„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
MINISTERSTWO EDUKACJI
NARODOWEJ
Danuta Szczepaniak
Określanie materiałów na spody obuwia 744[02].O2.04
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Ewa Jasińska
dr inż. Jadwiga Rudecka
Opracowanie redakcyjne:
inż. Danuta Szczepaniak
Konsultacja:
dr inż. Jacek Przepiórka
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 744[02].O2.04
„Określanie materiałów na spody obuwia”, zawartego w modułowym programie nauczania
dla zawodu obuwnik.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Charakterystyka materiałów skóropodobnych na spody obuwia
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
12
4.1.3. Ćwiczenia
12
4.1.4. Sprawdzian postępów
13
4.2. Charakterystyka tworzyw sztucznych na elementy spodów obuwia
14
4.2.1. Materiał nauczania
14
4.2.2. Pytania sprawdzające
21
4.2.3. Ćwiczenia
21
4.2.4. Sprawdzian postępów
22
4.3. Charakterystyka wyrobów gumowych
23
4.3.1. Materiał nauczania
23
4.3.2. Pytania sprawdzające
31
4.3.3. Ćwiczenia
31
4.3.4. Sprawdzian postępów
33
5. Sprawdzian osiągnięć
34
6. Literatura
39

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o materiałach nieskórzanych
stosowanych na spody obuwia.
W poradniku zamieszczono:
–
wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiedzy, które powinieneś
mieć opanowane, aby przystąpić do realizacji tej jednostki modułowej,
–
cele kształcenia tej jednostki modułowej,
–
materiał nauczania (rozdział 4), który umożliwia samodzielne przygotowanie się do
wykonania ćwiczeń i zaliczenia sprawdzianów. obejmuje on również ćwiczenia, które
zawierają wykaz materiałów, narzędzi i sprzętu potrzebnych do ich realizacji. Przed
ć
wiczeniami zamieszczono pytania sprawdzające wiedzę potrzebną do ich wykonania,
–
po ćwiczeniach zamieszczony został sprawdzian postępów. Wykonując sprawdzian
postępów powinieneś odpowiadać na pytania tak lub nie, co oznacza, że opanowałeś
materiał albo nie,
–
sprawdzian osiągnięć, w którym zamieszczono instrukcję dla ucznia oraz zestaw zadań
testowych sprawdzających opanowanie wiedzy i umiejętności z zakresu całej jednostki.
Zamieszczona została także karta odpowiedzi,
–
wykaz literatury obejmujący zakres wiadomości dotyczących tej jednostki modułowej,
która umożliwi ci pogłębienie nabytych umiejętności.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
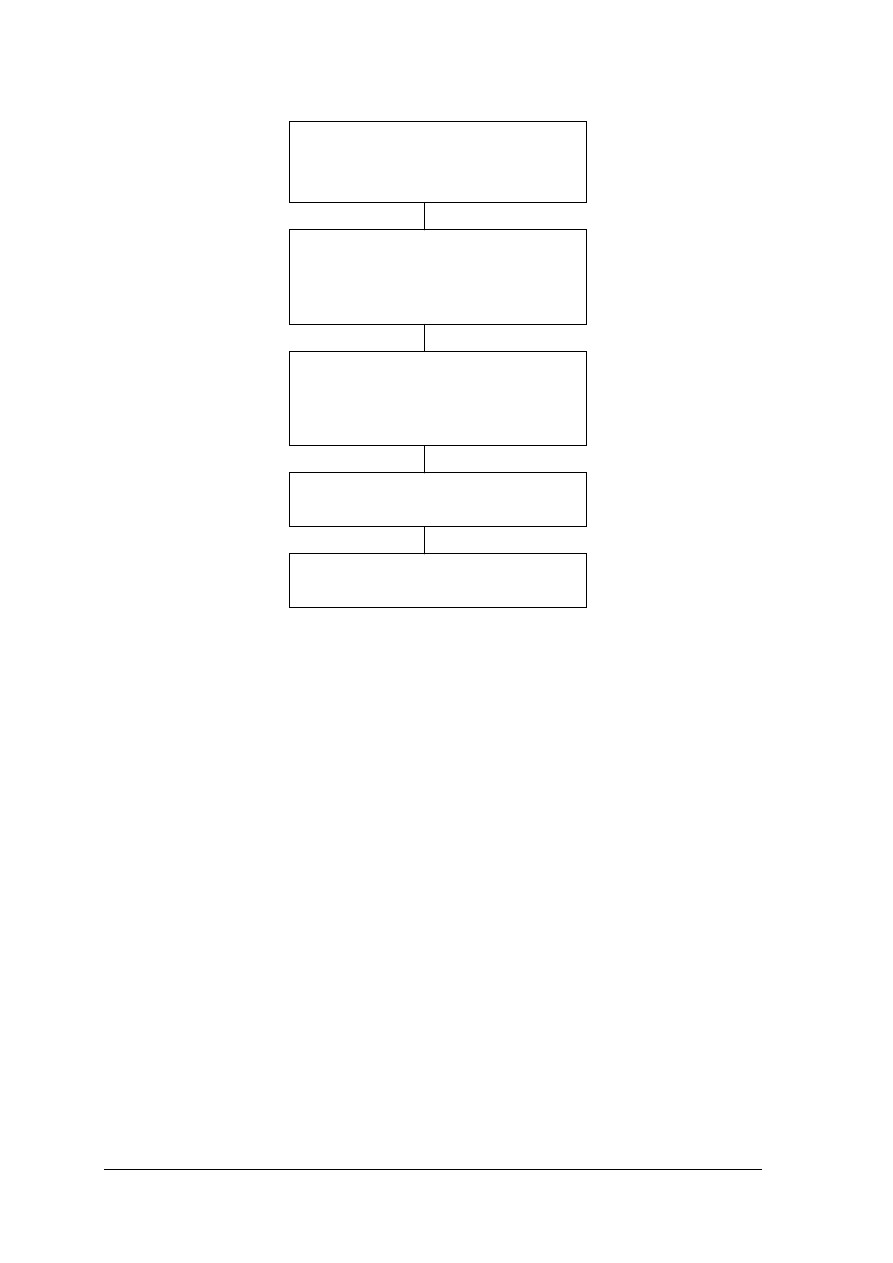
Jednostka modułowa „Określanie materiałów na spody obuwia”, której treść teraz
poznasz stanowi jeden z elementów modułu 744[02].O2 „Surowce, półprodukty i materiały
obuwnicze”, którego struktura jest zilustrowana na schemacie zamieszczonym na stronie 4.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych wynikających z rodzaju
wykonywanych prac. Przepisy te poznasz podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
744[02].O2
Surowce, półprodukty
i materiały obuwnicze
744[02].O2.03
Charakteryzowanie tworzyw
skóropodobnych stosowanych
w produkcji obuwia
744[02].O2.04
Określanie materiałów na
spody obuwia
744[02].O2.01
Określanie właściwości surowców
i skór wyprawionych
do produkcji obuwia
744[02].O2.02
Zastosowanie materiałów
włókienniczych w procesie
wytwarzania obuwia
744[02].O2.05
Dobieranie materiałów
pomocniczych do produkcji
obuwia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
charakteryzować zagrożenia związane z wykonywaną pracą,
–
stosować obowiązujące procedury postępowania w przypadku zagrożenia pożarowego,
–
stosować podręczny sprzęt oraz środki gaśnicze zgodnie z instrukcją dotyczącą ochrony
przeciwpożarowej,
–
określać zasady ochrony środowiska,
–
stosować odzież ochronną oraz środki ochrony indywidualnej w zależności od rodzaju
wykonywanej pracy,
–
określać zagrożenia dla zdrowia i życia pracowników, związane z wykonywaną pracą,
–
określać użytkowe funkcje obuwia,
–
charakteryzować rozwój rzemiosła i przemysłu obuwniczego,
–
dokonywać podziału obuwia ze względu na rodzaj, przeznaczenie, sezonowość oraz wiek
użytkowników,
–
określać rodzaje i zasady oznaczania wielkościowych grup obuwia,
–
charakteryzować elementy obuwia oraz wymagania technologiczne,
–
sporządzać zestawienie części składowych różnych typów i rodzajów obuwia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
scharakteryzować proces produkcji skór wtórnych,
–
rozróżnić materiały na spody obuwia ze względu na rodzaj stosowanych surowców,
–
scharakteryzować surowce do produkcji tworzyw sztucznych na spody obuwia,
–
określić skład mieszanki surowcowej do produkcji gumy,
–
scharakteryzować najczęściej występujące wady materiałów spodowych,
–
rozróżnić wady materiałów na spody obuwia,
–
określić przydatność materiałów na spody obuwia ze względu na jego sezonowość
i przeznaczenie,
–
posłużyć się normami i warunkami technicznymi dotyczącymi jakości materiałów,
półproduktów i wyrobów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1.
Charakterystyka materiałów skóropodobnych na spody
obuwia
4.1.1.
Materiał nauczania
Materiałom przeznaczonym do produkcji części składowych spodów obuwia stawia się
inne wymagania niż materiałom wykorzystywanym do produkcji wierzchów obuwia.
Dominującą właściwością wymaganą od materiałów wierzchnich jest ich higieniczność. Od
materiałów stosowanych na spody wymaga się natomiast, aby charakteryzowały się dużą
wytrzymałością na ścieranie i wielokrotne zginanie. Z tego też względu do produkcji części
spodowych stosuje się w zdecydowanej większości materiały zastępcze, które z powodzeniem
zastępują skórę naturalną. Obecnie szacuje się, że na spody obuwia przeznacza się zaledwie
8-12% skór naturalnych, pozostałą ilość stanowią gumy, tworzywa sztuczne i inne materiały
spodowe.
Materiały przeznaczone na spody obuwia muszą się charakteryzować odpowiednimi
wskaźnikami fizykomechanicznymi [6, s. 266]. Do nich zalicza się m.in.:
–
grubość – pomiaru dokonuje się grubościomierzem płytkowym; arkusze mierzy się
w czterech miejscach, w odległości nie mniejszej niż 25 mm od brzegu; podeszwy
formowane – w części piętowej i w czubku,
–
masę właściwą – najprostszy sposób pomiaru polega na wycięciu próbki o odpowiedniej
objętości i zważeniu jej na wadze technicznej, można stosować inne metody oznaczenia,
podobnie jak do skóry (PN-EN ISO 2420. Skóra wyprawiona. Badania fizyczne
i mechaniczne. Wyznaczanie gęstości pozornej),
–
odporność na wielokrotne zginanie – badanie polega na pomiarze liczby cyklicznych
odkształceń potrzebnych do powstania uszkodzenia próbki; pomiaru dokonuje się
w temperaturze normalnej i –15
o
C;
–
wytrzymałość na rozciąganie – badanie przeprowadza się na zrywarce, poddając próbkę
działaniu sił rozciągających aż do momentu jej zerwania; pomiar przeprowadza się dla
próbek suchych i mokrych;
–
wydłużenie maksymalne - określa się w momencie zerwania próbki w czasie badania
wytrzymałości na rozciąganie za pomocą zrywarki;
–
odporność na rozdzieranie – pomiar przeprowadza się za pomocą zrywarki; dwa końce
nadciętej próbki zamocowuje się uchwycie i mierzy siłę potrzebną do zerwania próbki;
–
odporność na ścieranie – oznaczenie można przeprowadzać różnymi metodami, np.
dociskając ze stałą siłą krążki materiału do tarczy ściernej i oznaczeniu ubytków gumy
w gramach; najlepsze wyniki uzyskuje się w próbach eksploatacyjnych obuwia.
Przy badaniu parametrów użytkowych materiałów na spody obuwia określa się także
wytrzymałość złącza klejowego materiałów (odporność na rozwarstwienie), odporność na
wymywanie komponentów i degradację materiału, odporność na przemakanie, poślizg
i stabilność wymiarów liniowych. Wszystkie te badania i metody ich przeprowadzania zostały
określone w normach przedmiotowych. Z chwilą wejścia Polski do Unii Europejskiej polskie
normy zostały dostosowane do wymogów unijnych.
Metody badań pod kątem oceny spodów obuwiowych są opisane w normach:
PN-EN 12770:2002. Obuwie. Metody badań podeszew. Odporność na ścieranie.
PN-EN 12771:2002. Obuwie. Metody badań podeszew. Wytrzymałość na rozdzieranie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
PN-EN 12774:2002. Obuwie. Metody badań podeszew. Oznaczanie odporności na
rozwarstwienie.
PN-EN 12803:2002. Obuwie. Metody badań podeszew. Wytrzymałość na rozciąganie
i wydłużenie.
EN ISO 17707:2005. Obuwie. Metody badań podeszew. Odporność na wielokrotne zginanie.
PN-EN 12772:2002. Obuwie. Metody badań podeszew. Stabilność wymiarów.
PN-EN 12773:2002. Obuwie. Metody badań podeszew. Wytrzymałość na rozdzieranie igłą.
PN-EN 12748:2002. Obuwie. Metody badań podeszew, podpodeszew, podszewek
i wyściółek. Zawartość substancji rozpuszczalnych w wodzie.
