„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Dorota Niedzielska – Barczyk
Formowanie wyrobów z mas plastycznych 813[01].Z2.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Katarzyna Golec
mgr inż. Beata Figarska-Wysocka
Opracowanie redakcyjne:
mgr inż. Dorota Niedzielska-Barczyk
Konsultacja:
mgr inż. Gabriela Poloczek
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 813[01]Z2.03
„Formowanie wyrobów z mas plastycznych”, zawartego w modułowym programie nauczania
dla zawodu operator urządzeń przemysłu ceramicznego.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Masa plastyczna
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
16
4.1.3. Ćwiczenia
17
4.1.4. Sprawdzian postępów
21
4.2. Formowanie półfabrykatów z mas plastycznych
22
4.2.1. Materiał nauczania
22
4.2.2. Pytania sprawdzające
40
4.2.3. Ćwiczenia
41
4.2.4. Sprawdzian postępów
42
4.3. Wady procesu formowania z mas plastycznych oraz przepisy
bezpieczeństwa i higieny pracy podczas wytwarzania wyrobów
ceramicznych
43
4.3.1. Materiał nauczania
43
4.3.2. Pytania sprawdzające
45
4.3.3. Ćwiczenia
45
4.3.4. Sprawdzian postępów
47
5. Sprawdzian osiągnięć
48
6. Literatura
53

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten pomoże Ci w przyswajaniu wiedzy z zakresu: formowania wyrobów
ceramicznych z mas plastycznych.
Poradnik zawiera:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś posiadać przed
przystąpieniem do nauki w zakresie niniejszej jednostki modułowej,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z tym
poradnikiem,
−
materiał nauczania – czyli podstawy teoretyczne, które będą pomocne podczas realizacji
ćwiczeń,
−
pytania sprawdzające, które pomogą Ci sprawdzić, czy opanowałeś materiał
zamieszczony w poradniku i zapoznałeś się z literaturą podaną na końcu poradnika,
−
ćwiczenia, które umożliwią Ci nabycie umiejętności praktycznych,
−
sprawdzian osiągnięć,
−
wykaz literatury, z jakiej możesz korzystać podczas nauki.
W materiale nauczania zostały omówione zagadnienia odnośnie właściwości mas
plastycznych, badania mas plastycznych, produkcji mas plastycznych, metod i sposobów
formowania różnych wyrobów z masy plastycznej oraz charakterystyka maszyn i urządzeń do
formowania z mas plastycznych, a także ocena tych wyrobów ze szczególnym
uwzględnieniem przyczyn powstających wad formierczych.
Podstawowym celem realizacji programu w tej jednostce modułowej jest kształtowanie
umiejętności przygotowania mas plastycznych oraz formowania wyrobów z masy plastycznej
różnymi sposobami. W niniejszym opracowaniu umieszczono najważniejsze zagadnienia
i opisy dotyczące prezentowanej tematyki.
Z rozdziałem „Pytania sprawdzające” możesz zapoznać się:
−
przed przystąpieniem do rozdziału „Materiał nauczania” – poznając przy tej okazji
wymagania wynikające z potrzeb zawodu,
−
po zapoznaniu się z rozdziałem „Materiał nauczania”, aby sprawdzić stan swojej wiedzy,
która będzie Ci potrzebna do wykonania ćwiczeń.
−
kolejnym etapem nauki będzie wykonanie ćwiczeń, których celem jest uzupełnienie
i utrwalenie informacji. Wykonując ćwiczenia zaproponowane w poradniku lub
przygotowane przez nauczyciela, nabędziesz umiejętności wykonywania badań
potwierdzających przydatność surowców do sporządzania mas plastycznych i sposobów
formowania z mas plastycznych różych wyrobów ceramicznych.
Po wykonaniu ćwiczeń sprawdź poziom swoich postępów rozwiązując „Sprawdzian
postępów”, który umieszczono po ćwiczeniach. Odpowiedzi „NIE” wskazują na luki
w Twojej wiedzy, informują Cię również, jakich aspektów dotyczących prezentowanej tu
tematyki jeszcze dobrze nie poznałeś. Oznacza to także powrót do treści, które nie są
dostatecznie opanowane.
Poznanie przez Ciebie wszystkich lub określonej części wiadomości będzie stanowiło dla
nauczyciela podstawę przeprowadzenia sprawdzianu przyswojonych wiadomości
i ukształtowanych umiejętności. W tym celu nauczyciel posłuży się zestawem zadań
testowych, zawierającym różnego rodzaju zadania. W rozdziale 5 tego poradnika jest
zamieszczony przykładowy zestaw zadań testowych, zawiera on:
−
instrukcję, w której omówiono tok postępowania podczas przeprowadzania sprawdzianu,
−
zadania testowe,
−
przykładową kartę odpowiedzi, w której wpiszesz odpowiedzi.
Będzie to stanowić dla Ciebie trening przed sprawdzianem zaplanowanym przez
nauczyciela.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
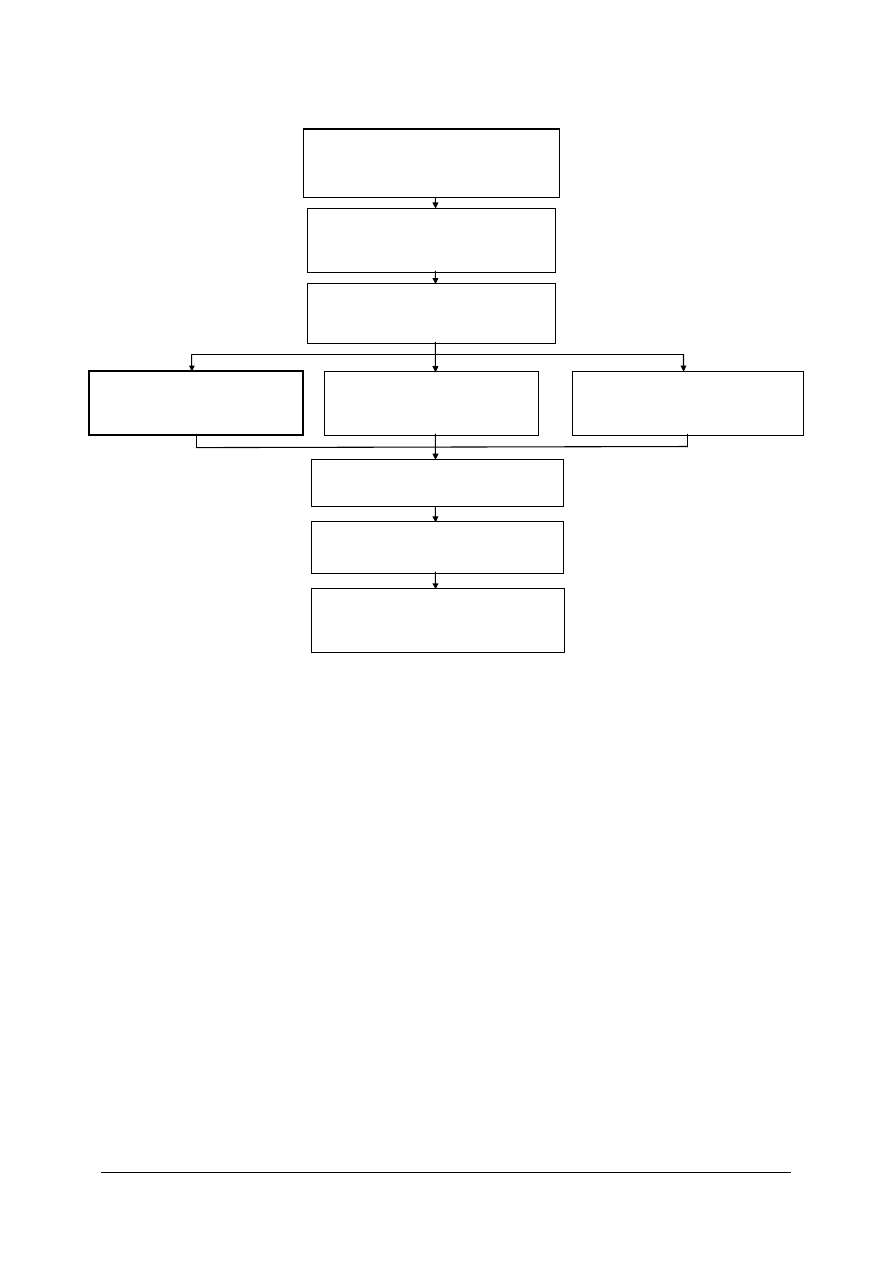
Schemat układu jednostek modułowych
813[01]Z2.01
Stosowanie podstawowych pojęć
z zakresu chemii ceramicznej
813[01]Z2.03
Formowanie wyrobów
z mas plastycznych
813[01]Z2.02
Przygotowywanie surowców
i mas ceramicznych
813[01]Z2.04
Formowanie wyrobów
z mas sypkich
813[01]Z2.08
Zdobienie i szkliwienie wyrobów
ceramicznych
813[01]Z2.06
Suszenie wyrobów ceramicznych
813[01]Z2.07
Wypalanie wyrobów ceramicznych
813[01]Z2.05
Formowanie wyrobów z mas
lejnych
813[01]Z2
Technologia produkcji wyrobów
ceramicznych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
stosować przepisy bezpieczeństwa i higieny pracy przy wykonywaniu czynności
związanych z uruchamianiem urządzeń do przygotowania surowców i przygotowania
mas ceramicznych,
−
posługiwać się symboliką chemiczną,
−
posługiwać się umowną symboliką maszyn i urządzeń stosowaną w przemyśle
ceramicznym,
−
rozpoznawać surowce ceramiczne,
−
stosować terminologię z zakresu chemii ceramicznej,
−
czytać ze zrozumieniem,
−
rozwiązywać test wielokrotnego wyboru,
−
korzystać z różnych źródeł informacji w tym z Internetu,
−
pracować w grupie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3 CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
sgrupyfikować metody formowania i określić ich zastosowanie,
−
scharakteryzować dobór surowców ilastych do mas na wyroby ceglarskie i garncarskie,
−
wykonać oznaczenie: plastyczności, wody zarobowej, białości, skurczliwości, zawartości
szkodliwych zanieczyszczeń,
−
przeprowadzić (pod nadzorem) formowanie wyrobów na tłoczarce pasmowej,
−
uformować naczynia na kole garncarskim lub toczku mechanicznym,
−
uformować różne formy ceramiczne metodami ręcznymi,
−
scharakteryzować formowanie z mas plastycznych na toczkach półautomatycznych
i automatycznych,
−
opisać zasadę działania urządzeń formujących,
−
wyjaśnić zasadę działania linii formierczych,
−
skontrolować jakość wyrobu formowanego z mas plastycznych,
−
zastosować przepisy bezpieczeństwa i higieny pracy podczas formowania wyrobów
z mas plastycznych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Masa plastyczna
4.1.1. Materiał nauczania
Właściwości mas do formowania plastycznego
Wymaga się, aby masa do formowania plastycznego była jednorodna pod względem
składu i wilgotności oraz dokładnie odpowietrzona. Wszystkie składniki powinny być
właściwie rozdrobnione i dobrze ze sobą wymieszane.
Masy do formowania plastycznego mają wilgotność od 18–28%. Masy o wilgotności
18–21% określa się jako twardo plastyczne, powyżej – miękko plastyczne.
Wilgotność mas do formowania porcelany stołowej wynosi 27–28%, półporcelany
25–26%, fajansu stołowego 21–22%, kamionki kanalizacyjnej od 16–24%, pierścieni
Raschiga 20–24%, płytek kamionkowych szkliwionych 18–23%.
Przykładowe parametry dla masy półporcelanowej:
–
pozostałość na sicie 0,06 mm – 1,5%,
–
woda zarobowa – 26%,
–
skurczliwość suszenia – 3,0%,
–
skurczliwość po wypaleniu w temperaturze 1250
o
C – 13,0%,
–
nasiąkliwość po wypaleniu w temperaturze 1250
o
C – 0,2%,
–
porowatość po wypaleniu w temperaturze 1250
o
C – 0,4%,
–
deformacja po wypaleniu w temperaturze 1250
o
C – 31,0 mm,
–
wytrzymałość na zginanie po wypaleniu w temp. 1250
o
C – 64 MPa,
–
stopień białości po wypaleniu w temp. 1250
o
C – 67%.
Przykładowe parametry dla masy fajansowej:
–
pozostałość na sicie 0,06 mm – 1,1%,
–
woda zarobowa – 22%,
–
skurczliwość suszenia – 2%,
–
skurczliwość po wypaleniu w temperaturze 1160
o
C – 5,0%,
–
nasiąkliwość po wypaleniu w temperaturze 1160
o
C – 12,5%,
–
porowatość po wypaleniu w temperaturze 1160
o
C – 28,9%,
–
deformacja po wypaleniu w temperaturze 1160
o
C – 4,0 mm,
–
wytrzymałość na zginanie po wypaleniu w temperaturze 1160
o
C – 27 MPa,
–
stopień białości po wypaleniu w temperaturze 1160
o
C – 75%.
Charakterystyczną właściwością mas plastycznych jest ich „plastyczność”.
Przez pojęcie „plastyczność” należy rozumieć takie zjawisko, że glina (lub inny surowiec
ilasty zawarty w przeważającej ilości w masie plastycznej) w masie plastycznej, przyjmuje
wodę i przy pewnej jej ilości dochodzi do stanu, kiedy przyłożona siła może ją odkształcić
bez zniszczenia, a ten nowy nadany kształt zachowuje się nawet po usunięciu działania siły.
Następnie podczas suszenia masa (glina) traci stopniowo zdolność do odkształcania i staje się
krucha i dość twarda.
Zjawisko plastyczności jest związane z fizykochemicznymi właściwościami cząstek gliny
w środowisku wodnym. Plastyczność zależy od następujących czynników:
–
składu mineralnego surowców plastycznych,
–
wielkości ziarn,
–
ilości wody.
Minerały ilaste najbardziej rozpowszechnione w glinach i kaolinach można uszeregować
według malejącej plastyczności w następującej kolejności: montmorillonit, kaolinit, illit.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Plastyczność masy ceramicznej można zwiększyć kilkoma sposobami:
–
przez dobór odpowiedniej ilości wody,
–
przez zmniejszenie ilości materiałów nieplastycznych,
–
przez zmniejszenie pęcherzyków powietrza, czyli przez odpowietrzenie,
–
przez zwiększenie stopnia rozdrobnienia lub dodanie surowców zawierających ziarna
o wymiarach koloidalnych (na przykład bentonit),
–
przez dodanie surowców zawierających związki organiczne,
–
przez dołowanie.[3]
Sporządzanie mas plastycznych
Każdorazowo przed wprowadzeniem do produkcji nowej masy ceramicznej ilościowe
i jakościowe zestawienie składników powinno być dokładnie wyliczone. Wyliczeń takich
dokonują inżynierowie – technolodzy. Przygotowanie receptur mas ceramicznych polega na
dobraniu ilościowym poszczególnych surowców, z uwzględnieniem ich składników
mineralogicznych, do założonego składu mineralogicznego masy.
Przybliżone składy mineralogiczne mas porcelanowych, półporcelanowych, fajansowych
i kamionkowych przedstawia tabela 1.
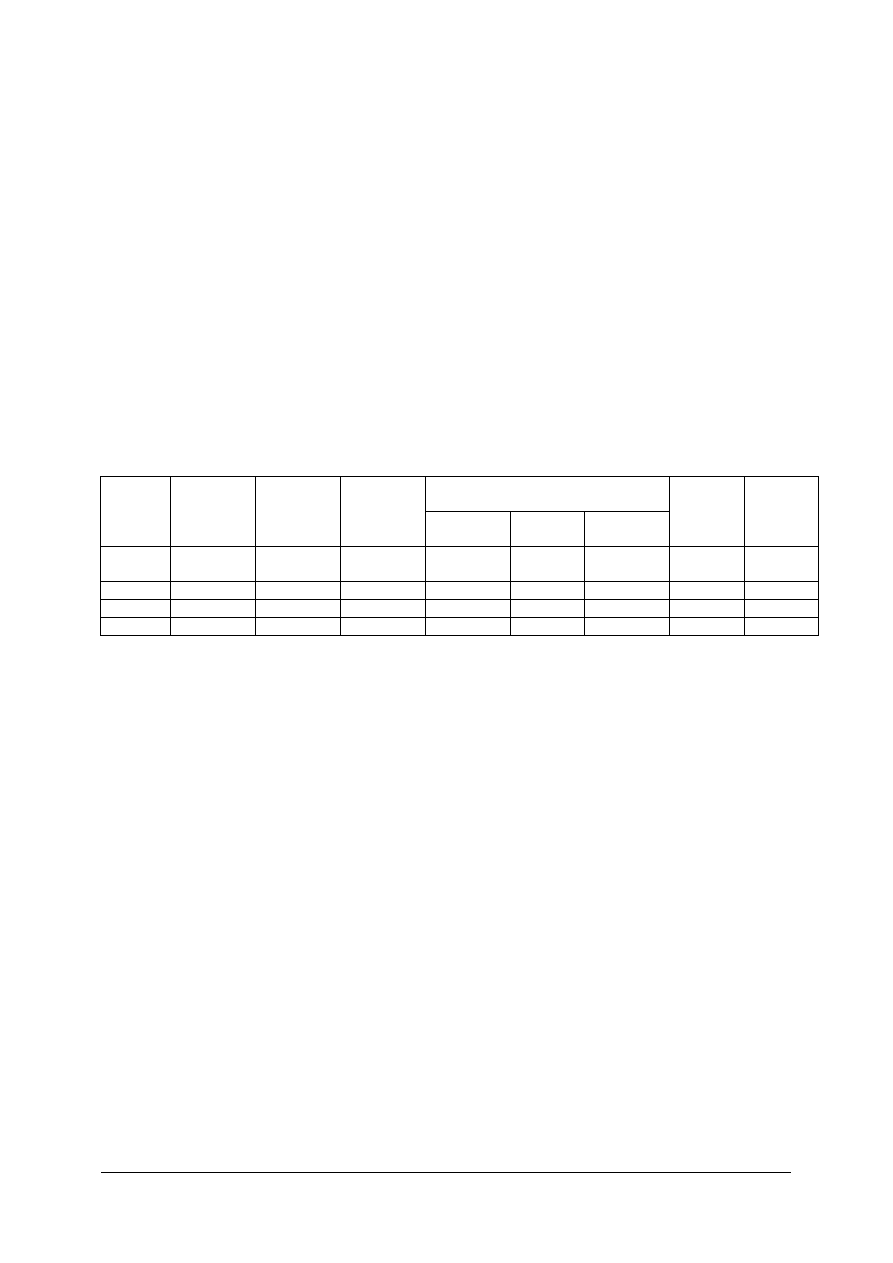
Tabela 1. Przybliżone składy mineralogiczne mas ceramicznych [1, s. 101]
Wyroby sanitarne
Skład
mineralo-
giczny
masy w %
Naczynia
z
porcelany
twardej
Naczynia
z
półporce –
lany
Naczynia
z
fajansu
skaleniowo-
wapniowego
Fajans
skaleniowy
porsanit
Fajans
szamotowy
Płytki
ścienne
z
fajansu
skalenioweg
o
Kamionka
kanaliza
–
cyjna
Substanc
ja ilasta
40–60
46–50
55–65
54–61
42–58
60–70
55–61
40–60
Kwarc
20–30
20–25
30–40
26–38
20–29
20–30
30–35
25–40
Skaleń
20–30
25–30
4–6
8–10
20–35
8–12
5–10
10–20
CaCO
3
–
–
Do 5
–
–
–
–
–
Z zestawienia wynika, że w/w masy ceramiczne składają się z trzech podstawowych
składników: substancji ilastej, kwarcu i skalenia. Aby więc zestawić masę ceramiczną, trzeba
użyć również trzech podstawowych składników: glin lub kaolinów, surowców skaleniowych
i surowców krzemionkowych.
Masę plastyczną można przygotować:
–
metodą tradycyjną,
–
metodą plastyczną,
–
metodą półsuchą,
–
metodą nowoczesną.
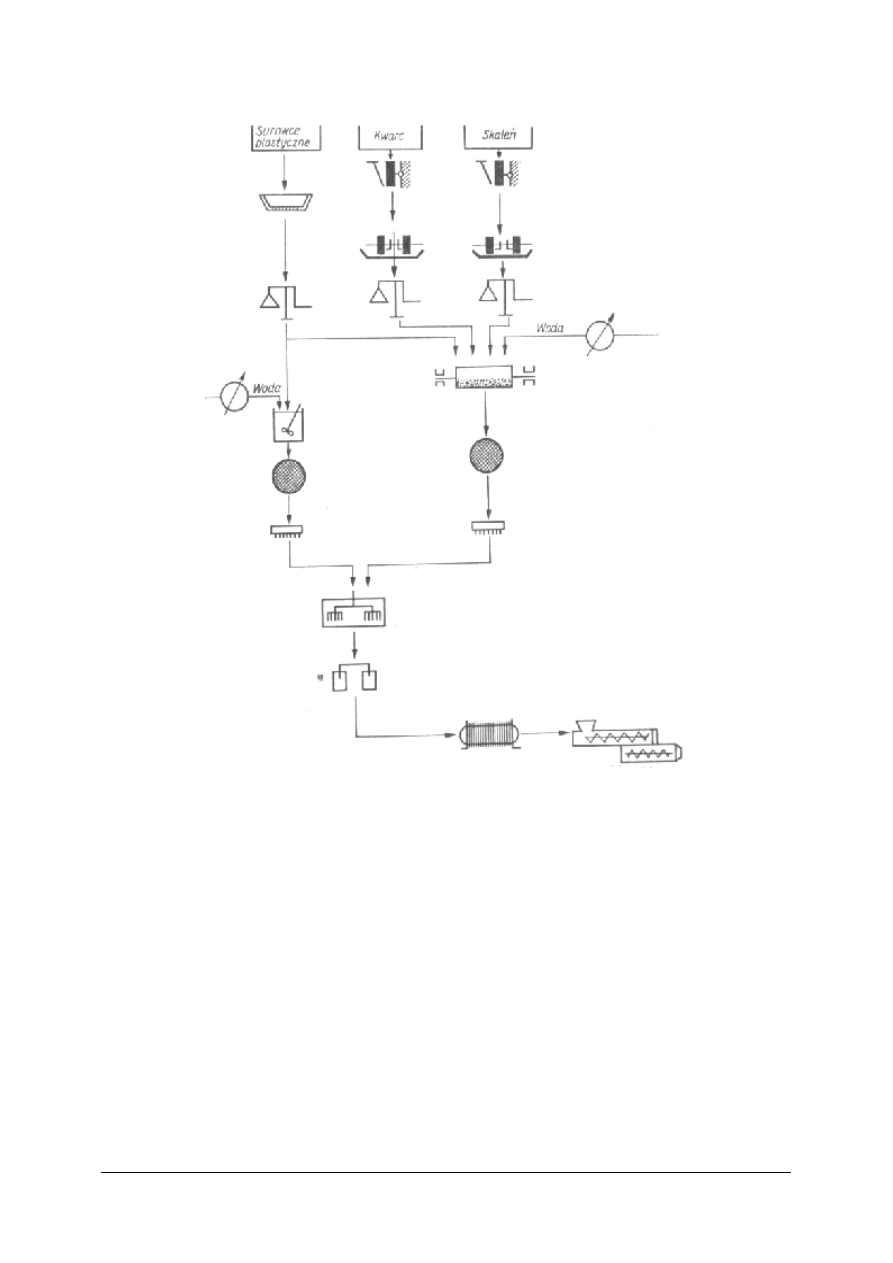
Schemat przygotowania metodą tradycyjną masy plastycznej na wyroby porcelanowe,
półporcelanowe, fajansowe i kamionkę szlachetną przedstawia rysunek 1.
Metoda ta polega na rozdrobnieniu surowców twardych w młynie kulowym,
rozmieszaniu surowców plastycznych z wodą i wspólnym wymieszaniu, a następnie
odwodnieniu masy w rasie filtracyjnej i odpowietrzeniu w tłoczarce pasmowej
odpowietrzajacej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Rys. 1. Schemat przygotowania masy plastycznej metodą tradycyjną [4, s. 52]
Masę plastyczną przeznaczoną na wyroby kamionkowe grubościenne (płytki elewacyjne,
mrozoodporne, rury kanalizacyjne) przygotowuje się metodą plastyczną i półsuchą. Wadą
metody plastycznej jest to, że wilgotna, plastyczna glina bardzo trudno miesza się
z szamotem, wskutek czego uzyskuje się masę niedostatecznie ujednorodnioną. W metodzie
półsuchej glina uprzednio wysuszona i rozdrobniona łatwiej daje się wymieszać z szamotem.
