„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Barbara Różańska
Ustalanie technik montażu obuwia 744[02].Z5.01
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Barbara Jaśkiewicz
dr inż. Elżbieta Wiśnios
Opracowanie redakcyjne:
mgr Barbara Różańska
Konsultacja:
dr inż. Jacek Przepiórka
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 744[02].Z5.01
„Ustalanie technik montażu obuwia”, zawartego w modułowym programie nauczania dla
zawodu obuwnik.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Klasyfikacja, charakterystyka i technologia montażu obuwia różnymi
systemami i wielosystemami
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
18
4.1.3. Ćwiczenia
18
4.1.4. Sprawdzian postępów
21
4.2. Parametry technologiczne i błędy produkcyjne charakterystyczne dla
różnych systemów montażu
22
4.2.1. Materiał nauczania
22
4.2.2. Pytania sprawdzające
25
4.2.3. Ćwiczenia
26
4.2.4. Sprawdzian postępów
27
4.3. Dobór systemu montażu obuwia według kryteriów technologicznych
i ekonomicznych
28
4.3.1. Materiał nauczania
28
4.3.2. Pytania sprawdzające
29
4.3.3. Ćwiczenia
30
4.3.4. Sprawdzian postępów
31
5. Sprawdzian osiągnięć
32
6. Literatura
37

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy i kształtowaniu umiejętności
dotyczących klasyfikowania, rozpoznawania i ustalania technik montażu obuwia.
W poradniku zamieszczono:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
– materiał nauczania – wiadomości teoretyczne niezbędne do osiągnięcia założonych celów
kształcenia i opanowania umiejętności zawartych w jednostce modułowej,
– zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
– ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
– sprawdzian postępów,
– sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi opanowanie
materiału całej jednostki modułowej,
– literaturę uzupełniającą.
Jednostka modułowa „Ustalanie technik montażu obuwia”, z której treścią teraz się
zapoznasz stanowi jeden z elementów modułu 744[02].Z5 „Technologia montażu
i wykończania obuwia”, którego struktura jest zilustrowana na stronie 4.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych wynikających z rodzaju
wykonywanych prac. Przepisy te poznasz podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
744[02].Z5.03
Wykończanie oraz ocena jakości
obuwia gotowego
744[02].Z5.04
Cechowanie, pakowanie,
przechowywanie oraz transport obuwia
744[02].Z5
Technologia montażu
i wykończania obuwia
744[02].Z5.01
Ustalanie technik montażu obuwia
744[02].Z5.02
Łączenie wierzchu ze spodem obuwia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
przestrzegać przepisów bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska,
–
udzielać pierwszej pomocy poszkodowanym w wypadkach przy pracy,
–
charakteryzować składowe części obuwia,
–
charakteryzować podstawowe rodzaje obuwia oraz typy cholewek,
–
klasyfikować obuwie według rozwiązań konstrukcyjnych i materiałowych,
–
sporządzać szkice elementów, półproduktów i typów obuwia,
–
odczytywać rysunki wykonawcze elementów, półproduktów i wyrobów obuwniczych,
–
charakteryzować materiały podstawowe i pomocnicze stosowane w produkcji obuwia,
–
określać wymagania techniczne i przetwórcze dla skór, tworzyw skóropodobnych
i materiałów włókienniczych stosowanych na cholewki,
–
określać wymagania techniczne i przetwórcze dla skór i innych materiałów stosowanych
na spody obuwia,
–
określać parametry techniczne materiałów pomocniczych stosowanych w produkcji
obuwia,
–
kwalifikować wady materiałów jako dopuszczalne i niedopuszczalne,
–
dobierać materiały podstawowe i pomocnicze, półprodukty oraz środki wykończalnicze
odpowiednio do konstrukcji, typu, przeznaczenia i techniki wytwarzania obuwia,
–
określać zasady konstruowania obuwia,
–
posługiwać się dokumentacją oraz normami przedmiotowymi i czynnościowymi
dotyczącymi oceny jakości materiałów, półproduktów i wyrobów,
–
oceniać jakość materiałów obuwniczych,
–
oceniać jakość półproduktów i wyrobów obuwniczych,
–
sporządzać kalkulację kosztów wytwarzania obuwia,
–
dobierać, użytkować i konserwować maszyny i urządzenia obuwnicze we wszystkich
fazach procesu technologicznego,
–
dokonywać rozkroju materiałów obuwniczych,
–
dokonywać obróbki elementów i półproduktów obuwia,
–
charakteryzować i stosować techniki łączenia elementów wierzchu obuwia,
–
przygotowywać elementy do montażu cholewek,
–
dokonywać montażu i wykończenia cholewek,
–
odczytywać oraz sporządzać opisy technologiczne,
–
korzystać z różnych źródeł informacji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3 CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
scharakteryzować systemy montażu obuwia,
–
sporządzić rysunki przekrojów poprzecznych obuwia montowanego różnymi systemami,
–
sporządzić wykaz operacji technologicznych montażu obuwia określonymi systemami,
–
określić parametry technologiczne dla danego systemu montażu,
–
określić błędy produkcyjne charakterystyczne dla poszczególnych systemów montażu,
–
dobrać system montażu dla określonego typu obuwia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Klasyfikacja, charakterystyka i technologia montażu
obuwia różnymi systemami i wielosystemami
4.1.1. Materiał nauczania
Przez pojęcie systemu montażu należy rozumieć sposób łączenia wierzchu ze spodem,
