„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Marian Grabkowski
Łączenie wierzchu ze spodem obuwia 744[02].Z5.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Leszek Świdziński
mgr Barbara Różańska
Opracowanie redakcyjne:
dr inż. Marian Grabkowski
Konsultacja:
dr inż. Jacek Przepiórka
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 744[02].Z5.02
„Łączenie wierzchu ze spodem obuwia”, zawartego w modułowym programie nauczania dla
zawodu Obuwnik.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
4
3. Cele kształcenia
5
4. Materiał nauczania
6
4.1. Ćwiekowanie jako proces przestrzennego formowania wierzchu obuwia
6
4.1.1. Materiał nauczania
6
4.1.2. Pytania sprawdzające
9
4.1.3. Ćwiczenia
9
4.1.4. Sprawdzian postępów
10
4.2. Czynności przygotowawcze do procesu ćwiekowania
11
4.2.1. Materiał nauczania
11
4.2.2. Pytania sprawdzające
16
4.2.3. Ćwiczenia
17
4.2.4. Sprawdzian postępów
19
4.3. Ćwiekowanie cholewek różnymi technikami
20
4.3.1. Materiał nauczania
20
4.3.2. Pytania sprawdzające
32
4.3.3. Ćwiczenia
33
4.3.4. Sprawdzian postępów
36
4.4. Czynności przygotowawcze do łącznia wierzchów ze spodami obuwia
37
4.4.1. Materiał nauczania
37
4.4.2. Pytania sprawdzające
41
4.4.3. Ćwiczenia
41
4.4.4. Sprawdzian postępów
43
4.5. Montaż wierzchów ze spodami obuwia różnymi systemami
44
4.5.1. Materiał nauczania
44
4.5.2. Pytania sprawdzające
62
4.5.3. Ćwiczenia
63
4.5.4. Sprawdzian postępów
67
4.6. Błędy popełniane w procesie ćwiekowania i montażu – ocena procesów
według kryteriów technologicznych i ekonomicznych
68
4.6.1. Materiał nauczania
68
4.6.2. Pytania sprawdzające
71
4.6.3. Ćwiczenia
71
4.6.4. Sprawdzian postępów
73
5. Sprawdzian osiągnięć
74
6. Literatura
80
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy i kształtowaniu umiejętności
dotyczących procesów ćwiekowania i łączenia wierzchów ze spodami obuwia.
W poradniku zamieszczono:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do osiągnięcia założonych celów
kształcenia i opanowania umiejętności zawartych w jednostce modułowej,
–
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
–
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
–
literaturę uzupełniającą.
Jednostka modułowa „Łączenie wierzchu ze spodem obuwia”, stanowi jeden z elementów
modułu 744[02].Z5 „Technologia montażu i wykończania obuwia”, którego struktura jest
zilustrowana poniżej.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych wynikających z rodzaju
wykonywanych prac. Przepisy te poznasz podczas trwania nauki.
Schemat układu jednostek modułowych
744[02].Z5.03
Wykończanie oraz ocena jakości
obuwia gotowego
744[02].Z5.04
Cechowanie, pakowanie,
przechowywanie oraz transport
obuwia
744[02].Z5
Technologia montażu
i wykończania obuwia
744[02].Z5.01
Ustalanie technik montażu obuwia
744[02].Z5.02
Łączenie wierzchu ze spodem obuwia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
przestrzegać przepisów bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska,
–
udzielać pierwszej pomocy osobom poszkodowanym w wypadkach przy pracy,
–
charakteryzować składowe części obuwia,
–
charakteryzować podstawowe rodzaje obuwia oraz typy cholewek,
–
klasyfikować obuwie według rozwiązań konstrukcyjnych i materiałowych,
–
sporządzać szkice elementów, półproduktów i typów obuwia,
–
odczytywać rysunki wykonawcze elementów, półproduktów i wyrobów obuwniczych,
–
charakteryzować materiały podstawowe i pomocnicze stosowane w produkcji obuwia,
–
określać wymagania techniczne i przetwórcze dla skór, tworzyw skóropodobnych
i materiałów włókienniczych na cholewki,
–
określać wymagania techniczne i przetwórcze dla skór i innych materiałów na spody obuwia,
–
określać parametry techniczne materiałów pomocniczych stosowanych w produkcji obuwia,
–
kwalifikować wady materiałów jako dopuszczalne i niedopuszczalne,
–
dobierać materiały podstawowe i pomocnicze, półprodukty oraz środki wykończalnicze
odpowiednio do konstrukcji, typu, przeznaczenia i techniki wytwarzania obuwia,
–
określać zasady konstruowania obuwia,
–
posługiwać się dokumentacją oraz normami przedmiotowymi i czynnościowymi
dotyczącymi oceny jakości materiałów, półproduktów i wyrobów,
–
oceniać jakość materiałów obuwniczych,
–
oceniać jakość półproduktów i wyrobów obuwniczych,
–
sporządzać kalkulację kosztów wytwarzania obuwia,
–
dobierać maszyny, urządzenia i narzędzia do różnych systemów montażu i technik
wykończania obuwia,
–
określać zasady działania i obsługi urządzeń do nawilżania cholewek,
–
określać zasady działania i obsługi ćwiekarek,
–
dobierać oprzyrządowanie do operacji ćwiekowania w zależności od kształtu kopyt,
rodzaju materiału i stosowanego systemu montażu,
–
określać zasady działania urządzeń do stabilizacji kształtów cholewek,
–
dobierać parametry pracy urządzeń transportowych,
–
obsługiwać maszyny i urządzenia do montażu i wykończania obuwia,
–
dokonywać rozkroju materiałów na elementy obuwia,
–
określać i stosować metody i techniki obróbki elementów obuwia,
–
stosować techniki łączenia elementów cholewki,
–
stosować różne metody wytwarzania cholewek,
–
dobierać połączenia elementów w zależności od typu i konstrukcji cholewek oraz
stosowanych materiałów,
–
określać technologię i wykonywać cholewki z zastosowaniem różnych technik,
–
charakteryzować systemy montażu obuwia,
–
sporządzać rysunki przekrojów poprzecznych obuwia montowanego różnymi systemami,
–
sporządzać wykaz operacji technologicznych montażu obuwia określonymi systemami,
–
określać parametry technologiczne dla danego systemu montażu,
–
określać błędy produkcyjne charakterystyczne dla poszczególnych systemów montażu,
–
dobierać system montażu dla określonego typu obuwia,
–
określać przyczyny wadliwej produkcji cholewek,
–
korzystać z różnych źródeł informacji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
3 CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
ocenić stan techniczny oraz przygotować kopyta do ćwiekowania,
−
określić techniki mocowania podpodeszew do kopyta,
−
określić techniki łączenia zakładki z cholewką obuwia,
−
scharakteryzować czynniki wpływające na proces nawilżania cholewek,
−
dobrać parametry i metody nawilżania cholewek,
−
wyjaśnić fizyczne i mechaniczne zjawiska zachodzące w procesie ćwiekowania,
−
dobrać parametry procesu ćwiekowania,
−
określić metody i techniki ćwiekowania cholewek w różnych systemach montażu obuwia,
−
przygotować materiały pomocnicze, urządzenia i narzędzia do ćwiekowania,
−
wykonać operacje ćwiekowania,
−
określić przyczyny i skutki błędów popełnianych w procesie ćwiekowania,
−
ocenić jakość ćwiekowania cholewek,
−
określić metody i techniki stabilizacji kształtu obuwia,
−
zastosować techniki usuwania fałd i zgrubień powstających w procesie ćwiekowania,
−
zastosować różne systemy i techniki montażu obuwia,
−
dobrać parametry procesu montażu dla różnych systemów obuwia,
−
przygotować materiały pomocnicze do montażu obuwia,
−
dobrać urządzenia i narzędzia warsztatowe do różnych systemów montażu,
−
wykonać operacje technologiczne montażu obuwia,
−
określić czynniki warunkujące trwałość połączeń wierzchów ze spodami obuwia,
−
skontrolować przebieg procesu montażu obuwia,
−
ocenić jakość wykonania operacji montażowych według kryteriów technicznych
i ekonomicznych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
4. MATERIAŁ NAUCZANIA
4.1. Ćwiekowanie jako proces przestrzennego formowania
wierzchu obuwia
4.1.1. Materiał nauczania
W klasycznym podziale procesu wytwarzania obuwia, ćwiekowanie stanowi odcinek
fazy montażu obuwia, w skład której zalicza się jeszcze montaż właściwy i wykończenie
obuwia.
Proces ćwiekowania jest jednym z najważniejszych etapów produkcji, w którym płaskie
elementy cholewki są przekształcone w trójwymiarowy wyrób w wyniku działania naprężeń
powodujących deformację przestrzenną cholewki na bryle kopyta.
Zagadnienia naprężeń i odkształceń w procesie ćwiekowania cholewek są ważnym
kryterium przy ocenie stosowanych materiałów wierzchnich. W wielu wypadkach pękanie
lica materiału następuje w wyniku zbyt dużej siły naprężającej cholewkę. Wadę tę można
wyeliminować przez między innymi zmianę kształtu kopyta, zmianę konstrukcji wierzchu lub
przez zmianę rodzaju materiału. W przybliżeniu, siłę ćwiekowania możemy ustalić tylko
w niektórych miejscach wierzchu za pomocą siły ciągu kleszczy, co jednak nie odzwierciedla
naprężeń, występujących na całej powierzchni cholewki, które są zmienne i wynikają
z rodzaju formowanego materiału i kształtu kopyta. Dla pełnego zrozumienia wpływu
wielkości naprężeń na odkształcenia liniowe i powierzchniowe cholewki w procesie
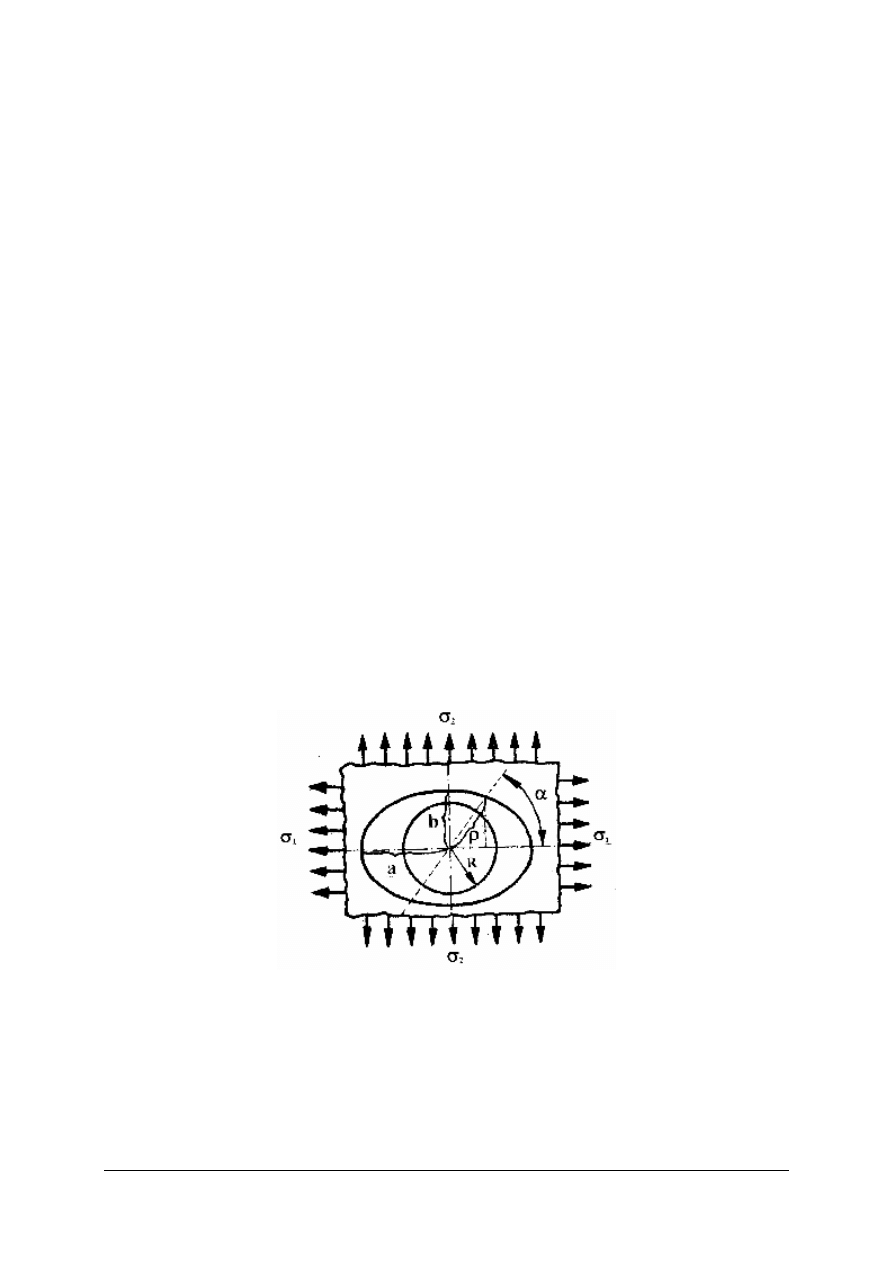
ćwiekowania możemy się posłużyć tak zwaną „teorią ograniczonych pól” [4, s. 264]. Według
tej teorii na powierzchni cholewki wykreślamy równe jednostki geometryczne, które
w wyniku naprężeń cholewki zmienią swój kształt. Najkorzystniejszym rozwiązaniem jest
koło o stałym promieniu, które w wyniku naprężeń przekształca się w elipsę ( rys. 1).
Rys. 1. Schemat przekształcenia koła w elipsę: σ
1
σ
2
– naprężenia działające na cholewkę, R – promień koła,
a, b, – osie elipsy, α – wartość kąta w stosunku do głównej półosi pod jakim materiał jest deformowany,
ρ – promień elipsy w określonym kierunku [opracowanie własne]
Badając wielkość odkształceń powierzchniowych i liniowych według podanego sposobu
należy przyjąć następujący tok postępowania:
−
przyszwę dzielimy na stronę zewnętrzną i wewnętrzną,
−
w osi dzielącej przyszwę na połowę nakreślimy wybrany kształt pola (koło),
−
następnie kołami zakreślimy całą powierzchnię przyszwy,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
−
cholewkę ćwiekujemy na kopyto,
−
w każdej elipsie zmierzymy małą i dużą oś oraz kąt
α
, w kierunku którego będziemy
obliczać deformację liniową,
−
obliczymy wielkość deformacji w określonych kierunkach,
−
obliczone wartości deformacji naniesiemy na wykreślony element.
Odkształcenia liniowe w określonym kierunku (na przykład pod kątem
α
w stosunku do
głównej półosi) można obliczyć na podstawie równania:
;
100
2
⋅
−
=
d
d
L
ρ
ε
[%]
(1)
gdzie:
d – średnica koła,
ρ
– promień elipsy w określonym kierunku.
Przy odkształceniach powierzchniowych koła, można wyliczyć powierzchnię elipsy
z równania:
Fe =
π
ab;
następnie w celu określenia deformacji powierzchniowej posłużymy się równaniem:
;
100
0
0
⋅
−
=
F
F
F
e
F
ε
[%]
(2)
gdzie:
;
;
4
2
0
b
a
F
d
F
e
⋅
⋅
=
=
π
π
Znając długość osi elipsy, bez trudu, w oparciu o równanie (2) możemy obliczyć wielkość
procentową odkształcenia powierzchniowego przyszwy w określonym miejscu. Posłużmy się
w tym celu przykładem.
Przykład
W wyniku naprężeń cholewki w procesie ćwiekowania, wykreślone wcześniej na jej
powierzchni koła o średnicy 10 mm przekształciły się w elipsę. W przypadku analizowanego
koła oznaczonego na przykład nr 5 ustalono, że przyjęło ono kształt elipsy, której a = 6,2 mm,
natomiast b = 5,4 mm. Podstawiając dane do wzoru (2) otrzymamy:
2
2
0
54
,
78
25
4
10
mm
F
≅
Π
=
⋅
Π
=
2
18
,
105
4
,
5
2
,
6
mm
F
e
≅
⋅
⋅
Π
=
%
92
,
33
100
54
,
78
54
,
78
18
,
105
≅
⋅
−
=
F
ε
Z obliczeń wynika, że w analizowanym miejscu przyszwy oznaczonym umownie numerem
5 odkształcenie oznakowanej powierzchni wyniosło 34% to znaczy o tyle wzrosła
powierzchnia koła.
Z udostępnionych danych przez Zakład Technologii Obuwia Politechniki Radomskiej
wynika, że średnia wartość odkształceń przyszwy kształtuje się na poziomie 3 ÷ 10%, a więc
stosunkowo niewiele. Wynika to z faktu, że są obszary przyszwy, które nie ulegają
odkształceniom, ale za to są także miejsca, w których odkształcenia są wyjątkowo duże
dochodzące nawet do 30%. Tak duże odkształcenia wynikają w głównej mierze z kształtu
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
czubka kopyta (gdzie koncentrują się największe naprężenia) oraz struktury materiału,
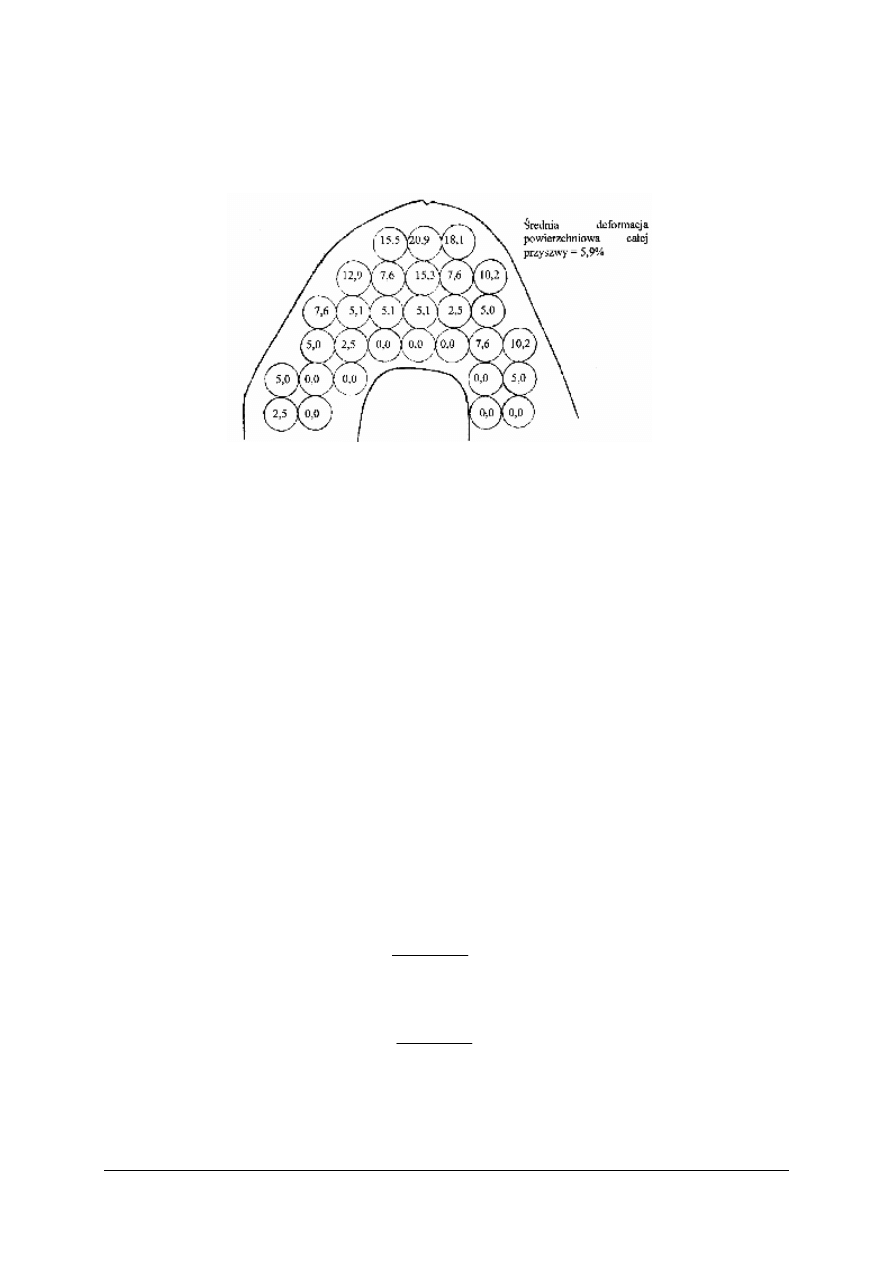
z którego wykonano cholewkę. Na rysunku 2 zilustrowano wartości odkształceń przyszwy
podszewkowanej wykonanej z boksu bydlęcego o grubości 1,3 mm oraz podszewki świńskiej
o grubości 0,8 mm. Cholewkę ćwiekowano na standardowym kopycie o zaokrąglonym
czubku.
Rys. 2. Rozłożenie odkształceń powierzchniowych przyszwy po ćwiekowaniu [opracowanie własne]
Z rysunku 2 wynika, że największe odkształcenia występują na obrzeżach przyszwy
i stopniowo maleją aż do zaniku. Taki stan spowodowany jest tarciem cholewki o kopyto. Na
obrzeżach tarcie jest najniższe i wzrasta w kierunku grzbietu kopyta. Jest to zjawisko
niekorzystne dla procesu ćwiekowania. Znacznie lepiej by było, aby odkształcenia materiału
w środkowej części przyszwy były wyższe, nawet kosztem średniej deformacji przyszwy. Na
rysunku 2 średnia wartość deformacji przyszwy wynosi 5,9%, a więc jest stosunkowo niska,
bo prawie czterokrotnie mniejsza niż deformacja powstała w czubku. Dawniej problem ten
łagodzono poprzez dodatkową operację w przygotowaniu kopyt, podczas której powierzchnię
kopyta pokrywano talkiem, co wpływało na zmniejszenie tarcia i lepsze uformowanie
cholewki na bryle kopyta. Szkoda, że tego zabiegu zaniechano.
Odmienny problem stanowi obliczanie deformacji liniowej pod określonym kątem, na
przykład α. Do tego celu musimy określić długość promienia elipsy ρ. Z rysunku 1 wynika, że
największa deformacja będzie w przypadku, kiedy kąt α przyjmie wartości 0
o
lub 180
o
, co
oznacza, że promień ρ = a. Natomiast najmniejsza deformacja będzie w przypadku jeżeli ρ = b,
to znaczy w sytuacji kiedy kąt α = 90
o
lub 270
o
. W innych przypadkach należy odkształcenie
liniowe obliczyć analitycznie z równania elipsy lub po prostu zmierzyć promień ρ na elipsie
według przyjętego kierunku. Dla przykładu przeanalizujmy wielkość odkształcenia
maksymalnego według danych z poprzedniego przykładu, przy założeniu, że kąt α = 0
o
.
W tym przypadku promień elipsy ρ = a, co oznacza (z poprzedniego przykładu), że stanowi
wartość 6,2 mm, a średnica koła d = 10 mm. Podstawiając dane do wzoru (1) obliczymy
wartość maksymalnego odkształcenia liniowego, która wynosi:
%
24
100
10
10
2
,
6
2
max
=
⋅
−
⋅
=
L
ε
Deformacja minimalnie przebiega w kierunku osi b i przy analogicznych założeniach
wyniesie:
%
8
100
10
10
4
,
5
2
min
=
⋅
−
⋅
=
L
ε
a więc jest trzykrotnie niższa od odkształcenia maksymalnego.
To krótkie spojrzenie na problematykę formowania przestrzennego cholewki na bryle
kopyta w aspekcie rozważań teoretycznych ma nam uświadomić znaczenie i doniosłość
procesu ćwiekowania obuwia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki jest cel ćwiekowania cholewek ?
2. Jakie zjawiska występują w procesie ćwiekowania cholewek ?
3. Co ma wpływ na wielkość naprężeń i odkształceń cholewki podczas ćwiekowania ?
4. Na czym oparta jest „teoria ograniczonych pól” wykorzystywana w analizie naprężeń
i odkształceń cholewek podczas ćwiekowania ?
5. Dlaczego obrys koła na przyszwie, po zaćwiekowaniu przekształca się w elipsę ?
6. W których miejscach deformacja przyszwy jest największa i dlaczego ?
7. Dlaczego odkształcenia przyszwy podczas ćwiekowania są rozłożone nierównomiernie ?
8. Jak można obliczyć odkształcenia liniowe i powierzchniowe w poszczególnych częściach
przyszwy wyznaczonych przez określone figury geometryczne, na przykład koła ?
4.1.3. Ćwiczenia
Ćwiczenie 1
Oblicz odkształcenia liniowe przyszwy na podstawie wykreślonych kół o stałym
promieniu R = 5 mm, które w procesie ćwiekowania przekształciły się w elipsy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować tekst ćwiczenia i zawarte w nim polecenia,
2) wykreślić na przyszwie cholewki przygotowanej do ćwiekowania jej oś podłużną,
3) wykreślić na osi przyszwy koła o promieniu R = 5 mm zaczynając w odległości 20 mm
od brzegu czubka,
4) zaćwiekować cholewkę,
5) zmierzyć dokładnie średnicę każdej, utworzonej z przekształcenia koła, elipsy,
w kierunku osi przyszwy,
6) obliczyć według wzoru (1) wielkość odkształceń liniowych,
7) zaprezentować wykonane obliczenia.
Wyposażenie stanowiska pracy:
−
cholewki do ćwiekowania,
−
szablon do wykreślenia kół w osi przyszwy,
−
dermatograf,
−
miarka szewska z podziałką milimetrową,
−
dostęp do ćwiekarki przyszwy,
−
papier formatu A – 4,
−
przybory do pisania,
−
kalkulator,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Oblicz odkształcenia powierzchniowe przyszwy na podstawie wykreślonych kół, które
w procesie ćwiekowania przekształciły się w elipsy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować tekst ćwiczenia i zawarte w nim polecenia,
2) wykreślić na przyszwie cholewki przygotowanej do ćwiekowania jej oś podłużną,
3) wykreślić na osi przyszwy i wokół niej koła o promieniu R = 5 mm, w odległości 20 mm
od brzegu przyszwy,
4) zaćwiekować cholewkę,
5) zmierzyć dokładnie osie każdej utworzonej z przekształcenia koła elipsy,
6) zapisać wymiary osi a i b każdej elipsy w tabeli,
7) obliczyć ze wzoru (2) odkształcenia przyszwy na podstawie odkształceń cząstkowych
odnoszących się do powierzchni przyszwy ograniczonej wielkością koła,
8) zapisać wyniki obliczeń w tabeli,
9) obliczyć średnią wartość odkształcenia przyszwy na podstawie odkształceń cząstkowych
odnoszących się do powierzchni przyszwy ograniczonej wielkością koła,
10) zaprezentować wykonaną pracę,
11) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
cholewki do ćwiekowania,
−
szablon do wykreślenia kół w osi przyszwy i jej sąsiedztwie,
−
dermatograf,
−
miarka szewska z podziałką milimetrową,
−
dostęp do ćwiekarki przyszwy,
−
papier formatu A – 4,
−
przybory do pisania,
−
kalkulator,
−
literatura z rozdziału 6 poradnika dla ucznia.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zdefiniować cel ćwiekowania cholewek ?
¨ ¨
2) scharakteryzować zjawiska zachodzące w procesie ćwiekowania ?
¨ ¨
3) wyjaśnić jakie czynniki mają wpływ na wielkość naprężeń
i odkształceń cholewki podczas ćwiekowania ?
¨
¨
4) opisać
stosowaną
metodę
obliczania
odkształceń
liniowych
i powierzchniowych cholewki opartą na tak zwanej „teorii
ograniczonych pól” ?
¨
¨
5) wyjaśnić dlaczego obrys koła na przyszwie, po jej zaćwiekowaniu
przekształca się w elipsę?
¨
¨
6) wskazać miejsca na przyszwie, w których odkształcenia podczas
ćwiekowania będą największe ?
¨
¨
7) wyjaśnić dlaczego naprężenia i odkształcenia przyszwy podczas
ćwiekowania rozkładają się nierównomiernie ?
¨
¨
8) obliczyć odkształcenia liniowe i powierzchniowe cholewki zachodzące
podczas jej ćwiekowania na bryle kopyta ?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
4.2. Czynności przygotowawcze do procesu ćwiekowania
4.2.1. Materiał nauczania
Do podstawowych operacji technologicznych występujących przed ćwiekowaniem
zalicza się:
−
przygotowanie kopyt i cholewek,
−
nawilżanie cholewek,
−
wklejanie i obciąganie zakładek,
−
przygotowanie i wklejanie podnosków,
−
przyczepianie podpodeszew.
Przygotowanie kopyt i cholewek
Czynność przygotowania kopyt powinna być wykonana w oddziale urządzeń przed
dostarczeniem kompletu kopyt do oddziału montażowego. Polega ona na sprawdzeniu stanu
technicznego kopyt i przygotowaniu ich w pełnym asortymencie wielkościowym,
w zależności od organizacji procesu produkcji i rodzaju stosowanych przenośników
taśmowych.
Podczas wytwarzania obuwia należy na bieżąco kontrolować stan techniczny kopyt
i usuwać z nich wszelkiego rodzaju zanieczyszczenia, które powodują zabrudzenia wnętrza
obuwia oraz mają wpływ na jakość ćwiekowania, to jest zwiększają tarcie w czasie
formowania i wpływają na nierównomierne rozłożenie naprężeń i zniekształceń w cholewce.
Osadzony na kopytach pył usuwa się za pomocą szczotek ręcznych lub mechanicznych. Inne
zabrudzenia i plamy można usuwać przez zmywanie. Po wyschnięciu kopyta drewniane
pokrywa się emulsją z wody, mydła i wosku, a następnie nabłyszcza się je na szczotkarkach.
Częstym uszkodzeniom ulegają progi kopyta, co jest następstwem nadmiernego nacisku
urządzeń w czasie ćwiekowania pięt lub prasowania zaćwiekowanego brzegu cholewki
w maszynach zwanych potocznie kalibrowarkami.
Dość często uszkodzeniu ulegają sprężyny spoidła i inne części składowe kopyt. Usterki
te muszą być na bieżąco usuwane, a kopyta z dużą liczbą wad, które nie nadają się do
naprawy, powinny być eliminowane i zastąpione kopytami o pełnej sprawności technicznej.
Przed rozpoczęciem montażu obuwia należy także sprawdzić stan ilościowy i jakościowy
cholewek pobieranych z Głównego Magazynu Półfabrykatów (GMP) lub bezpośrednio
z oddziału szwalni.
Przygotowane i sprawdzone kopyta oraz cholewki są układane na przenośniku według
obowiązującego sortymentu wielkościowego i kolejności układania poszczególnych partii
odpowiadających numeracji i liczbie zaangażowanych w czasie montażu kopyt.
Nawilżanie cholewek
Zawartość wilgoci w skórze naturalnej znacznie wpływa na jej właściwości. Wskutek
pochłaniania wody zwiększa się plastyczność materiału. Zwiększona zawartość wody
w skórze przeciwdziała pękaniu lica przy ćwiekowaniu, zbyt wysoka – pogarsza jej wygląd
oraz powoduje uszkodzenie warstwy wykończeniowej lica. Przy szybkim suszeniu lico skóry
twardnieje, co wpływa na zmniejszenie szybkości odparowywania wilgoci z wnętrza skóry.
Optymalna wilgotność bezwzględna skóry podczas ćwiekowania powinna wynosić we
wszystkich warstwach 20 ÷ 25%. Należy zaznaczyć, że w normalnych warunkach skóra
zawiera średnio 14% wilgotności.
Istnieje wiele sposobów nawilżania cholewek, ale wybór metody zależy od stopnia
zdolności przyjmowania wody przez skórę (na przykład boks bydlęcy i skóra wodoodporna)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
oraz od tego, co należy osiągnąć przez nawilżanie. Nie powinno się wprowadzać do materiału
więcej wody, niż jest to potrzebne do ćwiekowania i trwałego uformowania kształtu elementu
czy cholewek. W praktyce stosuje się kilka sposobów nawilżania.
Moczenie. Metoda ta ma małe zastosowanie, zachodzi bowiem obawa uszkodzenia lica
(jest stosowana głównie przy ciężkim obuwiu przeznaczonym do użytku w pracy). Do wody
są dodawane środki powierzchniowo czynne, które zmniejszają napięcie powierzchniowe.
Nawilżanie na zimno. Metoda ta polega na natryskiwaniu skórzanych cholewek zimną
wodą w odpowiednich komorach (na przykład nawilżanie cholewek natryskiem wody
o temperaturze 25 ÷ 30
o
C przy wilgotności względnej powietrza 85 ÷ 90%). Ponieważ ilość
doprowadzonej wody jest regulowana i wilgotność powietrza nie osiągnie stanu nasycenia,
woda na skórach nie skrapla się, dzięki czemu ryzyko powstania plam lub uszkodzenia
apretury garbarskiej jest znikome.
Nawilżanie parą wodną. Jest to sposób bardzo korzystny. Czas nawilżania waha się
w granicach od 2 do 4 godzin. Główną wadą jest fakt, że ze względu na różną grubość
i zawartość tkanki skórnej nie wszystkie miejsca cholewki są nawilżane równomiernie.
Na przykład, w ciągu 1 godziny boksy cielęce nawilżane tą metodą absorbują 12% wody,
szewro – 11%, boksy bydlęce – 3,5 ÷ 7,5%, a najcięższe boksy bydlęce – 2%. Ponadto,
ponieważ cholewki nawilża się w pęczkach, a nie pojedynczo, stwierdzono, że warstwy
wewnętrzne cholewek są nawilżane intensywniej niż warstwy wewnętrzne. Doświadczenia
wykazały, że zewnętrzne warstwy cholewek absorbują aż 80% wody w ciągu 1 godziny,
a wewnętrzne tylko 3%. Temperatura pary wodnej wynosi 35 ÷ 50
o
C.
Metoda cykliczna. Jest ona dużym osiągnięciem w nawilżaniu cholewek. Polega na tym,
że cholewki wkłada się do komory i poddaje je działaniu gorącego i wilgotnego powietrza.
W środowisku tym para wodna skrapla się na chłodniejszej początkowo powierzchni
cholewek. Po wyrównaniu temperatury cholewek z temperaturą otoczenia poddaje się je
działaniu chłodnego i wilgotnego powietrza, wytwarzanego dzięki natryskowi rozpylonej
wody. Cholewki są chłodzone bez możliwości wyschnięcia. Gdy temperatura cholewek
osiągnie temperaturę chłodniejszego środowiska, poddaje się je ponownie działaniu gorącej
pary. Ponieważ powierzchnia skóry nagrzewa się szybciej niż jej warstwy wewnętrzne,
powstaje w skórze różnica temperatur, w wyniku czego następuje dyfuzja wody w kierunku
spadku temperatury, to jest do wnętrza skóry. Działanie gorącego i zimnego, a zarazem
wilgotnego powietrza może być powtarzane cyklicznie w zależności od potrzeb. W praktyce
stosuje się dwu–, cztero– lub trzyminutowe cykle w celu osiągnięcia zadowalającego
nawilżenia cholewki.
Nawilżanie termodyfuzyjne. Metoda ta została opracowana w byłym ZSRR. Polega ona
na tym, że cholewkę nawilżoną z jednej strony ciepłą wodą prasuje się między gorącą i zimną
płytą odpowiedniej prasy. Czas zwilżania, w zależności od potrzeb, wynosi 10 ÷ 60 sekund.