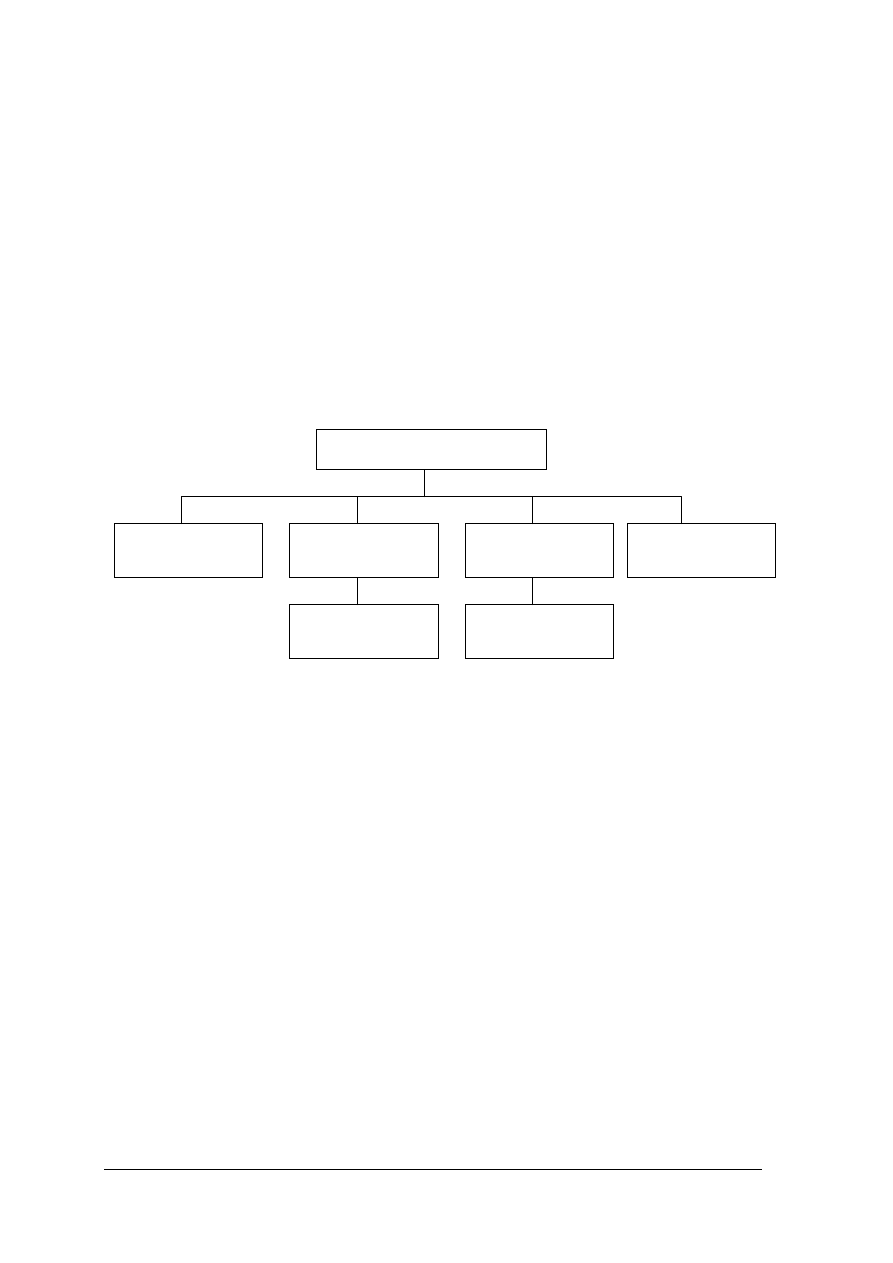
Materiały na podpodeszwy
Podpodeszwa bezpośrednio lub za pośrednictwem wyściółki przylega do podeszwowej
strony stopy. W związku z powyższym wymaga się od niej nie tylko odpowiednich
właściwości wytrzymałościowych, ale musi ona także zapewnić odpowiednią higieniczność.
Rodzaje stosowanych materiałów podpodeszwowych przedstawiono na schemacie
(rysunek 1).
Rys. 1. Rodzaje materiałów podpodeszwowych [6, s. 290]
W tej jednostce modułowej zostanie omówiona charakterystyka nieskórzanych
materiałów wykorzystywanych do produkcji podpodeszew. Charakterystyka skóry naturalnej
wykorzystywanej do produkcji obuwia jest przedstawiona w jednostce modułowej
744[02].O2.01 „Określanie właściwości surowców i skór wyprawionych do produkcji
obuwia”.
Materiały kolagenowe
Skóra wtórna zaliczana jest do tworzyw skóropodobnych kolagenowych. Określenie
skóra wtórna wywodzi się stąd, że produkuje się ją z odpadów skóry wyprawionej przez jej
rozwłóknienie, a następnie spilśnienie włókien i sklejenie ich odpowiednio dobranym
lepiszczem. Do produkcji skóry wtórnej stosuje się masę włóknistą, środki wiążące oraz
substancje dodatkowe.
Masę włóknistą stanowią przede wszystkim odpady skór garbowania chromowego oraz
skór garbowania roślinnego. Podstawą wykorzystania odpadów skór jest zachowanie
charakteru włóknistego, dlatego odpady w postaci pyłu lub mączki nie mogą być tu
wykorzystywane. Odpady przed ich rozwłóknianiem są dokładnie sortowane. Wszelkie
zanieczyszczenia, takie jak części metalowe, gumowe, itp. muszą być usunięte. Rozdrabnianie
odpadu skóry odbywa się zwykle na mokro w młynach rozwłókniających.
Ś
rodki wiążące (lepiszcza) mają decydujący wpływ na jakość skóry wtórnej. Ilość
i rodzaj środków wiążących dobiera się tak, aby uzyskać pewną zdolność przepuszczania pary
wodnej, utrzymać charakter włóknisty oraz miękkość i elastyczność. Stosowanymi środkami
Materiały podpodeszwowe
Skóry
podpodeszwowe
Materiały
kolagenowe
Materiały
celulozowe
Włókniny
impregnowane
Skóra wtórna
Sztuczne skóry
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
wiążącymi są lateksy kauczuku naturalnego lub syntetycznego, a czasami lateksy żywic
syntetycznych, np. polioctanu winylu.
Oprócz masy włóknistej i lepiszcza przy produkcji skóry wtórnej wykorzystywane są
ś
rodki pomocnicze takie jak:
–
słabe kwasy i sole, które spełniają rolę koagulantów,
–
emulgatory – ułatwiają przenikanie zmiękczaczy do środka wiążącego,
–
substancje polepszające elastyczność, wodoodporność i wygląd skóry sztucznej.
Ogólnie produkcję skóry wtórnej można podzielić na następujące fazy:
–
sporządzanie zawiesiny rozdrobnionych odpadów skórzanych w wodzie,
–
dodawanie środka wiążącego,
–
wytrącanie lepiszcza na włókninie przez dodanie środka koagulującego, np. siarczanu glinu,
–
dodanie środków regulujących przebieg wytrącania lepiszcza oraz innych dodatków
pomocniczych,
–
uzyskanie pilśni przez odwodnienie masy na cedzidłach i filtrach próżniowych,
–
usunięcie wody przez prasowanie na prasach hydraulicznych i suszenie uzyskanych płyt,
–
prasowanie i znakowanie płyt.
Skóry wtórne wykazują dość dobre właściwości fizyczne, zdolność sorpcji potu
i odporność na jego działanie. W zależności od przeznaczenia, dzieli się je na:
podpodeszwowe, zakładkowe, na podsuwki i składki obcasowe. Skóry wtórne
podpodeszwowe powinny wykazywać właściwości charakterystyczne dla naturalnych skór
podpodeszwowych, skóry wtórne przeznaczone na zakładki i podsuwki powinny wykazywać
odporność na wilgoć i dobrą elastyczność oraz względnie wysoką wytrzymałość na
rozciąganie. Skóry wtórne obcasowe muszą być odpowiednio grube, o niskich wskaźnikach
nasiąkliwości i odpowiednio ścisłe. Zastosowanie skór wtórnych na obcasy jest nieduże.
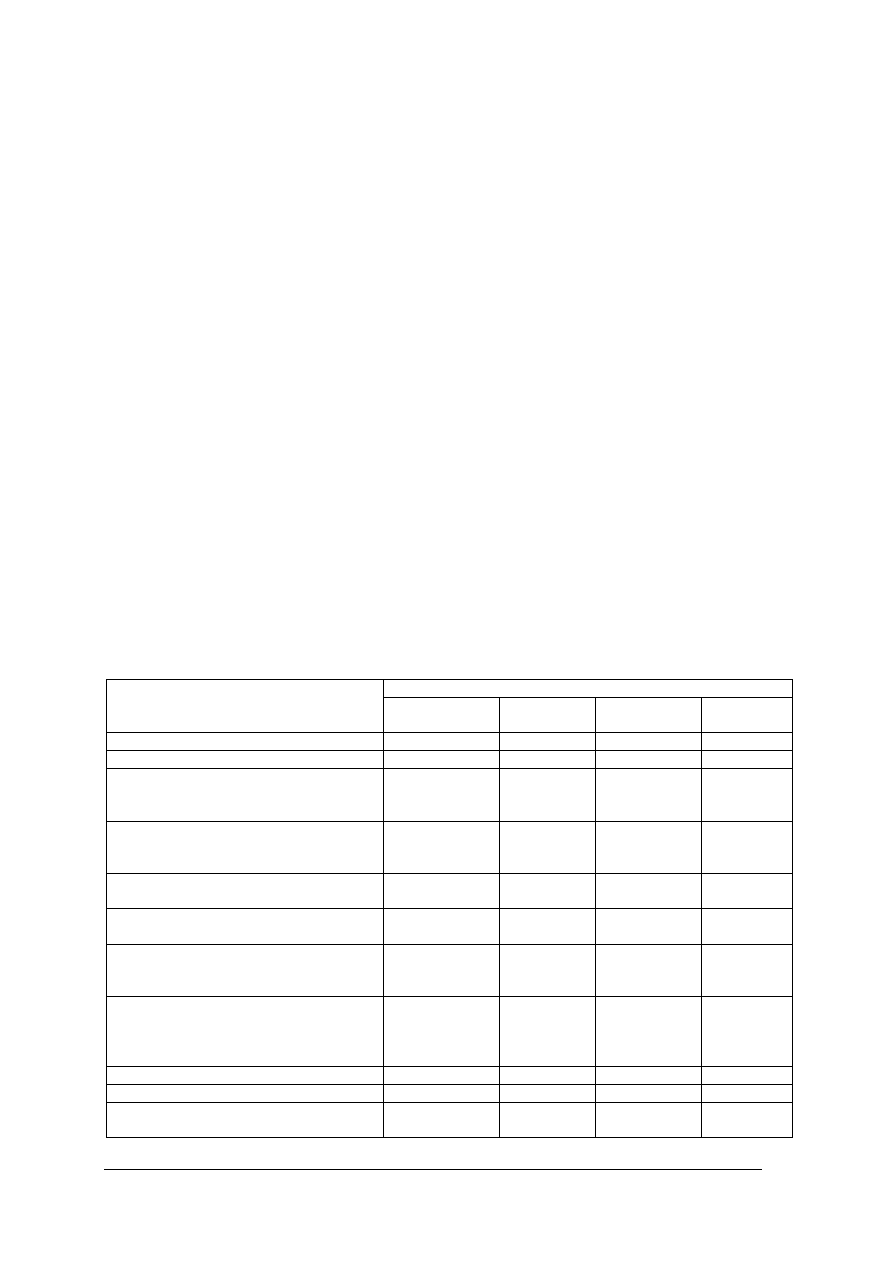
Wymagane właściwości skór wtórnych w zależności od przeznaczenia przedstawiono
w tabeli 1.
Tabela 1. Wymagania i warunki techniczne dla skór wtórnych [6, s. 293]
Rodzaje skór wtórnych
Wskaźnik
Podpodeszwy
Zakładki
Podsuwki
Składki
obcasowe
1
2
3
4
5
Grubość w mm
1,2÷2,5
1,6÷2,5
2,0÷3,0
4,0÷6,0
Wytrzymałość na rozciąganie w MPa
-
na sucho
-
na mokro
8,0
6,0
6,9
4,9
8,8
7,4
7,0
4,0
Wydłużenie maksymalne w %
-
na sucho
-
na mokro
20÷40
25÷50
15÷40
20÷50
20÷40
25÷50
15÷30
20÷50
Odporność na wielokrotne zginanie w tys.
zgięć
30
5
10
-
Wytrzymałość na rozwarstwienie
w daN/mm
0,045
0,045
0,065
0,065
Nasiąkliwość w wodzie w %
-
po 30 min
-
po 2 h
10
20
25
45
15
30
20
35
Zmiana wymiarów liniowych
w %
-
po nawilżeniu
-
po suszeniu
+2,7
-3,0
+2,7
-3,0
+2,7
-3,0
+2,0
-2,0
Pęcznienie w %
3,5
-
4,0
-
Wytrzymałość ściegu w daN/mm
3,5
-
4,0
-
Zdolność wchłaniania pary wodnej w %
4,5
-
-
-
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Skóry wtórne obuwiowe produkuje się w formie arkuszy prostokątnych o wymiarach
200x150 cm. Ich barwa w odcieniu brązowym jest zbliżona do naturalnej barwy skóry na
spody obuwia wyprawy roślinno-syntanowej lub innej z udziałem garbnika roślinnego.
Przekrój poprzeczny powinien być jednolity.
Skóry wtórne obuwiowe występują w dwóch gatunkach:
–
I gatunek - powierzchnia użytkowa skór nie powinna być mniejsza niż 95% powierzchni
całkowitej,
–
II gatunek – nie mniej niż 85% powierzchni całkowitej.
Niedopuszczalne wady w gatunku I to: dziury, pęknięcia, przedarcia, pofałdowania,
rozwarstwienia, a także plamy lub zabrudzenia tłuszczowe skór wtórnych. Te dwie ostatnie
wady dotyczą także gatunku II.
Materiały celulozowe
Najczęściej stosowanym zamiennikiem skóry naturalnej w produkcji podpodeszew są
materiały celulozowe. Charakteryzują się one bardzo korzystnymi właściwościami
higienicznymi i zdrowotnymi oraz bardzo dobrą stabilnością wymiarów liniowych przy
dobrych walorach wytrzymałościowych. Ich największą wadą jest niska wytrzymałość na
tarcie w stanie mokrym. Materiały te nazywane są sztuczną skórą podpodeszwową.
Podstawowymi surowcami do produkcji sztucznej skóry podpodeszwowej są: masa
celulozowa, lateks kauczuku chloroprenowego, który jest środkiem wiążącym, środek
wulkanizujący, przeciwstarzeniowy i inne środki pomocnicze. W produkcji sztucznej skóry
można wyróżnić następujące operacje:
–
przygotowanie masy celulozowej w odpowiednich kadziach przy stałym mechanicznym
poruszaniu masy,
–
przygotowanie mieszanki włóknistej z różnych gatunków włókien celulozowych,
–
formowanie wstęgi na maszynach papierniczych,
–
napawanie częściowo odwodnionej wstęgi mieszanką kąpieli z lateksu kauczuku
chloroprenowego z dodatkiem środków wulkanizujących, przeciwstarzeniowych i innych
pomocniczych,
–
obróbka termiczna w temp. 100
o
C, następnie suszenie, prasowanie, chłodzenie i cięcie na
arkusze.
Do najbardziej znanych sztucznych skór podpodeszwowych, stosowanych do wszelkich
rodzajów obuwia, należą: Texon (Francja), Insole (USA), Loricel (Wielka Brytania) i inne.
Texon jest otrzymywany przez wiązanie masy celulozowej lateksem kauczuku
chloroprenowego z dodatkiem środków wulkanizacyjnych. Produkcja polega na formowaniu
materiału włóknistego w postaci wstęgi i impregnacji w kąpieli lateksu, prasowaniu
i suszeniu.
Sztuczna
skóra
typu
Texon
charakteryzuje
się
dobrymi
wskaźnikami
wytrzymałościowymi i higienicznymi oraz posiada stosunkowo niską masę właściwą
i równomierną strukturę powierzchni. Stwarza to możliwość mechanizacji i automatyzacji
operacji przygotowania podpodeszew do montażu. Wykazuje dobrą odporność na ścieranie
zarówno w stanie suchym jak i mokrym, po nawilżeniu i w czasie użytkowania nie ulega
deformacji. Zasadniczą zaletą podpodeszwy z Texonu jest jej porowatość, dobra
nasiąkliwość, przepuszczalność pary wodnej i powietrza. Sztuczne skóry typu Texon nie
zawierają składników szkodliwych dla zdrowia i dlatego znalazły szerokie zastosowanie
w produkcji obuwia.