przy czym nie chodzi tylko o sposób połączenia wierzchu obuwia z podeszwą, lecz także
o sposób połączenia wierzchu z innymi elementami spodowymi, jak podpodeszwa,
międzypodeszwa itp.
Łączenie elementów obuwia (wierzchów ze spodami) jest oparte na połączeniach
wykonanych za pomocą:
−
szycia;
−
kołkowania, gwoździowania, śrubowania,
−
klejenia,
−
wulkanizowania,
−
bezpośredniego wtrysku lub nalewania tworzywa na zaciągnięty brzeg cholewki.
Najczęściej w produkcji obuwia stosuje się jedno z wyżej wymienionych połączeń,
tworzące określony system montażu, który jest również uzależniony od sposobu wykonania
połączenia, konstrukcji, typu i rodzaju obuwia; na przykład w systemach: przeszywanym,
pasowym i sandałowym połączenie jest oparte na szyciu, ale systemy i sposób wykonania są
zupełnie różne.
Chcąc uzyskać obuwie masywne, o dużej wytrzymałości połączenia, stosuje się tak
zwane wielosystemy oparte na kilku rodzajach połączeń lub połączenia jednego typu, ale
w różnym ujęciu, na przykład system pasowo – sandałowy, czy przeszywano – dublowany,
gdzie łączenie elementów jest wykonane za pomocą szycia.
Obecnie najczęściej stosowanym rodzajem połączenia jest system klejony. Stosuje się go
jako system klasyczny – wyodrębniony, a także w połączeniu z innymi systemami, tworząc
wielosystemy, na przykład: przeszywano – klejony, pasowo – klejony, sandałowo – klejony
itp. Klejenie jest także podstawą montażu obuwia w systemach: wulkanizowanym,
bezpośredniego wtrysku lub odlewania.
Aktualnie stosuje się wiele systemów montażu zarówno tych tradycyjnych, jak również
nowoczesnych. Umownie przyjmuje się, że do tradycyjnych systemów montażu zaliczamy
wszystkie, które funkcjonowały przed wprowadzeniem systemu klejonego, a nowoczesne
metody to system klejony i wszystkie inne systemy, które wprowadzono wraz
z uruchomieniem systemu klejonego.
Przy ustalaniu technik montażu, ich klasyfikacji i charakterystyce będziemy brać pod
uwagę typ obuwia i sposób łączenia. Należy przy tym powiedzieć, że dzisiaj tradycyjne
systemy montażu jak przeszywany, pasowy, sandałowy itp. są zmodyfikowane i dość często
wymagają nowoczesnych maszyn i urządzeń. Jedynie stary, tradycyjny system montażu
oparty na połączeniach za pomocą kołków drewnianych, śrub i gwoździ, praktycznie pozostał
w niezmienionej tradycyjnej formie i być może z tego powodu nie jest w klasycznym
kształcie stosowany. Wykorzystywany jest jedynie w wielosystemach, którymi wytwarza się
specjalne obuwie o dużej wytrzymałości i trwałości.
Podstawą przy charakteryzowaniu systemów montażu obuwia będą schematy ilustrujące
przekroje poprzeczne obuwia wykonanego różnymi technikami połączeń. Wskażemy także
czynności technologiczne jakie należy wykonać w procesie montażu właściwego obuwia
wytwarzanego różnymi systemami i wielosystemami. W charakterystyce celowo pominięto
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
fazę ćwiekowania cholewek, w której formuje się cholewkę na bryle kopyta. Natomiast
w fazie montażu właściwego dokonuje się trwałego połączenia uformowanej cholewki
z podeszwą i obcasem, a nieraz także z międzypodszewką lub tak zwaną podsuwką,
a w obuwiu użytkowanym w pracy może być dodatkowo montowana zelówka.
Systemy montażu oparte na połączeniach szytych
W tej grupie scharakteryzujemy następujące systemy montażu:
−
przeszywany,
−
pasowy,
−
sandałowy,
−
wywrotkowy,
−
opankowy,
−
gdynkowy.
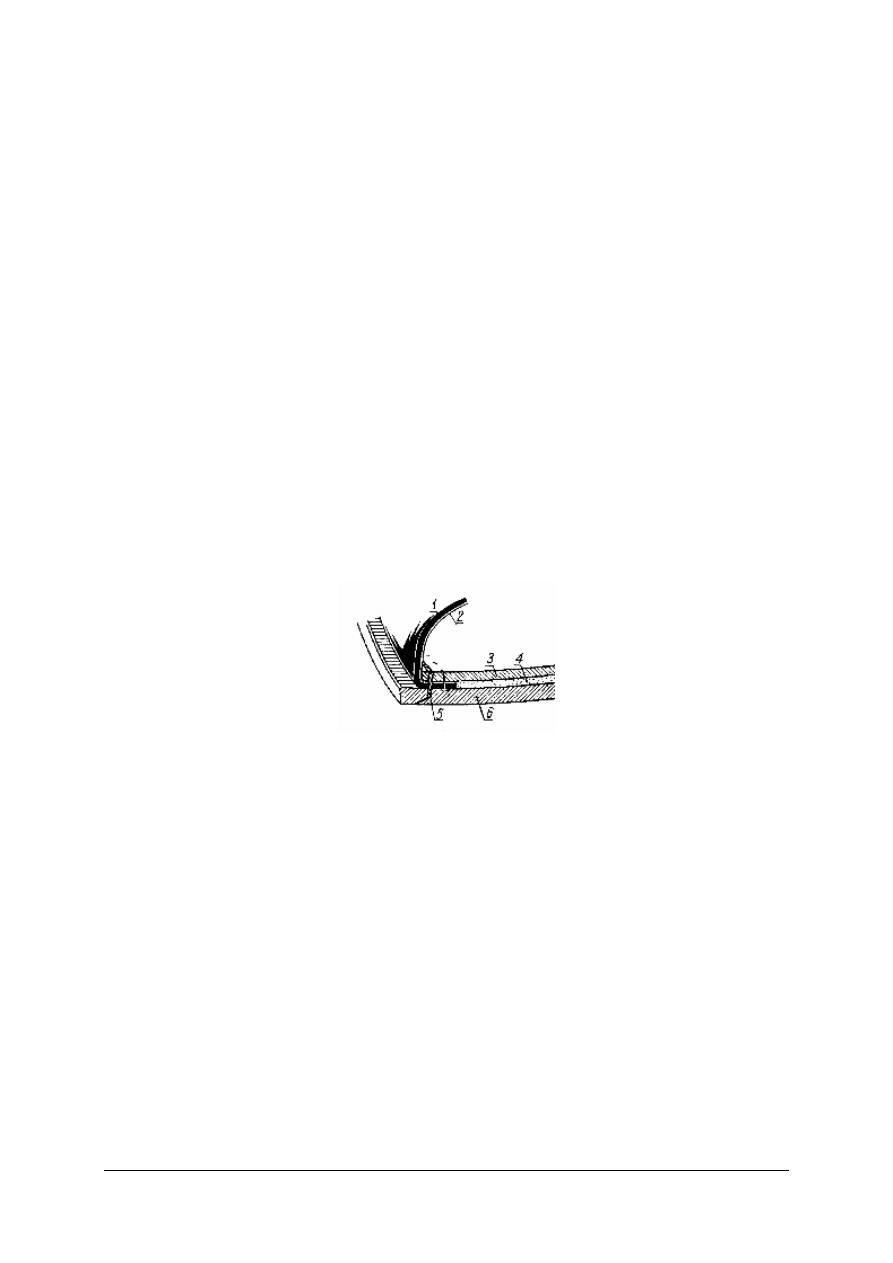
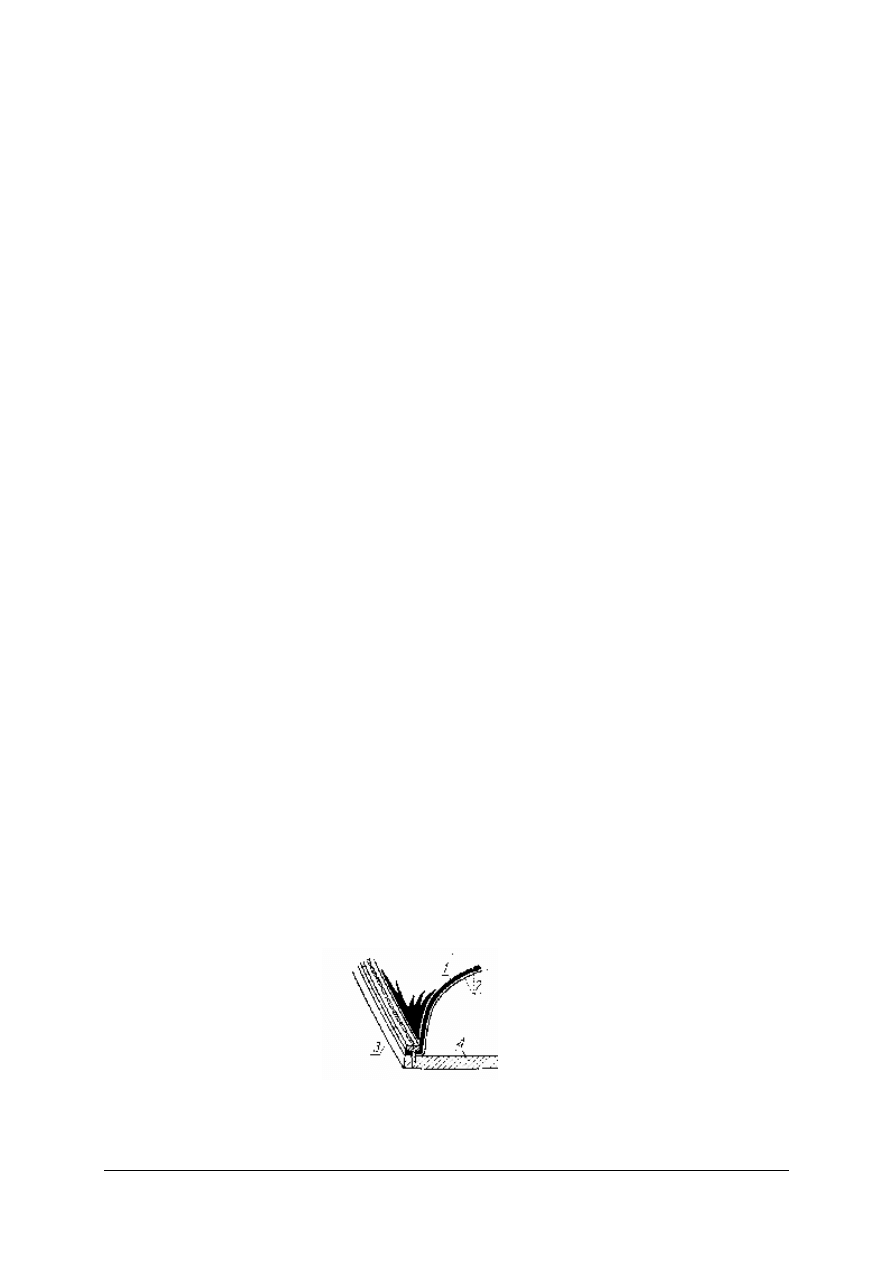
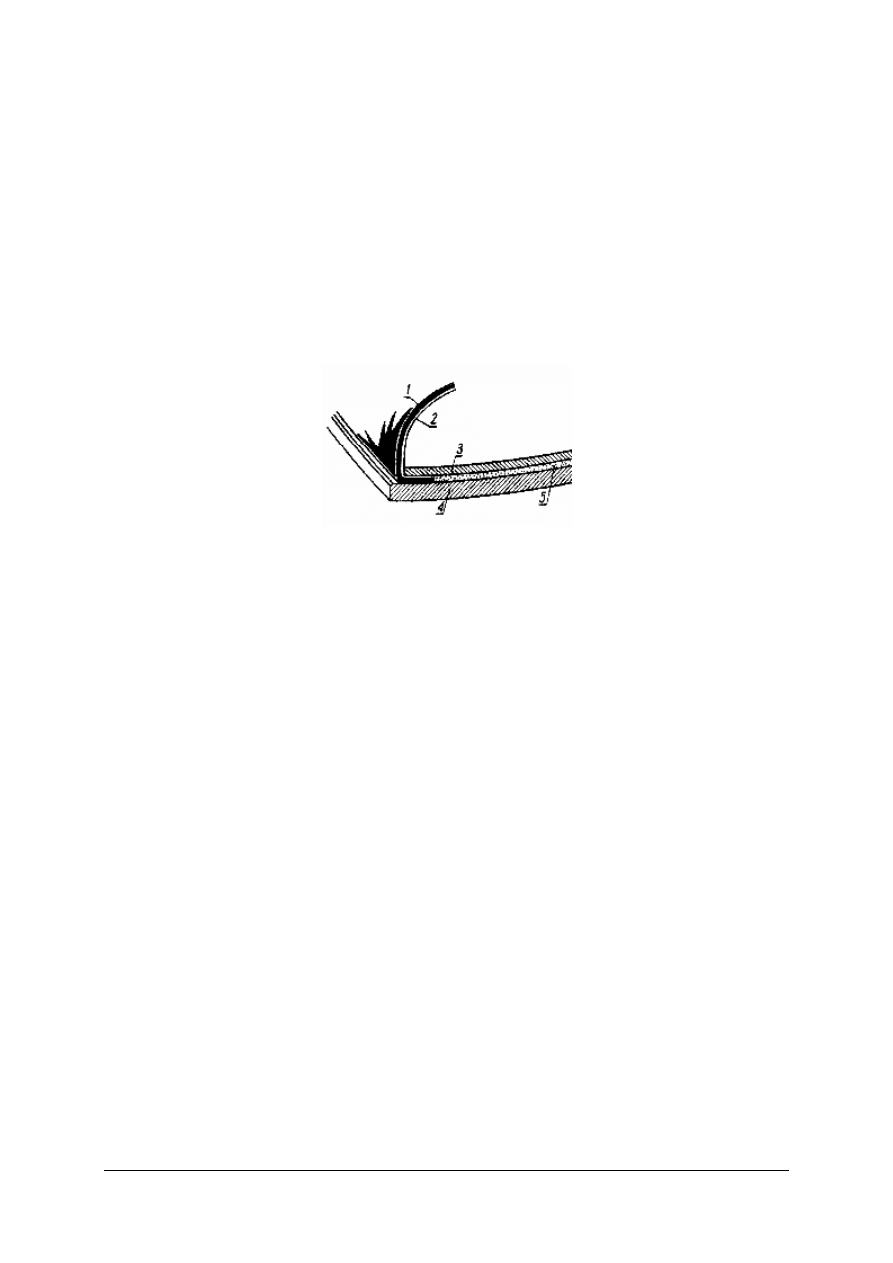
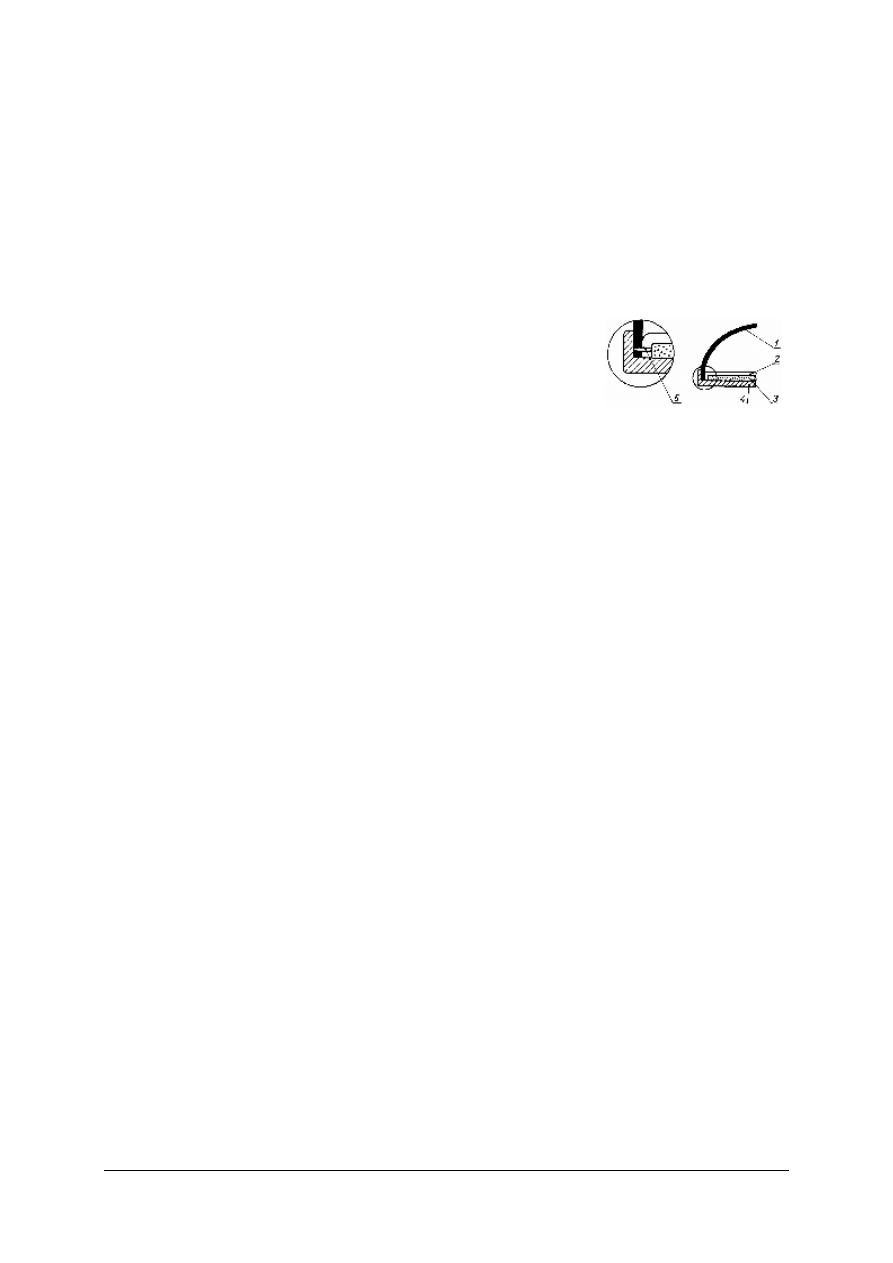
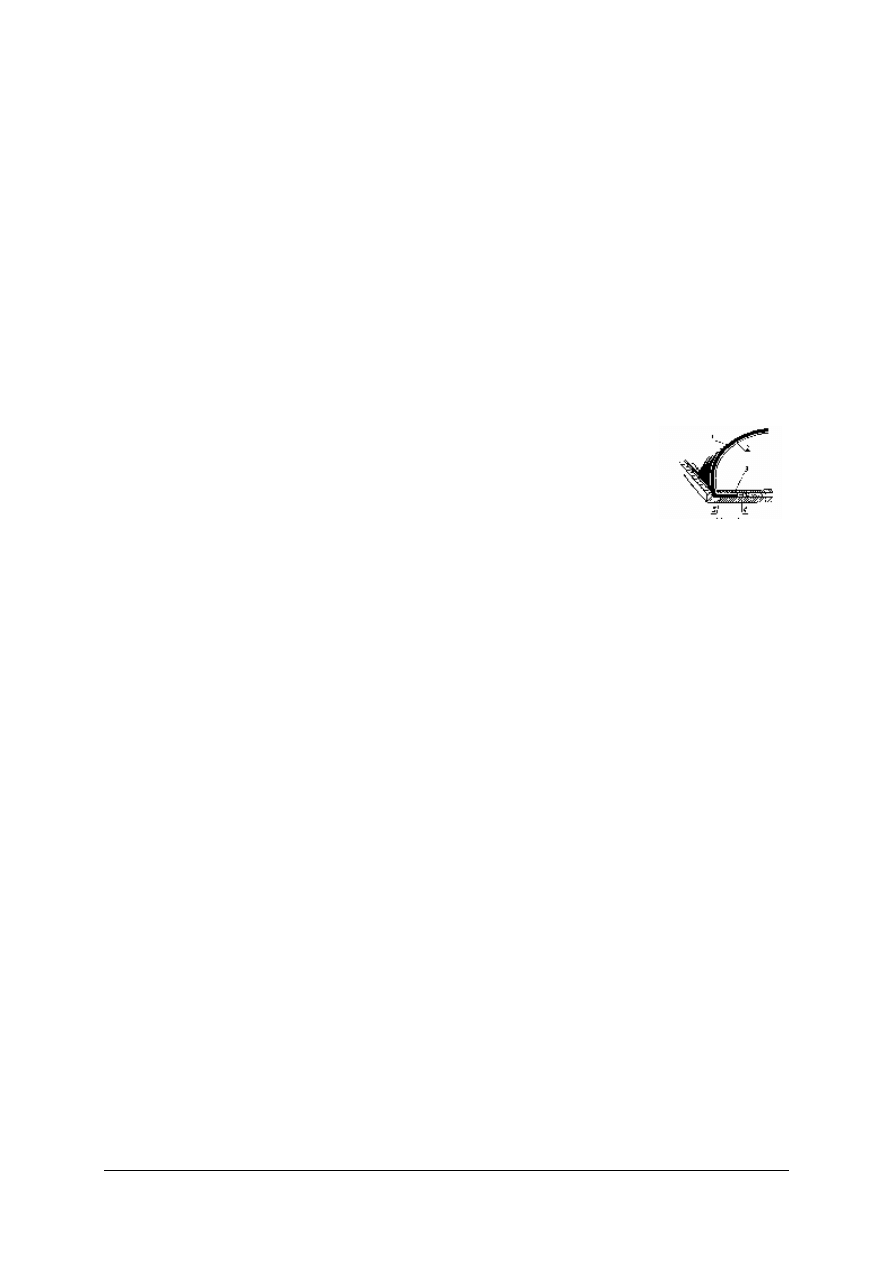
System przeszywany
System montażu obuwia przeszywanego (rys. 1) polega na przeszyciu ściegiem
łańcuszkowym podpodeszwy, zaćwiekowanego brzegu cholewki i podeszwy (ewentualnie
międzypodeszwy). Dość często występuje w kombinacji z tzw. dublowaniem, klejeniem,
kołkowaniem i śrubowaniem, tworząc różne wielosystemy, np.: przeszywano – dublowany,
przeszywano – dublowano – klejony, przeszywano – kołkowany, itp. System przeszywano –
dublowany polega na kombinacji dwóch sposobów łączenia, a mianowicie przeszywaniu
ściegiem łańcuszkowym jednonitkowym i tzw. dublowanym.
Rys. 1. Obuwie przeszywane [5, s. 26]: 1 – wierzch, 2 – podszewka, 3 – podpodeszwa,
4 – wyłożenie, 5 – szew przeszywany łańcuszkowy, jednoigłowy, jednonitkowy , 6 – podeszwa
W procesie montażu obuwia systemem przeszywanym wykonuje się następujące operacje
technologiczne:
−
przymocowanie usztywniaczy drewnianych,
−
przymocowanie wyłożeń,
−
otwieranie rysów w podeszwach skórzanych,
−
przymocowanie podeszwy,
−
wyjmowanie kopyt zasadniczych,
−
przeszywanie podeszew,
−
kołkowanie lub gwoździowanie pięt,
−
zakrywanie rysów,
−
formowanie spodów obuwia,
−
przybijanie obcasów,
−
wkładanie kopyt pomocniczych i przekazanie obuwia do wykończenia mechanicznego
i chemicznego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Kluczową operacją w tym systemie, jak wskazuje jego nazwa, jest przeszywanie.
Czynność tę wykonujemy przy użyciu maszyny zwanej przeszywarką. Jest to jedna
z najstarszych maszyn stosowanych w przemyśle obuwniczym. Oczywiście nowoczesne
generacje maszyny są znacznie ulepszone, ale idea i działanie mechanizmów oparte są na
konstrukcji pochodzącej z XIX wieku. Maszyna szyje ściegiem łańcuszkowym
jednonitkowym i jednoigłowym.
