest półproduktem w zakładach przetwarzających ją na wyroby skórzane
jako: obuwie, wyroby galanteryjne, odzieżowe, rękawiczkowe, meblowe lub jako elementy
składowe wielu jeszcze innych rodzajów produktów niezbędnych i ułatwiających codzienną
egzystencję człowieka.
Skóra po wygarbowaniu otrzymuje jedną bardzo ważną właściwość – jako naturalny
produkt białkowy jest zabezpieczona przed procesami biologicznego rozpadu. Nie posiada
jednak cech które kwalifikowałyby ją do przetwórstwa lub użytkowania. Etap garbowania nie
jest więc etapem zakończenia produkcji skór. Należy jeszcze poddać ją wielu
specjalistycznym procesom i obróbkom technologicznym aby można było mówić o skórze
gotowej. Te specjalistyczne procesy i obróbki to etap tak zwanego wykończania skór. Można
go podzielić na dwie fazy:
1. wykończania wstępnego,
2. wykończania właściwego.
Z procesami wstępnego wykończenia zapoznałeś się realizując materiał jednostek
modułowych:
−
744[03].Z2.01 – Wykończanie kąpielowe skór o różnym przeznaczeniu,
−
744[03].Z2.02 – Organizowanie i prowadzenie procesu suszenia skór,
−
744[03].Z2.03 – Przygotowanie skór do wykończania właściwego.
Wykończanie wstępne obejmuje obróbkę mechaniczną i chemiczną skór. Operacje
mechaniczne przygotowują skóry do kąpielowych procesów chemicznych, stanowiących
istotną obróbkę wykonywaną na skórach w środowisku kąpieli wodnych. Są to procesy
technologiczne nadające skórom właściwości fizyczne takie jak: grubość, miękkość, zwartość
i barwę. Przeprowadza się je na skórach „mokrych” poddając obróbce chemicznej
w kąpielach wodnych garbników, barwników i tłuszczy do skór. W technologii garbarskiej
ten etap wykończania skór nosi nazwę wykończania kąpielowego.
Wykończanie właściwe są to procesy, operacje i czynności technologiczne
wykonywane na skórach wysuszonych w celu nadania im określonych cech użytkowych
i efektów wykończenia określonych przez wymagania przeznaczenia asortymentowego.
Wykończalnictwo ma szczególne znaczenie w technologii wyprawy skór miękkich.
Ogólnie można powiedzieć że celem wykończania właściwego skór jest:
−
uodpornienie na warunki zewnętrzne /wilgoć, błoto, kurz i brud/,
−
tuszowanie drobnych uszkodzeń i wad warstwy licowej /zadrapania, otarcia, miejscowe
odbarwienia/,
−
upiększenie wyglądu zewnętrznego, czyniąc go estetycznym i zgodnym z wymogami
mody /barwa, kolor, faktura powierzchni skór, połysk lub matowość/.
Przeznaczenie asortymentowe skór jest podstawą do tworzenia receptury wyprawy,
w zakresie doboru procesów i operacji technologicznych od momentu wysortowania surowca
aż do zakończenia produkcji. Szczególnie ważną rolę odgrywają procesy wykończeniowe,
zawsze wiążące się z przeznaczeniem i wymaganymi własnościami użytkowymi skór
wyprawionych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Skóry wyprawione jako surowiec dla przetwórstwa muszą posiadać cechy umożliwiające
wytwarzanie wyrobu skórzanego wynikające ze stosowanych parametrów przetwórczych:
−
wytrzymałość mechaniczna na rozdzieranie, rozciąganie, wydłużenie, modyfikowanie
plastyczne – cechy umożliwiające poddawanie skóry odkształceniom produkcyjnym
przetwórstwa,
−
miękkość, trwałość utrzymania kształtu, odporność na wilgoć, podatność na metody
łączenia /szycie, klejenie, nitowanie/ - cechy umożliwiające wytwarzanie wyrobów
o odpowiednim kształcie,
Ważne znaczenie mają cechy wpływające na użytkowanie wyrobu:
−
barwa, kolor, połysk, zapach, trwałość i łatwość pielęgnacji – cechy wpływające na
wygląd i estetykę wyrobów,
−
nieszkodliwość oddziaływania na organizm człowieka / dopasowywanie się do kształtu
stopy – cholewki obuwia, kształt ręki – rękawiczki, związki chemiczne użyte
w wyprawie/, odporność na rozwój drobnoustrojów /bakterii, pleśni, gnicie/,
przepuszczalność pary wodnej i powietrza, wodoodporność, izolacja cieplna, odporność
elektrostatyczna, – cechy higieniczne i zdrowotne,
−
masa, grubość, zwartość struktury, ogniotrwałość, bierność chemiczna, odporność na
wysokie temperatury, odporność na pranie i czyszczenie chemiczne, odporność na
promieniowanie energetyczne – cechy użytkowania specjalnego.
Większość wyszczególnionych cech nadaje się skórom w procesach wykończeniowych przez
dobór odpowiednich środków i operacji technologicznych i przez właściwy sposób ich
prowadzenia. Nie ma jednak metod, które pozwoliłyby na wyprodukowanie skór gotowych
w danym asortymencie charakteryzujących się wszystkimi cechami w maksymalnym stopniu
i zaspakajających potrzeby przetwórcy i użytkownika.
Spośród wielu asortymentów produkowanych skór najważniejsze i najczęściej
wytwarzane to:
1. Skóry na cholewki obuwia. Są to skóry różnego rodzaju garbowania i wykończenia
charakteryzujące się miękkością, pulchnością i określoną ciągliwością. Cechy te są mniej
lub bardziej uwydatnione w zależności od wymagań na rodzaj i zastosowanie
konstrukcyjne w obuwiu. Skóry wierzchnie obuwiowe mogą być wykończane z licem
naturalnym, sztucznym, poprawionym lub zeszlifowanym. Mogą też to być skóry
wykończane od strony mizdry lub jako dwoiny z głównym zastosowaniem na podszewki
obuwiowe.
2. Skóry obuwiowe spodowe. Głównie są to skóry garbowania roślinnego, dobrze
wypełnione garbnikiem i charakteryzujące się odpornością na nasiąkanie wodą. Jeszcze
do niedawna powszechnie używane na podpodeszwy, podeszwy oraz podnoski
i zakładki obuwia. Garbowane w roztworach brzeczek roślinnych o wzrastającym
stężeniu metodą farbowo–zatopową. Dogarbowane przez tak zwaną impregnację
w bębnie polegającą na dopełnianiu sproszkowanym garbnikiem i wykończane przez
powierzchniowe natłuszczanie i wybielane a w końcowej fazie produkcji walcowane
maszynowo. Podczas walcowania, ugniatane skóry uzyskiwały zagęszczenie struktury
tkanki, nabierały sprężystości i połysku lica.
3. Skóry odzieżowe. Charakteryzują się miękkością i pulchnością tkanki skórnej, są pełne
i gładkie w dotyku, stosunkowo cienkie /od 0,6 mm/ ale niezbyt ciągliwe, oraz wykazują
wysoką odporność na nasiąkanie wodą. Poza tym skóry odzieżowe muszą wykazywać
dużą odporność na działanie światła, na tarcie suche i mokre oraz nie powinny zmieniać
swojej barwy i połysku podczas użytkowania. Obecna moda wymusza produkcję wielu
odmian skór odzieżowych które różnią się rodzajem użytego surowca, sposobem
garbowania, ale przede wszystkim metodami i sposobem wykończania uzależnionym od
przeznaczenia na odzież powszechnego użytku czy odzież specjalną /na przykład dla

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
wojska czy sportowców/. Wymaga się by powierzchnia skór odzieżowych kryta była
powłokami miękkimi i bardzo cienkimi.
4. Skóry rękawiczkowe. Powinny się charakteryzować dużą miękkością, ciągliwością
i elastycznością tkanki skórnej. Surowiec na rękawiczki podobny jest jak na skóry
odzieżowe a dodatkowo wykorzystuje się skóry zwierząt łownych saren, jeleni, danieli
i łosi. Charakteryzując skóry rękawiczkowe należy wymienić cechy estetyczne
/uwidoczniony rysunek lica, niewidoczna cieniutka powłoka kryjąca, duża ciągliwość
i elastyczność/ oraz cechy higieniczne /pochłanianie i wydalanie potu, przepuszczalność
powietrza, trwałość wybawień na pot, wybarwienia nieszkodliwe dla skóry człowieka/.
5. Skóry galanteryjne. Mogą być wyprawiane różnymi metodami. Najczęściej są to
metody garbowania roślinnego lub chromowego. Również surowiec może być
różnorodny i dobierany w zależności od przeznaczenia na konkretne wyroby
galanteryjne. Właściwości i cechy charakterystyczne dla skór galanteryjnych są trudne
do zdefiniowania i trzeba to czynić dla każdego typu galanterii skórzanej: ciężkiej czy
lekkiej, wyrobów eleganckich czy do codziennego użytku, przeznaczonych dla kobiet czy
mężczyzn. Najwyższą wartość mają skóry produkowane z licem naturalnym – mogą być
gładkie lub deseniowane.
6. Skóry meblowe. Są surowcem do wyrobu mebli tapicerowanych i produkowane są
z surowca pełnowartościowego o ścisłej zwartej tkance skórnej i dużej powierzchni.
Skóry meblowe garbowane są głównie chromowo, a na jasne ,pastelowe kolory powinny
być garbowane glinowo. Wykończenie przeprowadzamy podobnie jak skór na obuwie
różnymi metodami. Powłoka kryjąca powinna odznaczać się trwałością wiązania ze skórą
– wysoką adhezją i dużą odpornością na ścieranie i tarcie suche i mokre.
Ogólne zasady wykończania skór. Mimo dużego zróżnicowania rodzajów skór
wyprawianych i cech jakie te skóry uzyskują w wyniku ich wykończania, ogólne zasady
wykończalnictwa są takie same. Wykończanie właściwe jest zależne od wymagań stawianych
produktowi końcowemu. Jest więc różne dla różnych rodzajów skór gotowych. Pojęcie
wykończania właściwego odnosi się do nadania specjalnych cech powierzchni użytkowej
skór. Na podstawie wcześniejszych rozważań można powiedzieć że wykończanie właściwe
jest uszlachetnianiem skór wyprawionych. Powierzchnia skór może być wykończana:
−
przez wytworzenie cieniutkiej powłoki wykończalniczej na powierzchni licowej skór
przez taki zwane apreturowanie,
−
przez oszlifowanie powierzchni użytkowej skór: od strony lica skór na tak zwane nubuki,
lub od strony mizdry na wykończenie skór welurowych,
−
przez nałożenie zestawów kryjących i poprawienie powierzchni uszkodzonego lica skór
lub nałożenie lica sztucznego,
−
pozostawienie naturalnej powierzchni użytkowej skór jak przy wykończeniu skór
zamszowych lub niektórych galanteryjnych i obuwiowych spodowych oraz technicznych
wygarbowanych roślinnie.
Większość skór wykończana jest obecnie metodą pokrywania powierzchni użytkowej
skór zestawami apretur lub zestawami kryjącymi.
Apretury służą do wytworzenia cieniutkiej powłoki ochronnej na skórze wyprawionej
mającej głównie na celu wyrównanie barwy i nadanie połysku lub zmatowienia, a dzięki
dodatkom środków chwytowych, również przyjemny staje się dotyk skóry.
Zestawy kryjące mają za zadanie wytworzenie powłoki kryjącej na powierzchni skóry
wyprawionej, nadającej lub wyrównującej barwę skóry i tuszującej naturalne uszkodzenia,
a nawet służą do wytworzenia warstwy sztucznego lica.
Zarówno apretury jak i zestawy kryjące są środkami barwnymi za przyczyną składników
barwnych – pigmentów. Obok tych środków, drugim i najważniejszym składnikiem apretur
i zestawów kryjących są środki wiążące o własnościach błonotwórczych. Środki wiążące

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
mają za zadanie spajanie zestawów wykończalniczych jak również muszą wykazywać
właściwość przyczepności do skóry i zapewnić trwałe wiązanie zestawu wykończeniowego
z podłożem czyli skórą oraz zagwarantować odporność przyczepności w warunkach
użytkowania. Środki wiążące decydują o cechach powłok wykończeniowych jak również
o metodzie wykończania skór. O metodzie decyduje także przygotowanie powierzchni skóry
do krycia, struktura warstwowa nakładanych powłok kryjących i techniki ich nakładania.
Skóry przygotowane do wykończania są podłożem do przyjęcia zestawów kryjących
o specyficznych, charakterystycznych cechach właściwości fizycznych i chemicznych.
Podstawowe cechy fizyczne to porowatość skóry, giętkość, elastyczność i ciągliwość.
Mają one wpływ na sposób wnikania i osadzania się na trwałe środków wchodzących
w skład zestawów kryjących. Porowatość i ciągliwość skór wiąże się z nasiąkliwością
i przenikaniem do wnętrza skóry odpowiednio rozdrobnionych składników chemicznych
w zestawach kryjących. Mają one wpływ na siłę i trwałość wiązania zestawów
wykończalniczych. Duże cząsteczki zestawów osadzają się na powierzchni skór i wpływają
na efekt końcowy wyglądu wyrobu i jego właściwości użytkowe.
Chemiczna bardzo duża aktywność skóry powoduje że odpowiednio zestawione
chemicznie środki wykończeniowe są pochłaniane i wiązane przez tkankę skór.
Powłoka kryjąca utworzona na powierzchni skór w procesie wykończania właściwego
musi się charakteryzować wysoką adhezją do podłoża i być w dużym stopniu wytrzymała na
wielokrotne zginanie i rozciąganie. Jednocześnie musi wykazywać odpowiedni stopień
twardości i inne własności powierzchni odpornej na warunki zewnętrzne jak tarcie na mokro
i na sucho, uderzenia, wpływy atmosferyczne. Tak wysokie wymagania spełnić może jedynie
powłoka kryjąca która:
−
zachowuje warstwową budowę: od warstwy podkładowej najbardziej miękkiej związanej
ze skórą, przez warstwę środkową tak zwaną konstrukcyjną lub szkieletową
odpowiadającą za równomierność barwy i całą strukturę powłoki, do najbardziej twardej,
zewnętrznej odpornej mechanicznie i decydującej o połysku i dotyku skóry na
powierzchni w technologii zwaną warstwą połyskową,
−
w możliwie najcieńszy sposób pokrywa powierzchnię skóry. Gwarantuje to wysoką
odporność na wielokrotne zginanie i inne właściwości wytrzymałościowe podobne do
skóry naturalnej,
−
siły wiązania ze skórą czyli siły adhezji, ma zbliżone do sił kohezji – spójności wewnątrz
powłoki. Gdy siły kohezji powłoki wykończalniczej znacznie przewyższają siły adhezji,
występuje zjawisko złuszczania się powłoki. Gdy siły kohezji są zbyt niskie
w porównaniu do sił adhezji, są powodem pękania powłoki przy zginaniu skóry,
−
nie jest zbyt głęboko osadzona w skórze . Zbyt głębokie osadzenie powoduje zanik
uziarnienia czyli rysunku lica i skłonność do pękania skóry przy zginaniu, a zbyt
powierzchowne osadzenie prowadzi do luźności i odstawania lica.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są etapy wykończania skór?
2. Jaki jest cel wykończania właściwego skór?
3. Co to są cechy użytkowe skór wyprawionych?
4. Jakie są sposoby wykończania skór?
5. Czy na sposób wykończenia mają wpływ cechy użytkowe skór?
6. Co określa pojęcie przeznaczenia asortymentowego skór?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
7. Jakie znaczenie w wykończalnictwie ma porowatość skór?
8. Jakie znaczenie w wykończalnictwie ma chemiczna aktywność skór?
9. Co oznaczają pojęcia adhezji i kohezji?
10. Co to jest powłoka kryjąca wykończeniowa?
11. Co rozumiemy pod pojęciem warstwowej budowy powłoki kryjącej?
4.1.3. Ćwiczenia
Ćwiczenie 1
Dokonaj organoleptycznego badania próbek różnych skór wykończonych. Rozpoznaj,
nazwij i zapamiętaj cechy właściwości skór wyprawionych, w zakresie:
−
wyglądu powłoki kryjącej,
−
dotyku powłoki kryjącej,
−
chwytu skóry.
Swoje spostrzeżenia, opinie i wnioski zapisz w dzienniczku praktyk. Podziel się nimi
w dyskusji technologicznej w podsumowaniu ćwiczeń.
Ćwiczenie może być realizowane w pracowni materiałoznawstwa lub w zakładzie
produkcyjnym.
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z instrukcją bezpieczeństwa i higieny pracy w pracowni materiałoznawstwa
lub w magazynie wyrobów gotowych gdzie będzie realizowane ćwiczenie,
2) założyć odzież ochronną,
3) zorganizować stanowisko pracy do wykonania ćwiczenia,
4) rozłożyć przygotowane przez nauczyciela próbki skór,
5) dokonać oględzin i badania organoleptycznego skór pod względem:
−
wyglądu powłoki kryjącej: równomierna barwa, równomierny kolor, silne krycie,
powłoka prześwitująca, połysk, lustrzany połysk, matowość, deseń lica,
dwubarwność, inne efekty specjalne,
−
dotyku powłoki kryjącej: gładkość, szorstkość, odciśnięcie wzoru,
−
chwyt skóry: miękkość, sztywność, twardość, delikatność, śliskość, jędrność,
luźność.
6) swoje spostrzeżenia i wrażenia wzrokowe i dotykowe staraj się zapamiętać,
7) wnioski i spostrzeżenia zanotuj w dzienniczku praktyk.
Wyposażenie stanowiska pracy:
−
stół do pracy w pracowni lub stół sortowniczy w zakładzie pracy,
−
katalogi próbek skór o różnych rodzajach wykończenia,
−
dzienniczek praktyk do zapisywania wyników ćwiczeń, wniosków, uwag i spostrzeżeń.
Ćwiczenie 2
Na podstawie oględzin organoleptycznych, określ cechy charakterystyczne skór
gotowych z przeznaczeniem na:
1. wierzchy obuwia damskiego,
2. wierzchy obuwia turystycznego,
3. odzież skórzaną,
4. galanterię lekką,
5. galanterię ciężką.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Wyniki zanotuj w dzienniczku praktyk.
Realizacja ćwiczenia powinna odbywać się w magazynie wyrobów gotowych
w
warsztatach
szkolnych
lub
zakładzie
garbarskim,
ewentualnie
w
pracowni
materiałoznawstwa.
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z instrukcją bezpieczeństwa i higieny pracy w pracowni materiałoznawstwa
lub w magazynie wyrobów gotowych gdzie będzie realizowane ćwiczenie,
2) założyć odzież ochronną,
3) zorganizować stanowisko pracy do wykonania ćwiczenia,
4) przygotować skóry w określonych asortymentach,
5) dokonać oględzin poszczególnych skór i określić organoleptycznie:
−
wygląd powierzchni skóry: gładkość, barwę i kolor, połysk,
−
miękkość skór,
−
charakter „chwytu” skóry,
−
grubość,
−
estetykę skór,
6) wnioski i uwagi zapisać w dzienniczku praktyk.
Wyposażenie stanowiska pracy:
–
stół sortowniczy do oględzin skór,
–
skóry określonych asortymentów,
–
boczki do składania skór,
–
dzienniczek praktyki.
Ćwiczenie 3
Na podstawie oględzin i badania organoleptycznego skór określ, jakie jest ich
przeznaczenie asortymentowe.
Ćwiczenie powinno być realizowane w warsztatach szkolnych lub w zakładzie
produkcyjnym, ewentualnie w pracowni materiałoznawstwa na próbkach skór.