Wierzch cholewki jest nawilżany za pomocą wilgotnej tkaniny albo natryskiwany wodą,
a następnie wprowadzany między gorące, perforowane płyty, podobnie jak w prasowarkach
parowych. Górna płyta prasy jest ogrzewana do temperatury 75 ÷ 175
o
C, a dolna ma
temperaturę około 10
o
C. Gorąca para, przechodząc przez tkankę skórną, nawilża ją.
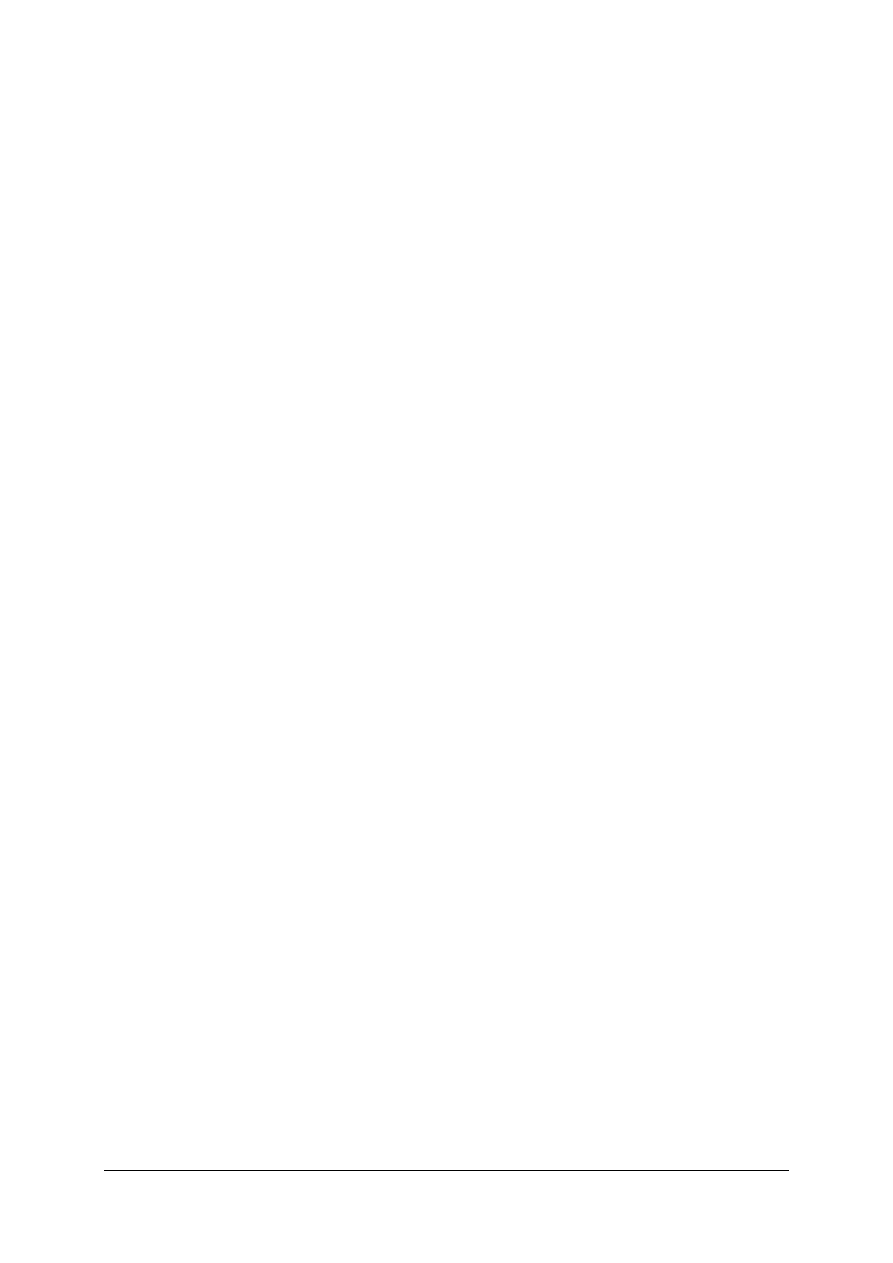
Obecnie do nawilżania cholewek stosuje się najczęściej urządzenia oparte na zasadzie
termodyfuzji. Są to urządzenia potocznie nazywane parzakami, które nawilżają przednią
część
cholewki
i
jednocześnie
aktywują
podnosek
wykonany
z
materiałów
termoplastycznych. Do takich urządzeń można zaliczyć nawilżacz i aktywator podnosków
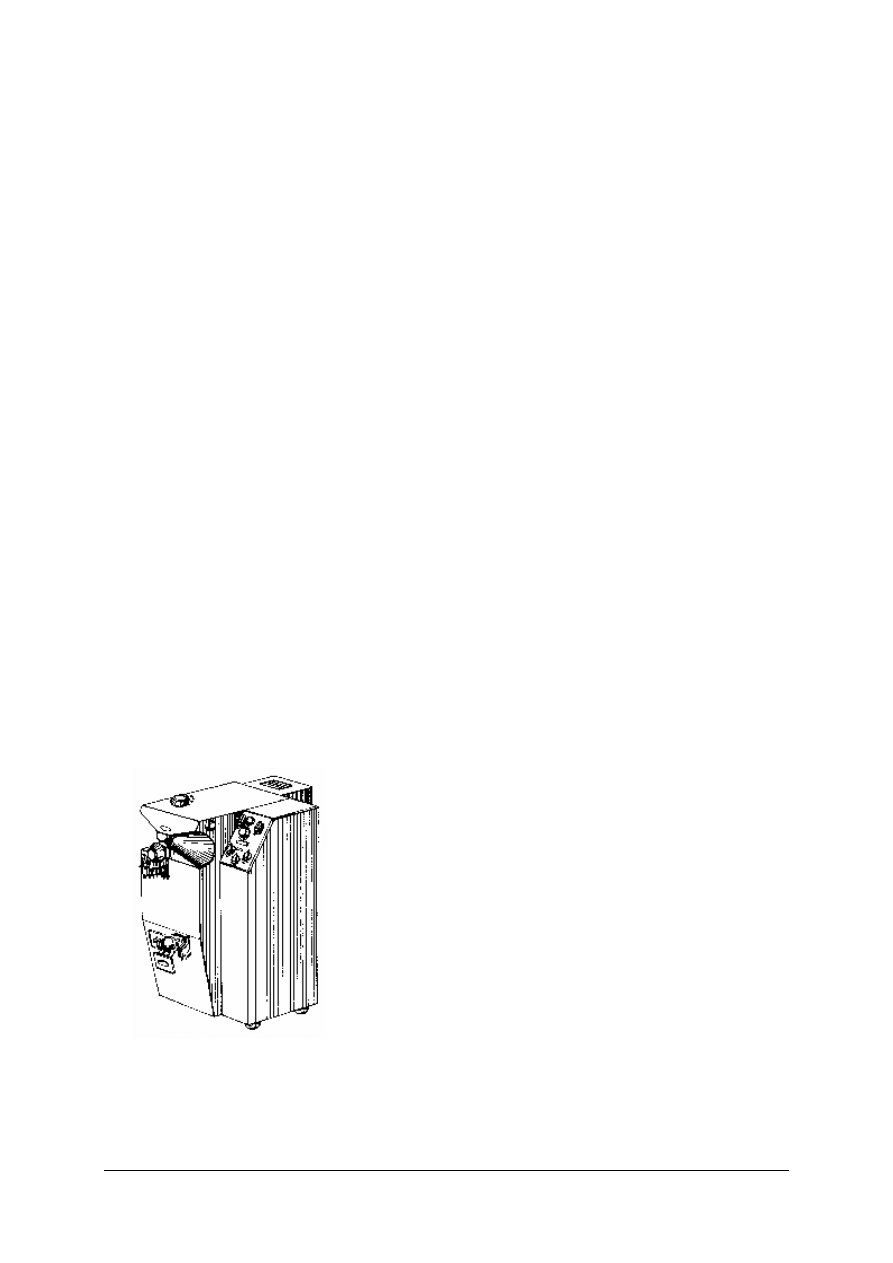
termoplastycznych firmy USM typ DVDA – RA (rys. 3).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
a)
b)
Rys. 3. Widok ogólny urządzenia do nawilżania przyszew i aktywacji podnosków termoplastycznych firmy
USM
typ DVDA – RA [3, s. 409]: a) widok ogólny, b) sposób ułożenia cholewki do aktywacji i nawilżania
W urządzeniu firmy USM typ DVDA – RA między cholewką a grubą płytą znajduje się
poduszka, do której jest doprowadzona woda. Pod wpływem temperatury woda paruje
i przenika do wnętrza skóry. Sposób umieszczenia cholewki przedstawiono na rysunku 3b. Na
podobnej zasadzie pracuje urządzenie firmy International typ DAP. Charakterystyczne dla
tych urządzeń jest to, że ilość odprowadzonej wody, czas nawilżania i temperatury są
regulowane oddzielnie, w zależności od rodzaju materiału z jakiego jest wykonana cholewka.
Nie bez znaczenia jest również możliwość wykorzystania urządzenia wyłącznie jako
aktywatora podnosków, na przykład w przypadku cholewek z tworzyw skóropodobnych itp.
(w tym przypadku wystarczy zamknąć dopływ wody z naczynia). Stosując te urządzenia,
nawilżanie, jak również aktywację wykonuje się bezpośrednio przed ćwiekowaniem czubków
[3, s. 409].
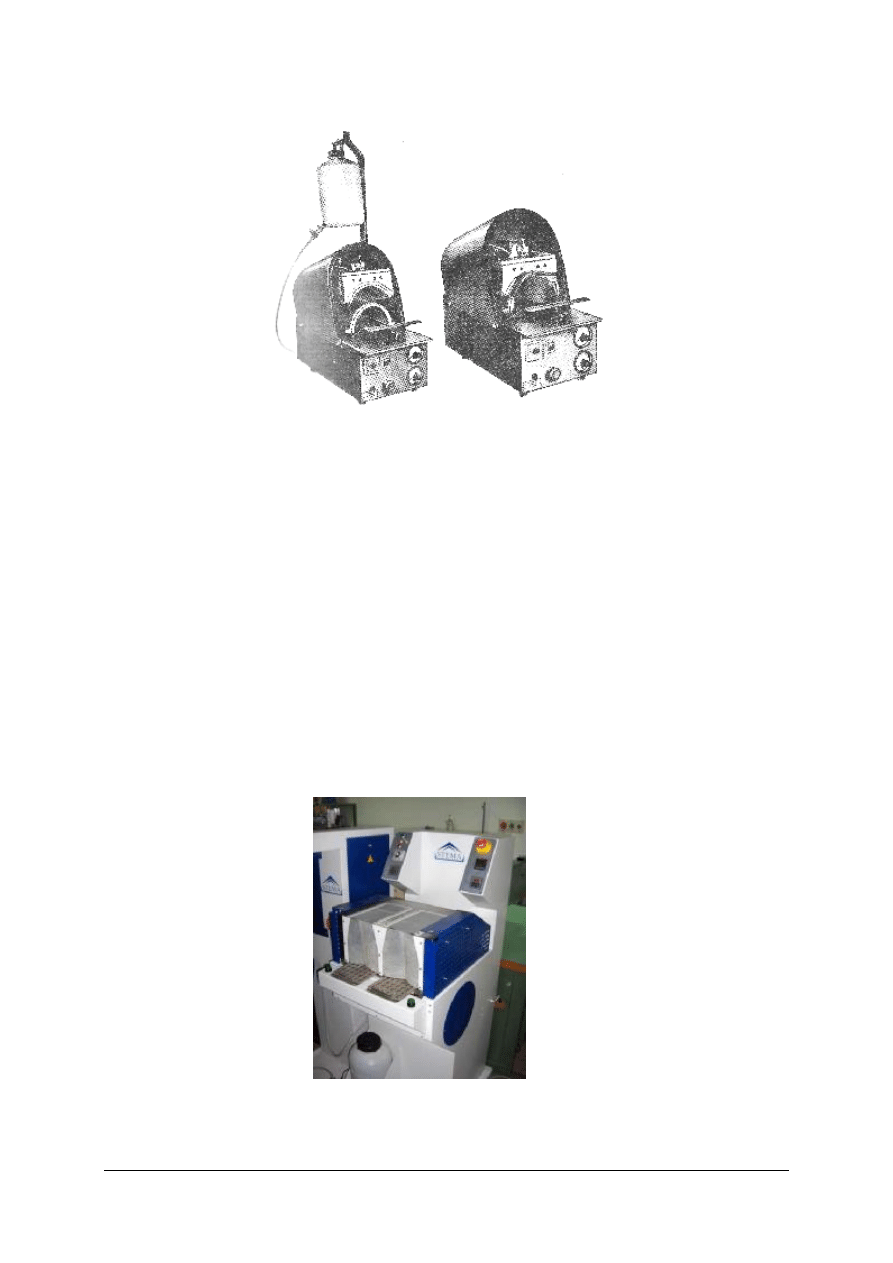
Ciekawym, a zarazem nowoczesnym sposobem nawilżania cholewek jest technologia,
w której wykorzystuje się specjalne komory do nawilżania całej cholewki (rys. 4).
Rys. 4. Widok ogólny komory do nawilżania całej cholewki [11]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Zamieszczona na rysunku 4 komora zwana także parzakiem całej cholewki gwarantuje
szybkie i skuteczne nawilżenie całej cholewki. Do podstawowych parametrów urządzenia
należy zaliczyć:
−
zakres temperatury 0 ÷ 250
o
C,
−
zakres czasu podawania gorącej pary 0 ÷ 9 sekund,
−
zakres czasu dla całego cyklu 0 ÷ 99 sekund.
Cholewki mogą być podawane do urządzenia zarówno z góry jak i z dołu.
Wklejanie i obciąganie zakładek
Celem tej czynności jest wzmocnienie piętowej części obuwia. Dzięki zakładce stopa
uzyskuje oparcie w czasie stąpania, a obuwie zachowuje w tym miejscu nadany mu kształt,
nawet po długim użytkowaniu.
Przy stosowaniu tradycyjnych, starych technologii, zakładki wklejano dopiero po
nawilżeniu cholewek, a to z tego względu, że nawilżanie trwało nieraz kilkanaście godzin,
a nawet całą dobę. W takiej sytuacji, wcześniejsze wklejenie zakładki spowodowałoby jej
odklejenie, a nawet całkowitą deformację.
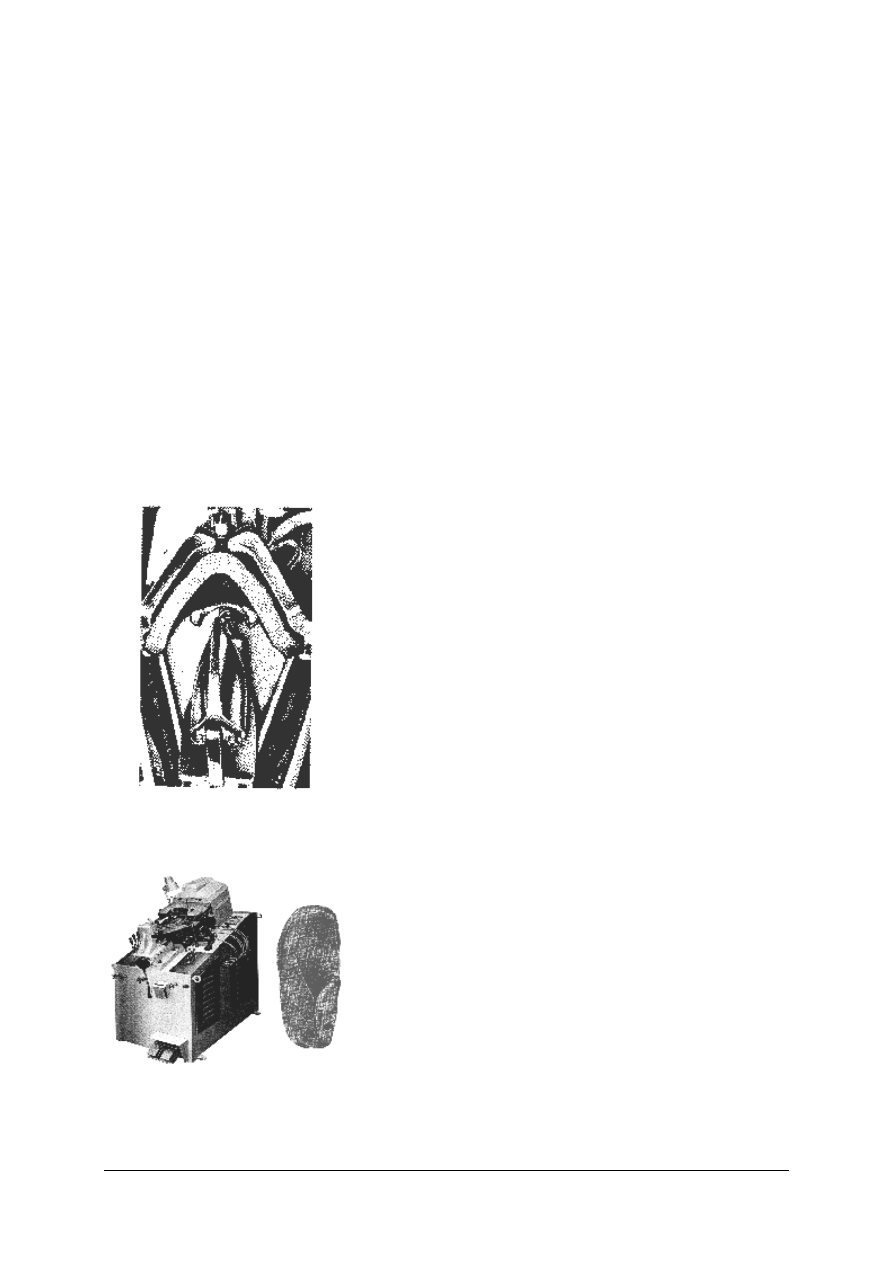
Zakładkę uformowaną dokładnie według kształtu pięty kopyta wkleja się ręcznie między
wierzch a podszewkę (lub zapiętek) części piętowej cholewki (rys. 5)
Rys. 5. Schemat umieszczenia zakładki w cholewce [2, s. 213]
Wklejanie zakładek z wtórnej skóry lub skóry obejmuje następujące etapy: przygotowanie
kleju, powlekanie zakładek klejem, wklejanie ich oraz zespolenie z warstwami cholewki. Do
wykonania tej czynności stosuje się najczęściej klej lateksowy na podstawie polioctanu
winylu o nazwie handlowej Winacet. Klej ten jest białą, rozwarstwiającą się cieczą, wolną od
zanieczyszczeń mechanicznych i nie zawierającą składników łatwopalnych ani toksycznych.
Przed użyciem należy doprowadzić go do temperatury około 20
o
C i dobrze wymieszać.
Powlekanie zakładki klejem może odbywać się przy użyciu szczoteczki lub pędzla
z półtwardego włosia, albo przez zanurzenie większej liczby zakładek do pojemnika z klejem
i osączenie nadmiaru kleju; do tego celu można użyć specjalnego urządzenia, składającego się
z naczynia na klej i kratownicy, na której układa się zakładki (rys. 6).
Rys. 6. Urządzenie do nanoszenia kleju lateksowego na zakładki metodą zanurzania i obciekania firmy USM
typ ER UPA [3, s. 411]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Zapas powleczonych klejem zakładek, ze względu na łatwość wysychania kleju, nie
powinien przekraczać kilkunastu par.
Zakładki powinny być wklejane symetrycznie lub według znaku środkowego,
znajdującego się na dolnym brzegu zakładki. Górny ścieniany brzeg zakładki w półbutach
powinien znajdować się o około 8 ÷ 10 mm niżej niż górny brzeg obłożyny.
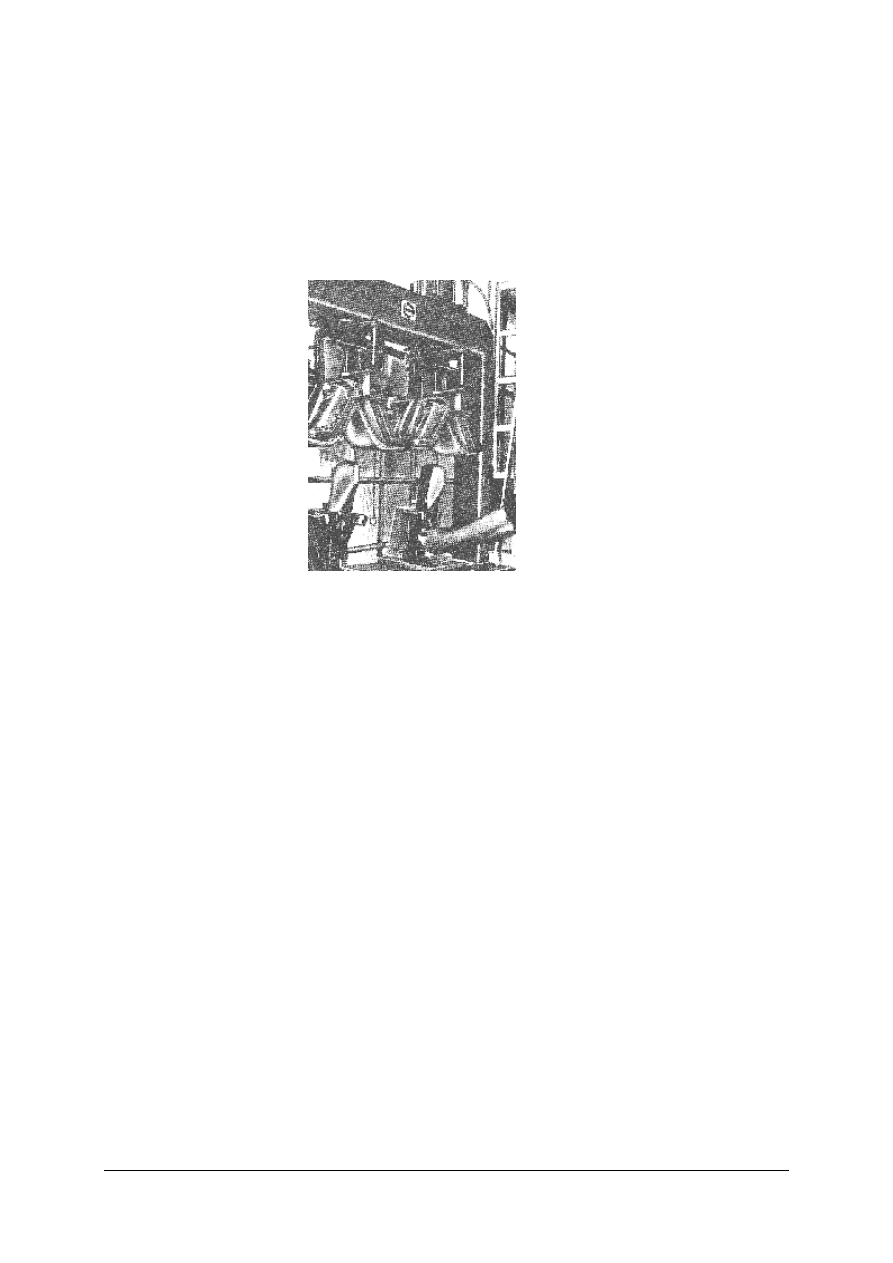
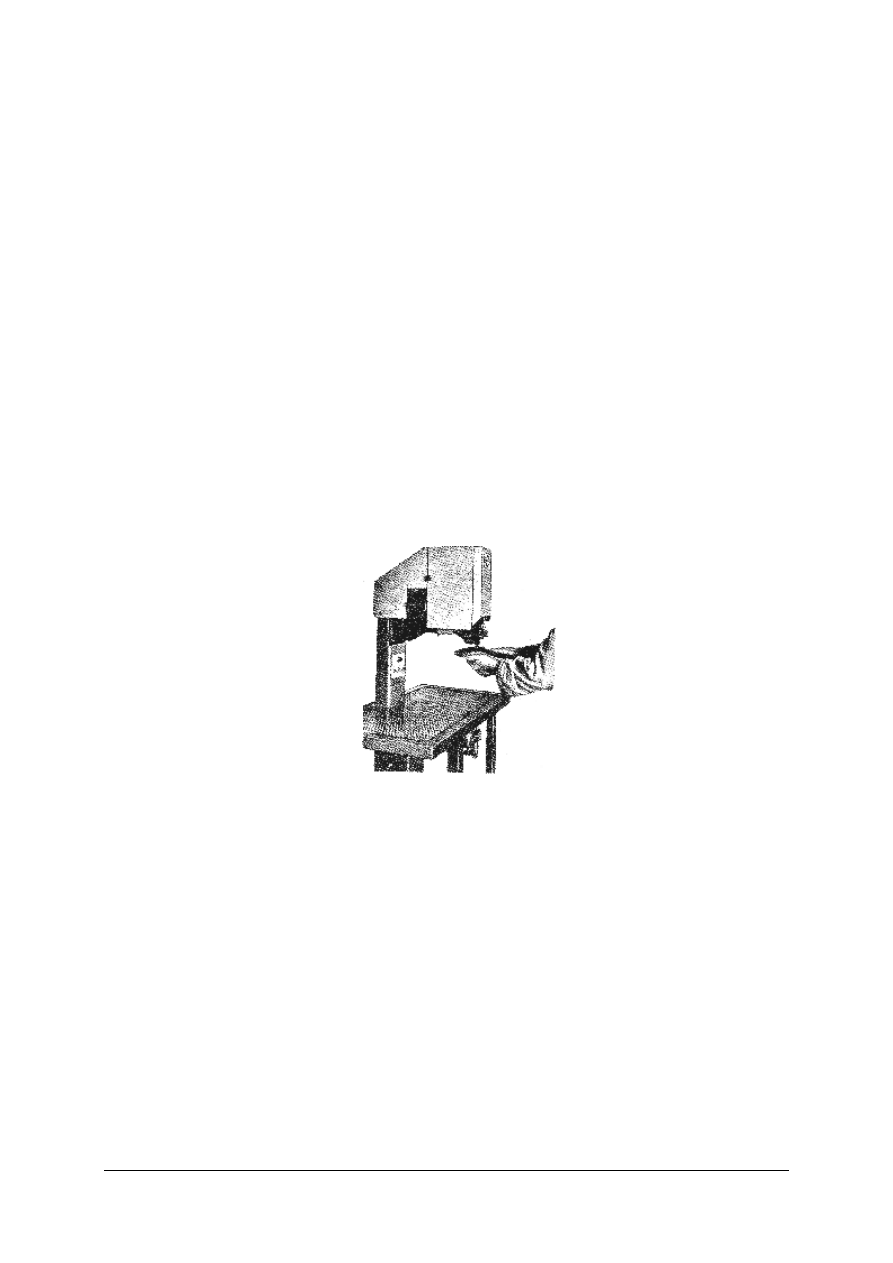
Obciąganie zakładek ma na celu zespolenie ich z wierzchem i podszewką cholewek oraz
nadanie cholewce kształtu pięty kopyta. Czynność tę wykonuje się za pomocą formowarki
pięt (rys. 7).
Rys. 7. Widok mechanizmów roboczych formowarki pięt (obciągarka zakładek) firmy USM typ DVFF RB
[3, s. 412].
Przygotowanie i wklejanie podnosków
Aktualnie najczęściej stosuje się podnoski z materiałów termoplastycznych lub tkanin,
które są wklejane na przyszwę w fazie przygotowania elementów do szycia. Jednak przy
niektórych typach obuwia stosuje się jeszcze podnoski celuloidowe, aminowe lub
chemoutwardzalne, które z uwagi na swoją strukturę muszą być odpowiednio przygotowane
i wklejane tuż przed operacją ćwiekowania. Podnoski celuloidowe, przed wklejaniem, muszą
być zmiękczane przez działanie par acetonu w pojemniku zwanym parnikiem.
Parnik do podnosków celuloidowych jest hermetycznie zamkniętym pojemnikiem, a na
jego dnie znajduje się naczynie z acetonem. Podnoski układa się pionowo na siatce drucianej,
znajdującej się tuż nad naczyniem, i szczelnie zamyka się pojemnik. Czas zmiękczania
podnosków, w zależności od ich grubości, wynosi od 8 do 12 godzin. Podnoski celuloidowe
bezpośrednio przed ich wklejeniem do cholewki zanurza się w acetonie.
Podnoski aminowe uzyskuje się z tkaniny nasyconej żywicami z grupy aminoplastów.
Wykazują one bardzo dobrą elastyczność i sprężystość; są niełamliwe nawet po długim
użytkowaniu obuwia. Podnoski tego typu, w odróżnieniu od celuloidowych, nie zmiękcza się,
ale utwardza alkoholowym roztworem chlorku amonowego. Podnoski zanurza się do
roztworu na 10 ÷ 12 sekund. Proces utwardzania przebiega w 2 fazach. W fazie pierwszej,
trwającej około 25 minut, żywica przechodzi w stan żelu (stan galaretowaty) i w tym właśnie
czasie podnoski muszą być wklejone, a cholewka zaćwiekowana na kopycie. W drugiej fazie,
po 25 minutach, następuje twardnienie żywicy aminowej. Czas utwardzania zależy od
temperatury suszenia, na przykład przy temperaturze 45°C czas utwardzania trwa około
4 godzin, natomiast w temperaturze pokojowej od 6 do 8 godzin. Podnoski wkleja się ręcznie.
Podszewkę przyszwy odwija się, a podnoski przykleja do wewnętrznej przedniej części
przyszwy w odległości 6 ÷ 7 milimetrów od krawędzi noska przyszwy (w obuwiu pasowym
odległość jest mniejsza i wynosi 3 ÷ 4 mm). Po wykonaniu tej czynności podeszwę przyszwy
nakłada się na podnosek.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Podnoski chemoutwardzalne, przed wklejeniem muszą być zwilżone odpowiednimi
komponentami rozpuszczalników organicznych lub rozcieńczonego kleju neoprenowego
w rozpuszczalnikach organicznych.
Przyczepianie podpodeszew do kopyt
Przyczepianie podpodeszew do kopyt polega na tymczasowym przymocowaniu
podpodeszwy do podstawy kopyta za pomocą gwoździ lub klamerek, a w nowych
rozwiązaniach technicznych coraz częściej za pomocą kleju samoprzylepnego w postaci
taśmy dwustronnie klejonej lub metodą nanoszenia. Prawidłowo przyczepiona podpodeszwa
powinna całą powierzchnią przylegać do podstawy kopyta. Krawędzie podpodeszwy powinny
na całym obwodzie pokrywać się z granią kopyta, a ewentualny ich nadmiar, spowodowany
formowaniem lub niedostatecznym sezonowaniem materiału podpodeszwowego (dotyczy to
szczególnie skór wtórnych, w których zmiany liniowe są wyjątkowo duże), należy usuwać
ręcznie lub mechanicznie.
Jedną z ciekawszych maszyn do przyczepiania podpodeszew jest uniwersalna
przyczepiarka elementów obuwia na teksy firmy USM typ DVBH – RA (rys. 8). Maszyna
może wbijać teksy długości 10 ÷ 16 mm w cyklu pojedynczym lub automatycznie dowolną
liczbę razy (program wybiera obsługujący maszynę). Teoretyczna prędkość wbijania teksów
350 ÷ 400 sztuk na minutę. Maszynę można wykorzystać do trwałego lub tymczasowego
przytwierdzania dowolnych elementów obuwia, w zależności od potrzeb.
Rys. 8. Uniwersalna przyczepiarka podpodeszew firmy USM typ DVBH – RA [3, s. 414]
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń
1. Na czym polega przygotowanie kopyt do ćwiekowania ?
2. Jakie czynności technologiczne należy wykonać w procesie przygotowania cholewek do
ćwiekowania ?
3. W jakim celu nawilżamy cholewki ?
4. Jakie znasz sposoby i metody nawilżania cholewek ?
5. Jakie znasz urządzenia do nawilżania cholewek ?
6. W jaki sposób wklejamy zakładki ?
7. Co oznacza pojęcie „obciąganie zakładek” ?
8. Jaki klej i w jaki sposób nanoszony jest na zakładki uformowane z wtórnej skóry ?
9. Jakie znasz sposoby przygotowania i wklejania podnosków oraz od czego są one zależne ?
10. W jaki sposób i jaką techniką przyczepia się podpodeszwy do podstawy kopyta ?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.2.3. Ćwiczenia
Ćwiczenie 1
Przyczep podpodeszwę do podstawy kopyta otrzymanego od nauczyciela, za pomocą
teksów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy polecenia zawartego w tekście ćwiczenia,
2) dobrać ze zbioru podpodeszew właściwą do otrzymanego kopyta,
3) ułożyć podpodeszwę na podstawie kopyta umieszczonego na stojaku i sprawdzić jej
pasowość do ściółki kopyta,
4) przyczepić podpodeszwę za pomocą teksów ręcznych, w punktach wyznaczonych na
podstawie kopyta (otwory w blaszce przymocowanej w kopytach całokutych),
5) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
zbiór podpodeszew różnych kształtów i rozmiarów,
−
kopyta,
−
stojak z trzpieniem do osadzenia kopyta,
−
młotek szewski,
−
teksy,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Dokonaj oceny stanu technicznego kopyt przygotowanych do ćwiekowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przeanalizować polecenie zawarte w tekście ćwiczenia,
2) dokonać oględzin i oceny stanu technicznego kopyt,
3) zanotować zauważone usterki,
4) opisać wpływ zauważonych podczas oceny kopyt usterek na jakość procesu
ćwiekowania,
5) zaprezentować wyniki pracy,
6) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
zbiór kopyt z różnymi usterkami,
−
przybory do pisania,
−
zeszyt do ćwiczeń,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 3
Dokonaj wklejenia i obciągnięcia zakładki uformowanej z wtórnej skóry do cholewki
wskazanej przez nauczyciela.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy polecenia zawartego w tekście ćwiczenia,
2) zorganizować stanowisko pracy do naniesienia i wklejenia zakładki,
3) nanieść klej na zakładkę od strony zewnętrznej i wewnętrznej przy użyciu pędzla lub
przez zanurzenie,
4) wkleić zakładkę w części piętowej cholewki poprzez jej symetryczne ułożenie pomiędzy
wierzchem i podszewką lub zapiętkiem,
5) uformować (obciągnąć) zakładkę na formowarce pięt,
6) dokonać samooceny wykonanej pracy,
7) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
zakładki uformowane z wtórnej skóry,
−
cholewki do wklejenia zakładek,
−
klej lateksowy,
−
pędzel do nanoszenia kleju,
−
zbiornik z klejem do nanoszenia kleju przez zanurzenie zakładki,
−
formowarka pięt (obciągarka),
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 4
Dokonaj nawilżenia cholewek jedną z metod wskazanych przez nauczyciela. Nauczyciel
wskazuje dwie metody. Uczeń charakteryzuje je i wybiera jedną z nich uzasadniając swój
wybór.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenia zawarte w tekście ćwiczenia,
2) scharakteryzować na piśmie wskazane przez nauczyciela metody nawilżania,
3) wybrać jedną ze wskazanych metod uzasadniając swój wybór,
4) przygotować stanowisko pracy,
5) nawilżyć cholewki według wybranej metody,
6) dokonać samooceny wykonanej pracy,
7) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
cholewki skórzane do nawilżania,
−
instrukcje technologiczne procesu nawilżania cholewek,
−
dostęp do stanowisk nawilżania cholewek,
−
przybory do pisania,
−
zeszyt do ćwiczeń,
−
literatura z rozdziału 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wykonać czynności związane z przygotowaniem kopyt do ćwiekowania ? ¨ ¨
2) wykonać czynności kontrolne podczas przygotowania cholewki do
ćwiekowania ?
¨
¨
3) zdefiniować cel nawilżania cholewek ?
¨ ¨
4) scharakteryzować sposoby i metody nawilżania cholewek ?
¨ ¨
5) nazwać i scharakteryzować urządzenia do nawilżania cholewek ?
¨ ¨
6) opisać sposób wklejania zakładek do cholewek ?
¨ ¨
7) wyjaśnić pojęcie „obciąganie zakładek” i podać przy użyciu jakich
urządzeń ta czynność jest wykonywana ?
¨
¨
8) dokonać naniesienia kleju i wklejenia uformowanej zakładki z wtórnej
skóry ?
¨
¨
9) dokonać wklejenia podnosków chemicznych i wskazać czym należy
poprzedzić tę czynność ?
¨
¨
10) przyczepić podpodeszwę do podstawy kopyta i wskazać według jakich
zasad wykonasz tę czynność ?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.3. Ćwiekowanie cholewek różnymi technikami
4.3.1. Materiał nauczania
W początkowym okresie maszynowej produkcji obuwia technikę ćwiekowania
wzorowano na ręcznym ćwiekowaniu cholewek, gdzie każdy z robotników ćwiekował całą
cholewkę (rys. 9).
Rys. 9. Schemat ilustrujący sposób ręcznego ćwiekowania cholewki przy użyciu kleszczy i teksów [8, s. 97]
W miarę mechanizacji procesu technologicznego ćwiekowanie podzielono na kilka operacji,
wykonanych na kilku odrębnych maszynach specjalistycznych. Obecnie istnieje tendencja do
połączenia tych operacji i stosowania jak najmniejszej ilości maszyn. Jako przykład może
nam posłużyć ćwiekowanie dwustopniowe, a nawet próby ćwiekowania jednostopniowego.
Jeżeli weźmiemy pod uwagę całość wyposażenia do ćwiekowania i stosowane metody,
zauważymy oszałamiającą ich różnorodność, od prostego ręcznego ćwiekowania kleszczami
do złożonych maszyn wyposażonych w urządzenia elektroniczne, z dużym stopniem
mechanizacji i elementami automatyzacji.
Niezależnie od tego jaki park maszynowy będziemy stosować oraz w jaki sposób będzie
przytwierdzany zaćwiekowany brzeg cholewki do podpodeszwy (teksy, klamerki, kleje
rozpuszczalnikowe, kleje topliwe), cel ćwiekowania jest ten sam: przekształcenie materiału
płaskiego (wierzchu) w trójwymiarowy kształt obuwia gotowego.
Śledząc rozwój mechanicznej technologii ćwiekowania cholewek możemy wyróżnić
kilka charakterystycznych metod, do których zaliczymy: najstarszy system ćwiekowania
oparty na wykonywaniu pięciu podstawowych operacji, stabilny system trójoperacyjny oraz
nowoczesny system dwuoperacyjny.
W polskim przemyśle obuwniczym dominuje trójfazowy system ćwiekowania obuwia
oparty na trzech rodzajach maszyn: ćwiekarki czubków, ćwiekarki pięt i ćwiekarki boków.
Nie oznacza to, że całkowicie wyeliminowano maszyny, które stosowano w tak zwanym
pięciofazowym systemie ćwiekowania na teksy i klamerki. System pięciofazowy, jak również
pojedyncze maszyny, są stosowane głównie w mniejszych zakładach obuwia.
W krajach zaliczających się do czołówki w dziedzinie wytwarzania obuwia, ćwiekowanie
zaczyna być podporządkowane systemowi dwufazowemu, to jest takiemu, do którego stosuje
się dwie ćwiekarki obsługiwane przez dwóch pracowników lub trzy wysoko wydajne
ćwiekarki obsługiwane również przez dwóch pracowników. Postęp w konstrukcji ćwiekarek
nie został zahamowany i dalej w sposób dynamiczny się rozwija. Już dzisiaj można mówić
o jednofazowym systemie ćwiekowania. Niemiecka firma Schoen, współpracując z firmami
Desma i PSB nad opracowaniem automatycznej linii do montażu obuwia, wyprodukowała
nowoczesne ćwiekarki, z których jedna (ćwiekująca czubek, przedstopie i część śródstopia)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
jest obsługiwana przez pracownika, a druga (ćwiekująca pozostałą część śródstopia i piętę)
pracuje w cyklu automatycznym, wspomagana przez roboty.