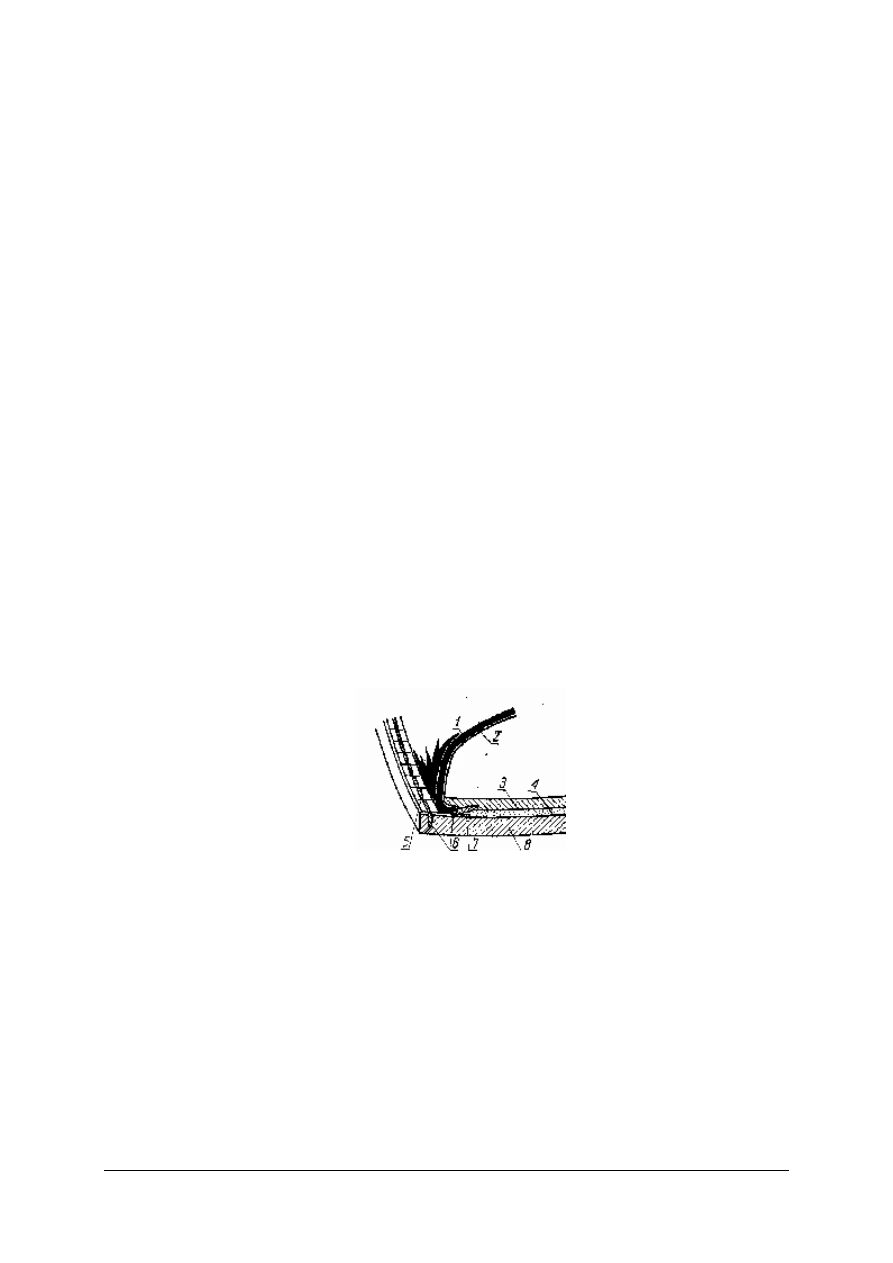
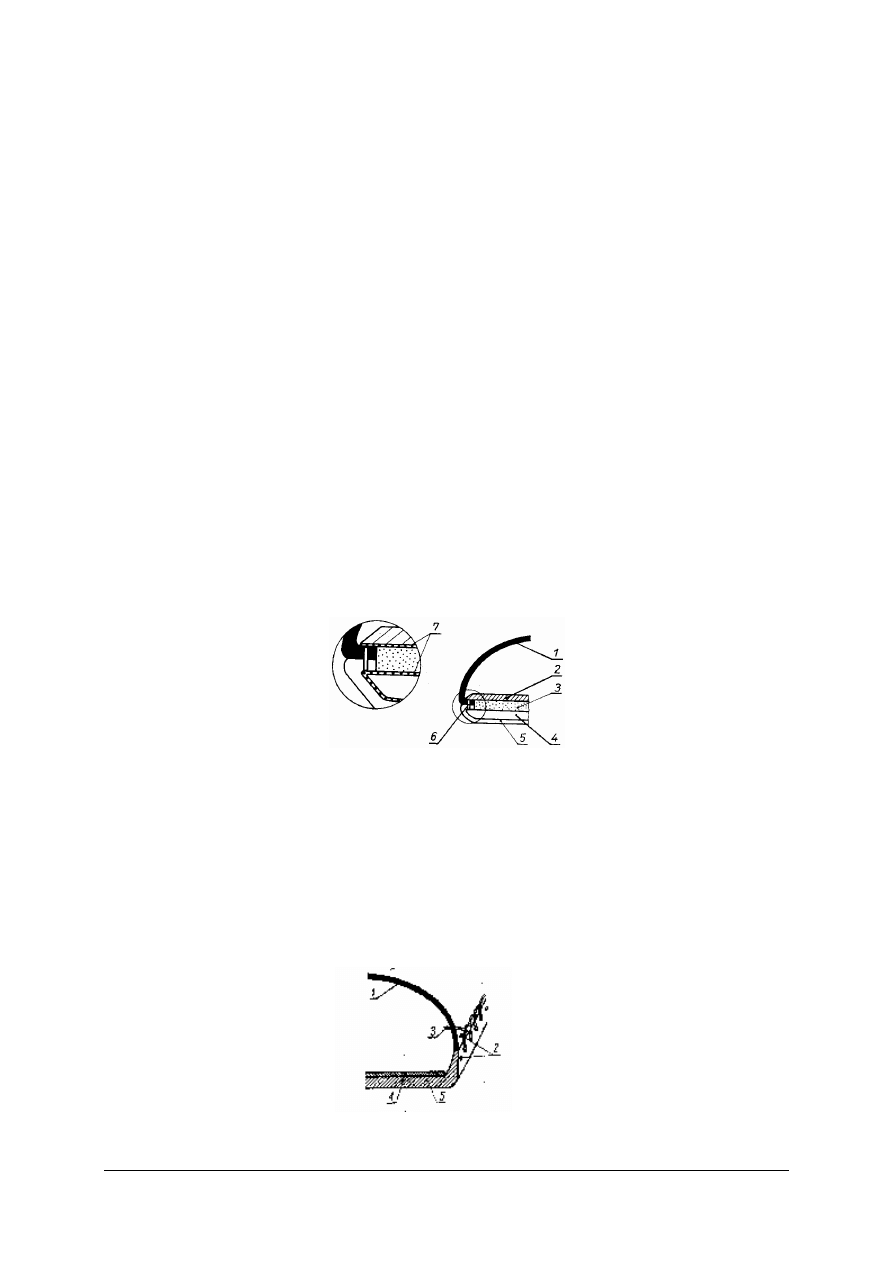
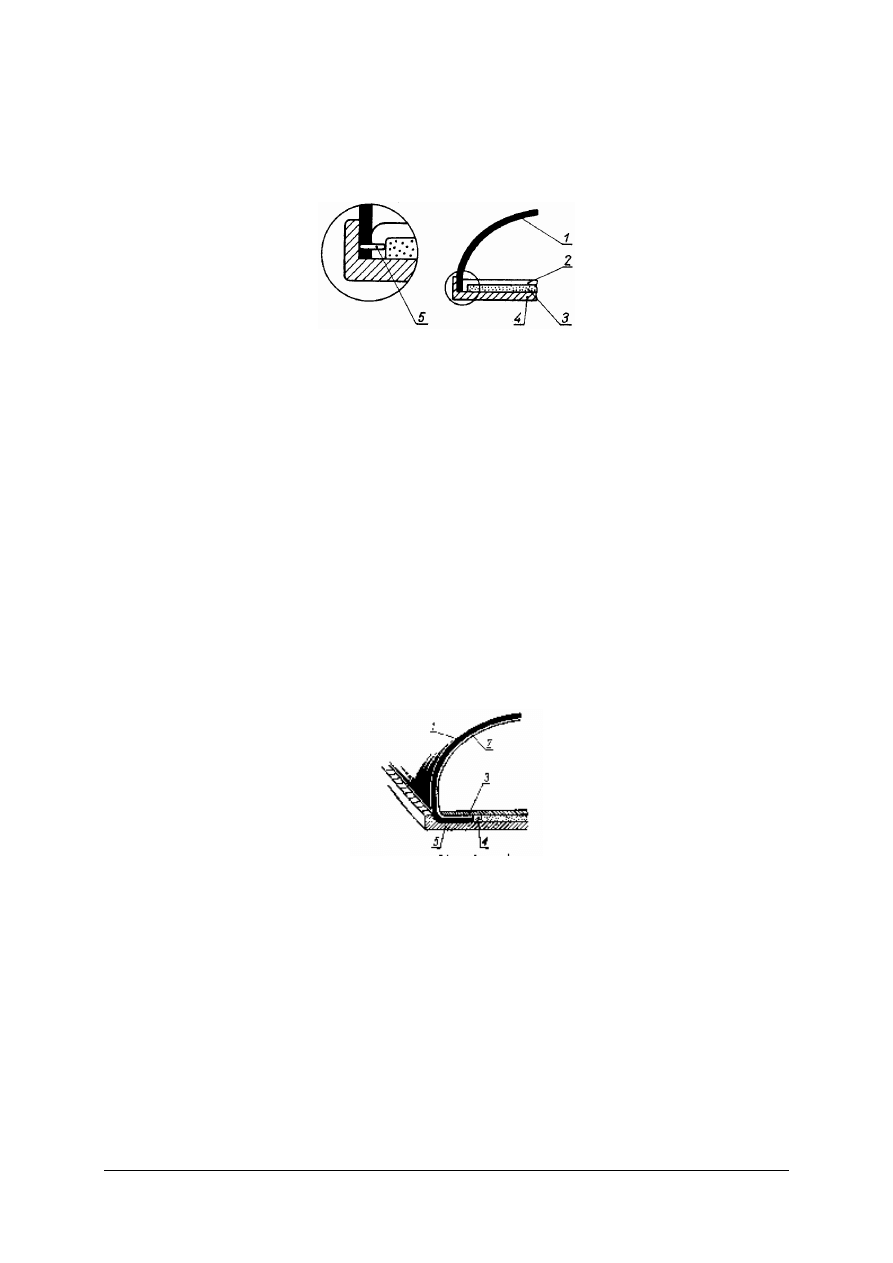
System pasowy
W systemie pasowym połączenie cholewki z podeszwą następuje za pośrednictwem tak
zwanego pasa. Podpodeszwa tego typu obuwia ma tak zwaną wargę, do której jest przyszyty
dolny brzeg cholewki łącznie z podłużnym brzegiem pasa. Do drugiego brzegu pasa jest
przyszyta podeszwa ze skóry naturalnej. Obuwie to cechuje znaczna elastyczność spodu
i gładkość podpodeszwy od strony wewnętrznej (stykającej się ze stopą). Ze względu na duże
obciążenie pasa i wargi podpodeszwy, elementy te należy wykonać z materiałów o dużej
wytrzymałości na procesy zmęczeniowe, występujące w czasie użytkowania obuwia. Obuwie
pasowe może być produkowane z wargą dookoła pięty lub z gładką piętą. Przy produkcji tego
obuwia można stosować, zgodnie z wymogami obowiązującej mody, różnego rodzaju pasy
i ściegi, które tworzą efektowne ozdoby. Przekrój poprzeczny obuwia wykonanego systemem
pasowym pokazano na rysunku 2.
Na
podstawie
systemu
pasowego
powstało
wiele
różnorodnych
jego
odmian
i wielosystemów, do których można zaliczyć następujące [4, s. 73]:
−
z międzypasem
−
z pasem profilowanym ,
−
z pasem przymocowanym klamerkami,
−
górskie, szyte po narciarsku,
−
szyte po narciarsku bez międzypodeszwy,
−
szyte po narciarsku z dwoma szwami zszywającymi,
−
szyte po narciarsku z pasem ochronnym i międzypodeszwą,
−
imitację obuwia pasowego szytego po narciarsku.
Rys. 2. Obuwie pasowe [5, s. 27]: 1 – wierzch, 2 – podszewka, 3 – podpodeszwa, 4 – wyłożenie, 5 – pas,
6 – szew (ścieg łańcuszkowy jednonitkowy), 7 – warga, 8 – podeszwa
W procesie montażu właściwego przy produkcji obuwia pasowego należy wykonać
następujące czynności technologiczne:
−
wszywanie pasa,
−
obcinanie pasa,
−
odwijanie pasa,
−
zakończenie pasa,
−
przymocowanie usztywniaczy drewnianych,
−
przymocowanie wyłożeń,
−
nanoszenie kleju na pas od strony mizdry i brzegi podeszew,
−
przyklejanie podeszew do pasa przy użyciu prasy lub ręcznie,
−
gwoździowanie pięt,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
−
fasonowanie obuwia (obcinanie brzegów podeszew wystających poza pas),
−
formowanie (prasowanie) spodów obuwia,
−
wyzuwanie kopyt zasadniczych,
−
przybijanie obcasów,
−
wkładanie kopyt pomocniczych i przekazanie obuwia do fazy wykończania mechanicznego
i chemicznego.
Wszywanie pasa polega na przyszyciu pasa do wargi podpodeszwy wraz
z zaćwiekowanym brzegiem cholewki. Od jakości szwu oraz trwałości wargi i pasa zależy
wytrzymałość połączenia spodu z cholewką. Pasy wszywa się na maszynach, tak zwanych
wszywarkach pasa.
Wyregulowanie maszyny i prowadzenie obuwia powinno być tak zsynchronizowane, aby
ściegi układały się dokładnie u podstawy wargi. Po zakończeniu wszywania (na drugim
końcu wargi) należy obuwie wyjąć z maszyny, po czym nożem szewskim odciąć nić i pas tak,
aby wystawał 15mm poza koniec wargi.
W przypadku obuwia, w którym pas wszywa się także wokół pięty, wszywanie należy
rozpoczynać zawsze od strony przyśrodkowej obuwia, mniej więcej w miejscu zakończenia
zakładki z tym, że nie pozostawia się na początku szwu wystającego końca pasa. Aby można
było połączyć i zszyć koniec pasa z jego początkiem, należy zatrzymać maszynę w potrzebnej
odległości od zakończenia szycia, odmierzyć i odciąć ukośnie pas do wymaganej długości, po
czym przeszyć go w pozycji wyjściowej. Jednocześnie rozpoczęty szew wzmacnia się jednym
lub dwoma ściegami.
Podstawą systemu pasowego (również i systemu sandałowego) jest tak zwane
dublowanie, które wykonuje się za pomocą dublerki. Maszyna ta szyje ściegiem wiązanym.
Górna nić jest prowadzona ze szpulki przez zbiorniczek z wodą lub z tak zwaną mydlanką
oraz przez odpowiednie prowadniki do roboczego urządzenia szyjącego. Górna nić zwilża się,
aby podczas tworzenia i naprężania ściegów nie sklejała się z nasmołowaną nicią dolną.
Dolna nić jest nawinięta na metalową szpulkę i włożona do bębenka. Ze względu na to, że na
szpulkę jest nawijana nić nasmołowana, bębenek ze szpulką musi być podgrzany do stałej
temp. 60°C. Na 10 min przed rozpoczęciem pracy maszyny należy włączyć elektryczny
podgrzewacz szpulki.
Technologia dublowania zależy od sposobu obróbki i wymagań mody. Szew może
stanowić element zdobniczy lub może być schowany. W przypadku, gdy górna nić jest
widoczna i ozdabia obuwie, stosuje się nici plecione, bielone lub kolorowe. Dolna nić jest
skręcona. Przy szwach ukrytych obie nici (górna i dolna) są skręcone.
System sandałowy
W systemie tym, w klasycznych rozwiązaniach, obuwie wytwarza się bez podpodeszwy,
a brzeg cholewki – podczas ćwiekowania – jest wywijany na podsuwkę lub bezpośrednio na
podeszwę. Taki układ ma wpływ na zwiększenie elastyczności obuwia. Stąd też system
sandałowy jest dość często określany mianem systemu fleksiblowego, którego schemat
w układzie klasycznym jest zilustrowany na rysunku 3.
Rys. 3. Obuwie sandałowe (fleksiblowe) [5, s. 27]: 1 – wierzch, 2 – podszewka, 3 – otoczek (wzmocnienie
brzegu cholewki), 4 – podeszwa
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Klasyczny system sandałowy stał się inspiracją dla wielu nowych odmian, do których
można zaliczyć systemy [3, s. 103]:
−
podwójnie dublowany z podsuwką i podeszwą,
−
dublowano – klejony,
−
dublowany z podpodeszwą,
czy też szczególną odmianę zwaną systemem San Crispino, który charakteryzuje się tym, że
brzeg cholewki jest wywinięty na brzegi podsuwki i przegięty przez jej krawędź.
Kolejność czynności technologicznych wykonywanych przy produkcji obuwia
klasycznego systemem sandałowym jest następująca:
−
zwilżanie podeszew skórzanych,
−
dublowanie podeszew,
−
zakończanie otoczków,
−
zakrywanie rysów,
−
formowanie obuwia,
−
przymocowanie obcasów,
−
przekazanie obuwia do wykończenia mechanicznego i chemicznego.
Podstawową techniką montażu w systemie sandałowym jest dublowanie, które może być
wykonane jednym lub dwoma rzędami ściegów.
System sandałowy jest zalecany głównie przy produkcji obuwia dziecięcego oraz lekkiego
obuwia letniego i turystycznego.
System wywrotkowy
Podstawową cechą tego systemu jest to, że podeszwy są zszyte z wierzchami od strony
mizdry (elementy składa się licem do lica). Dolne brzegi odwróconej na wewnętrzną stronę
cholewki i podeszwy zszywa się szwem zwartym lub okrętkowym, a następnie odwraca się na
stronę zewnętrzną (rys. 4).
Rys. 4. Przekrój poprzeczny obuwia wywrotkowego [4, s. 77]: 1 – cholewka, 2 –wyściółka, 3 – wyłożenie,
4 – międzypodeszwa, 5 – podeszwa, 6 – szew, 7 – błona klejowa
Na wierzchy i podeszwy tego obuwia stosuje się miękkie skóry lub elastyczne tworzywa,
dające się odwracać po zszyciu. Systemem tym produkuje się obuwie niemowlęce, dziecięce
lub damskie oraz domowe wykonane dość często z tkanin i innych materiałów
włókienniczych.
System opankowy
Systemem tym produkuje się obuwie, którego podeszwa z podwiniętymi do góry
brzegami jest przymocowana do brzegu cholewki szwem okrętkowym (rys. 5).
Rys. 5. Obuwie opankowe [5, s. 28]: 1 – wierzch, 2 – otwory (dziurki) do przeplatania, 3 – plecionka,
4 – wyściółka, 5 – podeszwa
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Do zszywania stosuje się wąskie pasy skóry lub plecionki. Obuwie to charakteryzuje się
dużą elastycznością i lekkością. Tym sposobem produkuje się niektóre rodzaje obuwia
regionalnego, domowego oraz lekkiego obuwia damskiego i męskiego.
Kolejność czynności technologicznych przy montażu typowego obuwia opankowego jest
następująca:
−
połączenie wierzchu za spodem (najczęściej za pomocą ręcznego przeplatania paska
skórzanego lub specjalnej nici ozdobnej),
−
wklejanie wyściółek usztywniających (np. z fibry), określanych często mianem
podpodeszwy,
−
przybijanie obcasów,
−
nazuwanie kopyt z zamkiem francuskim,
−
formowanie, poklepywanie i prasowanie obuwia,
−
wyzuwanie kopyt,
−
wklejanie wyściółek ze skóry lub tworzyw skóropodobnych.