Podobna do Texonu jest sztuczna skóra podpodeszwowa, w której górną warstwę stanowi
porowaty PCW, a podłoże tworzą włókna celulozowe.
Nowe materiały podpodeszwowe wprowadzane do produkcji obuwia muszą odpowiadać
wymaganiom dotyczącym komfortu użytkowania, a przede wszystkim zdrowotności stopy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Do takich materiałów zalicza się sztuczną skórę podpodeszwową Poron i Flexelon, obydwie
produkowane w USA [6, s. 206].
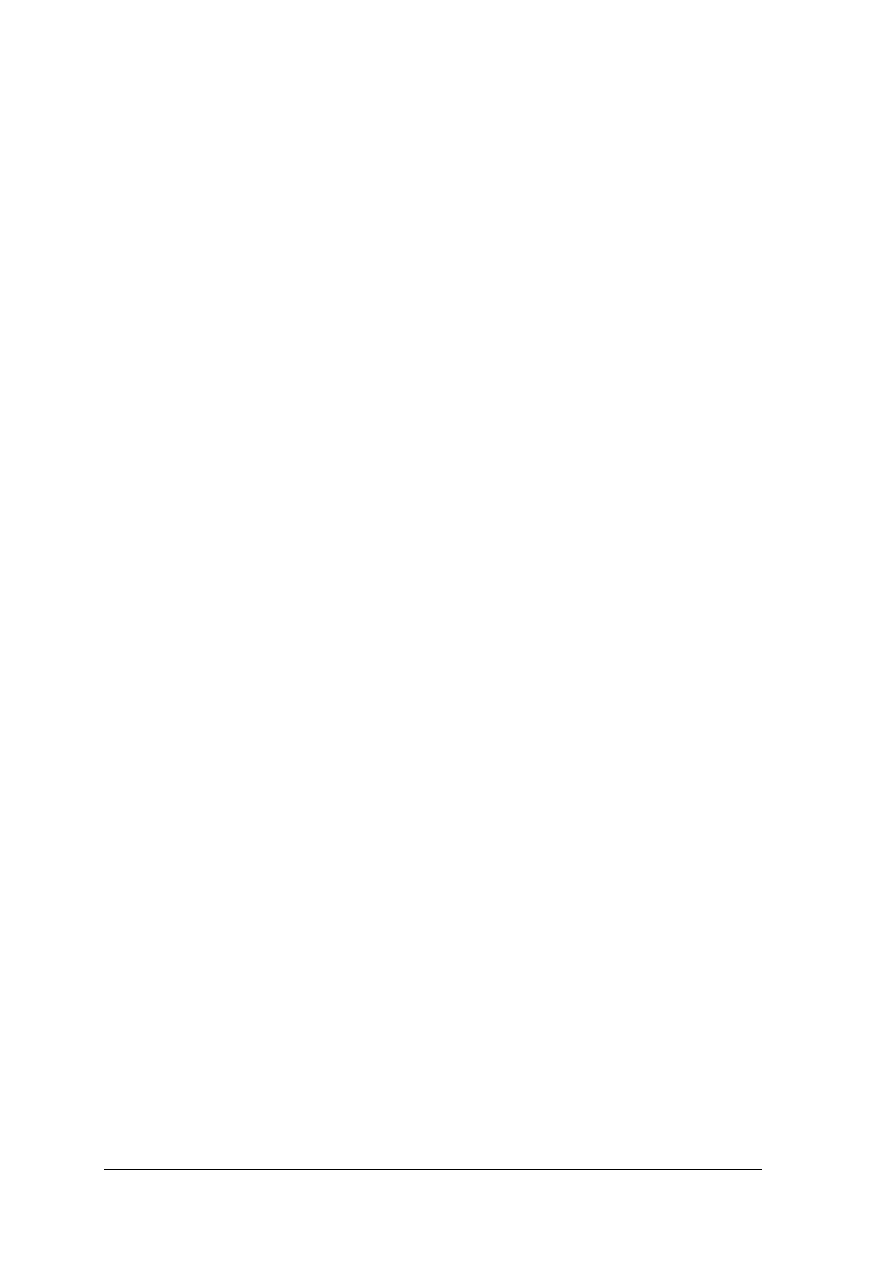
Porównanie właściwości tworzyw skóropodobnych kolagenowych i celulozowych na
podpodeszwy obuwia przedstawiono w tabeli 2.
Tabela 2. Właściwości tworzyw skóropodobnych na podpodeszwy do obuwia [3, s. 223]
Tworzywa skóropodobne na podpodeszwy do obuwia
celulozowe
Właściwości
Jednostka
kolagenowe
cienkie
grube
1
2
3
4
5
Grubość
mm
1,7÷2,4
1,7_1,8
2,1÷2,4
Masa właściwa
g/cm
3
0,739÷0,954
0,60÷0,67
0,60÷0,68
Wytrzymałość na
rozciąganie
-
na sucho
-
na mokro
MPa
7,7÷16,7
4,8÷11,7
11,5÷17,0
5,6÷10,5
14,1÷15,0
7,5÷8,5
Wydłużenie maksymalne
-
na sucho
-
na mokro
%
20÷51
31÷63
19÷31
23÷34
24÷32
30÷38
Wytrzymałość na
zginanie na walcu
stopień
180
180
180
Wytrzymałość na
wielokrotne zginanie
kilocykli
20÷30
5÷20
7,3÷31,0
Nasiąkliwość wodą
-
po 2 h
-
po 24 h
%
25,6÷46,2
43,5÷69,4
51,4÷52,3
71,5÷81,6
20,9÷82,9
51,5÷155,2
Stateczność wymiarów
liniowych
-
na grubości
-
na długości
%
12,3÷20,1
3,1÷5,3
15,2÷19,9
0,9÷1,2
12,8÷17,1
1,0÷1,5
Przepuszczalność pary
wodnej
mg H
2
O
___________________________
10 cm
2
w czasie 24h
317÷467
707÷770
380÷703
Sorpcja pary wodnej
%
4,2÷6,7
6,0÷6,7
5,9÷6,7
Desorpcja pary wodnej
%
1,2÷2,7
3,2÷4,2
3,4÷4,3
Wilgotność
%
9,4÷13,7
3,0÷7,5
3,0÷7,5
Wartość pH wyciągu
wodnego
_
3,6÷5,3
6,7÷7,3
6,7÷7,3
Inne materiały stosowane w produkcji podpodeszew
Innymi zamiennikami skóry naturalnej są włókniny impregnowane, otrzymywane
w procesie igłowania włóknin poliamidowych, polipropylenowych i poliestrowych wiązanych
przez żywice butadienowo-styrenowe oraz pochodne polichlorku winylu. Materiały te
charakteryzują się dobrymi parametrami higienicznymi i mechanicznymi, jednolitą grubością
i jednorodnością. Dają bardzo dobre wyniki przy montażu obuwia klejami poliestrowymi
i poliamidowymi.
Przy produkcji podpodeszew stosowane są też inne materiały takie jak tektura obuwnicza,
którą wykorzystuje się głównie do wzmocnienia podpodeszwy, a w mniejszym stopniu jako
materiał podstawowy do ich produkcji (ze względu na małą wytrzymałość na rozciąganie).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.1.2.
Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie wymagania stawiane są materiałom przeznaczonym do produkcji spodów obuwia?
2.
Jak dzielimy materiały podpodeszwowe?
3.
Jakie surowce są wykorzystywane do produkcji skóry wtórnej?
4.
Jak przebiega proces produkcji skór wtórnych?
5.
Jakie surowce stosujemy do wytwarzania materiałów celulozowych stosowanych
w obuwnictwie?
6.
Jakie operacje występują przy produkcji sztucznej skóry?
7.
Jakie inne materiały znalazły zastosowanie jako zamienniki skóry naturalnej w procesie
wytwarzania obuwia?
4.1.3.
Ćwiczenia
Ćwiczenie 1
Obejrzyj film dydaktyczny przedstawiający proces produkcji skór wtórnych i nazwij
operacje tam występujące.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z materiałem teoretycznym jednostki modułowej,
2)
obejrzeć film dydaktyczny,
3)
dokonać analizy filmu,
4)
zanotować informacje prezentowane w filmie (maszyny, urządzenia, surowce, operacje
technologiczne),
5)
obejrzeć ponownie film,
6)
zweryfikować i ewentualnie uzupełnić zapisany tekst,
7)
zaprezentować ćwiczenie na forum grupy,
8)
uczestniczyć w dyskusji na temat poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
–
film dydaktyczny ilustrujący proces produkcji skór wtórnych,
–
prospekty maszyn i urządzeń wykorzystywanych do produkcji skóry wtórnej,
–
odtwarzacz,
–
papier formatu A4,
–
przybory do pisania,
–
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ćwiczenie 2
Scharakteryzuj proces produkcji sztucznej skóry na podpodeszwy z materiałów
celulozowych. Wymień surowce potrzebne do jej wytwarzania i omów poszczególne
operacje.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z materiałem teoretycznym jednostki modułowej,
2)
wymienić surowce stosowane do produkcji sztucznej skóry,
3)
opisać operacje występujące podczas jej wytwarzania,
4)
zaprezentować ćwiczenie na forum grupy,
5)
uczestniczyć w dyskusji podsumowującej ćwiczenie.
Wyposażenie stanowiska pracy:
−−−−
arkusze papieru A4,
−−−−
przybory do pisania,
−−−−
schematy i prospekty maszyn stosowanych w produkcji sztucznych skór,
−−−−
literatura zgodnie z punktem 6 poradnika dla ucznia.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
scharakteryzować produkcję skóry wtórnej?
2)
wymienić surowce stosowane do produkcji skóry wtórnej?
3)
omówić proces produkcji tworzyw skóropodobnych celulozowych?
4)
scharakteryzować właściwości skóry wtórnej?
5)
dokonać porównania właściwości tworzyw skóropodobnych
kolagenowych i celulozowych?
6)
określić zastosowanie powyższych tworzyw do produkcji obuwia?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
4.2.
Charakterystyka tworzyw sztucznych na elementy spodów
obuwia
4.2.1. Materiał nauczania
Stosowanie tworzyw termoplastycznych do produkcji części składowych spodu obuwia
zostało zapoczątkowane w latach sześćdziesiątych. Spowodowało to istotne zmiany
w technologii produkcji spodów obuwia.
Gumy i tworzywa sztuczne przeznacza się głównie do produkcji części zewnętrznych
spodu obuwia, a więc: podeszew, obcasów, wierzchników, zelówek, platform i otoków.
Wynika to z ich właściwości, gdyż jak wiadomo, mają one bardzo dobre parametry
wytrzymałościowe, natomiast niedostateczne właściwości higieniczne.
Tworzywa sztuczne do produkcji podeszew
W produkcji podeszew, wykorzystuje się takie tworzywa sztuczne, jak: kauczuk
termoplastyczny, polichlorek winylu, kopolimery etyleno-octanu winylu, poliuretany i inne.
Polichlorek winylu (PCW)
Polichlorek winylu należy do najwcześniej stosowanych polimerów. PCW można
przetwarzać prawie wszystkimi dostępnymi obecnie metodami. W obuwnictwie stosuje się go
głównie do formowania spodów obuwia metodą wtryskową. Najczęściej stosuje się PCW
zmiękczony, wymagający wielu dodatków zmieniających jego właściwości. Mieszanka
stosowana do produkcji spodów składa się z polichlorku winylu, zmiękczaczy, stabilizatorów,
napełniaczy, barwników i dodatków specjalnych. Zmiękczacze wpływają na obniżenie
twardości, ale podwyższają odporność na niskie temperatury i sprężystość wyrobu.
W temperaturze pokojowej PCW jest materiałem niezwykle elastycznym, natomiast przy
spadku temperatury, zwłaszcza poniżej –15
o
C, staje się sztywny i łamliwy.
Udoskonalonym tworzywem na spody jest PCW porowaty, który otrzymuje się przez
dodatek do granulatu od 0,5 do 3% poroforów, czyli substancji, które w określonych
warunkach ulegają rozkładowi z wydzieleniem dużej ilości produktów gazowych.
Wprowadzając odpowiednią ilość poroforów można uzyskać wypraski o niskiej masie
właściwej, delikatnej strukturze i dużej sprężystości. PCW porowaty charakteryzuje się
lepszymi właściwościami termoizolacyjnymi i lepszą odpornością na niskie temperatury.
Spody z PCW mają dużą odporność na ścieranie, ale wykazują niższą odporność na
wielokrotne zginanie w niskich temperaturach w porównaniu ze skórą naturalną. W celu
poprawienia właściwości PCW przeprowadza się jego modyfikację poliuretanem lub
kauczukiem nitrylowym w proporcji 2:1.