Należy oczekiwać, że w przyszłości konstruktorzy maszyn znajdą rozwiązania, które
pozwolą na wytworzenie maszyny do jednooperacyjnego ćwiekowania cholewek.
Ćwiekowanie wielooperacyjne za pomocą klamerek i teksów
Pierwsza zintegrowana metoda mechanicznego ćwiekowania cholewek oparta była na
pięciu operacjach, wykonywanych w następującej kolejności:
−
przyczepianie cholewek do kopyta w pięcie,
−
przedćwiekowanie cholewek,
−
ćwiekowanie boków,
−
ćwiekowanie czubków,
−
ćwiekowanie pięt.
Przyczepianie cholewek w pięcie ma na celu symetryczne umiejscowienie cholewki
z wklejoną zakładką na kopycie i ułatwienie wykonania kolejnej operacji, jaką jest
przedćwiekowanie. Czynności związane z tą operacją wykonuje się na maszynach zwanych
przyczepiarkami cholewek w pięcie. W naszym przemyśle można spotkać maszyny firmy
Svit, na przykład typ 2015/P5. Mechanizm roboczy tej maszyny składa się ze wspornika
i łożyska oporowego pięty, głowicy z wmontowanym młotkiem oraz urządzenia podającego
teksy. Przy wykonywaniu tej czynności obowiązują dwie podstawowe zasady:
−
teks powinien być wbity w środek paska (lub środkowego szwu) tylnego w odległości
około 9 mm od krawędzi podpodeszwy,
−
tylny pasek (lub szew) łączący obłożyny powinien znajdować się na środku grzbietu pięty
kopyta.
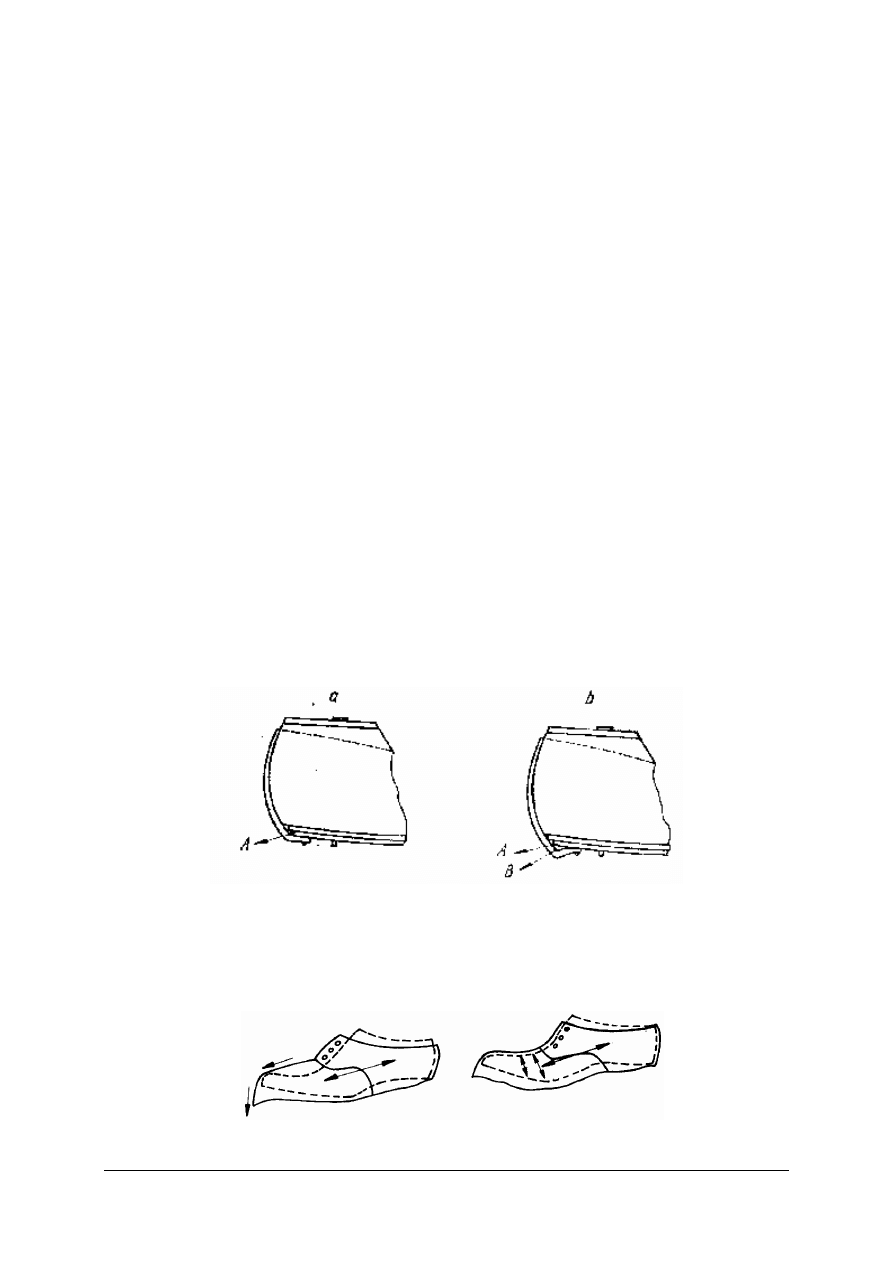
Na rysunku 10 zilustrowano prawidłowe ułożenie cholewki wraz z zakładką na części
piętowej kopyta oraz wskazano ułożenie wadliwe, które może utrudniać ćwiekowanie
i spowodować nie zauważone sfałdowanie cholewki.
Rys. 10. Przekrój przez piętę przyczepionej cholewki [8, s. 80]: a – krawędź zakładki prawidłowo osadzonej na
podpodeszwie A, b – krawędź zakładki B osadzona nieprawidłowo na podpodeszwie A, co w konsekwencji
powoduje jej deformację.
Przedćwiekowanie to proces, w którym cała cholewka zostaje wyciągnięta wzdłuż,
a przednia część przyszwy również wszerz co ilustruje rysunek 11.
Rys. 11. Kierunki odkształceń cholewki podczas przedćwiekowania [5, s. 71]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
W drugiej fazie brzegi cholewki zostają przegięte przez grań kopyta na podpodeszwę i tu
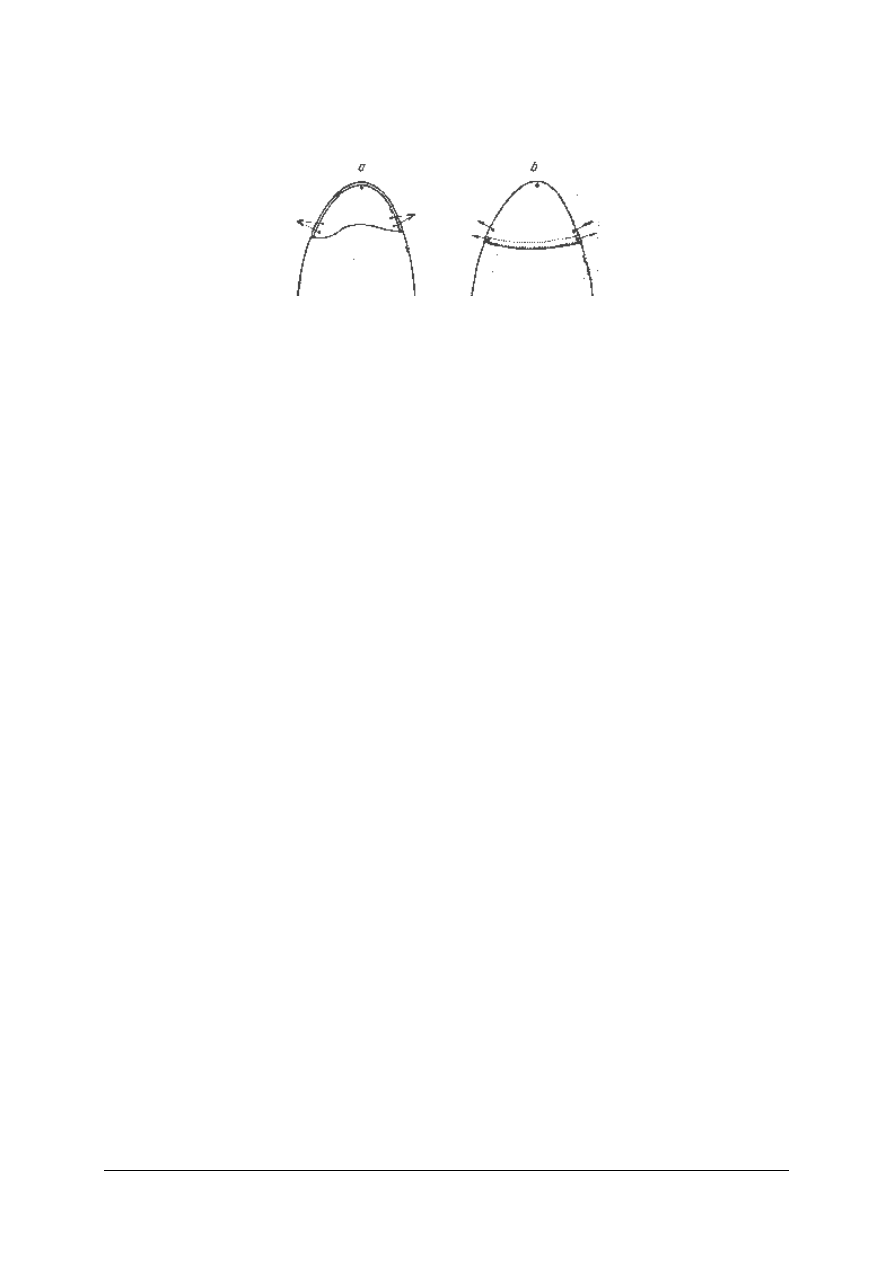
przyczepione teksami w trzech miejscach: w czubku i po obu stronach przedstopia (rys. 12).
Rys. 12. Oznaczenie miejsc wbicia teksów podczas przedćwiekowania [8, s. 89]: a – przyszwa gładka,
b – przyszwa z naszytym noskiem
W przemyśle obuwniczym znajduje zastosowanie kilka typów przedćwiekarek, ale
aktualnie ich zastosowanie jest znikome. Warto podkreślić, że w razie potrzeby operację tę
można wykonać ręcznie przy użyciu kleszczy i teksów.
Ćwiekowania boków wykonujemy na maszynie zwanej ćwiekarką boków, która napręża
materiał wierzchowy, zawija brzeg cholewki na podpodeszwę i przymocowuje go do
podpodeszwy za pomocą klamerek lub gwoździ (teksów). Ćwiekowanie rozpoczynamy od
miejsca, w którym poprzednio były wbite na przedćwiekarce dwa teksy, i prowadzimy
w kierunku pięty. O tym, z której strony należy rozpoczynać ćwiekowanie, decyduje ułożenie
cholewki na kopycie. Jeżeli cholewka jest przesunięta bardziej na stronę zewnętrzną kopyta,
to w celu wyrównania ćwiekujemy od strony przyśrodkowej i odwrotnie.
Szerokość zawiniętego brzegu cholewki na podpodeszwie zależy od rodzaju obuwia
i wynosi 12 ÷ 14 mm; odległość teksów od grani kopyta – około 10 mm, odległość między
teksami – co najmniej 10 ÷ 14 mm. W czasie ćwiekowania obowiązuje zasada ogólna: im
mniej wbitych teksów przy bezbłędnym formowaniu cholewki, tym lepszy efekt pracy. Duża
liczba teksów niszczy bowiem podpodeszwę i niepotrzebnie ją usztywnia.
Ćwiekowanie czubków rozpoczyna się od miejsca, w którym został wbity na
przedćwiekarce pierwszy teks, i prowadzi się w jedną lub drugą stronę w kierunku
przedstopia do miejsca, w którym rozpoczęto ćwiekowanie boków. O tym, którą stronę danej
półpary należy ćwiekować w pierwszej kolejności, decyduje wstępne uformowanie noska
przyszwy na kopycie. Szerokość zaćwiekowanego brzegu cholewki zależy od wielkości
i rodzaju obuwia i wynosi 12 ÷ 15 mm, a odległość między teksami co najmniej 5 mm.
Ćwiekowanie pięt wykonujemy za pomocą ćwiekarki pięt, która służy do jednoczesnego
zaprasowania, zawinięcia i przybicia brzegu pięty cholewki za pomocą teksów do
podpodeszwy. Ten system ćwiekowania jest wykorzystywany przy większości systemów.
Teksy powinny być wbite na obwodzie całej pięty w jednakowej odległości – 10 milimetrów
od krawędzi pięty.
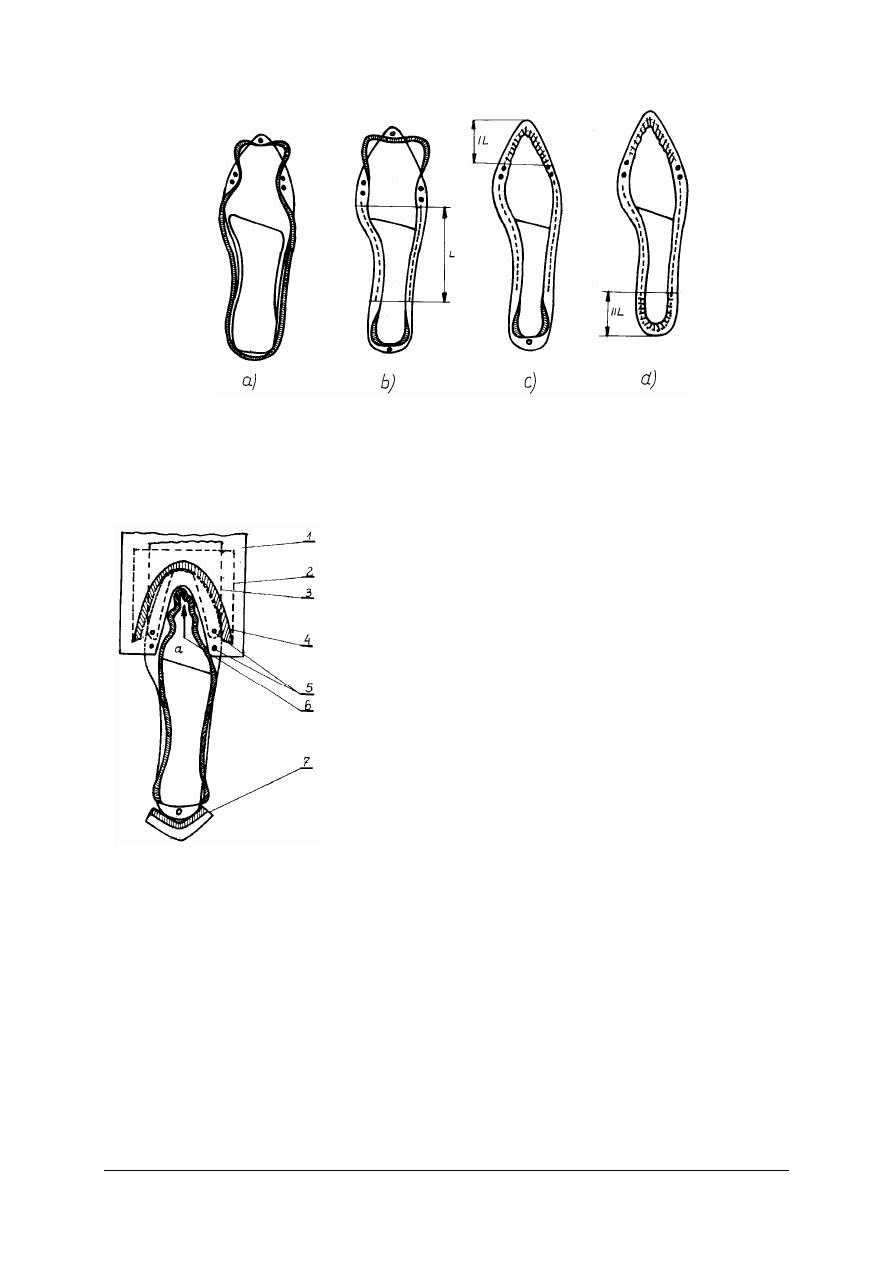
Etapy ćwiekowania wielooperacyjnego są przedstawione na rysunku 13. Ten system
ćwiekowania obok zalety, jaką jest uniwersalność ma szereg wad:
−
należy przy nim stosować grubszą i ściślejszą podpodeszwę, co obniża elastyczność
obuwia i podraża jego koszty,
−
klamry, teksy itp. przebijają całą grubość podpodeszwy i zawijają się na jej wewnętrznej
stronie (wymaga to stosowania pełnej wyściółki o odpowiedniej grubości),
−
proces ćwiekowania jest złożony i wymaga zaangażowania wielu robotników
o wyjątkowej zręczności manualnej,
−
maszyny powodują duży hałas w halach produkcyjnych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Rys. 13. Etapy ćwiekowania wielooperacyjnego [5, s. 72]: a) przedćwiekowanie, b) ćwiekowanie boków,
c) ćwiekowanie czubków, d) ćwiekowanie pięt
Rozwój i metody trójstopniowego systemu ćwiekowania cholewek
Liczne wady ćwiekowania wielooperacyjnego na
teksy i klamerki spowodowały konieczność szukania
nowych bardziej racjonalnych metod ćwiekowania.
Rezultatem poszukiwań było skonstruowanie ćwiekarki
czubków na klej.
W pierwszym stadium ćwiekarki czubków na klej
były
adaptacją ćwiekarek do obuwia pasowego;
zastosowano w nich inne szczęki, zachodzące bardziej na
podpodeszwę (rys. 14). Przedćwiekowanie było jeszcze
operacją niezbędną.
Kolejnym etapem rozwoju było połączenie operacji
przedćwiekowania czubków. Stworzyło to możliwość
stosowania jednooperacyjnego ćwiekowania przedniej
części obuwia i przejścia na trójstopniowy system
ćwiekowania, przy czym, w pierwszym okresie, do
ćwiekowania pięty i boków używano nadal teksów lub
Rys. 14. Ćwiekowanie czubków na
klej z przedćwiekowaniem:
1 – urządzenie prasujące, 2 – forma
ćwiekująca, 3 – urządzenie
obcinające, 4 – warstwa ochronna
formy (teflonu), 5 – gwoździe użyte
do przedćwiekowania, 6 – kierunek
nanoszenia kleju, 7 – wspornik pięty
kopyta [opracowanie własne]
klamerek. Pierwsze ćwiekarki czubków na klej miały dwa
stanowiska robocze: jedno – przeznaczone na lewe,
drugie – na prawe półpary. Ćwiekarki konstruowane
dzisiaj nie tylko ćwiekują na jednym stanowisku lewą
i prawą półparę, ale pokonują również różnice w kształcie
czubka i skłonu kopyta w zależności od wysokości
obcasów, chociaż nie mogą one przekroczyć pewnych
granic.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Metodę ćwiekowania na klej zastosowano następnie
do ćwiekowania pięt, a później boków, co nie znaczy, że
maszyny do ćwiekowania pięt teksami, a boków teksami
lub klamerkami wyszły z użycia. Wręcz przeciwnie, są one
nadal udoskonalane i stosowane z dużym powodzeniem,
dość często w połączeniu z ćwiekowaniem na klej.
Modernizacja techniki ćwiekowania trójstopniowego nie
polega tylko na zastosowaniu do łączenia brzegu cholewki
z podpodeszwą nowoczesnych środków wiążących, jakimi
są kleje topliwe, ale również na zwiększeniu zasięgu
ćwiekowania, zwłaszcza czubków (rys. 15), oraz na
zwiększeniu wydajności pracy.
Obecnie na rynku znajduje się wiele typów ćwiekarek
umożliwiających zaćwiekowanie cholewki w trzech
operacjach przy zastosowaniu różnych środków do łączenia
Rys. 15. Zwiększony zasięg
ćwiekowania czubków [5, s. 74]:
a – oznacza obszar
zaćwiekowanego brzegu cholewki
w cyklu jednooperacyjnym
cholewki z podpodeszwą.
Udoskonalone i zmodernizowane maszyny do
jednorazowego ćwiekowania przedniej części cholewki
wykonują jednocześnie kilka operacji: formują wstępnie
cholewkę na kopycie, ćwiekują czubek oraz część boków
cholewki. Do przyklejenia brzegów cholewki stosuje się
klej chloroprenowy, który nanosi się przy użyciu odpowiednich urządzeń, lub klej
termoplastyczny, który wtryskuje się pod brzeg cholewki. Teraz opiszę cykl pracy tych
maszyn. Najpierw, przednie kleszcze zwierają się i wyciągają nosek cholewki, następnie
rozpoczynają pracę kleszcze boczne, a wreszcie kleszcze śródstopia. Po wyciągnięciu
cholewki następuje zaprasowanie
jej
brzegów;
współpracują
wówczas
dwa
elementy
mechanizmu roboczego: łożysko
podtrzymujące
przyszwę
i żelazka prasujące. Gdy żelazka
zaczynają się zwierać, łożysko
obejmuje przyszwę cholewki,
dociskając
ją
do
kopyta;
jednocześnie kleszcze wracają do
położenia wyjściowego. Przy
końcowym
ruchu
żelazek
zaprasowujących
cofa
się
również
wspornik,
który
unieruchamiał kopyto w czasie
pracy.
Opisany
cykl
pracy
przebiega
automatycznie
po
jednorazowym naciśnięciu na
pedał maszyny (rys. 16).
Rys. 16. Schemat jednorazowego ćwiekowania przedniej części
cholewki [5, s. 75]: 1 – płytki prasujące, 2 – kleszcze przednie,
3 – kleszcze boczne, 4 – wspornik czubka, 5 – miejsce
nanoszenia kleju, 6 – wspornik pięty
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Ćwiekowanie pięty w systemie trójstopniowym wykonujemy za pomocą klejenia, bądź
też przy użyciu teksów. Przy ćwiekowaniu pięt należy rozważyć zagadnienie formowania
zakładek. Dawniej zakładki formowano wyłącznie ze skóry, skóry wtórnej a nawet tektury;
obecnie stosuje się coraz częściej materiały termoplastyczne lub chemoutwardzalne, które
umożliwiają formowanie pięty bez uprzedniego formowania zakładek na prasach
mechanicznych. W związku z tym powstaje pytanie: czy w takich warunkach korzystniejszym
będzie ćwiekowanie w układzie „czubek – pięta” czy też w układzie „pięta – czubek”.
W układzie „pięta – czubek” pierwszą czynnością jest ćwiekowanie pięty za pomocą
maszyny, która formuje piętę i zawija brzegi cholewki. Kolejną operacją jest jednorazowe
ćwiekowanie przedniej części cholewki, a następnie jej boków. Zaletą tego sposobu jest
znaczne ułatwienie w symetrycznym ułożeniu cholewki w części piętowej. Symetryczne
ułożenie części przedniej cholewki jest zawsze łatwiejsze.
Formowanie i ćwiekowanie pięt w układzie „pięta – czubek” możemy wykonać dwoma
sposobami:
−
formowanie zakładek równocześnie z ćwiekowaniem brzegów cholewki bezpośrednio na
kopycie, które jest wykorzystywane w całym cyklu produkcyjnym;
−
formowanie zakładek i ćwiekowanie brzegów na specjalnej, podgrzewanej stopce
metalowej (po czym następuje nazucie kopyta właściwego).
W przypadku zastosowania pierwszego sposobu kształt pięty obuwia bardzo dokładnie
przylega do kopyta, a krawędź wytworzona miedzy zaćwiekowaną cholewką i podpodeszwą
(od strony wewnętrznej) dokładnie przylega do grani kopyta.
Drugi sposób nie eliminuje w całości wad występujących przy klasycznym formowaniu
i stosowaniu zakładek. Jednocześnie użycie w tym systemie ogrzewanej stopki metalowej
pozwala na zastosowanie większego ciśnienia przy formowaniu zakładek, co ma wpływ na
dokładniejsze
ukształtowanie
oraz
trwałe
połączenie
materiału
wierzchniego
i podszewkowego z zakładką, dzięki czemu wzmacnia się znacznie część piętową obuwia.
Wadą natomiast jest to, że jednocześnie przy niedokładnym włożeniu zakładki do cholewki
otrzyma ona przy ćwiekowaniu nową linię zagięcia brzegu, co zmniejszy jej wytrzymałość
i pogorszy wygląd obuwia.
Zastosowanie metody ćwiekowania "pięta – czubek" jest jednak w pewnym stopniu
ograniczone, ponieważ do cięższych typów obuwia, np. niektórych rodzajów obuwia
męskiego, nie można używać zakładek termoplastycznych z powodu niewystarczającej
trwałości ich kształtu podczas użytkowania. W tej metodzie ćwiekowania nie rozstrzygnięte
jest również zagadnienie czy formowanie i ćwiekowanie powinno być przeprowadzone na
kopytach – ćwiekaczach, czy też na metalowych formach.
Kolejność operacji podczas ćwiekowania cholewek jest uzależniona od zastosowanego
systemu.
W układzie „czubek – pięta”, przy zastosowaniu zakładki formowanej sposobem
tradycyjnym, kolejność operacji jest następująca:
−
wklejanie i obciąganie zakładek,
−
ćwiekowanie czubków za pomocą kleju,
−
ćwiekowanie boków za pomocą teksów (klamer) lub kleju,
−
ćwiekowanie pięt za pomocą teksów lub kleju.
W układzie „czubek – pięta”, przy użyciu zakładki termoplastycznej nieformowanej,
kolejność operacji jest następująca:
−
formowanie i obciąganie zakładek,
−
ćwiekowanie czubków za pomocą kleju,
−
ćwiekowanie pięt za pomocą teksów lub kleju stałego,
−
ćwiekowanie boków za pomocą teksów lub kleju.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
W układzie „pięta – czubek” przy użyciu zakładki termoplastycznej nieformowanej
kolejność operacji jest następująca:
−
formowanie i obciąganie zakładek; formuje się na metalowych formach, zaś ćwiekuje na
kopytach – ćwiekaczach,
−
ćwiekowanie pięt klejem stałym lub teksami,
−
ćwiekowanie czubków klejem,
−
ćwiekowanie boków za pomocą teksów lub kleju.
Dwustopniowy system ćwiekowania cholewek
Rozwój techniki ćwiekowania stworzył możliwość zaćwiekowania całej cholewki
w dwóch operacjach. Konstrukcja maszyn do ćwiekowania dwustopniowego jest oparta na
ćwiekarkach przedniej części obuwia i pięt. W celu uniknięcia nieporozumień przy
omawianiu techniki dwustopniowego ćwiekowania należy przypomnieć międzynarodową
terminologię obuwniczą, dotyczącą omawianej fazy wytwarzania.
W Polsce przyjęto podział ćwiekowania na trzy odcinki:
−
czubek,
−
boki,
−
pięta.
Natomiast w terminologii międzynarodowej proces ćwiekowania dzieli się na pięć
odcinków:
−
czubek,
−
boki,
−
przedstopie,
−
śródstopie,
−
pięta.
Aby lepiej zrozumieć technikę ćwiekowania dwustopniowego, posłużymy się podziałem
międzynarodowym według którego możemy wyodrębnić 3 warianty stosowania tej metody,
w zależności od zestawu maszyn:
Wariant 1
maszyna I: ćwiekowanie czubka, boków i przedstopia,
maszyna II: ćwiekowanie pięty i środstopia.
Wariant 2
maszyna I: czubek, boki, przedstopie, śródstopie,
maszyna II: pięta.
Wariant 3
maszyna I: czubek, boki, pięta,
maszyna II: przedstopie, śródstopie.
System dwustopniowy można stosować do obuwia z obcasem nie przekraczającym
wysokości 60 mm. Ćwiekowanie cholewek na kopytach o wyższym skłonie i obcasie jest
niemożliwe z powodu zbyt dużej różnicy w kształcie wewnętrznej i zewnętrznej strony
kopyta w śródstopiu. Dwumaszynowy system ćwiekowania wymaga stosowania zakładek
wcześniej uformowanych.
System ten jest coraz częściej stosowany i należy sądzić, że z uwagi na swoje zalety,
w niedalekiej przyszłości zastąpi stosowane dotychczas systemy ćwiekowania. Dla
zilustrowania i podkreślenia walorów, a jednocześnie złożoności systemu dwuoperacyjnego
posłużmy
się
przykładem
dwóch
kompatybilnych
ćwiekarek włoskiej firmy
Molina e Bianchi.
Na rysunku 17 przedstawiono mechanizm roboczy ćwiekarki czubków, boków
i przedstopia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Ćwiekarka
SincronZero
MM
pracuje według wariantu 1 jako maszyna
I, to znaczy służy do ćwiekowania
czubków, boków i przedstopia. Maszyna
jest sterowana elektronicznie w zakresie
ilości podawanego kleju, siły uciągu
kleszczy, pochylenia i skłonu kopyta.
Ponadto
istnieje
możliwość
zaprogramowania procesu ćwiekowania
do różnych rodzajów kopyt oraz
zastosowania systemu
podawania kleju
bez koronki.
Rys. 17. Mechanizmy robocze ćwiekarki czubków , boków
i przedstopia włoskiej firmy Molina e Biamchi typ
SincronZero MM [9]
Na rysunku 18 przedstawiono mechanizmy robocze ćwiekarki pięt i śródstopia.
Rys. 18. Mechanizmy robocze ćwiekarki pięt i śródstopia
włoskiej firmy Molina e Biamchi typ MarkZero MM [9]
Ćwiekarka MarkZero MM jest
drugą maszyną w wariancie 1, a więc
ćwiekuje pięty i śródstopie. Podobnie
jak maszyna SincronZero MM jest
sterowana elektronicznie i jest z nią
kompatybilna. W maszynie tej jest
możliwość
wykorzystania
każdej
techniki ćwiekowania. Jej uniwersalna
konstrukcja
umożliwia
stosowanie
następujących systemów ćwiekowania,
na przykład:
−
pięty na teksy, a śródstopie na klej,
−
pięty i śródstopie na teksy,
−
pięty i śródstopie na klej,
−
pięty na teksy, a śródstopie na
teksy i klej,
−
pięty na klej i teksy, a śródstopie
na teksy,
−
pięty i śródstopie na teksy i klej.
Najczęściej stosuje się uproszczone wersje ćwiekowania oznaczone symbolami:
−
TT – pięty i śródstopie na teksy,
−
TCF – pięty na teksy, śródstopie na klej,
−
TC – pięta i śródstopie na klej.
Oferta maszyn do ćwiekowania jest niezwykle bogata i urozmaicona. Oferowane są nie
tylko maszyny nowe (bardzo drogie) ale także liczne maszyny używane po przeglądach i na
półrocznej gwarancji.
Dotychczas omawiane sposoby ćwiekowania odnoszą się do klasycznych rozwiązań
polegających na tym, że brzeg cholewki jest podczas ćwiekowania przeginany przez grań
kopyta i połączony z podpodeszwą za pomocą teksów, klamerek lub kleju
rozpuszczalnikowego, a w nowoczesnych rozwiązaniach przy użyciu kleju termoplastycznego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Są jednak takie systemy montażu, w których to klasyczne rozwiązanie nie występuje. Do
takich systemów można zaliczyć produkcję obuwia sandałowego, przy której brzeg cholewki
jest wywijany na podsuwkę lub bezpośrednio na podeszwę. Odmienne rozwiązania
konstrukcyjne ma także obuwie wytwarzane systemem pasowym, w którym podpodeszwa ma
charakterystyczną dla tego systemu wargę. Zmiany konstrukcyjne w tych systemach
wymuszają zmiany w technice ćwiekowania, które w skrócie przybliżę.
Ćwiekowanie obuwia sandałowego
System produkcji obuwia sandałowego różni się od pozostałych tym, że brzeg cholewki
nie jest przegięty przez grań kopyta, lecz odwinięty na zewnątrz, a następnie przyszyty szwem
dublowanym do podsuwki lub podeszwy.
W klasycznej (tradycyjnej) metodzie produkcji obuwia sandałowego ćwiekowanie
przebiega w następujących etapach:
−
przymocowanie cholewki do kopyta – wykonuje się w celu dokładnego ułożenia
cholewki na kopycie;
−
przedćwiekowanie – jest wykonywane zwykłym sposobem, jak w przypadku
wielooperacyjnego systemu ćwiekowania; cel przedćwiekowania jest identyczny, czyli
naprężenie wstępne cholewki wzdłuż jej osi i poprzecznie w części przyszwy;
−
ćwiekowanie czubków obuwia sandałowego – jest podobne do ćwiekowania czubka
przyszwy w systemie pasowym; jedyna różnica polega na tym, że brzegi cholewek po
wywinięciu ich na zewnątrz zostają zaprasowane szczękami urządzenia prasującego do
brzegu podeszwy lub podsuwki i połączone z nią klamerkami lub klejem;
−
ćwiekowanie boków – przed wykonaniem tej czynności brzegi cholewki w części
śródstopia od strony zewnętrznej napręża się za pomocą kleszczy ręcznych, a następnie
ćwiekuje na całym obwodzie za pomocą klamerek lub kleju;
−
ćwiekowanie pięt – przy produkcji obuwia, w którym podeszwa jest przyszyta dookoła
pięty, do formowania pięt używa się specjalnej formowarki; zakładki są wklejane bez ich
uprzedniego formowania lub naszywane; celem formowania pięt jest ich ukształtowanie
do profilu pięty kopyta oraz wygięcie brzegu cholewki i zakładki do położenia, które
umożliwia przyszycie jej na podeszwy; tym sposobem produkuje się obuwie męskie
i dziecięce, choć coraz częściej jest on eliminowany przez konstrukcję obuwia
sandałowego z piętą ćwiekowaną klasycznym sposobem, jak na przykład w obuwiu
klejonym.
Firma Svit wyprodukowała całą linię technologiczną do ćwiekowania obuwia
sandałowego. W skład linii wchodzą następujące maszyny [3, s. 438]:
−
formowarka pięt obuwia sandałowego typ 02189/P1;
−
ćwiekarka czubków obuwia sandałowego typ 02160/P3;
−
formowarka brzegów obuwia sandałowego typ 02179/P1.
Formowarka pięt obuwia sandałowego typ 02189/P1 jest pierwszą maszyną należącą do
tej linii i może być wykorzystana do obuwia dziecięcego, damskiego i męskiego. Maszyna ma
dwa stanowiska robocze napędzane hydraulicznie i pneumatycznie. Formowanie odbywa się
za pośrednictwem formy stalowej o kształcie pięty, do której cholewka jest dociskana formą
gumową, w miejscu wywinięcia naddatku do ćwiekowania, oraz stalowym żelazkiem,
wygładzającym wywinięty brzeg cholewki. W czasie formowania cholewka jest naprężana za
pomocą kleszczy. Wydajność maszyny wynosi do 125 par w ciągu 1 godziny.
Ćwiekarka czubków obuwia sandałowego typ 02160/P3 podobnie jak formowarka pięt,
jest przeznaczona do ćwiekowania obuwia dziecięcego (od numeru metrycznego 18), oraz
damskiego i męskiego na klej rozpuszczalnikowy, który jest wcześniej nanoszony na brzegi
cholewki i brzegi międzypodeszwy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Maszyna jest półautomatem z napędem hydraulicznym, działa bez hałasu, jest
wyposażona w system trójkleszczowy, ulepszony, ułatwiający obsługę maszyny,
a szczególnie wkładanie brzegów cholewki do kleszczy i formowanie cholewek nawet
z bardzo ciągliwych materiałów. System wygładzania jest wyposażony w podwójnie
regulowany system zaprasowania żelazkami ogrzewanymi, łatwo wymiennymi. Żelazka
prasujące są dopasowane do wielkości i wzoru obuwia przeznaczonego do zaćwiekowania.
Dla obuwia z czubkami symetrycznymi wystarcza jedno żelazko wygładzające dla lewej
i prawej półpary obuwia.
Ćwiekarka czubków obuwia sandałowego działa jako półautomat w cyklu trójfazowym,
automatycznie przerywanym. Po włożeniu brzegów cholewki do kleszczy na pierwszy impuls
obsługi za pomocą dźwigni kolanowej zamykają się szczęki. Po wyrównaniu kopyta
z międzypodeszwą w kierunku wzdłużnym i poprzecznym, na dany przez pracownika impuls
następuje naprężenie cholewki na kopycie za pomocą ruchomego wspornika, po czym cykl
się znów kończy. Trzeci impuls za pomocą dźwigni kolanowej powoduje, że żelazka
wygładzające przyciskają brzeg cholewki do międzypodeszwy, a kleszcze, które
przytrzymywały brzeg naprężanej cholewki, rozwierają się, aby umożliwić zaprasowanie
i przyklejenie wywiniętego brzegu cholewki do międzypodeszwy. W końcowym cyklu
ćwiekowania, na wywinięte brzegi cholewki (bez zatrzymywania maszyny) jest wywierane
bardzo duże ciśnienie, po czym cykl ćwiekowania jest zakończony.
Po zakończeniu cyklu pracy za pośrednictwem przekaźnika hydraulicznego wszystkie
mechanizmy powracają do pozycji wyjściowych, zaćwiekowane obuwie ześlizguje się na
pochylnię, a pracownik nim je odbierze, nakłada następną półparę na trzpień maszyny i cykl
się powtarza.