Od kilku lat system opankowy przeżywa swój renesans. Było to możliwe dzięki
wyprodukowaniu do tego systemu specjalnych podeszew poliuretanowych z podwyższoną
krawędzią i umieszczonymi w niej otworami (dziurkami) do przeplatania. System ten nie
wymaga specjalnych maszyn i urządzeń, dzięki temu jest chętnie stosowany w małych
zakładach a nawet w jednoosobowych warsztatach domowych. W takich sytuacjach drobni
rzemieślnicy produkują tego typu obuwie w kooperacji z zakładami szyjącymi cholewki
i z chałupnikami, którzy łączą uszyte cholewki ze spodami. Przedsiębiorca ogranicza się do
uformowania obuwia na kopycie, wykończenia i wklejenia wyściółek.
Obuwie tego typu jest wyjątkowo wygodne i elastyczne. Chętnie jest kupowane przez
osoby starsze oraz osoby z deformacjami stóp. Skórzana cholewka w tym systemie łatwo
i szybko dopasowuje się do kształtu stopy.
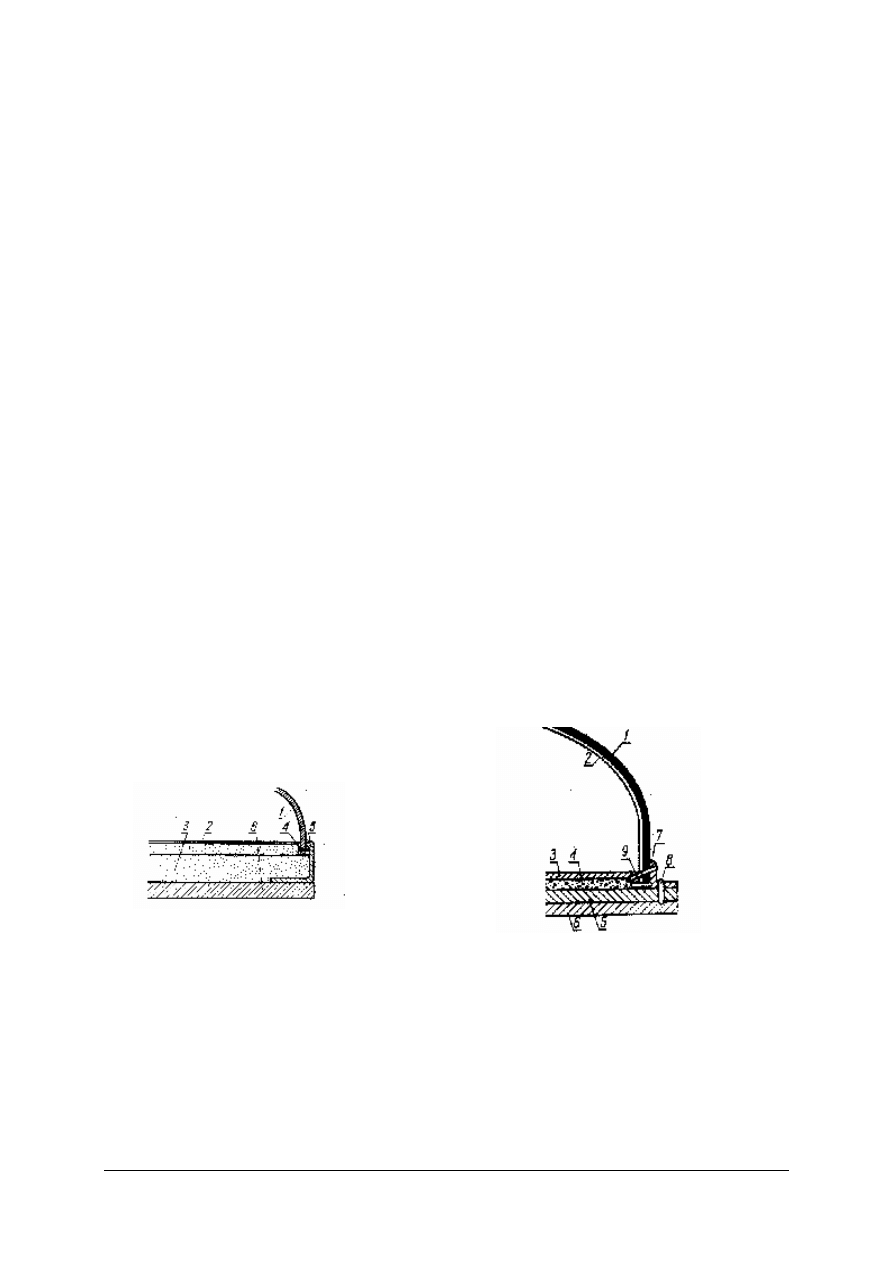
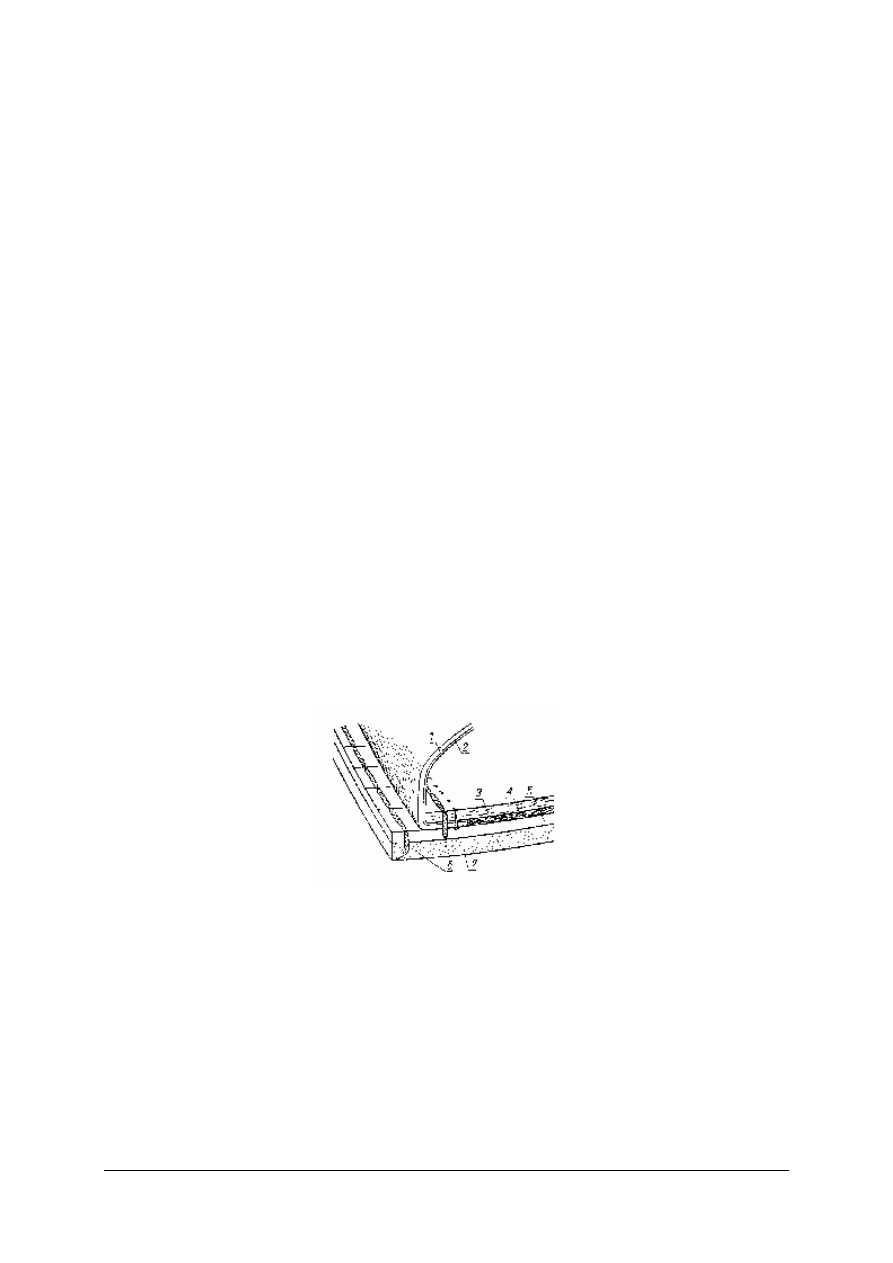
System gdynkowy
W obuwiu gdynkowym rozróżnia się kilka odmian, spośród których najczęściej
stosowane to systemy:
−
California (rys. 6),
−
Astra (rys. 7).
Rys. 6. Obuwie gdynkowe California
[5, s. 27]: 1 – wierzch, 2 – wyściółka,
3 – wyłożenie, 4 – ścieg zwarty,
5 – obciągnięcie, 6 – podeszwa
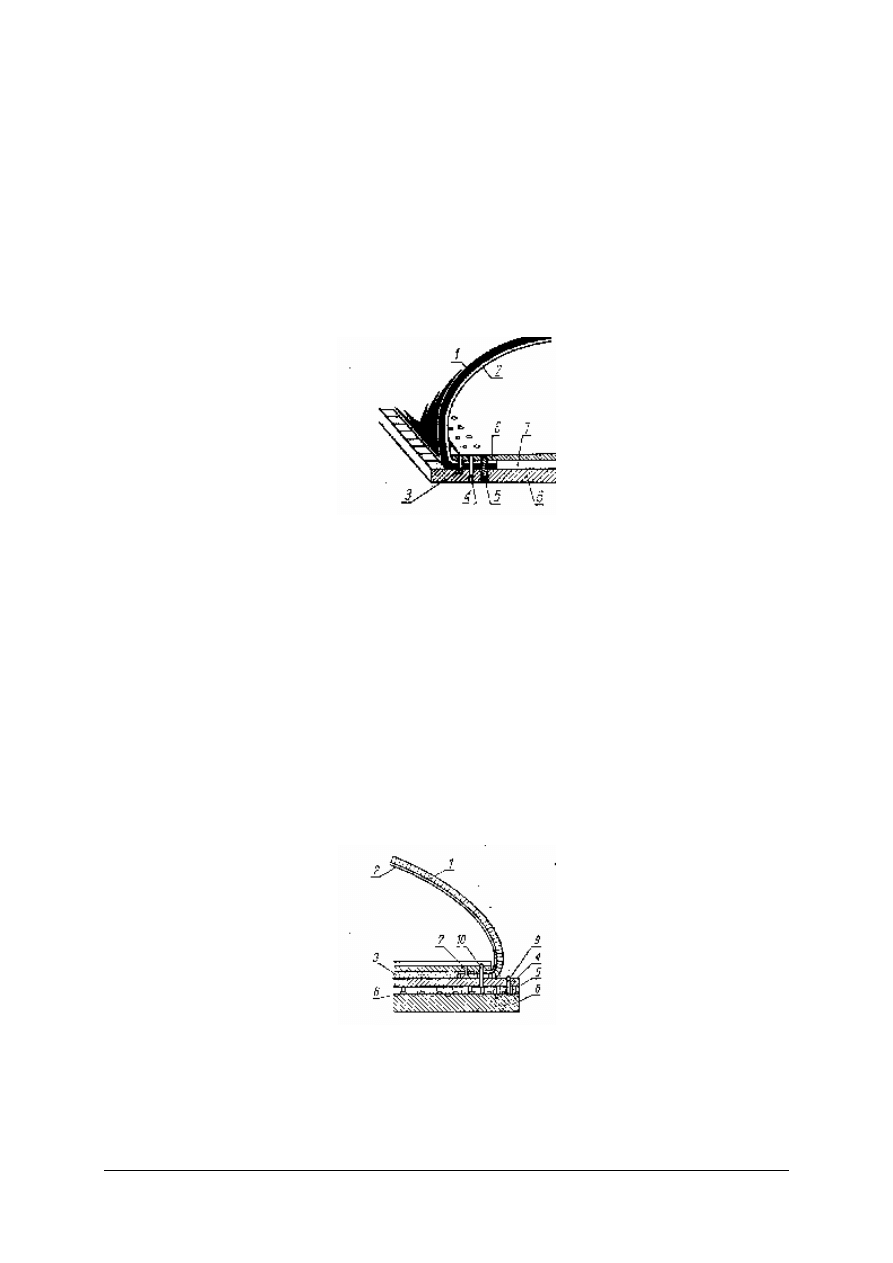
Rys. 7. Obuwie gdynkowe Astra [5, s. 28]:1 – wierzch,
2 – podeszwa, 3 – wyściółka, 4 – wypełnienie z
mielonego korka, 5 – międzypodeszwa, 6 – podeszwa,
7 – pas uformowany w kształcie litery L, 8 – szew
wykonany ściegiem dublowanym, 9 – szew wykonany
ściegiem zwartym – łączący pas z cholewką i wyściółką
W systemie „California” dolny brzeg cholewki jest zszyty z brzegami wyściółki
i obciągnięcia. Do brzegu obciągnięcia, zagiętego na wyłożenie, jest przyklejona podeszwa.
Ponieważ obuwie gdynkowe nie ma podpodszwy, a na wyłożenie stosuje się najczęściej masę
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
korkową lub filc, jest ono bardzo elastyczne i lekkie. Ujemną cechą tego obuwia jest
nietrwałość połączenia cholewki z wyściółką.
System „Astra” polega na tym, że do dolnej krawędzi cholewki przyszywa się wyściółkę
oraz pas w kształcie litery L, do którego przyszywa się lub przykleja podeszwę. Z reguły
w obuwiu tym stosuje się międzypodszwę .
Systemy oparte na połączeniach wykonanych przy użyciu łączników sztywnych
Klasycznym przykładem ilustrującym tego typu systemy jest bez wątpienia system
kołkowany, w którym skórzana podpodeszwa jest połączona z zaćwiekowanym brzegiem
cholewki i skórzaną podeszwą za pośrednictwem drewnianych kołków (rys. 8).
Rys. 8. Obuwie kołkowane [6, s. 295]: 1 – wierzch, 2 – podszewka, 3 – podpodeszwa, 4 – wyłożenie,
5 – kołki drewniane, 6 – podeszwa
Technologia wytwarzania obuwia systemem kołkowanym wymaga stosowania grubych
i ścisłych podpodeszew oraz podeszew skórzanych, wskutek czego obuwie staje się sztywne,
a koszty jego wytwarzania są znacznie wyższe. Dlatego system ten stosuje się w niewielkiej
skali, głównie w zakładach spółdzielczych, rzemieślniczych i usługach. Natomiast na większą
skalę jest wykorzystywany jako uzupełnienie innych systemów.
Montaż obuwia systemem kołkowanym przebiega w następujących etapach:
−
przymocowanie wypełnień i usztywniaczy,
−
wstępne (tymczasowe) przymocowanie podeszwy,
−
wyjmowanie kopyt zasadniczych,
−
kołkowanie podeszew,
−
ścieranie kołków wewnątrz obuwia,
−
wzmacnianie czubków i śródstopia,
−
formowanie spodów obuwia,
−
przybijanie obcasów,
−
wkładanie kopyt pomocniczych,
−
przekazanie obuwia do wykończenia mechanicznego i chemicznego.
W podobny sposób produkuje się obuwie gwoździowane i śrubowane, gdzie kołki
zastąpiono odpowiednio gwoździami i śrubami.
Systemy montażu oparte na połączeniach klejonych
Typowym przedstawicielem tej grupy systemów jest niewątpliwie system klejony, który
dzięki swym zaletom stał się dzisiaj systemem powszechnym. Ocenia się, że około 80%
wszystkiego obuwia w Polsce i czołowych krajach świata jest montowana systemem
klejonym i jego odmianami.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Do tej grupy zaliczamy także obuwie, w którym podeszwę wraz z obcasem formuje się
bezpośrednio na zaćwiekowanej lub uszytej cholewce w procesach: wulkanizacji lub
bezpośredniego wtrysku tworzywa.
Systemy te najczęściej określamy jako:
−
wulkanizowany,
−
bezpośredniego wtrysku.
System klejony
W systemie tym podeszwa jest przyklejona do dolnych brzegów cholewki i wypełnienia
(rys. 9). System produkcji obuwia klejonego ma wiele zalet, które decydują o jego
popularności i licznym zastosowaniu. Obuwie klejone jest lekkie i elastyczne. Właściwości te
otrzymuje się nie tylko dzięki połączeniu podeszwy z wierzchem za pomocą elastycznego
złącza klejowego, ale również dzięki zastosowaniu kleju przy ćwiekowaniu obuwia.