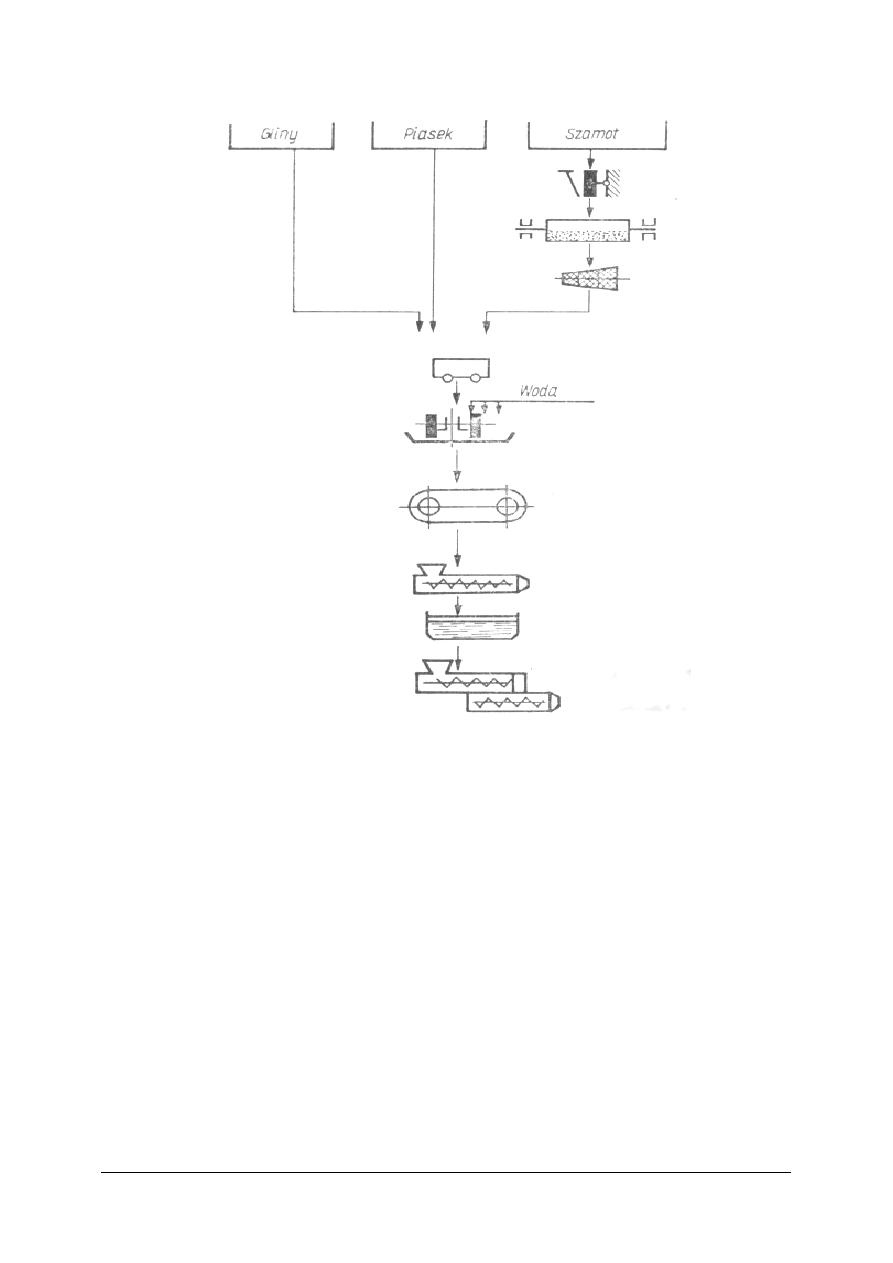
Przebieg przygotowania masy metodą plastyczną przedstawiono na rysunku 2. Gliny
i piasek są wsypywane do zasilaczy talerzowych. Szamot jest rozdrabniany wstępnie na
łamaczu szczękowym, a następnie mielony w młynie kulowym lub młotkowym, po czym
odsiewa się ziarna wielkości 0–3mm. Odsiany szamot jest dozowany przez zasilacz
talerzowy. Z przenośnika surowce trafiają do gniotownika rusztowego. Tu zostają nawilżone
i mieszane. Masa przegnieciona przez otwory w misie gniotownika dostaje się przenośnikiem
taśmowym do tłoczarki pasmowej. Po wyjściu z prasy masa jest dołowana 7.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Rys. 2. Schemat przygotowania masy na wyroby grubościenne metodą plastyczną [4, s. 54]
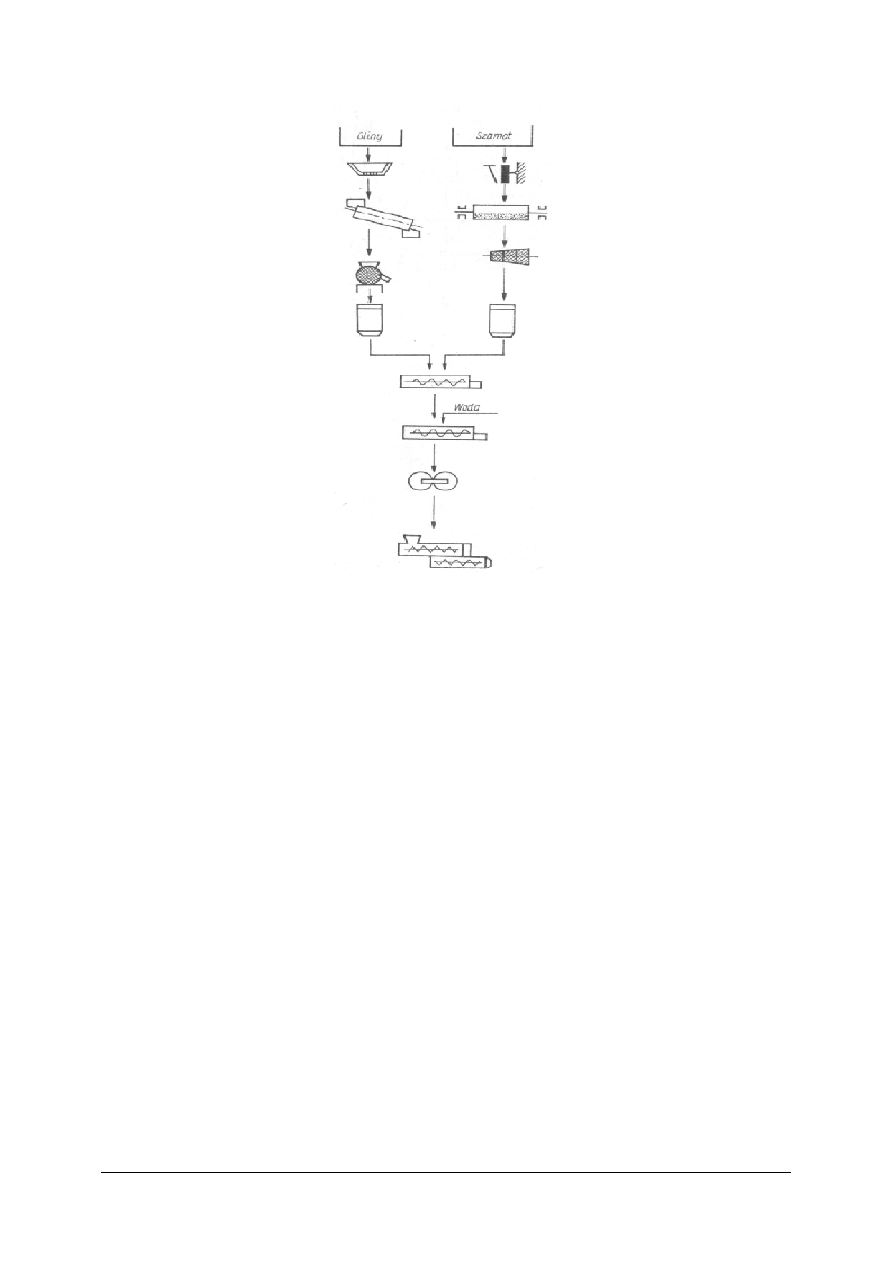
Metoda półsucha przygotowania masy tym różni się od poprzedniej, że glinę miesza się
z pozostałymi składnikami masy na sucho, po czym dopiero nawilża się mieszaninę. Schemat
półsuchego przygotowania masy przedstawiono na rysunku 3. Glinę rozdrabnia się
w strugarce lub walcach zębatych. Rozdrobniona glina zsypuje się do suszarni bębnowej,
skąd przenośnikiem kubełkowym dostaje się do młyna palcowego, a stąd przez sito do
zbiornika. Szamot w kawałkach jest rozdrabniany na kruszarce szczękowej, a następnie
mielony w młynie kulowym o działaniu ciągłym. Z młyna ziarno przechodzi na sito bębnowe.
Przesiany szamot trafia do zbiorników. Ze zbiorników dozuje się składniki do mieszarki
ślimakowej. Tutaj odbywa się mieszanie składników na sucho. Następnie mieszanka
przechodzi do drugiego mieszadła ślimakowego, w którym następuje nawilżanie
oraz mieszanie na mokro. Z drugiego mokrego mieszadła masa dostaje się na walce gładkie,
a z nich do prasy pasmowej odpowietrzającej [4].
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Rys. 3. Schemat przygotowania masy plastycznej na wyroby grubościenne metodą półsuchą [4, s. 55]
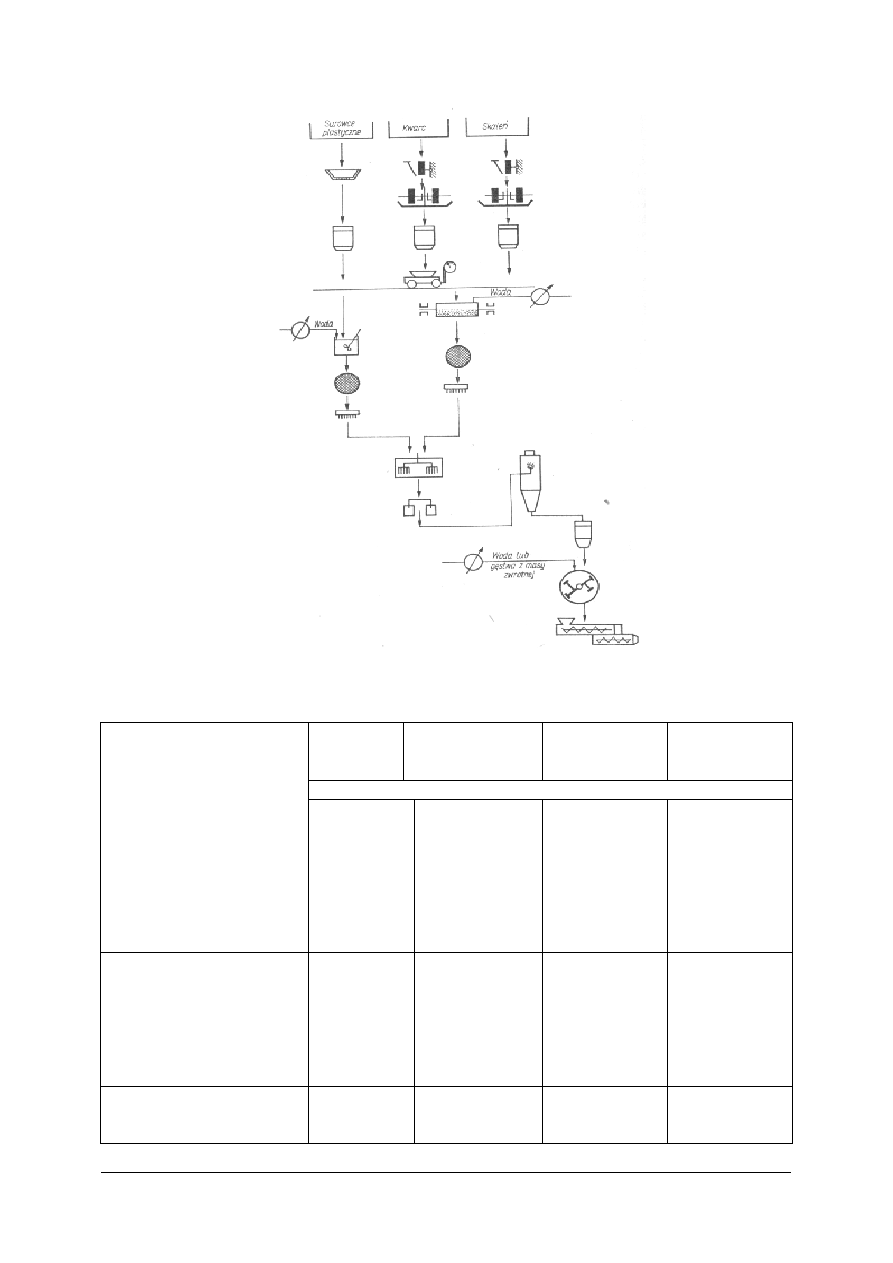
Nowoczesna metoda przygotowania masy plastycznej (rysunek 4) polega na tym, że
przygotowuje się masę w postaci gęstwy o wilgotności 35–50%, suszy się ją w suszrni
rozpyłowej do wilgotności 5–7%, a otrzymany proszek miesza się w mieszadle z gęstwą,
otrzymując masę plastyczną o żądanej wilgotności. Do mieszania stosuje się mieszadło typu
Eiricha. Czas mieszania gęstwy i proszku dla uzyskania całkowicie jednorodnej masy wynosi
około 1,5 min. Opróżnianie mieszadła trwa 15–30 sekund. Masę tę przerabia się w prasie
odpowietrzającej. Koszty tej metody są 3–4 razy tańsze od metody tradycyjnej.
Dobór surowców ilastych do mas na wyroby ceglarskie i garncarskie (kamionkowe)
Surowce ilaste mają wiele im właściwych cech: plastyczność, skurczliwość, zdolność
wiązania wody, tiksotropia i adsorpcja. Dochodzą także cechy ujawniające się w różnych
procesach technologicznych, jak: wrażliwość na suszenie, zdolność wiązania składników
nieplastycznych i zachowania przy tym właściwości materiału plastycznego, skurczliwości
i pęcznienia w czasie wypalania.
Z.Tokarski zaproponował podział surowców ilastych na cztery grupy o różnych
właściwościach chemicznych, fizycznych, technologicznych i różnym zastosowaniu.
Z tabeli 2 wynika, które ze surowców plastycznych najlepiej wykorzystać na wyroby
ceglarskie w zależności od asortymentu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Rys. 4. Schemat nowoczesnej metody przygotowania masy plastycznej [4, s. 56]
Tabela 2. Grupyfikacja technologiczna ceglarskich surowców plastycznych [3, s. 26]
Iłołupki
karbońskie
ceglarskie
Iły
mioceńskie
lądowe
i plioceńskie
Iły
mioceńskie
morskie
i zastoiskowe
Lessy,
gliny
zwietrzelinowe
i zwałowe
Skład mineralny
Właściwości
Kaolinit, illit
(minerały
towarzyszące:
kwarc,piryt,
węgiel)
Illit,
kaolinit,
montmorylonit
(minerały
towarzyszące:
kwarc,
piryt,
skaleń,
wodorotlenki
żelaza)
Illit,
montmorylonit
(minerały
towarzyszące:
kaolinit,
chloryty, kwarc,
węglany,
piryt,
skaleń)
Illit,
kwarc,
(minerały
towarzyszące:
montmorylonit,
węglany, skaleń)
Właściwości chemiczne:
– Al
2
O
3
(j.m.)
– suma topników (j.m.)
– zawartość SiO
2
(%)
– zawartość
Al
2
O
3
+TiO
2
(%)
– suma topników (%)
0,21–0,42
0,02–0,21
30–60
15–28
8–15
0,09–0,24
0,02–0,19
50–70
12–26
ok.11
0,09–0,25
0,16–0,47
48–75
9–25
20–25
0,03–0,11
0,07–0,22
70–82
7–12
do 10
Właściwości
fizyczno-
technologiczne:
– zawartość
<40
15–30
<40
25–45
20–40
25–40
<20
15–22
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
ziarn<0,001mm (%)
– woda zarobowa (%)
– skurczliwość
wysychania%
– nasiąkliwość (900
o
C)%
– wytrzymałość
na
ściskanie (900
o
C) MPa
– temp.topnienia sP
– interwał
spiekania
i topnienia
o
C
<6
15–20
do 25
120–165
do 350
<9
7–15
do 75
135–163
do 300
8–12
10–25
do 50
110–135
do 150
<6
do15
do 15
120–154
do 200
Zastosowanie
Cegła pełna,
nieskompliko
wane wyroby
drążone,
klinkier
drogowy
i budowlany
Wszystkie
asortymenty
wyrobów
ceramiki
budowlanej
z wyjątkiem
klinkieru
drogowego
Iły mioceńskie:
cegła pełna,
wyroby
cienkościenne;
iły zastoiskowe:
cegła pełna,
wyroby
cienkościenne,
wyroby
dekarskie, lekkie
kruszywa
Cegła
pełna,
nieskomplikowa
ne
wyroby
drążone, klinkier
drogowy
Ogólne
zalecenia
technologiczne
Wstępne
rozdrabnianie,
przerób
na
zestawie
ciężkich
maszyn,
formowanie
półsuche lub
plastyczne,
mało
wrażliwe
na
suszenie,
temp.
wypalania
1000–1200
o
C
Przerób na
zestawie maszyn
ciężkich
z ewentualnym
wstępnym
zwałowaniem
surowców,
surowiec na
wyroby
cienkościenne
należy dołować,
wrażliwe na
suszenie,
niektóre
wymagają
schudzenia,
temp.wypalania
900–1000
o
C
Przerób na
pełnym zestawie
maszyn, w
produkcji
wyrobów
cienkościennych
wskazane
zwałowanie
i dołowanie
surowca, średnio
wrażliwe na
suszenie, na ogół
wymagają
schudzenia,
temp. wypalania
850–950
o
C
Przerób na
pełnym zestawie
maszyn,
formowanie
metodą półsuchą
lub plastyczną,
niewrażliwe na
suszenie, temp.
wypalania
900–1200
o
C
Do produkcji wyrobów garncarskich kamionkowych stosuje się gliny – podzielone
według właściwości na cztery typy: M, N, O, P i trzy rodzaje 1, 2, 3. Do glin typu M i N
należą surowce ze złóż Baranów, Gozdnica, Borowe, Parszów.
Sposób oznaczania gliny przedstawiją poniższe przykłady:
–
glina kamionkowa ze złoża „Baranów” bardzo plastyczna o ogniotrwałości zwykłej
161sP i o nasiąkliwości po wypaleniu w 1300
o
C – 2% oraz pozostałości na sicie
0,06=10%, sortowana – ma oznaczenie: Glina Br – M1/S.
–
glina ze złoża „Kraniec” plastyczna, o ognotrwałości zwykłej 161sP, nasiąkliwości po
wypaleniu w 1200
o
C – 4% i pozostałości na sicie 0,06–13%, nie sortowana – ma
oznaczenie: Glina Kr – P1.
Gliny ze złóż Baranów mają w stanie naturalnej wilgotności charakterystyczne czerwone
zabarwienie. Po wypaleniu glina ta ma barwę kremową, kremowoszarą lub czerwoną do
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
ciemnobrązowej. Są to gliny średnioplastyczne. Ważniejsze właściwości glin kamionkowych
przykładowo przedstawiono w tabeli 3.
Tabela 3. Ważniejsze właściwości glin kamionkowych [1, s. 48]
Właściwości gliny
„Baranów” Br
„Baranów” Br
„Gozdnica” Gz
„Parszów” Pr
Pozostałość na sicie
0,06 mm w %
4,09
5,27
14,63
1,02
Woda zarobowa w %
29,3
25,0
27,8
32,2
Wytrzymałość
mechaniczna na zginanie
po wysuszeniu w MPa
4,0
3,5
3,2
3,5
Skurczliwość suszenia w %
7,8
6,7
7,5
5,7
Temperatura
maksymalna
spiekania w
o
C
1260
1220
1300
1230
Ogniotrwałość zwykła w sP
158/161
152
161/163
161
Skład mineralogiczny
w %
– substancja ilasta
– kwarc
– skaleń
52,20
27,68
16,55
46,79
29,20
15,11
44,82
36,15
13,93
56,04
23,89
13,63
Inne gliny kamionkowe charakteryzują się właściwościami bardzo zbliżonymi do wyżej
opisanych. Jedynie glina „Kraniec” wykazuje wyjątkowo dużą plastyczność. Glina „Nietków”
charakteryzuje się ciekawym składem chemicznym i mineralogicznym (zawierają dużo
topników). Temperatura topnienia tej gliny jest bardzo niska, wynosi poniżej 1200
o
C, dlatego
może ona służyć jako naturalne szkliwo ziemne.
Rodzaje mas kamionkowych:
–
masa na garnki kamionkowe: glina bardzo plastyczna 50–40%, glina mało plastyczna 30–
45%, drobny piasek kwarcowy 20–15%,
–
masa na rury kamionkowe, płytki okładzinowe: glina kamionkowa bardzo plastyczna 40–
60%, glina kamionkowa mało plastyczna lub piasek kwarcowy 20–10%, szamot
o granulacji od 0,0–2 mm 40–30%.
Ocena przydatności surowców ilastych
W grupyfikacji surowców ilastych ceramiki budowlanej pod względem ich praktycznego
znaczenia i gospodarczego wykorzstania rozróżnia się następujące ich grupy:
–
surowce tworzące po wypaleniu czerep porowaty, przy czym rozróżnia się surowce
przydatne na wyroby grubościenne oraz przydatne na wyroby cienkościenne;
–
surowce tworzące po wypaleniu czerep spieczony, przydatne na wyroby klinkierowe.
Różnorodność surowców stosowanych w ceramice budowlanej i bogaty asortyment
wyrobów o odmiennych właściwościach fizycznych stwarzają duże trudności w opracowaniu
jednolitych kryteriów, na podstawie których można by określić jakość surowca. Podstawowe
wymagania, jakim powinny odpowiadać surowce ceramiki budowlanej, przedstawia tabela 3.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Tabela 4. Wymagania stawiane surowcom ceramiki budowlanej [8, s. 38]
Wyroby cienkościenne
Rodzaj badań (oznaczeń)
Wyroby
grubościenne
Elementy
drążone
oprócz
dachowych
dachowe
Skurczliwość wysychania –
co
najmniej
w
%,
przy
skurczliwościach
mniejszych
decyduje zdolność formowania masy
w próbie przemysłowej
6
7
7
8
Zawartość margli w ziarnach o
średnicy powyżej 0,5 mm w %,
dopuszcza się większą zawartość,
jeżeli margiel wykazuje aktywność i
nie
powoduje
uszkodzeń
zewnętrznych w wyrobach licowych
0,4
0,1
0,1
0,05
Części organiczne
Dopuszczalne w ilości nie wpływającej ujemnie na
własności techniczne kształtek
Domieszki
gruboziarniste
nie
węglanowe trudno rozkruszalne o
średnicy 2–5 mm w %
3
3
3
3
Zawartość
siarczanów
rozpuszczalnych w wodzie
Brak wykwitów w ilości szkodliwej na kształtkach
laboratoryjnych oraz wyrobach z próby przemysłowej
wypalanych w optymalnej temperaturze (nie dotyczy
rurek drenarskich i wyrobów dekarskich)
Nasiąkliwość
Wg obowiązujących norm dla wyrobów gotowych
Przesiąkliwość
–
–
–
Wg PN
Wytrzymałość
na
ściskanie
wypalonych kształtek w MPa
7,5
7,5
10
10
Odporność na działanie mrozów
Wg obowiązujących norm
Ogólnie surowce ceramiki budowlanej muszą mieć właściwości umożliwiające, przy
aktualnej technologii, otrzymywanie wyrobów zgodnych z wymaganiami odpowiednich
norm. (tabela 2).
Ogólnie: gliny do produkcji cegieł należą do glin niskotopliwych. Powinny mieć średnią
plastyczność, wykazywać małą wrażliwość na suszenie, skurczliwość suszenia 6–10%
i dobrze nadawać się do formowania. Nie powinny zawierać większych ilości soli
rozpuszczalnych ani zanieczyszczeń gruboziarnistych, zwłaszcza marglu i wapnia.
Temperatura wypalania powinna mieścić się w granicach 900–1100
o
C, wypalony wyrób
powinien mieć nasiąkliwość w granicach 6–22%.
Ogólnie: do wyrobu dachówek stosuje się gliny bardzo plastyczne, o dużej zwięzłości.
Powinny one równomiernie rozmakać i dawać się dobrze formować. Skurczliwość do 10%.
Po wypaleniu gliny powinny mieć ładny, jednolity kolor. Niedopuszczalna jest zawartość soli
rozpuszczalnych, zwłaszcza siarczanów, oraz zanieczyszczeń o ziarnach większych od 1mm.