Pracownik może, w wyjątkowym wypadku, za pomocą dźwigni kolanowej zatrzymać cykl
w środku lub posuwem powrócić do którejkolwiek pozycji, lub do położenia wyjściowego.
Wydajność maszyny wynosi do 200 par w ciągu 1 godziny. Czas prasowania jednej
półpary jest regulowany z dokładnością do 10 sekund.
Formowarka brzegów obuwia fleksiblowego typ 02179/P1 (rys. 19) jest kolejną
maszyną w linii ćwiekującej obuwie typu sandałowego. Stosuje się ją do wywijania
i zaprasowania
brzegu
cholewki
na
brzeg
miedzypodeszwy.
Brzegi
cholewki
i międzypodeszwy
muszą
być
wcześniej
powleczone
cienką
warstwą
kleju
rozpuszczalnikowego o dostatecznej przyczepności początkowej.
Rys. 19. Uniwersalna formowarka
brzegów obuwia fleksibloweo
(sandałowego) firmy Svit typ02179/P1
[3, s. 440]
Maszyna ma płynny bieg i automatyczne
podawanie z podtrzymaniem obuwia oraz wielką
wydajność podającej i zaciskającej tarczy stożkowej.
Układ dolnej tarczy podającej do tarczy zaciskającej
zapewnia pracownikowi swobodne prowadzenie
obuwia. Przez zmianę obrotów obu tarcz oraz ich
wzajemne położenia uzyskuje się technologicznie
korzystne
prawoobrotowe
lub
lewoobrotowe
formowanie brzegów.
W celu łatwiejszego prowadzenia brzegów między
tarczą zaciskającą i podającą, należy podnieść górną
tarczę do odpowiedniej wysokości przez naciśnięcie
przycisku kolanowego, umieszczonego wewnątrz
przełącznika.
Po naciśnięciu przycisku opada tarcza, która stałą
siłą przyciska brzeg cholewki do międzypodeszwy
i dolnej tarczy podającej.
Zmiana położenia przycisku kolanowego umożliwia zmianę kierunku obrotu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Po zakończeniu pracy, przez naciśnięcie przycisku usuwa się obuwie z maszyny.
Maszyna jest napędzana za pomocą silnika elektrycznego przez dwustopniowe pasy
klinowe i skrzynkę przekładniową z elektromagnetycznymi sprzęgłami dla obu napędzanych
tarcz. Taki układ pozwala na szybką zmianę kierunku obrotu. Zmianę położenia tarcz oraz
podniesienie
tarczy
zaciskającej
przeprowadza
się
automatycznym
sterowaniem
z samodzielną regulacją ciśnienia i sterowaniem elektromagnetycznymi wentylami.
Wydajność zależy od przygotowania cholewek i międzypodeszew, jakości użytego kleju
i technologii produkcji. Najlepiej wykorzystuje się maszynę w nowej technologii, gdzie
zarówno pięta, jak i czubek są zaćwiekowane na oddzielnych specjalistycznych maszynach, na
przykład firmy Svit: typ 02189 i typ 02160/P3. Oczywiście w zależności od sytuacji, maszyna
może być z powodzeniem wykorzystana do formowania części przedniej i tylnej cholewki. Jest
to maszyna uniwersalna, na której można wykonać cały cykl ćwiekowania obuwia
sandałowego, co jest jej wielką zaletą.
Wydajność maszyny w zależności od zakresu wykonywanej pracy jest następująca: przy
formowaniu śródstopia – do 200 par w ciągu 1 godziny; przy formowaniu śródstopia
i pięt – do 150 par w ciągu 1 godziny; przy formowaniu całego obwodu obuwia – do 70 par
w ciągu 1 godziny.
Ciśnienie robocze powietrza wynosi około 0,6 MPa, natomiast siła prasowania przy
ciśnieniu 0,4 MPa wynosi 660 N, a prędkość podawania materiału około 0,14 ÷ 0,20 m/s.
Rys. 20. Mechanizmy robocze
ćwiekarki pięt obuwia sandałowego
firmy International [3, s. 442]
Najnowsze generacje maszyn do ćwiekowania
cholewek obuwia sandałowego uległy udoskonaleniu.
W dużym stopniu wykorzystuje się technikę formowania
wstępnego. Kłopotliwe nanoszenie kleju neoprenowego
zastąpiono
automatycznym
podawaniem
kleju
termoplastycznego itp. Jedną z nowocześniejszych
formowarek pięt obuwia sandałowego jest maszyna
firmy International, której mechanizmy robocze są
zilustrowane na rysunku 20. Jest to maszyna o napędzie
pneumatycznym, łącząca dwie czynności w jedną. Po
włożeniu zakładki do cholewki jest ona nakładana na
płytę zderzakową i lekko naciągana do przodu. Po
naciśnięciu dźwigni nożnej zamykają się obejmy,
wyposażone
w
elastyczne
poduszki
i dociskają
cholewkę do ogrzewanej formy w kształcie tylnej
części kopyta. Jednocześnie brzeg zakładki wraz
z cholewą jest wywijany na zewnątrz za pomocą
ogrzewanych szczęk. Ogrzewanie formy i szczęk jest
Rys. 21. Widok ogólny ćwiekarki
włoskiej firmy Cerim typ K – 80
z zaćwiekowaną cholewką [3, s. 443]
oddzielnie regulowane za pomocą termostatów.
Kolejnym przykładem nowoczesnej maszyny do
ćwiekowania obuwia sandałowego może być ćwiekarka
czubków włoskiej firmy Cerim typ K 80 (rys.21.)
Maszyna ta w cyklu automatycznym formuje i przykleja
wywinięty brzeg cholewki do miedzypodeszwy. Jakość
wykonywanej przez maszynę pracy jest wyjątkowo
wysoka. Wydajność maszyny kształtuje się na poziomie
100 ÷ 120
par
w
ciągu
1 godziny.
Widok
zaćwiekowanej cholewki zamieszczono obok maszyny.
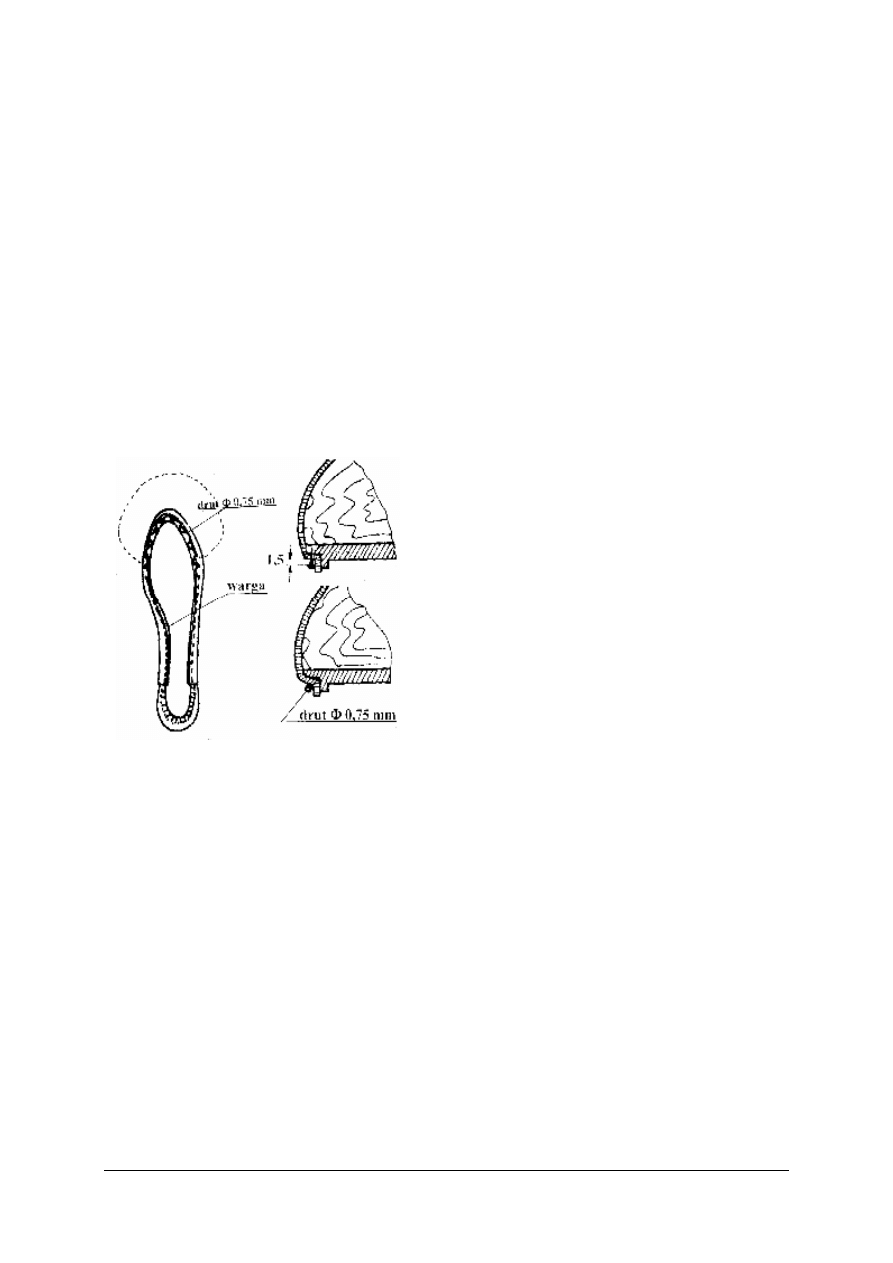
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Rozwój maszyn do ćwiekowania cholewek obuwia sandałowego spowodował, że
aktualnie cykl ćwiekowania wielooperacyjnego można zaliczyć do przeszłości.
Wyeliminowano także przymocowywanie brzegów cholewki na klamerki. Coraz częściej
stosuje się połączenie zaćwiekowanego brzegu cholewki z podsuwką za pomocą kleju
termoplastycznego w jednym ciągu technologicznym z procesem ćwiekowania.
Ćwiekowanie obuwia pasowego
System produkcji obuwia pasowego różni się od innych tym, że podeszwa nie jest
przymocowana bezpośrednio do brzegów cholewki. Brzeg cholewki jest przytwierdzony do
wargi podpodeszwy a do niej przyszyty jest pas. Podeszwa za pomocą szwu dublowanego
złączona jest z pasem, który stanowi element łączący wierzch cholewki z podeszwą.
Klasyczna (tradycyjna) metoda ćwiekowania w tym systemie oparta jest na czterech
podstawowych operacjach:
Przedćwiekowanie – może być wykonane na przykład za pomocą teksów na maszynie
„Svit” typ 02005. Teksy muszą być wbite po zewnętrznej stronie wargi podeszwy. Młoteczki
muszą być tak wyregulowane, aby teksy
wystawały 1,5 mm ponad brzeg cholewek
(rys. 22).
Ćwiekowanie boków – do ćwiekowania
boków używa się na przykład klamerkowarki
„Svit” typ 02087. Brzeg cholewki należy
przytwierdzić klamerkami do prostopadle
ustawionej wargi podpodeszwy. Dzięki temu
wewnętrzna strona podpodeszwy jest gładka
i nienaruszona
ostrzami
klamerek.
Do
ćwiekowania boków obuwia pasowego stosuje
się drut okrągły o średnicy 0,54 mm. Brzeg
cholewki musi dokładnie przylegać do
zewnętrznej strony wargi, zaś zaćwiekowana
krawędź cholewki powinna wystawać ponad
Rys. 22. Ćwiekowanie obuwia pasowego
[opracowanie własne]
wargę podpodeszwy co najmniej 2 mm na
całym jej obwodzie.
Ćwiekowanie czubków – do tego celu używa się między innymi ćwiekarki „Svit” typ
02063. Wyciąganie i formowanie materiału w czubku wykonuje się za pomocą zwierających
się szczęk stalowych. W celu wyrównania brzegu materiału przy ćwiekowaniu posługujemy
się dodatkowo kleszczami ręcznymi. Ćwiekowanie czubków polega na tym, że brzeg
cholewki pod działaniem zwierających się szczęk stalowych zostaje wtłoczony do
zewnętrznej strony wargi podpodeszwy, a następnie zabezpieczony prowizorycznie przez
obciągnięcie drutem o przekroju 0,75 mm. Drut, który utrzymuje cholewkę w stanie
naprężenia jest przytwierdzony po obu stronach czubka dwoma teksami. Urządzeniem
dociskowym czubka jest płyta stalowa, która kształtem swym odpowiada kształtowi przedniej
części podpodeszwy od zewnętrznej strony wargi.
Ćwiekowanie pięt – wykonuje się najczęściej za pomocą teksów jak przy ćwiekowaniu
wielooperacyjnym.
Ten skomplikowany proces ćwiekowania jest usprawniony poprzez wdrażanie nowych
maszyn nowej generacji, dzięki którym wyeliminowano skomplikowany proces ćwiekowania
czubków przy użyciu drutu, a jednocześnie zbędnym stała się operacja przedćwiekowania.
Warto w tym miejscu przytoczyć przykład tej nowej technologii. Posłużmy się w tym celu
opisem elektro – hydraulicznej ćwiekarki czubków z wydłużonym obszarem ćwiekowania.
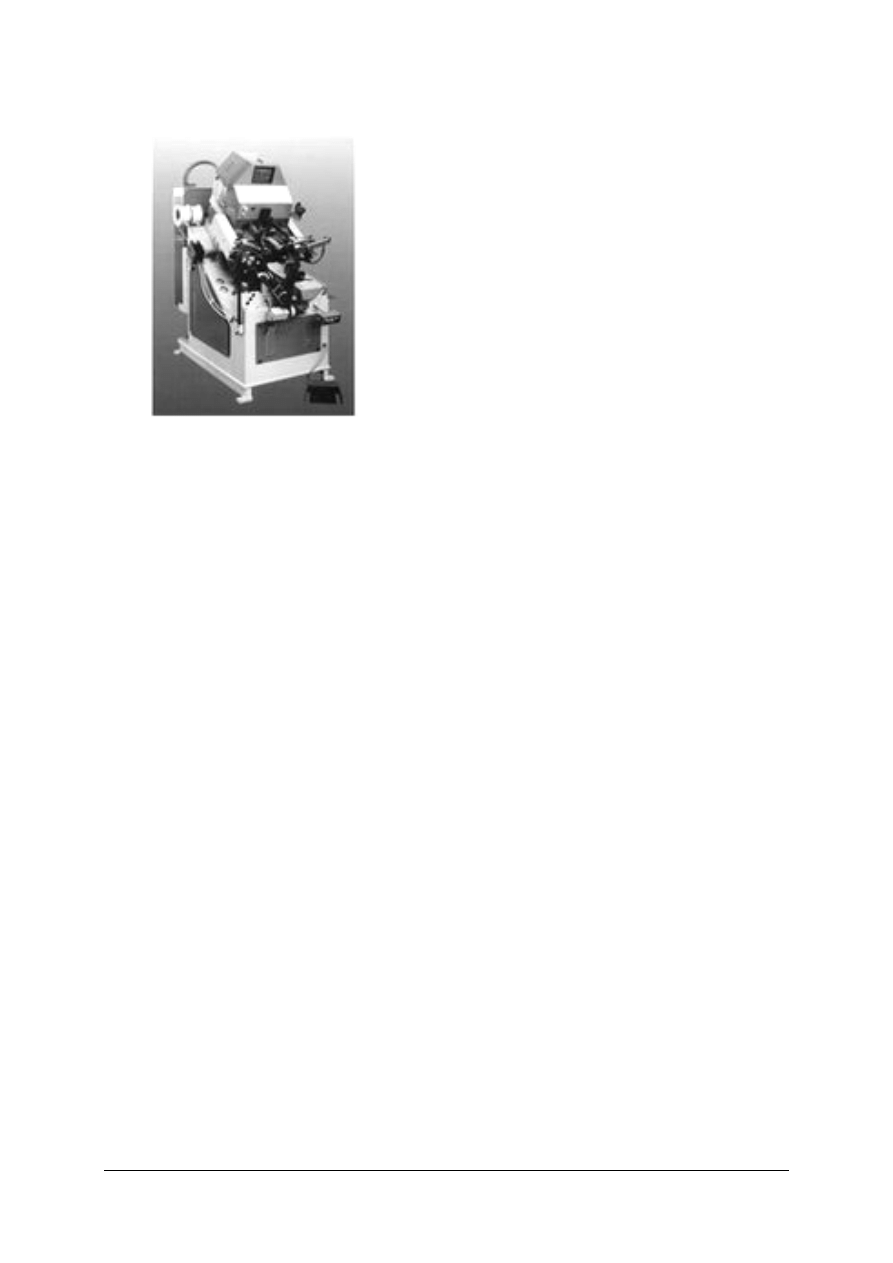
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Widok ogólny tej maszyny zilustrowano na rysunku 23.
Rys. 23. Widok ogólny uniwersalnej
ćwiekarki czubków niemieckiej firmy
Schoen typ 6300 FGP [10]
Maszyna 6300 FGP to uniwersalna ćwiekarka
czubków z oprzyrządowaniem do obuwia
pasowego i San Crispino. Maszyna jest prosta,
łatwa w obsłudze i może być wykorzystana
w systemie
ćwiekowania
dwuoperacyjnego
z ćwiekarką pięt i śródstopia. Maszyna jest
sterowana elektronicznie przy pomocy komputera.
Jest to maszyna najnowszej generacji, na której
praktycznie można ćwiekować wszystkie rodzaje
obuwia, o dowolnych rozmiarach i kształtach.
Optymalne efekty ćwiekowania i najwyższą
jakość pracy zapewnia sterowanie komputerowe,
dzięki któremu jest możliwy transfer danych do
ćwiekarki pięt i śródstopia. Dzięki swej
konstrukcji maszyna jest szczególnie użyteczna
w produkcji
krótkoseryjnej,
gdyż
posiada
zdolność do zapamiętania 999 programów
ćwiekowania. System pracy maszyny pozwala na
szybkie przechodzenie do ćwiekowania od jednego do drugiego modelu. Podczas pracy
maszyny, na monitorze wyświetlana jest diagnostyka zakłóceń procesu ćwiekowania, co
pozwala na łatwe i szybkie usuwanie błędów produkcyjnych. Wydajność maszyny kształtuje
się na poziomie około 190 par/h.
Ćwiekowanie za pomocą sznurka
Technologia ćwiekowania za pomocą sznurka polega na tym, że na brzeg cholewki
naszywa się ściegiem okrętkowym sznurek, a następnie, po założeniu cholewki na kopyto,
sznurek ten jest napinany a brzeg cholewki ćwiekowany na podpodeszwę lub bezpośrednio na
formę wtryskarki.
Ten sposób ćwiekowania, chociaż uznawany za nowoczesny, jest rozwiązaniem mało
popularnym, być może dlatego, że w początkowym okresie stosowanie tego systemu
wymagało od pracownika wyjątkowo dużego wysiłku fizycznego.
Obecnie metodę tę znacznie zmodyfikowano i ulepszono przez zastąpienie ręcznego
naprężania sznurka urządzeniami mechanicznymi, zastosowanie urządzeń dociskających
część piętową cholewki podczas ćwiekowania, zainstalowanie urządzeń do naprężania
sznurka bezpośrednio na wtryskarce formującej spód obuwia metodą bezpośredniego
wtrysku.
Stosowanie systemu ćwiekowania za pomocą sznurka jest wyjątkowo korzystne przy
produkcji taniego obuwia tekstylnego dla dzieci i młodzieży, a także przy produkcji obuwia
damskiego.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. W jaki sposób ćwiekowano obuwie przed wynalezieniem maszyn ?
2. Ile i jakie operacje wykonywano w początkowym okresie mechanicznego ćwiekowania
cholewek ?
3. Jakich zasad należy przestrzegać w procesie przyczepiania cholewek w pięcie i jakie
można popełnić błędy ?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
4. W jakim celu dokonujemy przedćwiekowania cholewek i w ilu punktach przybija się
cholewkę do podstawy kopyta ?
5. W jakich kierunkach odkształcają się cholewki w procesie przedćwiekowania ?
6. W jaki sposób i przy pomocy jakich maszyn dokonuje się ćwiekowania boków ?
7. W jaki sposób i przy pomocy jakich maszyn dokonuje się ćwiekowania czubków ?
8. W jaki sposób i przy pomocy jakich maszyn dokonuje się ćwiekowania pięt ?
9. Czym charakteryzują się etapy ćwiekowania wielooperacyjnego ?
10. Jakie są zalety i wady ćwiekowania wielooperacyjnego ?
11. Czym charakteryzuje się system ćwiekowania trójstopniowego ?
12. Jakie korzyści płyną ze stosowania trójstopniowego systemu ćwiekowania ?
13. Czym charakteryzowały się maszyny stosowane początkowo w systemie trójoperacyjnym ?
14. Czym charakteryzują się maszyny do trójoperacyjnego ćwiekowania cholewki stosowane
współcześnie ?
15. Na czym oparte są systemy ćwiekowania w układach „pięta – czubek” i „czubek – pięta” ?
16. Jakie zastosujesz maszyny w zależności od stosowanych układów ćwiekowania (podaj
przykłady) ?
17. Na czym oparty jest system ćwiekowania dwustopniowego ?
18. Ile maszyn stosuje się w dwustopniowym systemie ćwiekowania i jaki jest zasięg
(obszar) ćwiekowania tych maszyn ?
19. Czym charakteryzują się nowoczesne ćwiekarki stosowane w dwustopniowym systemie
montażu ?
20. Według jakich zasad dokonujemy ćwiekowania obuwia montowanego systemem
sandałowym ?
21. Czym charakteryzują się nowoczesne ćwiekarki do obuwia sandałowego ?
22. Na czym polega ćwiekowanie obuwia pasowego ?
23. Czym różnią się tradycyjne i nowoczesne ćwiekarki cholewek ?
24. Na czym oparta jest technologia ćwiekowania cholewek za pomocą sznurka i do jakiego
rodzaju obuwia jest najczęściej stosowana ?
4.3.3. Ćwiczenia
Ćwiczenie 1
Dobierz maszyny i urządzenia do ćwiekowania cholewek skórzanych w systemie
wielooperacyjnym ze wskazaniem sposobu łączenia zaćwiekowanego brzegu cholewki
z podpodeszwą w systemie obuwia klejonego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować tekst ćwiczenia,
2) zapoznać się z dokumentacją technologiczną montażu obuwia systemem klejonym,
3) dokonać przeglądu prospektów maszyn i urządzeń do ćwiekowania cholewek w systemie
wielooperacyjnym,
4) wybrać ze zbioru prospektów maszyny do wielooperacyjnego systemu ćwiekowania
i scharakteryzować ich dane techniczne na piśmie,
5) dobrać maszyny do ćwiekowania wielooperacyjnego i ocenić je pod kątem bezpiecznej
obsługi i występujących zagrożeń,
6) zapiać w zeszycie do ćwiczeń dane techniczne wybranych maszyn,
7) zaprezentować wykonaną pracę,
8) dokonać oceny poprawności wykonania ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Wyposażenie stanowiska pracy:
−
prospekty maszyn i urządzeń do ćwiekowania obuwia,
−
dokumentacja technologiczna produkcji obuwia klejonego,
−
zeszyt do ćwiczeń,
−
przybory do pisania,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Zaplanuj czynności technologiczne, maszyny, narzędzia i materiały pomocnicze przy
trójstopniowym systemie ćwiekowania cholewek skórzanych w obuwiu przeszywanym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować tekst ćwiczenia,
2) zapoznać się z dokumentacją technologiczną montażu obuwia systemem przeszywanym,
3) dokonać przeglądu prospektów maszyn i urządzeń stosowanych w trójstopniowym
systemie ćwiekowania,
4) zaplanować
kolejność
czynności
technologicznych
procesu
ćwiekowania
trójoperacyjnego i zapisać je w zeszycie do ćwiczeń,
5) dobrać maszyn, urządzenia i materiały pomocnicze do procesu ćwiekowania
trójstopniowego i wyszczególnić je w tabeli,
6) dokonać oceny poprawności wykonania ćwiczenia,
7) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
prospekty maszyn i urządzeń do ćwiekowania obuwia,
−
dokumentacja materiałowa i technologiczna produkcji obuwia przeszywanego,
−
zeszyt do ćwiczeń,
−
przybory do pisania,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 3
Wyszukaj w internecie ćwiekarki z wydłużonym obszarem ćwiekowania obejmującym:
czubki, boki i przedstopie stosowane w systemie ćwiekowania obuwia klejonego, porównaj je
i wskaż tę, którą uznasz za najlepszą. Uzasadnij swój wybór.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy poleceń zawartych w tekście ćwiczenia,
2) wyszukać w internecie produkujące i oferujące ćwiekarki czubków ze zwiększonym
obszarem ćwiekowania,
3) wyszukać kilka typów ćwiekarek i zapisać w tabeli ich charakterystyki techniczne,
4) porównać zapisane dane techniczne i ustalić kryteria wyboru najlepszej ćwiekarki,
5) wybrać najlepszą ćwiekarkę według przyjętych kryteriów,
6) zaprezentować wykonaną pracę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Wyposażenie stanowiska pracy:
−
komputer z dostępem do internetu,
−
wykaz przodujących firm wytwarzających i oferujących maszyny do ćwiekowania
obuwia,
−
zeszyt do ćwiczeń,
−
przybory do pisania,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 4
Wybierz ze zbioru karteczek samoprzylepnych z zapisanymi nazwami ćwiekarek,
operacji technologicznych i materiałów pomocniczych te, które dotyczą procesu ćwiekowania
cholewek do obuwia sandałowego i pasowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenia zawarte w ćwiczeniu,
2) zapoznać się z napisami umieszczonymi na karteczkach,
3) wybrać karteczki zgodnie z poleceniami,
4) nakleić karteczki, oddzielnie dla systemu sandałowego i pasowego,
5) uzasadnić dokonany wybór,
6) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
karteczki z napisami,
−
dokumentacja technologiczna procesów montażu obuwia sandałowego i pasowego,
−
papier formatu A – 4,
−
przybory do ćwiczeń,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 5
Dokonaj ćwiekowania cholewek obuwia wskazanych przez nauczyciela według
narzuconej metody i systemu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy polecenia zawartego w ćwiczeniu,
2) przeanalizować konstrukcję i rodzaj zastosowanych materiałów w otrzymanej cholewce,
3) zaplanować czynności technologiczne, maszyny, narzędzia i materiały pomocnicze do
narzuconej metody i systemu ćwiekowania,
4) zorganizować stanowisko pracy,
5) skontrolować stan techniczny maszyn poprzez ich włączenie i uruchomienie cyklu
ćwiekowania,
6) zaćwiekować cholewkę według narzuconej metody i systemu ćwiekowania,
7) dokonać samooceny wykonanej pracy,
8) uporządkować stanowiska pracy, na których wykonywano ćwiczenie,
9) zaprezentować wykonaną pracę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Wyposażenie stanowiska pracy:
−
cholewki,
−
kopyta z przyczepioną podpodeszwą,
−
dostęp do ćwiekarek z pełnym wyposażeniem,
−
dokumentacja technologiczna ćwiekowanego obuwia,
−
poradniki dla ucznia z jednostki modułowej 744[02]O2.05 „Dobieranie materiałów
pomocniczych do produkcji obuwia” i 744[02].Z2.04 „Zastosowanie maszyn, urządzeń
i narzędzi do montażu i wykończania obuwia”,
−
literatura z rozdziału 6 poradnika dla ucznia.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) opisać sposoby ćwiekowania obuwia przed wynalezieniem maszyn ?
¨ ¨
2) scharakteryzować wielooperacyjny system ćwiekowania ?
¨ ¨
3) scharakteryzować sposób przyczepiania cholewek w pięcie ?
¨ ¨
4) określić technikę i rozkład naprężeń cholewki w procesie
przedćwiekowania ?
¨
¨
5) wskazać miejsca wbicia gwoździ w cholewkę i podnosek podczas
przedćwiekowania obuwia ?
¨
¨
6) scharakteryzować techniki ćwiekowania boków cholewek w systemie
wielooperacyjnym ?
¨
¨
7) scharakteryzować
techniki
ćwiekowania
czubków
cholewek
w systemie wielooperacyjnym ?
¨
¨
8) scharakteryzować techniki ćwiekowania pięt cholewek w systemie
wielooperacyjnym ?
¨
¨
9) opisać zalety i wady ćwiekowania wielooperacyjnego ?
¨ ¨
10) scharakteryzować
trójstopniowy
(trójoperacyjny)
system
ćwiekowania?
¨ ¨
11) wskazać i scharakteryzować korzyści wynikające ze stosowania
systemu ćwiekowania trójstopniowego ?
¨
¨
12) wskazać
charakterystyczne
cechy
maszyn
wykorzystywanych
w początkowym okresie stosowania systemu wielooperacyjnego ?
¨
¨
13) scharakteryzować rozwój trójstopniowego systemu ćwiekowania ?
¨ ¨
14) scharakteryzować technikę ćwiekowania w układach „czubek – pięta”
oraz „pięta – czubek” ?
¨
¨
15) dobrać maszyny i określić kolejność operacji ćwiekowania w układzie
„czubek – pięta” lub „pięta – czubek” ?
¨
¨
16) scharakteryzować system ćwiekowania dwustanowiskowego ?
¨ ¨
17) wyjaśnić na czym polega uniwersalny charakter nowoczesnych
ćwiekarek sterowanych komputerowo ?
¨
¨
18) scharakteryzować
techniki
ćwiekowania
cholewek
obuwia
sandałowego i pasowego ?
¨
¨
19) scharakteryzować i porównać techniki ćwiekowania cholewek
stosowane w tradycyjnych i nowoczesnych metodach i systemach
ćwiekowania ?
¨
¨
20) wyjaśnić technologię ćwiekowania cholewek za pomocą sznurka
i wskazać rodzaje obuwia, które tą metodą są ćwiekowane ?
¨
¨
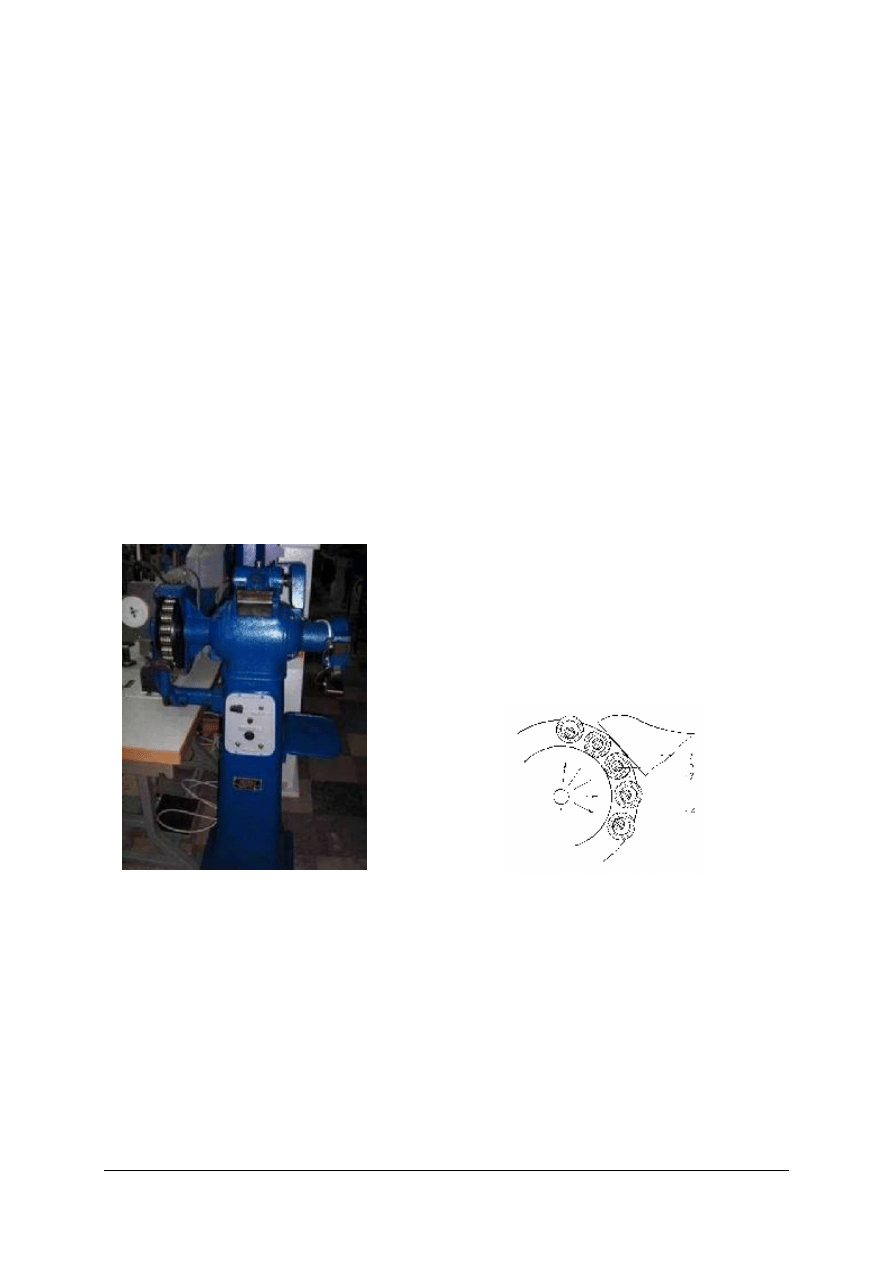
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
4.4. Czynności przygotowawcze do łącznia wierzchów ze
spodami obuwia
4.4.1. Materiał nauczania
Po zakończeniu cyklu ćwiekowania cholewek obuwie poddaje się operacjom
przygotowawczym do montażu właściwego. Często operacje te określane są jako operacje
kończące proces ćwiekowania. W obu przypadkach mamy na myśli następujące operacje:
−
wyciąganie klamerek lub gwoździ z podpodeszew,
−
ścieranie fałd i zgrubień spowodowanych nadmiarem kleju,
−
oklepywanie fałd po ćwiekowaniu lub tak zwane kalibrowanie (formowanie),
−
stabilizacja obuwia.
Klamerki i gwoździe usuwa się ręcznie za pomocą odpowiednio skonstruowanego
przyrządu. Przy wykonywaniu tej czynności należy zwracać uwagę, aby wystająca część
klamerki lub gwoździa nie ułamała się, ponieważ wówczas cały trzon łącznika pozostanie
w podpodeszwie. Jeżeli zdarzy się taki przypadek, to obuwie takie należy odpowiednio
zaznaczyć, aby po wyzuciu kopyta usunąć wystający wewnątrz obuwia grot łącznika.
Po zakończeniu ćwiekowania i usunięciu łączników z podpodeszwy należy wyrównać
powstałe fałdy i zgrubienia zaćwiekowanego brzegu cholewki. Czynność tę w tradycyjnych
metodach wytwarzania wykonuje się na tak
zwanych poklepywarkach bębnowych. Widok
ogólny maszyny do poklepywania obuwia jest
zilustrowany na rysunku 24.
Zasada pracy poklepywarki polega na tym, że
na obwodzie bębna osadzone są trzpienie, na
których umieszczono pierścienie o średnicy
wewnętrznej znacznie większej od średnicy
trzpieni.
Rys. 24. Widok ogólny poklepywarki [11]
Rys. 25. Schemat bębna roboczego poklepywarki:
1 – obuwie, 2 – trzpienie, 3 – pierścienie poklepywarki,
4 – bęben [opracowanie własne]
Podczas obrotu głowicy z prędkością obrotową 1800 obr./min, luźno ułożone pierścienie
uderzają w pofałdowania i wyrównują je. Poklepywarka może być dodatkowo wyposażona
w tarnik, który służy do zdrapania grubych fałd i usunięcia nadmiaru kleju nałożonego
podczas ćwiekowania.