Rys. 9. Obuwie klejone [5, s. 26]: 1 – wierzch, 2 – podszewka, 3 – podpodeszwa, 4 – podeszwa, 5 – wyłożenie
Początkowo w systemie klejonym stosowano klej nitrocelulozowy, tzw. Ago, który
stopniowo zastąpiono klejami rozpuszczalnikowymi typu neoprenowego, a obecnie w dużym
stopniu stosuje się kleje poliuretanowe dwuskładnikowe, dzięki którym można łączyć
praktycznie wszystkie rodzaje materiałów obuwniczych.
Klejenie, jako sposób łączenia, wykorzystuje się także przy innych systemach, tworząc
wspólnie z nimi tak zwane wielosystemy . Również w klasycznym systemie klejonym można
zaobserwować pewne jego odmiany, na przykład system klejony z pasem transparentowym
lub z podeszwą karczkową.
System klejony z pasem transparentowym różni się od systemu podstawowego tym, że
do zdrapanych brzegów zaćwiekowanej cholewki nakleja się odpowiednio uformowany pas,
a następnie pas ten łączy się z podeszwą.
Podeszwy z karczkiem stosuje się głównie do obuwia damskiego na obcasach średnich
i wysokich. Do tego typu obuwia podeszwę przykleja się do zaćwiekowanego brzegu
cholewki jedynie w części czubka, przedstopia i śródstopia, natomiast piętową część
podeszwy z tak zwanym karczkiem (odpowiednio ścienioną) wywija się, następnie przybija
obcas a wywiniętą część podeszwy (karczka) przykleja się do frontu obcasa. W nowoczesnej
technologii przyklejanie podeszwy i karczka wykonuje się w jednej operacji na specjalnie
wyposażonych prasach hydraulicznych.
System wulkanizowany
Podstawowym surowcem w obuwiu wulkanizowanym jest mieszanka kauczukowa, która
w określonych warunkach ulega wulkanizacji i wytwarza trwałą masę, zwaną gumą.
W systemie tym można produkować obuwie zaćwiekowane w tradycyjny sposób, tzn. brzeg
cholewki jest przegięty i przymocowany do podpodeszwy lub cholewka (najczęściej
z tkaniny) jest połączona z wyściółką, jak w systemie gdynkowym (rys. 10).
Przygotowaną w ten sposób cholewkę nakłada się na metalową formę prasy
wulkanizacyjnej, a następnie, na spód – nie zwulkanizowaną mieszankę w kształcie
podeszwy. W formie wulkanizacyjnej, pod wpływem działania ciśnienia i temperatury,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
następuje zwulkanizowanie mieszanki i trwałe uformowanie podeszwy wraz z obcasem oraz
połączenie uformowanego monolitu z cholewką. W celu zwiększenia wytrzymałości
połączenia, brzegi zaćwiekowanej lub uszytej cholewki przed wulkanizacją pokrywamy
klejem
Rys. 10. Przekrój poprzeczny obuwia wulkanizowanego niskociśnieniowego [4, s. 79]: 1 – cholewka,
2 – wyściółka, 3 – wypełnienie, 4 – podeszwa, 5 – szew
Gotowy produkt jest poddawany jeszcze operacjom wykończeniowym (odcinanie
przetłoków itp.). W ten sposób można produkować zarówno lekkie, jak i ciężkie obuwie
sportowe (trampki, tenisówki, buty narciarskie, piłkarskie itd.), które wewnątrz zaopatruje się
w odpowiednie wkładki dostosowane do kształtu stopy.
System bezpośredniego wtrysku
System ten należy do najnowocześniejszych metod wytwarzania obuwia. Proces
produkcji metodą bezpośredniego wtrysku polega na tym, że wtryskiwany do odpowiednich
form płynny PCW (lub mieszanka kauczuków termoplastycznych) oblewa zaćwiekowaną
i umieszczoną w tej formie cholewkę, tworząc odpowiedniej grubości podeszwę wraz
z obcasem. W przekroju poprzecznym, obuwie przypomina system klejony, co jest
zilustrowane na rysunku 11.
W systemie tym podobnie jak przy obuwiu klejonym, brzegi skórzanych cholewek muszą
być odpowiednio zdrapane, odpylone i posmarowane klejem. System wtryskowy stosuje się
przy produkcji tych rodzajów obuwia, które nie ulegają częstym zmianom mody (obuwie
wojskowe, obuwie do użytku w pracy itp.).
Rys. 12. Obuwie wtryskowe [5, s. 28]: 1 – wierzch, 2 – podszewka, 3 – podpodeszwa, 4 – wyłożenie,
5 – podeszwa
Niezależnie od wymienionych systemów, w praktyce i literaturze można się spotkać
z innymi systemami, jak: system duolastik, system obuwia odlewanego lub wytwarzanego
przez maczanie itp. W ostatnich latach obserwuje się istotne zmiany w produkcji obuwia
systemem wtryskowym. Odstępuje się od tradycyjnego ćwiekowania i przygotowywania
cholewki do bezpośredniego wtrysku spodu w sposób właściwie nie różniący się od
czynności wykonywanych w systemie klejonym. W wielu krajach stosuje się technologię,
w której cholewka bezpośrednio przed wtryskiem tworzywa jest zaciągana na metalowe
kopyto za pomocą sznurka. Najczęściej jednak w systemie wtryskowym produkuje się
obuwie, w którym brzeg cholewki jest łączony szwem okrętkowym z wyściółką, podobnie jak
w systemie wulkanizowanym.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Wielosystemy montażu obuwia
Wcześniej omówiliśmy najczęściej stosowane systemy montażu obuwia w ujęciu
klasycznym. Wspominaliśmy także o możliwych i najczęściej występujących modyfikacjach
niektórych z nich. Łączenie systemów klasycznych w jeden system nazywamy
wilelosystemem. Praktycznie istnieje wiele możliwości tworzenia wielosystemów i takie
próby są ciągle podejmowane. W poradniku ograniczymy się do omówienia najbardziej
charakterystycznych i dość często stosowanych wielosystemów, do których zaliczymy:
−
system przeszywano – dublowany,
−
system przeszywano – kołkowano – śrubowany, zwany także trójsystemem,
−
system przeszywano – dublowano – klejony.
Oczywiście takich przykładów można podawać znacznie więcej, jak chociażby dwusystemy
powstające z klasycznych systemów (przeszywany, sandałowy, pasowy) z systemem
klejonym. Znany jest także bardziej skomplikowany system skompilowany z systemów
pasowego, sandałowego i klejonego, ale jest on stosowany sporadycznie.
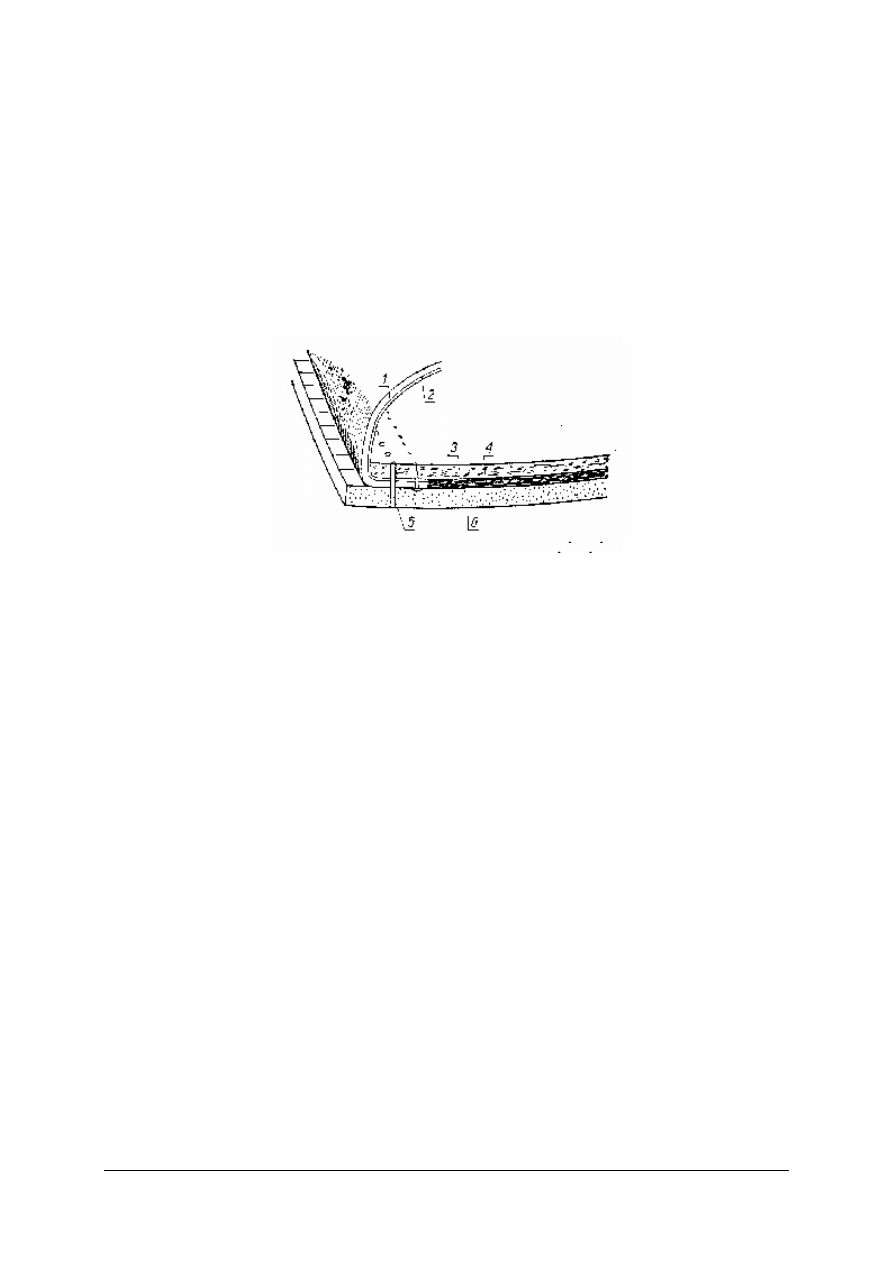
System przeszywano – dublowany
System ten powstał z połączenia systemu przeszywanego z techniką połączeń szytych
zwaną dublowaniem czyli łączeniem elementów szwem nitkowym tworzonym przez ściegi
powstające z przeplatania dwóch nitek: dolnej i górnej. Schemat połączenia elementów
w systemie przeszywano – dublowanym jest zilustrowany na rysunku 12.
Przebieg montażu obuwia systemem przeszywano – dublowanym jest następujący: do
zaćwiekowanego
obuwia
przymocowuje
się
tymczasowo
podsuwkę
(zwaną
międzypodeszwą) z rysą otwartą, wyzuwa się kopyto, a następnie przeszywa podpodeszwę,
zaciągnięty brzeg cholewki i podsuwkę ściegiem łańcuszkowym na maszynie przeszywarce.
W części piętowej podsuwka jest z reguły przymocowana do podpodeszwy za pomocą
gwoździ lub kołków. Po przymocowaniu podsuwki, obuwie nazuwa się na kopyto
pomocnicze, tak zwany nazuwak, a następnie przytwierdza za pomocą kleju, gwoździ lub
klamerek podeszwę, którą łączy się z wystającym brzegiem podsuwki. Podeszwę zszywa się
z podsuwką ściegiem dwunitkowym na dublerce. Nić górna (bielona) tworzy ozdobny szew
Rys. 12. Obuwie przeszywano – dublowane [6, s. 291]: 1 – wierzch, 2 – podszewka, 3 – podpodeszwa,
4 – wyłożenie, 5 – międzypodszewka, 6 – ściegi połączeń szytych (przeszywane łańcuszkowo i dublowane),
7 – podeszwa
na zewnętrznej stronie wystającego brzegu podsuwki. Dolna nić, impregnowana smołą,
tworzy szew ułożony w wydrążeniu podeszwy, tak zwanej rysie. W zależności od grupy
wielkościowej obuwia oraz od grubości łączonych materiałów stosuje się 6 – 9 ściegów na
3 cm szwu [6, s. 254]. Podeszwy z kruponu roślinnego muszą być przed dublowaniem
zwilżone. Końcową czynnością montażu jest przybicie obcasów.
System przeszywano – dublowany można jeszcze rozbudować, stosując dwie
międzypodeszwy i podeszwę gumową przyklejoną do układu przeszywano – dublowanego.
Powstaje w ten sposób system przeszywano – dublowano – klejony.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
W
systemie przeszywano – dublowano – kołkowanym początkowe operacje
są
identyczne, jak w systemie przeszywanym. Dopiero po przeszyciu podeszwy, łączenie
podstawowe wzmacnia się kołkami z drewna na maszynie kołkowarce. Wzmocnienie
kołkami stosuje się peryferyjnie – w śródstopiu lub na całym obwodzie podeszwy. Zamiast
kołków można stosować gwoździe lub śruby. W ten sposób wytwarza się obuwie dla służb
mundurowych lub przeznaczone do użytku w pracy.
System przeszywano – kołkowano – śrubowany
System ten powstał z połączenia systemów opartych na szwach nitkowych
(przeszywania) i połączeniach wykonywanych za pośrednictwem łączników sztywnych
(kołków drewnianych i śrub). Schemat połączeń wykonanych w tym systemie jest
zilustrowany na rysunku 13.
Rys. 13. Obuwie przeszywano – kołkowano – śrubowane [5, s. 28]: 1 – wierzch, 2 – podszewka,
3 – szew przeszywany, 4 – kołek, 5 – śruba, 6 – podpodeszwa, 7 – wyłożenie, 8 – podeszwa
W systemie tym skórzana podpodeszwa jest trwale połączona z zaćwiekowanym
brzegiem cholewki i skórzana podeszwa za pośrednictwem szwu przeszywanego, kołków
i śrub. Najczęściej w obuwiu tym brzegi są wzmocnione otokiem.
System przeszywano – dyblowano – klejony
W systemie tym z reguły występują dwie międzypodeszwy. Proces montażu przebiega
w ten sposób, że w pierwszej kolejności – po wyzuciu kopyt zasadniczych – przeszywa się
podpodeszwę, zaćwiekowany brzeg cholewki i pierwszą międzypodeszwę. Następnie nazuwa
się kopyta pomocnicze i przymocowuje się drugą międzypodeszwę, po czym następuje
dublowanie brzegów obydwu międzypodeszew. Po wykonaniu tej operacji, przygotowuje się
powierzchnię drugiej międzypodeszwy i podeszwy, nanosi klej i tak jak w systemie klejonym
przykleja się trwale podeszwę. Schemat tych połączeń jest zilustrowany w postaci przekroju
poprzecznego obuwia na rysunku 14.
Rys. 14. Obuwie przeszywano – dublowano – klejone [6, s. 291]: 1 – wierzch, 2 – podszewka, 3 – wyłożenie,
4 – międzypodeszwa pierwsza (na przykład skórzana), 5 – międzypodeszwa druga (na przykład z tworzywa),
6 – podeszwa, 7 – teks, 8 – warstwa kleju, 9 – nić dublowania, 10 – nić przeszywana

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz sposoby łączenia wierzchów ze spodami obuwia?
2. Jakie znasz kryteria podziału technik montażu obuwia?
3. Co rozumiesz pod pojęciem „system montażu”?
4. Które ze znanych Ci systemów oparte są na połączeniach szytych?
5. Jakie znasz techniki szycia stosowane w połączeniach wierzchów ze spodami obuwia?
6. Czym charakteryzują się systemy montażu obuwia oparte na połączeniach szytych?
7. Jakie operacje technologiczne wykonuje się w procesie montażu obuwia systemami
opartymi na połączeniach szytych?
8. Na czym polega szycie metodami przeszywania i dublowania?
9. Jaką stosuje się technikę w procesie wszywania pasa w obuwiu pasowym?
10. Czym charakteryzuje się system montażu obuwia: sandałowy i pasowy?
11. Na czym oparty jest system przeszywany?
12. Jakie znasz odmiany systemów: przeszywanego, pasowego i sandałowego?
13. Czym charakteryzują się systemy: wywrotkowy, opankowy i gdynkowy?
14. Jakie znasz odmiany obuwia gdynkowego?
15. Czym charakteryzuje się obuwie zmontowane przy użyciu łączników sztywnych?
16. Jakie znasz systemy montażu oparte na połączeniach klejonych?
17. Czym charakteryzuje się klejony system montażu obuwia?
18. Na czym polega montaż obuwia systemem wulkanizowanym i klejonym?
19. Co rozumiesz pod pojęciem „wielosystem”?
20. Jakie znasz wielosystemy stosowane w procesie montażu obuwia?
21. Czym charakteryzują się znane Ci wielosystemy montażu obuwia?
22. Jakie czynniki decydują o trwałości i wytrzymałości połączeń wierzchów ze spodami
obuwia?