Zawartość CaO (pył) rozproszonego równomiernie w całej masie nie może przekroczyć 5%.
Większa ilość zmienia, rozjaśnia kolor dachówek i zwiększa przesiąkliwość czerepu. Glina na
dachówki zawiera najczęściej 15–20% Al
2
O
3
i 65–74% SiO
2
.
Ogólnie: do wyrobu klinkieru dachowego należą gliny dobrze się spiekające. Powinny
być średnio plastyczne i wykazywać skurczliwość suszenia 4–8%. Gliny te powinny się
charakteryzować dużym interwałem spiekania i mięknięcia. Ilość zawartego w glinie Al
2
O
3
nie powinna być mniejsza niż 12%. Zawartość topników w glinie 8–14%.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Zakres badań surowców ceramiki budowlanej [8]
W celu uzyskania oceny jakości i przydatności surowca przeprowadza się jego badania
laboratoryjne oraz technologiczne. Badania loboratoryjne obejmują oznaczenia chemicznych
i fizykomechanicznych właściwości surowców oraz wysuszonego i wypalonego czerepu
próbek wykonanych w warunkach laboratoryjnych. Ze względu na zakres oznaczeń badania
laboratoryjne surowców prowadzi aię jako podstawowe oraz szczegółowe, które również
obejmują badania technologiczne pełne.
Badania laboratoryjne podstawowe obejmują:
–
analizę sitową na zawartość zanieczyszczeń ziarnistych okruchów skał i minerałów
(margli, wapienia, gipsu, pirytu, zanieczyszczeń organicznych), według frakcji 2,0; 1,0;
0,5 mm z podaniem maksymalnych średnic okruchów oraz procentowej zawartości
w tych frakcjach,
–
analizę na zawartość węglanów w okruchach marglu we frakcjach powyżej 0,5 mm –
na wydzielonych próbkach,
–
analizę areometryczną – dla wydzielonych odmian surowca,
–
oznaczenie plastyczności,
–
analizę jakościową i ilościową zawartości siarczanów rozpuszczalnych w wodzie, potasu,
magnezu, sodu, wapnia dla wydzielonych odmian surowca.
Wymienionym badaniom podstawowym podlegają zarówno surowce ilaste, jak i inne
domieszki.
Badania laboratoryjne szczegółowe obejmują:
a) badania fizyczno-chemiczne, które polegają na:
–
analizie składu chemicznego,
–
analizie mineralogicznej,
b) badania technologiczne pełne polegające na badaniu:
–
wrażliwości na suszenie,
–
optymalnej temperatury wypalania,
–
wody zarobowej,
–
skurczliwości suszenia,
–
skurczliwości wypalania i całkowitej,
–
nasiąkliwości,
–
ciężaru objętościowego,
–
porowatości względnej,
–
wytrzymałości na ściskanie wypalonych kształtek,
–
wytrzymałości na zginanie wypalonych kształtek – w przypadkach uzasadnionych,
–
przesiąkliwości – w przypadkach uzasadnionuch,
–
odporności na działanie mrozu,
–
skłonności do tworzenia się wykwitów soli rozpuszczalnych z ilościowym
oznaczeniem siarczanów,
–
szkodliwości działania ziarnistego margla na wypalonych kształtakach.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do ćwiczeń.
1. Jakie wymagania musi spełniać ceramiczna masa plastyczna?
2. Jakimi metodami można sporządać ceramiczne masy plastyczne?
3. Jaką funkcję w masie pełni surowiec ilasty?
4. Które właściwości surowców ilastych decydują o ich zastosowaniu na wyroby
budowlane?
5. Jakie wymagania stawia się glinom ceglarskim?
6. Jakie wymagania stawia się glinom kamionkowym?
7. Jakie proste badania wykonuje się dla surowców ilastych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.1.3. Ćwiczenia
Ćwiczenie 1
Wykonaj cegiełki z surowca ilastego (masy plastycznej) do oznaczania wody zarobowej
i skurczliwości.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zaplanować kolejne czynności,
2) zapoznać się z dostępnymi opracowaniami [6],
3) przygotować foremkę do wykonywania cegiełek,
4) wypełnić masą plastyczną (gliną) przegródkę foremki,
5) wygładzić powierzchnię cegiełki,
6) oznaczyć na cegiełce numer badania,
7) wypchnąć cegiełkę z foremki,
8) powtarzać czynność 3–7 razy, (min. 6),
9) zaprezentować wykonanie ćwiczenia.
Wyposażenie stanowiska pracy:
−
literatura wskazana przez nauczyciela,
−
masa plastyczna (glina),
−
foremka do wykonywania cegiełek z wypychaczem,
−
nóż,
−
olej formierski.
Ćwiczenie 2
Wykonaj oznaczenie wody zarobowej dla surowca ilastego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z literaturą wskazaną przez nauczyciela,
2) przygotować świeżo uformowane cegiełki (3 sztuk),
3) oznaczyć cegiełki,
4) zważyć poszczególne cegiełki z dokładnością do 0,01 g,
5) odstawić do wysuszenia w suszarce w temp.105÷110
o
C na 2 godz.,
6) ostudzić cegiełki w eksykatorze – 20 minut,
7) zważyć cegiełki z dokładnością do 0,01 g,
8) suszyć, studzić, ważyć próbki do stałej masy,
9) obliczyć wodę zarobową W
z
i względną wodę zarobową W
zw
ze wzorów:
W
z
= ( G
0
– G
1
/ G
0
) * 100% W
zw
= ( G
0
– G
1
/ G
1
) * 100%,
Gdzie: G
0
– masa próbki wilgotnej w g,
G
1
– masa próbki wysuszonej w g.
10) obliczyć w/w wartości jako średnią arytmetyczną trzech próbek,
11) wnioskować o jakości gliny z ilości wody zarobowej,
12) zaprezentować wykonanie oznaczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Wyposażenie stanowiska pracy:
−
literatura wskazana przez nauczyciela,
−
świeżo uformowane cegiełki (min.3 sztuki),
−
waga o dokładności 0,01 g,
−
kalkulator,
−
suszarka,
−
eksykator.
Ćwiczenie 3
Wykonaj oznaczenie skurczliwości suszenia surowca ilastego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z literaturą wskazaną przez nauczyciela,
2) przygotować świeżo uformowane cegiełki (min. 3 sztuki),
3) oznaczyć cegiełki,
4) zaznaczyć znacznikiem na powierzchni cegiełki znak o długości 50 mm,
5) suszyć cegiełki w suszarce w temperaturze 105–110
o
C przez 2 godziny,
6) wystudzić cegiełki w eksykatorze – 20 minut,
7) zmierzyć długość znaku na cegiełce po wysuszeniu,
8) powtórzyć czynność 4 – 7 razy,
9) obliczyć skurczliwość suszenia wg wzoru:
S = ( l
pl
– l
s
/ l
pl
) * 100%
gdzie: S – skurczliwość liniowa suszenia w %,
l
pl
– długość znaku na próbce w stanie plastycznym w mm,
l
s
– długość znaku na próbce w stanie powietrzno – suchym w mm
10) obliczyć średnią arytmetyczną dla trzech próbek,
11) wnioskować o plastyczności i przydatności do produkcji na podstawie uzyskanych
wyników,
12) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
literatura wskazana przez nauczyciela,
−
świeżo uformowane cegiełki ( 3 sztuki),
−
znacznik do odciskania znaku o długości 50 mm,
−
waga,
−
eksykator,
−
kalkulator,
−
suwmiarka.
Ćwiczenie 4
Wykonaj oznaczenie plastyczności metodą Ziemiatczańskiego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z literaturą wskazaną przez nauczyciela,
2) zarobić glinę do stanu plastycznego,
3) uformować kulkę o średnicy około 50 mm, (3 sztuki)
4) dotoczyć kulkę do średnicy 46 mm za pomocą cieńkościennej rurki metalowej,
5) ustawić kulkę na środku płaszczyzny stolika przyrządu,
6) przystąpić do wykonania oznaczenia zgodnie z instrukcją obsługi przyrządu,
7) przerwać oznaczenie z chwilą pojawienia się spękań na powierzchni kulki,
8) ustalić całkowite obciążenie kulki,
9) zapisać wyniki,
10) powtórzyć oznaczenie dla kolejnych próbek,
11) obliczyć wskaźnik plastyczności wg metody Ziemiatczańskiego,
S = ( d – b ) * R
gdzie: S – wskaźnik plastyczności; dla glin chudych poniżej 2,4; gliny średnio
plastyczne od 2,5 do 3,6; dla glin o dużej plastyczności powyżej 3,6.
d – średnica kulki glinianej przed badaniem w cm,
b – wysokość próbki w chwili powstania pęknięć w cm,
R – wartość obciążenia niszczącego w N.
12) wnioskować o plastyczności gliny na podstawie uzyskanych wyników,
13) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
literatura wskazana przez nauczyciela,
−
przyrząd Ziemiatczeńskiego,
−
instrukcja obsługi przyrządu,
−
śrut,
−
waga,
−
glina (surowiec ilasty),
−
zlewka,
−
miska,
−
kalkulator.
Ćwiczenie 5
Wykonaj oznaczenie w glinie zawartości szkodliwych zanieczyszczeń w postaci soli
rozpuszczalnych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z literaturą wskazaną przez nauczyciela,
2) zgromadzić sprzęt laboratoryjny i odczynniki chemiczne,
3) odważyć glinę o masie 100 g,
4) odważyć 50 g próbki ze 100 g,
5) umieścić 50 g próbki w zlewce o pojemności 250 cm
3
i zalać 100 cm
3
wody,
6) ogrzewać na palniku, stale mieszając bagietką szklaną,
7) doprowadzić do wrzenia i gotować 15 minut,
8) sklarować zawartość zlewki,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
9) sączyć zawartość zlewki,
10) podzielić przesącz na dwie probówki,
11) zakwasić zawartość probówek 1–2 kroplami stężoego kwasu azotowego,
12) przystąpić do badania na obecność związków rozpuszczalnych,
13) dodać do jednej probówki kilka kropli 2% roztworu azotanu srebrowego,
14) zaobserwować co się stanie w probówce,
15) dodać do drugiej probówki kilka kropli 5% roztworu chlorku barowego,
16) zaobserwować co się stanie w probówce,
17) przedyskutować swoje spostrzeżenia w grupie,
18) wyciągnąć wnioski,
19) opracować sprawozdanie,
20) zaprezentować wykonanie ćwiczenia.
Wyposażenie stanowiska pracy:
−
literatura wskazana przez nauczyciela,
−
glina,
−
zlewka o pojemności 250 cm
3
,
−
waga o dokładności 0,01 g,
−
podstawka do probówek,
−
probówki,
−
lejki szklane, sączki,
−
trójnóg żelazny,
−
palnik,
−
woda destylowana,
−
bagietka szklana,
−
stęż. kwas azotowy,
−
2% roztwór azotanu srebra,
−
5% roztwór chlorku baru.
Ćwiczenie 6
Wykonaj oznaczenie stopnia białości dla glin biało wypalających się lub kaolinu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z literaturą wskazaną przez nauczyciela i instrukcją obsługi miernika,
2) przygotować stanowisko do pracy,
3) przygotować próbkę do badań o masie 40–50 g w stanie powietrzno – suchym,
4) zemleć próbkę w młynku laboratoryjnym,
5) suszyć próbkę 10 minut w suszarce w temperaturze 110
o
C,
6) przesiać próbkę przez sito o oczku 0,1 mm,
7) wysuszyć ponownie i wystudzić w eksykatorze,
8) przygotować próbkę z wysuszonego materiału w ilości 5÷6 g,
9) sprasować próbkę pod ciśnieniem 0,03 MPa do wysokości 3mm w czasie 5 s,
10) przeprowadzić pomiar współczynnika odbicia światła,
11) wykonać 5 pomiarów,
12) obliczyć stopień białości wg wzoru

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
R = 100 ρ %
R – stopień białości,
ρ – współczynnik odbicia światła ρ = Φ
r
/ Φ
o
Φ
r
– strumień świetlny odbity od powierzchni badanej próbki,
Φ
o
– strumień świetlny padający na powierzchnię próbki.
13) obliczyć średnią arytmetyczną dla pomiarów,
14) zaprezentować wykonanie ćwiczenia.
Wyposażenie stanowiska pracy:
−
literatura wskazana przez nauczyciela,
−
glina lub kaolin,
−
waga o dokładności 0,01 g,
−
suszarka,
−
młynek laboratoryjny,
−
eksykator,
−
prasa o zakresie ciśnienia 0,03 + – 5 MPa,
−
miernik stopnia białości, np. leukometr z niebieskim filtrem.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić właściwości masy plastycznej?
2) scharakteryzować parametry surowców ilastych na wyroby ceglarskie?
3) wyjaśnić, na czym polega nowoczesna metoda przygotowania masy
plastycznej?
4) określić, jakie parametry opisują gliny kamionkowe?
5) ocenić surowiec ilasty na podstawie pomiaru plastyczności przyrządem
Ziemiatczeńskiego?
6) sprawdzić obecność zanieczyszczeń solami rozpuszczalnymi w glinie?
7) samodzielnie przygotować cegiełki do oznaczenia wody zarobowej?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.2. Formowanie półfabrykatów z mas plastycznych
4.2.2. Materiał nauczania
Metody i sposoby formowania wyrobów ceramicznych z mas plastycznych
Formowanie jest operacją technologiczną, podczas której masie ceramicznej nadaje się
kształt wyrobu. Sposób formowania, a zatem i konstrukcja maszyn do formowania wyrobów
zależą od właściwości masy oraz od kształtu wyrobu.[6]
Podstawową właściwością masy, od której zależy sposób formowania, jest jej
plastyczność.
Grupyfikacja metod formowania
1. Wytłaczanie masy przez wylotnik (ustnik), którego otwór zapewnia nadanie wyrobom
odpowiedniego kształtu. Masa plastyczna powinna mieć wilgotność 17÷25%.
2. Modelowanie szablonem, gdy masa przylega do formy gipsowej. Tą metodą formuje się
wyroby z mas drobnoziarnistych o wilgotności 17÷25%. Wyróżniamy formowanie
powierzchniowe na formie gipsowej i wgłębne w formie gipsowej.
3. Wytaczanie na tokarkach nożami lub szablonami określonych kształtów z form uprzednio
uformowanych ręcznie lub maszynowo. Tą metodą formuje się wyroby z mas
drobnoziarnistych o wilgotności 17%.
4. Dotłaczanie w formie metalowej uprzednio ukształtowanych ręcznie lub mechanicznie
bloczków masy plastycznej o wilgotności 17%,
5. Formowanie wtryskowe.
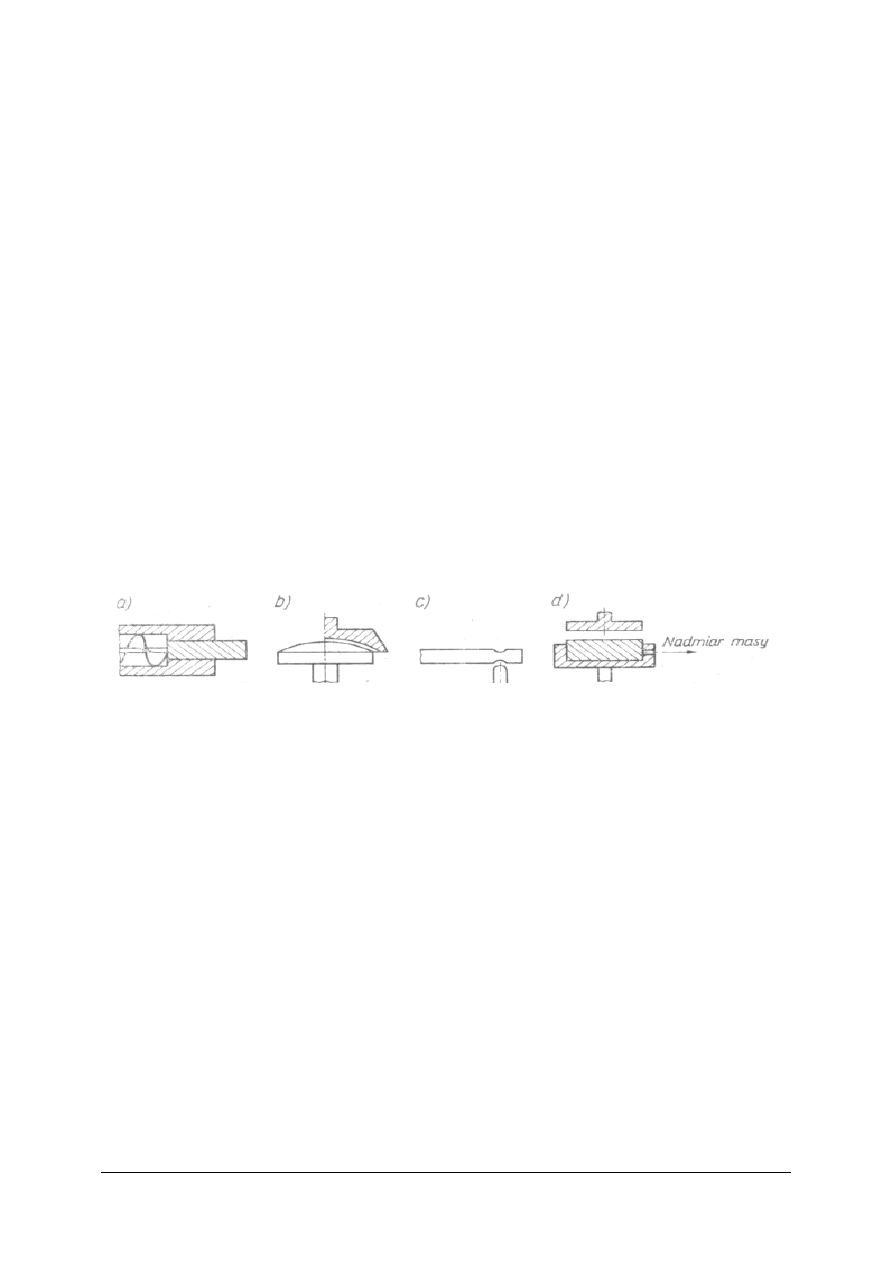
Rys. 5. Metody formowania: a) wytłaczanie masy przez wylotnik, b) modelowanie szablonem,
c) wytaczanie na tokarce, d) dotłaczanie w formie metalowej [6, s. 120]
Zastosowanie metod formowania
Formowanie wyrobów z mas plastycznych metodą wyciskania stosuje się w produkcji
wyrobów budowlanych: cegieł, pustaków, dachówek; wyrobów kanalizacyjnych: rurek
drenarskich, rur kanalizacyjnych, kolanek, pierścieni Raschiga: wyrobów ceramiki specjalnej;
w ceramice szlachetnej w charakterze uzyskiwania półproduktu do dalszej obróbki;
w przemyśle materiałów ogniotrwałych: kanałki, rurki lejowe i inne.
Modelowanie szablonem znajduje zastosowanie do formowania wszelkich wyrobów
ceramiki stołowej z tworzyw porcelanowych, półporcelanowych i fajansowych, na przykład
talerze różnych średnic, kubki, filiżanki, półmiski, salaterki i inne.
Wytaczanie na tokarkach to metoda formowania izolatorów o różnej wielkości
i kształtach.
Formowanie metodą dotłaczania stosowane jest tam, gdzie potrzebne jest zagęszczenie
czerepu oraz nadanie kształtu geometrycznego – zwłaszcza ostrości krawędzi. Metoda
wykorzystywana do formowania dachówek, gąsiorów, prostek szamotowych.
Sposoby formowania plastycznego
Do sposobów formowania plastycznego zalicza się:
–
formowania bez odpowietrzania,
–
formowania z odpowietrzaniem,
–
formowania na gorąco.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Sposób formowania bez odpowietrzania
Sposób ten polega wyłącznie na nadaniu odpowiedniego kształtu półfabrykatowi bez
stosowania dodatkowej obróbki technologicznej formowanej masy.
Sposób formowania z odpowietrzeniem
W czasie operacji przeróbczych poprzedzjących formowanie powietrze dostaje się do
masy i tworzy mikroskopijne pęcherzyki (pory). W celu usunięcia niepożądanego powietrza
w masie stosuje się do formowania masy prasy próżniowe – odpowietrzające. Wielkości
próżni ustala się doświadczalnie.
Sposób formowania na gorąco
Sposób ten przynosi wiele korzyści:
1. polepszenie własności plastyczności masy (lepkość wody maleje ze wzrostem
temperatury),
2. oszczędność w energii cieplnej i elektrycznej w procesie suszenia, dzięki wprowadzeniu
do suszarni półfabrykatów o podwyższonej temperaturze,
3. wzrost wydajności prasy, wskutek polepszenia plastyczności i właściwości reologicznych
masy,
4. zmniejszenie tarcia i zużycia części roboczych prasy i wylotnika,
5. zmniejszenie ilości złomu w procesie suszenia i formowania dzięki większej zwięzłości
i wytrzymałości gorącej masy.
W tabeli 5 przedstawiono pewne zależności między masą plastyczną, a formowaniem.