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z normami przedmiotowymi skór gotowych,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) zastosować się do poleceń zawartych w instrukcji bezpieczeństwa i higieny pracy, założyć
odzież ochronną
4) dokonać oględzin skór i określić ich cechy ,
5) swoje spostrzeżenia i ocenę zapisz w dzienniczku praktyk,
6) wnioskować o asortymencie poszczególnych skór,
7) wziąć udział w dyskusji.
Wyposażenie stanowiska pracy:
−
stół sortowniczy do oglądu skór,
−
skóry wyprawione lub próbki skór w różnych asortymentach,
−
boczki do układania skór
−
dzienniczek praktyk.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) scharakteryzować procesy technologiczne etapu wykończania skór?
¨
¨
2) zdefiniować pojęcie przeznaczenia asortymentowego skór?
¨
¨
3) scharakteryzować właściwości skór wykończonych w różnych
asortymentach?
¨
¨
4) scharakteryzować ogólne zasady obowiązujące w wykończaniu skór?
¨
¨
5) zdefiniować fizyczną i chemiczną aktywność skór wykończanych?
¨
¨
6) zdefiniować pojęcia apretury i zestawy kryjące?
¨
¨
7) zdefiniować zasady budowania powłok kryjących wykończalniczych?
¨
¨
wyjaśnić działanie sił adhezji i kohezji w zestawach wykończeniowych?
¨
¨
8) zdefiniować warstwową budowę powłok wykończalniczych do skór?
¨
¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
4.2. Środki stosowane do wykończania właściwego skór
4.2.1. Materiał nauczania
Do zestawów wykończalniczych powłok kryjących na skóry, używa się dużą ilość
środków, różnych pod względem składu i budowy chemicznej. Zastosowanie odpowiednich
środków zależy od metody i techniki wykończania skór. W praktyce produkcyjnej środki do
tworzenia zestawów kryjących można podzielić ze względu na metodę wykończania skór na :
1. środki do wykończania białkowego /kazeinowego/,
2. środki do wykończania plastykowego,
3. kolodionowe środki wykończalnicze,
4. środki wykończalnicze poliuretanowe.
Białkowe i plastykowe środki wykończalnicze należą do grupy środków tak zwanych
wodnych, a środki kolodionowe i poliuretanowe klasyfikowane są jako środki
wykończalnicze rozpuszczalnikowe.
Większość środków ma zastosowanie w różnych metodach wykończania właściwego
skór, również w metodach kombinowanych.
4.2.1.1. Środki wykończalnicze wodne
Środki wykończeniowe wodne są to środki których rozpuszczalnikiem lub
rozcieńczalnikiem jest woda i mają obecnie największe zastosowanie. Środki te można
podzielić na: farby kryjące, barwniki, środki wiążące, środki pomocnicze.
Farby kryjące. Są to wodne dyspersje barwnych pigmentów o wysokim stopniu
rozdrobnienia w wodnych roztworach środków wiążących. Występują w postaci gęstych past
o zawartości 20 – 60% pigmentów. Najważniejszą wartością użytkową farby kryjącej jest
żywość koloru i siła krycia. Ze względu na żywość koloru farby kryjące dzielimy na:
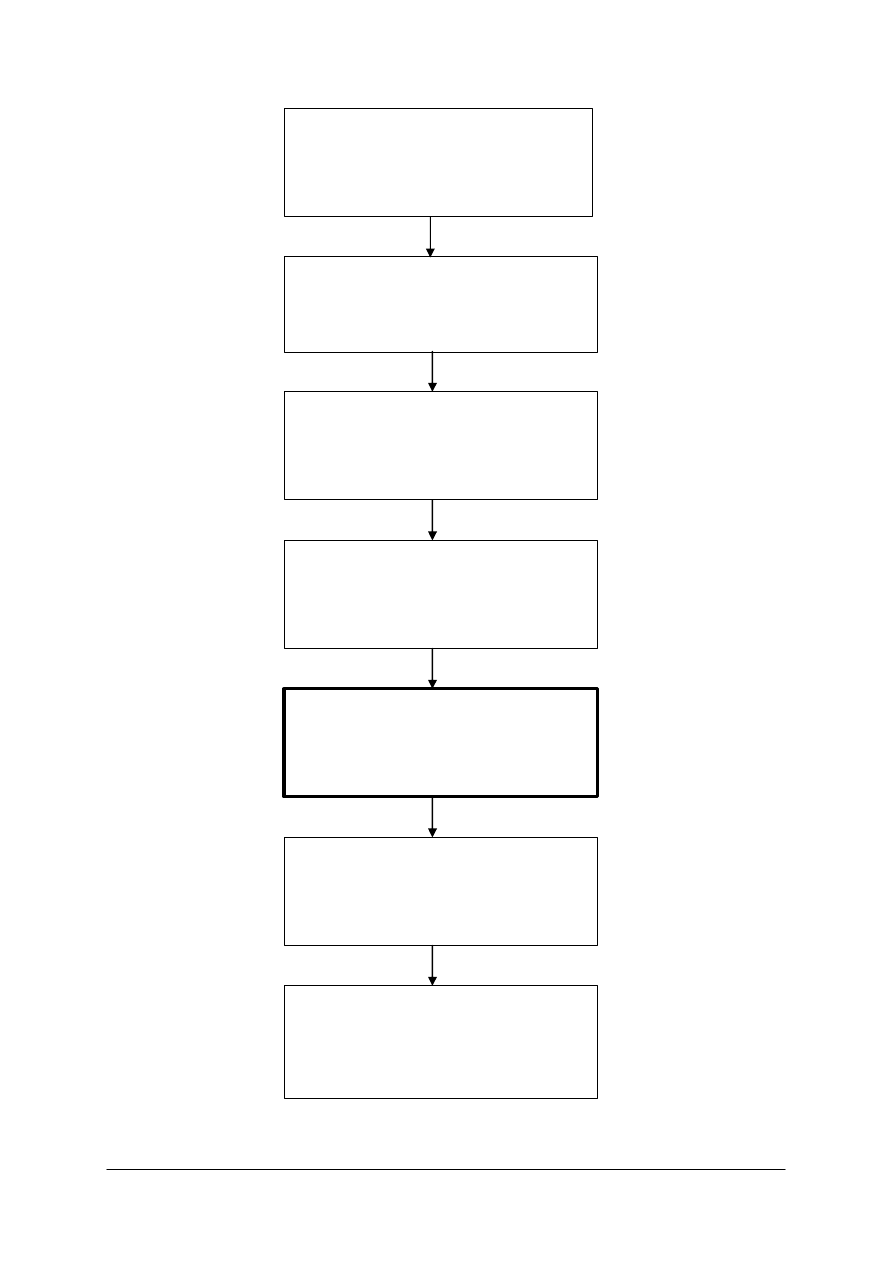
1) farby o wysokiej sile krycia zawierające pigmenty o dużej cząsteczce do 1,5
milimikrona. Użycie tych farb powoduje otrzymanie powłok kryjących w niezbyt
żywych kolorach z całkowicie pokrytym i niewidocznym licem skóry,
Rys. 1. Schemat wykończenia skóry farbami o wysokiej sile krycia [2, s. 124]
/Strzałki oznaczają promień obitego światła widzialnego/.
1. powłoka błyszczu z dodatkiem pigmentów kryjących,
2. warstwa farby zawierająca pigment o wysokiej sile krycia,
3. tkanka skórna.
2) farby przeświecające składające się z mieszaniny barwnych pigmentów organicznych
o małych cząsteczkach wielkości około 0,5 – 0,8 milimikrona. Zastosowane w zestawie
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
kryjącym dają powłoki o czystych i żywych wybawieniach, ale ze względu na niewielką
siłę krycia dają powłoki przeświecające. Skóry wykończane tymi farbami nazywane są
anilinowymi.
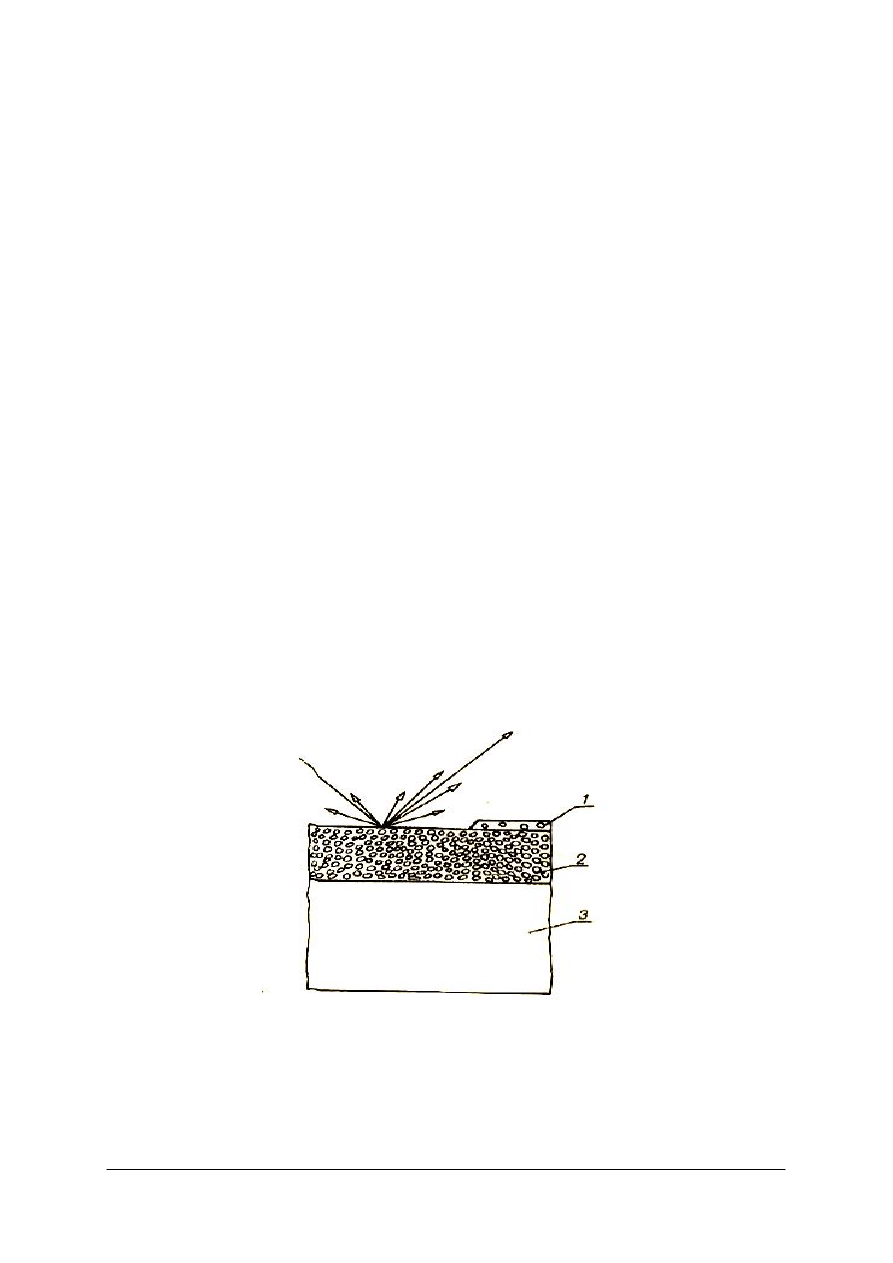
Rys. 2. Schemat wykończenia anilinowego skór [2, s.124]
1. powłoka błyszczu,
2. warstwa farby z cząsteczkami pigmentu bardzo małej cząsteczce
tworząca przezroczystą powłokę kryjącą,
3. powierzchnia lica skóry /widoczny rysunek lica/,
4. tkanka skórna.
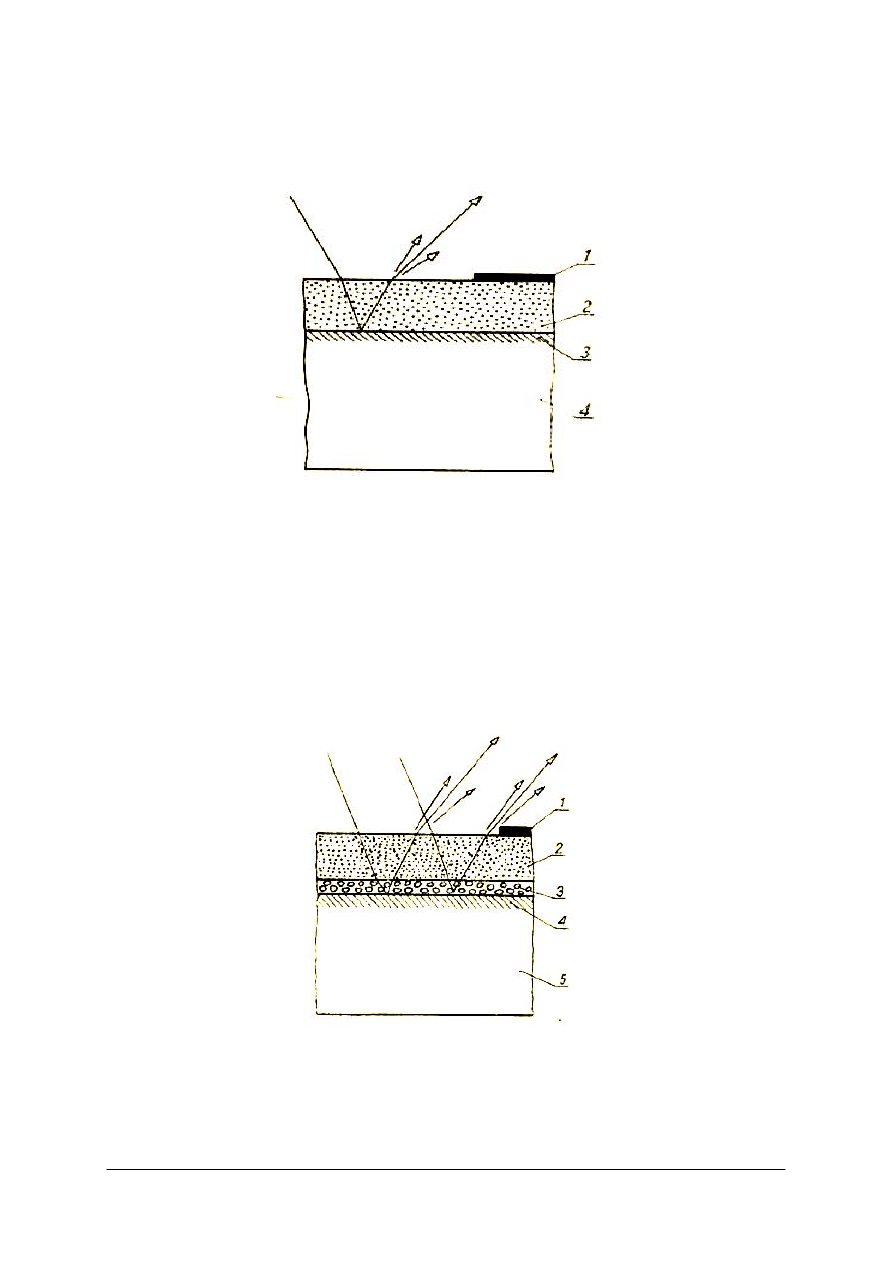
3) farby kryjące transparentowe zawierające barwne pigmenty o małej cząsteczce 0,8 – 1,5
milimikrona. Otrzymywane powłoki posiadają żywe kolory, ale mają wygląd całkowicie
prześwitujący /podobny do farb akwarelowych/.Skóry z lekkimi uszkodzeniami lica
wykończane tymi farbami położonymi na cieniutką warstewkę farby kryjącej /dla
zatuszowania tych uszkodzeń/, nazywane są skórami typu anilinowego lub
półanilinowymi.
Rys. 3. Schemat wykończenia skóry typu półanilinowego [2, s. 125]
1. powłoka błyszczu,
2. warstwa farby z pigmentem o bardzo drobnej cząsteczce tworząca
przezroczystą powłokę,
3. warstewka tuszująca lico skóry z pigmentem o większej cząsteczce,
4. powierzchnia lica słabo widoczna ,
5. tkanka skórna.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Siła krycia zależna jest od ilości pigmentu i ilości środka wiążącego, którym może być
białko naturalne kazeina, lub syntetyczne lateksy polimerowe zwane plastykowymi środkami
wiążącymi. Wysoka zawartość pigmentów obniża przyczepność farb do wykończanej
powierzchni skór. Przyczepność do skóry wzrasta w miarę wzrostu ilości środków wiążących.
Barwniki. W wykończaniu właściwym skór spełniają rolę ożywiania apretur i zestawów
kryjących, oraz do barwienia skór wysuszonych, techniką natryskiwania, nalewania lub
drukowania.
Środki wiążące. Spełniają rolę spajania wewnętrznego powłok kryjących
wykończalniczych oraz odpowiadają za przyczepność tych powłok do powierzchni
wykończanej skóry. Praktycznie stosowane są:
1) białkowe środki wiążące – otrzymywane z produktów pochodzenia naturalnego
z prostych białek kazeiny, albuminy i żelatyny. W praktyce garbarskiej zastosowanie
mają gotowe preparaty białkowe w postaci topów lub błyszczy kazeinowych. Są to
białka z dodatkiem zmiękczaczy, antyseptyków oraz innych związków nadających
specjalny charakter i właściwości do praktycznego wykorzystania.
2) plastykowe środki wiążące. – występują w wykończeniu plastykowym w postaci
lateksów
polimerowych
/wielkocząsteczkowych/
do
zestawów
powłok
wykończalniczych plastykowych i w zależności od składu i budowy chemicznej pełnią
różne funkcje jako:
a. lateksy podkładowe w budowie dolnej warstwy powłoki wykończalniczej - nadają jej
odporność na niskie temperatury i rozpuszczalniki organiczne oraz zapewniają dużą
przyczepność powłoki do powierzchni skór,
b. lateksy szkieletowe zawierające polimer błonotwórczy - nadają się samodzielnie do
wytwarzania szkieletu konstrukcyjnego powłoki wykończalniczej na skórze,
c. lateksy połyskowe – biorą udział w budowie górnej warstwy powłoki
wykończeniowej na skórze jako składnik połyskowy i utwardzający apretury.
Wykończeniowe środki pomocnicze. Biorą udział w uszlachetnianiu skór wysuszonych
spełniając rolę czynnika modyfikującego jedną tylko cechę lub właściwość zestawu kryjącego
wykończalniczego. Środkami tymi są:
1) penetratory – środki regulujące wnikanie zestawu podkładowego do wnętrza tkanki
skórnej i zwiększające przyczepność zestawu do skóry. Stosowane również w barwieniu
natryskowym skór,
2) uściślacze – mają na celu zamknięcie oszlifowanej powierzchni skóry lub dwoiny
w wykończaniu plastykowym. Uściślają także powłokę czyniąc ją gładką, równą
i o przyjemnym chwycie. Ułatwiają prasowanie skór poprzez zmniejszenie kleistości
powłoki,
3) środki przeciwprzyczepne – stosowane w celu wyeliminowania sklejania się skór
ułożonych na boczku lub podeście, oraz w celu wyeliminowania przyklejania się skór do
płyty prasującej podczas prasowania międzyoperacyjnego,
4) zagęszczacze – są to wielkocząsteczkowe substancje naturalne lub syntetyczne mające
zdolność podwyższania lepkości roztworu. Stosowane jako dodatek do zestawów
wykończalniczych naprowadzanych na powierzchnię skóry techniką nalewania lub
natrysku bezpowietrznego. Dzięki nim tworzy się kurtyna z zestawu kryjącego w czasie
nalewania, a zestaw nie ścieka ze skóry po naprowadzeniu.
5) zmiękczacze – służą do zmiękczania i uelastyczniania środków wiążących białkowych
i plastykowych.