23. Który ze znanych Ci systemów montażu stosuje się najczęściej?
24. Czy potrafisz wykreślić schematy lub wykonać modele systemów i wielosystemów
montażu obuwia?
4.1.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj systemy montażu obuwia na podstawie schematów zamieszczonych na
planszy i zapisz ich nazwy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy schematów zamieszczonych na planszy,
2) rozpoznać systemy montażu obuwia według zamieszczonych schematów,
3) zapisać nazwy rozpoznanych schematów,
4) zaprezentować wykonaną pracę,
5) dokonać oceny poprawności wykonania ćwiczenia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Wyposażenie stanowiska pracy:
−
przekroje i modele obuwia zmontowanego różnymi systemami,
−
normy przedmiotowe z opisem systemów montażu: PN-EN ISO 19952 Obuwie.
Terminologia, PN-85/O-9100 Obuwie. Terminologia,
−
przybory do pisania,
−
plansza ze schematami przekrojów poprzecznych obuwia zmontowanego różnymi
systemami do wykonania ćwiczenia,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Rozpoznaj system montażu obuwia w oparciu o schemat
zamieszczony na rysunku i zapisz nazwy elementów oznaczonych
cyframi.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy poleceń zawartych w treści ćwiczenia,
2) rozpoznać i zapisać nazwę systemu montażu,
3) rozpoznać oznaczone i nieoznaczone elementy obuwia,
4) zapisać nazwy oznaczonych elementów,
5) zaprezentować wykonaną pracę,
6) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
modele i przekroje obuwia zmontowanego różnymi systemami,
−
normy przedmiotowe z opisem systemów montażu: PN-EN ISO 19952 Obuwie.
Terminologia, PN-85/O-9100 Obuwie. Terminologia,
−
przybory do pisania
−
papier formatu A–4,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 3
Rozpoznaj system montażu obuwia według modelu lub przekroju poprzecznego obuwia
wskazanego przez nauczyciela. Narysuj i opisz schemat rozpoznanego systemu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy tekstu ćwiczenia i zawartych w nim poleceń,
2) zanalizować otrzymany model lub obuwie w przekroju poprzecznym,
3) rozpoznać system montażu i łączone elementy obuwia,
4) narysować schemat zmontowanego obuwia w przekroju poprzecznym,
5) opisać wykonany schemat zaznaczając i nazywając jego elementy,
6) zaprezentować wykonaną pracę,
7) dokonać oceny poprawności wykonania ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Wyposażenie stanowiska pracy:
−
modele i przekroje obuwia zmontowanego różnymi systemami,
−
dokumentacja technologiczna eksponowanych wzorów obuwia,
−
normy przedmiotowe z opisem systemów montażu: PNEN ISO 19952 Obuwie.
Terminologia, PN85/O9100 Obuwie. Terminologia,
−
przybory do pisania
−
papier formatu A–4,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 4
Sporządź wykaz czynności technologicznych wykonywanych w procesie montażu
właściwego obuwia systemem wskazanym przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy tekstu ćwiczenia i zawartego w nim polecenia,
2) dokonać analizy systemu montażu obuwia wskazanego przez nauczyciela,
3) narysować jego schemat,
4) wyszczególnić nazwy i technikę łączonych elementów,
5) opracować wykaz czynności technologicznych przy montażu właściwym w układzie
chronologicznym,
6) zaprezentować wykonaną pracę,
7) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
dokumentacja technologiczna wzorów obuwia montowanego różnymi systemami,
−
plansze poglądowe ilustrujące schematy przekrojów poprzecznych obuwia montowanego
różnymi technikami,
−
przybory do pisania,
−
papier formatu A–4,
−
przekroje poprzeczne i modele przekrojów obuwia zmontowanego różnymi systemami,
−
literatura z rozdziału 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) nazwać techniki łączenia wierzchów ze spodami obuwia?
¨ ¨
2) zastosować kryteria podziału technik montażu obuwia?
¨ ¨
3) zdefiniować pojęcie „system montażu”?
¨ ¨
4) wyspecyfikować nazwę systemów montażu obuwia w zależności od
użytej techniki łączenia?
¨
¨
5) rozróżnić proces przeszywania i dublowania oraz uzasadnić
występujące różnice w tych procesach?
¨
¨
6) scharakteryzować znane Ci systemy i wielosystemy montażu obuwia?
¨ ¨
7) narysować schematy przekrojów poprzecznych obuwia zmontowanego
różnymi systemami?
¨
¨
8) opisać elementy obuwia w zależności od rodzaju zastosowanego
systemu montażu?
¨
¨
9) rozpoznać systemy montażu obuwia w oparciu o schematy, przekroje
poprzeczne obuwia i modele?
¨
¨
10) nazwać operacje technologiczne występujące w procesie montażu
właściwego obuwia wykonanego różnymi technikami łączenia?
¨
¨
11) sporządzić wykaz czynności technologicznych montażu właściwego
obuwia dla dowolnie wskazanego przez nauczyciela systemu montażu?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.2. Parametry
technologiczne
i
błędy
produkcyjne
charakterystyczne dla różnych systemów montażu
4.2.1. Materiał nauczania
Szczegółowe
informacje
dotyczące
parametrów
technologicznych
i
błędów
występujących w procesie montażu obuwia będą zawarte w kolejnym pakiecie edukacyjnym
744[02].Z5.02 „Łączenie wierzchów ze spodami obuwia”. W tym rozdziale ograniczymy się
do określenia parametrów technologicznych, które wynikają ze stosowanych technik montażu
i w tym kontekście będą omówione. Wskazane będą także charakterystyczne błędy
produkcyjne wynikające z nieprzestrzegania ustalonych parametrów technologicznych
i sposobu wykonania czynności montażowych. Analiza będzie dokonana w odniesieniu do
połączeń wykonywanych przy użyciu nici, łączników sztywnych i klejów.
Połączenia szyte
W systemach montażu obuwia opartych na połączeniach szytych wykonuje się
najczęściej szwy nitkowe wykonywane ściegiem łańcuszkowym jednonitkowym i ściegiem
podwójnym zwanym dublowanym.
Ścieg łańcuszkowy tworzy szwy przeszywane stanowiące podstawę systemu
przeszywanego i jego odmian oraz przy tworzeniu wielosystemów. Ściegiem łańcuszkowym
łączymy także pas z zaćwiekowanym brzegiem cholewki i wargą podpodeszwy w obuwiu
pasowym i jego odmianach oraz wielosystemach, przy których ten system jest
wykorzystywany.
Ściegi dublowane tworzone są z dwóch nitek, górnej i dolnej, które krzyżują się w środku
zszywanych materiałów. Ściegi dublowane wykorzystuje się przy szwach dublowanych
w takich systemach jak pasowy i sandałowy oraz we wszelkich ich odmianach i tworzonych
z nimi wielosystemach.
Reasumując ten krótki tekst można powiedzieć, że zasadnicze połączenie wierzchów ze
spodami obuwia w systemach montażu opartych na szwach nitkowych odnoszą się do trzech
podstawowych operacji:
−
przeszywania,
−
wszywania pasa,
−
dublowania.
Przeszywanie
Przeszywanie podeszew jest podstawową czynnością technologiczną, której dokładność
wykonania ma wpływ na trwałość połączenia cholewki ze spodem. Ściegi powinny być
ułożone w rysie podeszwy i tak mocno uszczelnione w przekłutych otworach, aby po starciu
supła nitki spełniały rolę kołków. Zależy to od właściwego stosunku grubości igły do nitki,
należytego zaimpregnowania nitki smołą o składzie: 85% kalafonii, 14 % oleju
wrzecionowego, 0,2% sody kaustycznej, od jakości nitki, właściwego zwilżenia podeszwy,
zachowania gęstości ściegów oraz prawidłowego naprężenia nitki.
Podeszwę z podpodeszwą i zaćwiekowanym brzegiem cholewki łączy się ściegiem
łańcuszkowym jednonitkowym, zwanym ściegiem przeszywanym. Do przeszywania używa
się nici lnianych impregnowanych Nm 18/4 S do 18/10 S. Do tworzenia ściegu
łańcuszkowego jednonitkowego używa się igły o ostrzu wygiętym w kształcie haczyka. Do
przeszywania podeszew skórzanych używa się igły o pół numeru cieńszej od numeru nici (na
przykład do nici Nm 18/4 S należy użyć igły numer 3½), aby zapewnić właściwe
uszczelnienie otworu przez nitkę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Szycie rozpoczyna się zawsze od pięty w odległości 1 cm od linii frontu obcasa
w kierunku śródstopia i czubka. Przy przeszywaniu podeszew na całym obwodzie szycie
rozpoczyna się od strony wewnętrznej obuwia w środku pięty. Jeżeli w czasie przeszywania
zerwie się nitka, należy nowym ściegiem wiązanym połączyć ścieg zerwany. Nowe ściegi
muszą pokrywać się dokładnie z przekłutymi uprzednio otworami, gdyż w innym przypadku
nastąpiłoby przecięcie materiału.
Warunki technologiczne prawidłowego przeszywania są następujące:
−
odległość linii ściegów na podpodeszwie od jej krawędzi powinna wynosić około 4 mm,
w czubku 3 mm,
−
liczba ściegów wynosi: dla podeszew skórzanych 4 ÷ 6 ściegów na 3 cm, dla gumowych
4 ÷ 5 ściegów na 3 cm,
−
naprężenie nitki powinno być tak dobrane, aby zapewniało ścisłe zespolenie podeszwy ze
spodem,
−
ściegi powinny być ułożone w rysie podeszwy.
W procesie przeszywania, najczęściej występującą wadą jest nieprawidłowa długość
ściegów, względnie niedostateczne naprężenie nici i luźne ułożenie ściegów. Do innych wad
zalicza się przesunięcie szwu przez krawędź podpodeszwy oraz spływanie smoły
impregnującej nici pod zbyt nagrzanym opornikiem maszyny. Zdarzają się także błędy szycia
spowodowane nieodpowiednim doborem nici i igieł.
Wszywanie pasa
Wszywanie pasa wykonuje się na maszynach wszywarkach pasa i jest obok dublowania
najważniejszą czynnością w procesie wytwarzania obuwia pasowego. Czynność ta polega na
trwałym połączeniu pasa z zaćwiekowanym brzegiem cholewki i wargi podpodeszwy.
W kolejnych czynnościach montażu, do pasa przyszywa się podeszwę lub międzypodeszwę
ściegiem dublowanym. Od jakości szwu oraz trwałości wargi podpodeszwy i pasa zależy
wytrzymałość połączenia spodu z cholewką.
Tworzące się pętle ściegu ułożone są z jednej strony w rowku pasa od strony mizdry,
z drugiej strony w wewnętrznym kącie wargi, w kształcie prostych ściegów. Istnieją również
maszyny do wszywania pasa, które układają szew odwrotnie, mianowicie: pętle
w wewnętrznym kącie wargi, ścieg prosty zaś na pasie. Taki układ ściegu ma zastosowanie
przy maszynowym wytwarzaniu obuwia pasowo – sandałowego i szytego po narciarsku.
Operacje wszywania poprzedza przygotowanie pasów. Dotyczy to wyłącznie pasów
skórzanych, które należy doprowadzić do optymalnej wilgotności wynoszącej 65
÷
70%. Przy
tej wilgotności znacznie wzrasta wytrzymałość na rozerwanie, a pas lepiej układa się
i szczelnie przylega w kącie wargi oraz umożliwia właściwe tworzenie ściegu.
Z uwagi na duże znaczenie czynności wszywania pasów należy podkreślić, że
przepuszczenie choćby jednego ściegu może zapoczątkować prucie się całego szwu, co
podczas użytkowania obuwia może spowodować nieodwracalne skutki w postaci oderwania
się całego spodu od wierzchu, czego nie da się już naprawić normalną reperacją obuwia.
Podobnie jak w przypadku przeszywania, również przy wszywaniu pasa o jakości
i wytrzymałości połączenia decyduje właściwy dobór nici i igieł, polegający na stosunku
grubości nici do igły.
Do wszywania pasa używa się igieł krzywych różnych grubości
−
igły nr 41 o średnicy 2,4 mm z Nm (numer metryczny) nici 18/10 S do obuwia pasowego
typu cięższego,
−
igły nr 43 o średnicy 2,2 mm z Nm nici 18/9 S do normalnego obuwia pasowego,
−
igły nr 45 o średnicy 2,0 mm z Nm nici 18/6 do lekkiego obuwia pasowego na
pojedynczych spodach.
Liczba ściegów na 3 cm szwu w zależności od rodzaju łączonych materiałów i rodzaju
obuwia wynosi od 4 do 5.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Coraz częściej do wszywania pasa stosuje się nici syntetyczne, które nie wymagają
impregnacji.
Przyczyną najczęściej występujących błędów w procesie wszywania pasa jest
nieodpowiedni dobór nici i igieł oraz nieodpowiednie przygotowanie pasa. Następuje
wówczas zrywanie się nici, ścieg o nierównej długości, pas podszyty lub wszyty,
nieodpowiednie naprężenie ściegu.
Dublowanie brzegów elementów spodowych
Dublowanie to proces łączenia brzegów zewnętrznych elementów spodowych obuwia
(otoczki, otoki, podsuwki, międzypodeszwy, podeszwy) ściegiem podwójnym zwanym
powszechnie dublowanym. Dublowanie występuje głównie w obuwiu montowanym
systemami: pasowym i sandałowym oraz ich odmianami.
O trwałości szwu, a tym samym i połączenia cholewki ze spodem, decydują między
innymi: jakość i właściwy dobór nici, rodzaj ich impregnacji, dobór nakłuwaka i igły,
prawidłowe utworzenie i ułożenie ściegu oraz właściwe przygotowanie podeszew do
dublowania.
Do najważniejszych parametrów procesu dublowania – podobnie jak przy przeszywaniu
i wszywaniu – należy zaliczyć: dobór igieł, nakłuwaków i nici. Przy ustalaniu
wymienionych parametrów można kierować się danymi zawartymi w tabeli 1.
Tabela 1. Dobór igieł, nakłuwaków i nici do dublowania obuwia pasowego [2, s. 251]
Numer
Numer nici
igły nakłuwaka wierzchnie spodnie
Liczba
ściegów
na 3 cm
Zastosowanie obuwia
50
47
18/8S
18/6S
7
÷
8
Damskie na pojedynczej podeszwie
47
47
18/8S
18/6S
6
÷
7
Męskie pasowe na pojedynczej
podeszwie i kobiece na podwójnej
47
47
18/9S
18/7S
6
÷
7
Męskie na podwójnej lub
monolitowej podeszwie
47
47
18/9S
18/7S
6
÷
7
Męskie sportowe na podwójnej
podeszwie
45
43
÷
45
18/10S
18/8S
6
÷
7
Męskie typu ciężkiego
Prawidłowo wykonany szew i umiejętny dobór nici przy dublowaniu stanowią nie tylko
trwałe połączenie brzegów elementów spodowych ale także są elementem zdobniczym
o charakterze ponadczasowym. Dość często górna nić jest specjalnie wybielana, skręcana lub
splatana, może być też odpowiednio barwione.
Do najczęściej spotykanych błędów produkcyjnych podczas dublowania można zaliczyć:
za głębokie nacięcie rowka, przeszycie w nierównej odległości od krawędzi łączonych
elementów, nierówna długość ściegów i ich naprężenie.
Połączenia wykonane przy użyciu łączników sztywnych
Łączniki sztywne to głównie kołki drewniane, śruby i gwoździe, które w swoim czasie
wykorzystywano do klasycznych systemów montażu zwanych od rodzaju łączników, jako:
kołkowany, śrubowany i gwoździowany.
W systemie kołkowanym trwałość połączenia zależy głównie od: jakości kołków
(odpowiedniego ich wysuszenia i równomiernego układu słoi drewna w taśmie kołczarskiej),
właściwego doboru nakłuwaka i odpowiedniego zwilżenia podeszwy skórzanej. Wilgotność
taśmy kołczarskiej nie powinna przekraczać 11%, co można sprawdzić przez złamanie
odciętego kołka. Kołki o właściwej wilgotności powinny się łamać z trzaskiem. Nakłuwaki

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
powinny mieć minimalnie mniejszą grubość w stosunku do grubości kołków, aby uzyskać
trwałe ich osadzenie w skórze. Właściwie nawilżona skóra (około 25% wilgotności)
umożliwia łatwe przechodzenie nakłuwaka i kołków przez całą jej grubość, po wysuszeniu
kurczy się, zaciskając tkwiące w niej kołki.