W nowoczesnych metodach wytwarzania czynność tę, po usunięciu grubych fałd
i nadmiaru kleju, wykonuje się na tak zwanych kalibrowarkach. Są one wyposażone w dwa
stanowiska robocze, z których każde na przemian zaprasowuje jednocześnie nie tylko
zawinięty brzeg cholewki, ale i jej boczne krawędzie. Dzięki takiej metodzie uzyskuje się
wyraźnie zarysowaną grań na całym obwodzie podstawy obuwia. Jest to szczególnie ważne
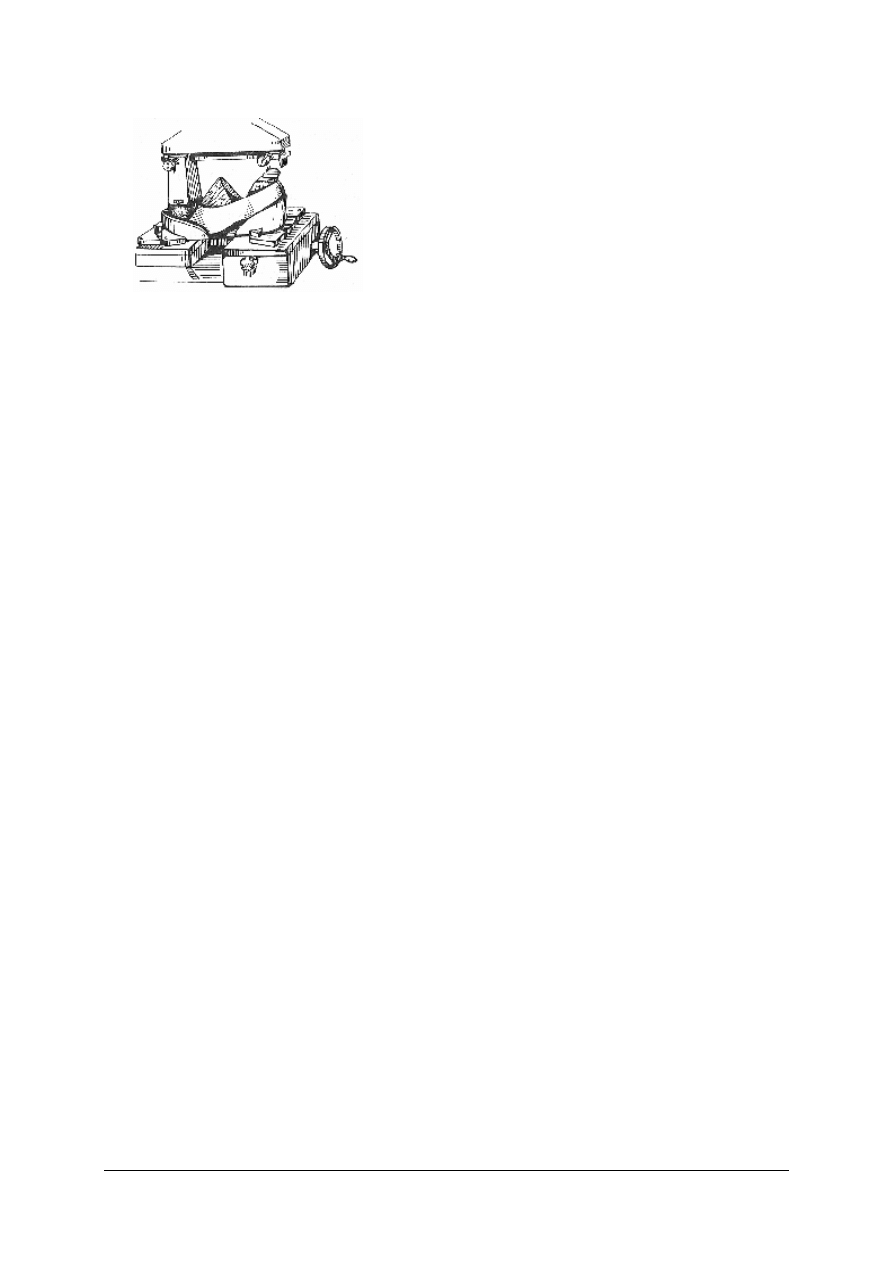
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Rys. 26. Schemat umieszczenia obuwia
w formie kalibrowarki [3, s. 416]
przy produkcji obuwia systemem klejonym.
Sposób
umieszczenia
obuwia
w
formie
kalibrowarki przedstawiono na rysunku 26. Forma
kalibrowaki jest wyłożona teflonem i ogrzewana
do temperatury 110
o
C, w zależności od rodzaju
materiału, z jakiego jest wykonana cholewka.
Czas prasowania około 15 ÷ 20 sekund, ciśnienie
do 4 MPa, wydajność maszyny do 1200 par
w ciągu 8 godzin.
Stabilizacja wierzchów obuwia ma na celu
utrwalenie kształtu nadanego im przez kopyto
podczas ćwiekowania cholewek przez usunięcie
wewnętrznych naprężeń w materiale.
Prawidłowo wykonana stabilizacja zapewnia:
−
zachowanie kształtu obuwia podczas produkcji, transportu i magazynowania,
−
zachowanie kształtu przez okres użytkowania obuwia,
−
estetyczny wygląd gotowego obuwia.
Podstawowymi parametrami procesu stabilizacji są: temperatura, czas stabilizacji, sposób
ogrzewania i wilgotność materiału. Właściwy dobór parametrów jest bardzo ważny ze
względu na jakość i ekonomikę procesu stabilizacji.
Sposoby stabilizacji można podzielić na stabilizację czasową i cieplną.
Stabilizację czasową przeprowadzoną w temperaturze otoczenia zalicza się do
najstarszych, a jednocześnie najlepszych sposobów utrwalania kształtu obuwia. Jednak
w nowoczesnej produkcji obuwia jest nie do przyjęcia. Aby uzyskać dostateczny stopień
stabilizacji, to jest 65 ÷ 70%, należy pozostawić obuwie na kopycie na okres co najmniej
dwóch dni. Powoduje to konieczność zwiększenia powierzchni produkcyjnej, zastosowania
większej liczby kopyt itp., a tym samym zwiększenie kosztów wytwarzania.
Aktualnie stabilizację czasową stosują małe zakłady wytwarzające krótkie serie lub
obuwie na zamówienie. Jako ciekawostkę podam, że w Anglii są zakłady obuwia, które
przywiązują wiele uwagi do tradycyjnych sposobów wytwarzania obuwia i stosują
stabilizację obuwia, która trwa aż 14 dni. W tym przypadku współczynnik ustabilizowania
cholewek na kopycie wynosi 100%, co oznacza, że następuje całkowite usunięcie naprężeń
wewnętrznych w materiale, które powstały w procesie ćwiekowania.
Stabilizacja cieplna. Duże skrócenie czasu trwania stabilizacji jest możliwe dzięki
wykorzystaniu ciepła. W zależności od rodzaju obuwia i metody stabilizacji proces ten można
skrócić nawet do kilku minut.
Podczas stabilizacji obuwia stosuje się różne rodzaje i sposoby przekazywania ciepła.
Obuwie poddaje się działaniu, między innymi:
−
suchego, gorącego powietrza,
−
wilgotnego, gorącego powietrza,
−
promieni podczerwieni.
Efekt stabilizacji można zwiększyć przez umieszczenie obuwia na gorącym kopycie lub
w polu działania prądów wielkiej częstotliwości. Decydujące dla stabilizacji cieplnej są
temperatury materiału oraz czas jej działania.
Skóry naturalne są nawilżane przed zaćwiekowaniem, dlatego też podczas stabilizacji
należy usunąć z nich nadmiar wody. Wiadomo, że wskaźnik stabilizacji jest wyższy, jeżeli
skóra jest nawilżana, a następnie w procesie stabilizacji wysuszona. Inaczej jest w przypadku
zastosowania materiałów typu „poromer”, które są stabilizowane głównie przez działanie
ciepła. Niektóre firmy wykorzystują i w tej grupie materiałów wpływ zwiększenia zawartości

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
wody, motywując to tym, że zawartość wody w materiale umożliwia lepsze wykorzystanie
ciepła, a przez to bardziej efektywną stabilizację.
Jednym z najbardziej skutecznych, wydajnych i ekonomicznych urządzeń służących do
stabilizacji wierzchów obuwia jest automatyczne urządzenie firmy USM do nawilżania
i suszenia gorącym powietrzem (rys. 27).
Rys. 27. Widok ogólny urządzenia stabilizacji obuwia firmy USM [13, s. 448]
W urządzeniach do stabilizacji obuwia firmy USM, podobnie jak w innych urządzeniach tego
typu połączono działanie temperatury i pary wodnej, dzięki czemu uzyskuje się lepsze efekty
stabilizacji cholewek. Urządzenie to charakteryzuje się bardzo małym zużyciem energii.
Może być stosowane do wszelkiego rodzaju obuwia wymagającego stabilizacji termicznej,
włącznie z obuwiem z długimi cholewkami.
Na urządzeniu tym można osiągnąć wydajność do 1500 par obuwia damskiego
i dziecięcego lub 1200 par obuwia męskiego w ciągu 8 godzin. Przy produkcji obuwia
z cholewami wydajność nie zmniejsza się.
Urządzenie to nie wymaga żadnej dodatkowej obsługi. Pracownik z poprzedniego
stanowiska pracy po prostu odkłada obuwie wprost na przenośnik urządzenia. Po wyjściu
z urządzenia obuwie spada do pojemnika odbiorczego albo jest odbierane przez pracownika
obsługującego następne stanowisko.
Cztery oddzielne tory transportowe przesuwają obuwie wzdłuż urządzenia między
szeregiem nadmuchanych poduszek powietrznych. Za pomocą przycisków sterujących można
urządzenie ustawić na stabilizację obuwia z cholewkami ze skóry, PCW lub materiałów
poromerycznych. Wysokość temperatury i ilość pary można wyregulować ręcznie.
Automatyczne urządzenia do stabilizacji obuwia mają wiele zalet, między innymi:
−
dużą skuteczność stabilizacji, potwierdzoną wynikami badań metodą czaszy kulistej
(grzybka),
−
łatwość obsługi,
−
oszczędność energii,
−
krótki czas trwania operacji (tylko 2
1
/
2
min, bez względu na rodzaj obuwia),
−
małe wymiary urządzenia itp.
W procesie stabilizacji istotne znaczenie dla jakości obuwia ma trwałość zachowania
kształtu cholewki uzyskanego w procesie ćwiekowania. Warto zatem prowadzić kontrolę
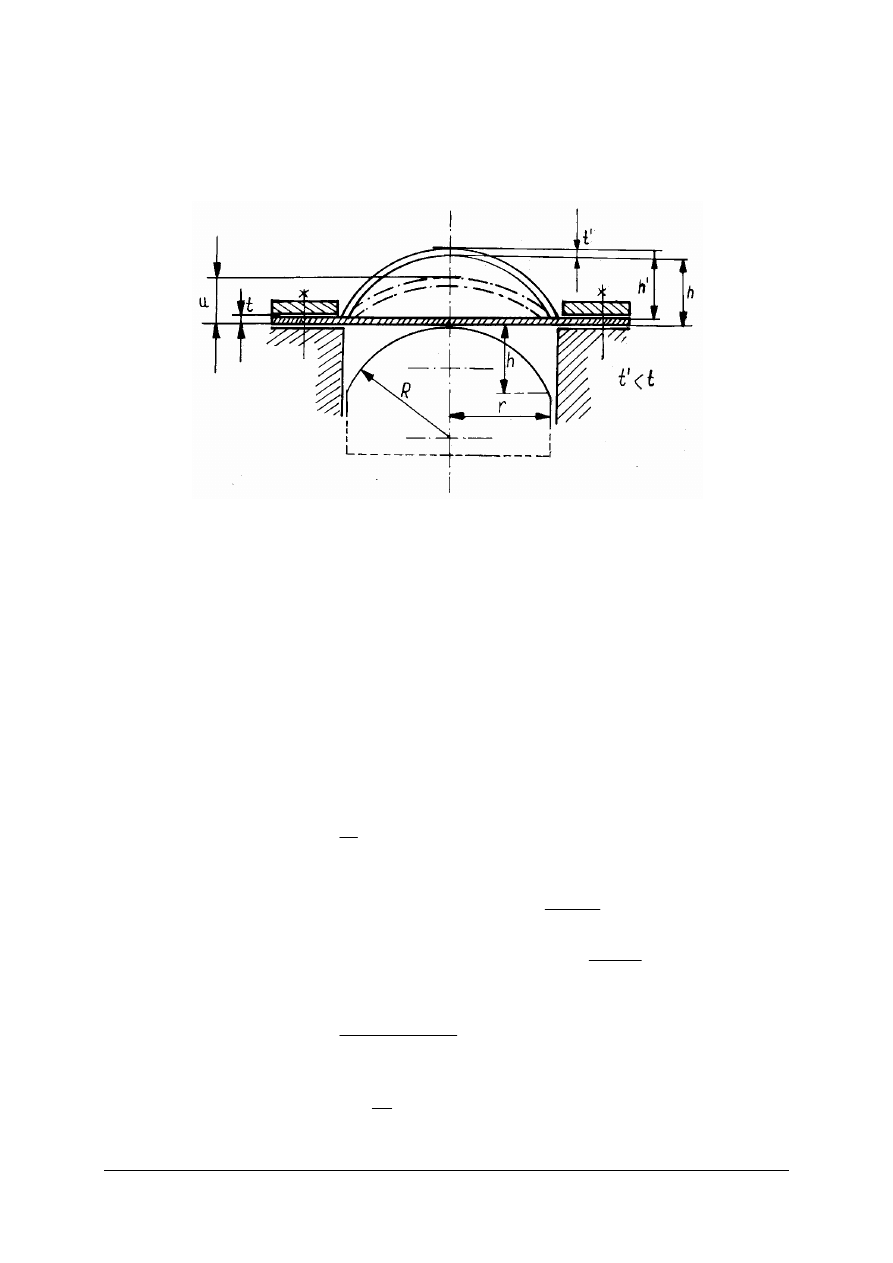
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
wielkości tego wskaźnika określanego mianem współczynnika stabilizacji. Współczynnik ten
wyraża się w procentach. Najczęściej stosowanym sposobem określenia stopnia stabilizacji
jest metoda pośrednia, polegająca na deformacji próbki materiału w kształcie koła do kształtu
czaszy kulistej za pomocą tak zwanego „grzybka” (rys. 28).
Rys. 28. Schemat urządzenia do ustalenia stopnia stabilizacji próbek materiałów wierzchnich [4, s. 294]:
r – promień podstawy czaszy, R – promień czaszy, h – wysokość wzniesienia przy stabilizacji, u – wysokość
wzniesienia po stabilizacji, t,t' – grubość materiału
Po przekształceniu płaskiej próbki materiału, z którego wykonano cholewkę, do czaszy
kulistej, pozostawiamy ją do ustabilizowania wybraną metodą. Po odciążeniu próbki,
w wyniku naprężeń wewnętrznych czasza obniży się z wysokości h, którą miała w czasie
stabilizacji, do wysokości u po odciążeniu. Współczynnik stabilizacji obliczymy z różnicy
odkształceń w odniesieniu do powierzchni próbki w kształcie koła.
Zanim obliczymy odkształcenie próbki zapiszemy wzory, przy użyciu których obliczymy
powierzchnię czaszy kulistej w momencie stabilizacji S
v
i po stabilizacji S
u
;
)
(
2
2
h
r
S
v
+
=
π
,
)
(
2
2
u
r
S
u
+
=
π
.
Następnie z ilorazu otrzymanych odkształceń możemy określić współczynnik stabilizacji przy
użyciu wzoru:
[%]
100
⋅
=
v
u
S
W
ε
ε
gdzie:
ε
u
deformacja po odciążeniu, którą obliczamy ze wzoru
o
o
u
S
S
S
−
ε
v
deformacja w czasie stabilizacji, którą obliczamy ze wzoru
o
o
v
S
S
S
−
, gdzie S
o
=πr
2
Po podstawieniu danych:
[%]
100
)
(
)
(
2
2
2
2
2
2
⋅
−
+
−
+
=
r
h
r
r
u
r
W
S
π
π
π
π
a po uporządkowaniu:
)
3
(
[%]
100
2
2
⋅
=
h
u
W
S

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Przy badaniu stopnia stabilizacji należy podkreślić, że wyniki otrzymane podczas
pomiarów próbki różnią się od rzeczywistych wartości stopnia utrwalania kształtu obuwia. Na
stopień stabilizacji obuwia w procesie wytwórczym mają także wpływ elementy
podszewkowe i usztywniające, głównie w czubku, gdzie częścią obuwia jest podnosek lub
międzypodszewka, przymocowana za pomocą klejów lateksowych lub termoplastycznych itp.
Ogólnie możemy powiedzieć, że jeżeli osiągniemy zadowalający stopień stabilizacji
próbki, to również przy spełnieniu określonych warunków stopień stabilizacji obuwia będzie
także wystarczający.
W zależności od rodzaju obuwia, systemu montażu i rodzaju przetwarzanych materiałów
w fazie kończącej ćwiekowanie mogą występować jeszcze inne operacje technologiczne, jak
odcinanie nadmiaru materiału po zaćwiekowaniu obuwia pasowego lub sandałowego,
usuwanie drutów, teksów itp. Nie zawsze też jest jednoznacznie określona granica podziału
faz. Można się spotkać z podziałem, w którym stabilizacja obuwia jest umieszczana w fazie
montażu właściwego i odwrotnie, przygotowanie zaćwiekowanych brzegów do klejenia, czyli
tak zwane drasanie, w fazie ćwiekowania obuwia. Są to tylko spory formalne, które nie mają
istotniejszego znaczenia. W niniejszym poradniku przyjęto, że ćwiekowanie kończy się na
stabilizacji wierzchów obuwia, a montaż rozpocznie się od momentu przygotowania
powierzchni do klejenia (oczywiście w odniesieniu do klejonego systemu montażu, który
będzie stanowić podstawę do omówienia kolejnego etapu wytwarzania obuwia).
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Czy operacje kończące proces ćwiekowania różnią się od operacji przygotowujących
obuwie do montażu właściwego?
2. Jakie znasz operacje wykonywane po zaćwiekowaniu obuwia, ale przed montażem
właściwym?
3. W jakim celu usuwamy gwoździe i klamerki z podpodeszew?
4. W jaki sposób usuwamy klamerki i gwoździe z podpodeszew i co należy uczynić jeżeli
nastąpi złamanie tych łączników ?
5. W jaki sposób należy usuwać duże fałdy i zgrubienia po kleju powstałe w procesie
ćwiekowania cholewek?
6. Na czym oparta jest zasada pracy kalibrowarki i jak są skonstruowane formy do prasowania?
7. Jak jest skonstruowany bęben roboczy poklepywarki i jaką spełnia funkcję?
8. Jaki jest cel stabilizacji obuwia?
9. Jakie znasz metody stabilizacji obuwia?
10. Na jakiej zasadzie pracują automatyczne urządzenia do stabilizacji i jakie mają zalety?
4.4.3. Ćwiczenia
Ćwiczenie 1
Dokonaj wygładzenia fałd i zgrubień zaćwiekowanych brzegów cholewek według
metody wskazanej przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować tekst ćwiczenia,
2) zapoznać się i scharakteryzować metodę wygładzania fałd i zgrubień zaćwiekowanego
brzegu cholewek, wskazaną przez nauczyciela,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
3) zorganizować stanowisko pracy,
4) zapoznać się z instrukcją technologiczną i bhp na stanowisku pracy,
5) sprawdzić stan techniczny maszyn, urządzeń i narzędzi, które będą wykorzystane do
wygładzania,
6) dokonać wygładzenia fałd i zgrubień zaćwiekowanego brzegu cholewki według metody
wskazanej przez nauczyciela,
7) zaprezentować wykonaną pracę,
8) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
instrukcja bhp na stanowisku pracy,
−
instrukcja technologiczna procesu wygładzania fałd i zgrubień,
−
cholewki zaćwiekowane na kopyta,
−
dostęp do stanowiska wygładzania fałd i zgrubień,
−
przybory do pisania,
−
zeszyt do ćwiczeń,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Zaplanuj kolejność operacji technologicznych jakie należy wykonać po procesie
ćwiekowania cholewek, ale przed procesem montażu właściwego, dla wskazanego przez
nauczyciela obuwia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) dokonać oględzin i scharakteryzować otrzymane obuwie, wskazując jakim systemem
będzie montowane,
3) określić rodzaje materiałów z jakich wykonano obuwie,
4) scharakteryzować czynności technologiczne jakie wykonujemy podczas przygotowania
obuwia do montażu,
5) zaplanować i zapisać nazwy kolejnych operacji technologicznych jakie należy wykonać,
6) wyszczególnić maszyny, urządzenia i narzędzia jakimi należy się posłużyć podczas
wykonywania operacji,
7) dokonać samooceny wykonanej pracy i wskazać ewentualne korekty,
8) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
instrukcje technologiczne wykonania operacji kończących proces ćwiekowania,
−
prospekty maszyn i urządzeń,
−
dokumentacja technologiczna dla różnych modeli obuwia w fazie procesu ćwiekowania
i montażu obuwia,
−
obuwie stanowiące podstawę do zaplanowania operacji technologicznych,
−
przybory do pisania,
−
zeszyt do ćwiczeń,
−
literatura z rozdziału 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Ćwiczenie 3
Dokonaj stabilizacji cholewek obuwia zaćwiekowanych na kopyto, według metody
wskazanej przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy polecenia zawartego w ćwiczeniu,
2) wybrać parę cholewek zaćwiekowanych na kopyto,
3) przeanalizować metodę stabilizacji cholewek wskazaną przez nauczyciela,
4) zorganizować stanowisko pracy,
5) sprawdzić urządzenie do stabilizacji poprzez próbny rozruch,
6) skontrolować, a w razie potrzeby skorygować parametry stabilizacji (czas, temperaturę),
7) poddać cholewki stabilizacji,
8) scharakteryzować zastosowaną metodę stabilizacji w zeszycie do ćwiczeń,
9) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
cholewki zaćwiekowane na kopyto,
−
instrukcje technologiczne procesu stabilizacji cholewek przy użyciu różnych metod,
−
dostęp do urządzeń stosowanych w procesie stabilizacji,
−
przybory do pisania,
−
zeszyt do ćwiczeń,
−
literatura z rozdziału 6 poradnika dla ucznia.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) nazwać i scharakteryzować czynności kończące proces ćwiekowania ?
¨ ¨
2) określić zasady i sposób usuwania gwoździ i klamerek z podpodeszew
po zaćwiekowaniu ?
¨
¨
3) wskazać sposób postępowania w przypadku złamania gwoździ lub
klamerki podczas ich wyciągania z podpodeszew ?
¨
¨
4) zdefiniować
cel
i
metody
wygładzania
fałd
i
zgrubień
zaćwiekowanego brzegu cholewki ?
¨
¨
5) wyjaśnić zasady pracy poklepywarki ?
¨ ¨
6) wyjaśnić zasady pracy kalibrowarki ?
¨ ¨
7) naszkicować schemat bębna roboczego poklepywarki ?
¨ ¨
8) zdefiniować cel stabilizacji cholewek obuwia ?
¨ ¨
9) nazwać i scharakteryzować metody stabilizacji ?
¨ ¨
10) opisać zasady działania automatycznych urządzeń do stabilizacji ?
¨ ¨
11) opisać metodę ustalania współczynnika stabilizacji obuwia i obliczyć
jego wielkość ?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
4.5. Montaż wierzchów ze spodami obuwia różnymi systemami
4.5.1. Materiał nauczania
Aby przystąpić do realizacji materiału nauczania zawartego w tym rozdziale musisz
koniecznie przypomnieć sobie, a w razie potrzeby powtórzyć umiejętności nabyte
w poprzednich jednostkach modułowych, ze szczególnym zwróceniem uwagi na pakiety:
−
744[02].O1.02 „Określenie konstrukcyjnych i technologicznych właściwości obuwia”,
−
wszystkie jednostki modułu 744[02].O2 „Surowce, półprodukty i materiały obuwnicze”,
−
744[02].Z2.04 „Zastosowanie maszyn, urządzeń i narzędzi do montażu i wykończania
obuwia”,
−
744[02].Z5.01 „Ustalanie technik montażu obuwia”.
Dzięki nabytym umiejętnościom potrafisz już rozróżnić, scharakteryzować i dobrać
materiały podstawowe i pomocnicze oraz maszyny, urządzenia i narzędzia do montażu
obuwia. Potrafisz także użytkować i konserwować maszyny i urządzenia montażowe, a także
dobrać parametry pracy tych maszyn. Ważną grupę umiejętności, które w tym rozdziale
wykorzystasz stanowią umiejętności związane z rozpoznawaniem, charakteryzowaniem
i dobieraniem technik montażu wierzchów ze spodami obuwia. Wszystkie wymienione
umiejętności stanowią fundament wiedzy przy nauczaniu programu tej jednostki.
W materiale nauczania przybliżymy zagadnienia związane z montażem obuwia
tradycyjnymi systemami i w sposób szczegółowy omówimy montaż obuwia systemem
klejonym. Przybliżymy także produkcję obuwia systemem formowania bezpośredniego.
Omówienie wszystkich systemów, ze względu ograniczeń wydawniczych jest po prostu
niemożliwe, ale czas przeznaczony na realizację tego programu jest wyjątkowo długi i przy
pomocy nauczyciela z pewnością zrealizujesz cały program nauczania.
Montaż wierzchów ze spodami obuwia przy użyciu tradycyjnych systemów montażu
Pojęcie „tradycyjne systemy montażu obuwia” ciągle funkcjonuje, chociaż nie jest ono
jednoznaczne. Aktualnie systemy te ulegają modyfikacjom i praktycznie coraz częściej są
stosowane w połączeniach z systemem klejonym. Umownie przyjmuje się, że wszystkie
systemy montażu, którymi produkowano obuwie przed wprowadzeniem systemu klejonego
należy zaliczyć do systemów tradycyjnych. Systemy tradycyjne są znacznie bardziej
pracochłonne, a także materiałochłonne, co oznacza że są bardziej kosztowne. Mają one
jednak wiele zalet. Obuwie takie charakteryzuje się dużą wytrzymałością połączeń, co
wpływa na wydłużenie okresu użytkowania.
Do podstawowych systemów tradycyjnych, z reguły zaliczamy takie systemy jak:
−
przeszywany,
−
pasowy,
−
sandałowy zwany także fleksiblowym,
−
kołkowany, śrubowany lub gwoździowany.
Te cztery systemy będą stanowić podstawę naszego opisu. Dla zilustrowania,
a jednocześnie porównania tych systemów zestawię wykaz czynności technologicznych
wykonywanych przy montażu właściwym obuwia montowanego wymienionymi systemami.
W tabeli 1 będą wyszczególnione czynności technologiczne, a obok w kolumnach dla
kolejnych systemów będę oznaczał znakiem plus (+) te czynności, które w danym systemie
występują. Przy oznaczaniu systemu kołkowanego będę oznaczał połączenia wykonywane
przy użyciu kołków, ale należy brać pod uwagę fakt, że mogą być one wykonane przy użyciu
innych łączników sztywnych jak gwoździe lub śruby. Wtedy system taki nazwiemy,
w zależności od rodzaju łącznika, jako gwoździowany lub śrubowany. Oczywistością jest
także fakt, że analizowane systemy występują w formie klasycznej, tradycyjnej to znaczy bez
udziału innego dodatkowego systemu lub jego elementów. Każdy dodatkowy element innego
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
systemu w połączeniu z systemem klasycznym tworzą tak zwany „wielosystem” o czym już
wiesz z materiału nauczania w jednostkach wymienionych na początku rozdziału.
Tabela 1
Wykaz czynności technologicznych podczas łączenia wierzchów ze spodami obuwia tradycyjnymi systemami
montażu [opracowanie własne]
System montażu
Lp.
Nazwa czynności technologicznej
p
rze
sz
y
w
any
p
as
o
wy
sa
nda
ło
wy
ko
łko
w
any
1
2
3
4
5
6
1. Przymocowanie usztywniaczy
+
+
+
2. Przymocowanie wyłożeń
+
+
+
3. Otwieranie rysów w podeszwach
+
+
+
4. Przymocowanie wstępne podeszew (przyczepienie)
+
+
+
+
5. Wyjmowanie kopyt zasadniczych
+
+
+
6. Przeszywanie podeszew (łączenie z podpodeszwą
i zaćwiekowanym brzegiem cholewki)
+
7. Kołkowanie lub gwoździowanie pięt
+
+
+
+
8. Zakrywanie rysów
+
+
+
9. Formowanie spodów obuwia
+
+
+
+
10. Przybijanie lub przyklejanie obcasów
+
+
+
+
11. Wkładanie kopyt pomocniczych
+
+
+
12. Wszywanie pasów
+
13. Obcinanie obrzeży po wszyciu pasa
+
14. Odwijanie pasów
+
15. Zakończanie pasów
+
16. Nanoszenie kleju kauczukowego na pas od strony wewnętrznej
+
17. Nanoszenie kleju kauczukowego na brzegi podeszew
+
18. Nakładanie podeszew i sklejanie z pasem
+
19. Sprasowanie brzegu podeszew z pasem
+
20. Zwilżanie podeszew skórzanych
+
+
+
+
21. Fasonowanie podeszew
+
+
22. Dublowanie podeszew
+
+
23. Kołkowanie podeszew
+
24. Ścieranie kołków wewnątrz obuwia
+
25. Wzmacnianie czubków i śródstopia śrubami z drutu
gwintowanego
+
Z przedstawionego w Tabeli 1 wykazu wynika, że są takie czynności, które wykonuje się
we wszystkich analizowanych systemach oraz takie, które się odnoszą do trzech lub dwóch
systemów, a także takie, które są charakterystyczne tylko dla jednego systemu. Z wykazu
można jednocześnie odczytać, który z systemów jest najbardziej pracochłonny, oceniając go
w oparciu o ilość wykonywanych czynności. Fakty te są już Ci znane. Sygnalizowałem
bowiem, że system pasowy jest najbardziej pracochłonnym, a system sandałowy to montaż,
przy którym wykonujemy zaledwie kilka czynności. Teraz w kolejności przybliżę
charakterystykę i sposób wykonania czynności zamieszczonych w tabeli 1 bez względu na
system, w którym będą stosowane.
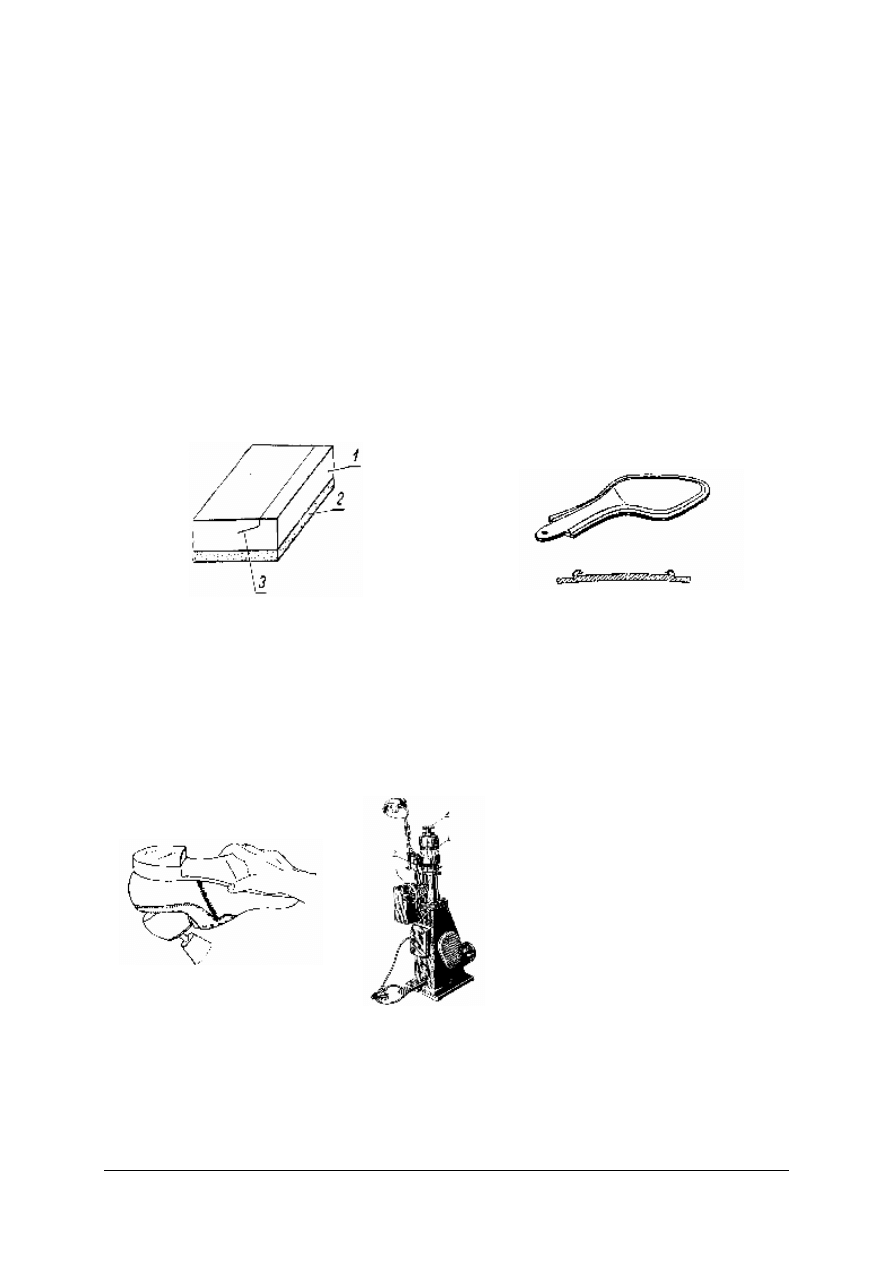
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Przymocowanie wyłożeń i usztywniaczy to czynności, których celem jest wyrównanie
spodu obuwia po zaćwiekowaniu. W części czubka, przedstopia i pięty, w przestrzeni
ograniczonej zaćwiekowanymi brzegami cholewki umieszcza się wyłożenie o grubości
równej grubości zaćwiekowanego brzegu cholewki. Wyłożenia te mogą być wykonane
z odpadów skóry, filcu lub innych materiałów obuwniczych. Czynność tę wykonujemy
ręcznie poprzez naniesienie kleju i dociśnięcie wklejonego elementu.
W części śródstopia umieszcza się usztywniacze z drewna, tworzyw sztucznych lub ze
stali. Usztywniacze z drewna lub tworzyw sztucznych można przymocować przy użyciu
gwoździ lub klamerek, ręcznie lub maszynowo. Usztywniacze stalowe umieszcza się z reguły
miedzy podpodeszwą a jej wzmocnieniem, w procesie opracowania elementów spodowych.
Otwieranie rysów w podeszwach jest czynnością, którą wykonujemy w elementach
skórzanych, w których nacięto skośne rysy (rys. 29).
Czynność tę wykonujemy po zwilżeniu podeszew na maszynie zwanej odkrywarką rysów.
Narzędziem pomocniczym do wykonania tej czynności jest kostka, która służy do ręcznego
zapoczątkowania odkrywania, przed umieszczeniem elementu w maszynie. Otwarty (odkryty)
rys w podeszwie zilustrowano na rysunku 30
Rys. 29. Fragment podeszwy z naciętym rysem
skośnym: 1 – podeszwa, 2 – podsuwka,
3 – rys skośny przed otwarciem
[opracowanie własne]
Rys. 30. Podeszwa po odwinięciu rysu [2, s. 256]
Przymocowanie wstępne podeszew wykonuje się w celu ułatwienia montażu podeszwy
z zaćwiekowanym brzegiem cholewki i podpodeszwy na przykład w obuwiu przeszywanym
czy też kołkowanym. Najczęściej czynność tę można wykonać przy użyciu maszyny zwanej
klamerkowarką. Można też przymocować wstępnie podeszwę ręcznie przy użyciu teksów
i młotka szewskiego.
Rys. 31. Schemat ręcznego
wyzuwanie kopyt [2, s. 257]
Rys. 32. Wyzuwarka kopyt
Svit typ 04213 [2, s. 256]
1 – głowica, 2 – wspornik
kopyta, 3 – regulacja
wspornika, 4 – regulacja
głowicy
Wyjmowanie
(wyzuwanie)
kopyt zasadniczych wykonuje
się
w
celu
ułatwienia,
a wręcz umożliwienia
wykonania
czynności
montażowych,
na
przykład w obuwiu przeszywanym
i kołkowanym. Czynność możemy
wykonać ręcznie (rys. 31) lub przy
użyciu specjalnej maszyny zwanej
popularnie
wyzuwarką
kopyt
(rys. 32).
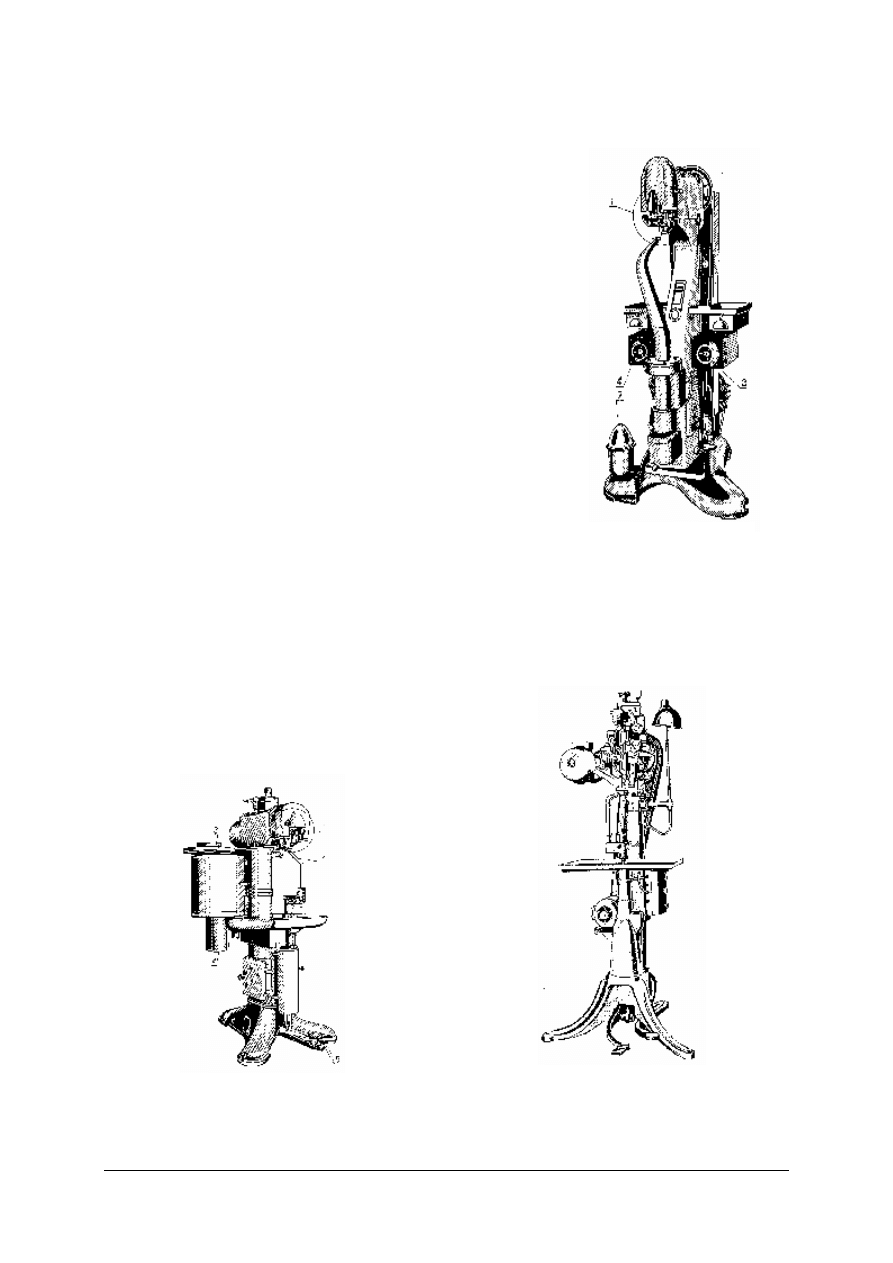
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Przed wyzuciem kopyta należy rozsznurować cholewkę. Przy wyzuwaniu należy uważać aby
nie uszkodzić cholewki oraz skontrolować, czy we wnętrzu obuwia nie pozostały klamerki po
przyczepieniu podpodeszew.