6) środki matujące – stosowane do wykończeń skór od których wymagany jest brak
połysku, czyli tak zwane zmatowienie powłoki wykończeniowej,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
7) utrwalacze – służą do utrwalania powłok z białkowymi środkami wiążącymi, Zasada
polega na zagarbowaniu białka w zestawie wykończalniczym na przykład metodą
garbowania aldehydowego /formalina/,
8) środki poprawiające chwyt – stosowane są do zestawów kryjących lub do natrysku
środkiem utrwalającym w celu wywołania specjalnego efektu chwytowego /poślizgu,
delikatności, wilgotności, miękkości/.
4.2.1.2. Środki wykończalnicze rozpuszczalnikowe
Inna grupa to środki wykończalnicze rozpuszczalnikowe, które stosuje się w środowisku
rozpuszczalników organicznych. Ta grupa środków stosowana jest do wykończeń specjalnych
i przy zachowaniu specjalnych warunków bezpieczeństwa podczas techniki wykonania. Do
grupy środków wykończalniczych rozpuszczalnikowych należą środki do wykończania
kolodionowego i poliuretanowe środki wykończalnicze.
Rozpuszczalnikowe farby kryjące. Są to dyspersje barwnych pigmentów o dużym
rozproszeniu w roztworach rozpuszczalników organicznych. Charakteryzują się tym że nadają
się do barwienia wszystkich rodzajów środków wiążących rozpuszczalnikowych, tworząc
farby z wysoką siłą krycia, farby przeświecające i farby transparentowe.
Lakiery i błyszcze kolodionowe. W wykończaniu kolodionowym spełniają rolę środka
wiążącego. Służą do sporządzania apretur i błyszczów kolodionowych. Występują w postaci
lepkich, gęstych klarownych roztworów.
Lakiery kolodionowe tworzą twarde, pełne powłoki o wysokim połysku dlatego nie są
stosowane w produkcji skór miękkich.
Błyszcze kolodionowe różnią się od lakierów większą zawartością zmiękczaczy. Tworzą
elastyczne i ciągliwe powłoki o wysokim połysku odporne na wielokrotne zginanie. Są
stosowane do skór międlonych w bębnie.
Zarówno w lakierach jak i błyszczach kolodionowych środkiem pomocniczym jest
rozpuszczalnik organiczny. Jego rolą jest przeprowadzenie tworzywa błonotwórczego
w postać gotową do rozprowadzenia na powierzchni skóry szczotką lub natryskiem. Po
spełnieniu tego zadania jest usuwany podczas suszenia. Ma jednak zasadniczy wpływ na
wygląd zewnętrzny i właściwości powłoki kryjącej. Rozpuszczalnik, który odparowuje
powoli, powoduje powstawanie powłoki kryjącej o gładkiej i błyszczącej powierzchni dobrze
zakotwiczonej z podłożem. Rozpuszczalniki odparowujące szybko, tworzą powłoki matowe,
słabo przyczepione do podłoża.
4.2.1.3. Środki wykończalnicze poliuretanowe
Pod nazwą poliuretanów (PU) należy rozumieć wielkocząsteczkowe związki chemiczne
zawierające wiązanie uretanowe:
– HN – COO –
a powstające w syntezie przez sieciowanie wielofunkcyjnych związków organicznych
prepolimerów i izocyjanianów.
Powstające makrocząsteczkowe tworzywa PU zostały wykorzystane w wykończaniu
skór powłokami charakteryzującymi się bardzo wysokim lustrzanym połyskiem. Do grupy
poliuretanowych środków wykończalniczych zalicza się:
1) reaktywne układy dwuskładnikowe,
2) reaktywne układy jednoskładnikowe,
3) niereaktywne lakiernicze elastomery uretanowe,
4) dyspersje uretanowe.
Proces powstawania powłoki wykończalniczej z naprowadzonego na skórę zestawu PU
polega na sieciowaniu składników i odparowaniu rozpuszczalnika, a więc na fizycznym

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
wysychaniu. Po odparowaniu rozpuszczalnika nie zachodzą już w powłoce reakcje
sieciowania a jedynie oddziaływania sił międzycząsteczkowych.
Reaktywne dwuskładnikowe układy PU powstają przez sieciowanie na powierzchni
skóry dwu składników: prepolimeru i izocyjanianu. Składniki te po sieciowaniu tworzą
powłoki o lustrzanym połysku. Naniesione na powierzchnię skóry warstwy o grubości 100 –
200 milimikronów tworzą powłoki lakiernicze. Takie same układy, ale naniesione bardzo
cieniutką warstewką o grubości 5 – 15 milimikronów są wykorzystywane jako apretury do
wykończania skór. Skóry pokryte plastykowymi powłokami z naniesioną na nie cienką
warstewką PU, mają właściwości wykończenia o łatwej pielęgnacji oraz są bardzo odporne na
ścieranie.
Jednoskładnikowe układy PU mają takie same zadania i tworzą powłoki lakiernicze
jeżeli naniesione są grubą warstwą lub jako powłoki o łatwej pielęgnacji gdy warstwa jest
bardzo cienka. Różnica polega na innej budowie chemicznej i innym sposobie sieciowania
polimerów /składników/ naniesionych na skórę. W przypadku jednoskładnikowych układów
PU środkiem sieciującym jest wilgoć z powietrza lub grupy funkcyjne związków
znajdujących się w skórze.
Niereaktywne lakiernicze elastomery uretanowe – /często określane nazwą topów
międzywarstwowych/ są roztworami poliuretanów w rozpuszczalnikach organicznych
z dodatkiem różnych modyfikatorów nadających im specjalne właściwości. Wykazują dużą
przyczepność do skóry oraz do powłok plastykowych naniesionych jako powłoki
podkładowe. Stosowane są do wykończania właściwego skór jako składniki zestawów
podkładowych lub spajających budowę warstwy środkowej w powłoce wykończalniczej.
Dyspersje poliuretanowe stanowią specjalną grupę poliuretanów jonowych tworzących
wodne dyspersje bez udziału emulgatora. Mają zastosowanie jako podkłady do wykończania
skór o właściwościach mocnego wiązania ze skórą. Mogą też być używane jako składniki
apretur wykończeniowych.
4.2.2. Pytania sprawdzające
Odpowiadając pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak dzielimy środki wykończalnicze do skór?
2. Co to są farby kryjące?
3. Co to są środki wiążące?
4. Co to są białkowe środki wykończalnicze?
5. Co to są plastykowe środki wiążące?
6. Co to są środki wykończalnicze poliuretanowe?
4.2.3. Ćwiczenia
Ćwiczenie 1
Porównaj żywość i wyrazistość koloru w farbach kryjących:
1. o dużej sile krycia,
2. przeświecających,
3. transparentowych.
Uwagi i wnioski przedstaw w dyskusji.
Ćwiczenie powinno być wykonane w pracowni materiałoznawstwa.
Sposób wykonania ćwiczenia:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z regulaminem i instrukcją bezpieczeństwa i higieny pracy w pracowni
materiałoznawstwa, założyć odzież ochronną,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) przygotować wodne roztwory próbek badanych farb w szklanych probówkach,
4) dokonać porównania intensywności kolorów badanych próbek farb,
5) spostrzeżenia zapisać w dzienniczku praktyki.
Wyposażenie stanowiska pracy:
−
próbki farb o różnych właściwościach krycia,
−
probówki laboratoryjne szklane,
−
statywy lub podstawki do probówek, dzienniczek laboratoryjny,
−
dzienniczek praktyki.
Ćwiczenie 2
Badanie właściwości środka pomocniczego – penetratora.
Na przekroju wygarbowanej i wysuszonej skóry w stanie crust zbadaj stopień wnikania
roztworu barwnika:
1. rozpuszczonego w wodzie,
2. rozpuszczonego wodzie z dodatkiem penetratora.
Ćwiczenie powinno być wykonane w pracowni materiałoznawstwa.
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko do wykonania ćwiczenia z zachowaniem zasad bezpiecznej
pracy,
2) założyć odzież ochronną.
3) przygotować roztwory wodne barwnika bez penetratora i z penetratorem,
4) przygotować próbki skór,
5) pomalować próbki skór roztworami barwnika,
6) po 15 minutach na przekroju próbek skór zaobserwować głębokość wniknięcia barwnika
w skórę
7) wyniki obserwacji zanotować w dzienniczku.
Wyposażenie stanowiska pracy:
−
próbki skór w stanie crust,
−
próbki barwnika,
−
próbkę penetratora,
−
dzienniczek praktyk.
Ćwiczenie 3
Badanie właściwości środka pomocniczego – przeciwprzyczepnego.
Na próbki skór po apreturowaniu i wysuszeniu nanieś przy pomocy pistoletu:
a) zestaw lakieru utrwalającego,
b) zestaw lakieru utrwalającego ze środkiem przeciwprzyczepnym.
Ćwiczenie powinno być wykonane w pracowni technologicznej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko do wykonania ćwiczenia z zachowaniem zasad bezpiecznej
pracy,
2) założyć odzież ochronną.
3) przygotować pistolet natryskowy,
4) przygotować roztwory lakieru utrwalającego i lakieru utrwalającego ze środkiem
przeciwprzyczepnym,
5) przygotować próbki skór po apreturowaniu i wysuszeniu,
6) nanieść na próbki skór przy pomocy pistoletu zestawy przygotowanego lakiery
utrwalającego,
7) wysuszyć próbki,
8) prasować na prasie hydraulicznej płytą gładką o parametrach 80
0
C 120 atm.
9) zaobserwować zachowanie się skór po prasowaniu, wyniki obserwacji zanotować
w dzienniczku.
Wyposażenie stanowiska pracy:
–
próbki skór po apreturowaniu i wysuszeniu,
–
roztwór lakieru,
–
roztwór środka przeciwprzylepnego,
–
pistolet do natrysku skór,
–
kabina natryskowa,
–
prasa hydrauliczna,
–
dzienniczek praktyki.
Ćwiczenie 4
Badanie właściwości środka pomocniczego – matującego.
Na próbki skór po apreturowaniu i wysuszeniu nanieś przy pomocy pistoletu:
a) zestaw lakieru utrwalającego,
b) zestaw lakieru utrwalającego ze środkiem matującym.
Ćwiczenie powinno być wykonane w pracowni technologicznej.
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko do wykonania ćwiczenia z zachowaniem zasad bezpiecznej
pracy,
2) założyć odzież ochronną.
3) przygotować pistolet natryskowy,
4) przygotować roztwory lakieru utrwalającego i lakieru utrwalającego ze środkiem
matującym,
5) przygotować próbki skór po apreturowaniu i wysuszeniu,
6) nanieść na próbki skór przy pomocy pistoletu zestawy przygotowanego lakiery
utrwalającego,
7) wysuszyć próbki,
8) porównać wygląd powłoki kryjącej po wysuszeniu skór, wyniki zapisać w dzienniczku
praktyk.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Wyposażenie stanowiska pracy:
–
próbki skór po apreturowaniu i wysuszeniu,
–
roztwór lakieru,
–
roztwór środka matującego,
–
pistolet do natrysku skór,
–
kabina natryskowa,
–
dzienniczek praktyki.
Ćwiczenie 5
Badanie właściwości środka pomocniczego – chwytowego.
Na próbki skór po apreturowaniu i wysuszeniu nanieś przy pomocy pistoletu:
a) zestaw lakieru utrwalającego,
b) zestaw lakieru utrwalającego ze środkiem chwytowym.
Ćwiczenie powinno być wykonane w pracowni technologicznej.
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko do wykonania ćwiczenia z zachowaniem zasad bezpiecznej
pracy,
2) założyć odzież ochronną,
3) przygotować pistolet natryskowy,
4) przygotować roztwory lakieru utrwalającego i lakieru utrwalającego ze środkiem
chwytowym,
5) przygotować próbki skór po apreturowaniu i wysuszeniu,
6) nanieść na próbki skór przy pomocy pistoletu zestawy przygotowanego lakiery
utrwalającego,
7) wysuszyć próbki,
8) zbadać dotykiem chwyt powłok kryjących po wysuszeniu skór, wyniki zapisać w
dzienniczku praktyk.
Wyposażenie stanowiska pracy:
–
próbki skór po apreturowaniu i wysuszeniu,
–
roztwór lakieru,
–
roztwór środka chwytowego,
–
pistolet do natrysku skór,
–
kabina natryskowa,
–
dzienniczek praktyki.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) zorganizować stanowisko do dobierania zestawów kryjących?
¨
¨
2) wykonać zestawy wykończalnicze według receptur technologicznych?
¨
¨
3) wskazać i nazwać pomocnicze środki do zestawów wykończalniczych?
¨
¨
4) scharakteryzować różne środki podkładowe?
¨
¨
5) rozpoznać farby kryjące o dużej sile krycia, prześwitujące i transparentowe? ¨
¨
6) omówić zadania środków wiążących w zestawach wykończeniowych?
¨
¨
7) rozpoznać lakiery poliuretanowe do lakierowania skór?
¨
¨
8) zastosować zasady bezpiecznej pracy przy wykończaniu skór?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.3. Metody i techniki wykończania właściwego skór
4.3.1. Materiał nauczania
Jak już wcześniej zasygnalizowano, wykończenie właściwe skór polega na wytworzeniu
na powierzchni skór cieniutkiej powłoki kryjącej o specyficznych cechach, właściwych dla
danego asortymentu skór gotowych. Uzyskanie tych cech nie jest łatwe i łączy się z wieloma
problemami technologicznymi i technicznymi. W praktyce produkcyjnej wytwarzanie
powłoki kryjącej jest uzależnione od:
1. przygotowania powierzchni skór polegającej na:
−
zachowaniu naturalnego lica skór z otwartymi naturalnymi porami skóry,
−
powiększeniu powierzchni przyczepnej przez oszlifowanie skór,
−
wyrównaniu gładkości powierzchni przez prasowanie,
2. metody wytworzenia powłoki kryjącej przez:
−
dobór środków wykończalniczych do budowy powłoki,
−
budowanie właściwej struktury powłoki,
−
wyboru techniki wytworzenia powłoki.
Z zagadnieniami technologicznymi przygotowania skór do wykończania właściwego
zapoznałeś się realizując program jednostki modułowej 744[03].Z2.03 „Przygotowanie skór
do wykończania właściwego”. Poznałeś techniki oraz urządzenia i maszyny stosowane do
mechanicznych obróbek zmiękczania, wyrównania i wygładzania powierzchni lica i mizdry
skór, oraz rozwinięcia powierzchni przyczepnej przez szlifowanie.
Prasowanie skór
W wykończaniu właściwym skór, bardzo ważną czynnością technologiczną jest
międzyoperacyjne wygładzanie i wyrównywanie powierzchni powłok kryjących po kolejnych
etapach ich budowania. Żądane efekty uzyskuje się poddając skóry operacji prasowania .
Technologicznym celem prasowania jest:
−
wygładzenie i rozprostowanie powierzchni prasowanej,
−
nadanie sprężystego chwytu wykończanym skórom,
−
zmniejszenie wchłaniania apretur i wody,
−
zgęszczenie struktury skór,
−
poprawienie wyglądu estetycznego skór.
Na jakość prasowania mają wpływ trzy podstawowe parametry:
−
ciśnienie wywierane na skórę – powoduje rozprostowanie i wyrównanie prasowanego
materiału, zagęszczenie struktury włóknistej i zmniejszenie grubości skór,
−
temperatura części roboczej urządzenia prasującego – powoduje równomierne rozlanie
składników powłok kryjących, poprawia estetykę wyrobu gotowego i w zależności od
stosowanych apretur działa na utrwalenie powłok wykończeniowych na przykład przez
ścięcie białkowych środków wiążących,
−
czas wspólnego oddziaływania ciśnienia i temperatury na skórę – pozwala na wywołanie
i utrwalenie żądanych technologicznie zmian.
Ostateczny efekt prasowania skór zależny jest od rodzaju skór, ich grubości, sposobu
wyprawy i rodzaju wykończenia.
Do prasowania skór używane są maszyny zwane prasami lub prasowaczkami.
W praktyce produkcyjnej stosowane są dwa typy pras: prasy płytowe, w których częścią
roboczą są podgrzewane płyty prasujące i prasy walcowe, w których prasującym elementem
są podgrzewane walce.
Praktycznie większe zastosowanie mają prasy płytowe z hydraulicznym naciskiem płyty
prasującej na skórę.
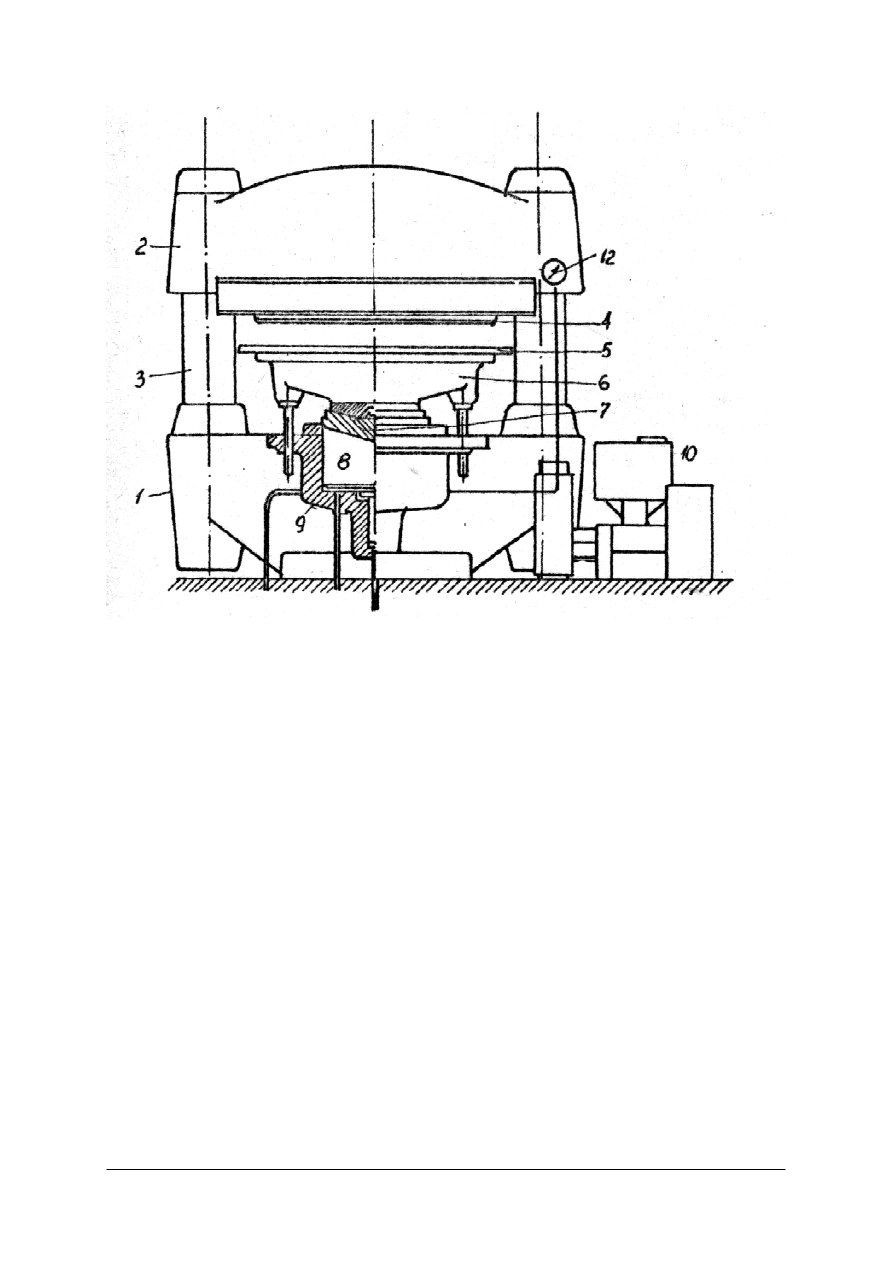
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Rys. 4. Schemat budowy prasy hydraulicznej [3, s.241]
1. sztywny korpus dolny maszyny,
2. korpus górny ze śrubami regulacji prześwitu stołu prasującego,
3. prowadnice regulacji prześwitu stołu i połączenia korpusów,
4. wymienna płyta prasująca,
5. płyta stołu roboczego z filcową podkładką,
6. podnoszony stół roboczy,
7. gniazdo osadzenia stołu roboczego,
8. przestrzeń napełniania olejem do podnoszenia stołu,
9. zbiornik oleju w czasie jałowego biegu maszyny,
10. pompa hydrauliczna z silnikiem,
11. zbiornik oleju,
12. manometr kontrolny ciśnienia oleju.