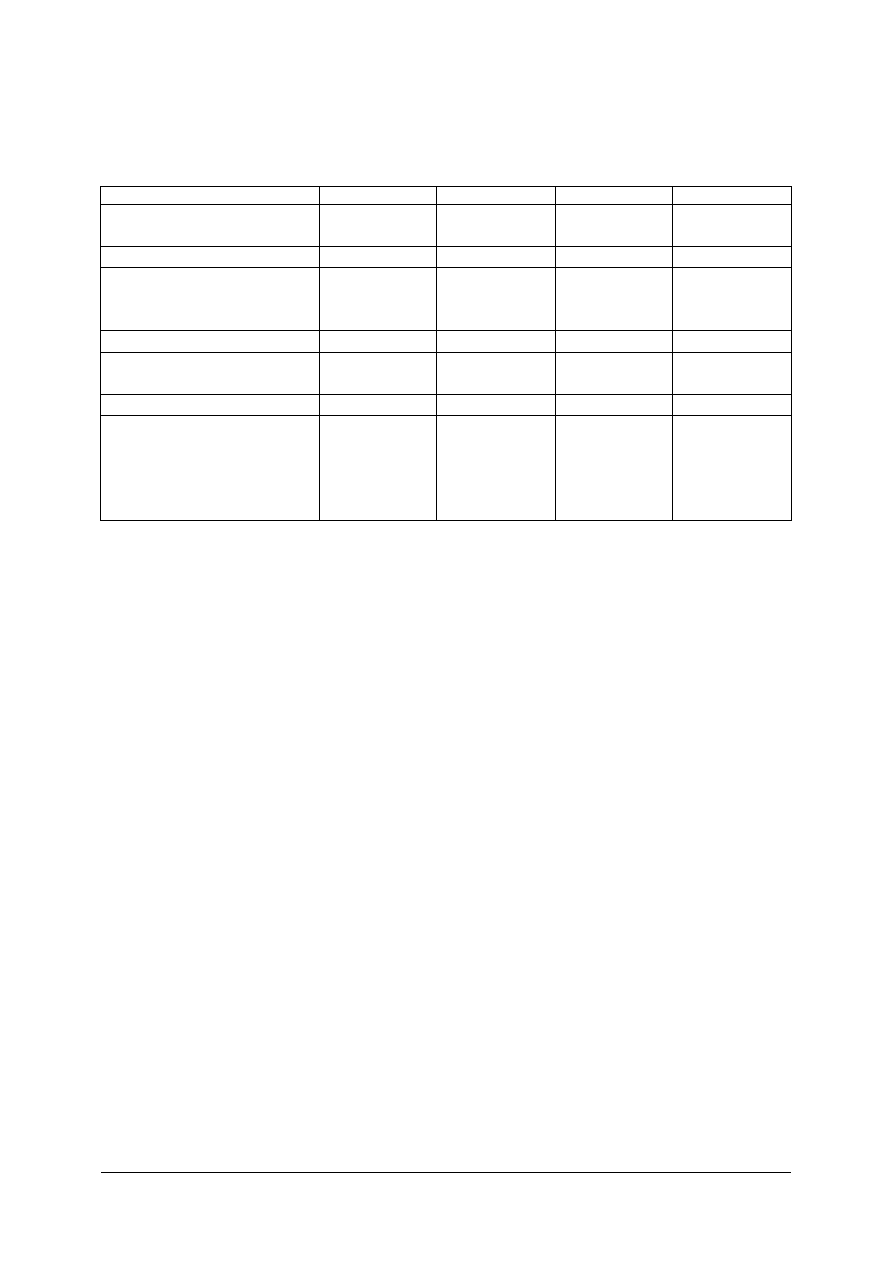
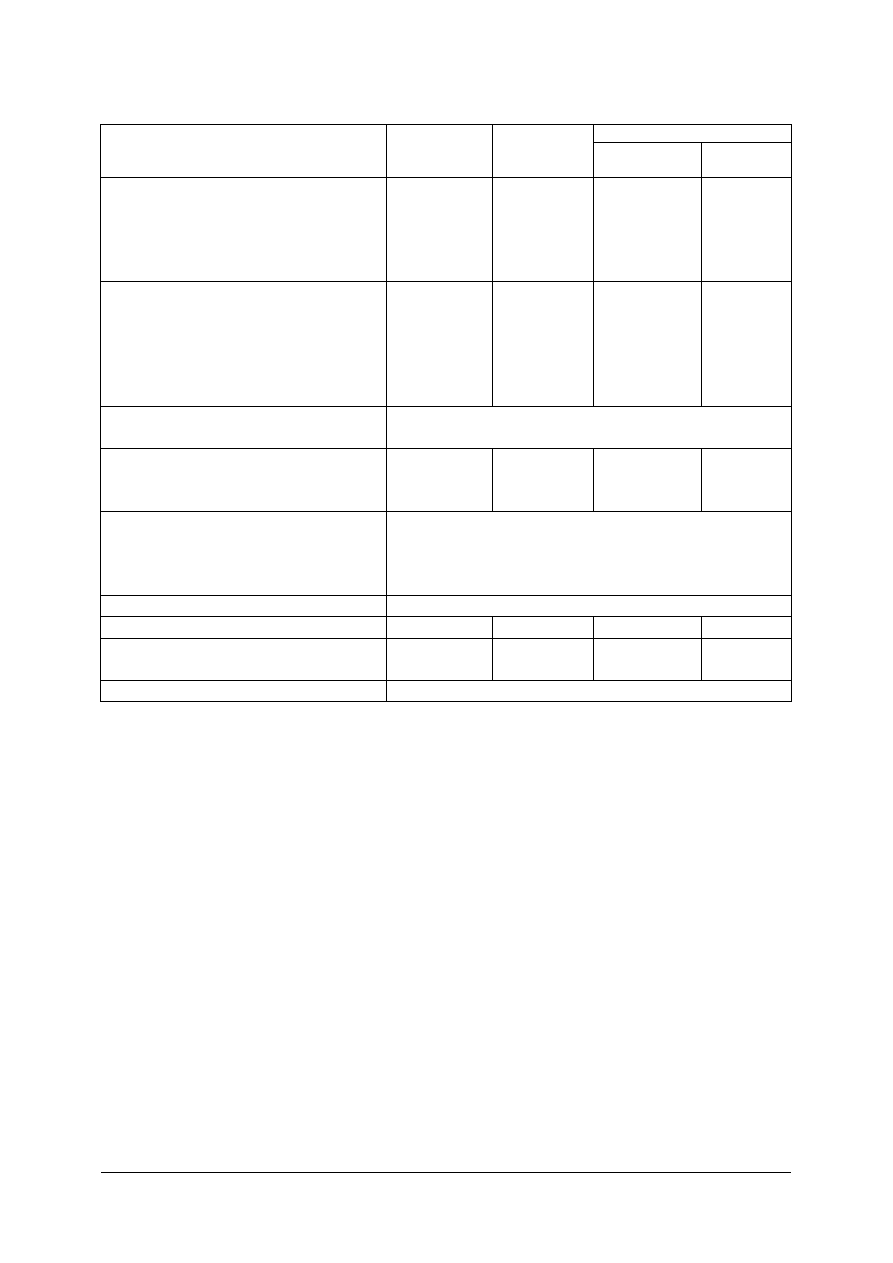
Tabela. 5. Zależność pomiędzy wodą zarobową, rodzajem masy oraz kształtem i rodzajem wyrobu, a metodą
formowania [4,s.82]
Rodzaj
tworzywa
Ilość
wody
zarobowej %
Rodzaj masy
Formowanie
Kształt
wyrobu
Rodzaj wyrobu
Fajans
27–30
plastyczna
Wyciskanie
w formach
gipsowych
Prosty
lub
jednostronnie
złożony
Płaskorzeźby
i wyroby
artystyczne
Fajans
24–27
plastyczna
Ręczne
toczenie
na
toczku
Obrotowy
(prosty)
Dzbany, wazony
Fajans
25–28
plastyczna
Formowanie na
formie
lub
w formie
wzornikiem
Obrotowy
(prosty)
Talerze,
kubki,
filiżanki,
salaterki
Półporcelana
25–28
plastyczna
Formowanie na
formie
lub
w formie
wzornikiem
Obrotowy
Salaterki, patery
Porcelana
22–27
plastyczna
Formowanie na
formie
lub
w formie
wzornikiem
Obrotowy
(prosty)
Izolatory małych
rozmiarów
Porcelana
25–26
plastyczna
Formowanie na
półautomatach
i automatach
Obrotowy
(prosty)
Talerze,
kubki,
cylindry,
słoje,
izolatory małych
rozmiarów
Porcelana
14–18
plastyczna
Toczenie
na
tokarkach lub
kopiarkach
Obrotowy
(złożony)
Izolatory
wysokiego
napięcia
o dużych
wymiarach
Fajans
7–9
półsucha
Tłoczenie
Bardzo prosty
Płytki
okładzinowe
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Porcelana
5–8
półsucha
Tłoczenie
skomplikowany Porcelana
instalacyjna,
teletechniczna
Porcelana,
fajans,
półporcelana
30–38
lejna
Odlewanie
dowolny
Wyroby
sanitarne,
artystyczne,
stołowe,
elektroporcelana,
płytki, kształtki
Maszyny i urządzenia do formowania z mas plastycznych
Maszyny do formowania wytłaczaniem przez wylotnik
Formowanie wyrobów z mas plastycznych sposobem wyciskania jej przez wylotnik
odbywa się w maszynach zwanych prasami ślimakowymi lub prasami pasmowymi
(zwyczajowo tłoczarkami).
Ze względu na położenie cylindra roboczego przsy ślimakowe dzieli się na poziome
i pionowe. Oprócz tego prasy ślimakowe mogą być zwykłe i odpowietrzające (próżniowe).
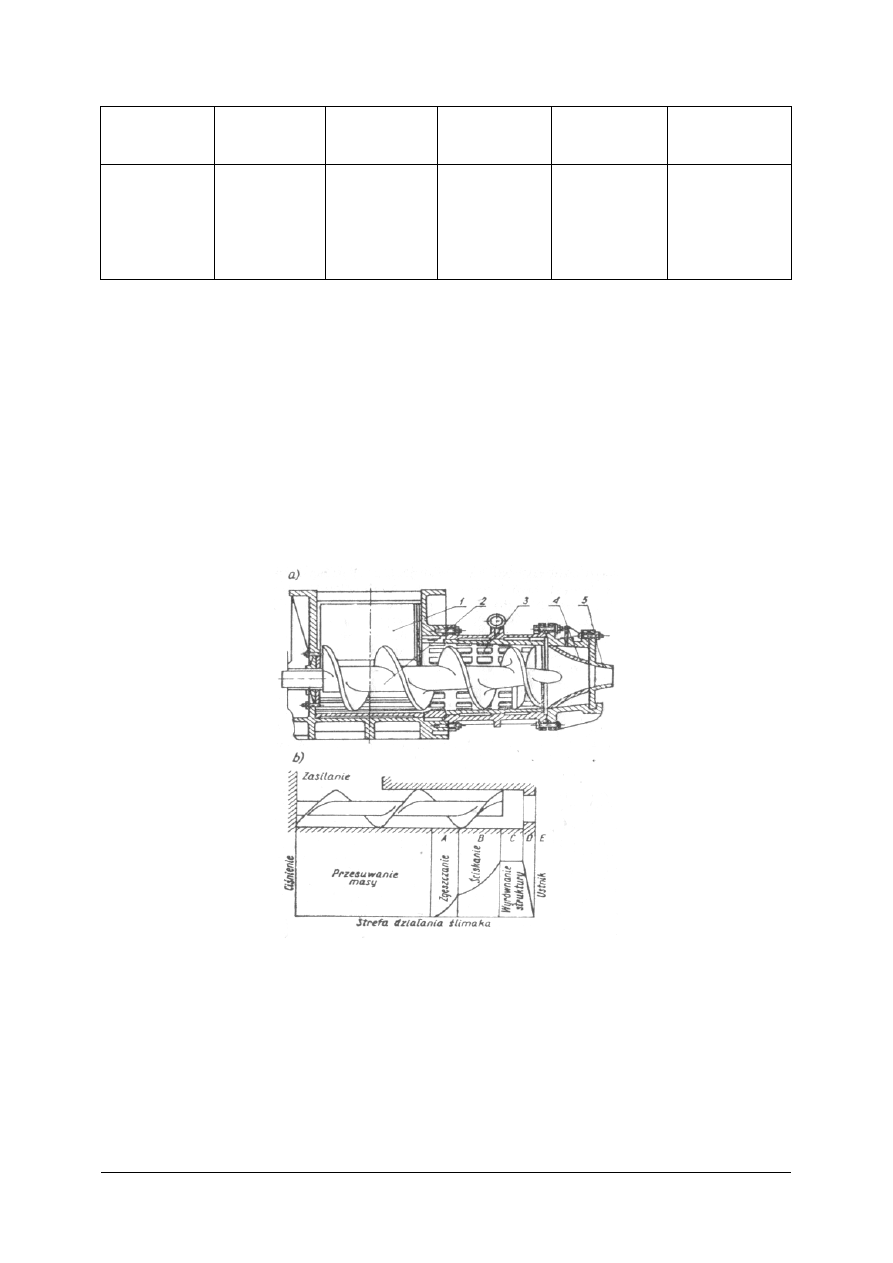
Zasadę działania prasy ślimakowej wyjaśniono na rysunku 6. Działanie to polega na:
1. przesunięciu masy ceramicznej, którą wprowadza się gardzielą, w kierunku głowicy
i wylotnika,
2. stopniowym zagęszczaniu masy w strefie A i B oraz wyrównaniu struktury masy
w strefie C, tj. w głowicy,
3. na nadaniu masie odpowiedniego kształtu w strefie C, D i E, tj. w wylotniku (ustniku).
Rys. 6.
Działanie prasy ślimakowej: a) 1 – gardziel, 2 – ślimak, 3 – wykładzina cylindra,
4 – głowica, 5 – wylotnik, b) strefy zagęszczania masy (opis w tekście) [6, s. 122]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Zespół formujący w prasie ślimakowej tworzą ślimak, głowica i wylotnik, dzięki którym
wydostające się na zewnątrz pasmo, cięte na odpowiednie długości, uzyskuje wymagane
kształty. Elementem roboczym, zagęszczającym i wyciskającym masę z wylotnika, jest
ślimak. Od jego konstrukcji zależy jakość uformowanych wyrobów oraz zużycie energii na
formowanie. Jakość wyrobów uzależniona jest ponadto od wykładziny cylindra (wymiennej),
kształtu głowicy i starannego wykonania wylotnika. Wylotnik nadaje ostateczny kształt
pasmu opuszczającemu prasę ślimakową. W tym celu otwór wylotnika powinien być
odpowiednio wyprofilowany, tj. dostosowany do kształtu przekroju końcowego wyrobu
z uwzględnieniem całkowitego skurczu masy, występującego w procesie suszenia
i wypalania.
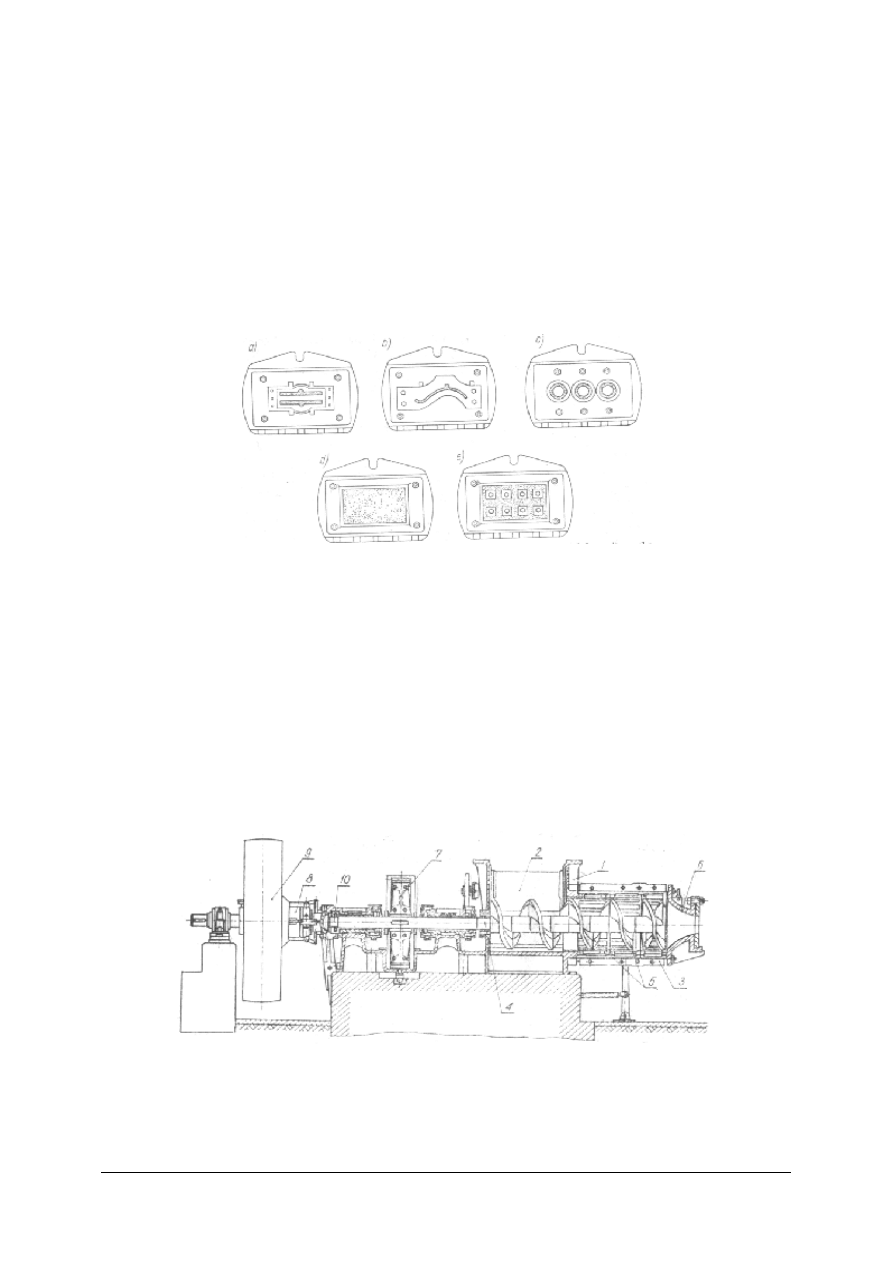
Rys. 7. Ustniki do formowania: a), b) dachówek, c) sączków, d) cegły pełnej, e) pustaków [3, s. 94]
Prasa ślimakowa pozioma zwykła
Prasę ślimakową poziomą zwykłą przedstawia rysunek 8. Masa jest dostarczona do prasy
otworem w żeliwnym kadłubie. W kadłubie zamocowany jest walec zasilający, który
obracając się w kierunku środka prasy ułatwia wciąganie masy. Do kadłuba przymocowany
jest korpus cylindra, wewnątrz którego znajduje się wał z nałożonymi nań członami ślimaka.
Masa wciągana ślimakiem przesuwa się w kierunku głowicy, gdzie następuje jej
zagęszczenie, a podążając dalej wydostaje się na zewnątrz wylotnikiem. Koło pasowe przez
przekładnię zębatą wprawia w ruch obrotowy wał ślimakowy oraz walec podający masę. Wał
ślimakowy jest zabezpieczony przed przesunięciem osiowym za pomocą łożyska oporowego.
Uruchomienie prasy odbywa się za pośrednictwem sprzęgła.
Rys. 8. Prasa ślimakowa zwykła: 1 – kadłub, 2 – walec zasilający, 3 – korpus cylindra, 4 – wał
z członami ślimaka, 5,6 – głowica, 7 – przekładnia zębata, 8 – sprzęgło, 9 – koło pasowe,
10 – łożysko oporowe [6, s. 126]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Prasa ślimakowa odpowietrzająca
W celu ujednorodnienia i uplastycznienia masy w czasie przerabiania na prasach
ślimakowych przeprowadza się jej odpowietrzanie. Usunięcie powietrza powoduje, że cząstki
masy zbliżają się do siebie, dzięki czemu zwiększa się jej plastyczność. Odpowietrzona masa
znacznie lepiej formuje się, nie ma szczelin, a zatem i wytrzymałość otrzymywanych
wyrobów jest większa.
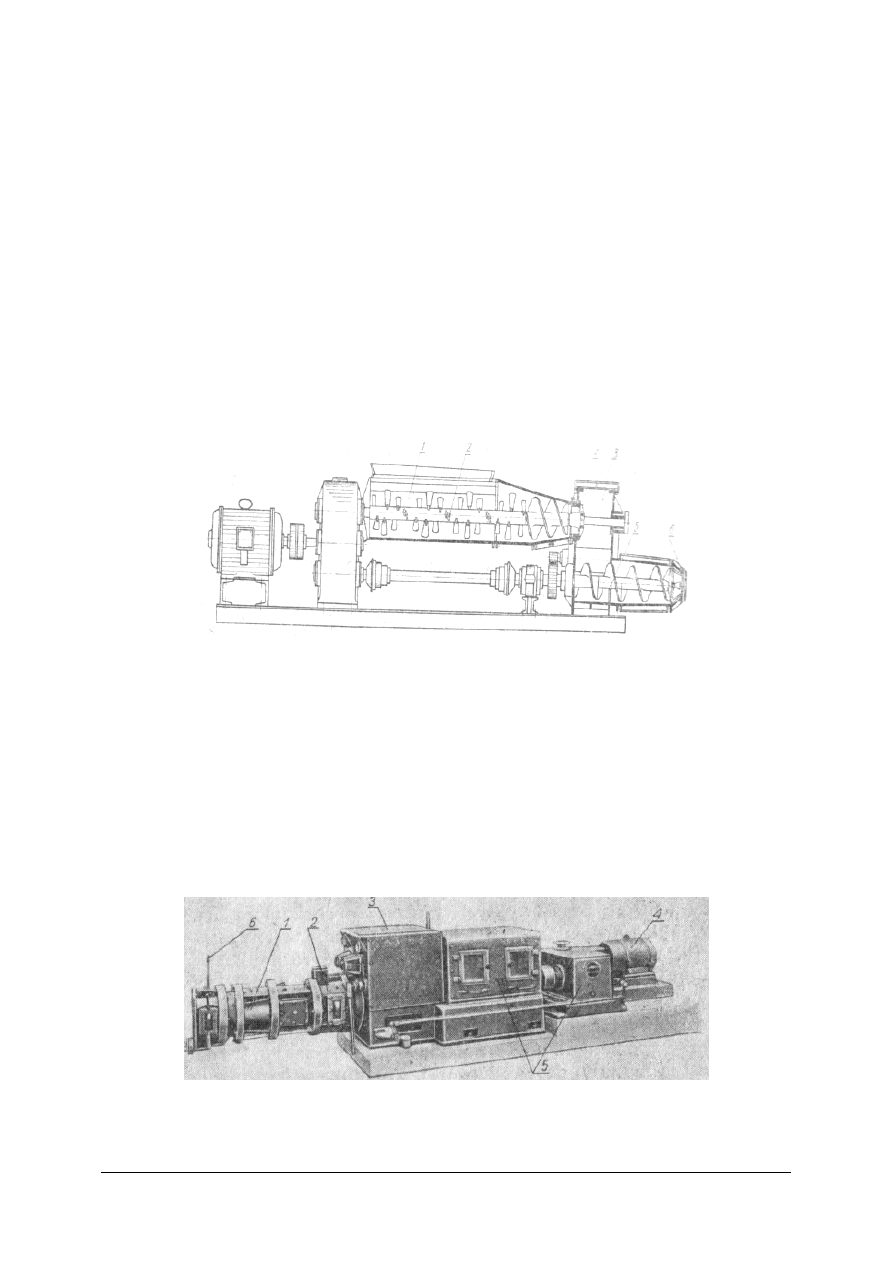
Prasa odpowietrzająca dwuwałowa (rysunek 9) składa się jakby z dwóch pras
ślimakowych połączonych komorą próżniową. Masę ceramiczną podaje się do komory
zasilania, skąd łopatkami, a następnie ślimakami przesuwają ją do komory próżniowej.
U wylotu do komory masa jest rozcinana na drobne kawałki nożami obracającymi się wraz
z wałem ślimaka. Rozdrobnienie masy ułatwia jej odpowietrzenie. Często u wejścia do
komory jest zamocowana przegroda sitowa. Masa przeciskana przez takie sito dzieli się na
cienkie pasemka. Ciśnienie panujące w komorze próżniowej wynosi 5,3–33,2 kPa. Powietrze
z komory próżniowej usuwa pompa, połączona z komorą przewodem rurowym. Ślimak
przesuwa masę z komory w kierunku głowicy zakończonej ustnikiem. Dobre odpowietrzenie
jest możliwe, gdy całe urządzenie jest hermetyczne.
Rys. 9. Prasa pasmowa odpowietrzająca: 1 – komora zasilania, 2 – łopatki, 3 – komora
próżniowa, 4 – noże, 5 – ślimak, 6 – ustnik [3, s. 92]
Opisane powyżej prasy stosowane są głównie w technologii produkcji wyrobów
budowlanych.
W ceramice szlachetnej do odpowietrzania mas porcelanowych, półporcelanowych czy
fajansowych stosuje się prasy odpowietrzające o innej konstrukcji (rysunek10). Mają one
jeden, znacznie wydłużony cylinder i wydłużony wał ślimakowy. Masa na jednym poziomie
przechodzi przez komorę próżniową, gdzie następuje jej odpowietrzenie. Placki masy z prasy
filtracyjnej wrzuca się do leja zasypowego. Napęd odbywa się od silnika elektrycznego
poprzez urządzenia redukcyjne. Do uruchamiania prasy służy dźwignia.
Rys. 10. Prasa pasmowa odpowietrzająca jednowałowa: 1 – cylinder, 2 – komora próżniowa,
3 – lej zasypowy, 4 – silnik elektryczny, 5 – urządzenia redukcyjne, 6 – dźwignia
[1, s. 208]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Prasa ślimakowa pionowa
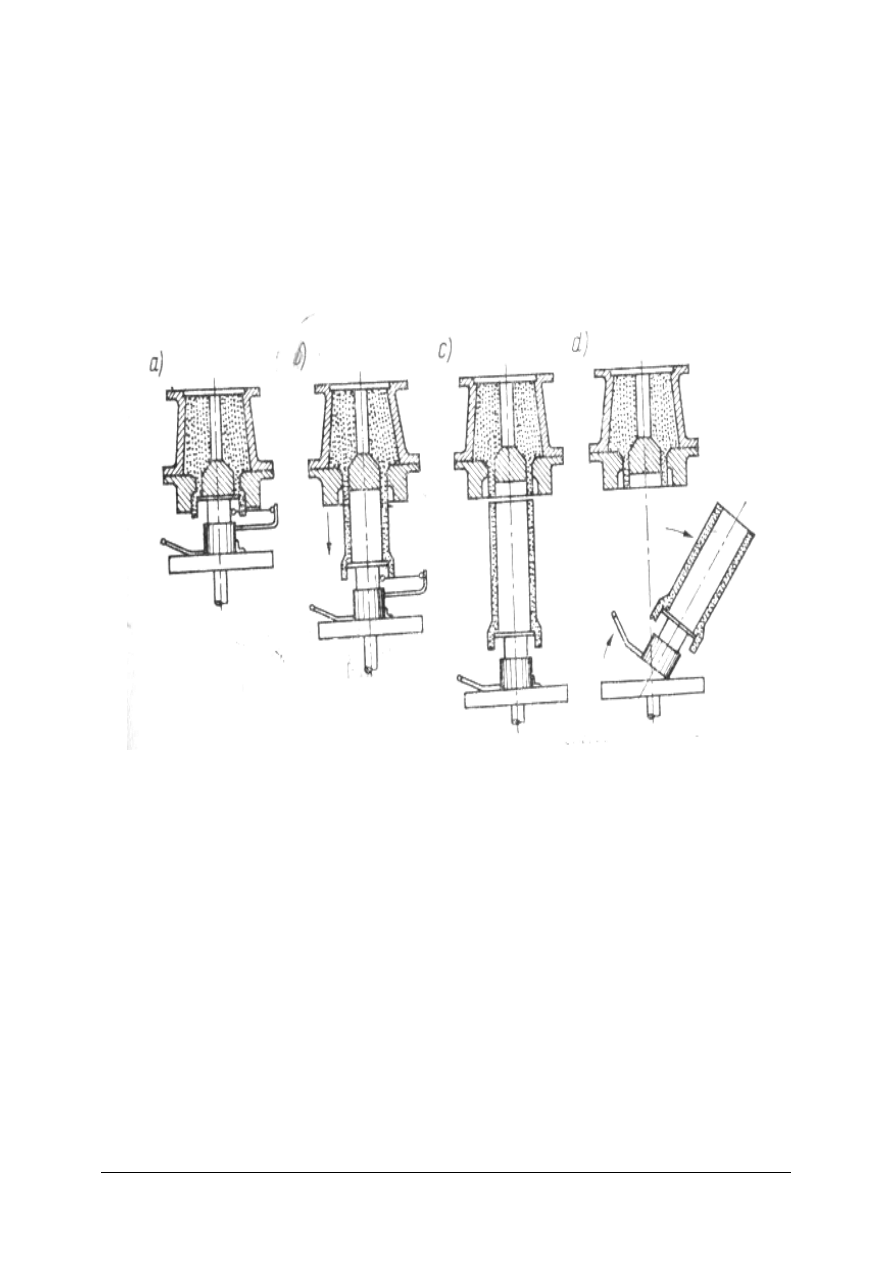
Do formowania rur kanalizacyjnych stosuje się prasy próżniowe pionowe.