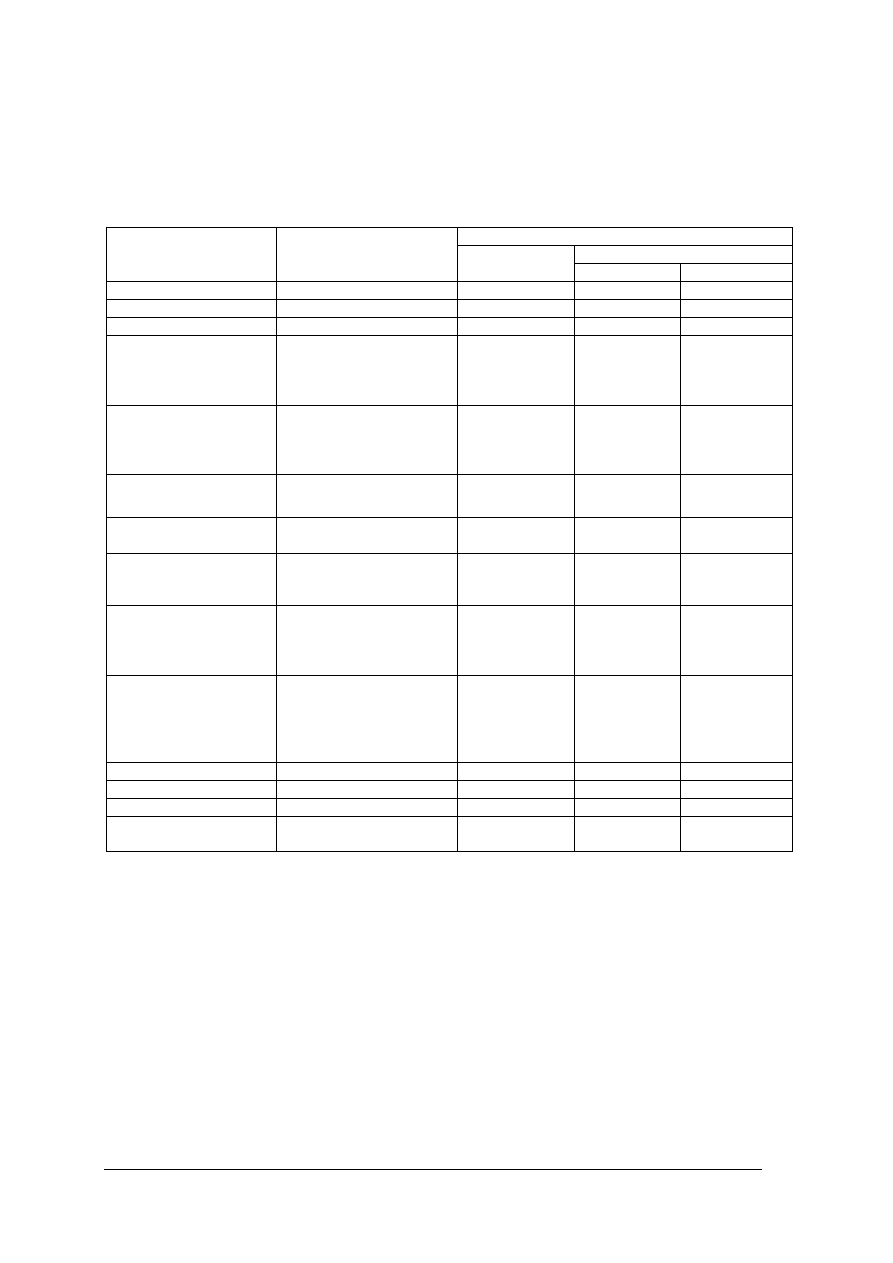
Wady i zalety PCW przeznaczonego na spody obuwia przedstawiono w tabeli 3.
Tabela 3. Wady i zalety PCW stosowanego na spody obuwia [6, s. 279]
Zalety
Wady
Niska cena
Łatwość formowania
Dobra trwałość
Możliwość
modyfikacji
z
innymi
polimerami
Dobra odporność na kwasy i zasady
Tendencje do poślizgu podeszew twardych
Pękanie
Słaba odporność na niskie temperatury
Nieprzydatność
do
cienkich
spodów
i wierzchników

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Spody z polichlorku winylu mogą być lite (modyfikowane dodatkiem poliuretanu lub
kauczuku syntetycznego) oraz mikroporowate. Są one wykończane przez barwienie w masie
lub przez lakierowanie powierzchniowe.
Obecnie następuje systematyczny spadek zastosowania PCW na spody obuwia. Wynika
to z wad tego tworzywa (tabela 3), ale także ze względów ekologicznych. PCW nie daje się
utylizować przez spalanie, ponieważ wydziela się gazowy HCl i następuje zakwaszanie
ś
rodowiska (kwaśne deszcze). Ponadto monomer chlorku winylu ma właściwości
rakotwórcze. Odpady PCW można jednak wykorzystać w inny sposób, poprzez dodanie,
w postaci zmielonego regranulatu, do produkcji elementów spodowych z innych tworzyw
sztucznych.
Poliuretan (PU)
Poliuretany są ostatnio bardzo popularnym materiałem na spody obuwia. Ze względu na
duże możliwości przetwórcze poliuretanów otrzymuje się spody o zróżnicowanych
właściwościach.
Surowcami do produkcji poliuretanów są polieterole lub poliestrole i izocyjaniany.
W zależności od metod produkcji znane są trzy grupy elastomerów poliuretanowych:
walcowane, termoplastyczne i lane.
Elastomery poliuretanowe walcowane są produkowane w kolejnych etapach:
Poliuretan
_________________________________________________
liniowy → sieciowany→ wulkanizowany
(plastomer)
(elastomer)
W końcowym etapie zachodzącej reakcji, po sieciowaniu, uzyskany produkt poddaje się
wulkanizacji, dodając napełniacze i różne składniki polepszające właściwości tworzywa.
Uzyskany produkt charakteryzuje się dobrymi właściwościami wytrzymałościowymi,
wykazuje wysoką twardość i elastyczność oraz dużą odporność na ścieranie. Znajduje
zastosowanie m.in. na wierzchniki obcasowe. W handlu spotyka się wiele typów
poliuretanów walcowanych, zarówno importowanych, jak i krajowych.
Elastomery poliuretanowe termoplastyczne należą do grupy spodów formowanych przez
wtrysk i wytłaczanie. Nie wymagają one wulkanizacji. Cechuje je znaczna twardość,
elastyczność oraz duża odporność na ścieranie. Powstające w produkcji odpady mogą być
ponownie wykorzystane.
Elastomery poliuretanowe lane uzyskuje się przez zmieszanie specjalnie przygotowanych
składników ciekłych i wlanie płynnej masy do form. Taka technologia nie wymaga
specjalnych urządzeń i nie jest skomplikowana. Do tej grupy zalicza się materiały używane
do wyrobu wierzchników obcasowych (np. Vulkollan) i obcasów. Vulkollan na wierzchniki
produkowany jest w postaci płyt.
Odmianą poliuretanów są mikroporowate elastomery uretanowe (MEU), które
charakteryzują się niską masą właściwą. Porowate elastomery poliuretanowe należą do
elastomerów lanych. Otrzymuje się je metodą dwuetapową z dwóch podstawowych
składników. Formowanie jest proste i nie wymaga skomplikowanych maszyn. Proces
formowania odbywa się w temperaturze pokojowej i przy niskim ciśnieniu. Takie parametry
pozwalają na zastosowanie form z tworzyw sztucznych, co stwarza możliwość częstej zmiany
asortymentu produkcji.
Pory w materiale z poliuretanów są zamknięte i izolowane, a więc podeszwy są
nieprzemakalne. Tego rodzaju tworzywa scharakteryzują się wysoką odpornością na
ś
cieranie, dobrymi właściwościami termoizolacyjnymi, dużą wytrzymałością na wielokrotne
zginanie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Najczęściej występującymi wadami formowanych podeszew PU, które uniemożliwiają
ich wykorzystanie do obuwia, są:
–
lepkość powłoki i nacieki,
–
nieprawidłowe wykończenie obrzeży: ubytki, niedolewy i nadlewy,
–
obtarcia oraz trwałe plamy i zabrudzenia na obrzeżach,
–
pęcherze lub skupiska otworów (w elastomerach porowatych), które obniżają wartość
użytkową i estetyczną,
–
różnice w odcieniach barwy między półparami jednej pary.
Pomimo wszystkich swoich zalet, poliuretany nie są ekologiczne, ponieważ wykonane
z nich wyroby wydzielają freon, niszczący warstwę ozonową. Ponadto są one drogie i trudno
je zutylizować.
Kopolimer octanu winylu i etylenu
Podeszwy z kopolimeru etylenu i octanu winylu (OWE) otrzymuje się w wyniku
kopolimeryzacji tych dwóch monomerów. Jeśli zawartość octanu winylu (OW) wynosi
5÷35%, to uzyskany produkt zalicza się do żywic termoplastycznych i oznacza EOW lub
EVA, natomiast przy zawartości 35–60% OW otrzymuje się kopolimer kauczukopodobny,
elastomer znakowany OWE. Przez zmieszanie OWE z napełniaczami, środkami sieciującymi
i porotwórczymi można uzyskać materiał o niskiej masie właściwej, będący najlżejszym
materiałem na spody obuwia. Charakteryzuje się on dużą elastycznością, jest mniej sztywny
w niskich temperaturach niż spody z PCW, w normalnej temperaturze jest sztywniejszy,
a więc lepiej chroni stopy. Spody obuwia z EVA charakteryzują się dużą trwałością
użytkową, znaczną lekkością, mają właściwości amortyzujące, niską przewodność cieplną
oraz są odporne na chemikalia, benzynę i rozpuszczalniki organiczne. Zaletą kopolimeru jest
możliwość wybarwienia w dowolnych kolorach i odcieniach.
Tworzywo to nie jest szkodliwe dla zdrowia ani dla środowiska naturalnego, dlatego
stosuje się je do obuwia dziecięcego i sportowego. Spody EVA znalazły także zastosowanie
do produkcji obuwia całorocznego wyjściowego. Mikroporowate kopolimery EVA stosuje się
do produkcji obuwia letniego, sandałowego i plażowego.
Kauczuki termoplastyczne (TR)
Kauczuki termoplastyczne otrzymuje się w procesie kopolimeryzacji butadienu ze
styrenem. Kauczuki termoplastyczne w normalnych warunkach zachowują się jak typowe
elastomery, poddawane ogrzewaniu miękną i uzyskują konsystencję płynu. Dają się
formować w temperaturze ok. 120
o
C metodą wtrysku lub wytłaczania. Przy produkcji spodów
z kauczuków termoplastycznych zostaje wyeliminowany proces wulkanizacji, stosowany przy
wytwarzaniu gumy. Po ochłodzeniu przechodzą w stan stały. Podeszwy z kauczuków
termoplastycznych mogą być lite lub porowate. Są stosowane do wszelkiego rodzaju obuwia.
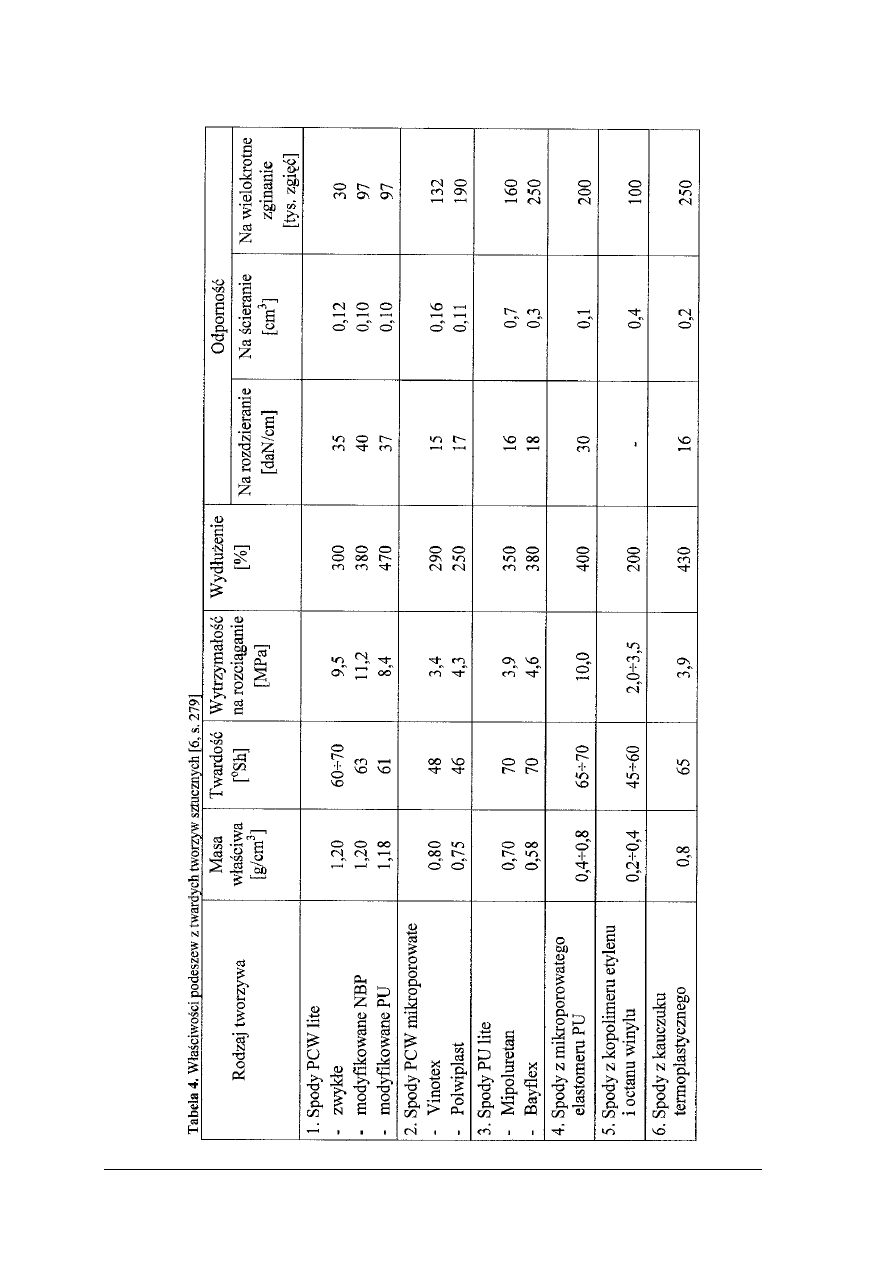
Właściwości fizykomechaniczne podeszew wykonanych z tworzyw sztucznych
przedstawiono w tabeli 4.