Prasowanie skór na prasie hydraulicznej płytowej polega na ułożeniu skóry, na stole
roboczym z filcowym podkładem, stroną licową do góry. Po uruchomieniu pompy
hydraulicznej przy pomocy dźwigni, następuje dociśnięcie stołu do gorącej płyty prasującej i
prasowanie skóry. Podniesienie stołu zachodzi w wyniku wytworzonego ciśnienia
hydraulicznego oleju. przepompowywanego ze zbiornika biegu jałowego maszyny, do
gniazda osadzenia stołu. Zwolnienie dźwigni wywołuje przestawienie zaworów w pompie
hydraulicznej
i
spływanie
oleju
na
powrót
do
zbiornika.
Stół
opada,
a wyprasowaną skórę można wysunąć spod płyty prasującej.
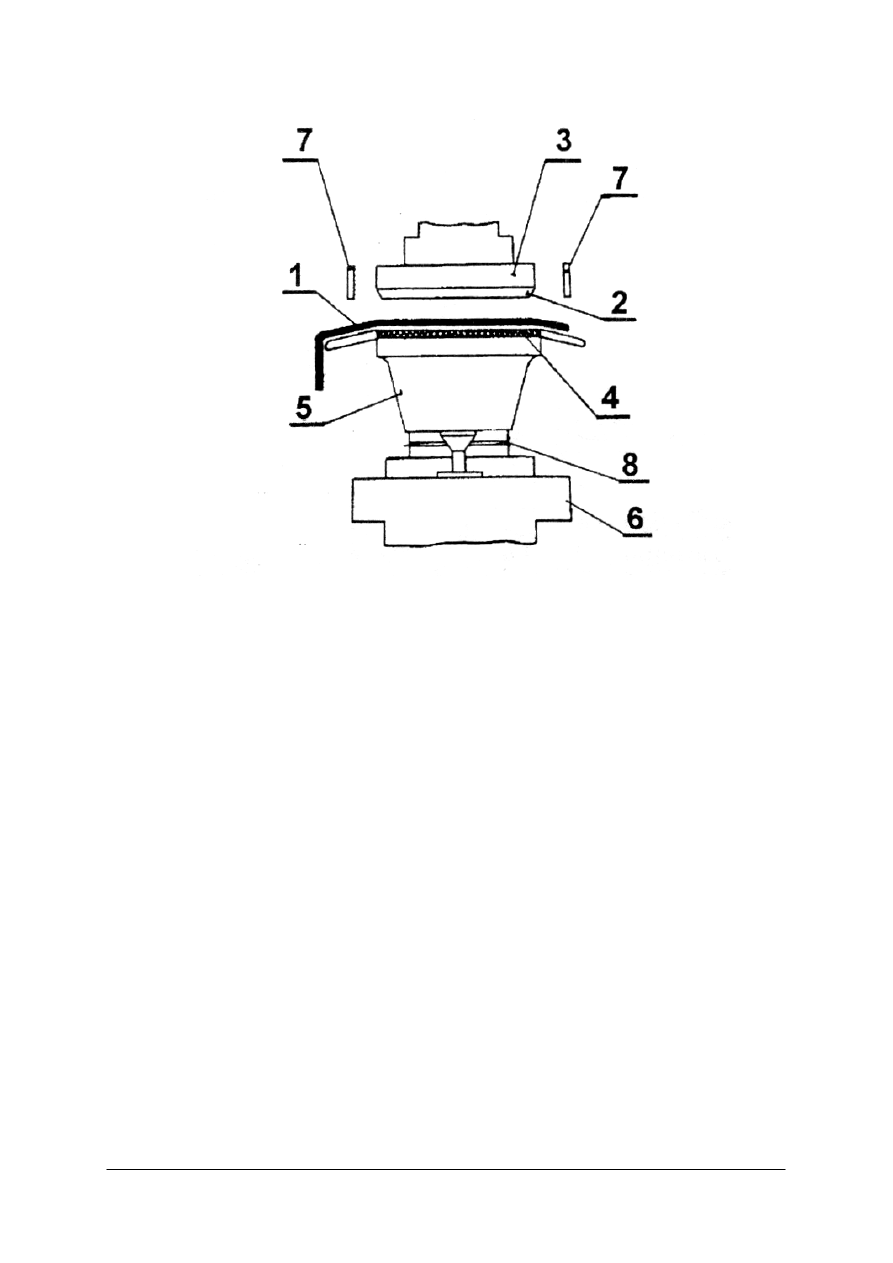
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Rys. 5. Schemat działania prasy hydraulicznej [8, s. 138]
1. prasowana skóra,
2. gorąca płyta prasująca,
3. urządzenie grzewcze płyty,
4. podkład filcowy stołu roboczego,
5. stół roboczy,
6. sztywny korpus dolny maszyny,
7. dźwignia uruchamiania maszyny z połączona z zaworem
bezpieczeństwa,
8. gniazdo kuliste osadzenia stołu roboczego
Prawidłowy efekt prasowania zapewniony jest osadzeniem stołu w gnieździe kulistym,
którego konstrukcja powoduje, że osiąga się prawie idealną równoległość płyty i stołu oraz
równomierny rozkład nacisku. Drobniejsze nierówności skóry wyrównywane są elastycznym,
filcowym podkładem na stole.
Proces prasowania skór na prasach walcowych polega na przesuwaniu skóry i dociskaniu
jej do podgrzewanego walca roboczego o gładkiej, niklowanej powierzchni.
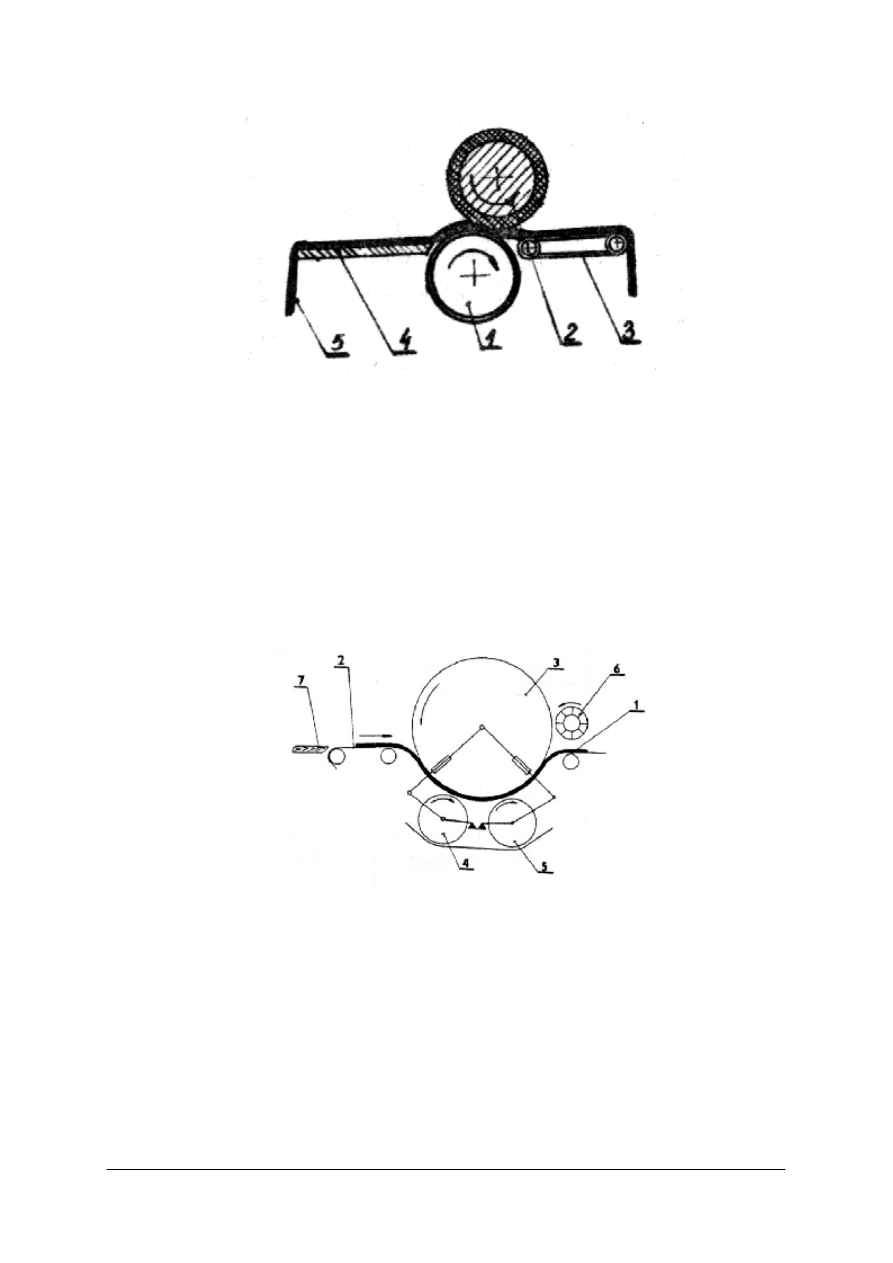
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Rys. 6. Schemat działania prasy walcowej „Finiflex” [3, s. 245]
1. ogrzewany walec roboczy,
2. wałek dociskowy,
3. przenośni taśmowy skór,,
4. stół podający,
5. prasowana skóra.
W prasach walcowych powierzchnia styku prasowanych skór jest stosunkowo wąska co
jest ujemną cechą tych maszyn. Aby zniwelować ten mankament stosuje się różne
konstrukcyjne udoskonalenia powodujące w większym lub mniejszym stopniu opasywanie
wałka roboczego przez skórę a przez to powierzchnia styku jest większa.
Rys. 7. Schemat działania prasy walcowej przelotowej [8, s.139]
1. prasowana skóra,
2. taśma przenośnika taśmowego,
3. podgrzewany walec prasujący,
4. wałek dociskowy,
5. wałek dociskowy,
6. wałek nożowy zdejmujący skórę,
7. stół do podawania skór.
Zwiększenie efektu działania parametrów prasowania: temperatury, docisku i czasu
uzyskuje się przez opasanie walca prasującego taśmą przenośnika. Czas prasowania zależy
również od prędkości ruchu taśmy przenośnika. Wielkość ciśnienia wywieranego na
powierzchnię skóry zależy od wytrzymałościowych właściwości materiału z jakiego

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
wykonany jest przenośnik. Podgrzewanie walca roboczego odbywa się przy pomocy grzałek
elektrycznych lub promiennikami podczerwieni.
Szczególnym sposobem prasowania jest deseniowanie lub tłoczenie skór. Jest to
operacja odciskania na powierzchni powłoki kryjącej różnych wzorów, przez co tworzy się
nowy wzór lica skóry. Deseniowanie stosowane jest głównie do korygowania uszkodzonego
lica naturalnego skór. Stosuje się je również do produkcji skór uszlachetnianych jako imitacji
na przykład skór węży lub krokodyli. Operacja deseniowania wykonywana jest przeważnie
na prasach płytowych przez wymianę płyty gładkiej na deseniowaną. Również prasy
przelotowe walcowe mogą mieć zastosowanie do deseniowania skór przy użyciu
wymiennych, specjalnie deseniowanych walców.
4.3.1.1. Metody wykończania skór
Metoda wykończania właściwego skór zależy od zastosowanych w zestawach
wykończalniczych środków wiążących, błonotwórczych. Zestawy wykończalnicze oprócz
środków wiążących zawierają substancje barwne – pigmenty, oraz substancje specjalne
pomocnicze i uszlachetniające na przykład: zagęstniki, środki matujące czy połyskowe.
Zestawy kryjące jako układy dyspersyjne, zawierają jeszcze rozpuszczalnik lub
rozcieńczalnik którym najczęściej jest woda.
Wykończanie kazeinowe. Obecnie ta metoda wykończania skór straciła na znaczeniu
i ma jedynie wartość historyczną. Niekiedy stosowana jest tylko do produkcji specjalnych
rodzajów skór. Nowoczesne metody wykończania plastykowego lub poliuretanowego
wyparły tą metodę jako bardzo kłopotliwą i dającą skóry o właściwościach użytkowych
gorszych niż inne stosowane obecnie metody.
Białkowe środki wiążące stosowane w wykończaniu kazeinowym skór otrzymywane są
z naturalnych białek głównie kazeiny, albuminy jaj lub krwi bydlęcej i żelatyny. Stosowane
w garbarstwie występują w postaci topów lub błyszczy kazeinowych jako stężone roztwory
zawierające inne środki pomocnicze jak: zmiękczacze, woski i zagęstniki oraz środki
zabezpieczające w postaci antyseptyków.
Warunkiem dobrego wykończenia kazeinowego jest równomierne wybarwienie skóry
w żądanym kolorze i zgodnym z barwą zestawu wykończalniczego. Tylko taka zgodność
pozwala na równomierne pokrycie skóry z zachowaniem zasady jak najcieńszego nałożenia
powłoki kryjącej. Farby kryjące kazeinowe ze względu na wysoką zawartość pigmentów
barwnych nie wykazują praktycznie przyczepności do wykończanej powierzchni. Dopiero
dodatek większej ilości kazeinowego środka wiążącego zwiększa aktywność wiązania.
Nadmierna zawartość tych środków jest jednak nie wskazana gdyż prowadzi do utwardzania
lica, wpływa na pogorszenie ścisłości, a nawet złuszczania się powłoki kryjącej.
Drugim problemem jest niedostateczna chłonność zestawu kryjącego przez powierzchnię
lica skóry przeznaczonej do wykończania kazeinowego. Ta chłonność jest różna w różnych
częściach topograficznych skóry i może być przyczyną nierównomiernego pokrycia powłoki
wykończalniczej. Lico skóry należy zmywać roztworem wyrównującym zwilżalność
i dopiero po wysuszeniu dokonywać apreturowania skór.
W końcowym etapie wykończenia kazeinowego stosuje się zestaw utrwalający którego
głównym składnikiem jest formalina. Przy użyciu tego środka należy zachować ostrożność /
opary tego związku silnie drażnią drogi oddechowe/. Zbyt stężone roztwory powodują twardy
i szorstki chwyt skóry i przyczyniają się do luźności lica wykończanej skóry.
Technika wykończenia kazeinowego skór polega na zmyciu powierzchni wykończanej
roztworem nawilżającym i wysuszeniu skór. Następnie nakłada się szczotkowo 1 lub
2-krotnie apreturę z farbą i środkiem wiążącym równo rozcierając nakładany zestaw. Po

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
każdorazowym nałożeniu skóry suszy się i prasuje. Ostatnie nałożenie apretury barwiącej
odbywa się przy pomocy pistoletu pneumatycznego w celu wyrównania i zatuszowania smug
po szczotkowym malowaniu. Zazwyczaj stosuje się 2–3 krotny natrysk krzyżowy,
podsuszając skóry po każdorazowym natrysku. Skóry suszy się i prasuje, a następnie utrwala
i poddaje ostatniemu prasowaniu.
Wykończanie plastykowe skór. Metoda plastykowego wykończania skór jest obecnie
podstawową metodą stosowaną przy produkcji większości asortymentów skór. Plastykowe
środki wiążące upraszczają technikę wykończania skór oraz wpływają bardzo korzystnie na
właściwości powłoki kryjącej. Zwiększają jej przyczepność, elastyczność, odporność na
wielokrotne zginanie oraz na tarcie. Wymagany połysk powłoki uzyskuje się przez
prasowanie, a dodatek różnych środków uszlachetniających pozwala na uzyskanie żądanych
efektów na przykład chwytowych, matu lub połysku.
Wykończanie plastykowe stosuje się zarówno do wykończania skór z licem naturalnym
jak i poprawionym. Jednak przyczepność powłok plastykowych do lica naturalnego jest
prawie o połowę niższa niż do lica po oszlifowaniu przy wykończaniu skór z licem
poprawionym. W celu zwiększenia wiązania powłoki kryjącej z licem naturalnym, obniża się
stopień wewnętrznego powiązania /kohezji/ składników zestawu przez zmniejszenie ilości
plastykowego środka wiążącego a zwiększeniu udziału emulsji woskowych, zmiękczaczy
i farb kryjących.
Przy wykończaniu skór z licem poprawionym grubość powłoki kryjącej jest znacznie
większa gdyż w pewnym stopniu spełnia funkcję sztucznego lica. Ma to jednak ujemny
wpływ na obniżenie własności higienicznych i użytkowych skóry. Najważniejszym
czynnikiem wykończenia skór z poprawionym licem jest sposób zamknięcia oszlifowanej
powierzchni lica specjalnymi podkładami wstępnymi, w skład których wchodzą lateksy
termoplastyczne do uściślania warstwy licowej.
Technika wykończania plastykowego skór rozpoczyna się od naprowadzenia zestawu
uściślającego i impregnującego. Zestaw nanosi się pistoletem lub szczotką na oszlifowane
lico skóry, podsusza w łagodnych warunkach, prasuje i poddaje właściwemu wykończeniu.
Wykończanie właściwe polega na apreturowaniu skór podkładami właściwymi
z plastykowymi środkami wiążącymi i farbami kryjącymi. Warstwa podkładowa jest
łącznikiem pomiędzy skórą a warstwą szkieletową powłoki kryjącej i wpływa w sposób
decydujący na adhezje powłoki do skóry. Posiada powinowactwo chemiczne i do skóry i do
warstwy szkieletowej Po naniesieniu zestawu, skóry podsusza się i prasuje najlepiej płytą
gładką /lustrzanką/ lub piaskową /z drobnym deseniem lica/. Dalszym etapem jest
natryskiwanie skór zestawem właściwym kryjącym i zestawem utrwalającym. Po
każdorazowym naniesieniu apretury skóry podsusz się w temperaturze 40–45
0
C, prasuje na
prasie płytą gładką w temp. 80
0
C i ciśnieniu 120 atm. Po utrwaleniu i wyprasowaniu skór
otrzymuje się towar gotowy.
Apreturowanie skór polega na powierzchniowym nakładaniu kolejnych zestawów
wykończalniczych. Zestawy występują w postaci dyspersji, z których po odparowaniu
rozpuszczalników powstają cieniutkie warstewki składników zestawu, z których buduje się
powłokę wykończeniową. Przy nanoszeniu zestawów wykończalniczych na powierzchnię
skóry ważną rolę odgrywa ich zdolność zwilżania i przyczepność. Im one są większe, tym
apretury łatwiej się rozpływają po powierzchni skóry i bardziej przylegają do powierzchni
lica. W celu zwiększenia zwilżalności i przyczepności zestawów, często się je rozcieńcza.