Proces formowania (rysunek 11) przebiega w czterech opisanych poniżej etapach:
a) pod wylotnik podprowadza się ruchomy stól z negatywem kielicha rury (rys. 11a),
b) uruchamia się prasę i rozpoczyna formowanie trzonu przy równoczesnym opuszczeniu
podstawki stołu w dół (rys. 11b) z prędkością przesuwającego się pasma (w tym czasie
odcina się również nadmiar masy kielicha),
c) po zakończeniu formowania rurę odcina się (rys. 11c),
d) odbiór rury.
Rys. 11.
Proces formowania rur kanalizacyjnych w prasie ślimakowej pionowej [6, s. 129]
Prasę ślimakową pionową przedstawiono na rysunku 12. W prasie tej masa wprowadzona
do cylindra tłoczona jest w dół ślimakiem. Trafia ona na perforowaną przegrodę i wyciśnięta
przez nią spada w dół do komory próżniowej, w której następuje jej odpowietrzenie.
Odpowietrzona masa zostaje ponownie zagęszczona ślimakiem i tłoczona w kierunku
wylotnika z rdzeniem. Umocowane w głowicy noże przeciwdziałają wyciskaniu masy w górę.
Wytłaczana z wylotnika rura spoczywa na ruchomym stole, który przesuwa się równomiernie
w dół z prędkością wyciskanej masy. Gdy stół osiągnie określone położenie, zderzak zwalnia
urządzenie odcinające rurę. Ciężar stołu równoważy przeciwwaga. Wał ślimakowy uzyskuje
obroty od silnika elektrycznego przez przekładnie zębate.
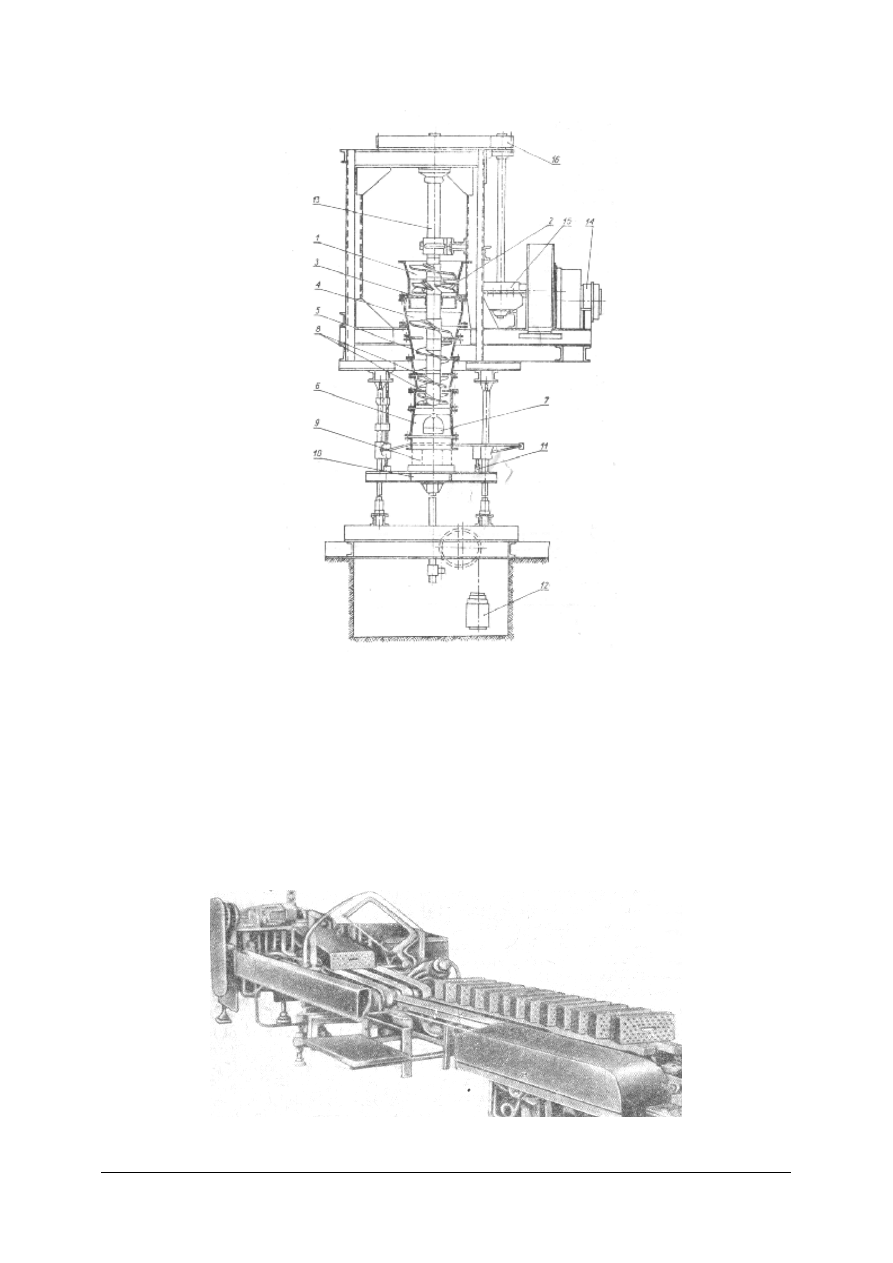
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Rys. 12. Prasa ślimakowa pionowa: 1 – cylinder, 2,5 – ślimaki, 3 – przegroda, 4 – komora
próżniowa, 6 – wylotnik, 7 – rdzeń, 8 – nóż, 9 – formowana rura, 10 – ruchomy stół,
11 – zderzak, 12 – przeciwwaga, 13 – wał ślimaka, 14 – silnik elektryczny, 15,16 –
przekładnia zębata [6, s. 130]
Ucinacze
Ostatnim etapem formowania cegieł, pustaków, dachówek wytłaczanych z pras
pasmowych jest ucinanie ich z pasma wychodzącego z ustnika prasy ślimakowej. Czynność tę
wykonuje się za pomocą urządzeń zwanych ucinaczami. Biorąc za kryterium stopień
mechanizacji rozróżnia się trzy rodzaje ucinaczy: ręczne, półautomatyczne i automatyczne.
Przykładowe urządzenia tego typu pokazują rysunki 13 i 14.
Rys. 13. Ucinacz automatyczny jednostrunowy[3, s. 99]
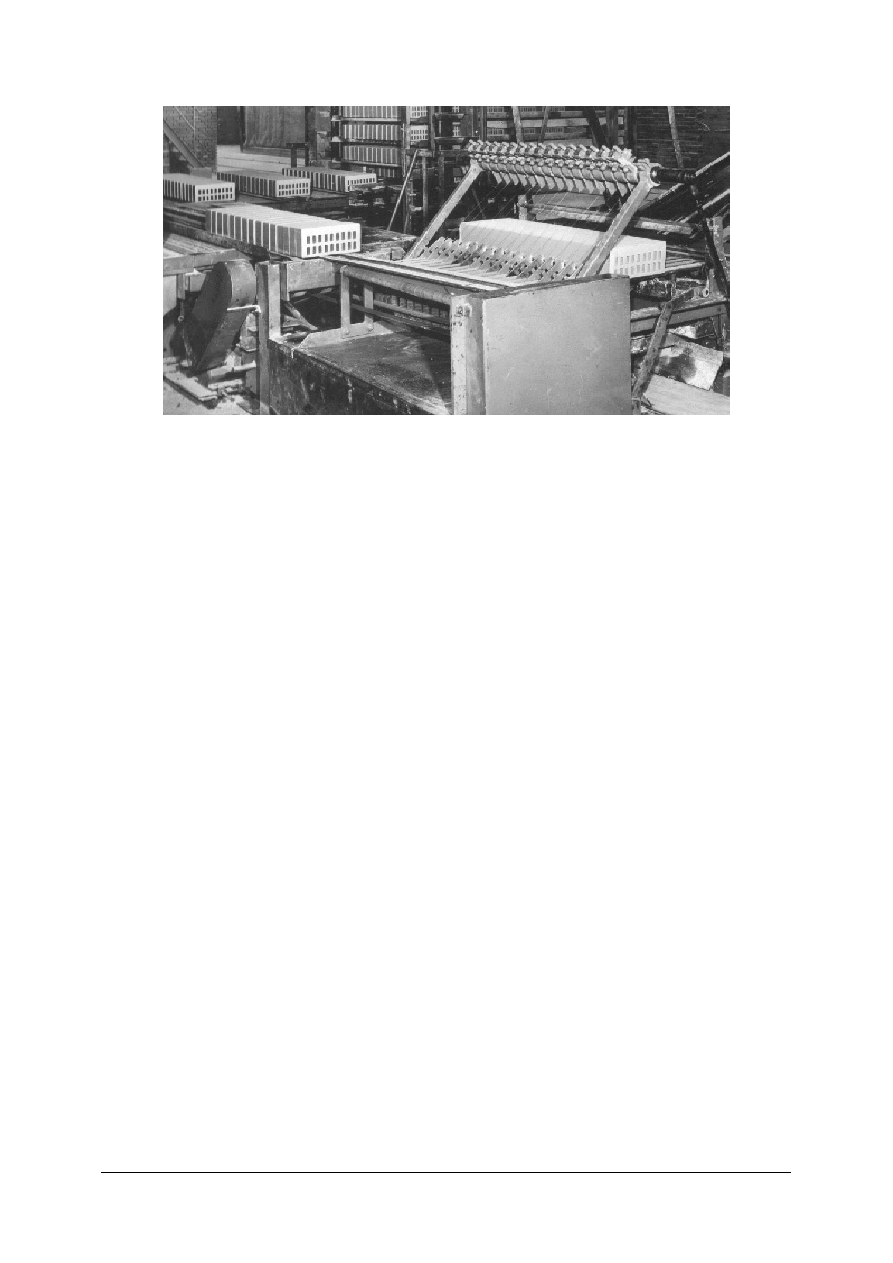
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Rys. 14. Ucinacz segmentowy typu Kellera
Maszyny do formowania modelowaniem szablonem
Formowanie wyrobów z mas plastycznych poprzez modelowanie szablonem odnosi się
do wyrobów gospodarczych z porcelany, półporcelany i fajansu. We wszstkich tych
przypadkach stosuje się maszyny o tej samej konstrukcji.
Różnorodność maszyn do formowania wynika głównie z dużej ilości kształtów
poszczególnych wyrobów oraz ciągłego usprawniania produkcji, co wiąże się
z powstawaniem nowych maszyn do formowania.
Maszyny do formowania przez modelowanie szablonem dzielimy na:
–
wrzeciona zwykłe,
–
wrzeciona półautomatyczne,
–
półautomaty i automaty ze stołami karuzelowymi,
–
półautomaty rewolwerowe,
–
półautomaty z głowicami,
–
automaty do wyrobów płaskich.
Wrzeciono zwykłe inaczej toczek mechaniczny
Formowanie wyrobów płaskich (talerzy płytkich, głębokich) nazywa się formowaniem na
formie gipsowej – powierzchniowo. Formowanie przebiega dwuetapowo. Pierwszy etap to
formowanie „liścia”, drugi – formowanie półfabrykatu na formie gipsowej. Toczek
mechaniczny (rysunek 15) działa następująco: kształt pólfabrykatowi nadaje wzornik
przytwierdzony do dźwigni przegubowej. Wałek pionowy otrzymuje napęd od silnika
elektrycznego za pomocą przekładni pasowej. Na wałku tym znajdują się dwa koła pasowe,
z których jedno jest zaklinowane na wale, a drugie to tzw. koło jałowe. Po wyciśnięciu
nożnej dźwigni za pomocą widełek można przesunąć pas z koła jałowego na koło robocze
i tym samym wprawić w ruch obrotowy wałek pionowy. W górnej części wałek ma nacięty
gwint, na który wkręcona jest głowica. W głowicy umieszcza się formę gipsową, na której
formowany jest półfabrykat. Skrajne dolne położenie dźwigni reguluje się śrubą oporową.
Opuszczając lub podnosząc tę śrubę można regulować grubość formowanych wyrobów.
Stanowisko do formowania wyrobów płaskich składa się z toczka do formowania liścia
i z właściwego toczka do formowania półfabrykatu.
Wyroby płaskie formuje się na formach w pozycji odwróconej (do góry dnem). Wzornik
formuje płaszczyznę zewnętrzną i stopkę, forma gipsowa nadaje kształt płaszczyźnie
wewnętrznej wyrobu.
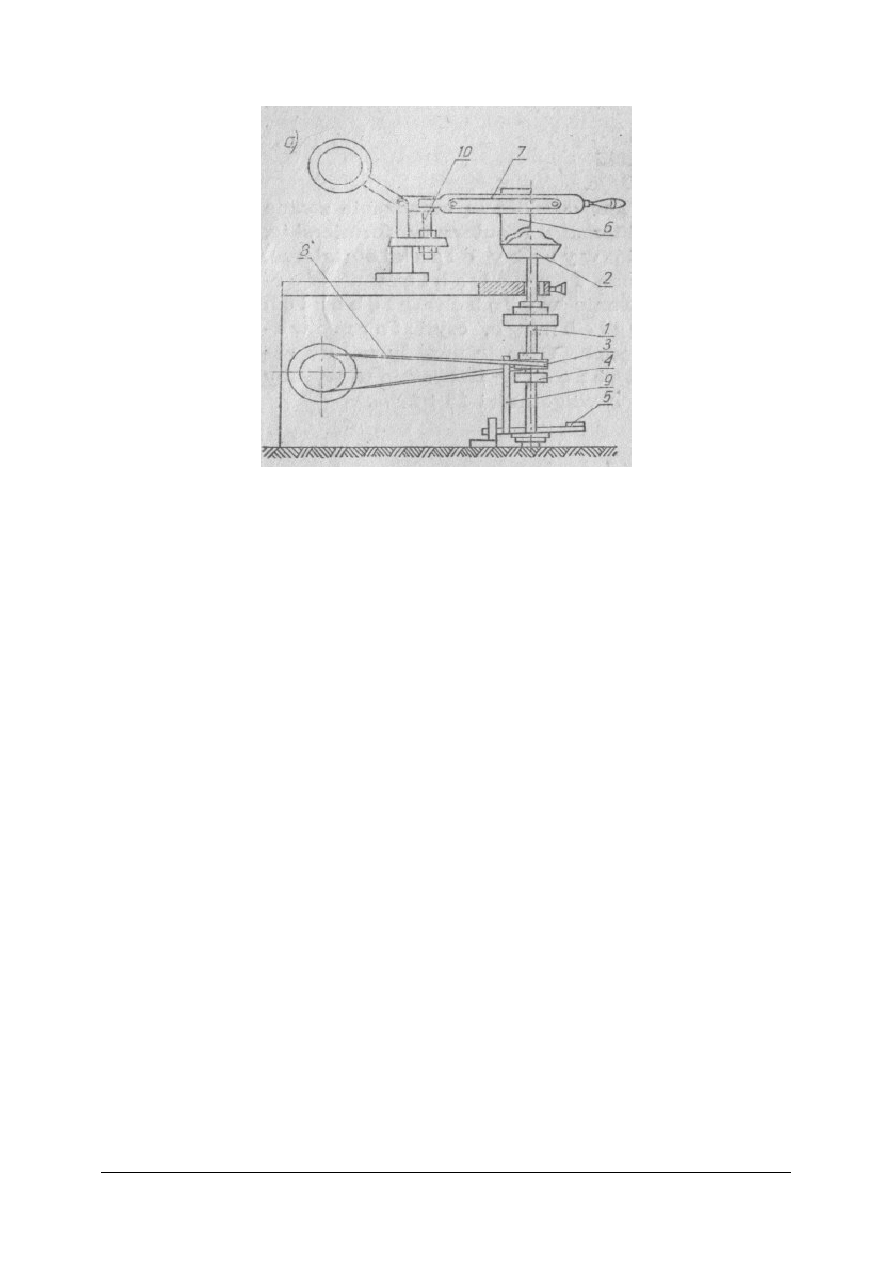
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Rys. 15.
Toczek mechaniczny: 1 – wałek pionowy, 2 – głowica, 3,4 – koła pasowe,
5 – dźwignia, 6 – wzornik, 7 – dźwidnia przegubowa, 8 – przekladnia pasowa,
9 – widełki, 10 – śruba oporowa [1, s. 168]
Formowanie naczyń głębokich (kubki i filiżanki itp.) prowadzi się na toczkach
mechanicznych, lecz w formach gipsowych – wgłębnie. Wyroby formuje się w tej pozycji,
w jakiej się ich używa. Wzornik formuje powierzchnię wewnętrzną naczynia, forma gipsowa
powierzchnię zewnętrzną, a więc odwrotnie niż podczas formowania powierzchniowego.
Formowanie wyrobów w formach gipsowych może być dwojakiego rodzaju: tzn. formowanie
z kulki i płoszki. Odpowiednio formierz wrzuca kulkę masy na dno formy lub wałek
z wgłębieniem czyli płoszkę. Sama praca urządzenia w obu przypadkach jest taka sama.
Wrzeciona półautomatyczne
Wrzeciona półautomatyczne były pierwszymi maszynami, w których zmechanizowano
opuszczanie i podnoszenie szablonu podczas formowania filiżanek i garnuszków.
Zrealizowano to za pomocą wahliwej dźwigni, do której mocuje się szablon. Natomiast
nawilżanie masy wodą, obcinanie nadmiaru masy oraz wkładanie i zdejmowanie formy
odbywa się ręcznie.
Półautomaty i automaty ze stołami karuzelowymi
Obsługa tych urządzeń sprowadza się do podawania form gipsowych z plastrami masy,
odbierania form z uformowanymi wyrobami i ustawiania ich na półce w suszarni. Pozostałe
czynności formowania urządzenia wykonują automatycznie. W pełnym automacie
formierskim wszystkie czynności, jak cięcie pasma, ustawianie i odbieranie form gipsowych,
formowanie liścia i gotowego wyrobu, są wykonywane automatycznie.
Półautomat formierski (rysunek 16)
Podstawowymi elementami formującymi jest głowica obrotowa oraz cztery (pięć)
wrzeciona obrotowe. Głowica otrzymuje ruch obrotowy od niezależnego silnika
elektrycznego, wrzeciona od drugiego silnika elektrycznego. Głowica musi przy każdym
cyklu formowania zbliżyć się do formy gipsowej z nałożonym plackiem masy, docisnąć masę
w środku formy, a następnie odchylając się na zewnątrz odprowadzić powietrze spod placka
masy i uformować talerz. W następnej kolejności głowica, zainstalowana na dźwigni, podnosi
się do góry. W tym czasie stół obrotowy podnosi się do góry, wykonując ¼ obrotu i opuszcza
się z powrotem na dół. Głowica ponownie opuszcza się na dół i następuje formowanie na
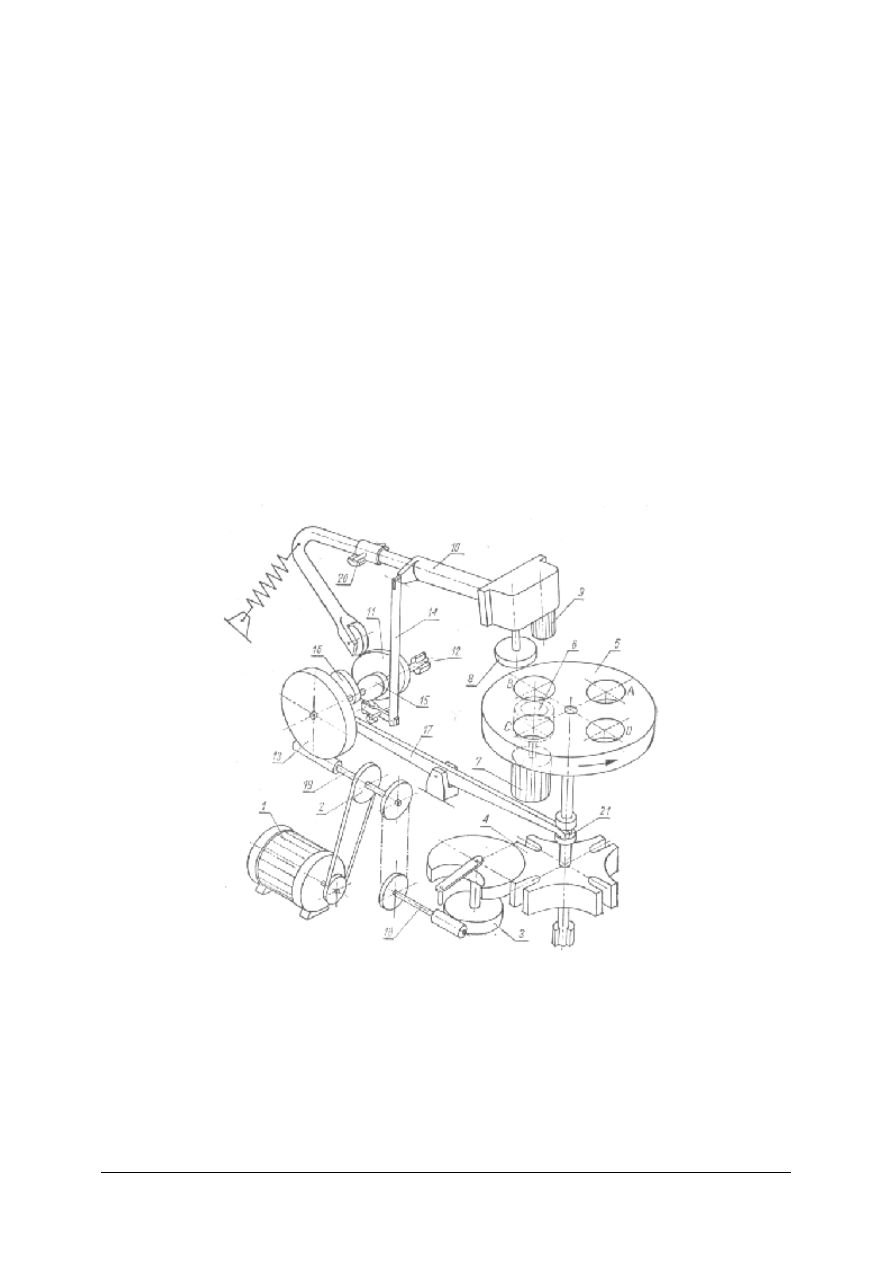
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
stanowisku C. W położeniu D następuje wyjęcie formy z uformowanym wyrobem.
W położeniu A rozpoczyna się nowy cykl formowania, od włożenia nowej formy, położeniu
B od nałożenia na formę placka masy itd. Głowica wykonuje ruch obrotowy ciągle.
Z czterech wrzecion obraca się zawsze tylko jedno, znajdujące się w położeniu C, w którym
odbywa się formowanie wyrobu. Wprawienie wrzeciona w ruch obrotowy następuje
w momencie opuszczenia stołu i połączenia za pomocą sprzęgła ciernego obudowy wrzeciona
z tarczą zaklinowaną na wałku silnika elektrycznego. Silnik ten zamocowany jest do
obudowy urządzenia i nie obraca się wraz ze stołem. Stół i dźwignia otrzymują napęd od
trzeciego silnika elektrycznego. Napęd z tego silnika przeniesiony jest na wałek za pomocą
przekładni pasowej i ślimakowej. Zaklinowana na wałku krzywka nadaje, za pośrednictwem
dźwigni zamocowanej w przegubie, ruch głowicy do góry i w dół. Krzywka powoduje
wychylanie głowicy od środka formy na zewnątrz oraz formowanie wyrobu, za
pośrednictwem układu dźwigni. Ruch obrotowy stół otrzymuje również od silnika
elektrycznego za pośrednictwem przekładni łańcuchowej, wałka, przekładni ślimakowej oraz
krzyża maltańskiego. Urządzenie to jest bardzo skomplikowane. Wszystkie elementy jego
pracy muszą być dokładnie zsynchronizowane w czasie. Głowica urządzenia, odpowiednio
wyprofilowana, wykonana jest z twardej nierdzewnej stali i specjalnie polerowana. Wykonuje
obroty rzędu 620 obr./min.