W specjalnych typach obuwia cholewka może być połączona ze spodem przez
gwoździowanie lub śrubowanie.
Podczas gwoździowania należy zaprogramować ilość i wymiary gwoździ oraz odległość
między kolejnymi gwoździami. Gwoździe powinny być suche, czyste, nierdzewne. Końce
gwoździ po wbiciu muszą być dobrze zanitowane.
Śrubowanie jest procesem technologicznym wykonywanym na specjalnej maszynie
zwanej śrubowarką, która odcina elementy z drutu śrubowego z gwintem i wkręca je
w łączone materiały. Wymiary drutu są znormalizowane. Śrubowanie rozpoczyna się od
pięty, rozmieszczając śruby w odległości 10 mm jedna od drugiej w obuwiu na spodach
skórzanych, a w odległości 8 mm w obuwiu o spodach z twardych gum. Długość wkrętu
powinna odpowiadać grubości łączonych elementów spodu obuwia tak, aby drut śrubowy nie
wystawał od strony podeszwy i podpodeszwy.
Najczęściej
spotykanymi
błędami
popełnianymi
w
procesach
kołkowania,
gwoździowania i śrubowania, są: za bliskie wbijanie łączników od krawędzi podeszwy,
złamane kołki, nie dobite gwoździe lub też nie wbite, lub wbite nierówno, za krótkie
gwoździe lub śruby itp.
Połączenia klejone
Łączenie elementów spodów z wierzchami obuwia przy pomocy kleju zapoczątkowano
w XX wieku. Początkowo stosowano kleje nitrocelulozowe tak zwane Ago, a sam system
nazwano także tą nazwą. Dzisiaj stosuje się nowe generacje klejów, głównie
polichloroprenowych i poliuretanowych o wyjątkowo dobrych właściwościach klejących.
Z punktu widzenia technologii – poza doborem i przygotowaniem klejów – do
podstawowych parametrów procesu klejenia zaliczamy:
−
przygotowanie powierzchni łączonych elementów do klejenia,
−
sposób i ilość nanoszonego kleju na łączone elementy,
−
czas przesychania błony klejowej,
−
warunki i czas aktywacji błony klejowej,
−
czas prasowania sklejonych elementów i wielkość nacisku pracy.
Podczas
klejenia
popełnia
się
wiele
błędów
produkcyjnych
wynikających
z nieprzestrzegania wymaganych parametrów, które w istocie sprowadzają się do obniżenia
wytrzymałości połączeń poniżej obowiązujących wskaźników. Trzeba przy tym zaznaczyć, że
w obuwiu klejonym, wulkanizowanym oraz obuwiu wtryskowym z powodu odklejania
podeszew notuje się największą ilość reklamacji.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Które z operacji technologicznych łączenia wierzchów ze spodami obuwia za pomocą
nici decydują o wytrzymałości zastosowanego systemu montażu?
2. Czym charakteryzuje się przeszywanie, wszywanie pasa i dublowanie?
3. W jakich systemach montażu obuwia dokonuje się przeszywania?
4. W jakich systemach wykonuje się łączenie metodą dublowania?
5. Jakie elementy łączy się podczas wszywania pasa?
6. Jakie kształty mają igły do: przeszywania, wszywania pasa i dublowania?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
7. Jakie nici stosuje się przy łączeniu wierzchów ze spodami obuwia – podaj przykłady?
8. Co oznacza symbol nici 18/9 S?
9. Jaka jest dopuszczalna ilość ściegów na 3 cm szwu przy przeszywaniu, wszywaniu pasa
i dublowaniu?
10. Jakie rodzaje błędów produkcyjnych mogą być popełnione przy łączeniu wierzchów ze
spodami obuwia?
11. Jakie parametry technologiczne cechuje połączenie wierzchów ze spodami obuwia
w połączeniach szytych?
12. Czym charakteryzują się połączenia wykonane łącznikami sztywnymi, jakie tworzą
systemy montażu i jakie są ich parametry technologiczne?
13. Jakie błędy można popełnić łącząc elementy spodowe łącznikami sztywnymi?
14. Jaki wpływ na połączenia klejowe ma dobór kleju i parametry technologiczne?
15. Jakie błędy produkcyjne popełnia się w procesie klejenia wierzchów ze spodami obuwia
i z czego one wynikają?
4.2.3. Ćwiczenia
Ćwiczenie 1
Przyporządkuj wyszczególnione na planszy parametry technologiczne procesów łączenia
wierzchów ze spodami obuwia do znanych Ci systemów montażu obuwia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy polecenia zawartego w tekście ćwiczenia,
2) zanalizować zapisane na planszy parametry technologiczne pod kątem stosowanych
systemów montażu obuwia,
3) przyporządkować parametry technologiczne procesów łączenia do wypisanych przez
Ciebie systemów montażu obuwia,
4) zaprezentować wykonaną pracę,
5) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
plansze z wykazem parametrów technologicznych procesów łączenia wierzchów ze
spodami obuwia,
−
instrukcje technologiczne łączenia wierzchów ze spodami obuwia,
−
papier formatu A – 4,
−
przybory do pisania,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Przyporządkuj wyszczególnione na planszy błędy produkcyjne, popełniane w procesach
łączenia wierzchów ze spodami obuwia, do właściwych systemów montażu i operacji
technologicznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy polecenia zawartego w ćwiczeniu,
2) zanalizować wyszczególnione na planszy błędy produkcyjne,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
3) przyporządkować błędy produkcyjne do wypisanych przez Ciebie systemów montażu
obuwia,
4) zaprezentować wykonaną pracę,
5) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
plansze z wykazem błędów produkcyjnych występujących w procesie łączenia
elementów różnymi systemami montażu,
−
charakterystyki błędów produkcyjnych, które najczęściej występują przy różnych
systemach montażu,
−
papier formatu A – 4,
−
przybory do pisania,
−
literatura z rozdziału 6 poradnika dla ucznia.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować operacje technologiczne mające zasadniczy wpływ
na wytrzymałość połączeń szytych w różnych systemach montażu
obuwia?
¨
¨
2) wskazać systemy montażu obuwia i ich odmiany, w których wykonuje
się operacje przeszywania?
¨
¨
3) określić operacje szycia stosowane w systemach przeszywano –
klejonym, sandałowym i pasowym?
¨
¨
4) nazwać łączone elementy za pomocą dublowania?
¨ ¨
5) wskazać operację technologiczną, w której łączy się otoczek, podsuwkę
i podeszwę?
¨
¨
6) nazwać system montażu, w który łączy się elementy obuwia techniką
przeszywania i dublowania?
¨
¨
7) opisać co oznacza numer metryczny nici o symbolu 18/10 S?
¨ ¨
8) określić kształty igieł stosowanych przy przeszywaniu, dublowaniu
i wszywaniu pasa?
¨
¨
9) określić dopuszczalne ilości ściegów przy przeszywaniu, dublowaniu
i wszywaniu pasa na 3 cm szwu?
¨
¨
10) scharakteryzować parametry technologiczne połączeń wierzchu ze
spodami obuwia przy użyciu łączników sztywnych?
¨
¨
11) scharakteryzować błędy produkcyjne typowe dla różnych systemów
montażu obuwia?
¨
¨
12) określić
zasady
kontroli
parametrów
technologicznych
charakterystycznych dla określonych systemów montażu?
¨
¨
13) określić błędy produkcyjne charakterystyczne dla poszczególnych
systemów montażu?
¨
¨
14) wyjaśnić dlaczego jakość przygotowania powierzchni do klejenia ma
wpływ na jakość i wytrzymałość połączenia klejonego?
¨
¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.3. Dobór systemu montażu obuwia według kryteriów
technologicznych i ekonomicznych
4.3.1. Materiał nauczania
Decydując się na dobór systemu montażu do produkowanego obuwia musimy kierować
się wieloma kryteriami, które w zasadzie sprowadzają się do ogólnego miana kryteriów
technologicznych i ekonomicznych. W zasadzie obie grupy kryteriów wzajemnie są
uzależnione. Dobór systemu montażu według kryteriów technologicznych wyznacza
jednocześnie kryteria ekonomiczne.
Analizując system montażu według kryteriów technologicznych musimy zwrócić uwagę
na rodzaj, konstrukcję i przeznaczenie obuwia. Jeżeli zamierzamy produkować obuwie
damskie wieczorowe ze skór szlachetnych, to wybierzemy system klejony. Natomiast jeżeli
mamy zlecenie na obuwie do użytku w pracy lub z przeznaczeniem do służb mundurowych,
to będziemy wybierać system montażu o dużej wytrzymałości połączeń, na przykład system
przeszywany, a nawet przeszywano – dublowany dodatkowo wzmacniany łącznikami
sztywnymi (kołki, gwoździe, śruby). W ślad za dokonanym wyborem systemu według
kryteriów technologicznych (także konstrukcyjnych i materiałowych) musimy dokonać oceny
ekonomicznej systemu.
Analizując system montażu według kryteriów ekonomicznych, zwracamy uwagę na
koszty przedsięwzięcia. Musimy zadać sobie pytanie ile będzie kosztowało wdrożenie
systemu. Analizujemy rodzaje, ilość i koszty niezbędnych maszyn i urządzeń, zatrudnienie,
powierzchnię produkcyjną, dzienną wydajność i ilość par obuwia (w operacji łączenia)
przypadająca na jednego pracownika itp.
Porównując kryteria technologiczne i ekonomiczne według których będziemy oceniać
poszczególne systemy montażu będziemy mieć obraz, który ułatwi nam wybór właściwego
systemu montażu. Dla przybliżenia i zrozumienia problemów posłużymy się przykładem.
Dokonamy analizy trzech znacznie różniących się systemów montażu, będą to:
−
system kołkowano – śrubowany,
−
system sandałowy,
−
system klejony.
Podstawą analizy będą następujące kryteria:
–
ilość operacji technologicznych w procesach ćwiekowania, montażu i wykończenia
ogółem oraz przy montażu właściwym,
–
ilość zatrudnionych osób w konfiguracji jak wyżej,
–
ilość par wytwarzanych w czasie 8 godzin,
–
ilość par wytwarzanych przez 1 pracownika w ciągu 8 godzin pracy,
–
ilość maszyn występujących w procesie.
Szczegółowe dane dotyczące tych kryteriów usystematyzowano i zestawiono w tabeli 2.
Tabela 2. Analiza porównawcza montażu właściwego obuwia systemami: kołkowano-śrubowanym,
sandałowym i klejonym
System montażu
Kryteria oceny
kołkowano-
-śrubowany
sandałowy
klejony
1
2
3
4
Ilość operacji technologicznych w procesie ogółem
(ćwiekowanie, montaż właściwy, wykończenie)
41
33
29
Ilość operacji technologicznych w procesie montażu
właściwego
11
7
8
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
ciąg dalszy tabeli 2
1
2
3
4
Ilość zatrudnionych w procesie ogółem
65
44
37
Ilość zatrudnionych w procesie montażu właściwego
18
8
10
Ilość wytwarzanych par ogółem w ciągu 8 godzin
900
1100
1000
Ilość wytwarzanych par ogółem przez 1 pracownika
13,85
25
27,03
Ilość par montowanych przez 1 pracownika
50
13,75
100
Ilość maszyn uczestniczących w procesie ogółem
42
25
16
Ilość maszyn uczestniczących w procesie montażu
właściwego
13
4
5
Źródło: niepublikowane materiały badawcze, będące w dyspozycji Zakładu Technologii Obuwia Politechniki
Radomskiej.
Z dokonanej analizy wynika, który system jest korzystniejszy w zależności od przyjętego
kryterium oceny. Najbardziej pracochłonnym system, biorąc pod uwagę: ilość
wykonywanych operacji w całym procesie i w procesie montażu właściwego oraz ilość
zatrudnionych osób i ilość par wytwarzanych w danym odcinku procesu, jest bez wątpienia
system kołkowano – śrubowany. Ten właśnie aspekt zadecydował, że system ten, w produkcji
przemysłowej już dawno przestał być wykorzystywany. Stosuje się jedynie jego elementy,
które służą do peryferyjnego wzmacniania połączeń w innych systemach.
Także bez wątpienia, najkorzystniejszym z punktu analizowanych kryteriów jest system
klejony. W całym procesie montażu ilość zatrudnionych osób jest najmniejsza, a średnia
wydajność na jednego pracownika jest najwyższa, prawie dwukrotnie wyższa od systemu
kołkowano-śrubowanego i prawie 10% wyższa od systemu sandałowego. Jedynie w procesie
montażu właściwego ilość wytwarzanych par (w doniesieniu do wykonywanych operacji)
przypadających na 1 pracownika w czasie 8 godzin jest wyższa w systemie sandałowym.
Korzystnym kryterium przy ocenie obuwia klejonego jest ilość wykonywanych operacji
i ilość maszyn. W obydwu przypadkach ilości te są najmniejsze w porównaniu
z analizowanymi systemami. Te fakty zadecydowały, że aktualnie systemem klejonym
wytwarza się około 80% obuwia.
Przykład, którym się posłużono może stanowić wzorzec lub model, według którego
można analizować każdy dowolny system montażu. Można też wprowadzić inne kryteria
oceny, na przykład kosztów maszyn i urządzeń, potrzebnych powierzchni produkcyjnych,
zużycie energii itp. W określonych sytuacjach, zasadniczym kryterium oceny montażu, są
parametry wytrzymałościowe, które można ustalić metodami badań laboratoryjnych.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz kryteria oceny systemów montażu obuwia?
2. Według jakich kryteriów dobierzesz system montażu do produkcji obuwia
przeznaczonego do użytku w pracy?
3. Według jakich kryteriów dobierzesz system montażu do produkcji taniego obuwia
powszechnego użytku?
4. Jakie kryterium doboru systemu montażu zastosujesz do produkcji obuwia realizowanej
w małym warsztacie produkcyjnym?
5. Jakie zastosujesz kryteria oceny różniących się znacznie systemów montażu?
6. Jaki system montażu zaproponujesz do produkcji obuwia typu traperskiego?
7. Jaki system montażu dobierzesz do produkcji obuwia wojskowego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
8. Jaki system montażu dobierzesz do produkcji wieczorowego obuwia damskiego?
9. Czy koszty wytwarzania obuwia mogą mieć wpływ na dobór systemów montażu
obuwia?
10. W jakich sytuacjach dobór systemu montażu uzależnisz od kryterium wytrzymałości
połączenia wierzchów ze spodami obuwia?
4.3.3. Ćwiczenia
Ćwiczenie 1
Porównaj i dokonaj oceny trzech systemów montażu obuwia wskazanych przez
nauczyciela, w oparciu o udostępnioną dokumentację techniczno – technologiczną.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy poleceń zawartych w tekście ćwiczenia,
2) zaprezentować kryteria oceny systemów wskazanych przez nauczyciela,
3) zanalizować udostępnioną dokumentację techniczno-technologiczną odnoszącą się do
wzorów obuwia wytwarzanych systemami wskazanymi przez nauczyciela,
4) zastosować kryteria oceny systemów montażu,
5) porównać i przeanalizować dane wyszczególnione w oparciu o przyjęte kryteria oceny
i porównywalne wskaźniki zawarte w dokumentacji,
6) sformułować wnioski wynikające z przeprowadzonej analizy,
7) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
dokumentacja techniczno-technologiczna do wzorów obuwia wytwarzanych systemami
montażu wskazanymi przez nauczyciela,
−
schematy i przekroje poprzeczne obuwia montowanego różnymi systemami,
−
papier formatu A–4,
−
przybory do pisania,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Dobierz, uzasadnij i oceń jakość systemu montażu do produkcji letnich czółenek
damskich.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy poleceń zawartych w tekście ćwiczenia,
2) określić kryteria doboru i oceny jakości wybranego systemu,
3) wybrać i uzasadnić wybór systemu,
4) dokonać oceny jakości montażu czółenek letnich wybranym systemem montażu,
5) zaprezentować wykonaną pracę,
6) dokonać oceny poprawności wykonania ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Wyposażenie stanowiska pracy:
−
dokumentacja technologiczna produkcji czółenek letnich systemem klejonym,
−
przekroje poprzeczne i podłużne obuwia typu czółenka letnie,
−
papier formatu A–4,
−
przybory do pisania,
−
literatura z rozdziału 6 poradnika dla ucznia.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować kryteria doboru systemu montażu?
¨ ¨
2) określić kryteria doboru systemu montażu do produkcji obuwia do
użytku w pracy?
¨
¨
3) sprecyzować kryteria doboru systemu montażu do produkcji taniego
obuwia powszechnego użytku?
¨
¨
4) wskazać system montażu obuwia najkorzystniejszy dla małego zakładu
rzemieślniczego słabo umaszynowionego?