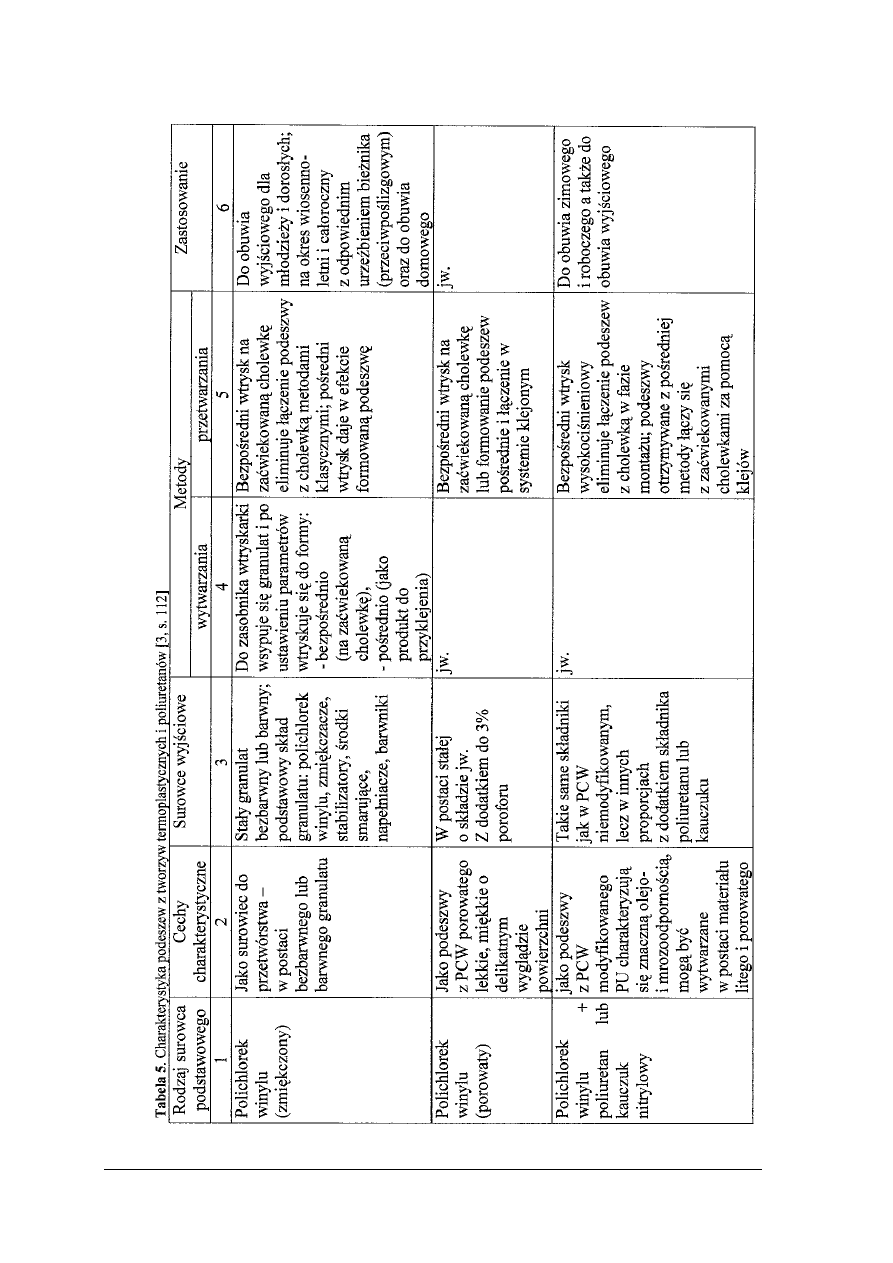
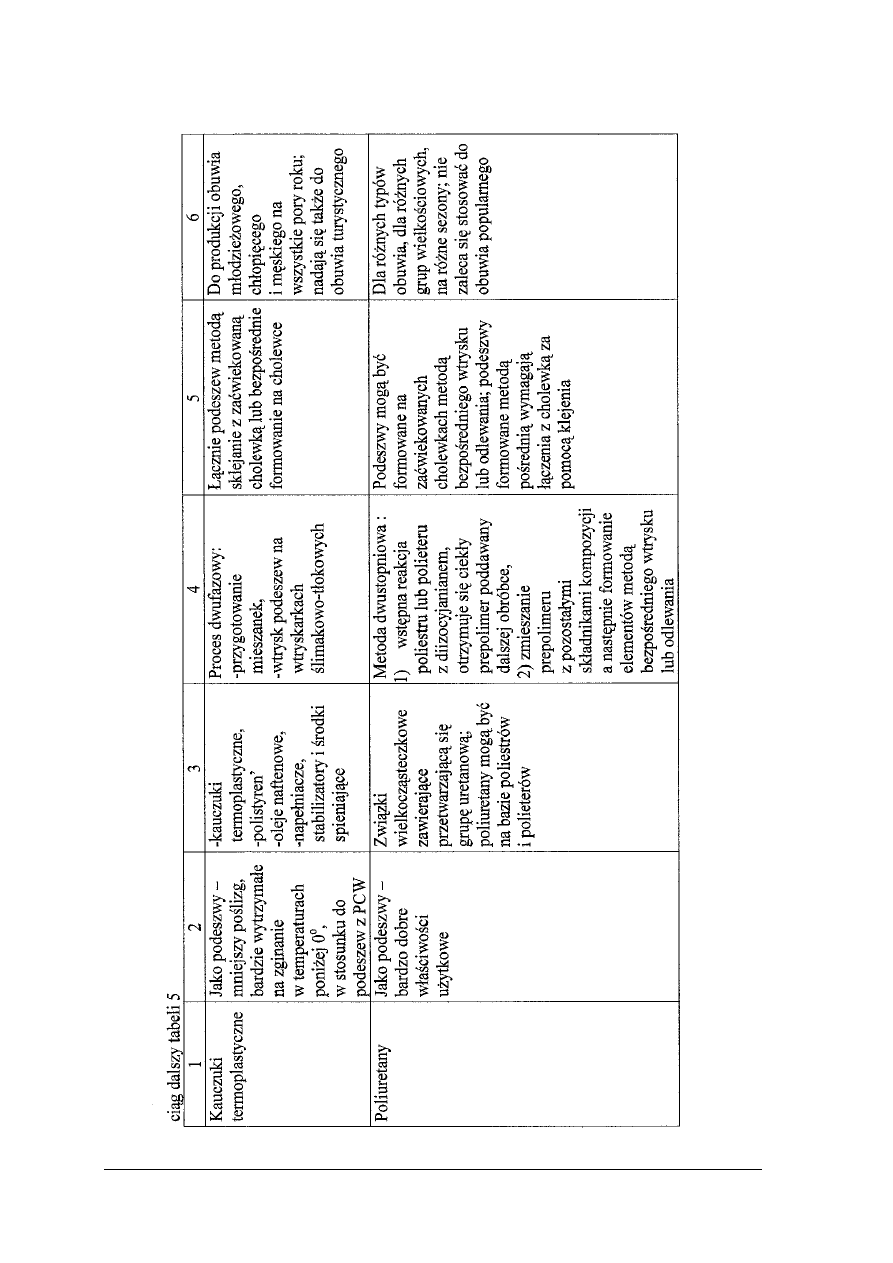
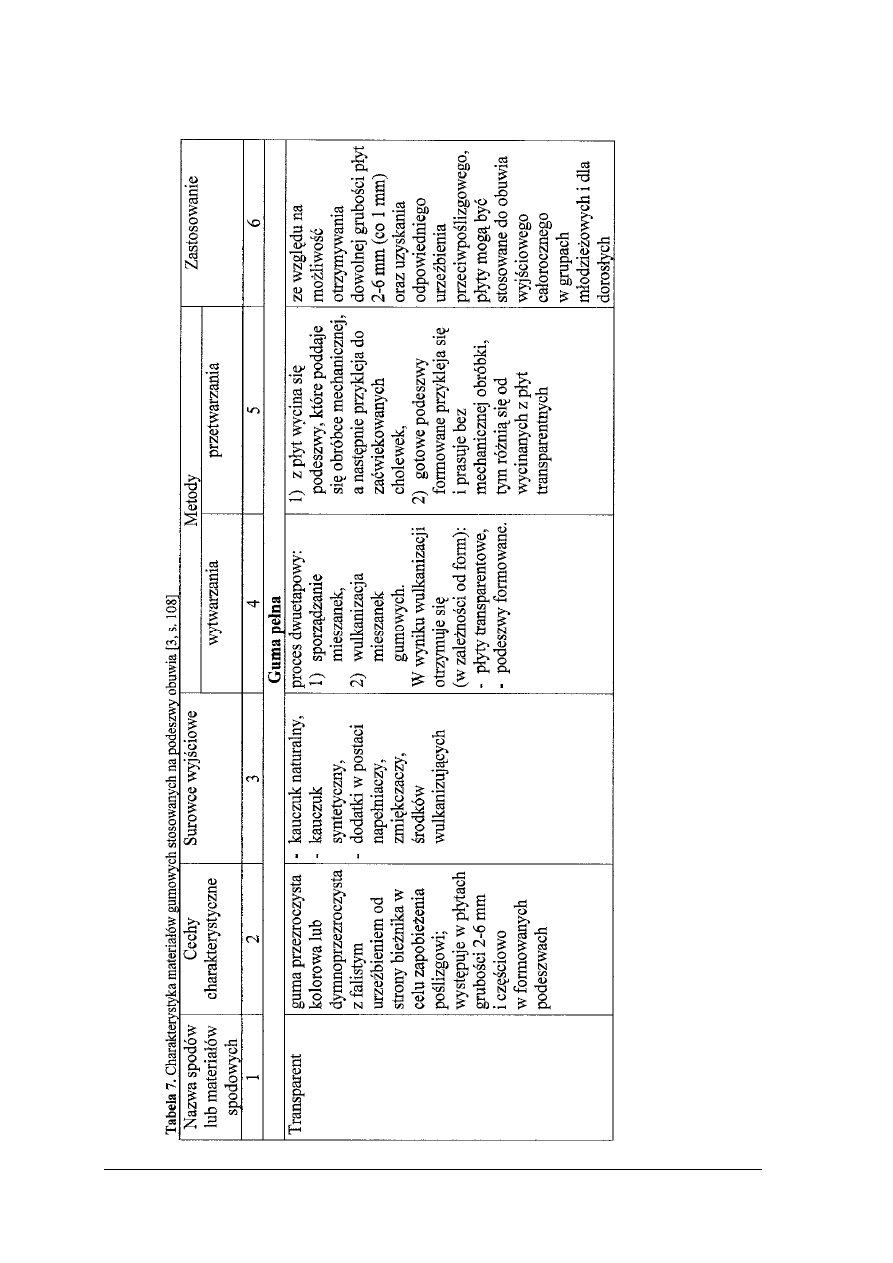
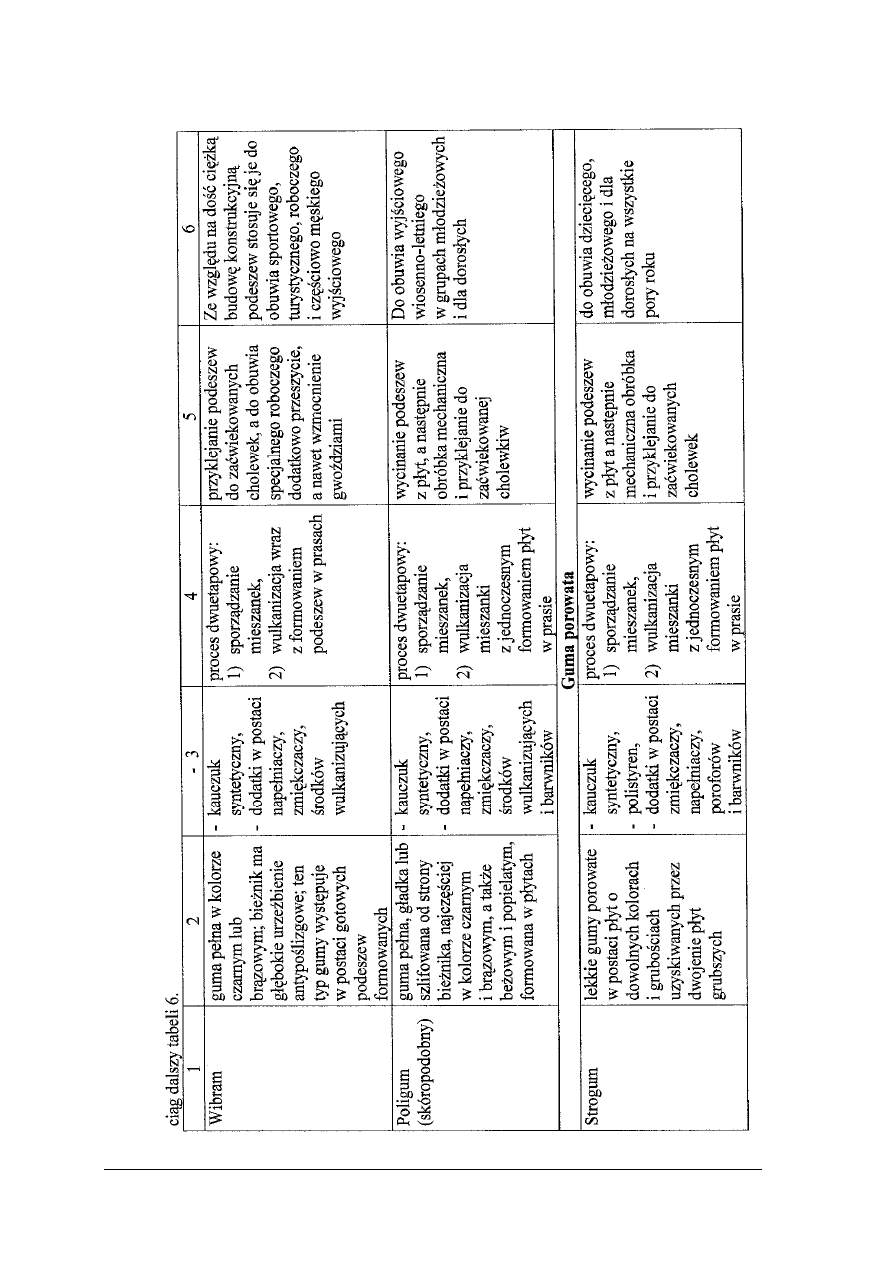
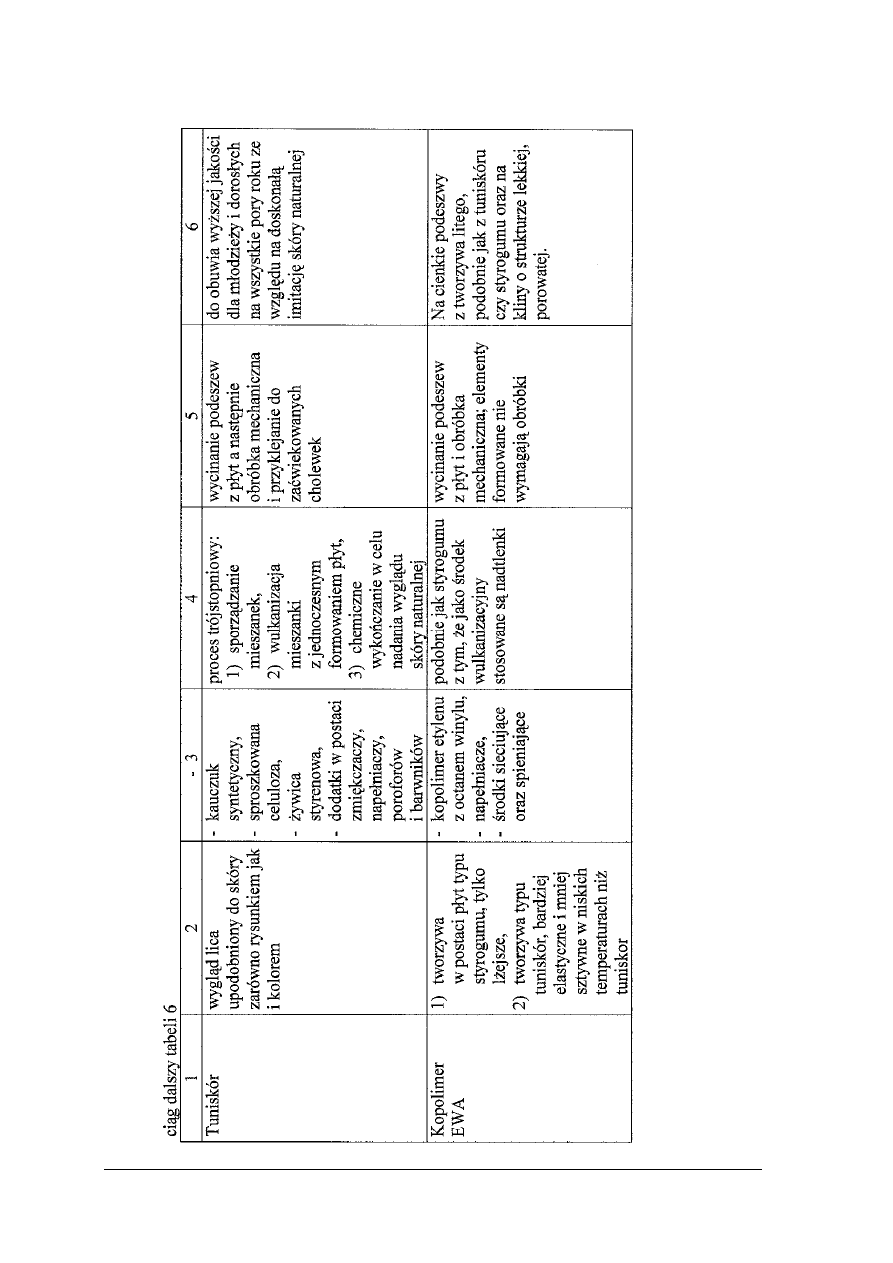
Charakterystyczne cechy tych materiałów, z uwzględnieniem surowców wyjściowych
użytych do ich produkcji, metod wytwarzania i przetwarzania, oraz zastosowanie na
podeszwy do określonych rodzajów obuwia przedstawiono w tabeli 5.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Tworzywa sztuczne do produkcji obcasów
Zastosowanie tworzyw sztucznych do produkcji obcasów jest spowodowane łatwiejszym
montażem, brakiem odpadów, możliwością otrzymywania dowolnego kształtu, dowolnej
kolorystyki, dużego połysku, obniżeniem kosztów produkcji. Poza tym obcasy z tworzyw
sztucznych wykazują wysoką wytrzymałość.