Środek rozcieńczający nawilża poprzednią już wysuszoną warstwę, narusza ją i powoduje
poprawę przyczepności do nowo naniesionej warstwy. Ma to duże znaczenie w sposobie
nanoszenia kolejnych warstw i zastosowania odpowiednich narzędzi i urządzeń a nawet
i agregatów wykończalniczych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
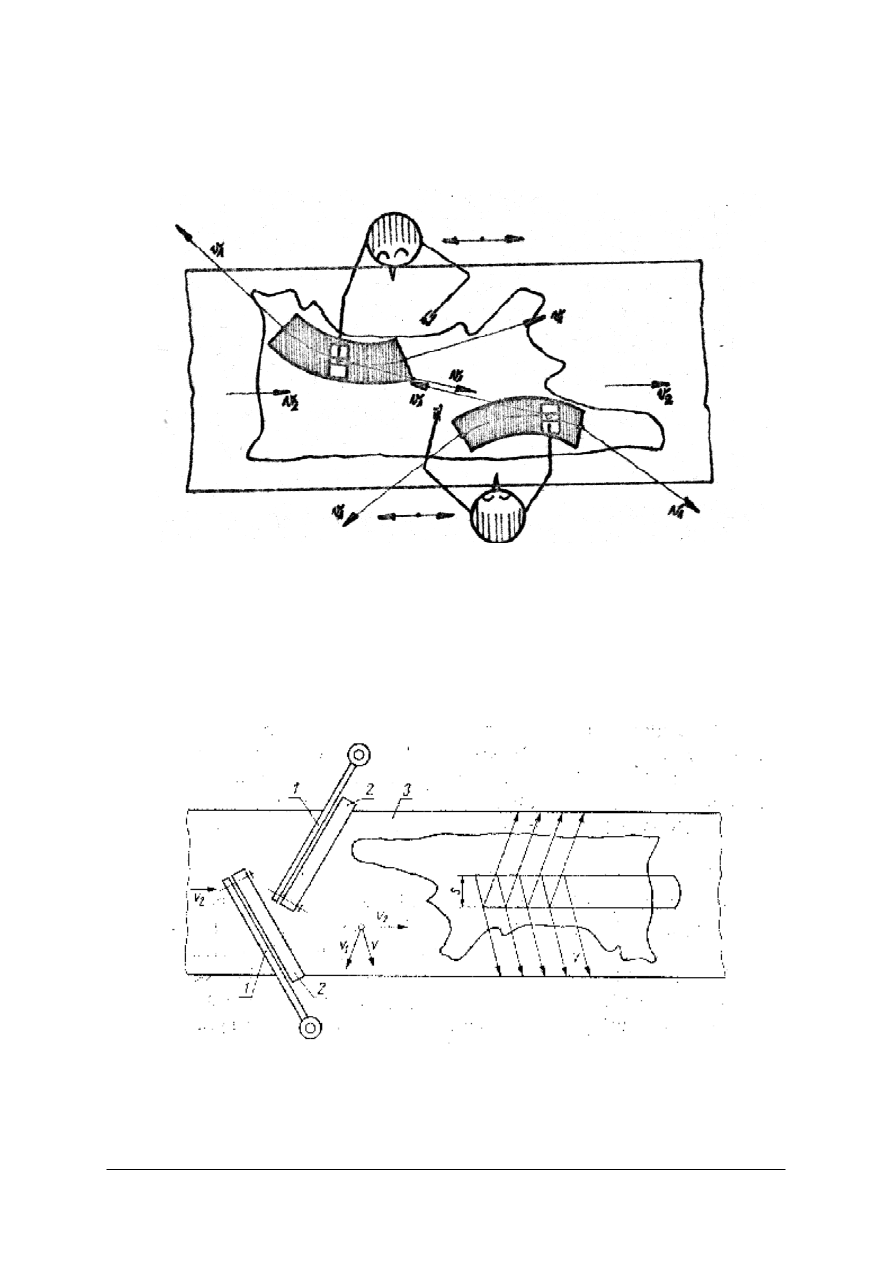
Tradycyjną metodą nanoszenia zestawów kryjących jest malowanie szczotkowe. Polega
ono na ręcznym wcieraniu zestawu apretury, szczotką pluszową w powierzchnię lica,
równomiernie na całej powierzchni skóry.
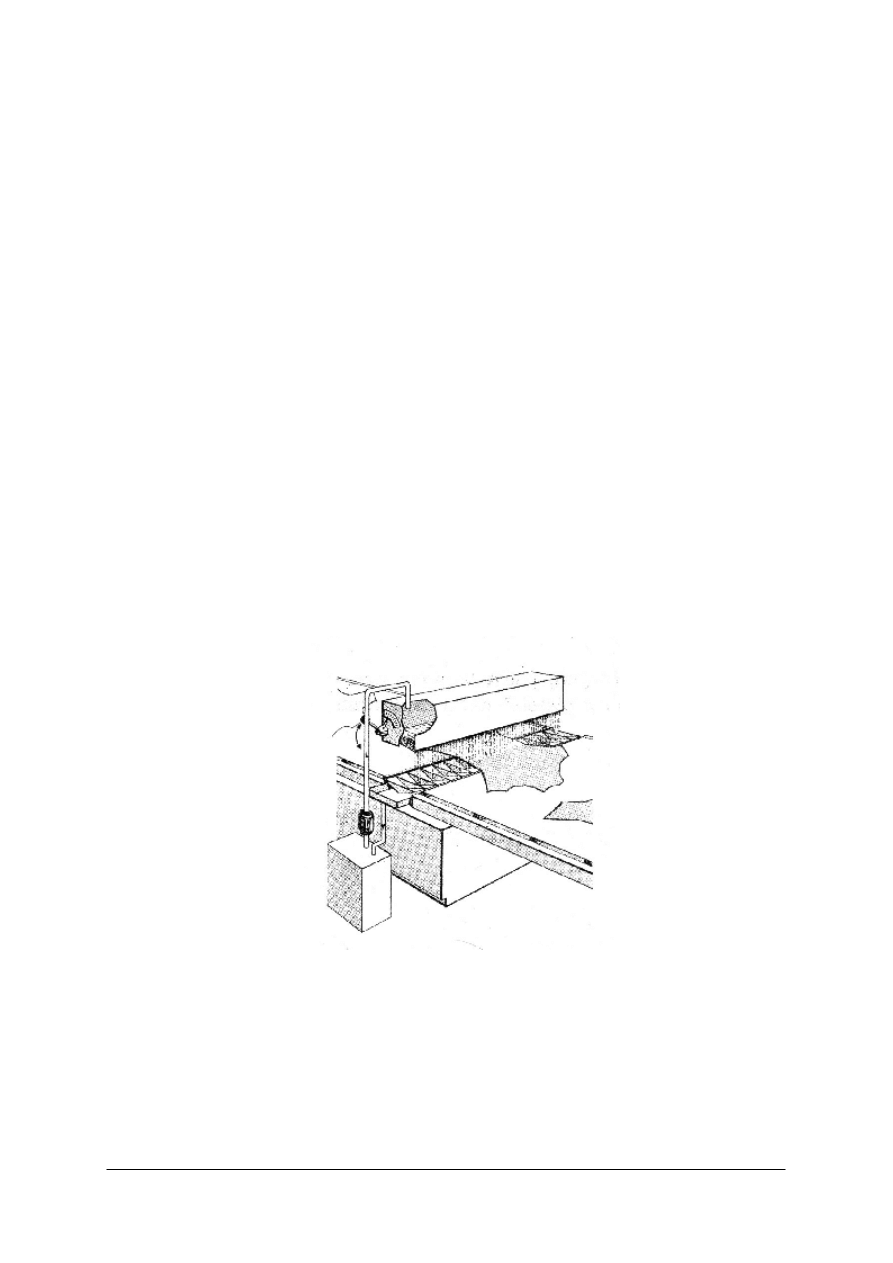
Rys. 8. Sposób ręcznego, szczotkowego nanoszenia apretur [3, s. 297]
Ręcznie nakładane są przeważnie zestawy apretur wodnych ewentualnie apretury
tłuszczowe lub woskowe. Operację tą wykonuje się na specjalnym stole z blatem łatwo
zmywalnym.
Urządzenia i agregaty do apreturowania są tak zbudowane konstrukcyjnie aby
naśladowały sposób i warunki istniejące przy ręcznym wykonywaniu operacji.
Rys. 9. Schemat działania agregatu do nakładania apretury [1, s.389]
1. ramię szczotki pluszowej,
2. taśma pluszowa do apreturowania,
3. przenośnik taśmowy o obwodzie zamkniętym.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Od urządzeń do mechanicznego nanoszenia apretur wymagane jest aby proces malowania
odbywał się kolejno na całej długości i powierzchni skóry, przy równoczesnym, płynnym
transporcie skór.
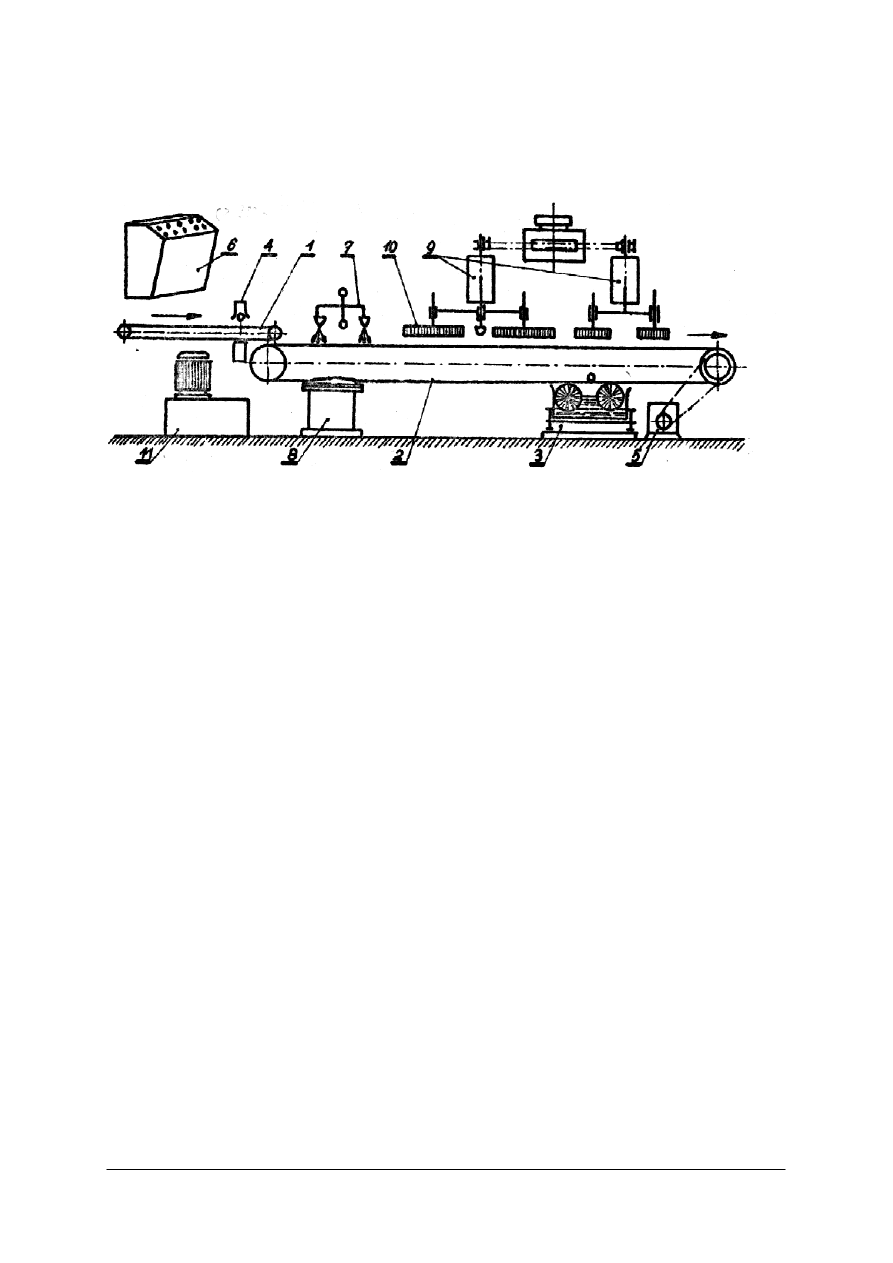
Rys. 10. Schemat budowy agregatu „Rotana” do malowania skór [3, s. 305]
1. przenośnik strunowy podający skórę,
2. taśma przenośnika głównego transportu skór,
3. urządzenie do przemywania przenośnika głównego,
4. urządzenie elektroniczne do odczytywania kształtu skór,
5. silnik przenośnika głównego,
6. szafa sterownicza,
7. pistolety do nanoszenia apretury,
8. zbiornik apretury,
9. mechanizmy jednostek rotacyjnego ruchu szczotek,
10. szczotki rozcierające apreturę,
11. silnik hydrauliczny zasilania synchronicznego szczotek agregatu.
Apreturowanie na agregatach do malowania polega na rozłożeniu skór na taśmie
przenośnika podającego, z którego przenoszona jest na przenośnik główny. Ruchem
jednostajnym przesuwana jest pod pistolety do natrysku apretury a następnie pod zespoły
rozprowadzające apreturę umieszczone po obu stronach przenośnika. Stanowią je szczotki –
taśmy pluszowe, opasane na dwóch wałkach i napędzane silnikiem elektrycznym. Położenie,
docisk do skór i zakres pracy zespołu szczotek jest regulowany. Przez zmianę kąta
wychylenia ramion układy malującego względem przesuwu transportera można dobrać
optymalny kierunek i zakres rozcierania apretury. Ze względu na nierówny profil skór, część
apretury zostaje rozprowadzona na taśmie przenośnika. Zabrudzony apreturą transporter
przenośnika głównego jest w sposób ciągły spłukiwany i przemywany.
Ze względu na konieczność suszenia apreturowanych skór agregaty muszą być
przelotowe i tworzyć ciągłe linie technologiczne z suszarniami.
Innym sposobem nakładania apretur i zestawów wykończalniczych jest technika
natrysku. Natryskiem można nakładać bardzo cienkie warstwy powłok wykończalniczych,
a skóry nie mają śladów jak przy malowaniu szczotkowym.
Nanoszenie apretur odbywa się za pomocą pistoletu natryskowego specjalnej
konstrukcji. Są to pistolety rozpylające roztwory za pomocą sprężonego powietrza.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
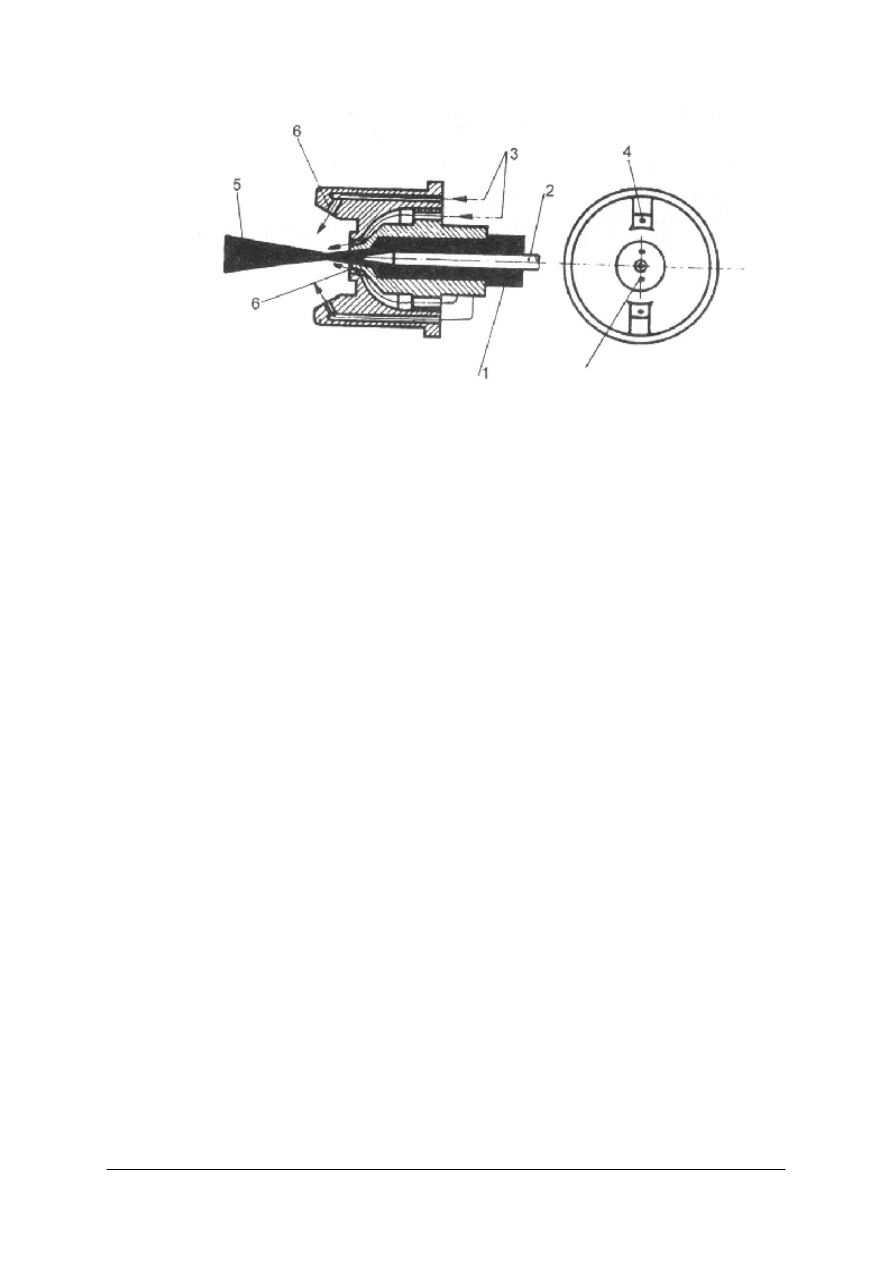
Rys. 11. Schemat działania dyszy pistoletu natryskowego [8, s. 136]
1. zestaw apretury roboczej,
2. iglica zamykająca i regulująca wielkością strumienia rozpylanej apretury,
3. kanały wypływu sprężonego powietrza ,
4. otwory wypływu powietrza,
5. strumień rozpylanej apretury,
6. kanały wylotu powietrza sterującego kształtem strumienia apretury.
Wylot dyszy zamykany jest iglicą osadzoną w gnieździe stożkowym. Odciągnięcie iglicy
mechanizmem spustowym pistoletu otwiera otwór główny wylotu roztworu. Jednocześnie
otwierane są zawory wypływu sprężonego powietrza, które wypływa kanałami tuż przy
otworze gniazda iglicy, i porywa cząsteczki roztworu apretury rozpylając je w postaci drobnej
mgły. Kształt rozpylenia strumienia regulowany jest sprężonym powietrzem wypływającym
kanałami na obrzeżu obudowy dyszy pistoletu.
Niektóre asortymenty skór, na przykład lakiery poliuretanowe sieciowane powietrzem,
wymagają stosowania pistoletów bezpowietrznych. Rozpylanie apretury odbywa się za
pomocą tłoczenia jej wywołanego wysokim ciśnieniem w zbiorniku przez pompę. Technika
natrysku bezpowietrznego jest oszczędna w ilości zużywania apretur, jednak nie można
uzyskać tak dokładnego nałożenia apretury na powierzchnię malowaną.
W małych zakładach garbarskich nakładanie apretur techniką natrysku odbywa się
w kabinach natryskowych przy pomocy ręcznego pistoletu. Kabina jest zamkniętą komorą
z własnym źródłem sprężonego powietrza, którym jest kompresor /sprężarka/ ze zbiornikiem
ciśnieniowym na wytworzone sprężone powietrze. Ubytek powietrza ze zbiornika podczas
natrysku skór, wywołuje obniżenie ciśnienia i automatyczne załączenie się silnika
napędowego sprężarki, uzupełniając zbiornik do określonego ciśnienia. Kabina natryskowa
wyposażona jest w ukośnie ustawiony blat z siatki na którym układa się skóry do natrysku.