¨
¨
5) określić kryteria oceny zróżnicowanych systemów montażu?
¨ ¨
6) dobrać system montażu do produkcji obuwia typu „Traper”?
¨ ¨
7) określić najczęściej stosowany system (wielosystem) do produkcji
obuwia wojskowego?
¨
¨
8) dobrać system montażu (i ocenić jego jakość) przeznaczony do
produkcji wizytowego obuwia damskiego?
¨
¨
9) uzasadnić, że koszty wytwarzania obuwia mają wpływ na dobór
systemu montażu obuwia i w jakich okolicznościach?
¨
¨
10) wyjaśnić okoliczności, w których dobór systemu montażu uzależniony
będzie od kryterium wytrzymałości zastosowanych połączeń.?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań o różnym stopniu trudności. Są to zadania wielokrotnego wyboru.
5. Za każdą poprawną odpowiedź możesz uzyskać 1 punkt.
6. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi. Dla każdego zadania podane
są cztery możliwe odpowiedzi: a, b, c, d. Tylko jedna odpowiedź jest poprawna; wybierz
ją i zaznacz kratkę z odpowiadającą jej literą znakiem X.
7. Staraj się wyraźnie zaznaczać odpowiedzi. Jeżeli się pomylisz i błędnie zaznaczysz
odpowiedź, otocz ją kółkiem i zaznacz ponownie odpowiedź, którą uważasz za
poprawną.
8. Test składa się z 14 zadań z poziomu podstawowego i 6 zadań z poziomu
ponadpodstawowego, które mogą przysporzyć Ci trudności, gdyż są one na poziomie
wyższym niż pozostałe (dotyczy to zadań o numerach od 15 do 20).
9. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
10. Kiedy udzielenie odpowiedzi będzie sprawiało Ci trudność, wtedy odłóż rozwiązanie
zadania na później i wróć do niego, gdy zostanie Ci czas wolny.
11. Po rozwiązaniu testu sprawdź czy zaznaczyłeś wszystkie odpowiedzi na KARCIE
ODPOWIEDZI.
12. Na rozwiązanie testu masz 45 minut.
Powodzenia!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
ZESTAW ZADAŃ TESTOWYCH
1. W przemyśle obuwniczym najczęściej stosowanym sposobem łączenia wierzchów ze
spodami obuwia jest
a) szycie.
b) wulkanizacja.
c) dublowanie.
d) klejenie.
2. Do tradycyjnych systemów montażu obuwia zalicza się umownie te, które funkcjonowały
przed wprowadzeniem systemu
a) gdynkowego „California”.
b) wulkanizowanego.
c) klejonego.
d) wytryskowego.
3. Jeżeli wierzchy połączone są ze spodami obuwia techniką dublowania i klejenia to układ
nazywamy systemem (wielosystemem)
a) przeszywano – dublowanym.
b) sandałowo – klejonym.
c) pasowo – fleksiblowym.
d) przeszywano – dublowano – klejonym.
4. System przeszywany oparty jest na połączeniu wierzchu ze spodem obuwia szwem
nitkowym wykonanym ściegiem
a) zwartym.
b) dublowanym.
c) łańcuszkowym dwunitkowym.
d) łańcuszkowym jednonitkowym.
5. Cechą charakterystyczną podpodeszew do obuwia pasowego jest
a) warga.
b) usztywniacz stalowy.
c) usztywniacz drewniany.
d) naklejka.
6. Który element spodu obuwia nie jest łączony w procesie wszywania pasa?
a) Warga podpodeszwy.
b) Zaćwiekowany brzeg cholewki
c) Podeszwa.
d) Pas.
7. W systemie sandałowym brzeg cholewki jest
a) wywinięty na podsuwkę lub podeszwę.
b) przeginany przez grań kopyta.
c) przeszywany do wargi podpodeszwy.
d) zszywany z wyściółką.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
8. W procesie wszywania pasa w obuwiu pasowym łączy się wspólnym szwem następujące
elementy
a) podeszwę, międzypodeszwę, pas.
b) zakładkę, podnosek, wyściółkę.
c) pas, zaćwiekowany brzeg cholewki, wargę podpodeszwy.
d) pas, otoczek, podeszwę.
9. W procesie montażu obuwia klasycznym systemem przeszywanym łączy się ze sobą
następujące elementy
a) zakładkę, wyłożenie, zelówkę.
b) podpodeszwę, zaćwiekowany brzeg cholewki, podeszwę.
c) międzypodeszwę, podeszwę, zakładkę.
d) podsuwkę, otoczek, podeszwę.
10. Co oznaczają w kolejności wyróżniki liczbowe 1,3,5 oznaczone na schemacie?
a) Podszewka, wyściółka, wyłożenie.
b) Wierzch, podpodeszwa, podeszwa uformowana metodą wtrysku
bezpośredniego.
c) Wierzch, podpodeszwa, podsuwka.
d) Cholewka, podsuwka, podeszwa.
11. Igły do przeszywania mają kształt
a) prosty z uszkiem.
b) półokrągły z haczykiem.
c) półokrągły z uszkiem.
d) prosty z haczykiem.
12. Wszywanie pasa jest typową operacją technologiczną występującą w systemie montażu
obuwia
a) pasowego.
b) przeszywanego z otokiem.
c) sanadałowego z otoczkiem.
d) gdynkowego typu „California”.
13. Po raz pierwszy do łączenia wierzchów ze spodami obuwia zastosowano klej:
a) poliamidowy stały.
b) polichloroprenowy.
c) poliuretanowy.
d) nitrocelulozowy.
14. Ile wynosi długość odcinka szwu, dla którego określa się ilość ściegów przy doborze
parametrów szycia elementów spodowych?:
a) 10 cm.
b) 5 cm.
c) 3 cm.
d) 15 cm.
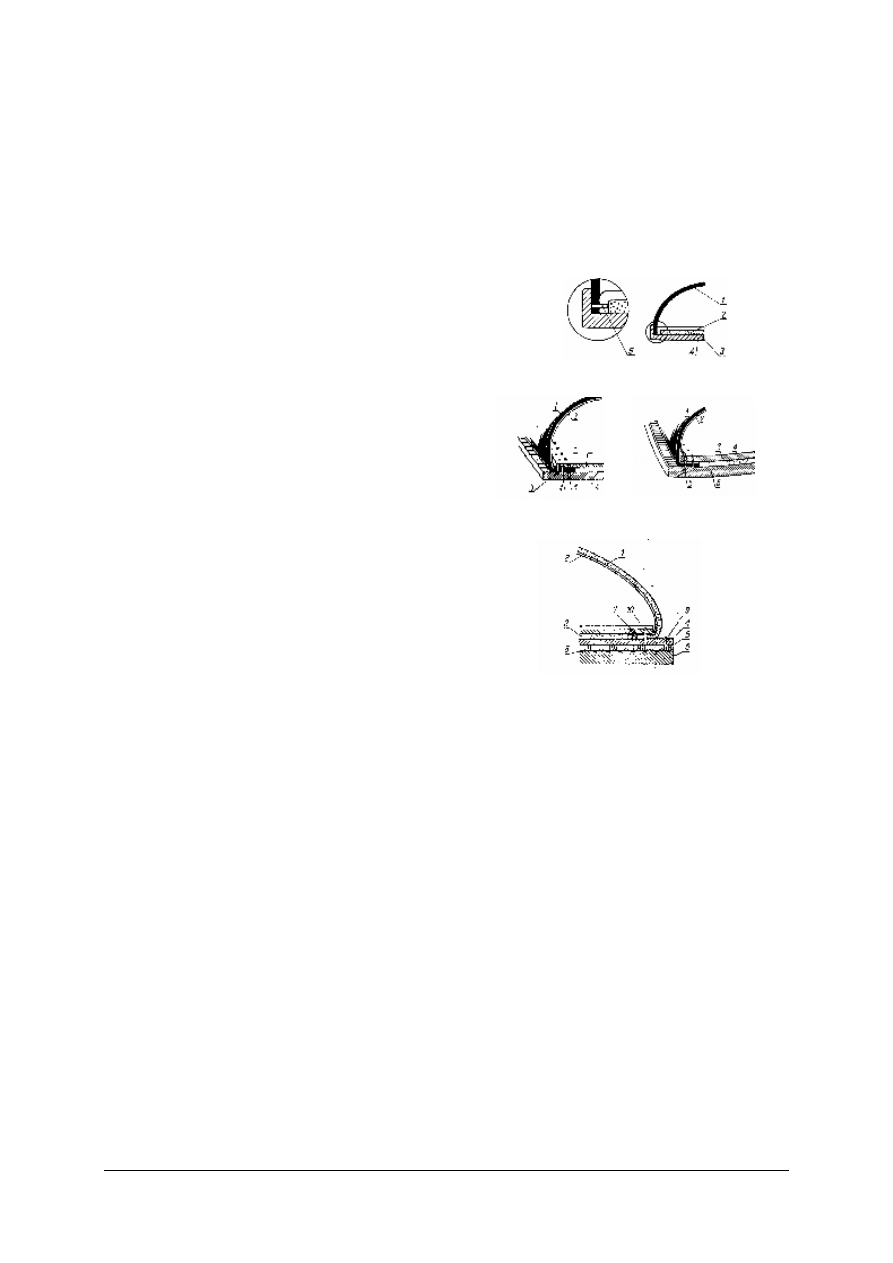
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
15. Gdynkowy system montażu, bez względu na jego odmiany charakteryzuje się tym, że
w procesie produkcyjnym nie wykonuje się operacji
a) szycia.
b) klejenia.
c) ćwiekowania.
d) formowania i stabilizacji wierzchów obuwia.
16. Zamieszczony na rysunku schemat ilustruje montaż obuwia systemem
a) wulkanizowanym.
b) gdynkowym.
c) pasowym.
d) przeszywanym.
17. Wspólną cechą zamieszczonych na rysunku schematów montażu jest łączenie wierzchów
ze spodami obuwia szwem wykonanym ściegiem
a) zwartym.
b) dublowanym.
c) okrętkowym jednonitkowym.
d) łańcuszkowym jednonitkowym.
18. W zamieszczonym na schemacie wielosystemie montażu obuwia zastosowano
następujące techniki łączenia
a) klejenie, kołkowanie, dublowanie.
b) przeszywanie, dublowanie, klejenie.
c) przeszywanie, klejenie, śrubowanie.
d) dublowanie, kołkowanie, śrubowanie
19. Pasy skórzane przed wszywaniem w obuwiu pasowym należy intensywnie nawilżyć.
Optymalna wilgotność powinna wynosić około
a) 20
÷
25%.
b) 65
÷
70%.
c) 70
÷
75%.
d) 35
÷
45%.
20. Przy dublowaniu obuwia męskieg liczba ściegów przypadających na odcinek szwu
wynosi
a) 2
÷
3/ 1 cm.
b) 2
÷
5/ 3 cm.
c) 7
÷
10/ 2 cm.
d) 6
÷
7/ 3 cm.
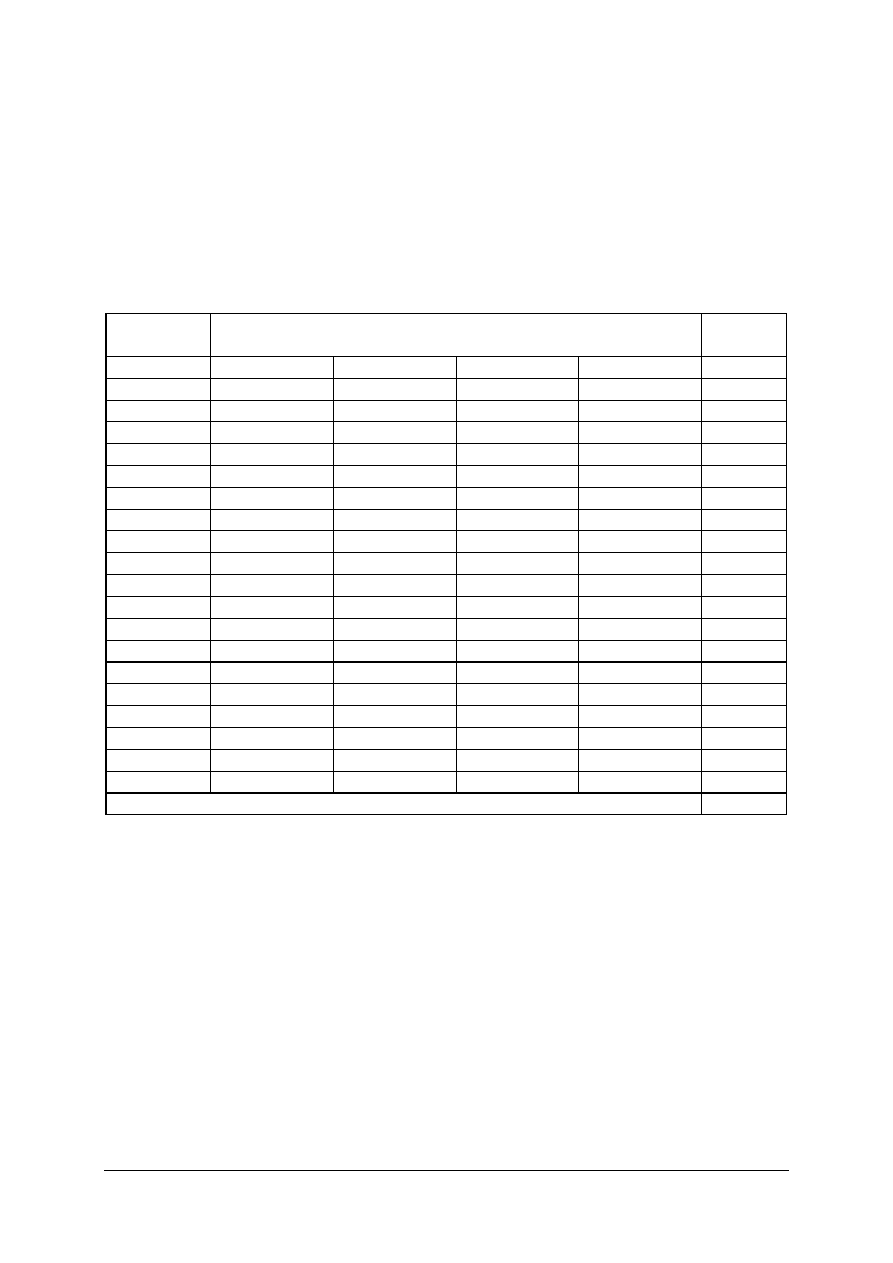
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Ustalanie technik montażu obuwia
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
6. LITERATURA
1. Borzeszkowski A., Borzeszkowski W., Persz T.: Obuwnictwo przemysłowe część I.
WSiP, Warszawa 1979
2. Christ J.,W.: Technologia obuwia. Wydanie siódme. WSiP, Warszawa 1986
3. Grabkowski M.: Obuwnictwo. Podręcznik dla ZSZ. WSiP, Warszawa 1992
4. Grabkowski M.: Technika wytwarzania obuwia tom I. Politechnika Radomska,
Radom 2000
5. Liszka R., Rerutkiewicz J., Uliasz H.: Cholewkarstwo. Wydanie pierwsze. PWSZ,
Warszawa 1971
6. Praca zbiorowa: Technologia obuwia maszynowego. WPLiS, Warszawa 1966
Normy przedmiotowe
1. PN-EN ISO 19952 Obuwie. Terminologia
2. PN-85/O-9100 Obuwie. Terminologia
3. PN-77/O-91016 Obuwie. Wady materiałowe i błędy wykonania.
Czasopisma fachowe:
1. Przegląd Skórzany (wydania archiwalne),
2. Świat Butów (wydania archiwalne i bieżące).
Wyszukiwarka
Podobne podstrony:
obuwnik 744[02] z5 01 n
obuwnik 744[02] z5 01 n
obuwnik 744[02] z2 01 n
obuwnik 744[02] o1 01 u
obuwnik 744[02] o1 01 n
obuwnik 744[02] z5 03 u
obuwnik 744[02] o2 01 n
obuwnik 744[02] z1 01 n
obuwnik 744[02] z4 01 u
obuwnik 744[02] z3 01 n
obuwnik 744[02] o2 01 u
obuwnik 744[02] z5 03 n
obuwnik 744[02] z4 01 n
obuwnik 744[02] z5 02 n
obuwnik 744[02] z5 04 n
obuwnik 744[02] z5 02 u
obuwnik 744[02] z1 01 u
obuwnik 744[02] z2 01 u
obuwnik 744[02] z2 01 n
więcej podobnych podstron