Do produkcji obcasów z tworzyw sztucznych najbardziej odpowiedni jest polipropylen,
otrzymywany przez polimeryzację propylenu. Polipropylen charakteryzuje się niską
gęstością, dużą wytrzymałością na zginanie oraz wysoką udarnością, dzięki czemu spełnia
wszystkie warunki dobrego tworzywa na obcasy.
Dobrym tworzywem do wyrobu obcasów jest także wysokoudarowy polistyren (PS),
który charakteryzuje się wysoką wytrzymałością oraz dobrą przyczepnością dla barwnych
powłok lakierowych.
Niekiedy do produkcji obcasów używa się poliamidów (PA), które jako tworzywo o dużej
twardości są stosowane do produkcji cienkich i wysokich obcasów damskich (szpilki). Dobre
wyniki uzyskuje się przez zastosowanie poliuretanów do odlewania obcasów płaskich.
W zależności od kształtu i wysokości obcasów do ich produkcji stosowane są różne
materiały. Obcasy niskie wszelkiego rodzaju mogą być wykonane ze skór garbowania
roślinnego, drewna, gumy i tworzyw sztucznych. Obcasy niskie gumowe otrzymuje się z gum
pełnych i mikroporowatych podeszwowych.
Obcasy szpilkowe są formowane przez wtrysk z tworzyw termoplastycznych, jak:
polipropylen, poliamid i polietylen. Obcasy słupkowe wykonuje się z polipropylenu lub
polistyrenu.
Obcasy z tworzyw sztucznych mogą być obciągane skórą lub innymi materiałami,
lakierowane lub metalizowane. Obcasy z tworzyw sztucznych powinny być znakowane na
powierzchni miski nazwą lub symbolem oraz numerem wielkościowym.
Niedopuszczalnymi błędami obcasów surowych bez wykończenia są nadlewy
i niedolewy powyżej 0,5 mm, nierówności powierzchni, widoczne linie płynięcia i ślady
obróbki mechanicznej.
Tworzywa sztuczne do produkcji innych elementów spodowych
Na wierzchniki stosuje się materiał wykazujący dużą odporność na ścieranie i deformację
przy ściskaniu oraz odpowiedni współczynnik tarcia, aby był zmniejszony poślizg, twardość
w granicach o 80 do 98
o
Sh. W zależności od użytego surowca rozróżnia się wierzchniki
metalowe, gumowe i z tworzyw sztucznych.
Wierzchniki gumowe otrzymuje się z kauczuku nitrylowego, gumy pełnej
skóropodobnej. Najlepsze są gumy mocniej wulkanizowane w celu uzyskania odpowiednio
dużej twardości.
Na małe wierzchniki z tworzyw sztucznych najbardziej nadają się elastomery
poliuretanowe termoplastyczne o dużej odporności na ścieranie i niskim współczynniku
tarcia. Na wierzchniki średnie i duże stosuje się gumy pełne formowane oraz Poligum na
wierzchniki wykrawane z płyt. Gumy wierzchnikowe wytwarza się na bazie kauczuku
butadienowo-styrenowego z dodatkiem napełniacza aktywnego i zmiękczaczy. Na
wierzchniki obcasowe można zastosować także kauczuki termoplastyczne. Wykazują one
wysoki wskaźnik odporności na ścieranie, odpowiednią twardość i niewielkie odkształcenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie tworzywa sztuczne są stosowane do produkcji podeszew obuwia?
2.
Jakie właściwości posiadają podeszwy z PCW i do jakiego rodzaju obuwia się je stosuje?
3.
Jakie znasz rodzaje spodowych materiałów poliuretanowych?
4.
Do jakiego rodzaju obuwia stosuje się podeszwy poliuretanowe?
5.
Jakie surowce są wykorzystywane do produkcji podeszew poliuretanowych?
6.
Jakie surowce wyjściowe stosuje się do produkcji podeszew z kauczuków
termoplastycznych i jak przebiega proces ich wytwarzania?
7.
Czym różnią się poliuretany lane od mikroporowatych?
8.
Jakie tworzywa sztuczne są wykorzystywane do produkcji obcasów?
9.
Jakie właściwości powinny posiadać tworzywa sztuczne stosowane do produkcji
wierzchników?
10.
Jakie tworzywa sztuczne są stosowane do produkcji wierzchników obcasowych?
11.
Jakie są niedopuszczalne wady podeszew i obcasów z tworzyw sztucznych?
4.2.3. Ćwiczenia
Ćwiczenie 1
Porównaj właściwości fizyko-mechaniczne:
–
polichlorku winylu litego i mikroporowatego,
–
poliuretanów litych i mikroporowatych,
przeznaczonych na spody obuwia. Do realizacji ćwiczenia wykorzystaj dane zawarte
w tabeli 4.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać
się
z
materiałem
nauczania
dotyczącym
tworzyw
sztucznych
wykorzystywanych do produkcji elementów spodów obuwia,
2)
przeanalizować treść ćwiczenia,
3)
porównać właściwości fizyko-mechaniczne spodów z PCW,
4)
porównać właściwości fizyko-mechaniczne spodów z PU,
5)
określić, które materiały charakteryzują się korzystniejszymi właściwościami,
6)
uzasadnić swój wybór,
7)
zaprezentować pracę na forum grupy,
8)
wziąć udział w dyskusji podsumowującej ćwiczenie.
Wyposażenie stanowiska pracy:
−−−−
arkusz papieru A4,
−−−−
przybory do pisania,
−−−−
literatura zgodnie z punktem 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Ćwiczenie 2
Scharakteryzuj wady podeszew poliuretanowych zauważone podczas ich kontroli.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z materiałem teoretycznym dotyczącym podeszew poliuretanowych,
2)
wybrać podeszwy, które posiadają wady powstałe w czasie produkcji,
3)
scharakteryzować wady podeszew,
3)
zaprezentować ćwiczenie na forum grupy,
4)
zapoznać się z pracami innych grup,
5)
wziąć udział w dyskusji podsumowującej ćwiczenie.
Wyposażenie stanowiska pracy:
−−−−
podeszwy poliuretanowe z różnymi wadami i ich odpowiedniki o najwyższej jakości,
−−−−
slajdy lub przeźrocza obrazujące typowe wady podeszew poliuretanowych,
−−−−
rzutnik przezroczy,
−−−−
arkusze papieru A4,
−−−−
przybory do pisania,
−−−−
literatura zgodnie z punktem 6 poradnika dla ucznia.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
scharakteryzować surowce do produkcji tworzyw sztucznych na
spody obuwia?
2)
rozróżnić tworzywa sztuczne wykorzystane do produkcji elementów
spodowych obuwia?
3)
wymienić tworzywa sztuczne stosowane do produkcji obcasów?
4)
scharakteryzować materiały stosowane do produkcji wierzchników?
5)
rozróżnić i scharakteryzować najczęściej występujące wady
materiałów na elementy spodowe obuwia?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
4.3.
Charakterystyka wyrobów gumowych
4.3.1. Materiał nauczania
Wyroby gumowe znajdują szerokie zastosowanie w przemyśle obuwniczym. W rozdziale
tym zostaną omówione surowce do sporządzania mieszanek gumowych, sposób produkcji
gumy oraz wady wyrobów gumowych.
Surowce do produkcji gumy
Wyroby gumowe stosowane w obuwnictwie uzyskuje się z mieszaniny, której głównym
składnikiem jest kauczuk z dodatkiem substancji wulkanizujących, przyspieszaczy
wulkanizacji i jej aktywatorów, napełniaczy, substancji porotwórczych.
Kauczuki
Głównym składnikiem gumy jest kauczuk naturalny lub syntetyczny. Kauczuk naturalny
otrzymuje się z mleczka kauczukowego drzew kauczukowych, rosnących w krajach
o klimacie tropikalnym. Z mleczka kauczukowego, na drodze koagulacji, wytrąca się
kauczuk, który w zależności od metody obróbki występuje w postaci płyt lub arkuszy.
Kauczuk ma zdolność rozpuszczania się w benzynie, czterochlorku węgla i innych
rozpuszczalnikach. Powyższą właściwość wykorzystuje się do produkcji kleju. Największe
praktyczne znaczenie ma zmiana właściwości kauczuku naturalnego podczas ogrzewania go
z siarką lub związkami wydzielającymi siarkę. Proces ten nazywa się wulkanizacją, a jego
istota polega na wbudowaniu siarki do cząsteczki kauczuku. Otrzymany w ten sposób produkt
nosi nazwę gumy. Kauczuk naturalny pod wpływem wulkanizacji traci lepkość, nie mięknie
w temperaturach pokojowych i nie twardnieje w niskich, nie chłonie wody, jest odporny na
oleje i rozpuszczalniki organiczne.
Olbrzymi rozwój przemysłu gumowego i niedobór kauczuku naturalnego spowodował
rozwój produkcji kauczuku syntetycznego. Kauczuki syntetyczne nie tylko nie ustępują
wyrobom z kauczuku naturalnego, lecz znacznie go przewyższają wieloma właściwościami
użytkowymi. W zależności od surowca użytego do produkcji kauczuku syntetycznego
możemy
wyróżnić
kauczuki:
butadienowo-styrenowe,
butadienowo-akrylonitrylowe,
chloroprenowe, butadienowe, izoprenowe.
Kauczuk butadienowo-styrenowy (KBS) jest produktem polimeryzacji butadienu
i styrenu. KBS jest trudno rozpuszczalny w rozpuszczalnikach organicznych. Produkty jego
wulkanizacji charakteryzują się dużą wytrzymałością na ścieranie. Kauczuk KBS
o zawartości styrenu powyżej 50%, dodawany do mieszanki gumowej podwyższa twardość
gumy, jej wytrzymałość na ścieranie i wielokrotne zginanie. Kauczuk KBS stosowany na
spody obuwia nosi nazwę Buna S lub kauczuk SBR, Europrene, Ker 1500 (produkt polski).
Kauczuk butadienowo-akrylonitrylowy (KBN) uzyskuje się w wyniku polimeryzacji
butadienu i nitrylu kwasu akrylowego. Wykazuje on dużą odporność na działanie olejów
i benzyny. Jest stosowany jako składnik klejów i spotykany w handlu pod nazwami: Buna N,
kauczuk NBR, Perbunan N.
Kauczuk chloroprenowy uzyskuje się przez polimeryzację chloroprenu. W zależności od
sposobu polimeryzacji uzyskuje się produkty miękkie, plastyczne, podobne do kauczuku
naturalnego lub produkty twarde, przypominające mocno zwulkanizowany kauczuk
naturalny. Ten rodzaj kauczuku utwardza się bez wulkanizacji i spotyka w handlu pod
nazwami: Neopren, Switprene, Perbunan C.
Kauczuk butadienowy (KB) jest produktem polimeryzacji butadienu i wykazuje dobre
właściwości wytrzymałościowe. Spody gumowe wykonane z kauczuku KB mają wysoką
odporność na zużycie, są odporne na niskie temperatury, co pozwala na formowanie
podeszew cienkich, lekkich i tanich. Jest on dodawany do innych kauczuków i często

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
stosowany do wyrobu podeszew z gumy pełnej. W handlu występuje pod nazwami: Buna BT,
Synpol, Krynol, Ker 8512 (produkt polski).
Kauczuk izoprenowy (KI) budową przypomina kauczuk naturalny. Wszelkie wyroby
z kauczuku KI mają dużą wytrzymałość na rozciąganie. W mieszankach gumowych wykazuje
dużą płynność i dobrze wypełnia formy, co ułatwia jego przetwórstwo. Kauczuk KI jest
stosowany do formowania spodów gumowych pełnych i porowatych w kolorach jasnych
i pastelowych.
Środki do sporządzania mieszanek gumowych
Surowy kauczuk poddany długotrwałemu walcowaniu traci stopniowo właściwości
elastyczne i staje się coraz bardziej plastyczny, lepki i kleisty. W celu otrzymania wyrobów
gumowych o określonych właściwościach do kauczuku dodaje się:
–
Ś
rodki wulkanizujące – substancje zdolne wchodzić w chemiczne reakcje z kauczukiem
w kierunku tworzenia gumy; jest to przeważnie siarka lub jej związki. W zależności od
ilości użytej do wulkanizacji siarki, otrzymuje się gumy miękkie (do 2% siarki) lub gumy
podeszwowe twarde (do 3,5%). Jeśli kauczuk zawiera 30% siarki, to otrzymujemy ebonit.
–
Napełniacze – stosowane w celu nadania wyrobom gumowym określonych właściwości.