Przeszywanie podeszew to czynność zasadnicza
w procesie montażu wierzchu ze spodem obuwia
przeszywanego.
Czynność
tę
wykonujemy
na
specjalistycznej maszynie zwanej przeszywarką (rys. 33).
Podeszwę z podpodeszwą
i zaćwiekowanym
brzegiem cholewki łączy się ściegiem łańcuszkowym
jednonitkowym, zwanym ściegiem przeszywanym. Do
przeszywania używa się nici lnianych impregnowanych
Nm
18/4 S
do
18/10 s.
Do
tworzenia
ściegu
łańcuszkowego jednonitkowego używa się igły o ostrzu
wygiętym w kształcie haczyka. Do przeszywania
podeszew skórzanych używa się igły o pół numeru
cieńszej od numeru nici (na przykład do nici Nm 18/4 S
należy użyć igły numer 3
1
/
2
), aby zapewnić właściwe
uszczelnienie otworu przez nitkę.
Szycie rozpoczyna się zawsze od pięty w odległości
1 cm od linii frontu obcasa w kierunku śródstopia
i czubka. Przy przeszywaniu podeszew na całym
obwodzie szycie rozpoczyna się od strony wewnętrznej
obuwia w środku pięty. Jeżeli w czasie przeszywania
zerwie się nitka, należy nowym ściegiem wiązanym
połączyć ścieg zerwany. Nowe ściegi muszą pokrywać
się dokładnie z przekłutymi uprzednio otworami, gdyż
w innym przypadku nastąpiłoby przecięcie materiału.
Kołkowanie lub gwoździowanie pięt dokonuje się
po wyzuciu kopyta. Jest to czynność, która kończy proces
przymocowania podeszew. Czynność tę w zależności od
wyboru
łącznika wykonuje się na maszynach:
kołkowarce (rys. 34) lub na gwoździarce (rys. 35).
Rys. 34 Kołkowarka Svit typ 04028 [7, s. 104]:
1 – głowica, 2 – wspornik, 3 – pojemnik do
suszenia kołków 4 – grzejnik, 5 – dźwignie nożne
Rys. 35. Widok ogólny maszyny
gwoździowarki firmy Svit typ 04106 [2, s. 254]
Rys. 33. Widok ogólny
przeszywarki firmy Svit typ
03012 [2, s. 257]: 1 – zespół
mechanizmów roboczych,
2 – zasobnik nici,
3 – regulacja ogrzewania
smoły, 4 regulacja
ogrzewania wspornika
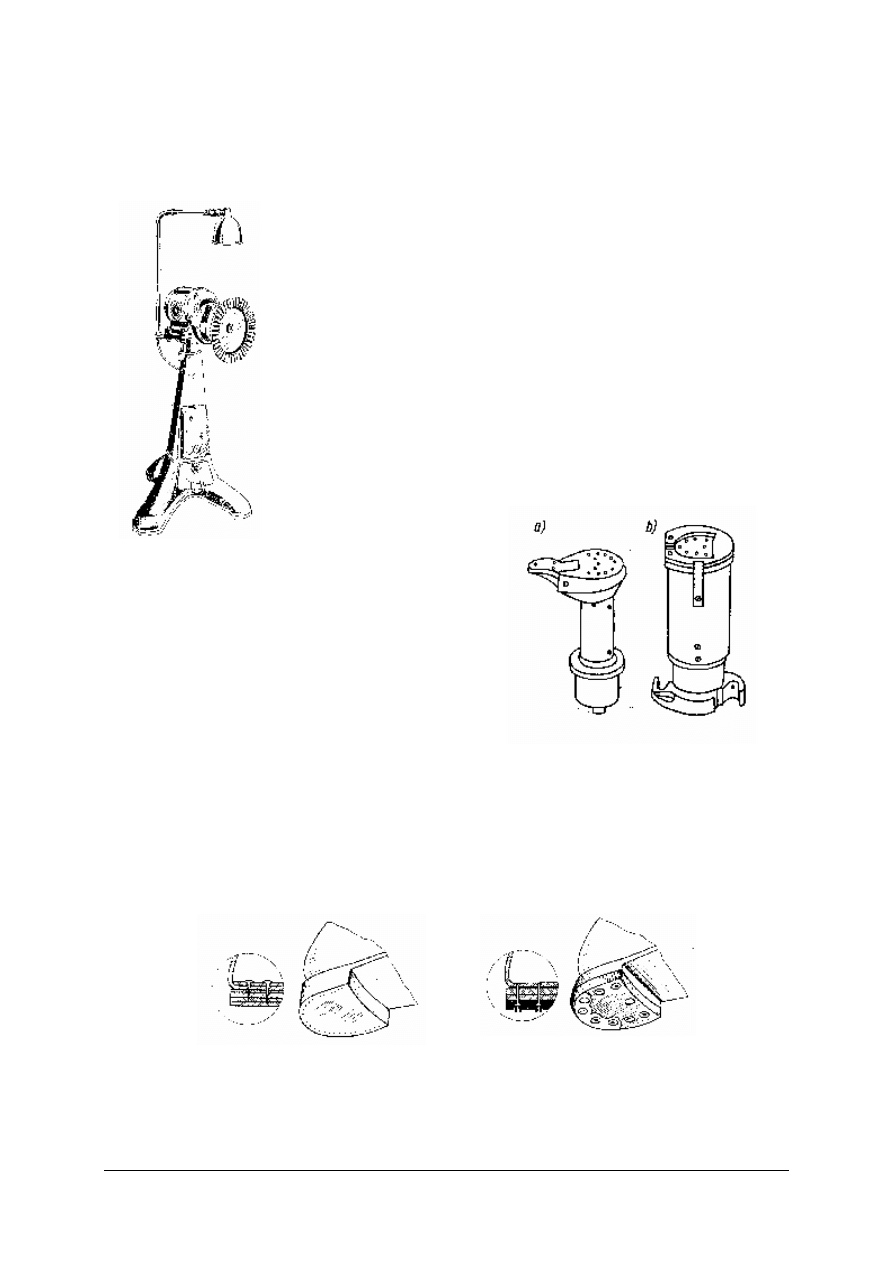
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Celem kołkowania lub gwoździowania jest wzmocnienie części piętowej, zakończenie
procesu montażu podeszwy i przygotowanie obuwia do przymocowania obcasów. Przy
gwoździowaniu, końcówki gwoździ nitują się na metalowym wsporniku maszyny.
Zakrywanie rysów to czynność, która ma na celu przyklejenie i zaklepanie odwiniętej
rysy, która chroni nici przed przedwczesnym zniszczeniem
i działaniem na nie warunków atmosferycznych. Czynność
wykonuje się na specjalnej maszynie zwanej zakrywarką rysów
(rys. 36). Przed przystąpieniem do wykonania czynności,
odwinięty rys od strony wewnętrznej należy posmarować
klejem, aby po sprasowaniu trwale połączył się z podeszwą.
Formowanie spodów obuwia wykonuje się w celu
wyrównania nierówności powstałych w procesie przeszywania,
kołkowania czy też gwoździowania, a także usunięcia
odkształceń powstałych w procesie montażu obuwia. Ważnym
elementem procesu formowania jest także nadanie elementom
właściwego profilu i gładkości powierzchni podpodeszew
i podeszew. Do tego celu wykorzystuje się różnego rodzaju
formowarki działające na zasadzie prasy.
Przybijanie obcasów jest niezwykle ważną czynnością
w procesie montażu
i w dużym stopniu
decyduje o walorach
użytkowych
obuwia.
Sposób przymocowania
obcasów zależy od ich
wysokości, konstrukcji obuwia i rodzaju materiałów
z których
są
wykonane.
Obcasy
mogą
być
przytwierdzane za pomocą gwoździ, śrub, śrub
i
gwoździ
a
także
za
pomocą
klejenia.
W tradycyjnych
systemach
montażu
obcasy
przytwierdzane są najczęściej za pomocą gwoździ na
uniwersalnych przybijarkach obcasów, na przykład
firmy Svit typ 04222 [2, s. 273]. Integralną częścią
przybijarki są specjalne głowice (rys. 37), których
kształt zależy od rodzaju materiałów z jakich
wykonane są obcasy.
Obcasy ze skóry, drewna lub twardych tworzyw przybija się od strony wewnętrznej obuwia
(rys. 38). Natomiast obcasy z gumy przybija się z reguły od strony zewnętrznej (rys. 39).
Rys. 38. Obcas przybity od wewnątrz
[2, s. 274]
Rys. 39. Obcas przybity od zewnątrz
[2, s. 274]
Obcasy z gum mikroporowatych miękkich przytwierdza się poprzez klejenie.
Rys. 36. Widok ogólny
zakrywarki rysów firmy
Svit typ 04106 [2, s. 254]
Rys. 37. Głowice do przybijania
obcasów [2, s. 274]: a) skórzanych,
b) gumowych
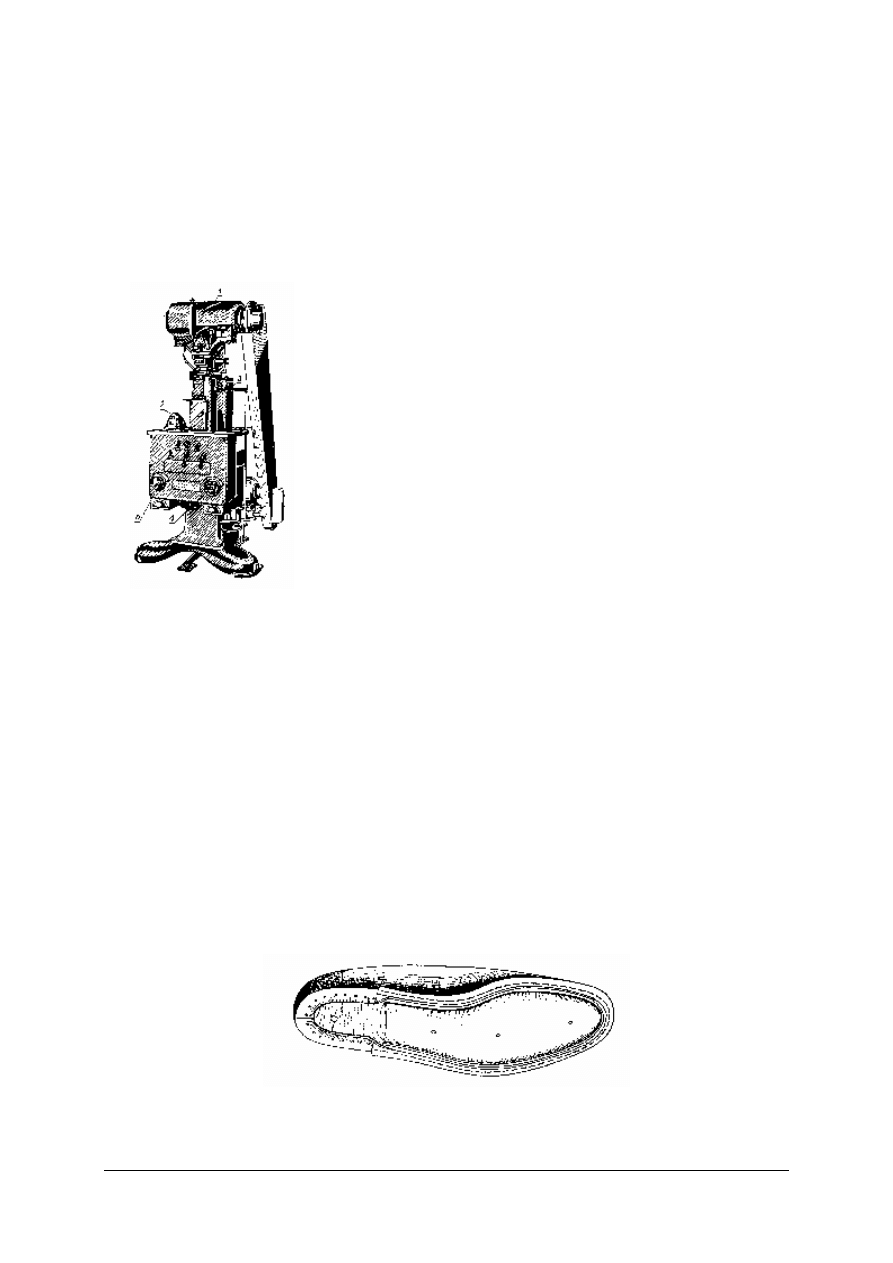
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Po przybiciu, czy też przyklejeniu, obcas całą płaszczyzną części miseczkowej powinien
szczelnie przylegać do podeszwy. Jest to warunek prawidłowego przymocowania obcasa.
Wkładanie kopyt pomocniczych to czynność wykonywana w systemach montażu, przy
których wyzuwa się kopyta zasadnicze, na przykład przy systemie przeszywanym lub
kołkowanym. Nazucie kopyta pomocniczego ułatwia wykonanie kolejnych operacji
wynikających z procesu technologicznego. Czynność wykonujemy ręcznie na stojaku
z trzpieniem do osadzania kopyta.
Wszywanie pasów to czynność występująca w procesie montażu obuwia pasowego.
Czynność wykonujemy na specjalnej maszynie zwanej
wszywarką pasa (rys. 40). Maszyna łączy brzeg pasa
z
zaćwiekowanym
brzegiem
cholewki
i
wargą
podpodeszwy ściegiem łańcuszkowym jednonitkowym.
Tworzące się pętle ułożone są z jednej strony w rowku
pasa od strony mizdry, z drugiej strony w wewnętrznym
kącie wargi, w kształcie prostych ściegów. Istnieją
również maszyny do wszywania pasa, które układają szew
odwrotnie, mianowicie: pętle w wewnętrznym kącie
wargi, ścieg prosty zaś na pasie. Taki układ ściegu ma
zastosowanie przy maszynowym wytwarzaniu obuwia
pasowo – sandałowego i szytego po narciarsku.
Operacje
wszywania
poprzedza
przygotowanie
pasów. Dotyczy to wyłącznie pasów skórzanych, które
należy
doprowadzić
do
optymalnej
wilgotności
wynoszącej 65 ÷ 70%. Przy tej wilgotności znacznie
wzrasta wytrzymałość na rozerwanie, a pas lepiej układa
się i szczelnie przylega w kącie wargi oraz umożliwia
właściwe tworzenie ściegu.
Z uwagi na duże znaczenie czynności wszywania
pasów należy podkreślić, że przepuszczenie choćby
jednego ściegu może zapoczątkować prucie się całego
szwu, co podczas użytkowania obuwia może spowodować
nieodwracalne skutki w postaci oderwania się całego spodu od wierzchu, czego nie da się już
naprawić normalną reperacją obuwia.
Przy wszywaniu pasa stosuje się obecnie głównie nici syntetyczne z uwagi na ich
wytrzymałość mechaniczną, odporność na czynniki zewnętrzne i procesy gnilne. Stosowane
dawniej nici lniane wymagały bezpośrednio przed użyciem impregnacji przy pomocy smoły.
Smoła ta składa się w 85% z kalafonii, 14,3% oleju wrzecionowego, 0,2% sody kaustycznej.
Oprócz zabezpieczenia nici lnianych przed wpływem czynników zewnętrznych smoła
uszczelnia także sam szew. Z tego też względu wskazane jest impregnowanie również nici
syntetycznych. Na rysunku 41 zilustrowano obuwie z wszytym pasem do wysokości obcasa.
Rys. 41. Obuwie z wszytym pasem [2, s. 247]
Rys. 40. Wszywarka pasa Svit typ
03030 [2, s. 246]: 1 – obudowa
głowicy mechanizmu roboczego,
2 – zasobnik nici, 3 – pojemnik
impregnatu, 4 – regulacja
ogrzewania impregnatu,
5 – regulacja ogrzewania głowicy
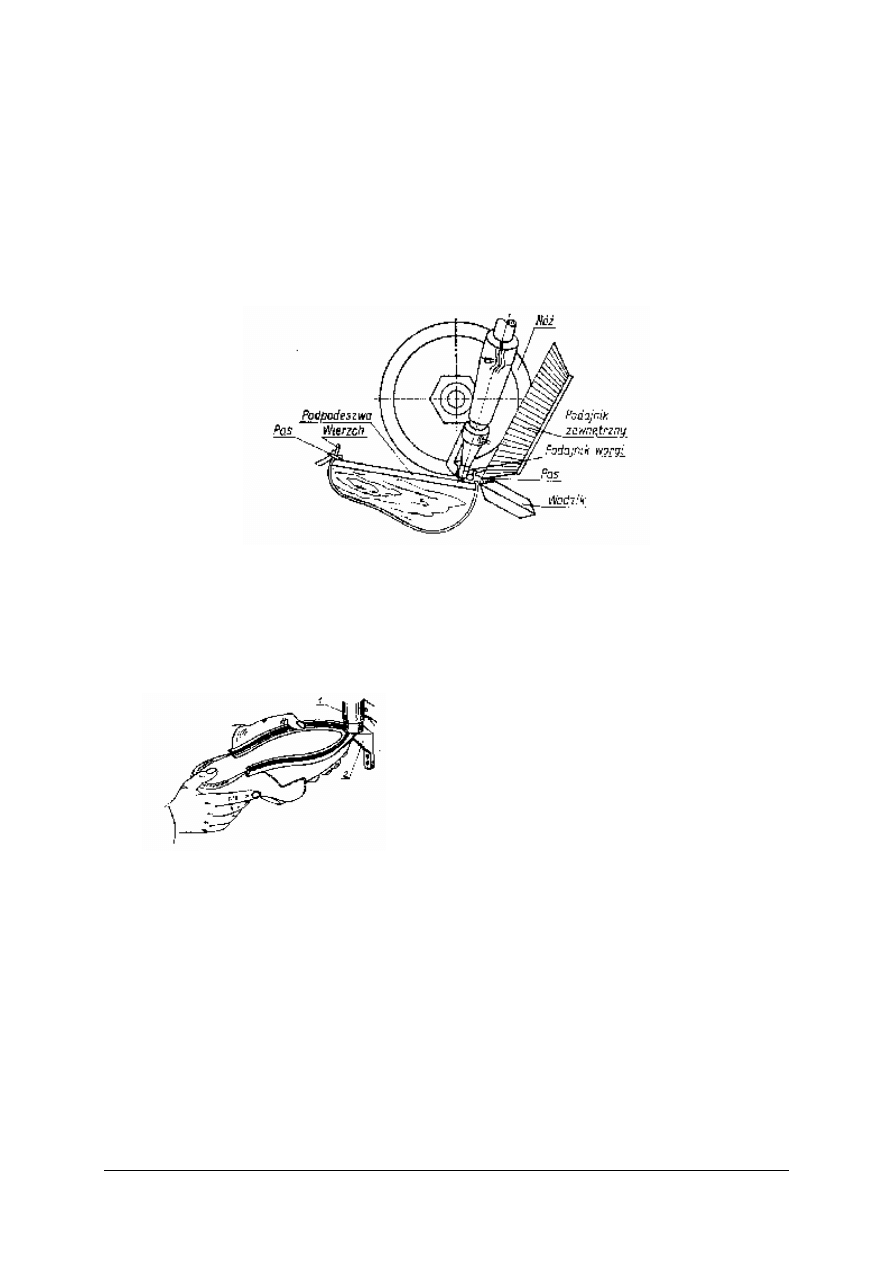
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Obcinanie obrzeży po wszyciu pasa jest typową czynnością przy montażu obuwia
systemem pasowym,
Wystające brzegi cholewki i pasa obcina się do wysokości krawędzi wargi podpodeszwy
za pomocą obcinarki pasa. Oparty o wodzik pas wprowadza się pomiędzy podajnik
zewnętrzny i podajnik wargi. Ruch tych mechanizmów powoduje przesuwanie obuwia.
Wirujący nóż obcina nadmiar cholewki i pasa do wysokości wargi podpodeszwy.
Pozostawienie nadmiernego naddatku brzegu cholewki i pasa utrudnia przyszycie
podeszwy, powoduje zbędne pogrubienie wypełnienia, co wpływa na obniżenie elastyczności
spodu obuwia. Schemat mechanizmu nożowego obcinarki zilustrowano na rysunku 42.
Rys. 42. Mechanizm nożowy obcinarki obrzeży po wszyciu pasa [2, s. 248]
Odwijanie pasów to kolejna czynność w procesie montażu obuwia pasowego. Podczas
wszywania, pas ułożony jest równolegle do cholewki, zadaniem odwijania jest ustawienie
pasa w pozycji prostopadłej do wargi podpodeszwy. Zabieg ten wykonujemy na specjalnym
urządzeniu, którego schemat roboczy jest zilustrowany na rysunku 43.
Zakończenie pasów to po prostu czynność
wykonywana ręcznie przy użyciu noża, młotka
i teksów. Najpierw oba końce pasów ścienia się
nożem na długości 8 ÷ 10 mm ukośnie do
zaniku,
a
następnie
ścienione
końce
przymocowuje
się
dwoma
teksami
do
podpodeszwy.
Nanoszenie
kleju
na
brzegi
pasa
i podeszwy ma na celu połączenie podeszwy
z pasem. Czynność wykonuje się ręcznie przy
użyciu kleju kauczukowego i pędzla. Jest to
połączenie pomocnicze ułatwiające dublowanie.
Nałożenie podeszew i sklejenie z pasem następuje po odparowaniu rozpuszczalnika.
Przy nakładaniu należy uważać aby brzegi pasa pokrywały się z brzegami podeszwy.
Sprasowanie brzegów podeszew z pasem ma na celu dociśnięcie sklejonych warstw.
Można to uczynić ręcznie za pomocą młotka, ale w produkcji przemysłowej, do tego celu
wykorzystuje się maszynę do odwijania pasa.
Zwilżanie podeszew skórzanych to zabieg ułatwiający wykonanie procesów
montażowych poprzez nawilżanie i zmiękczanie tkanki skórnej. Do nawilżania służy
pojemnik z wodą, z siatką drucianą i szczoteczką oraz gąbką. Podeszwy można także
nawilżać parą wodną w specjalnych komorach lub urządzeniach.
Rys.43. Odwijanie pasa [7, s. 118]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Fasonowanie podeszew to proces polegający na równoległym obcięciu brzegów
podeszew w stosunku do obwodu zaćwiekowanej cholewki w celu równomiernego ułożenia
ściegów podczas dublowania.
Dublowanie to proces łączenia elementów spodowych obuwia na zewnętrznych
obrzeżach za pomocą szwu dublowanego, w którym ściegi
splatają się z dwóch nitek, górnej i dolnej. Czynność
wykonujemy na maszynie szyjącej, zwanej dublerką (rys. 44).
Ważną czynością w procesie dublowania jest właściwy dobór
igieł i nakłuwaków oraz liczby ściegów, którą określa się na
długości 3 cm szwów. W tym celu należy korzystać ze
specjalnych tabel określających wymienione parametry szycia
[2, s. 251].
Kołkowanie podeszew to typowa czynność stosowana
w systemie kołkowanym, ale może być także wykorzystywana
do
kołkowania
pięt
lub
do
wzmacniania
obuwia
całoskórzanego wytwarzanego techniką wielosystemów, na
przykład przeszywano – dublowanym itp. Czynność wykonuje
się na specjalnej maszynie kołkowarce, której widok ogólny
był już zilustrowany na rysunku 34 przy omawianiu
kołkowania piet.
Ścieranie kołków wewnątrz obuwia to czynność mająca
na celu sfrezowanie wystających końcówek kołków wewnątrz obuwia. Czynność tę
wykonujemy na specjalnie do tego celu skonstruowanej maszynie zwanej ścierarką kołków
(rys. 45).
Wzmacnianie czubków i śródstopia śrubami z drutu gwintowanego dokonuje się
głównie w obuwiu narażonym na duże obciążenia
podczas użytkowania. Czynność wykonuje się na
maszynie
śrubowarce, której schemat budowy
i działania mechanizmów roboczych jest zilustrowany
na rysunku 46.
Rys. 44. Widok ogólny
dublerki Svit typ nr 03028
[2, s. 252]
Rys.45. Ścieraka kołków Svit typ
04179 [7, s.106]: 1 – wspornik obuwia
z frezem, 2 – podajnik obuwia,
3 – pojemik na odpady kołków
Rys.46. Schemat mechanizmów roboczych
śrubowarki firmy Svit typ 04113 [7, s. 107]:
1 – szpula z drutem gwintowym, 2 – noże odcinające
drut (śrubę), 3 – opornik, 4 – podeszwa,
5 – podpodeszwa

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
Do śrubowania stosuje się specjalny drut gwintowy, którego zewnętrzna średnica wynosi
2,23 mm, a średnica u nasady gwintu 1,16 mm.
Dokonana charakterystyka podstawowych czynności wykonywanych w procesie montażu
obuwia tradycyjnymi systemami to kolejny krok do zrozumienia tej zawiłej problematyki.
Przy podawaniu przykładów maszyn zachowano tradycyjny, klasyczny układ odwzorowujący
istotę i złożoność zagadnień, które wciąż nie stanowią rozwiązania problemu i muszą być
permanentnie analizowane, pogłębiane i aktualizowane. Dużą pomocą w tych działaniach
może być internet jako źródło cennych i wciąż aktualizowanych informacji.
Montaż obuwia systemem klejonym
System klejony to filar techniki łączenia wierzchów ze spodami obuwia. Aktualnie około
80% obuwia wytwarza się tym systemem. Trzeba przy tym powiedzieć, że dawne klasyczne
systemy wykonywane techniką szycia lub przy użyciu łączników sztywnych stopniowo
przekształcają się w wielosystemy, w których wykorzystuje się klejenie. Także systemy
montażu polegające na bezpośrednim formowaniu spodu wymagają kleju, który nanosi się na
brzegi zaćwiekowanych cholewek.
W klasycznym systemie klejonym, w procesie montażu właściwego wykonuje się
z reguły następujące podstawowe czynności:
−
mechaniczne i chemiczne przygotowanie powierzchni elementów do klejenia,
−
nanoszenie kleju na brzegi cholewek i podpodeszew,
−
wklejanie wyłożeń,
−
suszenie błony klejowej,
−
aktywowanie błony klejowej,
−
nakładanie podeszew,
−
prasowanie podeszew,
−
wyjmowanie (wyzuwanie) kopyt,
−
przymocowanie obcasów.
Z powyższego wykazu wynika, że niektóre czynności charakteryzowałem przy omawianiu
systemów tradycyjnych i te zostaną przy opisie pominięte. Należą do nich: wklejanie
wyłożeń, wyzuwanie kopyt i przymocowanie obcasów. Skupimy się zatem na omawianiu
i charakteryzowaniu czynności, które są typowe dla systemu klejonego.
Mechaniczne przygotowanie powierzchni do klejenia
Podstawę procesu klejenia obok dobrze dobranego kleju jest właściwe przygotowanie
powierzchni łączonych materiałów. Zabieg ten można wykonać metodą mechaniczną
i w zależności od rodzaju sklejanych materiałów metodami chemicznymi.
Mechaniczne przygotowanie powierzchni zaćwiekowanego brzegu cholewki wykonuje
się za pomocą mechanicznych draparek, przy użyciu różnych środków ściernych, takich jak:
−
płótno lub papier ścierny o różnej grubości ziarna,
−
krążki gumowo-druciane,
−
szczotki druciane,
−
krążki filcowe z przekładką z papieru ściernego itp.
Drapanie wykonuje się w celu usunięcia warstwy licowej skór naturalnych i rozluźnienia
włókien skóry właściwej na całej powierzchni zaćwiekowanego brzegu. Przy tworzywach
poromerycznych trójwarstwowych należy zdrapać warstwę licową bez uszkodzenia
przekładki wzmacniającej oraz na zewnętrznym obwodzie cholewki pozostawić nie zdrapany
margines skóry szerokości 2 ÷ 3 mm.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
Drapanie należy wykonać w taki sposób, aby:
−
na powierzchni przeznaczonej do klejenia nie było miejsc nie zdrapanych, gładkich;
w przypadku podeszew miseczkowych musi być zdrapany wystający wewnętrzny brzeg
podeszwy, głębokość wgłębień po drapaniu powinna być możliwie równa na całej
powierzchni; wymaga to stałej kontroli jakości środków ściernych,
−
cała szerokość brzegu podeszwy przeznaczona do klejenia w podeszwach formowanych
była zdrapana,
−
nie powodować wyrywania kawałków zaćwiekowanego brzegu cholewki lub jego
przetarcia do podpodeszwy.
Po drapaniu należy oczyścić podeszwy z pyłu szczotką – mechanicznie lub ręcznie.
Drapanie podeszew gumowych powinno być wykonane możliwie bezpośrednio przed
nanoszeniem kleju. Zaleca się, aby czas od momentu przygotowania powierzchni (drapania
itp.) do momentu naniesienia kleju nie był dłuższy niż 8 godzin. W przeciwnym razie
operację tę należy powtórzyć przez lekkie zdrapanie lub odpylenie przygotowanej
powierzchni.
Ścieranie powierzchni podeszew wykonuje się na ogół w oddziałach opracowania
elementów spodowych. Czynność tę wykonuje się na specjalnych ścierarkach z głowicami
umieszczonymi na pionowych wrzecionach.
Kształt i rodzaj głowicy ścierającej są zależne od
rodzaju i budowy podeszwy. Natomiast ścieranie
zaćwiekowanego brzegu cholewki dokonuje się
bezpośrednio w oddziałach montażowych po
poklepywaniu lub kalibrowaniu zaćwiekowanych
brzegów cholewki. Ścieranie można wykonać
ręcznie
na
ścierarkach
zaopatrzonych
w odpowiednie
materiały
ścierne
(tarcze
druciane, tarcze gumowo – druciane, płótna
ścierne). Do ścierania stosuje się wiele typów
maszyn. Jedną z nich jest drasarka oferowana
przez firmę Leibrock model RW1 (rys. 47).
Maszyna RW 1 przeznaczona jest do drasania
zaćwiekowanych brzegów cholewek w obszarze
czubka, pięty i boków. Maszyna może także
drasać podeszwy gumowe płaskie. Narzędziem
ściernym jest walec widiowy, którego trwałość
określa się na zdrasanie od 80 do 100 tysięcy par obuwia, w zależności od grupy
wielkościowej i rodzaju materiału, z którego obuwie wykonano. Średnica walca wynosi
250 mm a szerokość 100 mm. Walec obraca się z dużą prędkością obrotową (3500 obr./min.),
co ma wpływ na jakość obróbki. W większości polskich zakładów drapanie wykonuje się na
prostych maszynach wyposażonych w tarcze druciane lub gumowo – druciane i rotującą
szczotkę do odpylania. Ręczne drapanie jest jednak niebezpieczną czynnością przy której
dochodzi do różnego rodzaju urazów dłoni, a poza tym może dojść także do przedrasania
zaćwiekowanego brzegu cholewki, co stanowi dotkliwą wadę obuwia, którą trudno naprawić.
Dlatego coraz więcej zakładów już stosuje lub jest zainteresowanych zastosowaniem
nowoczesnej technologii drasania na automatach drasających. Jedną z takich maszyn jest
automat drasający firmy International typ B i bardziej udoskonalony typ C, którego
mechanizmy robocze z umieszczonym i zdrasanym obuwiem są zilustrowane na rysunku 48.
Drapanie zaćwiekowango brzegu cholewki na automatycznej drasarce cechuje precyzja
wykonania czynności, duża wydajność i prosta obsługa.
Rys. 47. Ogólny widok drasarki model
RW 1 [10]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Kopyto z zaćwiekowaną cholewką jest
nakładane na nośnik zamocowany na obrotowej
podstawie. Brzeg cholewki jest skierowany ku
górze, dzięki czemu przebieg drapania może być
kontrolowany. W momencie zaciśnięcia kopyta
następuje jego prawidłowe ustawienie. Drapanie
rozpoczyna się od łuku pięty, a następnie
bezstopniowo jest obrabiana część śródstopia
i przedstopia. W obrębie czubka cholewki
podstawa obraca o 180
o
i w takiej samej
kolejności jest obrabiana druga strona brzegu
cholewki. W końcowym ruchu obrabiane obuwie
w celu wyjęcia z maszyny przyjmuje położenie
pierwotne, a maszyna jest przygotowana do
założenia następnej półpary obuwia. Szczotka
drapiąca obraca się do środka podpodeszwy,
dzięki czemu nie następuje wyrywanie włókien,
czy też rozerwanie skóry na zewnętrznych
brzegach cholewki. Zdrapana powierzchnia jest równomierna, a szerokość zdrapania
jednakowa wokół całego brzegu cholewki.
Możliwość uniwersalnego ustawienia maszyny pozwala na rozpoczynanie drapania od
dowolnego miejsca, jak również drapanie określonych miejsc zaćwiekowanego brzegu
cholewki. Możliwe jest na przykład drapanie cholewki od czoła do czoła obcasa lub od
przedstopia do przedstopia. Drapanie wykonuje się bez użycia szablonów sterujących; proces
można rozpocząć do strony wewnętrznej lub zewnętrznej obuwia.
Odpowiedni dobór średnicy szczotki zapewnia szeroką powierzchnię zdrapania. Obroty
szczotki są regulowane bezstopniowo, dzięki czemu można obrabiać różne materiały
wierzchnie.
Maszyna może być stosowana do produkcji wszystkich wielkości, kształtów i typów
obuwia. Jedynym mankamentem maszyny jest wysoka cena.
Chemiczne metody przygotowania powierzchni do klejenia
Metody chemicznego przygotowania powierzchni do klejenia odnoszą się przede
wszystkim do przygotowania powierzchni podeszew. Polegają one na zmywaniu powierzchni
podeszew rozpuszczalnikami organicznymi lub specjalnymi preparatami halogenizującymi.
Halogenizacja oznacza postępowanie, przy którym pod wpływem pierwiastków
halogenowych (fluor, chlor, brom, jod) dochodzi do zwiększenia polarności powierzchni.
Zjawisko to ma szczególne znaczenie przy produktach gumowych. Jeżeli porównać
najczęściej stosowane rodzaje klejów obuwniczych, a mianowicie kleje chloroprenowe
i poliuretanowe, stwierdza się, że kleje poliuretanowe są (ze względu na swoją strukturę
chemiczną) bardziej polarne. Dlatego też ich zastosowanie do sklejania gumy jest
najkorzystniejsze.
Przy halogenizacji stosuje się najczęściej następujące roztwory:
−
roztwór bromu w czterochlorku węgla,
−
roztwór wody chlorowej,
−
wodny roztwór podchlorynu sodu z kwasem solnym,
−
pary bromu i chloru.
Przez potarcie lub zanurzenie zwulkanizowanych materiałów kauczukowych do roztworu
halogenizującego otrzymuje się na ich powierzchni kauczuk chlorowany, którego większa
polarność powoduje, szczególnie przy zastosowaniu kleju poliuretanowego, zwiększenie
wytrzymałości połączenia klejowego. Wśród znajdujących się w handlu substancji
Rys. 48. Automatyczne drasanie
zaćwiekowanego brzegu chlewki na maszynie
firmy International typ C [3, s. 464]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
halogenizujących należy wymienić Tenosol, Icortin C 13, Dolesol A+B. Czynność wykonuje
się ręcznie przy użyciu pędzla lub szczotki.
Stosowanie metod chemicznego przygotowania powierzchni do klejenia jest bardzo
skuteczne i ma wpływ na wzrost wytrzymałości połączeń wierzchów ze spodami obuwia.
Wadą tych metod jest wysokie stężenie środków toksycznych, niebezpiecznych dla zdrowia
pracujących osób.
Nanoszenie kleju
Sposób i ilość nakładanego kleju na łączone elementy mają duży wpływ na jakość złącza
klejonego. Ilość naniesionego kleju powinna być taka, aby na powierzchni łączonych
materiałów wytworzyła się po wyschnięciu cienka powłoka ciągła jednolitej grubości, bez
uszkodzeń. Na materiały chłonne, takie jak skóra naturalna, tkaniny, tworzywa skóropodobne
z usuniętą warstwą zewnętrzną, klej należy nanosić dwukrotnie (pierwsza warstwa wnika,
druga zaś tworzy błonę klejową). Na podeszwy gumowe, PCW, PU, tworzywa skóropodobne,
nie wymagające usuwania zewnętrznej warstwy, wystarcza zwykle jednorazowe naniesienie
kleju.