Resztki rozpylonej apretury i pary rozpuszczalników usuwane są przez wentylator wyciągowy
i odprowadzane na zewnątrz pomieszczenia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
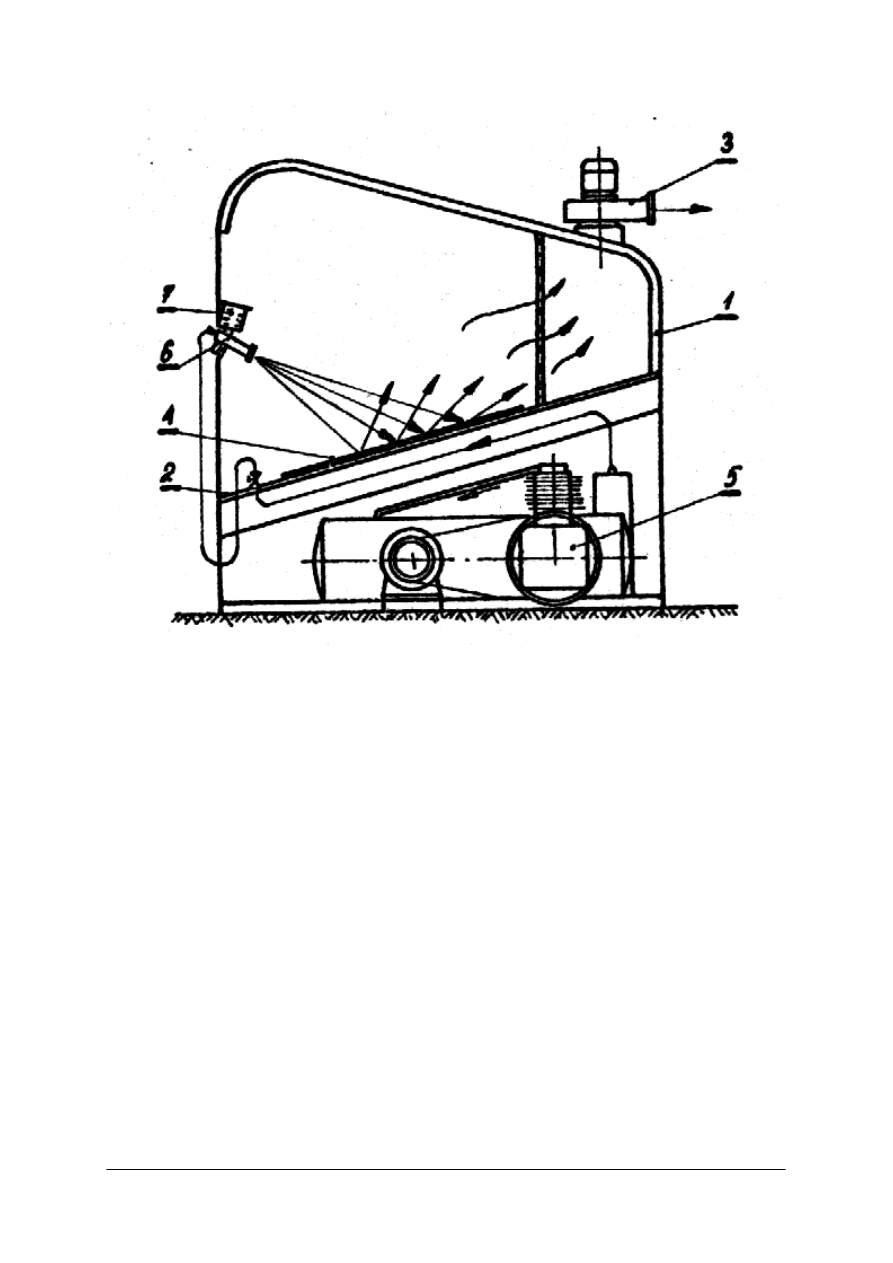
Rys. 12. Schemat kabiny do ręcznego natrysku skór [3, s. 315]
1. obudowa kabiny,
2. blat z siatki do układania skór,
3. wentylator wyciągowy,
4. natryskiwana skóra,
5. kompresor – sprężarka ze zbiornikiem sprężonego powietrza,
6. pistolet natryskowy,
7. zbiornik apretury.
W dużych zakładach garbarskich do natryskowego malowania skór stosuje się agregaty
natryskowe. Zbudowane są z kabiny wyposażonej w obrotowe pistolety natryskowe
zamocowane na ramionach krzyżaka i automatycznie natryskujące przesuwaną pod nimi
skórę. Skóra przesuwana z odpowiednią szybkością przez przenośnik po natryśnięciu
przechodzi przez tunele suszarnicze z ogrzanym powietrzem. Na wejściu do kabiny
natryskowej zamontowane jest urządzenie do odtwarzania kształtu skór i sterowania pracą
pistoletów w kabinie natryskowej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
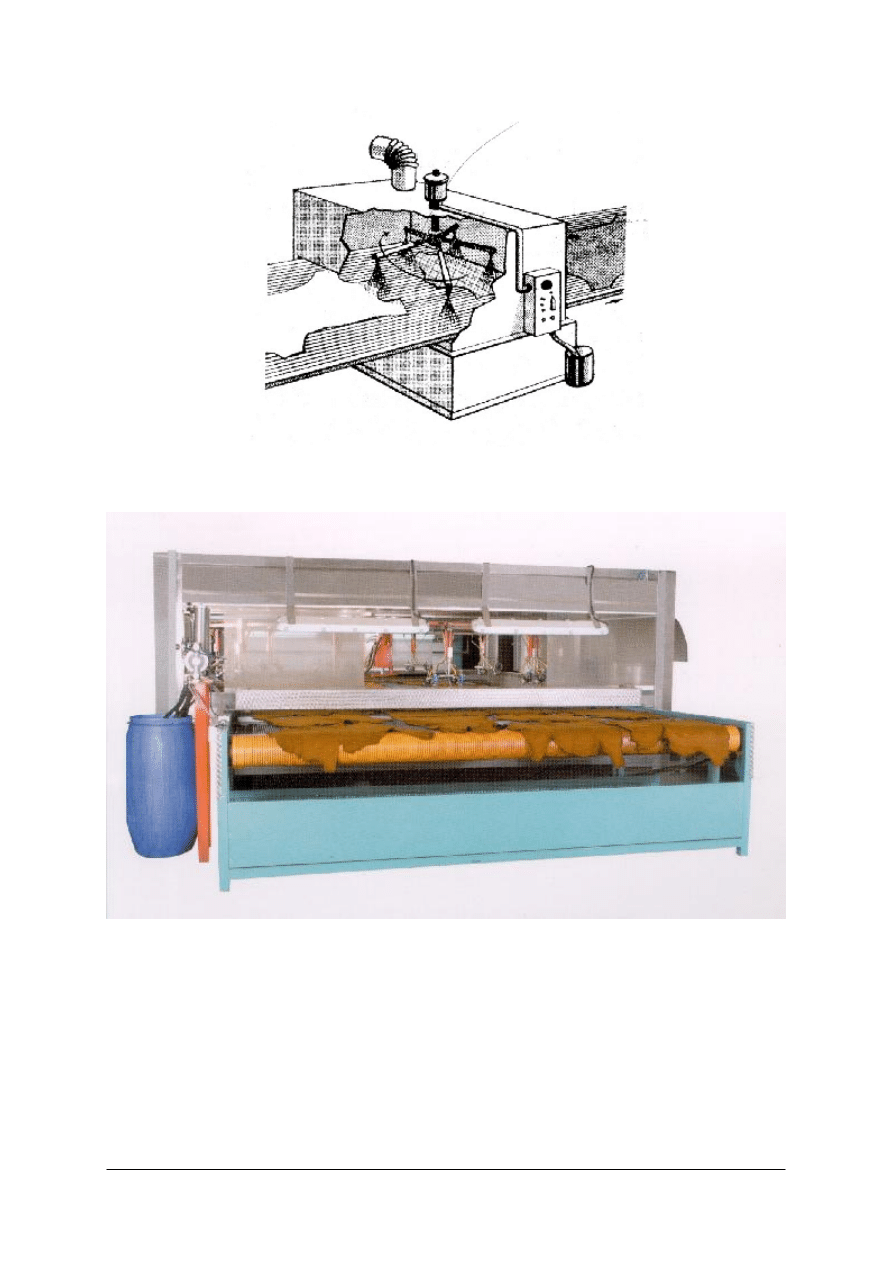
Rys. 13. Działanie agregatu natryskowego [1, s. 390]
Rys. 14. Agregat natryskowy firmy DEMASKAN {prospekt firmowy]
Agregaty natryskowo – suszarnicze mogą być wyposażone w jedną lub kilka kabin
natryskowych ustawionych na przemian z tunelami suszarniczymi. Ilość ich zależy od potrzeb
technologicznych i wielkości przestrzeni produkcyjnej.
Wykończanie poliuretanowe. Jest to podstawowa metoda wykończania w produkcji
skór lakierowanych. Krycie skór lakierami poliuretanowymi jest stosunkowo proste
w wykonaniu, a otrzymany towar gotowy odznacza się lustrzanym połyskiem, jest
wytrzymały na wielokrotne zginanie o dużej kohezji i łatwy w pielęgnacji z powłoką lakieru
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
odporną na rozpuszczalniki organiczne. Powłokę takiego lakieru można uzyskać przez
sieciowanie polimerów wchodzących w skład tej powłoki, reaktywnymi układami
poliuretanowymi.
Lakierowanie skór lakierami PU polega na:
1. przygotowaniu skór do lakierowania – półfabrykat crusty barwione i wysuszone:
−
szlifowanie skór bardzo drobnym papierem nr 360–400,
−
dokładne odpylenie,
−
wiązanie pyły przez natrysk lateksem, suszenie i prasowanie,
2. nałożeniu podkładu wstępnego: lateks impregnujący, woda, penetrator,
−
naniesienie podkładu techniką nalewania, natryskiem lub szczotkowo,
−
suszenie,
3. nałożeniu podkładu właściwego: farba kryjąca, woda, lateks wiążący PU,
−
malowanie szczotkowe,
−
suszenie,
−
prasowanie,
4. nałożeniu lakieru: lakier PU, farba kryjąca do zabarwienia lakieru, rozcieńczalnik,
utwardzacz izocyjanianowy,
−
nalewanie lub natrysk,
−
suszenie w pomieszczeniu bezpyłowym.
Skład ilościowy poszczególnych zestawów uzależniony jest od receptury
technologicznej podawanej przez producenta środków.
Do nanoszenia zestawów PU zalecana jest technika nalewania. Polega ona na
wytworzeniu ciekłej kurtyny – filmu z nanoszonej apretury, która nalewana jest na lico skóry
przesuwającej się nad szczeliną utworzoną pomiędzy dwoma przenośnikami przesuwającymi
skórę.
Rys. 15. Nalewarka [1, s. 389]
Film zestawu kryjącego nalewany jest na powierzchnię skóry z głowicy umieszczonej
nad szczeliną pomiędzy przenośnikami. Nadmiar apretury ścieka do specjalnego korytka
i odprowadzany jest do zbiornika, a dalej pompą z powrotem do głowicy maszyny.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
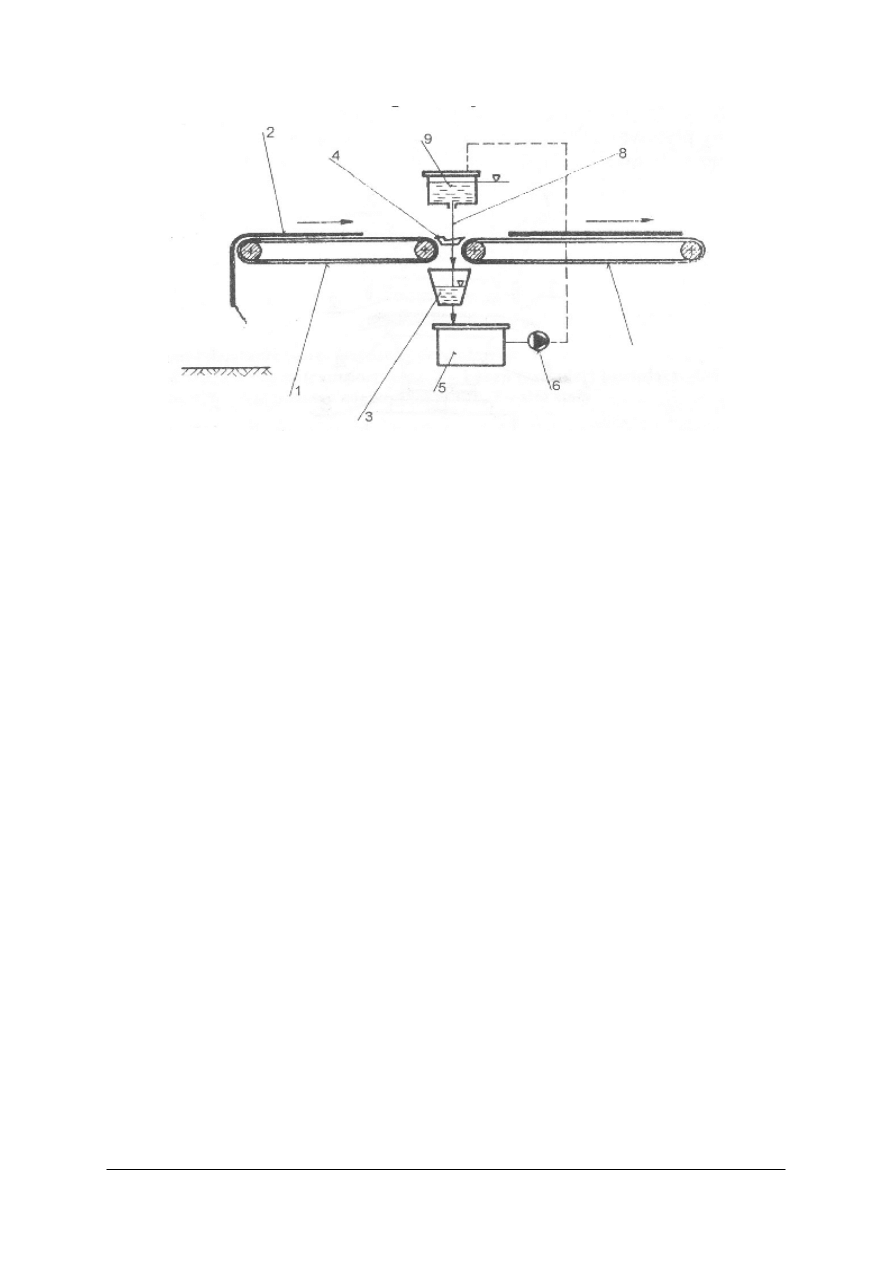
Rys. 16. Schemat działania nalewarki [8 , s. 137]
1. przenośnik podający skórę,
2. skóra do nałożenia apretury,
3. korytko do odbioru spływającej apretury,
4. grzebień szczeliny,
5. zbiornik na spływającą apreturę,
6. pompa do przesyłu apretury ze zbiornika do głowicy,
7. przenośnik odbierający skórę,
8. „kurtyna filmu” apretury,
9. głowica ze zbiornikiem apretury.
Grubość i równomierność rozłożenia filmu zależy od rodzaju i właściwości lepkich
apretury, szybkości jego wypływu z głowicy, wysokości ustawienia głowicy nad
transporterem, a także od szybkości przesuwania skóry.
Wykończanie poliuretanami w kombinacji z dyspersjami PU stosowanymi jako warstwy
podkładowe, mają zastosowanie do wykończania wysokiej jakości skór na cholewki obuwia,
skóry odzieżowe i meblowe. W ogólnym ujęciu wykończanie to jest stosowane do skór
odpornych na mokre i suche tarcie, na rozpuszczalniki organiczne i do skóry o łatwej
pielęgnacji. Mówiąc o skórach łatwej pielęgnacji rozumiemy że są to skóry:
1. nie ulegające łatwo brudzeniu się kurzem i błotem,
2. niepodatne na plamienie,
3. odporne na działanie wody,
4. odporne na zadrapania i ścieranie,
5. łatwe do czyszczenia wodą lub innymi rozpuszczalnikami.
Aby otrzymać takie skóry, powłoka wykończeniowa musi zawierać w swoim składzie
środki wiążące podatne na sieciowanie. Związkami takimi są topy PU oraz reaktywne
polimery w roztworach rozpuszczalników organicznych. Środki te po dodaniu utwardzacza
tworzą powłoki ochronne o dużej odporności na powierzchni skór.
Wykończanie dwoin. Światowy deficyt skór naturalnych jako surowca do otrzymywania
wyrobów skórzanych stał się powodem do wprowadzenia dwoin mizdrowych jako
półfabrykatu wykończanego na produkt zastępujący skóry pełnowartościowe. Surowcem do
otrzymywania imitacji skór z licem naturalnym są obecnie dwoiny bydlęce garbowania
chromowego wykończane jako dwoiny kryte sztucznym licem.
Wykończanie dwoin ze sztucznym licem. Polega ono na wytworzeniu na powierzchni
przeciwnej stronie mizdrowej, powłoki imitującej lico skóry naturalnej. Najprostszym
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
sposobem wytworzenia takiego lica jest wykończanie plastykowe z zastosowaniem
zagęszczanych zestawów kryjących, i z zawartością dużej stosunkowo ilości plastykowych
środków wiążących. Metoda plastykowego wykończania dwoin pozwala na wytworzenie na
dwoinie grubej powłoki kryjącej, która po zaprasowaniu deseniową płytą o drobnym
uziarnieniu, przypomina swoim wyglądem lico naturalnej, pełnowartościowej skóry. Jednak
wartości wytrzymałościowe, a głównie wytrzymałości na wielokrotne zginanie, takiego lica
ustępują skórom naturalnym. Gruba warstwa powłoki wykończeniowej jest przyczyną bardzo
ograniczonych właściwości higienicznych krytych dwoin. Oznacza to brak cech
przepuszczalności powietrza i pary wodnej. W grubej powłoce plastykowej, również siły
kohezji bardzo przeważają nad siłami adhezji co często powoduje odstawanie sztucznego lica
lub wręcz odchodzenie od powierzchni skór. Z tych wszystkich względów dwoiny kryte
przeznaczane są jedynie na wyroby galanteryjne o średnim standardzie.
Nieco lepsze właściwości uzyskuje się wykończając dwoiny sztucznym licem
z wykorzystaniem lakierów poliuretanowych. Dwoiny lakierowane mogą być wykorzystane
do produkcji galanterii i obuwia domowego.
Wykończanie dwoin laminowanych. Jest to sposób wytwarzania sztucznego lica na
powierzchni dwoin techniką laminowania foliami PCW lub foliami PU. Folie PCW mają
dwuwarstwową budowę z warstwy dolnej porowatej i z warstwy ochronnej – litej. Wadą jest
brak przepuszczalności pary wodnej. Mimo to często dwoiny wykończane licem z PCW są
stosowane do produkcji cholewek obuwia.
Lepsze własności użytkowe, oraz zdolność przepuszczania pary wodnej wykazują
dwoiny laminowane foliami PU. Posiadają też deseń imitujący rysunek lica.