Rys. 16. Schemat układu kinematycznego półautomatu formierskiego: 1,7,9 – silnik elektryczny,
2 – przekładnia pasowa, 4 – krzyż maltański, 5 – stól obrotowy, 6 – wrzeciona obrotowe,
8 – głowica obrotowa, 10,14,17 – dźwignia, 12,18,19 – wałek, 13,3 – przekladnia
ślimakowa, 11,15,16 – krzywka, 20 – przegub, 21 – prowadnica
Rewolwerowe półautomaty do formowania wyrobów wgłębnych
Urządzenia te wyposażone są w mechanizm z głowicą wahliwą i szablonem lub
z głowicą wahliwą i obrotowym stemplem. Produkuje się je w trzech typach: z jednym stołem
obrotowym, z jednym lub dwoma stołami obrotowymi oraz dwoma mechanizmami
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
formującymi, które mogą pracować z mieszanym cyklem podnoszenia i opuszczania
szablonów lub stempli.
Półautomaty z głowicami typu Roller
Półautomat składa się ze stołu obrotowego, w którym znajduje się 6 gniazd. Cykliczne
obroty stołu nadawane są przez układ krzyża maltańskiego. W gniazdach stołu znajdują się
uchwyty, do których wstawia się formy gipsowe. Na dwóch pozycjach formowania A i B,
w chwili obniżenia stołu, uchwyty form gipsowych zostają sprzężone z wrzecionami, od
których uzyskują ruch wirowy. Formowanie talerzy odbywa się za pomocą dwóch głowic
typu Roller. Jedna z nich rozgniata plaster masy na powierzchni formy gipsowej, druga
formuje talerz oraz obcina nadmiar masy. (rysunek 17).
Rys. 17. Półautomat z głowicą typu Roller: 1 – stół, 2,3 – głowice [6, s. 139]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Rys. 18. Operacje formowania na półautomatach z głowicami typu Roller: a)rozgniatanie
i formowanie, b)obcinanie nadmiaru masy, c)koniec procesu formowania [6, s. 140]
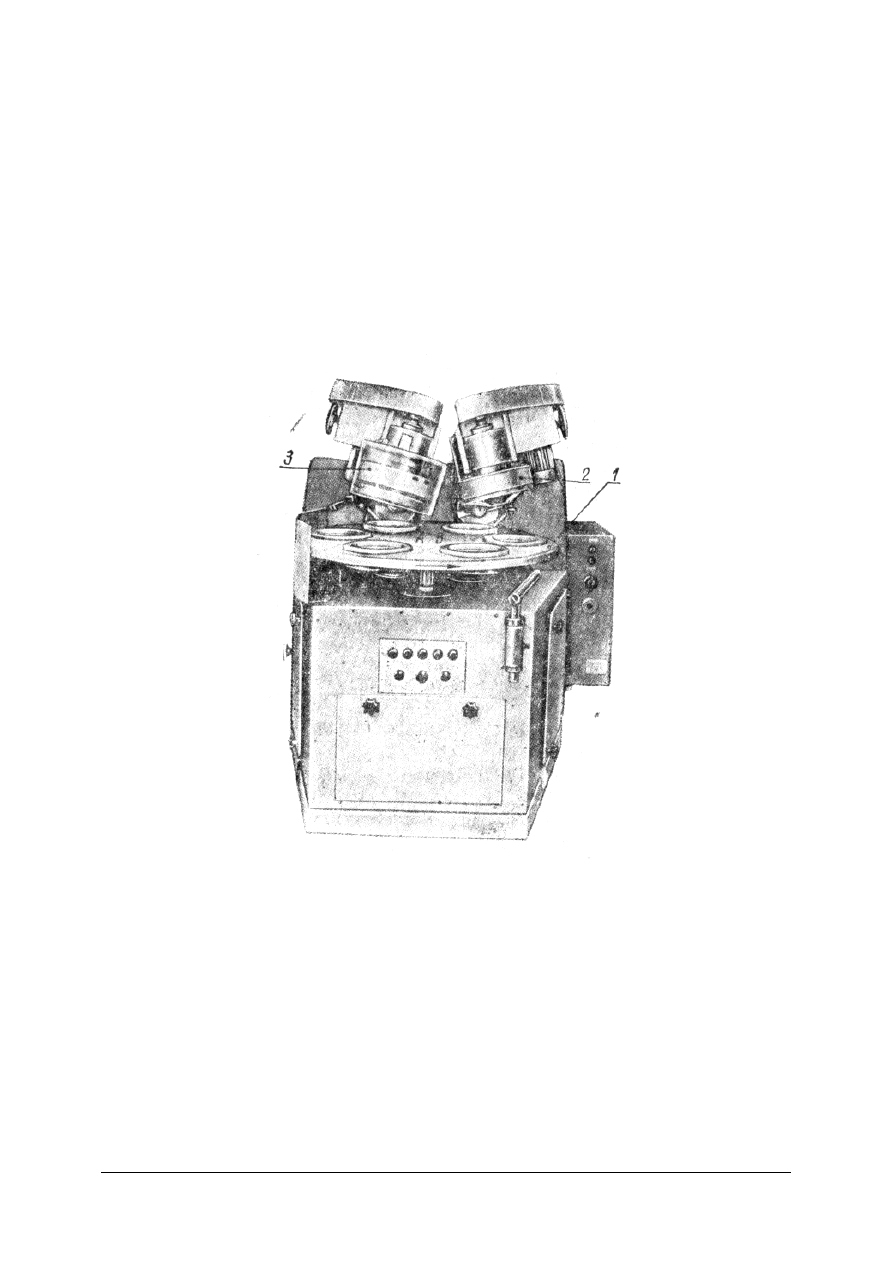
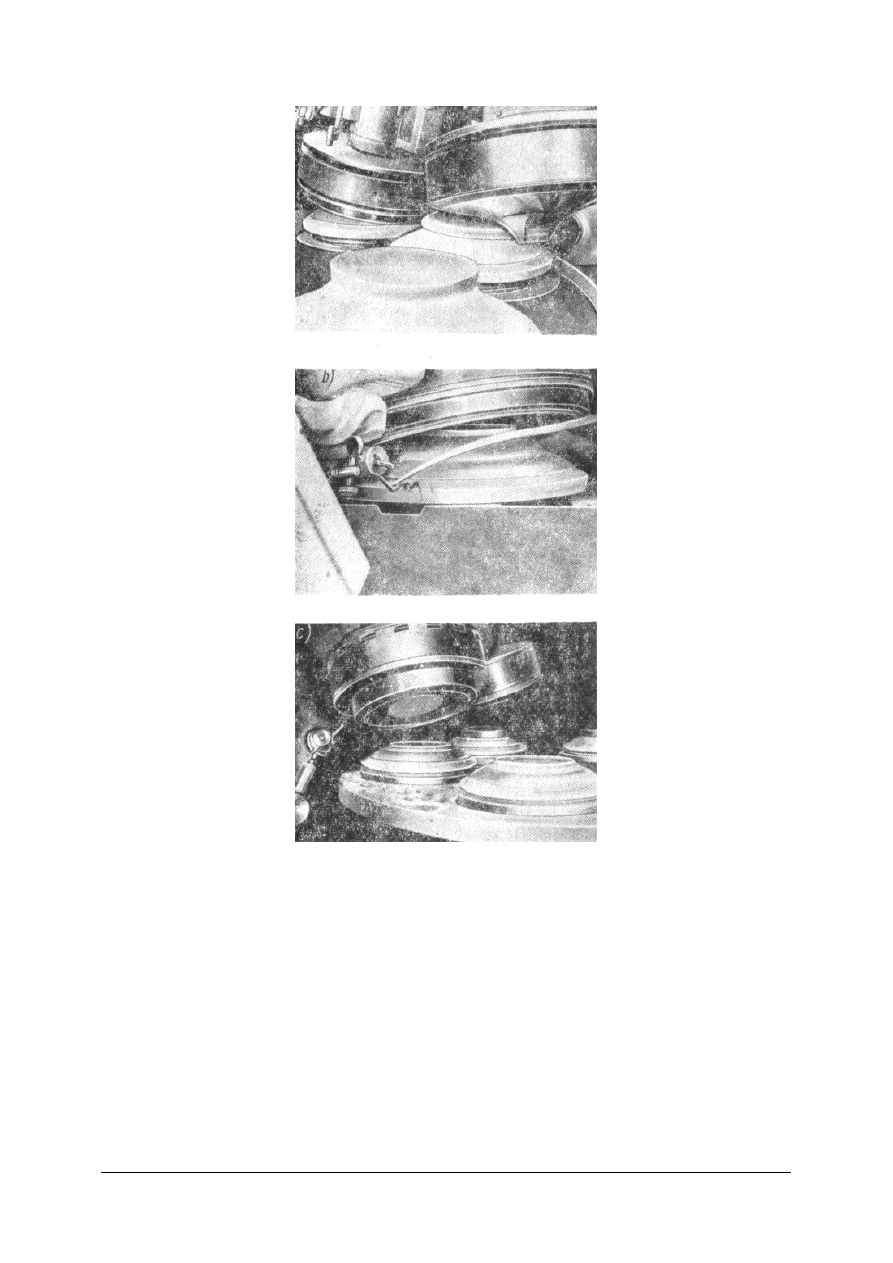
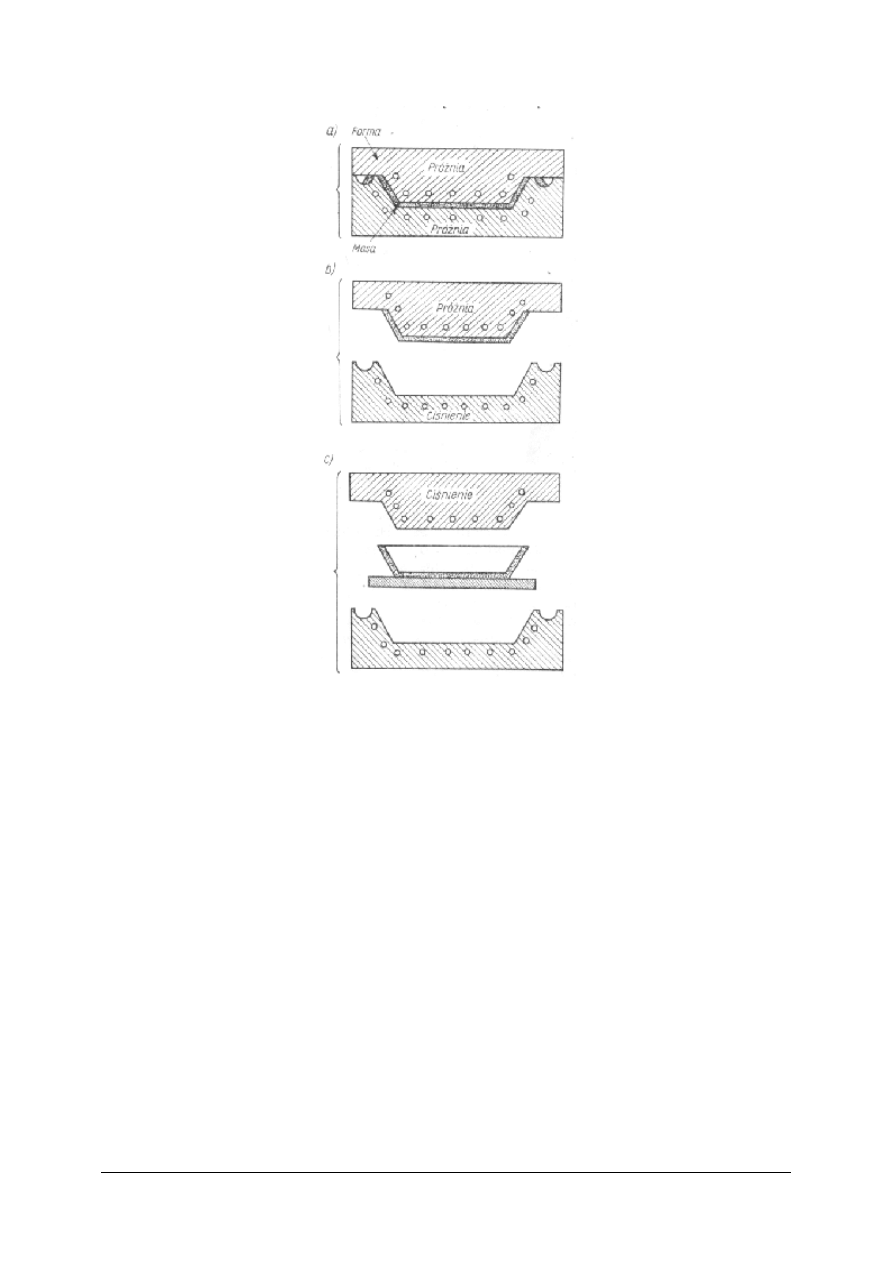
Formowanie wtryskowe
Techniką wtryskową [4] można formować zarówno wyroby płaskie, jak i wgłębne.
Technika polega na tym, że masa plastyczna pod wysokim ciśnieniem, nadającym jej
przyspieszenie 15–20 m/s jest wtryskiwana za pomocą dyszy do formy roboczej.
Przemieszczająca się z taką prędkością masa zachowuje się jak ciecz. W wyniku zderzenia
masy z powierzchnią formy następuje oddzielenie się wody od cząstek stałych
i odprowadzenie jej poprzez kapilary formy roboczej. Wskutek utraty wody masa
przechodzi w stan zdębienia i uformowany wyrób może być wyjęty z formy bez obawy
deformacji. Podczas formowania obie części formy znajdują się pod działaniem próżni.
Otwieranie formy i wyjmowanie wyrobu odbywa się przez krótkotrwałe podanie sprężonego
powietrza z jednej strony. Schemat formowania wtryskowego – rysunek 19.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Rys. 19. Schemat formowania wtryskowego z masy plastycznej: a) formowanie, b) otwieranie
formy, c) wyjmowanie z formy [4, s. 94]
Omówioną techniką można uformować 10 wyrobów w ciągu 1 minuty z użyciem tylko
jednej formy roboczej.
Maszyny do formowania przez wytaczanie
Formowanie przez wytaczanie stosuje się w produkcji porcelany i kamionki
elektrotechnicznej. Toczenie izolatorów niskiego i wysokiego napięcia odbywać się może na
tokarkach ze skrawaniem ręcznym lub mechanicznym. Stosowane są tokarki poziome
i pionowe. Tokarki poziome służą do formowania izolatorów o długości do 800 mm
i o dużych średnicach. Izolatory o małych średnicach i dużych długościach do 1500 mm
formuje się na tokarkach pionowych. Formowanie izolatorów może odbywać się na surowo
z masy lekko podsuszonej, z masy dokładnie wysuszonej, a niekiedy po wypaleniu
biskwitowym. Formowanie izolatorów metodą przez wytaczanie przebiega dwuetapowo.
Pierwszy etap to uformowanie płoszki, drugi etap to ostateczne nadawanie kształtów
wyrobów przez toczenie.
Formowanie płoszki odbywa się z masy plastycznej w prasach pasmowych
odpowietrzających. Płoszka ma kształt walca o długości nieco większej niż izolator i nieco
większej średnicy w stanie surowym. W wymiarach płoszki uwzględnia się całkowitą
skurczliwość masy. Płoszki do izolatorów drążonych mają w środku otwór o średnicy
mniejszej niż w gotowym wyrobie.
Uformowane płoszki podsusza się do wilgotności 14–19% i przekazuje do toczenia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Tokarko-kopiarka (obrabiarka) (rysunek 20)
Tokarka składa się z podstawy z podstawy i pionowego słupa. Na podstawie jest
umocowana obrotowa głowica napędzana silnikiem elektrycznym. Ruchoma głowica może
się przesuwać w prowadnicach. W tokarkach pionowych suport porusza się po prowadnicach.
Narzędzie skrawające stanowią noże oczkowe o specjalnie dobranej geometrii ostrza,
zapewniającej wysoką wydajność i długi czas pracy (kilkaset godzin). W nowoczesnych
rozwiązaniach szablon zastępuje czarno-biały rysunek, a suport jest sterowany przez
fotokomórkę włączoną w elektroniczny układ sterujący. Zamocowanie płoszek w obrabiarce
i zdejmowanie wytoczonych izolatorów odbywa się przy udziale obsługi. Z uwagi na znaczną
wagę obrabianych przedmiotów używa się różnych podnośników i podajników.
Rys. 20. Tokarko – kopiarka: 1 – podstawa, 2 – pionowy słup, 3 – obrotowa
głowica, 4 – ruchoma głowica, 5 – prowadnice, 6 – suport, 7 – kopia
konturu izolatora [4, s. 93]
Jeżeli warunki skrawania są odpowiednio dobrane, czas toczenia pojedyńczego izolatora
wynosi 4 minuty. Specjalna konstrukcja tokarki umożliwia jednoczesne toczenie zewnętrznej
i wewnętrznej powierzchni izolatora.
Oprócz omówionego urządzenia, istnieje wiele różnych typów półautomatów
formujących. Jest możliwość zastępowania obróbki skrawaniem przez szlifowanie
ściernicami ceramicznymi. Płoszki obrabia się wówczas w stanie wysuszonym.
Formy do formowania z użyciem mas plastycznych
Dobór formy do formowania uzależniny jest od stosowanej metody formowania i maszyn
formujących. W metodach wytłaczania masy przez wylotnik formą jest ustnik, który nadaje
ostateczny kształt wychodzącemu pasmu masy. Przykłady ustników przedstawia rysunek 7.
Długość ustnika zawiera się w granicach 30–275 mm. Do formowania cegieł pełnych z mas
plastycznych należy stosować ustnik długości 100–150 mm, a z mas mało plastycznych
150–250 mm. Zwężenie otworu wyjściowego ustnika w stosunku do otworu wejściowego
wynosi ¼ ÷1/10.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
W metodach modelowania szablonem stosuje się najczęściej formy gipsowe. Typowe
formy gipsowe przedstawia rysunek 21. Produkcję form gipsowych opisano w jednostce
modułowej Z2.05.
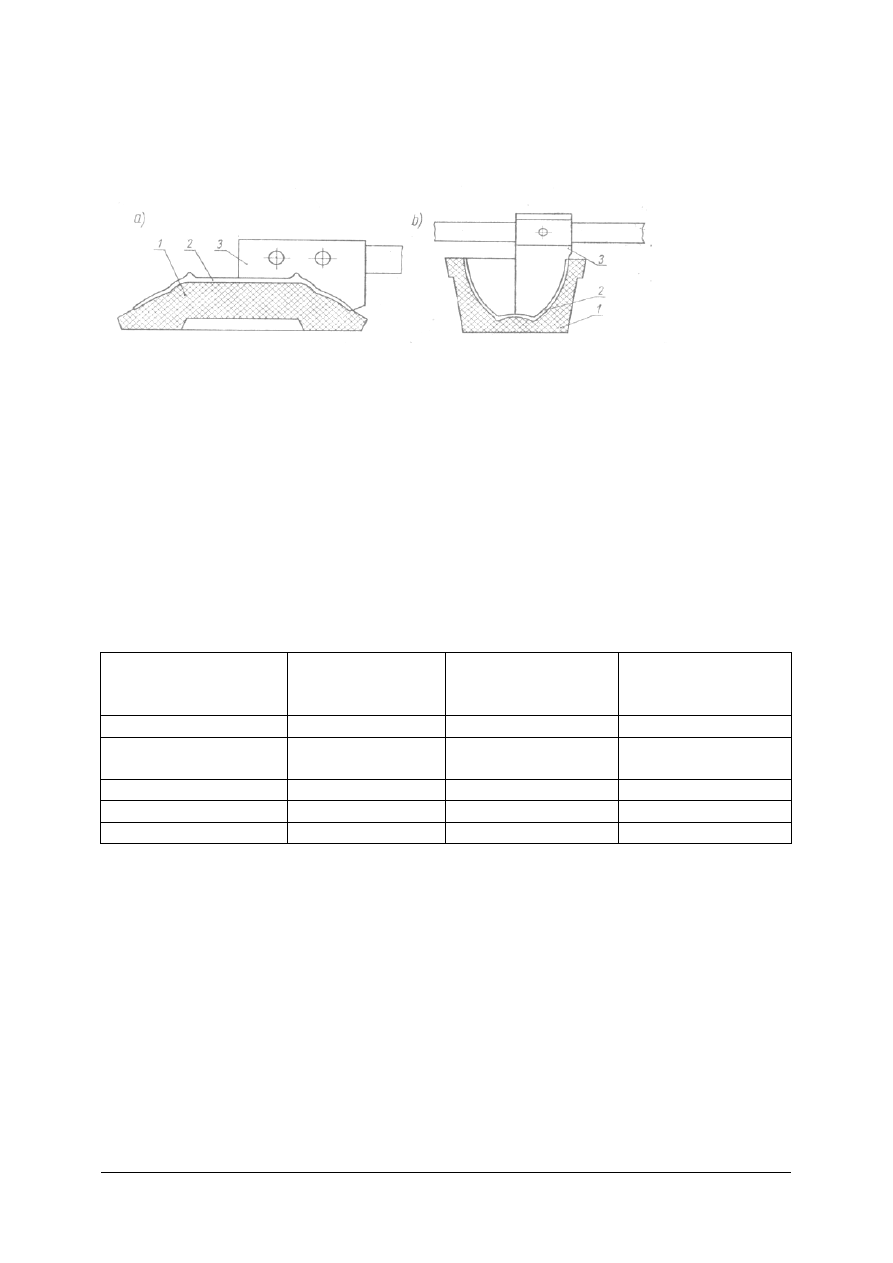
Rys. 21.
Formy gipsowe: a) forma do formowania powierzchniowego, b) forma do formowania
wgłębnego: 1 – forma gipsowa, 2 – masa ceramiczna, 3 – wzornik (szblon) [1, s. 150]
Do formowania modelowanie szablonem z masy plastycznej, a także jako formy – matki
można stosować form z tworzyw sztucznych.[4] Najszersze zastosowanie do tego celu ma
polichlorek winylu. Formy z tworzyw sztucznych mają znacznie większą wytrzymałość
mechaniczną, a ich trwałość jest podawana jako 5000 cykli w odniesieniu do wyrobów
głębokich i 2500 cykli do wyrobów płaskich. Powierzchnia form nie ulega zniszczeniu
podczas eksploatacji, dlatego wyroby nie wymagają wygładzania jak w wypadku formowania
w formach gipsowych.
Do wykonania form – matek stosuje się tworzywa sztuczne o dużej elastyczności.
Ułatwiają one odwzorowanie powierzchni, co ma szczególne znaczenie przy stosowaniu
techniki zdobienia reliefami.