Ręczne nakładanie kleju za pomocą pędzla lub szczoteczki daje dobre wyniki przy
prawidłowym wykonaniu tej czynności. Klej należy wcierać równomiernie i intensywnie, cała
powierzchnia przeznaczona do łączenia musi być pokryta klejem.
Kontrola operacji nanoszenia kleju polega na sprawdzeniu:
−
czy klej został naniesiony raz czy dwa razy,
−
dokładności nanoszenia kleju, to znaczy czy jest pokryta cała powierzchnia i czy pokrycie
jest równomierne,
−
czystości pędzli,
−
czy klej nie jest zbyt gęsty w wyniku odparowania rozpuszczalników lub zbyt
zaawansowanego procesu sieciowania (w przypadku klejów dwuskładnikowych); jeżeli
tak, klej należy wymienić,
−
czy czas, który upłynął od momentu mechanicznego przygotowania powierzchni
podeszew nie został przekroczony,
−
czy czas od przygotowania podeszew za pomocą środków halogenizujących mieści się
w przedziale czasu podanym w instrukcji (czas najkorzystniejszy – 24 godziny),
−
czy czas od chemicznego przygotowania powierzchni podeszew i wierzchników jest
dostateczny do właściwego wysuszenia tych powierzchni.
Wysoką jakość błony klejowej można
uzyskać stosując automatyczne nakładarki
kleju.
Cechą
charakterystyczną
tych
maszyn jest rotująca szczotka do której, z
hermetycznego naczynia pod ciśnieniem
dostarczany jest klej. Głowicę ze szczotką
do nanoszenia kleju zilustrowano na
rysunku 49.
Pracą
automatycznych
nakładarek
kleju steruje komputer, który kontroluje
przebieg procesu klejenia, ustala ilość
dostarczanego kleju i prędkość jego
nanoszenia w zależności od rodzaju
stosowanego kleju i rodzaju materiału
wierzchniego. Ilość podawanego kleju
może
być
regulowana
w
trakcie
nanoszenia, na przykład przy materiałach
chłonnych
(luźniejsza
skóra)
ilość
podawanego kleju jest zwiększana.
Rys. 49. Widok ogólny mechanizmów roboczych
automatycznej nakładarki kleju z widoczną rotującą
szczotką i umieszczoną półparą obuwia
[opracowanie własne]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
Suszenie błony klejowej
Właściwe wysuszenie naniesionej warstwy kleju jest niezbędne do uzyskania
wystarczającej wytrzymałości początkowej. Wpływa ono również na wytrzymałość końcową
połączenia klejonego. Proces suszenia klejów rozpuszczalnikowych polega na odparowaniu
rozpuszczalników. Szybkość parowania zależy od temperatury i szybkości wymiany
powietrza stykającego się z warstwą kleju.
Czas suszenia kleju naniesionego na wierzchy lub podeszwy zależy od temperatury,
szybkości przepływu powietrza, właściwości materiału (chłonne lub mniej chłonne), ilości
naniesionego kleju i od składu rozpuszczalników (lotne lub mniej lotne). Czas suszenia
można skrócić przez zastosowanie podwyższonej temperatury i wymianę powietrza
w komorach suszących. W krańcowym przypadku możne on wynosić kilka minut.
W praktyce produkcyjnej niezbędny minimalny czas suszenia jest uwarunkowany
uzyskaniem wystarczającej wytrzymałości początkowej. W przypadku niewysuszenia kleju
następuje odklejenie się podeszew bezpośrednio po wyjęciu obuwia z prasy lub po upływie
pewnego czasu.
Przy suszeniu klejów w podwyższonej temperaturze należy zwracać uwagę, aby
w początkowym okresie nie stosować zbyt intensywnego suszenia. Może wówczas powstać
na powierzchni wysuszona ciągła błona kleju, podczas gdy w głębszych warstwach pozostaną
„uwięzione” rozpuszczalniki.
Orientacyjny czas suszenia klejów w temperaturze otoczenia, to jest około 15 ÷ 30
º
C,
można określić następująco:
−
dla klejów polichloroprenowych jednoskładnikowych:
czas minimalny – 15 min,
czas maksymalny – 30 min (przekroczenie tego czasu wymaga zastosowania aktywacji
błony klejowej na podeszwach);
−
dla klejów polichloroprenowych dwuskładnikowych:
czas minimalny – 15 min,
czas maksymalny przy stosowaniu aktywacji błony klejowej na podeszwach – 4 h;
−
dla klejów poliuretanowych dwuskładnikowych:
czas minimalny – 15 min,
czas maksymalny przy stosowaniu aktywacji błony klejowej na podeszwach – 4 h;
Skrócenie minimalnego czasu suszenia w wyniku zastosowania podwyższonej
temperatury i przepływu powietrza jest możliwe, musi być jednak poparte wynikami badań
(oznaczenie wytrzymałości początkowej i po 48 h).
Przedłużenie maksymalnego czasu suszenia, szczególnie w przypadkach klejów
stosowanych z utwardzaczami, jest ryzykowne i może nastąpić tylko po dokładnym
sprawdzeniu wytrzymałości połączenia wierzchu ze spodem. Po przekroczeniu czasu
maksymalnego należy nanosić klej powtórnie, a w przypadku przekroczenia czasu (powyżej
24 h) klej należy zdrapać i nanieść ponownie. Szczegółowe dane dotyczące czasu suszenia dla
konkretnych klejów są podane w instrukcjach technologicznych stosowania klejów.
Proces suszenia kleju można skrócić poprzez stosowanie specjalnych suszarni
tunelowych lub pionowych [9]. Efekt ten uzyskuje się dzięki wymuszonemu obiegowi
powietrza i podwyższonej temperatury.
Aktywowanie błony klejowej
Warunki aktywacji, czas i temperatura zależą od rodzaju kleju, właściwości sklejanego
materiału, stopnia wysuszenia kleju itp.
Kleje polichloroprenowe używane bez izocyjanianów, przy przestrzeganiu optymalnego
czasu suszenia, nie wymagają stosowania aktywacji termicznej. Zastosowanie aktywacji jest
jednak korzystne, na przykład przy nierytmicznej pracy czy zatrzymaniu taśmy montażowej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
Kleje poliuretanowe lub polichloroprenowe, używane z dodatkiem izocyjanianów,
wymagają stosowania aktywacji termicznej.
Kleje szybko schnące i szybkowiążące (te, które ulegają szybkiej reakcji sieciowania
z izocyjanianami) oraz zawierające kauczuk chloroprenowy o dużej szybkości krystalizacji,
wymagają intensywnej aktywacji, czyli wyższej temperatury i dłuższego czasu.
Podeszwy z materiałów sztywnych z naniesionym klejem (na przykład poligum,
transparent) należy poddać aktywacji bardziej intensywnej niż ta, która jest stosowana dla
materiałów elastycznych; podeszwy w kolorze białym poddaje się aktywacji intensywniejszej
niż materiały w kolorze czarnym. Efekt aktywacji termicznej mija po oziębieniu, dlatego też
prasowanie powinno być wykonane bezpośrednio po złączeniu podeszew z wierzchem.
Do aktywacji stosuje się w przemyśle obuwniczym następujące typy urządzeń,
wymienione w kolejności od najlepszych:
1. Szokowe – powodujące dostateczne uplastycznienie kleju w czasie kilku sekund bez
uplastycznienia podeszwy,
2. Halogenowe – umożliwiające dostateczne uplastycznienie kleju w czasie kilkunastu
sekund, bez uplastycznienia podeszwy,
3. Promienniki podczerwieni – wymagające najdłuższego czasu:
−
dla klejów polichloroprenowych – temperatura 50 ÷ 60
o
C, czas 1,0 ÷ 1,5 min,
−
dla klejów poliuretanowych lub polichloroprenowych dwuskładnikowych
– temperatura 70 ÷ 85
o
C, czas 1,5 ÷ 2,0 min.
Promienniki te powodują, oprócz uplastycznienia kleju, silne uplastycznienie podeszew.
Mogą one spełnić swą rolę pod warunkiem odpowiedniego ich rozmieszczenia, to znaczy
tak, aby zapewnić możliwie równomierne ogrzewanie błony klejowej.
4. Elektryczne ogrzewanie, przelotowe lub obrotowe powodujące intensywne ogrzewanie
podeszew, co wpływa ujemnie na wartość wytrzymałości początkowej połączenia
wierzchów ze spodami. Czas ogrzewania podeszew zawiera się w przedziale 45 ÷ 90 s,
temperatura 60 ÷ 90
o
C. W tym przypadku jest wskazane przedłużenie czasu prasowania aż
do oziębienia podeszew lub obniżenia temperatury aktywacji.
W zasadzie korzystne jest stosowanie szybkiej i krótkiej aktywacji za pomocą
aktywatorów szokowych lub halogenowych. Mogą one jednak dawać niezadowalające wyniki
przy stosowaniu grubych i sztywnych podeszew. Mimo właściwego uplastycznienia kleju,
podeszwy takie mogą pozostać zbyt sztywne, co podczas prasowania przeszkadza
w doprowadzeniu ich ścisłego zetknięcia z zaćwiekowaną cholewką i uniemożliwia uzyskanie
właściwego sklejenia. W takich przypadkach należy przedłużyć czas aktywacji.
Większość aktywatorów jest zbudowana jako urządzenia wolno stojące nie związane
konstrukcyjnie z transporterem miedzyoperacyjnym. Dość często są to urządzenia o małych
rozmiarach, które można ustawić w bezpośrednim sąsiedztwie prasy. Stosowane aktywatory
służą głównie do aktywowania błony klejowej naniesionej na podeszwy, tylko nieliczne są
wyposażone w płytki do umieszczenia zaćwiekowanych cholewek i aktywowania błony
klejowej naniesionej na zaćwiekowany brzeg cholewki. Nowoczesne aktywatory mają
przekaźniki czasu, które umożliwiają precyzyjną regulację czasu aktywacji oraz są
wyposażone w specjalne blokady uniemożliwiające wyjęcie podeszew przed upływem tego
czasu. Na rysunku 50 przedstawiającym aktywator firmy USM typ DVHG-F, pokazano
ułożenie podeszwy przed jej wsunięciem do komory. Czas aktywacji w tym urządzeniu może
być regulowany w zakresie do 30 s. Po upływie zaprogramowanego czasu aktywacji komora
otwiera się samoczynnie i podeszwa jest przygotowana do nałożenia i sprasowania.
Kolejnym przykładem może być aktywator obrotowy oferowany prze firmę Wizmet
(rys.51).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
Rys. 50. Aktywator firmy USM typ
DVHG–F z ułożoną podeszwą przed
wsunięciem do komory [3, s. 472]
Rys. 51. Widok ogólny obrotowego
aktywatora firmy WIZMET [12]
Aktywator wyposażony jest w obrotowy napęd elektryczny sterowany czujnikiem
elektromagentycznym, który ma wpływ na zwiększenie wydajności urządzenia. Aktywacja
działa na zasadzie szokowego podgrzewania kleju nałożonego na podeszwę. W tym czasie
aktywowany jest również zaćwiekowany brzeg cholewki. Wydajność urządzenia zależy od
czasu aktywacji i sprawności obsługi. Czas aktywacji można dowolnie regulować w zakresie
do 120 sekund, a temperaturę aktywacji do 300
o
C.
Nakładanie i prasowanie podeszew
Nakładanie podeszew na zaćwiekowany brzeg cholewki należy wykonać bezpośrednio
przed prasowaniem. Jest to szczególnie ważne przy stosowaniu aktywacji błony klejowej.
Podeszwę nakłada się na zaćwiekowany brzeg cholewki, rozpoczynając od czubka
w kierunku pięty. Szczególnie ważna jest dokładność dopasowania wierzchu do podeszew
miseczkowych lub z otokiem.
Prasowanie jest końcową czynnością w klejonym systemie montażu obuwia. Ma ono na
celu doprowadzenie do zetknięcia dwu klejonych powierzchni oraz trwałe ich połączenie za
pomocą sił adhezji i kohezji spoiny. Czas prasowania powinien wynosić nie mniej niż
15 sekund. Dalsze wydłużenie czasu jest niecelowe, gdyż wytrzymałość połączenia wzrasta
tylko nieznacznie. W przypadku klejów stosowanych bez aktywacji, czas prasowania jest
krótki, jeżeli stosuje się aktywację, czas ten powinien być odpowiednio wydłużony,
zwłaszcza przy stosowaniu szczególnie trudnych do łączenia materiałów.
Ciśnienie podczas prasowania zależy od sztywności materiału podeszwowego:
−
podeszwy elastyczne (na przykład guma mikrokomórkowa, styrogum lub podeszwa
z kauczuku termoplastycznego, cienkie podeszwy z PCW) można prasować przy niższym
ciśnieniu, to jest około 0,24 MPa;
−
podeszwy sztywniejsze (PU, transparent) – przy ciśnieniu 0,4 MPa;
−
podeszwy o największej sztywności (poligum, tuniskór) – przy ciśnieniu wyższym, to jest
około 0,45 MPa;
−
podeszwy skórzane – przy ciśnieniu 0,35 MPa.
Równomierność nacisku sklejanych elementów jest bardzo ważnym czynnikiem,
decydującym niejednokrotnie o końcowym efekcie klejenia. Nierównomierny nacisk może
całkowicie zniszczyć efekt prawidłowo wykonanych poprzednich operacji. W celu
zapewnienia równomierności nacisku należy stosować odpowiednie podkładki pod podeszwę.
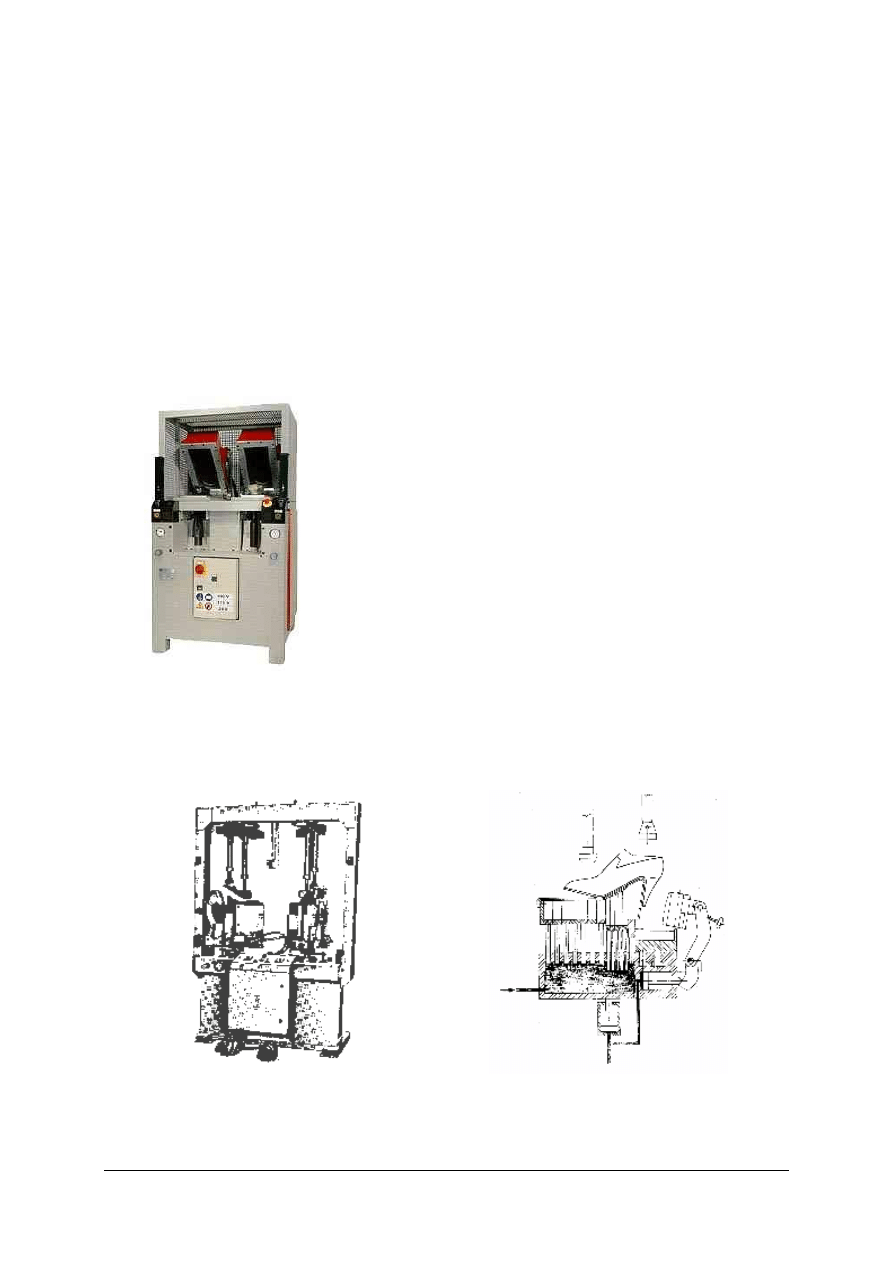
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
Powinny one mieć kształt, będący negatywem kształtu spodu obuwia. Można je wykonać
z gumy porowatej lub PU. Właściwie wykonane podkładki powinny być umieszczone
w drewnianej, lub wykonanej z innego materiału, obudowie (w kształcie skrzynki). Do obuwia
damskiego na podeszwach formowanych z wysokim obcasem, na przykład z PU, negatywy
powinny obejmować podeszwy łącznie z obcasem i zachodzić poza górną krawędź podeszwy.
Kontrola operacji prasowania polega na sprawdzeniu:
−
równomierności i intensywności nacisku na całej powierzchni prasowanej podeszwy;
−
czasu trwania nacisku;
−
prawidłowości sklejenia (organoleptycznie), to znaczy czy nie ma miejscowych
niedoklejeń, „nitkowania”, szczelin itp.;
−
wytrzymałości początkowej metodą nie niszczącą lub niszczącą i stwierdzeniu zgodności
z ustalonymi dla danego typu obuwia wskaźnikami; w przypadku stwierdzenia
niedostatecznej wytrzymałości sklejenia należy dokonać kontroli wszystkich operacji
mających wpływ na jakość sklejania i usunąć błędy.
Prasowania podeszew dokonuje się na specjalnie
skonstruowanych prasach, których dobór zależy od typu
obuwia, wysokości obcasa, skłonu kopyta, kształtu
podeszwy
itp.
Producenci
maszyn
oferują
różne
rozwiązania konstrukcyjne pras i ciągle je udoskonalają.
W internecie znajduje się wiele interesujących ofert. Jedną
z nich jest prasa membranowa, stosowana głównie do
obuwia o niższych obcasach. Widok ogólny prasy
membranowej zamieszczono na rysunku 52.
Prasa
jest
zalecana
do
przyklejania
podeszew
miseczkowych, klinowych, gumowych; wszędzie tam
gdzie wymagany jest długi czas odpowiednio silnego
i równomiernie rozłożonego nacisku.
Prasowanie obuwia na wysokim obcasie wymaga
stosowanie specjalnych pras z naciskiem segmentowym.
Na rysunku 53 zilustrowano widok ogólny takiej prasy, która jest znana w wielu polskich
zakładach obuwia. Natomiast na rysunku 54 zilustrowano schemat działania nacisków
segmentowych w układzie mechanizmów roboczych tej maszyny.
Rys. 53. Prasa spodów z naciskiem
segmentowym do obcasów wysokich firmy
KAEV typ C 620 [opracowanie własne]
Rys. 54. Schemat układu roboczego prasy
KAEV C 620
[opracowanie wlasne]
Rys. 52. Widok ogólny prasy
membranowej [9]
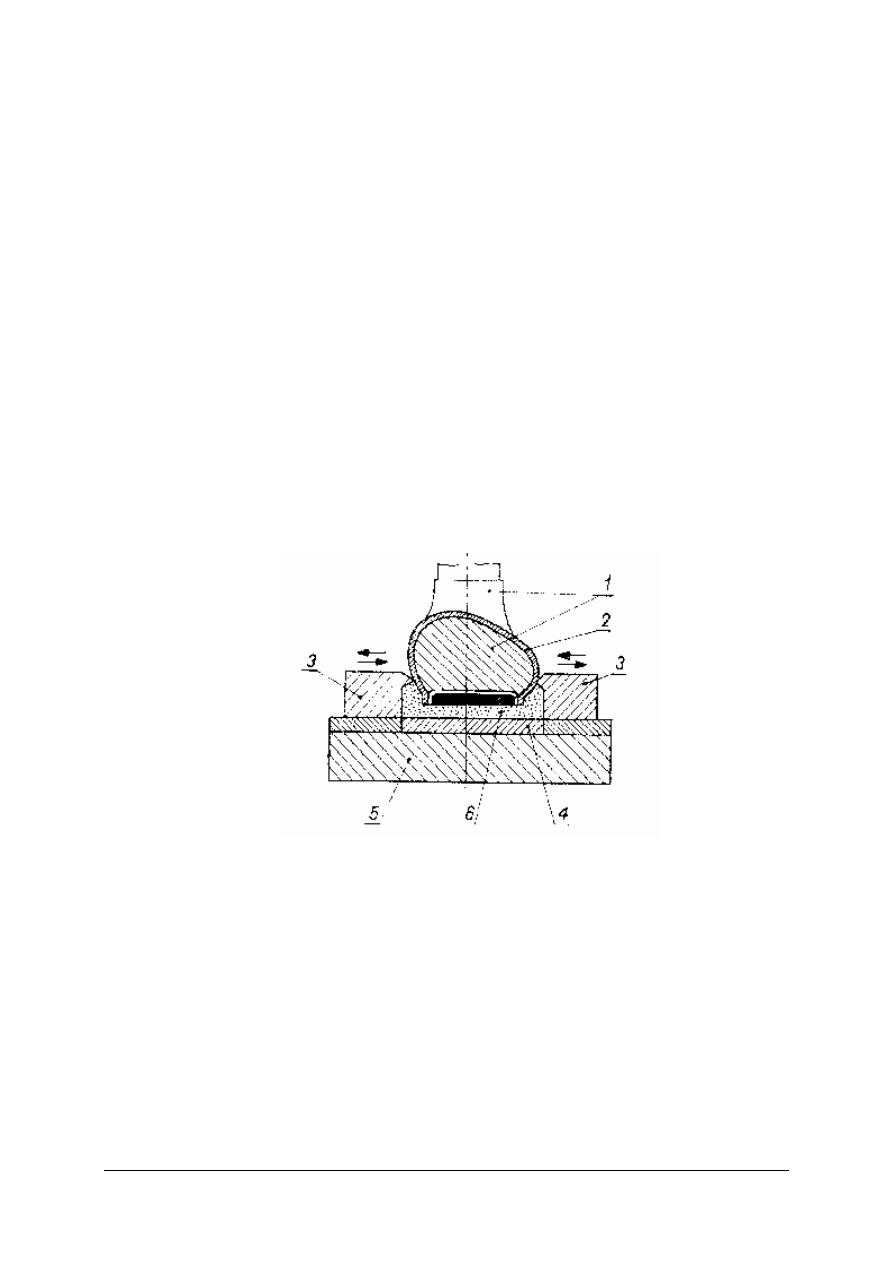
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
Cechą charakterystyczną prezentowanych maszyn jest uzyskiwanie równomiernego
nacisku na łączone elementy, co sprzyja uzyskiwaniu wysokich parametrów wytrzymałości
połączenia klejonego.
Montaż obuwia systemami bezpośredniego formowania podeszew na cholewce
Do najnowocześniejszych systemów montażu obuwia należy bez wątpienia zaliczyć te
systemy, w których podeszwa obuwia jest formowana bezpośrednio na cholewce.
W praktyce stosuje się trzy podstawowe odmiany tego systemu polegające na
formowaniu podeszew metodami:
−
wulkanizacji,
−
wtrysku,
−
odlewania.
System wulkanizacji znany także pod skróconą nazwą WEM. Co oznacza „wulkanizacja
elektromechaniczna”’ jest stosowany w głównej mierze do produkcji popularnego taniego
obuwia z wierzchami z materiałów włókienniczych. Proces montażu sprowadza się do
nazucia uszytej cholewki wraz z wyściółką na metalowym kopycie, które zostanie otoczone
przez formy boczne wraz z wcześniej ułożoną (na podstawie obuwia) mieszanką gumową
(rys. 55)
Rys. 55. Schemat działania prasy wulkanizacyjnej [2, s. 279]: 1 – kopyto, 2 – cholewka,
3 – boczne szczęki form, 4 – podeszwowa forma wulkanizacyjna, 5 – płyta grzejna,
6 – mieszanka kauczukowa a po wulkanizacji uformowany spód obuwia
Po zamknięciu formy i jej podgrzaniu umieszczony w mieszance gumowej profor rozkłada
się, a wytworzony gaz powoduje zwiększenie objętości mieszanki gumowej w wyniku
tworzącej się struktury porowatej. Dzięki temu mieszanka gumowa szczelnie wypełnia
przestrzeń formy, której wnętrze jest negatywem uformowanej podeszwy.
System bezpośredniego wtrysku to bardzo nowoczesna i wydajna metoda montażu
obuwia na spodach z PCW (polichlorek winylu) i TR (kauczuk termoplastyczny). Proces
wytwarzania obuwia tą metodą polega na uplastycznieniu i wtryśnięciu płynnego tworzywa
do gniazda formy, w której umieszczona jest cholewka. Wnętrze formy jest negatywem
podeszwy obuwia z obcasem. Schemat montażu obuwia w systemie bezpośredniego wtrysku
ilustruje schemat zamieszczony na rysunku 56. W procesie tym następuje uplastycznienie
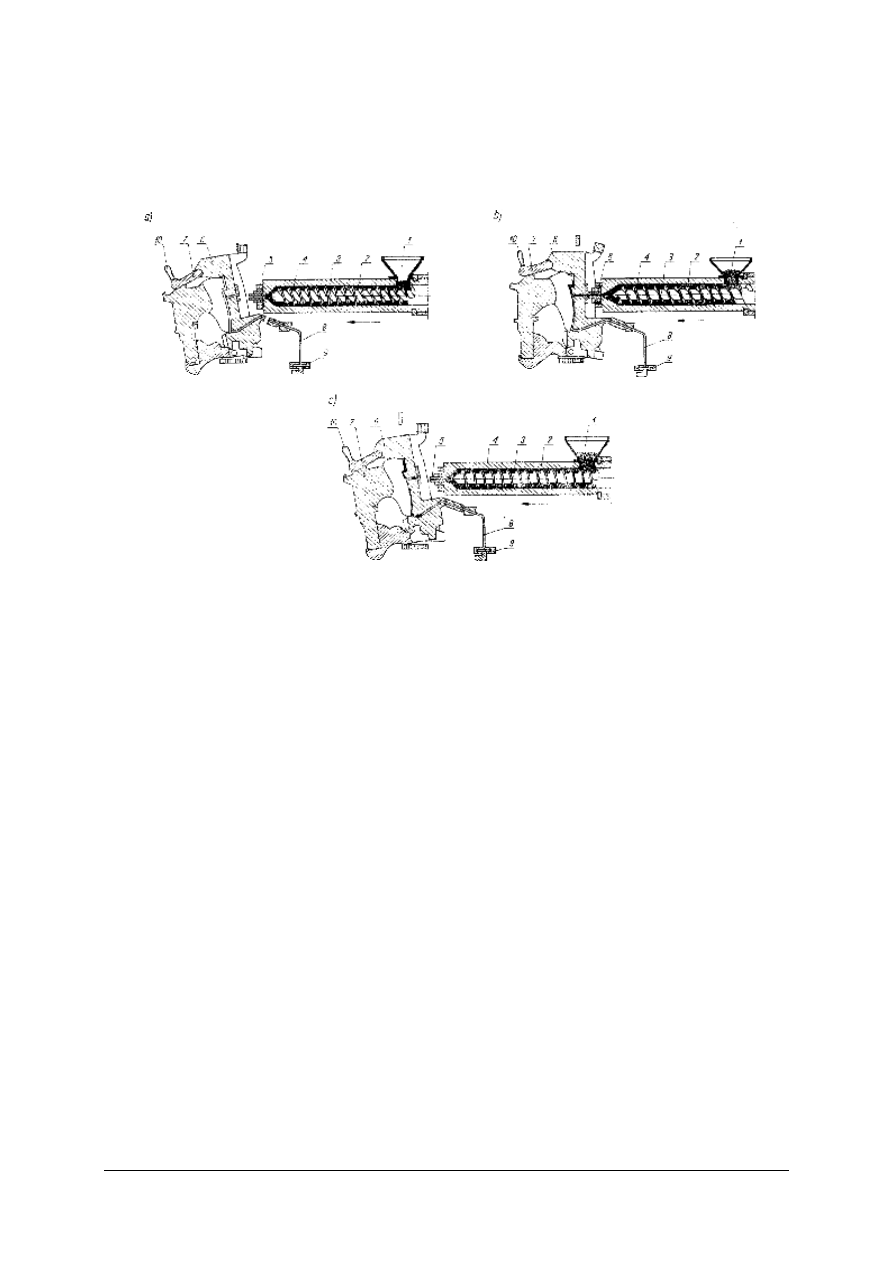
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
zasypanego tworzywa, dosunięcie dyszy wtryskarki do kanału wlotowego formy, wtryśnięcie
zaprogramowanej wcześniej ilości tworzywa i odsunięcie dyszy od formy. Po wychłodzeniu
tworzywa forma otwiera się, zdejmujemy obuwie z uformowaną podeszwą z kopyta
i przekazujemy do wykończenia.
Rys. 56. Schemat pracy wtryskarki ślimakowej [2, s. 284]: a), b), c) – etapy pracy wtryskarki,
1 – otwór do nasypywania granulatu PCW lub TR, 2 – cylinder grzejny, 3 – ślimak uplastyczniający
i transportujący tworzywo, 4 – uplastycznione tworzywo, 5 – dysza, 6 – formy podeszwowe,
7 – kopyto z cholewką, 8 – kanalik powietrzny, 9 – wyłącznik automatyczny,
10 – dźwignia do ręcznego zatrzaskiwania formy
System bezpośredniego formowania podeszew metodą odlewania
W systemie montażu obuwia na spodach odlewanych z PU (poliuretan) komponenty są
wlewane pod niskim ciśnieniem do metalowych form podeszwowych. Do form tych
wprowadza się zaćwiekowane (lub nazute) na metalowych kopytach cholewki. W procesie
reakcji chemicznych płynne komponenty PU wypełniają szczelnie formę i w ciągu 2 do 3
minut wiążą się trwale i zespalają z brzegami cholewek. Trwałość połączeń uformowanych
podeszew PU z brzegami cholewek przy zachowaniu wymaganych parametrów jest
wyjątkowo wysoka, znacznie przewyższając wytrzymałość połączeń wykonanych innymi
systemami. Ponadto wskaźniki fizyczne, mechaniczne, chemiczne i użytkowe podeszew PU
nie tylko dorównują, ale nawet przekraczają wskaźniki innych materiałów syntetycznych,
a nawet skór naturalnych.
W skład tworzywa podeszwowego wchodzą dwa komponenty:
−
poliole (żywice) zawierające czynny wodór, środki wiążące, porotwórcze i katalizatory.
Ta grupa związków jest określona komponentem A;
−
utwardzacze, których głównym związkiem chemicznym jest DMI (dwuizocyjan
dwumetylometanu). Ta grupa związków chemicznych występuje pod nazwą komponentu B.
O właściwościach tworzywa podeszwowego z PU decydują właściwe proporcje
komponentów A i B. Poliuretany można otrzymywać dwiema metodami [2, s. 293]:
jednostopniową i dwustopniową. Najczęściej stosuje się metodę jednostopniową (rys. 57).
Praca mechanizmów wszystkich urządzeń, zbiorników podgrzewczo – mieszalniczych
oraz agregatów karuzelowych, jak również proces przetwarzania składników poliuretanowych
przebiega w sposób zautomatyzowany, sterowany komputerem.
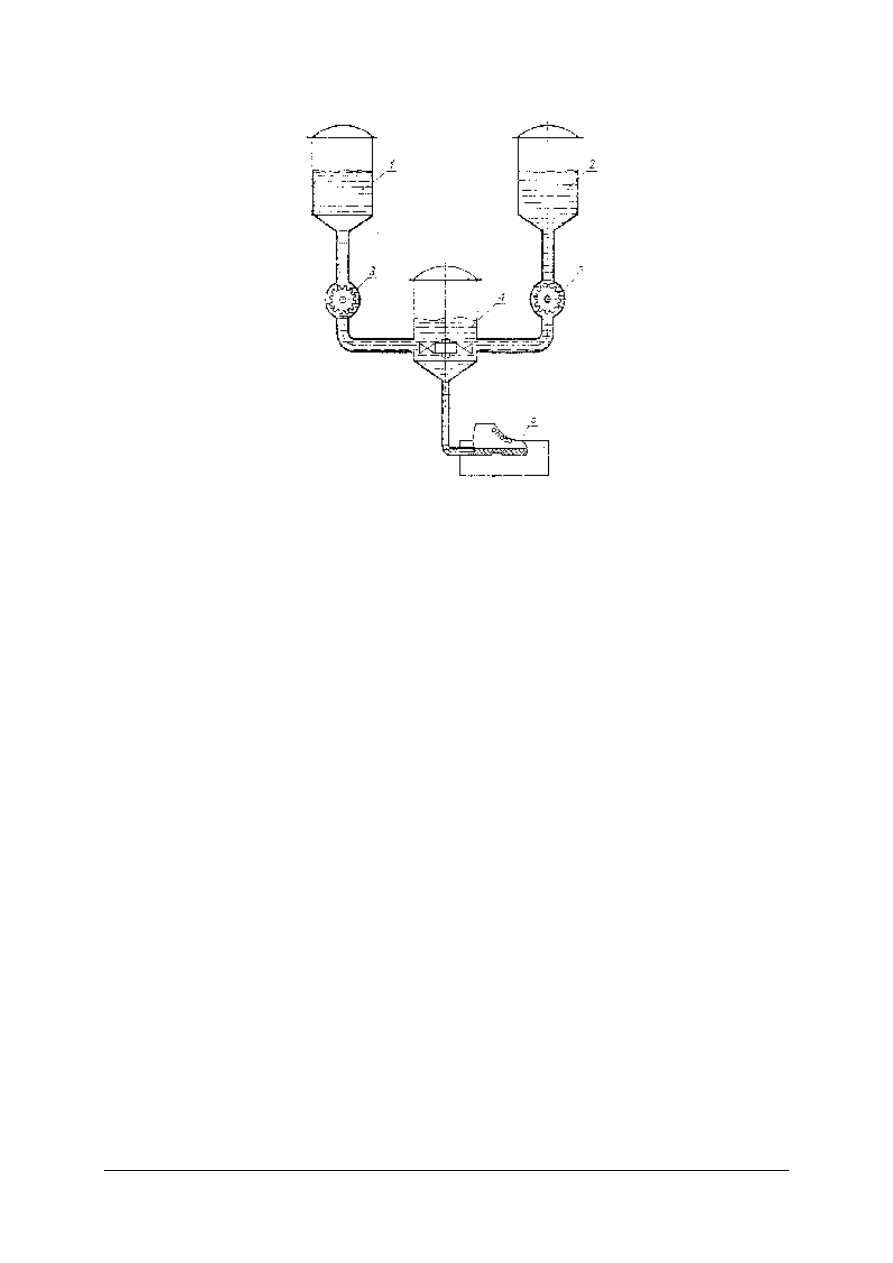
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
Rys. 57. Schemat bezpośredniego odlewania spodów poliuretanowych metodą jednostopniową [2, s. 294]:
1 – komponent A, 2 – komponent B, 3 – pompy dozujące ilość komponentów A i B,
4 – zbiornik mieszalniczo – dozujący, 5 – obuwie umieszczone w formie z ukształtowaną podeszwą
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Które systemy montażu obuwia uznaje się za tradycyjne i według jakich kryteriów należy
je podzielić ?
2. Czym charakteryzują się tradycyjne systemy montażu w porównaniu z nowoczesnymi
systemam?
3. Jakie znasz tradycyjne systemy montażu?
4. Czy rozróżnisz systemy montażu w zależności od zastosowanej techniki łączenia
wierzchów ze spodami obuwia?
5. Jakie podstawowe czynności wykonuje się w procesie montażu obuwia systemami
tradycyjnymi?
6. Który ze znanych Ci systemów jest najbardziej, a który najmniej pracochłonny?
7. Jakie czynności montażowe mają uniwersalny charakter i są stosowane w różnych
systemach?
8. Jak należy usystematyzować czynności montażowe w zależności od stosowanego
systemu montażu?
9. Czym charakteryzują się podstawowe operacje i czynności technologiczne wykonywane
w montażu właściwym obuwia wytwarzanego różnymi systemami montażu?
10. Który ze znanych Ci systemów montażu stosowany jest najczęściej i dlaczego?
11. Jakie typowe czynności technologiczne wykonuje się w klejonym systemie montażu
i w jakiej kolejności?
12. Na czym polega przygotowanie powierzchni do klejenia i jakimi metodami jest
wykonywane?