Rozróżnia się napełniacze aktywne, takie jak sadza, krzemionka, biel cynkowa, które
poprawiają właściwości mechaniczne wyrobów i napełniacze nieaktywne (kreda, talk),
które obniżają cenę wyrobu.
–
Zmiękczacze – są wprowadzane do mieszanki gumowej w celu zapewnienia
równomiernego wymieszania napełniaczy z kauczukiem, zwiększenia plastyczności
mieszanki i ułatwienia jej obróbki. Wykorzystuje się w tym celu oleje roślinne
i zwierzęce, parafinę, kalafonię lub przetwory naftowe.
–
Antyutleniacze – substancje chroniące wyroby gumowe przed starzeniem, które
powoduje twardnienie, kruchość i pękanie gum. Do środków tych należą np. fenole,
aminy i ich pochodne.
–
Ś
rodki porotwórcze – stosowane przy produkcji gumy porowatej. Są to substancje, które
pod wpływem temperatury w czasie wulkanizacji rozkładają się z wydzieleniem różnych
gazów. W wyniku tego rozkładu w gumie tworzą się pory wypełnione gazami.
–
Barwniki i pigmenty – stosowane w celu nadania gumie różnej barwy. Substancje te nie
ulegają rozkładowi ani zmianom w czasie wulkanizacji. Najczęściej stosuje się biel
tytanową, czerwień żelazawą, ultramarynę.
–
Regenerat – produkt otrzymywany z zużytej gumy lub jej odpadów. Regenerat zastępuje
część kauczuku w mieszankach; jego dodatek polepsza właściwości mieszanki gumowej.
Niekiedy dodaje się wraz z regeneratem pyłu gumowego, będącego produktem
odpadowym przy ścieraniu gumy.
Produkcja gumy na elementy spodu obuwia
Receptury zestawów mieszanek gumowych do wyrobów obuwniczych są różne,
w zależności od rodzaju wyrobu. Dla niektórych rodzajów gum liczba składników wynosi od
10÷12. Ilość kauczuku dodawanego do gumy na spody obuwia wynosi 20÷60% w stosunku
do całkowitej masy mieszanki. Najczęściej dodaje się ok. 45% kauczuku (głównie KBS),
w tym zawartość regeneratu wynosi do 15%. W stosunku do innych gum ilość wypełniaczy
w gumach obuwiowych jest nieznaczna i wynosi 30÷35%.
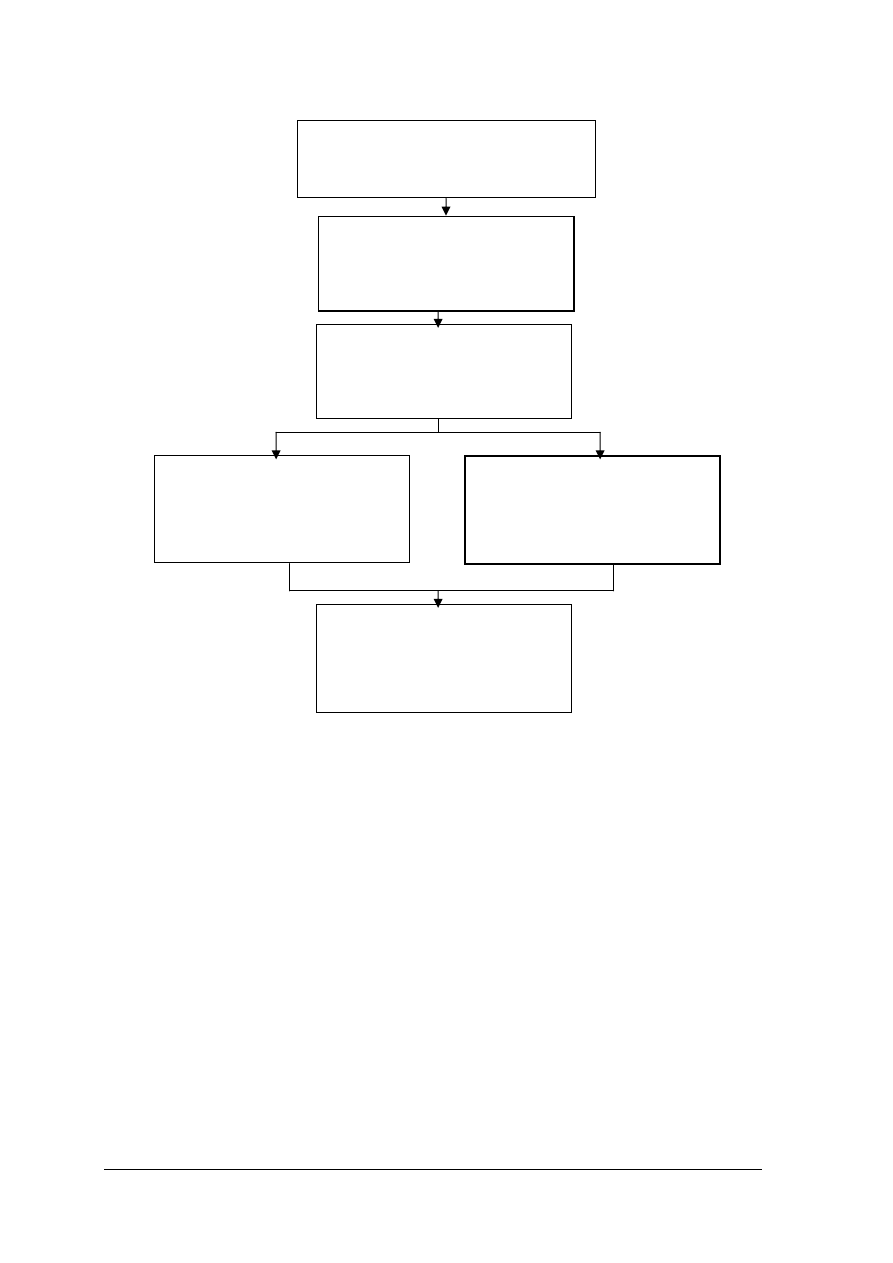
Gumę można otrzymywać w postaci litej lub porowatej. Produkcję gumy spodowej
przedstawiono na schemacie (rys. 2).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Rys. 2. Podstawowe czynności przy produkcji gumy spodowej [6, s. 260]
Przygotowanie surowców mieszanki. Mieszanka gumowa składa się z produktów
o zróżnicowanych stanach skupienia i rozdrobnienia, dlatego należy je poddać odpowiedniej
obróbce (np. suszeniu, przesiewaniu, rozdrobnieniu, plastyfikacji).
Sporządzanie mieszanki gumowej odbywa się na podstawie ustalonej receptury. Przy
sporządzaniu mieszanki na spody obuwia najpierw do kauczuku dodaje się regenerat wraz ze
zmiękczaczami, dalej przyspieszaczy, aktywatorów, barwników, napełniaczy i substancji
porotwórczych. Pod koniec dodaje się siarki w celu częściowej wulkanizacji. Całość miesza
się w mieszarkach lub walcarkach przez około 10 minut. Po zakończeniu walcowania gumę
studzi się, pudruje i pozostawia na jedną dobę do odleżenia przed dalszą przeróbką.
Formowanie półproduktu gumowego jest uzależnione od przeznaczenia. Do celów
obuwniczych przygotowuje się na kalandrach surowe płyty gumowe odpowiedniej grubości.
Zdjętą z kalandra wstęgę półwyrobu pudruje się talkiem i wycina wyprofilowane elementy.
Podeszwy wycina się w poprzek kalandrowanej wstęgi w celu uzyskania lepszego wydłużenia
w kierunku wzdłużnym oraz zwiększenia odporności na wielokrotne zginanie.
Wulkanizacja jest procesem zmieniającym właściwości mieszanek gumowych
w wyniku reakcji między kauczukiem i siarką. Wulkanizację gumowych wyrobów na spody
obuwia przeprowadza się w prasach w podwyższonej temperaturze.
Gumy porowate
Otrzymywanie gum porowatych odbywa się podobnie jak gum litych. Przy produkcji
gumy porowatej do mieszanki gumowej dodaje się środki porotwórcze w ilości od 2 do 8%.
Przy wulkanizacji wyrobów porowatych istotne jest, aby rozpad substancji porotwórczej
wyprzedzał utratę plastyczności wyrobu. Do uzyskania materiałów porowatych stosuje się
wulkanizację metodą wzrostu i metodą zmiennego ciśnienia.
Przygotowanie
surowców i materiałów
sortowanie, rozdrabnianie
Sporządzanie mieszanek
gumowych
dodawanie do uplastycznionego
kauczuku składników mieszanki
Formowanie
półwyrobów z mieszanki
kalandrowanie, wytłaczanie,
walcowanie
Wulkanizacja
wyrobów gumowych
Wykończanie wyrobów
obcinanie wylewów, malowanie

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Metoda wzrostu polega na tym, że do form wkłada się półprodukt mniejszy od objętości
wgłębień matrycy. Substancje porotwórcze obecne w mieszance gumowej ulegają
rozkładowi, powodując wzrost jej objętości. Po dokładnym wypełnieniu formy, mieszanka
gumowa ulega wulkanizacji.
Przy metodzie zmiennego ciśnienia dodaje się mieszankę gumową w ilości większej od
objętości wgłębień matrycy. Po umieszczeniu w prasie wulkanizacyjnej najpierw stosuje się
ciśnienie wysokie, które powoduje, że półprodukt wypełnia dokładnie wgłębienia matrycy,
a po obniżeniu ciśnienia następuje rozsunięcie się ścianek matrycy, wzrost pojemności
gniazd, objętość mieszanki kauczukowej wzrasta, ponieważ ciśnienie w jej wnętrzu jest
większe od zewnętrznego. Taka wulkanizacja odbywa się przy niskim ciśnieniu.
W celu uzyskania cienkich arkuszy gum porowatych, wulkanizację przeprowadza się
w blokach, a następnie bloki te dwoi się na arkusze o wymaganej grubości.
Gumy porowate są lekkie, wygodne w noszeniu, mają mniejszą przewodność ciepła
i wykazują dużą elastyczność i odporność na ścieranie.
Wszystkie wyroby porowate po ochłodzeniu są poddawane obróbce termicznej w temp.
100÷110
o
C w ciągu 3 h, w celu zmniejszenia skurczu powierzchniowego w czasie produkcji
obuwia.
Przy wyrobie gum mikroporowatych i obcasów, oprócz kalandrowania, stosuje się
wytłaczanie na prasach ślimakowych.
Rodzaje wyrobów gumowych stosowanych w obuwnictwie
Wyroby gumowe stosowane na spody obuwia dzieli się w zależności od:
–
przeznaczenia – na podeszwy, obcasy, wierzchniki obcasowe,
–
kształtu – na arkusze, elementy wytłaczane i formowane,
–
struktury – na pełne (monolitowe), porowate (mikrokomórkowe),
–
rodzaju gumy – na wyroby zwykłe z porami i bez porów, wyroby skóropodobne
porowate, porowate z napełniaczami z włókien, transparentowe,
–
barwy – czarne i kolorowe.
Na podeszwy gumowe pełne stosuje się wyroby w arkuszach lub w gotowych formach
profilowanych lub nie profilowanych. Do nich zalicza się płyty podeszwowe transparentowe
otrzymywane z kauczuku syntetycznego i naturalnego. W handlu występują jako transparent
jasny i ciemny w postaci arkuszy o wymiarach 650x650 mm.
Do najważniejszych gum porowatych na podeszwy zalicza się: tunigum, poligum,
polanit, styrogum i durogum.
Tunigum zwany inaczej Tuniskórem, jest gumą porowatą, twardą, skóropodobną,
z wypełnieniem włóknistym. Produkuje się go w postaci płyt podeszwowych zwykłych
i lakierowanych, o grubości 2,5÷3,5 mm dla Tunigumu lakierowanego oraz 2,5÷4,5 mm dla
zwykłego. Występuje najczęściej w kolorze brązowym i beżowym.
Poligum jest produkowany na bazie kauczuku KBS z dodatkiem składników nadających
produktowi dużą trwałość i małą ścieralność. Produkt handlowy ma 3÷8 mm grubości, a jego
powierzchnia często jest ryflowana.
Polanit jest gumą porowatą, podobną do Poligumu. Produkowany jako gumy
podeszwowe, obcasowe i podsuwkowe o różnych grubościach.
Styrogum jest gumą porowatą miękką, występującą w handlu w postaci płyt
podeszwowych i obcasowych. Jest on jednostronnie lub dwustronnie deseniowany. Wymiary
wytwarzanych płyt - 740x50 mm. Grubość płyt zależy od przeznaczenia, dla płyt
podeszwowych wynosi 5÷8 mm, a obcasowych 10÷16 mm. Styrogum wykazuje małą masę
właściwą i jest jedną z najlżejszych gum porowatych. Jest mało odporny na ścieranie, ale
wystarczająco wytrzymały na rozciąganie.
Durogum to guma porowata o średniej odporności na ścieranie. Grubość płyt
podeszwowych i obcasowych jest podobna jak przy Styrogumie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Właściwości technologiczne niektórych gum litych i porowatych przedstawiono
w tabeli 6.
Tabela 6. Właściwości fizyko-mechaniczne niektórych gum [5, s. 248]
Nazwa
Masa właściwa
[g/cm
3
]
Twardość w
o
Sh
minimum
*)
Wytrzymałość
na rozciąganie
[daN/cm
2
]
Wydłużenie
względne
[%]
Odporność na
ś
cieranie
**)
[cm
3
]
Wibram
Transparent
1,4
1,31
75
75
70÷120
120÷180
200÷300
300÷400
1,35
2,26
Poligum
Durogum
Styrogum
Tunigum
1,0÷1,2
0,6÷0,8
0,3÷0,5
0,9÷1,1
85
65
40
85
70÷120
40÷80
25÷40
80÷130
200÷300
200÷300
150÷300
200÷270
1,00
0,45
0,30
0,85
*) o
Sh – stopnie twardości wg Shore’a – umowne określenie twardości, w której ze wzrostem liczby wzrasta
twardość,
**)
Odporność na ścieranie podano porównawczo w liczbach względnych, przyjmując odporność ścierania
poligumu za 1
4.3.1.4. Wady materiałów gumowych na spody obuwia
–
Zanieczyszczenia ciałami obcymi – są widoczne na powierzchni w postaci cząsteczek
metalu, drewna, piasku itp. Spowodowane są niedokładnym sporządzeniem mieszanki
gumowej.
–
Pęcherze powietrza, wklęśnięcia, pory na powierzchni wyrobów gotowych i wewnątrz
nich – powstają przy nadmiernej wilgotności składników mieszanki, nierównomiernym
ich wymieszaniu.
–
Nierówna powierzchnia, wgniecenia, załamania, wżery, szorstkość –powstają na skutek
stosowania grubo zmielonych sproszkowanych składników mieszanki.