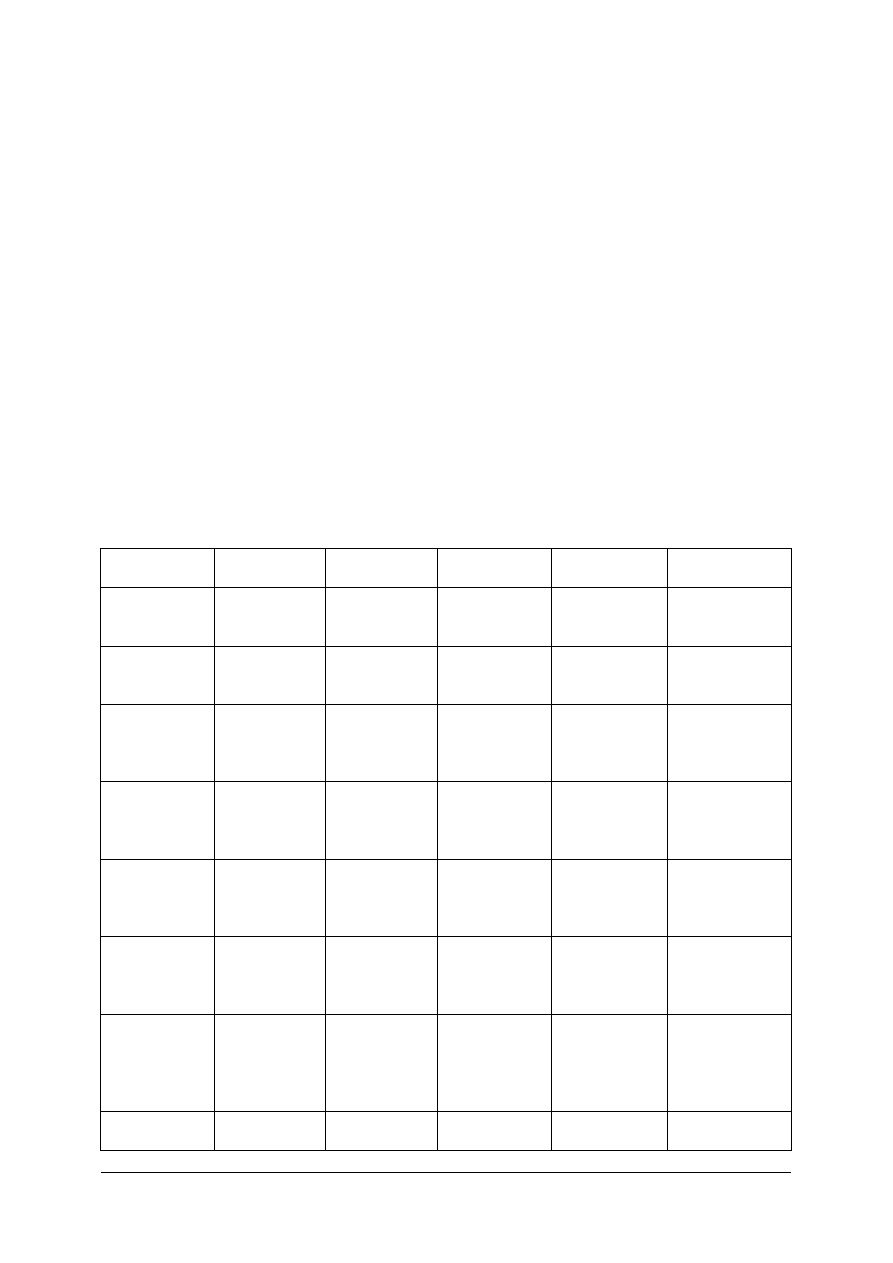
Tabela. 6. Porównanie właściwości form wykonanych z różnych materiałów [4, s. 130]
Właściwość
Gips 1:1,3
Wypełniacze z
żywicami
epoksydowymi
Wypełniacze z
żywicami sztucznymi
polikondensowanymi
Objętość porów
39,8%
23,1%
14,3%
Przepuszczalność
powietrza
50 s
140 s
40 s
Odporność na ścieranie
2,09 mg/cm
0,5 mg/cm
0,03 mg/cm
Odporność cieplna
55–60
o
C
70–80
o
C
120–130
o
C
Obrotowość (trwałość)
80–100 cykli
800–1000 cykli
15000–20000 cykli
Ręczne metody formowania z mas plastycznych
Ręczne formowanie wyrobów za pomocą form gipsowych spotyka się rzadko. Ręczne
formowanie wyrobów za pomocą form gipsowych stosuje się podczas wykonywania małej
liczby wyrobów na specjalne zamówienie.
Metody ręcznego formowania wyrobów za pomocą form gipsowych można podzielić na:
1) formowanie ręczne przez wyciskanie masy w formach,
2) nakładanie masy do formy,
3) układanie masy w formach gipsowych.
Te metody formowania znajdują zastosowanie w ceramice ludowej i artystycznej,
w mniejszych zakładach formuje się tą metodą kafle. W produkcji niektórych wyrobów
z kamionki kwasoodpornej formuje się wyroby przez układanie masy w formach gipsowych
dużych zbiorników na kwasy, osadniki, filtry.
W celu umożliwienia formowania wyrobu sposobem ręcznym prócz form potrzebne są
pomocnicze narzędzia, takie jak: ucinak strunowy, ubijak czołowy i płaski, młotek
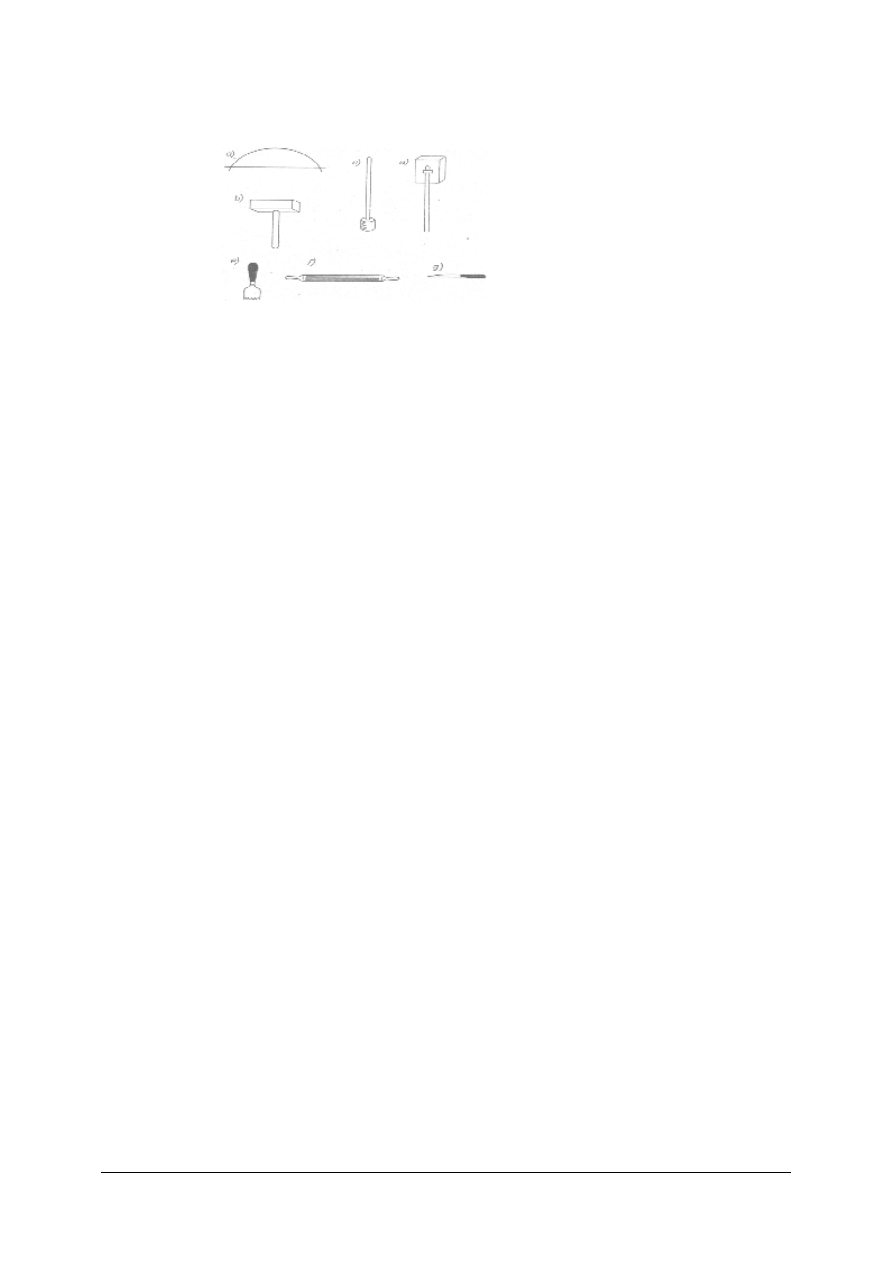
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
drewniany, zgrzebło (spulchnianie masy), strychulec (wygładzanie powierzchni ubitej
kształtki), nóż formierski.
Rys. 22.
Narzędzia formierza ręcznego: a) ucinak strunowy, b) młotek, c) ubijak czołowy,
d) ubijak płaski, e) zgrzebło, f) strychulec, g) nóż formierski
Formowanie wyrobów przez wyciskanie w formach gipsowych
Przygotowaną masę o wilgotności 24–27%, naklada się do jednej części formy gipsowej.
Masę nakłada się z niewielkim nadmiarem. Drugą część formy dociska się ręcznie do
momentu, kiedy nastąpi wyciśnięcie nadmiaru masy, a dwie części formy połączą się.
Po zdjęciu części formy zbiera się nadmiar masy, a drugą część formy wraz z uformowanym
półfabrykatem odstawia się do wysuszenia. Po wyschnięciu, wyjmuje się go z formy przez jej
odwrócenie do góry dnem i przekazuje do wykończenia.
Formowanie przez nakładanie masy na formę lub w formie
Przygotowaną masę w postaci bloczka tnie się za pomocą cienkiego drutu i specjalnej
grubości listew na plastry. Do przygotowanej formy gipsowej wkłada się poszczególne
plastry z masy, nakładając ją na ścianki formy i przez ręczne ich dociskanie łączy się je ze
sobą. Powstałe płaszczyzny dociera się i wygładza zwilżoną gąbką. Nadmiar masy na
krawędziach obcina się drutem, wygładza się, a wyrób uformowany wraz z formą odstawia
się do wysuszenia. Po wyschnięciu, wyjmuje się go z formy przez jej odwrócenie do góry
dnem i przekazuje do wykończenia. Metoda stosowana rzadko, gdyż wyroby są
nierównomiernej grubości, krawędzie są ostre i brak jest dokładności w wymiarach.
Techniki modelowania artystycznego
Kształtowanie wyrobów ceramicznych poprzez modelowanie artystyczne ma wiele
wariantów i indywidualnych rozwiązań. Na wybór konkretnej metody wpływa rodzaj i liczba
wytwarzanych wyrobów, a także indywidualne doświadczenie. Niepowtarzalne dzieła
ceramiki artystycznej powstają na ogół następującymi technikami modelowania:
–
metodą szczypania,
–
z wałków gliny,
–
z płatów gliny,
–
na kole garncarskim.
Formowanie na kole garncarskim
Formowanie odbywa się następująco. Na górny krążek formierz naklada kawałek masy
i w czasie obrotów koła formuje warstewkę podkładową w postaci cienkiej płytki.
Z przygotowanej masy pobiera porcję o wielkości potrzebnej do formowania danego wyrobu.
Masę wyrabia w rękach i jednocześnie formuje wałek lub gruby placek, kulkę zależnie od
kształtu przyszłego półfabrykatu. Tak przygotowaną porcję masy formierz nakłada na środek
górnego krążka i wprawia koło w ruch. Zwilżonymi dłońmi, głownie kciukiem, formierz
„wyciąga” kształt wyrobu. Wyrównanie płaszczyzn za pomocą gąbki i cykliny odbywa się
w czasie obrotów koła. Po zatrzymaniu koła formierz odcina drutem wyrób od krążka
i przenosi wyrób do wysuszenia. Również ręcznie z tej samej masy formuje się ucha do
naczyń, uchwyty różnego rodzaju.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Linie półautomatyczne i automatyczne
Mechanizacja
procesu
formowania
pozwala
na
wyeliminowanie
najbardziej
pracochłonnych operacji technologicznych, lecz należy pamiętać, że zastosowanie
półautomatów i automatów w produkcji wymaga lepszej znajomości zagadnień
technologicznych i sprawniejszej, dokładniejszej obsługi.
Zasada nadawania kształtu półfabrykatom na półautomatach i automatach formierskich
jest taka sama. Różnica w budowie i działaniu polega na tym, że półautomaty zasilane są
masą ręcznie oraz odbiór uformowanych wyrobów jest ręczny, natomiast w automatach
zasilanie i odbiór są zautomatyzowane. Czynności właściwego formowania w obu
przypadkach są jednakowe. W skład agregatów do automatycznego formowania wchodzą
również urządzenia do wstępnego nadawania kształu masie, podawania masy do maszyny
formującej, odbioru uformowanych półfabrykatow, podsuszania wyrobów i często nawet
urządzenia do wykończania półfabrykatów. W urządzeniach tych następuje zamycie
powierzchni, wyrównanie i wygładzenie krawędzi. Przy zastosowaniu automatów, do obsługi
urządzenia, potrzebny jest tylko jeden człowiek.
Automatyczna linia produkcji talerzy
Działanie linii jest następujące. Płoszki przechodzą przenośnikiem (1) do urządzenia
ucinającego i dozującego. Rozcięte plastry są przenoszone po obwodzie przez trójpozycyjny
odbieracz (2) na przystawkę do wstępnego formowania liścia (3). Automat ucinający jest
wyposażony w pierścień umożliwiający centryczne ułożenie plastra na tarczy przystawki.
Plaster zostaje przyssany do powierzchni tarczy i uformowany, a obcięty nożem nadmiar
masy zostaje odrzucony do zbiornika odpadów. Formowanie odbywa się na
sześciowrzecionowym automacie (4) z regulowaną temperaturą głowicy, kontrolowaną liczbą
obrotów glowicy i wrzeciona z formą oraz z regulowanym kątem nachylenia głowicy.
Do automatu formierskiego jest podłączone automatyczne urządzenien do nakładania pustych
form gipsowych oraz do zdejmowania ich z uformowanymi talerzami. Cykl formowania trwa
8s, przy czym 4,4 s przypada na właściwe formowanie. Do automatu równocześnie
dostarczane są trzy puste formy i zdejmowane trzy formy pełne (z talerzami), które
przesuwają się na pozycję (5), a następnie do pierwszej suszarki (6), gdzie talerze wędrując
po trzy na przenośniku są podsuszane do stanu zdębienia przez 6 s w temperaturze do 90
o
C.
Następnie odbywa się wykończenie brzegów talerzy na automacie (7), po czym talerze są
przestawiane automatycznie po trzy na półkę przenośnika (8) i przenoszone do drugiej gałęzi
suszarni. Na pozycji (9) są zdejmowane pneumatycznie i umieszczone na przenośniku
prowadzącym do maszyny wykończającej. Do wykończania stosuje się wilgotne gąbki.
Talerze są utrzymywane na wrzecionach maszyny za pomocą podciśnienia. Czas
wykończania wynosi 7s. Po wykończeniu linia zatrzymuje się i sześć talerzy równocześnie
jest przenoszone za pomocą przyssawek podciśnieniowych na półki drugiej suszarni
przenośnikowej (10), gdzie wyroby zostają całkowicie wysuszone w ciągu 14 minut
z zastosowaniem maksymalnej temperaturze 100–120
o
C. Wysuszone wyroby po wyjściu
z suszarni są składane w stosy na pozycji (11). Formy gipsowe z pozycji (9) są przekazywane
ponownie do stanowiska formowania przez stół podający formy (12).
Linię obsługuje dwóch pracowników – jeden przy ładowaniu płoszek, drugi przy
wyjmowaniu talerzy z suszarni i sortowaniu [4].
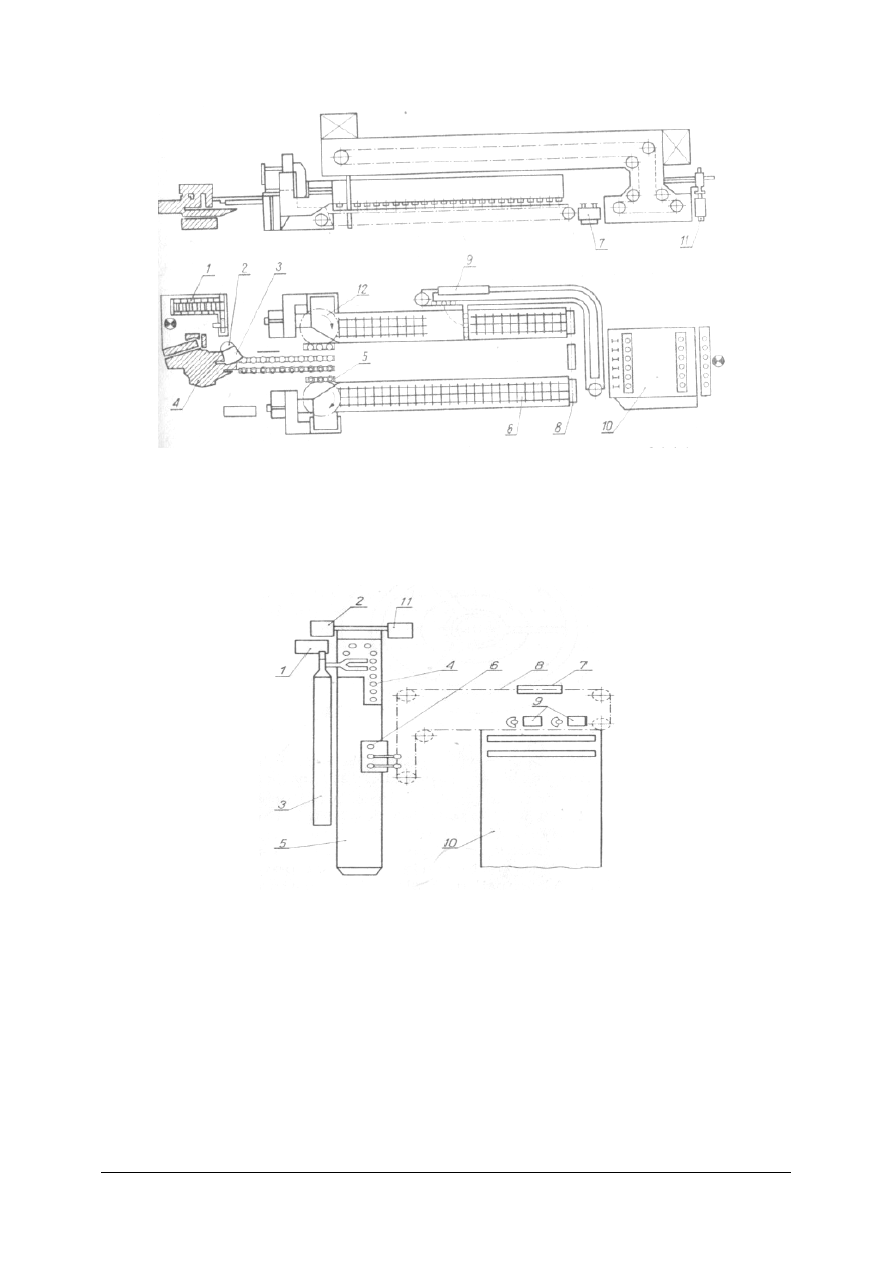
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Rys. 23. Schemat automatycznej linii produkcji talerzy [4, s. 87]
Automatyczna linia produkcji kubków
Podobnie jak do formowania talerzy, istnieją automatyczne linie produkcji kubków.
Schemat węzła formowania w automatycznej linii produkcji kubków pokazano na
rysunku 24 [4]
Rys. 24. Schemat
automatycznej
linii
formowania
kubków:
1
–
prasa
pasmowa,
2 – dwuwrzecionowy automat formujący, 3 – przenośnik podający masę, 4 – przenośnik
form z wyrobami, 5 – podsuszarka, 6 – przenośnik pneumatyczny, 7 – urządzenie do
automatycznego czyszczenia brzegów kubków, 8 – przenośnik okrężny, 9 – stanowisko
ręcznego przyklejania uszek, 10 – suszarnia konwojerowa, 11 – pojemnik na ścinki masy
[4, s. 89]
Automatyczna linia produkcji rur
Do produkcji rur kamionkowych stosuje się również prasy ślimakowe poziome z pełną
automatyzacją ucinania, odbierania i układania uformowanych rur na wózkach suszarnianych.
Urządzenia do odbioru i układania stanowią zespół uchwytów zaopatrzonych w ssawki,
w których wytwarzane jest podciśnienie w chwili przyłożenia ich do powierzchni rury.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Automatyzacja w przemyśle ceramiki budowlanej
W automatycznych układach formowania, ucinania i transportu surówki rama
załadowcza stanowi element zsynchronizowany z pozostałymi maszynami układu.
Nowoczesny układ automatyczny jest przeznaczony do:
–
cięcia pasma na odpowiednie kształtki,
–
obracania półfabrykatów dookoła osi pionowej lub odwracania wokół osi poziomej,
–
ładowania uciętych półfabrykatów na zestaw listew,
–
układania zestawów listew w kolumny i w rzędy w celu ich przygotowania do transportu
do suszarni komorowej.
Automat załadowczy jest zatem układarką zestawów listew z półfabrykatami.
Widok ogólny węzła automatycznego przedstawia rysunek 25.
Widoczne są na nim następujące urządzenia: prasa formująca pasmo, ucinacz, urządzenie
podające listwy, urządzenie posuwające surówkę na listwy i z listwami na podajnik, podajnik
wstawiający łaty z surówką do ramy załadowczej oraz rama załadowcza.
Rys. 25.
Układ maszyn w zestawie linii automatycznej: 1 – prasa pasmowa, 2 – ucinacz,
3 – podajnik łat, 4 – urządzenie przesuwające surówkę z łatami, 5 – urządzenie
wstawiające łaty z surówką do ramy, 6 – rama załadowcza [3, s. 107]
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do ćwiczeń.
1. Jakie metody formowania z mas plastycznych stosuje się w produkcji naczyń stołowych?
2. Jak podzielono metody formowania z mas plastycznych?
3. Co oznacza termin tokarko-kopiarka?
4. Jakie są rodzaje pras do formowania z masy plastycznej?
5. Jaką rolę odgrywają techniki wtryskowe formowania z mas plastycznych?
6. Jak można ucinać surówkę?
7. Jakie są możliwości stosowania materiałów zastępczych zamiast gipsu do produkcji
form?
8. Jak działa automatyczna linia formiercza talerzy?
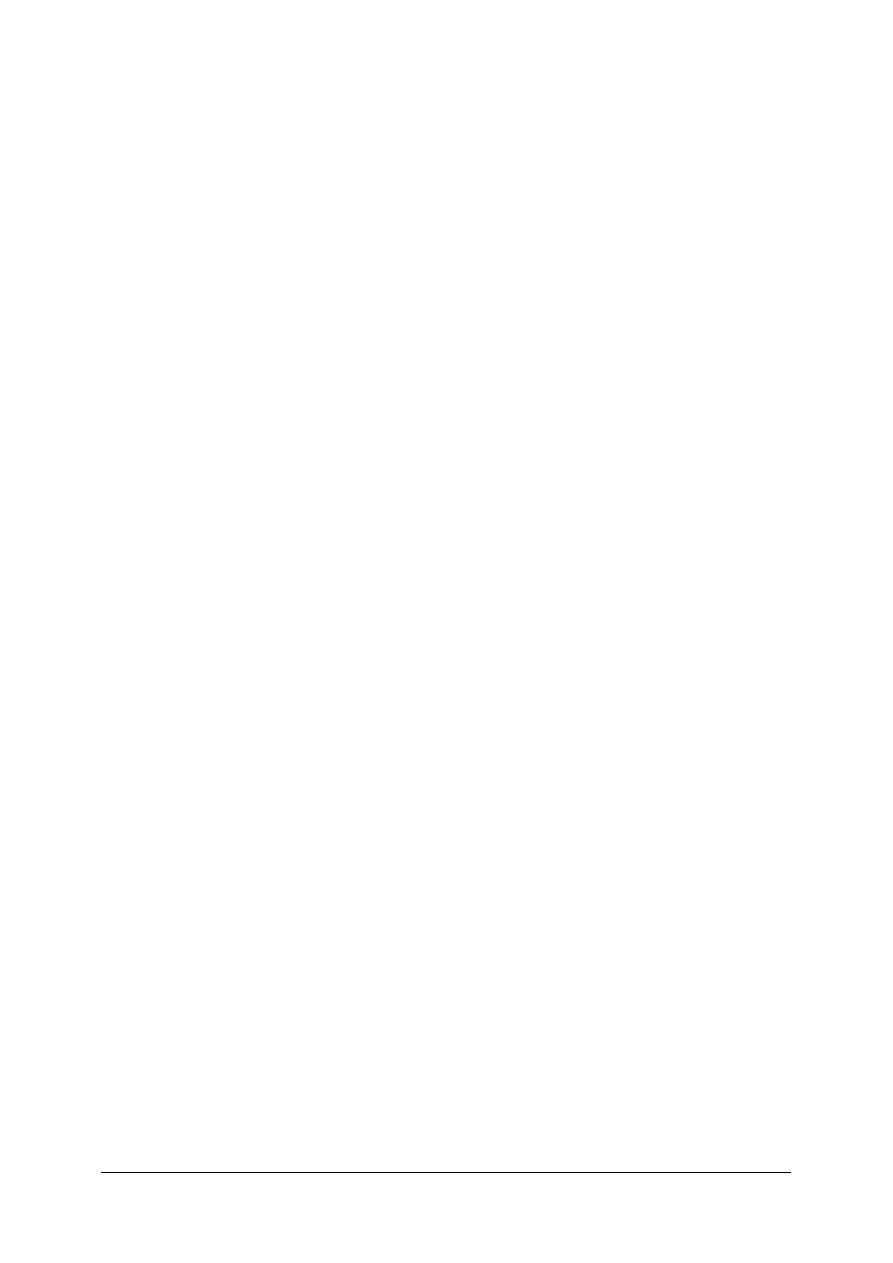
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
4.2.3. Ćwiczenia
Ćwiczenie 1
Uformuj talerz deserowy na toczku mechanicznym, metodą modelowania wzornikiem na
formie gipsowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z treścią poradnika,
2) przygotować stanowisko pracy z narzędziami,
3) przygotować masę, wzornik i formę gipsową,
4) sprawdzić stan techniczny toczka mechanicznego,
5) zapoznać się z instrukcją obsługi toczka mechanicznego,
6) przygotować toczek do pracy,
7) przystąpić do formowania „liścia”,
8) przystąpić do formowania talerza na formie gipsowej,
9) wykończyć uformowany talerz,
10) uporządkować stanowisko pracy,
11) zaprezentować wykonanie ćwiczenia.