13. Jakie obowiązują zasady przy nanoszeniu kleju na powierzchnie łączonych elementów?
14. Jakie czynniki należy uwzględnić przy kontroli operacji nanoszenia kleju na elementy
obuwia?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
15. Jaki jest cel i w jaki sposób należy realizować proces suszenia powłoki klejowej?
16. Jaki jest cel aktywowania błony klejowej i według jakich metod wykonuje się ten proces?
17. Jakie znasz urządzenia stosowane do aktywacji błony klejowej?
18. Jakich zasad należy przestrzegać przy nakładaniu podeszew na zaćwiekowaną cholewkę
przed sprasowaniem?
19. Czy rodzaj łączonych materiałów ma wpływ na dobór parametrów prasowania złącza
klejonego?
20. Czym charakteryzują się prasy stosowane przy prasowaniu sklejanych elementów obuwia?
21. Jakie znasz sposoby wytwarzania obuwia, którego podeszwa z obcasem jest formowana
bezpośrednio na zaćwiekowanej lub nazutej cholewce na metalowym kopycie?
22. Czym charakteryzuje się proces wytwarzania obuwia metodą WEM?
23. Na czym oparta jest technologia montażu obuwia systemem bezpośredniego wtrysku?
24. Czym charakteryzuje się system bezpośredniego formowania podeszew metodą odlewania?
4.5.3. Ćwiczenia
Ćwiczenie 1
Wybierz ze zbioru obuwia zmontowanego różnymi systemami obuwie pasowe
i sandałowe. W ramach powtórki zdobytych wcześniej umiejętności narysuj przekrój
poprzeczny wybranego obuwia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy otrzymanego polecenia,
2) obejrzeć otrzymane obuwie,
3) scharakteryzować poszukiwane obuwie,
4) wskazać obuwie wytworzone systemem pasowym i sandałowym,
5) narysować schematy przekrojów poprzecznych wybranego obuwia,
6) dokonać samooceny wykonanego ćwiczenia,
7) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
obuwie zmontowane różnymi systemami montażu,
−
dokumentacja technologiczna montażu obuwia systemem pasowym i sandałowym,
−
zeszyt do ćwiczeń,
−
przybory do pisania, ołówek, gumka,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Wybierz ze zbioru nazw czynności technologicznych zapisanych na karteczkach
samoprzylepnych te, które dotyczą montażu właściwego obuwia przeszywanego. Naklej
karteczki w zeszycie według kolejności wykonywania czynności.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować zapisane w ćwiczeniu polecenia,
2) przeczytać nazwy czynności i wyeliminować ze zbioru nazwy tych czynności, które nie
dotyczą obuwia przeszywanego,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
3) dokonać ponownego przeglądu napisów umieszczonych na karteczkach i wybrać te, na
których zapisane czynności dotyczą obuwia przeszywanego,
4) uszeregować karteczki z napisami według kolejności wynikającej z kolejności ich
wykonywania w procesie montażu właściwego,
5) nakleić karteczki w zeszycie do ćwiczeń, w kolejności ich uszeregowania,
6) scharakteryzować krótko system przeszywany i nakreślić schemat przekroju
poprzecznego,
7) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
karteczki z napisami nazw czynności technologicznych wykonywanych w fazie montażu
obuwia tradycyjnymi systemami,
−
dokumentacja technologiczna lub instrukcje technologiczne montażu obuwia systemami
tradycyjnymi,
−
zeszyt do ćwiczeń,
−
przybory do pisania i rysowania, gumka,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 3
Wybierz ze zbioru nazw czynności technologicznych zapisanych na karteczkach
samoprzylepnych te, które dotyczą montażu właściwego obuwia kołkowanego. Naklej
karteczki w zeszycie według kolejności wykonywania czynności.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować zapisane w ćwiczeniu polecenia,
2) przeczytać nazwy czynności i wyeliminować ze zbioru nazwy tych czynności, które nie
dotyczą obuwia kołkowanego,
3) dokonać ponownego przeglądu napisów umieszczonych na karteczkach i wybrać te, na
których zapisane czynności dotyczą obuwia kołkowanego,
4) uszeregować karteczki z napisami według kolejności wynikającej z kolejności ich
wykonywania w procesie montażu właściwego,
5) nakleić karteczki w zeszycie do ćwiczeń, w kolejności ich uszeregowania,
6) scharakteryzować krótko system kołkowany i nakreślić schemat przekroju poprzecznego,
7) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
karteczki z napisami nazw czynności technologicznych wykonywanych w fazie montażu
obuwia tradycyjnymi systemami,
−
dokumentacja technologiczna lub instrukcje technologiczne montażu obuwia systemami
tradycyjnymi,
−
zeszyt do ćwiczeń,
−
przybory do pisania i rysowania, gumka,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 4
Wykonaj czynności technologiczne wskazane przez nauczyciela, przy montażu obuwia
tradycyjnymi systemami.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) dokonać analizy czynności wskazanych przez nauczyciela,
3) rozpoznać system montażu, w którym te czynności są wykonywane,
4) zaplanować sposób wykonania wskazanych przez nauczyciela czynności,
5) zorganizować stanowiska pracy w zależności od rodzaju wykonywanych czynności,
6) dobrać maszyny, urządzenia i narzędzia pracy,
7) dobrać materiały pomocnicze,
8) sprawdzić sprawność maszyn, urządzeń i narzędzi,
9) uruchomić maszynę i przystąpić do wykonania zaplanowanej pracy,
10) wykonać niezbędne prace ręczne,
11) dokonać samooceny wykonanej pracy,
12) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
wykaz czynności technologicznych do wykonania,
−
instrukcje wykonania wskazanych przez nauczyciela czynności,
−
dostęp do stanowisk pracy z pełnym wyposażeniem w warsztatach szkolnych lub
w zakładzie przemysłowym,
−
instrukcje bhp na stanowiskach pracy,
−
zeszyt do ćwiczeń,
−
przybory do pisania,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 5
Wykonaj czynności technologiczne wskazane przez nauczyciela, przy montażu obuwia
klejonego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) dokonać analizy czynności wskazanych przez nauczyciela,
3) rozpoznać system montażu, w którym te czynności są wykonywane,
4) zaplanować sposób wykonania wskazanych przez nauczyciela czynności,
5) zorganizować stanowiska pracy w zależności od rodzaju wykonywanych czynności,
6) dobrać maszyny, urządzenia i narzędzia pracy,
7) dobrać materiały pomocnicze,
8) sprawdzić sprawność maszyn, urządzeń i narzędzi,
9) uruchomić maszynę i przystąpić do wykonania zaplanowanej pracy,
10) wykonać niezbędne prace ręczne,
11) dokonać samooceny wykonanej pracy,
12) zaprezentować wykonaną pracę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
66
Wyposażenie stanowiska pracy:
−
wykaz czynności technologicznych do wykonania,
−
instrukcje wykonania wskazanych przez nauczyciela czynności,
−
dostęp do stanowisk pracy z pełnym wyposażeniem w warsztatach szkolnych lub
w zakładzie przemysłowym,
−
instrukcje bhp na stanowiskach pracy,
−
zeszyt do ćwiczeń,
−
przybory do pisania,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 6
Wykonaj czynności technologiczne wskazane przez nauczyciela, przy montażu obuwia
z podeszwą formowaną bezpośrednio na cholewce.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) dokonać analizy czynności wskazanych przez nauczyciela,
3) rozpoznać system montażu, w którym te czynności są wykonywane,
4) zaplanować sposób wykonania wskazanych przez nauczyciela czynności,
5) zorganizować stanowiska pracy w zależności od rodzaju wykonywanych czynności,
6) dobrać maszyny, urządzenia i narzędzia pracy,
7) dobrać materiały pomocnicze,
8) sprawdzić sprawność maszyn, urządzeń i narzędzi,
9) uruchomić maszynę i przystąpić do wykonania zaplanowanej pracy,
10) wykonać niezbędne prace ręczne,
11) dokonać samooceny wykonanej pracy,
12) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
wykaz czynności technologicznych do wykonania,
−
instrukcje wykonania wskazanych przez nauczyciela czynności,
−
dostęp do stanowisk pracy z pełnym wyposażeniem w warsztatach szkolnych lub
w zakładzie przemysłowym,
−
instrukcje bhp na stanowiskach pracy,
−
zeszyt do ćwiczeń,
−
przybory do pisania,
−
literatura z rozdziału 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
67
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zdefiniować pojęcie „tradycyjne systemy montażu” ?
¨ ¨
2) rozróżnić cechy tradycyjnych i nowoczesnych systemów montażu ?
¨ ¨
3) scharakteryzować tradycyjne i nowoczesne systemy montażu ?
¨ ¨
4) sporządzić wykaz i scharakteryzować czynności technologiczne
wykonywane w procesie montażu właściwego dokonywanego
tradycyjnymi systemami ?
¨
¨
5) wskazać najbardziej pracochłonny system montażu obuwia ?
¨ ¨
6) wymienić nazwy czynności technologicznych mających uniwersalny
charakter bez względu na stosowany system montażu ?
¨
¨
7) usystematyzować
kolejności
czynności
technologicznych
wykonywanych w różnych systemach montażu ?
¨
¨
8) sporządzić wykaz i scharakteryzować czynności technologiczne
montażu obuwia systemem klejonym ?
¨
¨
9) scharakteryzować proces montażu obuwia systemem bezpośredniego
wtrysku ?
¨
¨
10) odczytać skrót WEM i wskazać nazwę systemu montażu obuwia,
z którym jest związany ?
¨
¨
11) scharakteryzować podstawowe procesy zachodzące w procesie montażu
obuwia systemem klejonym ?
¨
¨
12) opisać montaż obuwia systemem odlewania poliuretanów ?
¨ ¨
13) scharakteryzować proces wytwarzania obuwia systemem wulkanizacji
elektromechanicznej ?
¨
¨
14) wykonać czynności technologiczne związane z montażem właściwym
obuwia przy stosowaniu różnych technik łączenia wierzchów ze spodami
?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
68
4.6.
Błędy popełniane w procesie ćwiekowania i montażu – ocena
procesów według kryteriów technologicznych i ekonomicznych
4.6.1. Materiał nauczania
Rozdział ten stanowi ostatni element poradnika, w którym omówione będą błędy
popełniane na typowych stanowiskach roboczych zarówno w procesie ćwiekowania jak
i montażu właściwego. Problematykę tę zasygnalizowano już w poprzednim poradniku
oznaczonym symbolem 744[02].Z5.01 „Ustalanie technik montażu obuwia”. W poradniku
744[02].Z5.01 zwracano uwagę na błędy występujące podczas łączenia elementów obuwia
różnymi technikami, takimi jak: szycie, klejenie, kołkowanie, gwoździowanie, śrubowanie.
Ale obok operacji związanych z techniką łączenia, wykonuje się wiele innych operacji
poprzedzających proces montażu, podczas których występuje potencjalne ryzyko popełnienia
błędów produkcyjnych.
Zagadnienia dotyczące zasad przygotowania materiałów pomocniczych do montażu
i sporządzania stosownych zestawień omówiono już w materiale nauczania jednostek:
744[02].O2.05 „Dobieranie materiałów pomocniczych do produkcji”, 744[02].Z1.03
„Sporządzanie kalkulacji kosztów wytwarzania obuwia”, 744[02].O1.03 „Posługiwanie się
dokumentacją techniczną”. Z tego względu nie będą one omawiane w tym poradniku.
W podobny sposób potraktowano zagadnienia związane z oceną jakości wykonania operacji
montażowych według kryteriów technicznych i ekonomicznych, które obszernie omówiono
w jednostce modułowej 744[02].Z5.01.
Zanim przystąpimy do opisu błędów oraz przyczyn i skutków ich zaistnienia, podzielimy
je na dwie grupy rodzajowe wynikające ze specyfiki czynności, przy wykonywaniu których
mogą być popełnione. Będą to błędy występujące w procesie ćwiekowania i błędy
występujące w procesach montażu właściwego z uwzględnieniem różnych systemów
montażu [2], [3], [5], [6], [7].
W opisach błędów w fazie montażu właściwego będą pominięte błędy i usterki
popełniane w procesach montażu obuwia przy użyciu nici, klejów i łączników sztywnych.
Przy połączeniach szytych, w procesie montażu wierzchów ze spodami obuwia, błędy
produkcyjne popełnia się najczęściej przy przeszywaniu, wszywaniu pasa, dublowaniu.
Natomiast podczas klejenia przyczyną popełnienia błędów mogą być źle dobrane lub
nieodpowiedniej jakości kleje, niewłaściwe przygotowanie powierzchni do klejenia,
nieprawidłowe nanoszenie kleju, nieodpowiedni czas suszenia kleju, wadliwa aktywacja
błony klejowej, czy też źle dobrane parametry klejenia. Przy łączeniu za pomocą łączników
sztywnych błędy produkcyjne mogą być spowodowane wadliwym doborem łączników
sztywnych, źle ustawionymi mechanizmami maszyn, wadliwą pracą zatrudnionych przy tym
procesie osób. Wady te były szeroko omówione w cytowanej już jednostce 744[02].Z5.01
„Ustalanie technik montażu obuwia”. Skutki popełnionych błędów to przede wszystkim duże
straty finansowe, liczne reklamacje i utrata dobrej opinii, która może przynieść znacznie
większe straty od tych materialnych.
Błędy procesu ćwiekowania i sposoby ich usuwania
W procesie bezpośredniego ćwiekowania, jak również w procesach przygotowawczych
i kończących proces ćwiekowania go dochodzi do popełniania wielu błędów produkcyjnych.
Główną przyczyną powstawania tych błędów jest nieuwaga, a często niskie kwalifikacje
zawodowe pracowników produkcyjnych. Oczywiście są też inne przyczyny powstawania
błędów, wynikające na przykład z ukrytych wad materiałowych, awarii maszyny itp.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
69
Spróbuję wymienić niektóre z najczęściej popełnianych błędów i omówić je
w nawiązaniu do procesów, w których są popełniane:
−
podczas przyczepiania podpodeszew dochodzi dość często do nierównomiernego
ułożenia podpodeszwy w stosunku do podstawy (ściółki) kopyta; w tym przypadku
krawędzie podpodeszwy wystają poza grań kopyta. Wadą jest także zbyt głębokie wbicie
klamerki, gwoździa czy teksu, co utrudnia usunięcie tych łączników po procesie
ćwiekowania;
−
przy wklejaniu zakładek błędem jest: naniesienie grubej warstwy kleju lub jego brak,
sfałdowanie podszewki, nierówne ułożenie zakładki, brak połączenia zakładki
z elementami cholewki, na przykład w wyniku przesuszenia kleju i obniżenia jego
adhezji;
−
podczas obciągania zakładek (formowania pięt) mogą powstać pofałdowania wierzchu
cholewki lub podszewki, a nawet drobne uszkodzenia tylnego szwu zszywanego;
−
podczas przyczepiania cholewki do pięty kopyta może nastąpić przesunięcie cholewki
z zakładką względem grani kopyta i wytworzenie się fałdy utrudniającej ćwiekowanie,
a nawet będące przyczyną uszkodzenia lub zdeformowania zakładki; wadą jest także
niesymetryczne ustawienie paska tylnego cholewki;
−
przy wklejaniu podnosków chemicznych może nastąpić ich przesunięcie względem
przyszwy lub nadmierne zbliżenie do krawędzi przyszwy, co może utrudnić
ćwiekowanie; przy wklejaniu należy zwracać uwagę na ścienianie brzegów podnoska –
musi być skośne ostre, aby podnosek nie odkształcał się na powierzchni przyszwy;
−
podczas przedćwiekowania cholewek może dojść do popełnienia kilku błędów
wynikających z nierównomiernego ułożenia cholewki na kopycie w wyniku czego będzie
widoczne nierówne ułożenie tylnego szwu lub paska obłożyn, nierówne naprężenia
cholewki w kierunku podłużnym i poprzecznym, nierówne odstępy gwoździ od grani
kopyta, urwanie materiału przez kleszcze maszyny, niewłaściwie wyciągnięta
podszewka;
−
przy ćwiekowaniu boków za pomocą teksów może dojść do: zbyt głębokiego wbicia
teksów, których główki przecinają materiał cholewki, niewłaściwego wyciągnięcia
podszewki (tworzą się fałdy), nadmiernego przeciągnięcia cholewki na przeciwległy bok,
niewłaściwego naprężenia obłożyn. Podobne błędy mogą być popełniane przy
ćwiekowaniu boków za pomocą klamerek (drutu);
−
przy ćwiekowaniu boków cholewek obuwia sandałowego za pomocą klamerek może
dojść do pofałdowania brzegu cholewki, nie zachowania właściwej odległości między
klamerkami, niedotrzymanie wymaganej długości klamerek;
−
ćwiekując czubki na teksy można stosować za krótkie lub za długie odległości między
teksami. Można zbyt mało naprężyć materiał, dopuszczając do utworzenia nadmiernych
pofałdowań. Zdarzają się również przypadki niedobicia teksów;
−
podczas formowania (ćwiekowania) czubków obuwia pasowego może dojść do:
niedostatecznego wyciągnięcia (naprężenia) cholewki, co powoduje, że brzeg cholewki
nie przylega do wargi podpodeszwy;
−
przy ćwiekowaniu czubków obuwia sandałowego może dojść do nierównomiernego
wywinięcia brzegu cholewki lub pomarszczenia brzegów cholewki;
−
przy ćwiekowaniu czubków na klej może dojść do nadmiernego pofałdowania
zaćwiekowanego brzegu cholewki oraz utworzenie niepożądanych zgrubień lub
uszkodzenie materiału noska cholewki;
−
przy ćwiekowaniu pięt teksami może nastąpić nierówne wbicie teksów, a nawet ich
zagięcie, mogą też utworzyć się zgrubienia i pofałdowania cholewki wraz z zakładką lub
przeciągnięcie zakładki poza grań pięty kopyta;

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
70
−
przy wyciąganiu klamerek lub teksów wbitych podczas przyczepiania podpodeszwy do
podstawy kopyta może dojść do ich złamania i pozostania grotu ostrza we wnętrzu
obuwia. Łączniki te należy bezwzględnie usunąć po wyzuciu kopyta;
−
podczas poklepywania lub kalibrowania zaćwiekowanego obuwia może dojść do
pozostawienia miejscowych pofałdowań lub nierówności, które należy usunąć ręcznie
przy użyciu młotka lub gorącego i wilgotnego powietrza za pomocą specjalnych urządzeń
lub ręcznych żelazek profilowanych;
−
przy obcinaniu brzegów cholewki w obuwiu pasowym przed wszywaniem pasa może
dojść do uszkodzenia wargi podpodeszwy spowodowanego niewłaściwym prowadzeniem
obuwia w mechanizmach roboczych obcinarki;
−
często popełnianym błędem jest niedostateczne wysuszenie obuwia przed montażem
właściwym, co może spowodować odkształcenie cholewki po wyzuciu kopyt, a nawet
zmianę wymiarów wnętrza obuwia.
Znajomość rodzajów błędów i przyczyn ich powstawania jest impulsem do samokontroli
procesu wytwarzania obuwia we wszystkich jego stadiach. Każdy zauważony błąd należy
natychmiast usunąć, a w razie gdy takiej możliwości nie będzie, wyrób należy wycofać
z produkcji. W procesie produkcyjnym pracownicy muszą przestrzegać zasady, że nie
przyjmą od swojego poprzednika źle wykonanej pracy. Oczywiście sami też muszą
kontrolować swoją pracę i też nie powinni przekazywać źle wykonanej pracy na kolejne
stanowisko robocze. Powtarzające się błędy należy analizować i tworzyć zabezpieczenia
profilaktyczne mające chronić przed wadliwą produkcją. Ten aspekt jest podstawą wdrażania
systemów zarządzania jakością, które coraz częściej i chętniej są wdrażane w przodujących
zakładach obuwia w Polsce, jak też poza jej granicami. Działania te zintensyfikowano po
przystąpieniu Polski do Unii Europejskiej.
Błędy produkcyjne występujące w procesach montażu właściwego
Jak już sygnalizowano znaczna część błędów powstających w tej fazie procesu została
już omówiona i z pewnością potrafisz je zdefiniować. Dlatego ograniczę się tylko do tej
grupy błędów, które występują w procesach przygotowania cholewek i elementów
spodowych do montażu.
Do tej grupy można zaliczyć błędy powstające przy wykonywaniu następujących
czynności technologicznych:
−
podczas wklejania wypełnień i przymocowania usztywniaczy dochodzi do niewłaściwego
ich doboru lub przesunięcia, co może spowodować zgrubienia lub puste przestrzenie,
które będą się odkształcać na powierzchni podeszwy lub podpodeszwy, utrudniając
użytkowanie obuwia;
−
podczas obcinania cholewki po wszyciu pasa dochodzi często do uszkodzenia wargi
podpodeszwy oraz nierównomiernego obcięcia cholewki z krawędzią wargi. Przy małej
sprawności operatora może dojść do uszkodzenia szwu łączącego pas z wargą;
−
podczas wstępnego przymocowania podeszwy przed przeszywaniem i dublowaniem
dochodzi do przesunięcia elementu względem grani kopyta lub przymocowania
podeszwy o niewłaściwym numerze wielkościowym;
−
przy wyzuwaniu kopyt może dojść do rozprucia szwu tylnego lub materiału obłożyn.
Zawsze należy pamiętać, aby przed wyzuciem kopyta rozsznurować cholewkę;
−
podczas kołkowania, gwoździowania lub śrubowania może dojść do nierównomiernego
rozmieszczenia łączników lub ich niewłaściwego doboru ewentualnie może nastąpić
niedobicie łącznika lub jego zagięcie, niebezpieczną wadą jest wbijanie łączników zbyt
blisko krawędzi łączonych elementów;

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
71
−
przy fasonowaniu, czyli obcinaniu krawędzi elementów przed dublowaniem należy
zachować równą odległość krawędzi elementów po obcięciu w stosunku do obwodu
cholewki, co gwarantuje równe ułożenie ściegów dublowanych. Ma to wpływ na estetykę
wyrobu;
−
często popełnianym błędem przy odkrywaniu skośnych rysów jest nierówne odwinięcie
lub uszkodzenie odkrywanego rysu;
−
przy zakrywaniu rysów należy zachować należyty stały nacisk aby uchronić podeszwę od
niepożądanych zgrubień;
−
podczas przybijania obcasów można popełnić kilka niebezpiecznych błędów, takich jak:
niesymetryczne ustawienie obcasów względem osi pięty (wysunięte do przodu lub do
tyłu, czy też na bok) i nierówne rozstawienie, względnie pominięcie niektórych gwoździ,
a także wystawanie ich na zewnątrz brzegów obcasów. Niebezpiecznym błędem może
być niewłaściwie wkręcona śruba mocująca obcas szpilkowy wysoki. Jest to tym bardziej
niebezpieczne, że jest to wada ukryta i jej skutki może dotkliwie odczuć użytkownik
obuwia.
Pełna wiedza o rodzajach, przyczynach i miejscach występowania błędów posłuży Ci do
prowadzenia kontroli procesów produkcyjnych i z pewnością uchroni Cię przed ich
popełnieniem w procesie pracy.
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie czynniki mają wpływ na powstawanie błędów w procesie ćwiekowania cholewek
oraz podczas wykonywania czynności przygotowawczych i kończących ten proces ?
2. Jakie błędy popełnia się podczas wykonywania czynności przygotowawczych do procesu
ćwiekowania ?
3. Które z błędów popełnianych podczas ćwiekowania są najbardziej niebezpieczne
i dlaczego ?
4. Które z czynności kończących proces ćwiekowania narażone są na popełnienie błędów
i jaki mogą mieć wpływ na wartość użytkową obuwia ?
5. Jakie czynniki mają wpływ na powstawanie błędów produkcyjnych w procesie montażu
obuwia ?
6. Jakie błędy popełnia się w procesie łączenia wierzchów ze spodami obuwia za pomocą
szycia ?
7. Jakie błędy popełnia się w procesie łączenia wierzchów ze spodami obuwia za pomocą
łączników sztywnych ?
8. Jakie błędy popełnia się w procesie łączenia wierzchów ze spodami obuwia za pomocą
kleju ?
9. Jakie skutki wynikają z wadliwej produkcji obuwia ?
4.6.3. Ćwiczenia
Ćwiczenie 1
Dokonaj oceny obuwia wskazanego przez nauczyciela i wskaż błędy produkcyjne
spowodowane niewłaściwym wykonaniem procesu ćwiekowania i czynności towarzyszących
tym procesom.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
72
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy otrzymanego polecenia,
2) dokonać oględzin i oceny otrzymanego obuwia,
3) zapisać zauważone błędy produkcyjne,
4) sformułować przyczyny powstania i skutki popełnionych błędów,
5) dokonać samooceny wykonanej pracy; zweryfikować tekst zapisany w zeszycie do
ćwiczeń,
6) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
zbiór różnych modeli obuwia z ewidentnymi wadami produkcyjnymi,
−
instrukcje oceny jakościowej obuwia,
−
wykazy i charakterystyka błędów produkcyjnych popełnianych w fazie łączenia
wierzchów ze spodami obuwia,
−
lupa,
−
zeszyt do ćwiczeń,
−
przybory do pisania,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Dokonaj oceny obuwia wskazanego przez nauczyciela i wskaż błędy produkcyjne
spowodowane niewłaściwym wykonaniem czynności produkcyjnych związanych z montażem
właściwym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy otrzymanego polecenia,
2) dokonać oględzin i oceny otrzymanego obuwia,
3) zapisać zauważone błędy produkcyjne,
4) sformułować przyczyny powstania i skutki popełnionych błędów,
5) dokonać samooceny wykonanej pracy; zweryfikować tekst zapisany w zeszycie do
ćwiczeń,
6) zaprezentować wykonaną pracę,
7) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
zbiór różnych modeli obuwia z ewidentnymi wadami produkcyjnymi,
−
instrukcje oceny jakościowej obuwia,
−
wykazy i charakterystyka błędów produkcyjnych popełnianych w fazie łączenia
wierzchów ze spodami obuwia,
−
lupa,
−
zeszyt do ćwiczeń,
−
przybory do pisania,
−
literatura z rozdziału 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
73
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zdefiniować przyczyny powstawania błędów produkcyjnych w procesie
ćwiekowania obuwia i przy wykonywaniu czynności towarzyszących
tym procesom ?
¨
¨
2) określić rodzaje błędów jakie można popełnić podczas wykonywania
czynności przygotowawczych do ćwiekowania ?
¨
¨
3) scharakteryzować błędy towarzyszące procesowi ćwiekowania ?
¨ ¨
4) scharakteryzować błędy popełniane podczas wykonywania czynności
kończących proces ćwiekowania ?
¨
¨
5) scharakteryzować czynniki stanowiące przyczynę popełniania wad
w procesie montażu właściwego obuwia ?
¨ ¨
6) opisać błędy popełniane przy przeszywaniu, dublowaniu i wszywaniu
pasa ?
¨
¨
7) scharakteryzować
błędy
popełniane
podczas
kołkowania,
gwoździowania i śrubowania elementów spodowych obuwia ?
¨
¨
8) opisać błędy popełniane podczas przygotowania powierzchni
elementów do klejenia ?
¨
¨
9) opisać błędy popełniane podczas nanoszenia kleju, suszenia powłoki
klejowej i aktywacji błony klejowej ?
¨
¨
10) określić błędy wynikające z wadliwego prasowania sklejonych
elementów ?
¨
¨
11) opisać rodzaje błędów jakie mogą powstać podczas procesów
bezpośredniego montażu obuwia systemami wulkanizacji, odlewania
i wtrysku ?
¨
¨
12) określić skutki wadliwej produkcji obuwia w fazie łączenia cholewek
z elementami spodów obuwia ?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
74
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 25 zadań o różnym stopniu trudności. Są to zadania wielokrotnego wyboru.
5. Za każdą poprawną odpowiedź możesz uzyskać 1 punkt.
6. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi. Dla każdego zadania podane
są cztery możliwe odpowiedzi: a, b, c, d. Tylko jedna odpowiedź jest poprawna; wybierz
ją i zaznacz kratkę z odpowiadającą jej literą znakiem X.
7. Staraj się wyraźnie zaznaczać odpowiedzi. Jeżeli się pomylisz i błędnie zaznaczysz
odpowiedź, otocz ją kółkiem i zaznacz ponownie odpowiedź, którą uważasz za
poprawną.
8. Test składa się z 18 zadań z poziomu podstawowego i 7 zadań z poziomu
ponadpodstawowego, które mogą przysporzyć Ci trudności, gdyż są one na poziomie
wyższym niż pozostałe (dotyczy to zadań o numerach od 19 do 25).
9. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
10. Kiedy udzielenie odpowiedzi będzie sprawiało Ci trudność, wtedy odłóż rozwiązanie
zadania na później i wróć do niego, gdy zostanie Ci czas wolny.
11. Po rozwiązaniu testu sprawdź czy zaznaczyłeś wszystkie odpowiedzi na KARCIE
ODPOWIEDZI.
12. Na rozwiązanie testu masz 45 minut.
Powodzenia!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
75
ZESTAW ZADAŃ TESTOWYCH
1. Jak potocznie nazywa się czynność nalewania uplastycznionego kleju termoplastycznego
na przednią część przyszwy
a) nanoszenie kleju.
b) utwardzanie podnosków.
c) wtapianie podnosków.
d) wklejanie podnosków.
2. Klej na powierzchnię zakładek przed ich wklejeniem nanosi się najczęściej
a) przy użyciu pędzla.
b) za pomocą szczoteczki.
c) za pomocą pistoletu natryskowego.
d) przez ich zanurzenie w kleju.
3. Do najczęściej stosowanych urządzeń do nawilżania przyszew i aktywacji podnosków
termoplastycznych zaliczamy
a) komory stabilizacyjne.
b) tunele nawilżające.
c) parzaki całej cholewki.
d) parzaki czubków obuwia.
4. Jeżeli w procesie ćwiekowania przyczepiamy cholewkę w pięcie i dokonujemy
przedćwiekowania cholewki to taki system ćwiekowania nazwiemy
a) dwuoperacyjnym.
b) wielooperacyjnym.
c) trójsystemem.
d) trójoperacynym.
5. W wielooperacyjnym systemie ćwiekowania brzegi cholewek łączone są za pomocą
a) klamerek i teksów.
b) klamerek i kleju roślinnego.
c) kleju termoplastycznego.
d) kleju poliuretanowego.
6. W procesie ćwiekowania pięt w obuwiu przeszywanym najczęściej stosuje się ćwiekarki na
a) klej rozpuszczalnikowy.
b) klej termoplastyczny.
c) teksy.
d) klamerki i na klej.
7. Fałdy i zgrubienia powstałe w procesie ćwiekowania czółenek damskich rozgładza się
najczęściej na maszynie
a) kalibrowarce.
b) rozgładzarce.
c) frezarce.
d) draparce.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
76
8. Brzeg cholewki w obuwiu pasowym, po zaćwiekowaniu przymocowany jest do
a) podsuwki.
b) wargi podeszwy.
c) podeszwy.
d) międzypodeszwy.
9. Obuwie zmontowane dwusystemem, w którym brzeg cholewki jest wywinięty na
podsuwkę, a podeszwa przyklejona do podsuwki nazywa się potocznie jako
a) przeszywano – klejone.
b) sandałowo – klejone.
c) przeszywano – dublowane.
d) pasowo – klejone.
10. Otoczek to element, który stosuje się najczęściej do
a) obuwia pasowego.
b) lamowania podpodeszew.
c) wzmocnienia brzegów cholewek w obuwiu sandałowym.
d) wzmocnienia brzegów cholewek w obuwiu gdynkowym.
11. Podeszwy z kauczuków termoplastycznych TR, przed klejeniem należy
a) drasać.
b) zmywać rozpuszczalnikiem organicznym.
c) haloganizować.
d) zmywać ciepłą wodą.
12. System montażu określany mianem „Astra” to odmiana obuwia
a) gdynkowego.
b) pasowego.
c) opankowego.
d) wywrotkowego.
13. Do montażu wierzchów ze spodami obuwia sandałowego stosuje się
a) kołkowarkę.
b) przeszywarkę.
c) wszywarkę pasa.
d) dublerkę.
14. Powierzchnię podeszew z PCW, przed klejeniem zmywa się
a) denaturatem.
b) wodą utlenioną.
c) środkiem halogenizującym.
d) acetonem.
15. Wielkość ciśnienia prasy przy klejeniu podeszew z tuniskóru powinna się kształtować
w granicach
a) 0,2 ÷ 0,3 MPa.
b) 0,4 ÷ 0,5 MPa.
c) 0,4 ÷ 0,7 MPa.
d) 0,3 ÷ 0,4 MPa.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
77
16. Obcasy wysokie typu szpilki z tworzywa sztucznego należy przytwierdzić przy użyciu
a) kleju termoplastycznego.
b) klamerek i kleju lateksowego.
c) gwoździ.
d) gwoździ i śrub.
17. Spośród wszystkich systemów montażu najbardziej popularnym i najczęściej stosowanym
jest system
a) klejony.
b) wtryskowy.
c) wulkanizowany.
d) fleksiblowy.
18. Obcasy z gumy do półbutów męskich przytwierdza się do obuwia
a) za pomocą klamerek.
b) za pomocą śrub od wnętrza obuwia.
c) za pomocą gwoździ od strony zewnętrznej.
d) przy użyciu gwoździ wbijanych od strony wewnętrznej obuwia.
19. Jeżeli na przyszwie wykreślimy koło o promieniu r = 5 mm, a po ćwiekowaniu koło
przekształci się w elipsę, której oś długa wynosi 15,6 mm, to ile wynosi odkształcenie
liniowe ε
L
w kierunku tej osi
a) 66%.
b) 46%.
c) 28%.
d) 56%.
20. Ile wyniesie odkształcenie powierzchniowe przyszwy w miejscu, na którym przed
ćwiekowaniem wykreślono koło o promieniu r = 5 mm, a długa oś elipsy po
przekształceniu koła wyniosła 16,4 mm natomiast mała oś miała długość 10,8 mm
a) 112,42%.
b) 86,80%.
c) 77,12%.
d) 89,24%.
21. Jeżeli wysokość czaszy kulistej stabilizowanego elementu w kształcie koła wynosi 9,68
mm, a po stabilizacji i odcięciu próbki obniży się do wysokości 0,84 cm to współczynnik
stabilizacji wyniesie
a) 75,30%.
b) 78,28%.
c) 87,32%.
d) 92,30%.
22. Koronka to urządzenie służące do
a) nawilżania cholewek.
b) prasowania podnosków.
c) podawania kleju termoplastycznego.
d) przymocowania obcasów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
78
23. Poszerzony obszar pracy ćwiekarek czubków swoim zasięgiem obejmuje
a) czubek i śródstopie.
b) czubek, boki i przedstopie.
c) przedstopie i śródstopie.
d) czubek i boki.
24. Zalecanym sposobem łączenia wierzchów ze spodami obuwia przeznaczonego do użytku
w pracy i poddawanego dużym obciążeniom jest system
a) gdynkowy.
b) opankowy.
c) fleksiblowy.
d) przeszywano – dublowany.
25. Spośród wszystkich systemów montażu obuwia najbardziej skomplikowanym technicznie,
materiałochłonnym i czasochłonnym jest system
a) sandałowy.
b) pasowy.
c) opankowy.
d) przeszywany.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
79
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Łączenie wierzchu ze spodem obuwia
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
21
a
b
c
d
22
a
b
c
d
23
a
b
c
d
24
a
b
c
d
25
a
b
c
d
Razem:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
80
6. LITERATURA
1. Borzeszkowski A., Borzeszkowski W., Persz T.: Obuwnictwo przemysłowe część I.
Wydanie trzecie poprawione i uzupełnione. WSiP, Warszawa 1989
2. Christ J. W.: Technologia obuwia. WSiP, Warszawa 1986
3. Grabkowski M.: Obuwnictwo. Podręcznik dla zasadniczej szkoły zawodowej. WSiP,
Warszawa 1992
4. Grabkowski M.: Technika wytwarzania obuwia tom I. Politechnika Radomska, Radom
2000
5. Grabkowski M.: Technika wytwarzania obuwia tom II. Politechnika Radomska, Radom
2000
6. Grabkowski M.: Technologia obuwia. Ćwiczenia laboratoryjne. Wyższa Szkoła
Inżynierska w Radomiu, Radom 1982
7. Persz T.: Obuwnictwo przemysłowe część II. WSiP, Warszawa 1986
8. Pitner L.: Zaciąganie wierzchów obuwia. WPLiS, Warszawa 1968
9. www.activ–trading.com.pl.(20.11.07)
10. www.leibrock.pl (30.11.07)
11. www.nikta.pl (30.11.07)
12. www.wizmet.pl (30.11.07)
Czasopisma fachowe:
1. Przegląd Skórzany (wydania archiwalne),
2. Świat Butów (wydania archiwalne i bieżące).
Wyszukiwarka
Podobne podstrony:
obuwnik 744[02] z5 01 n
obuwnik 744[02] z5 03 u
obuwnik 744[02] z5 03 n
obuwnik 744[02] z5 02 n
obuwnik 744[02] z5 04 n
obuwnik 744[02] z5 01 u
obuwnik 744[02] z5 01 n
obuwnik 744[02] o2 04 n
obuwnik 744[02] z2 01 n
obuwnik 744[02] o1 01 u
obuwnik 744[02] o1 01 n
obuwnik 744[02] o2 02 u
obuwnik 744[02] z4 02 u
obuwnik 744[02] o2 04 u
obuwnik 744[02] o2 02 n
obuwnik 744[02] z2 03 n
obuwnik 744[02] o2 01 n
obuwnik 744[02] z2 02 n
obuwnik 744[02] z1 02 n
więcej podobnych podstron