–
Nierówna barwa, brud powierzchniowy, plamy – powstają na skutek niedokładnego
zmielenia i wymieszania pigmentów, brudnych matryc, zanieczyszczenia mieszanki
gumowej tłuszczem
–
Wykwity siarki – powstają jako drobne kryształki jasnożółtego nalotu w przypadku
niedowulkanizowania wyrobu i słabego związania z kauczukiem.
–
Niedowulkanizowanie – charakteryzuje się miękkością i plastycznością, a wynika
z niewystarczającej ilości dodawanej siarki, przyspieszaczy wulkanizacji, stosowania
zbyt krótkiego czasu, niskiej temperatury.
–
Przewulkanizowanie – charakteryzuje się nadmierną twardością i niekiedy łamliwością.
Wynika z nadmiaru dodanej siarki, przyspieszaczy wulkanizacji, stosowania zbyt
długiego czasu i wysokiej temperatury.
Charakterystyczne cechy materiałów gumowych, z uwzględnieniem surowców
wyjściowych użytych do ich produkcji, metod wytwarzania i przetwarzania, oraz
zastosowanie na podeszwy do określonych rodzajów obuwia przedstawiono w tabeli 7.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie surowce są wykorzystywane do produkcji gumy?
2.
Jak dzielimy kauczuki?
3.
Jaką rolę spełniają środki wulkanizujące w mieszankach gumowych?
4.
Jak przebiega proces produkcji gumy na spody obuwia?
5.
W jaki sposób uzyskuje się gumy porowate?
6.
W jakiej postaci produkuje się materiały gumowe?
7.
Jakie nazwy noszą gumy pełne najczęściej stosowane w przemyśle obuwniczym?
8.
Do jakiego rodzaju obuwia stosuje się gumy pełne?
9.
Jakie gumy porowate najczęściej wykorzystuje się do produkcji podeszew obuwia?
10.
Do wytwarzania jakiego rodzaju obuwia stosujemy poszczególne gatunki gum
porowatych?
11.
Jakie wady występują najczęściej w wyrobach gumowych?
4.3.3. Ćwiczenia
Ćwiczenie 1
Obejrzyj film dydaktyczny przedstawiający proces produkcji gumy i nazwij operacje
i procesy tam występujące.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z materiałem teoretycznym jednostki modułowej,
2)
obejrzeć film dydaktyczny,
3)
dokonać analizy filmu,
4)
zanotować informacje prezentowane w filmie (surowce, operacje, procesy, maszyny,
urządzenia, itp.),
5)
obejrzeć ponownie film,
6)
zweryfikować i ewentualnie uzupełnić zapisany tekst,
7)
zaprezentować ćwiczenie na forum grupy,
8)
uczestniczyć w dyskusji na temat poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
–
film dydaktyczny ilustrujący proces produkcji gumy,
–
prospekty maszyn i urządzeń wykorzystywanych do produkcji gumy,
–
odtwarzacz,
–
papier formatu A4,
–
przybory do pisania,
–
literatura zgodnie z punktem 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Ćwiczenie 2
Wybierz spośród próbek materiałów spodowych te, które są wykonane z gumy. Dokonaj
podziału próbek gumowych na lite i porowate. Scharakteryzuj je.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z materiałem nauczania jednostki modułowej,
2)
wyselekcjonować próbki gumowe,
3)
dokonać podziału wybranych próbek na gumy lite i porowate,
4)
dokonać charakterystyki gum litych i porowatych,
5)
zaprezentować pracę na forum grupy.
Wyposażenie stanowiska pracy:
–
poradnik dla ucznia,
–
próbki materiałów spodowych wykonana z różnego rodzaju materiałów (poliuretanowe,
poliamidowe, z tworzyw sztucznych kolagenowych, celulozowych, PCW, gumy
porowatej i pełnej),
–
arkusze papieru A4,
–
przybory do pisania,
–
literatura zgodna z punktem 6 poradnika dla ucznia.
Ćwiczenie 3
Wyselekcjonuj spośród próbek materiałów gumowych te, które posiadają wady
i scharakteryzuj je.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z materiałem nauczania dotyczącym wyrobów gumowych,
2)
wybrać materiały posiadające wady,
3)
scharakteryzować występujące wady,
4)
zaprezentować ćwiczenie na forum grupy,
5)
uczestniczyć w dyskusji podsumowującej ćwiczenie.
Wyposażenie stanowiska pracy:
–
materiały gumowe pełnowartościowe i z wadami,
–
arkusze papieru,
–
przybory do pisania,
–
literatura z rozdziału 6.
Ćwiczenie 4
Rozpoznaj materiały, z jakich zostały wykonane elementy spodów obuwia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z materiałem nauczania jednostki modułowej,
2)
wybrać elementy spodów obuwia,
3)
nazwać materiały z jakich zostały wykonane,
4)
dokonać samooceny wykonanej pracy,
5)
zaprezentować efekty swojej pracy na forum grupy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Wyposażenie stanowiska pracy:
–
elementy spodów obuwia wykonane z różnych materiałów,
–
przybory do pisania,
–
kartki papieru formatu A4,
–
linijka, gumka,
–
literatura z punktu 6 poradnika dla ucznia.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić surowce stosowane do produkcji materiałów gumowych?
2)
scharakteryzować proces produkcji gumy pełnej i porowatej?
3)
podać nazwy wyrobów gumowych pełnych i porowatych?
4)
scharakteryzować poszczególne rodzaje wyrobów gumowych?
5)
podać
zastosowanie
poszczególnych
rodzajów
materiałów
gumowych?
6)
scharakteryzować
najczęściej
występujące
wady
wyrobów
gumowych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test zawiera 20 zadań o różnym stopniu trudności. Są to zadania wielokrotnego wyboru.
5.
Za każdą poprawną odpowiedź możesz uzyskać 1 punkt.
6.
Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi. Dla każdego zadania podane
są cztery możliwe odpowiedzi: a, b, c, d. Tylko jedna odpowiedź jest poprawna; wybierz
ją i zaznacz kratkę z odpowiadającą jej literą znakiem X.
7.
Staraj się wyraźnie zaznaczać odpowiedzi. Jeżeli się pomylisz i błędnie zaznaczysz
odpowiedź, otocz ją kółkiem i zaznacz odpowiedź, którą uważasz za poprawną.
8.
Test składa się z 14 zadań z poziomu podstawowego oraz 6 zadań z poziomu
ponadpodstawowego i te mogą przysporzyć Ci trudności, gdyż są one na poziomie
wyższym niż pozostałe (dotyczy to zadań o numerach od 15 do 20).
9.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonania zadania.
10.
Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudności, wtedy odłóż jego
rozwiązanie na później i wróć do niego, gdy zostanie Ci wolny czas.
11.
Po rozwiązaniu testu sprawdź czy zaznaczyłeś wszystkie odpowiedzi na KARCIE
ODPOWIEDZI.
12.
Na rozwiązanie testu masz 45 minut.
Powodzenia!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
ZESTAW ZADAŃ TESTOWYCH
1.
Podstawowe surowce stosowane do produkcji skóry wtórnej to
a)
odpady skór garbowanych i lateksy kauczuku naturalnego lub syntetycznego.
b)
odpady skór garbowanych i alkoholowe roztwory kauczuku.
c)
kauczuki syntetyczne i środki zmiękczające.
d)
ż
ywice syntetyczne i wulkanizatory.
2.
Zastosowanie emulgatorów do produkcji skóry wtórnej pozwala na
a)
polepszenie elastyczności wyrobu.
b)
zwiększenie jego właściwości wytrzymałościowych.
c)
ułatwienie przenikania zmiękczaczy do środka wiążącego.
d)
zmniejszenie wodoodporności wyrobu.
3.
Skóry wtórne znalazły zastosowanie do wytwarzania
a)
podeszew, podsuwek i cholewek.
b)
podpodeszew, zakładek, podsuwek i składek obcasowych.
c)
składek obcasowych i cholewek.
d)
obcasów i podnosków.
4.
Ś
rodkiem wiążącym przy produkcji tworzyw skóropodobnych celulozowych jest
a)
lateks kauczuku chloroprenowego.
b)
emulsja polioctanu winylu.
c)
ż
ywice butadienowo-styrenowe.
d)
poliuretany.
5.
Podeszwy z PCW wytwarza się poprzez
a)
wycinanie.
b)
wtrysk.
c)
nalewanie.
d)
rozkrój.
6.
Ś
rodki dodawane do PCW w celu poprawienia jego elastyczności noszą nazwę
a)
poroforów.
b)
zmiękczaczy.
c)
napełniaczy.
d)
stabilizatorów.
7.
Wulkanizacją nazywamy proces
a)
wbudowania siarki w kauczuk.
b)
ogrzewania i walcowania surowego kauczuku.
c)
rozpuszczania kauczuku w rozpuszczalnikach organicznych.
d)
koagulowania roztworów kauczukowych.
8.
Poligum produkuje się w formie
a)
gotowych elementów.
b)
formowanych płyt.
c)
bloków.
d)
długich wstęg.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
9.
Kauczuki termoplastyczne na podeszwy obuwia to kopolimery
a)
styrenu i octanu winylu.
b)
butadienu i styrenu.
c)
butadienu i octanu winylu.
d)
styrenu i etylenu.
10.
Obcasy słupkowe wytwarza się z
a)
poliamidów.
b)
polipropylenu lub polistyrenu.
c)
poliuretanów.
d)
skóry wtórnej.
11.
Jako środki wulkanizujące stosuje się
a)
siarkę i jej związki.
b)
wodę.
c)
rozpuszczalniki organiczne.
d)
związki magnezu.
12.
Nadmierna twardość i łamliwość to wady gumy wynikające z
a)
niedowulkanizowania.
b)
przewulkanizowania.
c)
niedostatecznej ilości środka wulkanizującego.
d)
niewystarczającej ilości przyspieszaczy wulkanizacji.
13.
Poligum znajduje zastosowanie do produkcji podeszew do obuwia
a)
sportowego.
b)
dziecięcego.
c)
wiosenno-letniego młodzieżowego.
d)
całorocznego we wszystkich grupach wiekowych.
14.
Podeszwy ze styrogumu wytwarza się poprzez
a)
wtrysk.
b)
odlewanie.
c)
wycinanie i dwojenie.
d)
wycinanie z płyt.
15.
Powierzchnia użytkowa skór wtórnych w I gatunku powinna wynosić
a)
50%.
b)
65%.
c)
75%.
d)
95%.
16.
Polichlorek winylu porowaty charakteryzuje się
a)
dużą odpornością na zginanie w niskich temperaturach.
b)
dużą sprężystością i niską masą właściwą.
c)
małą sprężystością i niską masą właściwą
d)
dużą sprężystością i wysoką masą właściwą.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
17.
Substancje dodawane do mieszanek gumowych w celu zwiększenia ich porowatości
nazywamy
a)
plastyfikatorami.
b)
poroforami.
c)
antyutleniaczami.
d)
napełniaczami.
18.
Wulkanizację gotowych wyrobów gumowych przeprowadza się w
a)
mieszarkach.
b)
walcarkach.
c)
ogrzewanych prasach.
d)
prasach chłodzonych.
19.
Kopolimer etylenu i octanu winylu ma właściwości kauczukopodobne, jeśli zawartość
octanu winylu w kopolimerze wynosi
a)
10–20%.
b)
25–35%.
c)
35–60%.
d)
45–55%.
20.
W celu otrzymania gum podeszwowych twardych do wulkanizowanego kauczuku należy
dodać siarkę w ilości
a)
do 1%.
b)
do 2%.
c)
do 3,5%.
d)
do 5%.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
KARTA ODPOWIEDZI
Imię i nazwisko ...................................................................................................
Określanie materiałów na spody obuwia
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punktacja
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
6. LITERATURA
1.
Borzeszkowski A., Borzeszkowski W., Persz T.: Obuwnictwo przemysłowe. Cz. I. WSiP,
Warszawa 1983
2.
Cholewa E., Kamińska I., Opuchowski J., Palla W., Trześniowski W.: Nowoczesne
metody produkcji obuwia. WNT, Warszawa 1973
3.
Grabkowski M.: Technika wytwarzania obuwia. T.1. Politechnika Radomska, Radom
2000
4.
Lasek W.: Materiałoznawstwo obuwnicze. WSI, Radom 1986
5.
Persz T.: Materiałoznawstwo dla zasadniczych szkół skórzanych. WSiP, Warszawa 1997
6.
Persz T.: Materiałoznawstwo dla techników przemysłu skórzanego. WNT, Warszawa
1992
Normy:
PN-EN ISO 2420. Skóra wyprawiona. Badania fizyczne i mechaniczne. Wyznaczanie
gęstości pozornej.
PN-EN 12770:2002. Obuwie. Metody badań podeszew. Odporność na ścieranie.
PN-EN 12771:2002. Obuwie. Metody badań podeszew. Wytrzymałość na rozdzieranie.
PN-EN 12774:2002. Obuwie. Metody badań podeszew. Oznaczanie odporności na
rozwarstwienie.
PN-EN 12803:2002. Obuwie. Metody badań podeszew. Wytrzymałość na rozciąganie
i wydłużenie.
EN ISO 17707:2005. Obuwie. Metody badań podeszew. Odporność na wielokrotne zginanie.
PN-EN 12772:2002. Obuwie. Metody badań podeszew. Stabilność wymiarów.
PN-EN 12773:2002. Obuwie. Metody badań podeszew. Wytrzymałość na rozdzieranie igłą.
PN-EN 12748:2002. Obuwie. Metody badań podeszew, podpodeszew, podszewek
i wyściółek. Zawartość substancji rozpuszczalnych w wodzie.
Czasopisma fachowe:
−−−−
Przegląd Skórzany (wydania archiwalne),
−−−−
Przegląd Włókienniczy (wydania archiwalne i bieżące),
−−−−
Ś
wiat Butów (wydania archiwalne i bieżące).
Wyszukiwarka
Podobne podstrony:
obuwnik 744[02] o2 04 n
obuwnik 744[02] o2 04 n
obuwnik 744[02] o2 02 u
obuwnik 744[02] o2 02 n
obuwnik 744[02] o2 01 n
obuwnik 744[02] z2 04 u
obuwnik 744[02] o2 01 u
obuwnik 744[02] o2 03 n
obuwnik 744[02] o2 05 n
obuwnik 744[02] z2 04 n
obuwnik 744[02] z5 04 n
obuwnik 744[02] o2 02 u
obuwnik 744[02] z2 01 n
obuwnik 744[02] o1 01 u
obuwnik 744[02] o1 01 n
obuwnik 744[02] z5 01 n
obuwnik 744[02] z4 02 u
obuwnik 744[02] z5 03 u
obuwnik 744[02] z2 03 n
więcej podobnych podstron