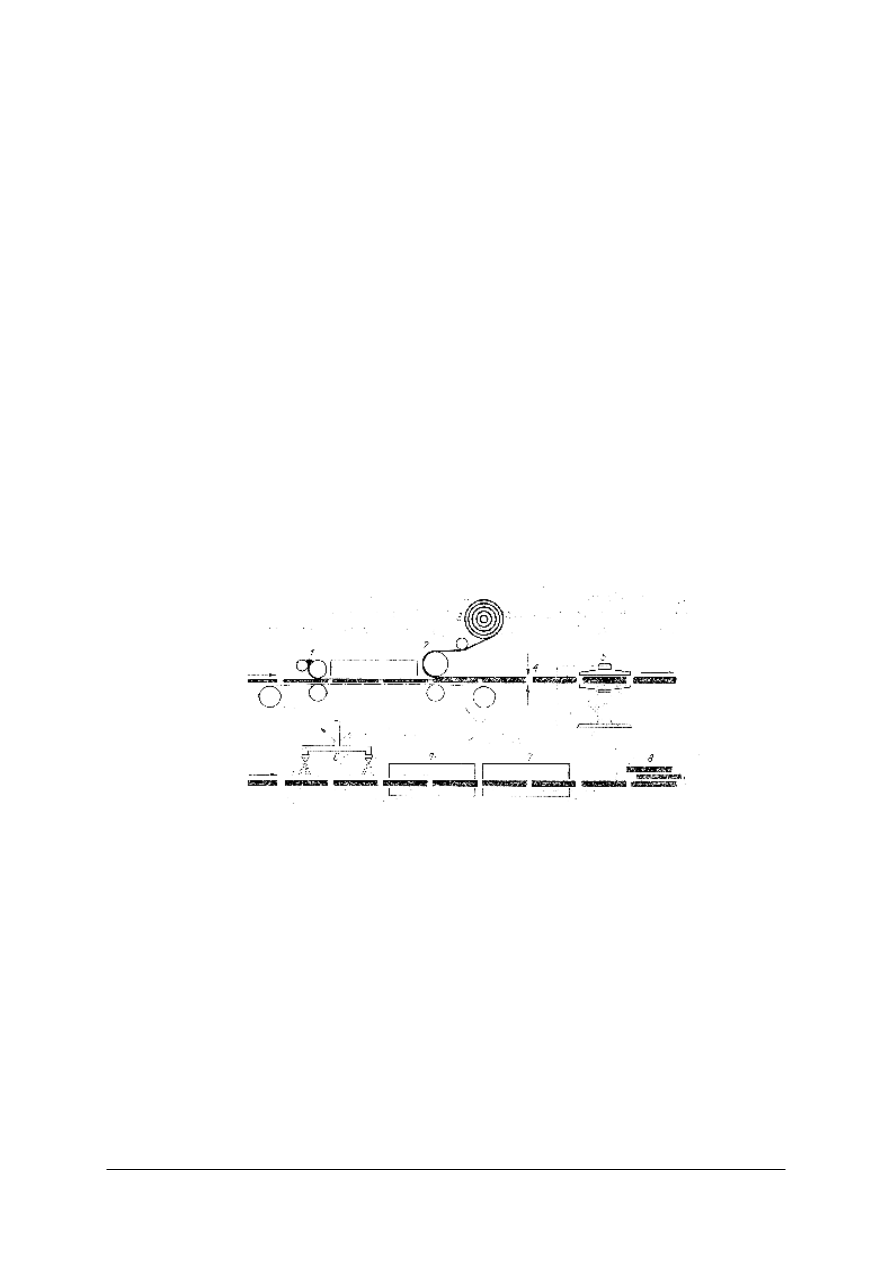
Rys. 17. Schemat laminowania dwoin foliami [1, s. 385]
1. nanoszenie kleju,
2. laminowanie,
3. folia, laminat,
4. okrawanie,
5. prasowanie albo deseniowanie,
6. wykończanie,
7. suszenie i chłodzenie,
8. składanie w stosy.
Podstawową techniką wykończania dwoin chromowych ze sztucznym licem jest jednak
powlekanie tworzywem powłokowym. Stosowane są dwie metody powlekania dwoin
tworzywem:
−
metoda bezpośrednia polegająca na nakładaniu kleju i tworzywa bezpośrednio na
powierzchnię przygotowanej dwoiny,
−
metoda pośrednia z wykorzystaniem podłoża pomocniczego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
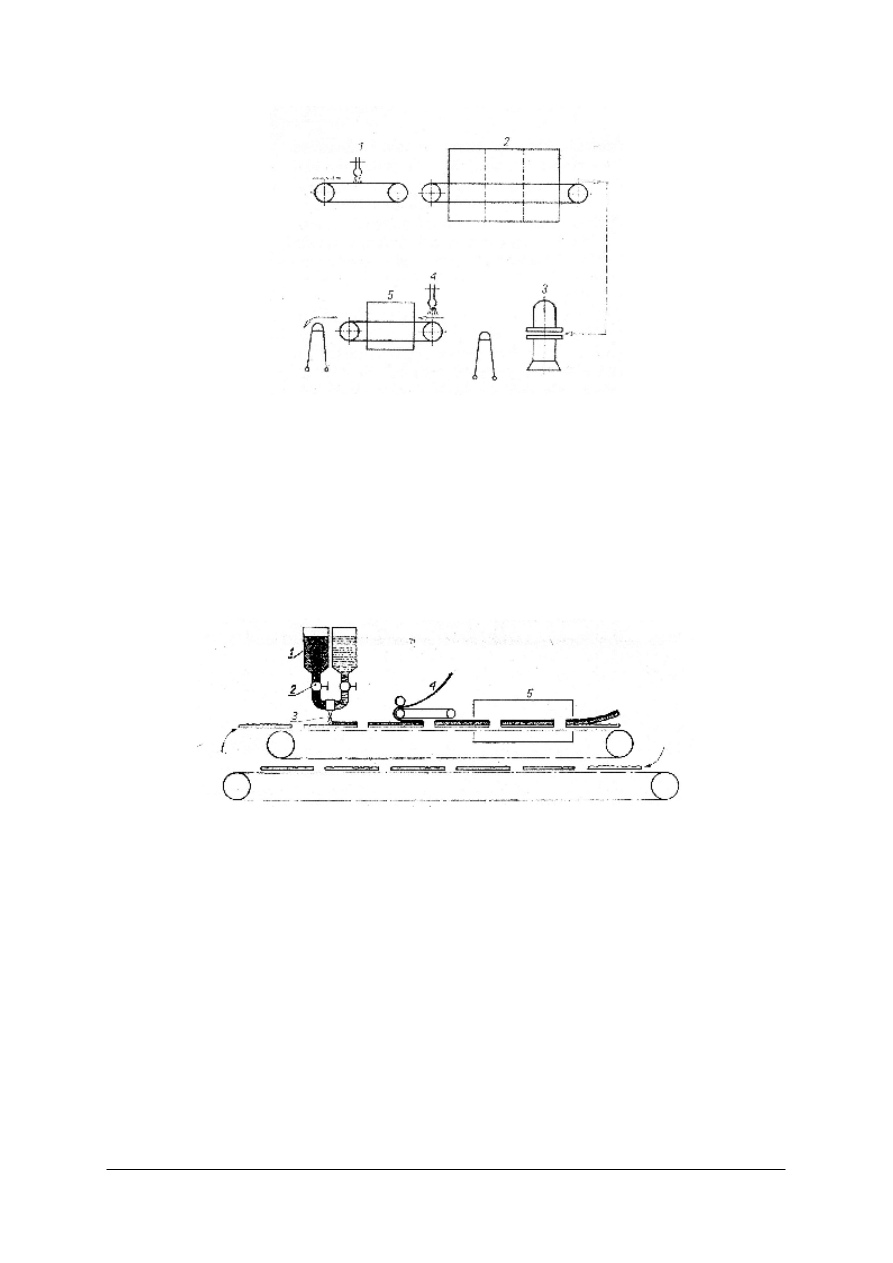
Rys. 18. Schemat powlekania dwoin metodą bezpośrednią [1, s. 386]
1. nakładanie kleju i tworzywa porowatego na dwoinę,
2. suszenie,
3. prasowanie lub deseniowanie powierzchni tworzywa,
4. natryskiwanie apreturą wykończeniową,
5. suszenie.
W metodzie pośredniej korzysta się z podłoża pomocniczego na które nanosi się najpierw
tworzywo w postaci kompozycji poliuretanowych składników. Podłoże pomocnicze może
spełniać jednocześnie rolę matrycy z naniesionym odbiciem rysunku lica naturalnej skóry.
Na warstwie powłokowej odbija się rysunek lica z matrycy, a na kleistą warstwę powłokową
nakleja się dwoinę.
Rys. 19. Schemat powlekania dwoin metodą pośrednią [1, s. 386]
1. zbiorniki składników kompozycji poliuretanowej,
2. zawory dozujące,
3. dysza mieszania komponentów,
4. nakładanie skóry,
5. suszenie.
Jeśli podłoże pomocnicze nie jest matrycą to rolę jego spełnia taśma papieru
o impregnacji przeciwprzylepnej.
4.3.1.2. Charakterystyka wykończenia typowych asortymentów skór
Wykończenie anilinowe. Skóry anilinowe charakteryzują się przezroczystą powłoką
która nie tuszuje rysunku lica i nie zmienia praktycznie pierwotnych cech skóry wyprawionej.
Wykończenie anilinowe polega na położeniu na skórze dwóch warstw:
1. podkładowej – która nie zawiera żadnych barwnych pigmentów lub pigmenty
transparentowe w minimalnej ilości i o minimalnej sile krycia,
2. połyskowej przezroczystej bez jakichkolwiek pigmentów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Promienie światła padające na skórę, przechodząc przez powłokę odbijają się od
naturalnego lica uwidaczniając jego rysunek.
Odmianą skór anilinowych są skóry półanilinowe /semianilinowe/. W wykończaniu
tego rodzaju skór w warstwie podkładowej stosuje się cienką warstwę pigmentów kryjących,
a w warstwie szkieletowej pigmentów transparentowych, prześwitujących. W efekcie
tuszowane są niewielkie wady warstwy licowej.
Wprowadzenie większej ilości pigmentów kryjących do warstwy podkładowej i nawet
w dolnej części warstwy szkieletowej zawierającej pigmenty przeświecające, prowadzi do
otrzymania skór tak zwanych typu anilinowego. Powłoka kryjąca pomimo że podobna jest
do powłoki skór anilinowych, jest o wiele grubsza. Zadaniem jej jest zatuszować wady
warstwy licowej skór a rysunek lica uwydatnia się przez deseniowanie skór na prasie
hydraulicznej z płytą o wzorze rysunku lica. Większa niż u skór anilinowych grubość powłoki
kryjącej, zmniejsza właściwości przepuszczalności powietrza i pary wodnej, skóra może
tracić delikatną miękkość i chwyt skóry naturalnej.
Skóry z wykończeniem anilinowym należą do skór o najwyższych wartościach
estetycznych i użytkowych, a czysto anilinowe uważane są za luksusowe.
Wykończenie lakierowe. Ten typ wykończenia polega na nałożeniu na lico skór bardzo
błyszczącej, lustrzanej powłoki wykończalniczej. Powłoka ta zbudowana jest z warstwy
podkładowej i warstwy szkieletowej pełniącej jednocześnie rolę warstwy połyskowej.
W warstwie szkieletowej, zbudowanej przez sieciowanie polimerów, znajdują się w całej jej
objętości pigmenty barwne kryjące nadające kolor skórom gotowym.
Technika lakierowania skór polega na pokryciu lekko oszlifowanego i uściślonego lica,
warstwą podkładową której nałożenie odbywa się metodą malowania szczotkowego lub
natryskiem, a po wysuszeniu i wygładzeniu skór przez prasowanie, nakłada się warstwę
lakieru. Obecnie techniką stosowaną do nakładania lakieru jest nakładanie za pomocą
nalewarki. Po nałożeniu lakieru następuje odparowanie rozpuszczalnika /fizyczne
wysychanie/ i powstaje dość gruba warstwa szkieletowo - połyskowa lakieru.
Gruba powłoka wykończalnicza jest nieprzepuszczalna dla powietrza i pary wodnej
i o ograniczonej wytrzymałości na wielokrotne zginanie.
Wykończenie typu „naturalnego”. Główną cechą skór wykończanych jako „naturalne”
jest charakterystyczny chwyt i wygląd lica jak przy skórach naturalnych z uwypukleniem
charakteru lica z wadami typu jarzma, zrosty, znaki wypalane. Na skórach wytwarza się
bardzo cienką powłokę przy zastosowaniu specjalnych apretur poliuretanowych wnikających
bardzo łatwo do tkanki wykończanych skór. Powłoka tworzy warstewkę z wklęsłościami
otworów po cebulkach włosowych, jarzmach i innych naturalnych wklęsłościach lub
wypukłościach skór.
Technika wykonania nałożenia powłoki wykończeniowej polega na jedno lub
dwukrotnym natrysku skór apreturą, lekkim prasowaniu i międleniu skór w bębnie
obrotowym.
Wykończenie z efektem florentik. Ten typ wykończania polega na nałożeniu na lico
skór powłoki składającej się z dwóch warstw. Wizualnie warstwy te różnią się
kontrastowością kolorów. Przykładowo warstwa spodnia, podkładowa jest w kolorze wiśni,
a zewnętrzna lakierowa – czarna. Efekt florentik /dwubarwność wyrobu/ uzyskuje się przez
ścieranie czarnej warstewki zewnętrznego lakieru w odpowiednich miejscach skór
przetworzonych na wyrób skórzany na przykład na obuwie. Przecieranie skór odbywa się na
gotowym wyrobie.
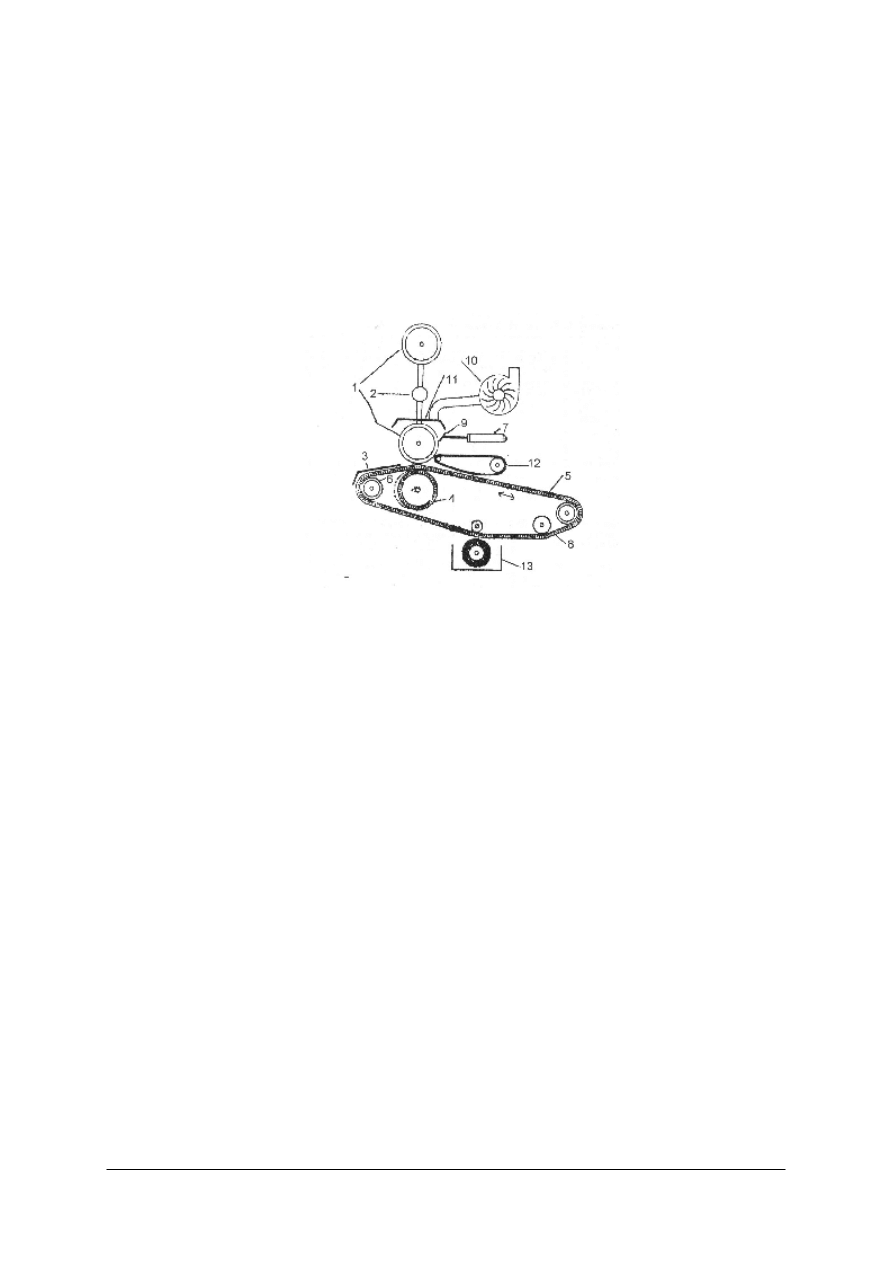
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Technika wykończania skór florentik polega na nałożeniu na przygotowane skóry
warstwy podkładowej i szkieletowej metodą plastykową z udziałem środków wiążących
plastykowych lub poliuretanowych i barwnym pigmentem kryjącym. Adhezja i kohezja tych
warstw jest bardzo wysoka. Warstwa zewnętrzna, połyskowa, to apretura poliuretanowa
z miękkimi woskami ulegająca przecieraniu podczas tarcia wywołanego filcowym krążkiem.
Podczas tarcia powstaje podwyższona temperatura i następuje ścieranie zewnętrznego lakieru.
Skóry drukowane. Modnymi walorami estetycznymi odznaczają się skóry których lico
wykończane jest techniką drukowania. Technika ta polega na nakładaniu farb kryjących na
powierzchnię lica za pomocą grawerowanych wałów.
Rys. 20. Schemat pracy maszyny do drukowania skór [8, s.137]
1. grawerowane wały wymienne do drukowania ,
2. mechanizm obrotowy wymiany wałów grawerowanych,
3. stół do wprowadzania skór,
4. wał dociskowy elastyczny,
5. transporter elastyczny, silikonowy,
6. wałek napędu transportera,
7. mechanizm zbierania nadmiaru apretury,
8. sterowanie naciągu transportera,
9. listwa regulująca ilość apretury,
10. wentylator,
11. osłona pracującego wału drukarki,
12. taśma odciskająca,
13. szczotka czyszcząca transporter .
Skóra podawana jest pod wał grawerowany z odpowiednim wzorem. Wzór zostaje
odciśnięty na skórze za pomocą barwnej apretury wykończeniowej spływającej na wał
roboczy. W zależności od potrzebnego wzoru , wały grawerowane można wymieniać.
Drukowanie jest jedną z metod uszlachetniania skór wyprawianych bez włosa. Celem
drukowania skór może być uzyskiwanie imitacji różnych rodzajów skór szlachetnych lub
nakładanie na skóry fantazyjnych wzorów.
Innymi metodami drukowania mogą być:
−
tamponowanie – wykonywane gładkim walcem na wierzchołkach skór tłoczonych,
−
przecieranie – nałożenie farby walcem grawerowanym i jej nierównomierne ścieranie.
Wykończanie welurów i nubuków. Wymagania stawiane przez przemysł przetwórczy
asortymentom skór wykończanych ze szlifowaną powierzchnią użytkową, zmuszają do
zastosowania procesów wykończania które:
−
wywołują i utrwalają barwę na skórach,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
−
pogłębiają kolor wybarwienia i jego odcień,
−
zabezpieczają przed brudzeniem powodowanym ścieraniem barwnika – tak zwane
smolenie,
−
zabezpieczają przed blaknięciem i szarzeniem skór w czasie składowanie
i użytkowania,
−
zwiększają odporność na działanie wody i zabrudzenia kurzem i błotem.
Wszystkie te cechy użytkowe skór welurowych i nubukowych muszą być zabezpieczone
i utrwalone. Dokonuje się tego przez traktowanie ich apreturami i środkami impregnującymi.
Apreturowanie i impregnowanie należy wykonywać w taki sposób aby nie zmieniać
charakterystycznego chwytu skór, aby skóry nie wykazywały szorstkości włókienek lub
zbytniej kleistości i zlepiania się.
Operacje wykończeniowe welurów i nubuków rozpoczynają się zaraz po kąpielowym
wybarwieniu. Skóry poddawane są impregnacji hydrofobowej uodparniającej je na działanie
wody. Często stosowane międlenie w bębnach garbarskich w celu zmiękczenia tkanki
wspomagane jest dodatkiem środków podwyższających efekt wybarwienia a także dodatkiem
olejów silikonowych lub emulsji tłuszczowych jako wstępnej impregnacji hydrofobowej.
Wykończanie właściwe welurów i nubuków polega na natryskiwaniu powierzchni
użytkowej skór apreturami barwnymi, a następnie roztworami impregnującymi
i zabezpieczającymi przed przyjmowaniem wody i zabrudzeniami pochodzącymi z zewnątrz
w czasie użytkowania wyrobów.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polega przygotowanie skór do krycia zestawami wykończeniowymi?
2. Co to jest prasowanie skór?
3. Jakie znasz typy maszyn do prasowania skór?
4. Na czym polega deseniowanie skór?
5. Jakie znasz parametry prasowania skór?
6. Od czego zależą metody wykończania skór?
7. Co to jest malowanie skór?
8. Jakie znasz sposoby i techniki malowania skór?
9. Co oznacza zwrot: natryskowe nakładanie apretury wykończeniowej?
10. Co to jest pistolet i kabina natryskowa?
11. Jak działa pistolet do natrysku skór?
12. Co to są agregaty do malowania i natrysku skór?
13. Co to jest nalewarka?
14. Jaka jest zasada pracy nalewarki?
15. Na czym polega wykończanie dwoin krytych?
16. Jakie są metody nakładania na dwoiny sztucznego lica?
17. Na czym polega drukowanie skór?
4.3.3. Ćwiczenia
Ćwiczenie 1
Narysuj schemat działania prasy hydraulicznej stołowej i wyjaśnij zasadę prasowania
oraz deseniowania skór.
Ćwiczenie należy wykonać w pracowni technologicznej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) przygotować karton – arkusz wielkości najmniej A-4,
3) przygotować zestaw przyrządów do rysowania,
4) narysować schemat prasy hydraulicznej płytowej,
5) oznaczyć podstawowe mechanizmy maszyny,
6) wyjaśnić zasadę prasowania i deseniowania skór,
7) na przykładach katalogowych próbek wyjaśnić różnicę pomiędzy prasowaniem
a deseniowaniem skór.
Wyposażenie stanowiska pracy:
–
stół do rysowania,
–
karton lub arkusz grubszego papieru o wymiarze przynajmniej A-4,
–
przyrządy do rysowania: ołówek, gumka, pisaki czarne,
–
katalog próbek skór o różnego rodzaju wykończeń i deseni lica skór.
Ćwiczenie 2
Obserwując pracę agregatu do malowania szczotkowego skór, wyjaśnij:
−
zasadę działania agregatu,
−
sposób podawania skór,
−
połączenie agregatu w ciąg technologiczny,
−
sposób nakładania apretury kryjącej.
Ćwiczenie powinno być realizowane w zakładzie pracy wyposażonym w nowoczesne
maszyny i agregaty wykończalnicze.
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie powinieneś:
1) wziąć udział w zwiedzaniu nowoczesnego zakładu garbarskiego,
2) zapoznać się z zasadami maszynowego wykończania skór,
3) zapoznać się z obowiązującymi zasadami i instrukcjami bezpiecznej pracy na
stanowiskach do maszynowego malowania skór,
4) wysłuchać instruktarzu o budowie, działaniu i eksploatacji agregatu do malowania skór,
5) starać się samemu przekazać i wyjaśnić poznane wiadomości,
6) wziąć udział w dyskusji i podsumowaniu zajęć,
7) uwagi i wnioski wpisać do dzienniczka praktyki.
Wyposażenie stanowiska pracy:
–
instrukcja obsługi i eksploatacji maszyny do malowania skór,
–
instrukcja technologiczna maszynowego malowania skór,
–
instrukcja zachowania zasad bezpieczeństwa i higieny pracy przy stanowisku
maszynowego malowania skór.
Ćwiczenie 3
Obserwując pracę agregatu do apreturowania natryskowego skór, wyjaśnij:
−
zasadę działania agregatu,
−
sposób podawania skór,
−
połączenie agregatu w ciąg technologiczny,
−
sposób nakładania apretury kryjącej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Ćwiczenie powinno być realizowane w zakładzie pracy wyposażonym w nowoczesne
maszyny i agregaty wykończalnicze.
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie powinieneś:
1) wziąć udział w zwiedzaniu nowoczesnego zakładu garbarskiego,
2) zapoznać się z zasadami maszynowego wykończania skór,
3) zapoznać się z obowiązującymi zasadami i instrukcjami bezpiecznej pracy na
stanowiskach do natryskowego apreturowania skór,
4) wysłuchać instruktarzu o budowie, działaniu i eksploatacji agregatu do natrysku skór,
5) starać się samemu przekazać i wyjaśnić poznane wiadomości,
6) wziąć udział w dyskusji i podsumowaniu zajęć,
7) uwagi i wnioski wpisać do dzienniczka praktyki.
Wyposażenie stanowiska pracy:
–
instrukcja obsługi i eksploatacji agregatu do natrysku skór,
–
instrukcja technologiczna natrysku skór w agregacie,
–
instrukcja zachowania zasad bezpieczeństwa i higieny pracy przy stanowisku
maszynowego natryskiwania skór.
Ćwiczenie 4
Obserwując pracę nalewarki do skór, wyjaśnij:
−
zasadę działania nalewarki,
−
sposób podawania skór,
−
połączenie agregatu w ciąg technologiczny,
−
sposób nakładania apretury kryjącej.
Ćwiczenie powinno być realizowane w zakładzie pracy wyposażonym w nowoczesne
maszyny i agregaty wykończalnicze.
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie powinieneś:
1) wziąć udział w zwiedzaniu nowoczesnego zakładu garbarskiego,
2) zapoznać się z zasadami maszynowego wykończania skór,
3) zapoznać się z obowiązującymi zasadami i instrukcjami bezpiecznej pracy na
stanowiskach do apreturowania skór,
4) wysłuchać instruktarzu o budowie, działaniu i eksploatacji nalewarki do nakładania
zestawów wykończalniczych na skóry,
5) starać się samemu przekazać i wyjaśnić poznane wiadomości,
6) wziąć udział w dyskusji i podsumowaniu zajęć,
7) uwagi i wnioski wpisać do dzienniczka praktyki.
Wyposażenie stanowiska pracy:
–
instrukcja obsługi i eksploatacji nalewarki do nakładania zestawów wykończalniczych na
skóry,
–
instrukcja technologiczna apreturowania skór za pomocą nalewarki,
–
instrukcja zachowania zasad bezpieczeństwa i higieny pracy przy stanowisku
maszynowego nakładania zestawów wykończalniczych na skóry.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) zdefiniować zasady wykończania skór przez apreturowanie?
¨
¨
2) wyjaśnić cel prasowania skór?
¨
¨
3) zdefiniować pojęcie deseniowania skór?
¨
¨
4) wyjaśnić działanie maszyn do prasowania skór?
¨
¨
5) wskazać agregaty do malowania szczotkowego skór?
¨
¨
6) wyjaśnić działanie pistoletu natryskowego?
¨
¨
7) wskazać agregaty do natrysku skór zestawami wykończeniowymi?
¨
¨
8) wskazać urządzenia do nanoszenia zestawów kryjących metodą
nalewania?
¨
¨
9) wyjaśnić różnicę białkowego i plastykowego wykończania skór?
¨
¨
10) scharakteryzować skóry wykończane przez lakierownie?
¨
¨
11) wskazać zastosowanie użytkowe dwoin krytych sztucznym licem?
¨
¨
12) praktycznie wykonać malowanie ręczne skór?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 20 pytań o różnym stopniu trudności. Są to pytania: otwarte, z luką
i wielokrotnego wyboru.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi, stawiając w odpowiedniej
rubryce znak X lub wpisując prawidłową odpowiedź. W przypadku pomyłki należy
błędną odpowiedź zaznaczyć kółkiem, a następnie ponownie zakreślić odpowiedź
prawidłową.
6. Test składa się z dwóch części o różnym stopniu trudności: I część – poziom
podstawowy, II część - poziom ponadpodstawowy.
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci czas wolny.
9. Na rozwiązanie testu masz 90 min.
Powodzenia
ZESTAW ZADAŃ TESTOWYCH
I część
1. Wskaż, które z wymienionych operacji technologicznych wyprawy skór, wykonywane są
w etapie wykończania właściwego:
a) wyżymanie, wygładzanie, struganie,
b) malowanie, prasowanie, natrysk,
c) odmięśnianie, dwojenie rozkrój,
d) suszenie, szlifowanie, odpylanie.
2. Operacje wykończania właściwego skór przeprowadza się na skórach:
a) mokrych, po procesie garbowania,
b) mokrych, po procesach barwienia i natłuszczania,
c) wysuszonych, po zdjęciu z suszarni,
d) wysuszonych, po klimatyzacji i rozprostowaniu.
3. Wykończanie właściwe skór polega na wytworzeniu na …………………………..skór
cieniutkiej
powłoki
kryjącej
o
specyficznych
cechach,
właściwych
dla
……………………………. skór gotowych. Uzyskanie tych cech nie jest łatwe i łączy się
z wieloma problemami technologicznymi i technicznymi. W praktyce produkcyjnej
wykończanie skór jest uzależnione od przygotowania………………………………
i metody wytworzenia powłoki kryjącej.
4. Pojęcia:
„warstwa podkładowa”, „warstwa szkieletowa”, „warstwa połyskowa” – to
nazwy warstw:
a) histologicznej budowy skóry,
b) budowy powłoki kryjącej wykończalniczej,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
c) budowy włosa w przekroju poprzecznym,
d) budowy włosa w przekroju podłużnym.
5. Metoda kazeinowego wykończania skór to udział w zestawach wykończeniowych:
a) białkowych środków wiążących,
b) plastykowych środków wiążących,
c) poliuretanowych środków sieciujących,
d) pigmentów przeświecających i transparentowych.
6. Metoda plastykowego wykończenia skór polega na:
a) barwieniu skór na kolory pastelowe,
b) barwieniu skór na kolory intensywne,
c) stosowaniu plastykowych środków wiążących,
d) otrzymywaniu skór o matowym wyglądzie.
7. Skóry anilinowe to wykończenie skór:
a) farbami kryjącymi,
b) farbami prześwitującymi,
c) szlifowanych od strony mizdry,
d) szlifowanych od strony lica.
8. Nalewarka to agregat do:
a) barwienia suchych skór bezkąpielowo,
b) nalewania kąpieli barwiącej do bębna,
c) dozowania składników zestawów wykończalniczych,
d) nakładania zestawów wykończalniczych na skóry.
9. Siły adhezji to:
a) wiązanie powłoki wykończalniczej ze skórą,
b) wewnętrzna spójność powłoki wykończalniczej,
c) siła nacisku płyty przy prasowaniu skór,
d) siła do badania wytrzymałości skór na rozerwanie.
10. Wskaż, która z wymienionych właściwości skóry wyprawionej nadawana jest skórze
w etapie wykończenia właściwego:
a) grubość całkowita skóry,
b) wytrzymałość na rozerwanie,
c) połysk powłoki kryjącej,
d) odporność na nasiąkliwość.
Część II
11. Wykończenie półanilinowe skór to:
a) wykończenie skór bydlęcych połówkowanych zestawem anilinowym,
b) zużycie do apreturowania skór połowy ilości zestawu anilinowego,
c) nałożenie cieniutkiego podkładu z farby kryjącej a warstwę szkieletową z farby
prześwitującej,
d) wykończenie połowy partii produkcyjnej apreturą kryjącą, a połowy apreturą
anilinową.
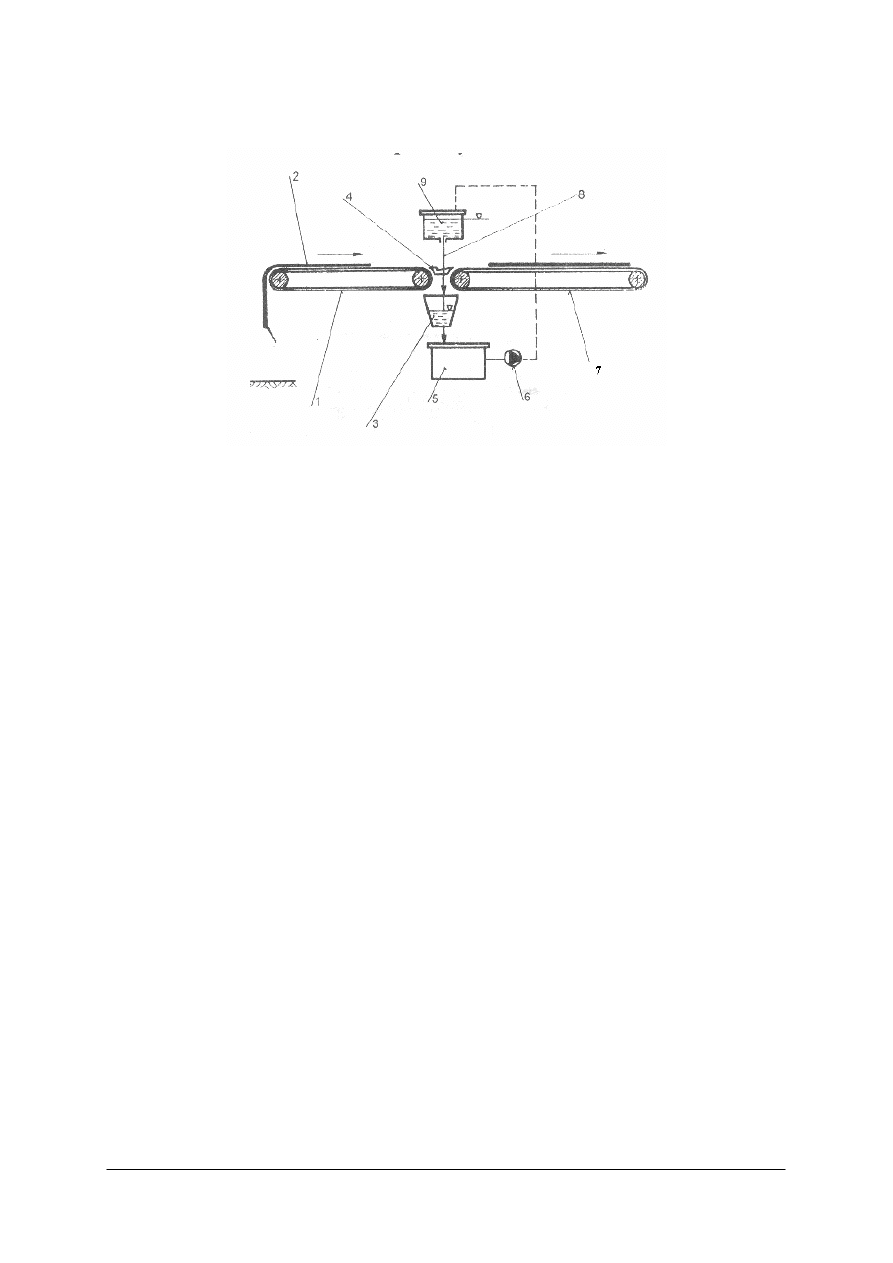
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
12. Schemat przedstawia działanie jednej z maszyn stosowanych do wykończania skór. Podaj
jej nazwę i wpisz nazwy części i mechanizmów oznaczone numerami:
13. Metoda wykończania skór zależy od:
a) rodzaju surowca,
b) przeznaczenia asortymentowego,
c) koloru wybarwienia skór,
d) sposobu suszenia.
14. W warstwowej budowie powłoki wykończeniowej, warstwą konstrukcyjną jest warstwa:
a) uściślająca,
b) podkładowa,
c) szkieletowa,
d) połyskowa.
15. W przypadku powłoki kryjącej, w której siły kohezji przewyższają siły adhezji,
następuje:
a) złuszczanie się powłoki,
b) pękanie powłoki przy zginaniu,
c) zmiana barwy powłoki kryjącej,
d) matowienie powłoki kryjącej.
16. Wykończanie skór powłokami powstającymi na skutek sieciowania polimerów
i izocyjanianów wiązaniem uretanowym nazywamy wykończaniem:
a) kazeinowym,
b) plastykowym,
c) poliuretanowym,
d) kombinowanym
.
17. Prasy hydrauliczne płytowe z ogrzewaną płytą służą do:
a) szlifowania mizdry skór,
b) międlenia maszynowego skór,
c) końcowego suszenia skór,
d) prasowania powłok wykończalniczych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
18. Ręczne, szczotkowe nakładanie apretury na skórę odbywa się:
a) po napięciu skór na ramy perforowane,
b) na stole z płaskim blatem laminowanym,
c) po rozłożeniu skór na stole roboczym prasy hydraulicznej,
d) rozwieszone na boczku garbarskim.
19. Dwoiny bydlęce wykończane przez nałożenie sztucznego lica przeznaczane są do
produkcji:
a) wyrobów galanteryjnych,
b) odzieży skórzanej,
c) luksusowego obuwia,
d) mebli tapicerskich.
20. Deseniowanie skór polega na :
a) ręcznym malowaniu lica skór w różne desenie,
b) międleniu skór w bębnie i łamanie gładkości lica,
c) odciskaniu wzorów płyty prasującej na licu skóry,
d) naklejaniu na licu skóry wzorów z innego materiału.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Wykończanie właściwe skór
Zakreśl poprawną odpowiedź, wpisz brakujące części zdania lub opisz rysunek.
Numer
zadania
Odpowiedź
Punktacja
1.
a
b
c
d
2.
a
b
c
d
3.
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
13.
a
b
c
d
14.
a
b
c
d
1. ……………………………
2. ……………………………
3. ……………………………
4. ……………………………
5. ……………………………
6. ……………………………
7. ……………………………
8. ……………………………
9. ……………………………
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
Razem

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
6. LITERATURA
1. Lasek W. : Wykończalnictwo skór miękkich. WN-T, Warszawa 1984
2. Lasek W., Persz T.: Technologia wyprawy skór cz. II Wykończanie. WSiP, 1985
3. Maleńczak J., Ćujan J.: Maszyny i urządzenia garbarskie. Skrypt uczelniany. WSI,
Radom 1981
4. Michalec T.: Technologia garbarstwa i futrzarstwa – ćwiczenia laboratoryjne. WSI,
Radom skrypt nr 7 1996
5. Persz T.: Materiałoznawstwo dla zasadniczych szkół skórzanych, WSiP 1997
6. Persz T.: Technologia wyprawy skór cz. I Garbowanie. WSiP 1986
7. Polskie Normy – wybór
8. Praca zbiorowa: Vademecum garbarza. ITE, Radom 1996
9. Praca zbiorowa: Encyklopedia techniki – przemysł lekki”. WNT, Warszawa.
10. Rodziewicz O., Śmiechowski K.: Technologia garbarstwa dla projektantów obuwia
i odzieży. Politechnika Radomska Radom 2001
Wyszukiwarka
Podobne podstrony:
garbarz skor 744[03] z2 04 n
garbarz skor 744[03] z2 04 u
garbarz skor 744[03] z2 04 n
garbarz skor 744[03] z2 03 n
garbarz skor 744[03] z2 05 u
garbarz skor 744[03] z2 06 n
garbarz skor 744[03] z2 05 n
garbarz skor 744[03] z2 01 n
garbarz skor 744[03] z3 04 n
garbarz skor 744[03] o2 04 n
garbarz skor 744[03] z2 02 n
garbarz skor 744[03] o1 04 n
garbarz skor 744[03] z2 03 u
garbarz skor 744[03] z2 01 u
garbarz skor 744[03] z3 04 u
garbarz skor 744[03] o2 04 u
garbarz skor 744[03] o1 04 u
garbarz skor 744[03] z2 03 n
więcej podobnych podstron