Wyposażenie stanowiska pracy:
−
poradnik,
−
masa plastyczna,
−
formy gipsowe,
−
toczek mechaniczny,
−
narzędzia do formowania i wykończania,
−
instrukcja obsługi toczka mechanicznego.
Ćwiczenie 2
Uformuj okrągłą czarkę modelując masę plastyczną metodą szczypania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z literaturą wskazaną przez nauczyciela,
2) przygotować masę plastyczną,
3) przygotować narzędzia pomocne podczas pracy,
4) przystąpić do formowania,
5) wykonać okrągłą kulkę z masy plastycznej,
6) utworzyć kciukiem zagłębienie w kulce,
7) nadać kulce ruch okrężny, wgniatając kciuk do wnętrza przyszłej czarki,
8) formować boczne ścianki czarki,
9) uzyskać glinianą półkulę pustą w środku,
10) odwrócić czarkę i wygładzić powierzchnię,
11) dokleić szlikierem stopkę czarce,
12) wygładzić powierzchnię wilgotną gąbką,
13) odciąć brzeg naczynia,
14) wygładzić krawędź wilgotną gąbką,
15) odstawić czarkę do wysusznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Wyposażenie stanowiska pracy:
−
masa plastyczna,
−
narzędzia do modelowania (szpatułki, nożyk, pędzel),
−
naczynie na wodę,
−
gąbki,
−
literatura wskazana przez nauczyciela.
Ćwiczenie 3
Przeprowadź formowanie rurek o zaplanowanych wymiarach w prasie pasmowej
pionowej. Obsługuj prasę pod nadzorem.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z instrukcją obsługi prasy,
2) sprawdzić stan techniczny prasy,
3) przygotować stanowisko pracy,
4) przygotować masę plastyczną,
5) przygotować prasę (zamontować właściwy ustnik),
6) załadować prasę masą,
7) uruchomić prasę,
8) odbierać rurki przez urywanie przy ustniku,
9) układać rurki do podsuszenia.
Wyposażenie stanowiska pracy:
−
instrukcja obsługi prasy,
−
prasa pasmowa,
−
masa plastyczna,
−
ustniki do prasy,
−
dane techniczne rurek.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) grupyfikować metody formowania z mas plastycznych?
2) samodzielnie uformować naczynie na toczku mechanicznym?
3) określić grupy wyrobów formowane z mas plastycznych?
4) opisać zasadę działania pras pasmowych odpowietrzających?
5) uzasadnić celowość stosowania linii półautomatycznych i automatycznych
w procesie formowania wyrobów stołowych z mas plastycznych?
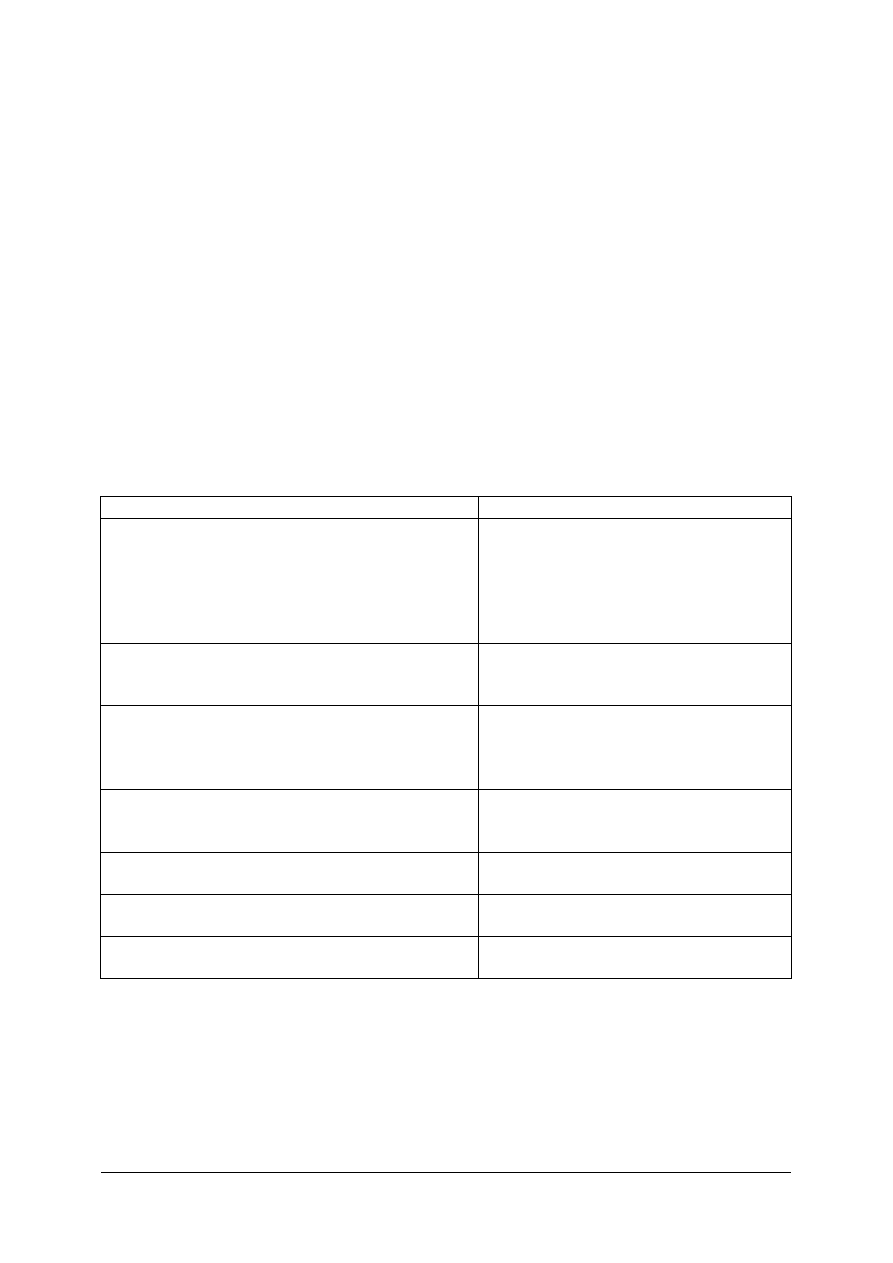
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
4.3. Wady procesu formowania z mas plastycznych oraz przepisy
bezpieczeństwa i higieny pracy podczas wytwarzania
wyrobów ceramicznych
4.3.1. Materiał nauczania
Kontrola jakości wyrobów formowanych z mas plastycznych
Jakość wyrobów uformowanych zależy bezpośrednio od tego, na ile opanowaliśmy
rozpoznawanie wad procesu formowania i ich przyczyny. Znając przyczyny powstających
wad możemy je eliminować, formując dobrej jakości półfabrykaty.
Wady wyrobów powstające podczas formowania metodą wytłaczania
Wady powstałe podczas formowania można podzielić na trzy grupy:
1) spowodowane zastosowaniem niewłaściwego surowca, zwane błędami surowcowymi,
2) wynikłe z niewłaściwej pracy urządzeń formujących,
3) powstałe wskutek nieprzestrzegania procesu technologicznego.
Zestawienie podaje tabela 7.
Tabela. 7. Najczęstsze wady wyrobów powstające podczas formowania i ich przyczyny [3, s. 119]
Rodzaj wady
Przyczyny powstania
– struktura warstwowa półfabrykatu,
– – łuszczenie i rozwarstwianie się wyrobu,
– obniżenie wytrzymałości mechanicznej
Znaczna różnica w prędkości wypływu
środkowych
i zewnętrznych warstw pasma z ustnika
wytłaczarki.
Zły
przerób
masy.
Niedostateczne nawilżanie pasma
w ustniku, nieodpowiedni skład masy.
– struktura spiralna półfabrykatu
Zbyt zwięzła masa, za mała ilość wody
zarobowej, skok i kształt ślimaka nie
dobrany do konsystencji masy.
– struktura „s” półfabrykatu
Niewłaściwe schudzenie i nawilżenie
masy. Nierównomierne podawanie masy
do prasy. Różnice prędkości masy w osi
i na krawędziach ślimaka.
– zadziory na paśmie „smocze zęby”
Złe wymieszanie składników. Duże tarcie
pasma
o wewnętrzne ścianki ustnika.
– deformacja pasma i surówki
Za duża wilgotność masy. Niewłaściwy
kształt ustnika.
– pęknięcia przebiegające na wylot przez
krawędzie i ścianki surówki (po wysuszeniu)
Zły
przerób
masy.
Gruboziarniste
domieszki.
– gwiaździste
pęknięcia
na
powierzchni
półfabrykatu, odpryski (po wysuszeniu)
Pojedyncze gruboziarniste okruchy skał
lub nie przerobionej masy.
Wady wyrobów powstające podczas modelowania szablonem
Wady powstałe podczas formowania można podzielić na grupy:
1) spowodowane zastosowaniem niewłaściwej masy,
2) stosowaniem zużytych form gipsowych,
3) spowodowane niewłaściwą pracą urządzenia,
4) spowodowane nieumiejętną obsługą urządzeń.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Zbyt mała plastyczność masy powoduje pęknięcia skrzydeł wyrobów płaskich,
rozrywanie masy podczas formowania. Nierównomierna wilgotność masy również powoduje
przyklejanie się masy do głowicy podczas formowania, a także pękanie wyrobów w procesie
suszenia. Skrzydła talerzy wykazują poważne odchylenia od płaszczyzny – przyczyną tego
jest zbyt miękka masa używana do formowania, skłonność masy do nadmiernego
deformowania się wskutek zbyt dużej plastyczności lub nadmiernego jej przemielenia oraz
nie centryczne ustawienie formy. Wyrobione łożyska głowic i wrzecion powodują często
powstawanie tzw. języków – wypłukłości na powierzchni wyrobu. Urządzenia formujące
należy systematycznie konserwować oraz okresowo sprawdzać prawidłowość ich pracy.
Wyrobione powierzchnie głowic lub wzorników są przyczyną powstawania różnych wad,
jak: zrywanie masy, pęknięcie wyrobu, niejednakowa grubość wyrobu.
Pęknięcia wyrobów (głównie płaskich) często powstają wskutek zbyt dużych obrotów
głowic lub wrzecion.
Płaszczyzny wyrobu mogą być nierówne i nadmiernie chropowate. Jest to przyczyną
stosowania zużytych form. Zużycie form objawia się powstaniem na ich powierzchni dużej
ilości maleńkich kraterków (otworków) powstałych wskutek wkruszenia się ziarenek gipsu.
Wielokrotność użycia form powinna wynosić około 80, po czym forma powinna być
wycofana z produkcji.
Wiele wad wyrobów może wystąpić z winy obsługujących urządzenia. Nie centryczne
nałożenie liścia lub plastra masy na formę, może spowodować nierównomierność grubości
ścianek wyrobu. Podobne wady powoduje nie centryczne wrzucenie kulki masy do formy
podczas formowania wgłębnego.[1].
Systematyczna kontrola parametrów masy, stanu form, prawidłowości działania urządzeń
oraz właściwa ich obsługa przyczyniają się do zmniejszenia ilości wad w czasie formowania,
tym samym podniesienia ekonomicznych efektów działalności zakładu.
Wady wyrobów powstające podczas formowania metodą toczenia
Wady powstałe podczas formowania przez toczenie mogą występować na etapie
formowania płoszek lub w końcowej fazie właściwego toczenia.
Płoszki formowane w prasach ślimakowych mogą mieć wewnętrzne pęknięcia
strukturalne. Pęknięcia te są najczęściej niewidoczne nawet po suszeniu i wypaleniu, lecz
wykazują je dopiero badania elektryczne.
Struktura spiralna w masie jest wynikiem kształtu ślimaka i powstaje zawsze podczas
formowania w prasach ślimakowych. W mniejszym stopniu struktura spiralna powstaje
w prasach odpowietrzających.
Częstą wadą na etapie formowania płoszek jest ich deformacja podczas wychodzenia
pasma z wylotnika. Przyczyną tego jest niewłaściwe (nie centryczne) zamocowanie wylotnika
do prasy. Środek wylotnika powinien znajdować się na przedłużeniu osi wału ślimakowego.
Wady powstające podczas toczenia właściwego występują najczęściej wskutek
niewłaściwego zaostrzenia lub ustawienia noży skrawających. Kąt zaostrzenia noży zależy od
średnicy płoszki. Wysokość posadowienia noża w suporcie powinna być dokładnie na
poprzedniej osi poziomej płoszki lub nieco poniżej. Niewłaściwe zaostrzenie noży tokarskich
lub ich usytuowanie znacznie powyżej albo poniżej osi płoszki powodują rozrywanie masy.
Rozrywanie mas lub wystąpienie w niej naprężeń, a w konsekwencji pęknięcia wyrobów
podczas suszenia i wypalania, może być spowodowane niewłaściwą szybkością obrotową
w czasie toczenia. Obroty powinny być ściśle ustalone w zależności od średnicy toczonego
wyrobu oraz wytrzymałości masy na rozrywanie [1].
Wady formowania ręcznego
Ręczne formowanie wyrobów powoduje powstanie wielu wad. Przede wszystkim masa
podczas takiego formowania jest bardzo nierównomiernie zagęszczona w całym przekroju.
Mogą powstawać przestrzenie nie wypełnione masą. Wyroby na ogół mają niejednakowe

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
kształty i wymiary. Występują duże nierówności płaszczyzn i krawędzi. Ręczne formowanie
ogranicza możliwości uzyskiwania wyrobów o dowolnym kształcie, głównie wyrobów
o kształtach bardziej skomplikowanych.
Całkowite zapobieganie tych wad jest niemożliwe, jedynie bardzo sumienne
wykonywanie wszystkich czynności przez formierzy może ograniczyć liczbę i wielkość
błędów powstałych podczas ręcznego formowania. Drugim czynnikiem powodującym
otrzymanie wyrobów wysokiej jakości są umiejętności, kwalifikacje i wprawa formierzy.
Ważne jest też właściwe przygotowanie masy. Masa za mało wilgotna uniemożliwia dokładne
wyciśnięcie jej w formie. Masa zbyt wilgotna może spowodować za dużą skurczliwość
wyrobu i jego pęknięcie podczas suszenia. Dlatego formierz przed przystąpieniem do
formowania powinien dokładnie wyrobić masę ręcznie. Poprzez jej ugniatanie oraz rzucanie
znad głowy o stół masa się ujednorodnia oraz odpowietrza. Odpowietrzenie masy jest
zagadnieniem bardzo ważnym. Masa odpowietrzona daje się łatwiej formować, a wyroby
z niej uformowane mniej pękają w procesie suszenia i wypalania.
Zasady bhp wytwarzania wyrobów z mas plastycznych
Ogólne zasady bhp:
–
wszelkie elementy wirujące, obrotowe powinny być osłonięte,
–
należy ustawiać zapory bezpieczeństwa,
–
nakładać plastry masy tylko w pozycji poza głowicą
–
smarowanie części maszyn powinno odbywać się tyko podczas postoju urządzeń,
–
w czasie używania ręcznych narzędzi, drutu, noży, cyklin – należy zachować ostrożność,
aby się nie skaleczyć,
–
na wszystkich stanowiskach pracy należy stosować odzież ochronną – roboczą,
–
należy korzystać ze środków ochrony osobistej,
–
kontrolować urządzenia (prasy) pracujące pod ciśnieniem.
Przepisy bhp oraz instrukcje o udzielaniu pierwszej pomocy w nieszczęśliwych
wypadkach powinny być wywieszone na każdym stanowisku pracy.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do ćwiczeń.
1. Jakich zasad należy przestrzegać podczas używania form gipsowych do formowania?
2. W jaki sposób można eliminować „smocze zęby”?
3. Co może być przyczyną deformacji pasma wytłaczanego przez ustnik?
4. Jakie są cztery podstawowe grupy wad formowania przez modelowanie szablonem?
5. Jakie są podstawowe zasady bezpiecznej pracy wytwarzając wyroby z mas plastycznych?
4.3.3. Ćwiczenia
Ćwiczenie 1
Skontroluj półfabrykaty świeżo uformowane na prasie pasmowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z treścią poradnika,
2) obejrzeć półfabrykaty przeznaczone do kontroli,
3) pogrupować półfabrykaty o podobnych wadach,
4) nazwać dostrzeżone wady,
5) skontrolować wymiary półfabrykatów,
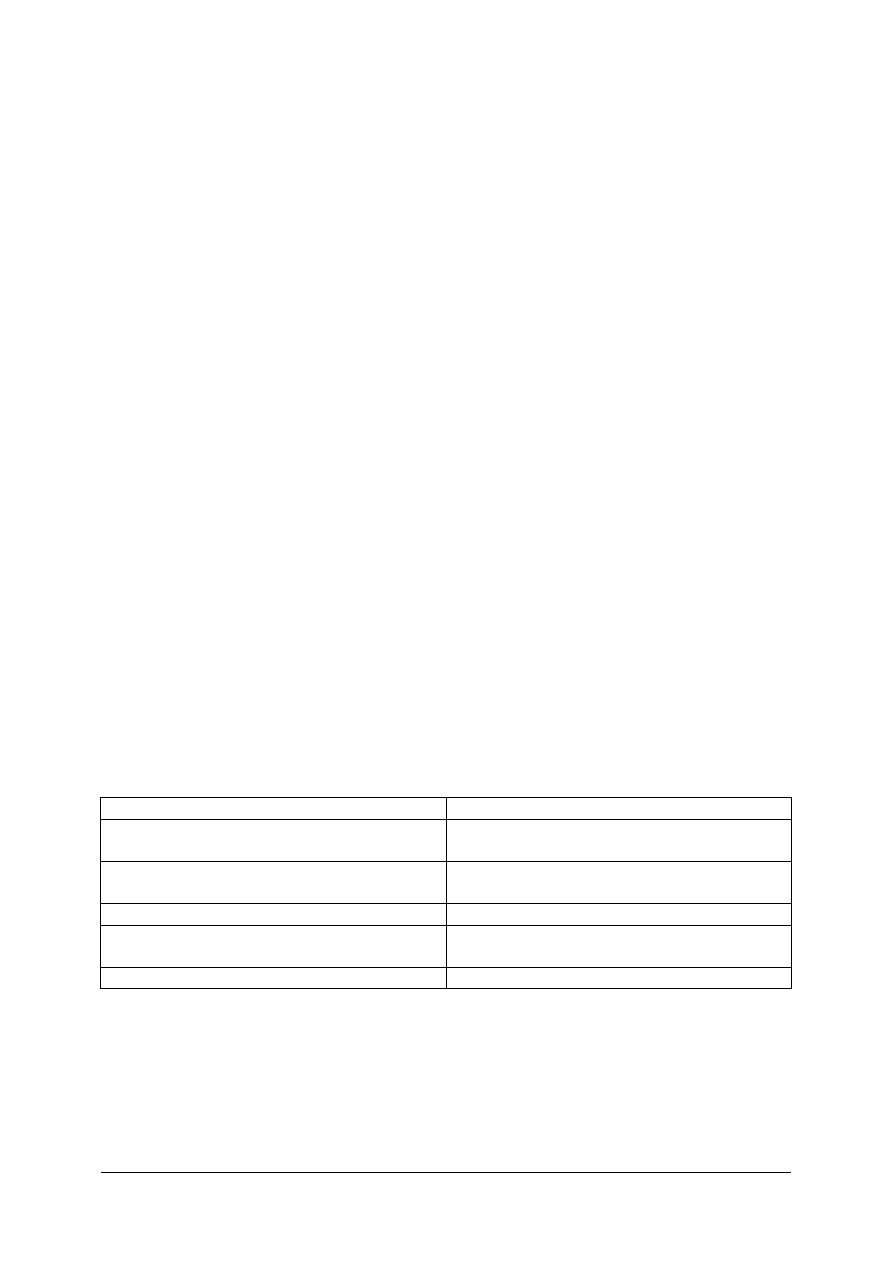
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
6) określić przyczyny zauważonych wad,
7) omówić swoje spostrzeżenia w małej grupie,
8) ustalić ostateczny wynik kontroli,
9) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
poradnik,
−
świeżo uformowane półfabrykaty (min. 20 sztuk),
−
przymiar.
Ćwiczenie 2
Wykonaj badanie świeżo uformowanych wyrobów stołowych z masy plastycznej – określ
wady i podaj przyczyny zaistniałych wad. Do wykorzystania masz kartki z nazwami wad
(w kolorze żółtym) oraz kartki z podanymi ewentualnymi przyczynami tych wad (w kolorze
czerwonym).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać określone treści z poradnika,
2) obejrzeć dostępne (przygotowane przez nauczyciela) wadliwe wyroby ceramiki stołowej
uformowane z masy plastycznej,
3) ustalić widoczne wady obniżające jakość wyrobu,
4) określić przyczyny zaistniałych wad,
5) przedyskutować swoje pomysły w małej grupie,
6) dopasować do poszczególnych wyrobów kartki z nazwami wad i ich przyczynami,
7) zaprezentować wykonane ćwiczenie
Wyposażenie stanowiska pracy:
−
poradnik,
−
półfabrykaty wadliwe (z wadami jak opis na karteczkach),
−
literatura zaproponowana przez nauczyciela.
WADA
PRZYCZYNA WADY
Skrzydło talerza wykazuje odchylenia od
płaszczyzny
NIECENTRYCZNE
NAŁOŻENIE
PLASTRA MASY
Wypłukłość na powierzchni wyrobu „język”
ZBYT
DUŻE
OBROTY
GŁOWIC
LUB WRZECION
Pęknięcie wyrobu płaskiego
ZUŻYTA FORMA GIPSOWA
Nierównomiernie grube ścianki
WYROBIONE
ŁOŻYSKA
GŁOWIC
I WRZECION
Płaszczyzna wyrobu nadmiernie chropowata
ZBYT MIĘKKA MASA
Ćwiczenie 3
Wskaż jakie zastosujesz przepisy bezpieczeństwa i higieny pracy obsługując półautomat
formierski.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z treścią tego poradnika,
2) przypomnieć sobie określone treści z poradnika jednostki modułowej, 813[01]O1.01,
3) przeanalizować czynności wykonywane na wskazanym stanowisku pracy,
4) wskazać zagrożenia dla życia i zdrowia obsługując półautomat formierski,
5) dobrać zabezpieczenia,
6) zaprezentować wykonanie ćwiczenia.
Wyposażenie stanowiska pracy:
−
Poradniki dla ucznia O1.01 i Z2.03.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozpoznawać wady spowodowane użyciem starych form gipsowych?
2) podać przyczyny powstawania struktury „s” w czasie formowania na
prasie pasmowej?
3) dobrać zabezpieczenia dla obsługującego półautomat formujący talerze?
4) przeprowadzić kontrolę formowania izolatorów?
5) wyjaśnić, jakie są zasady kontroli obowiązują dla wyrobów
formowanych ręcznie z masy plastycznej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań. W teście zamieszczono zadania wielokrotnego wyboru, gdzie
tylko jedna z wymienionych odpowiedzi jest zawsze prawidłowa.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi – zaznacz prawidłową
odpowiedź znakiem X (w przypadku pomyłki należy błędną odpowiedź zaznaczyć
kółkiem, a następnie ponownie zakreślić odpowiedź prawidłową).
6. Test składa się z dwóch części o różnym stopniu trudności: I część – poziom
podstawowy, II część – poziom ponadpodstawowy
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego
rozwiązanie na później i wróć do niego, gdy zostanie Ci wolny czas. Trudności mogą
przysporzyć Ci zadania: 16–20, gdyż są one na poziomie trudniejszym niż pozostałe.
9. Na rozwiązanie testu masz 30 minut.
Powodzenia!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
ZESTAW ZADAŃ TESTOWYCH
1. Masa plastyczna zawiera wilgotność w ilości
a) 2–6%.
b) 6–12%.
c) 17–27%.
d) 30–40%.
2. Terminem „plastyczne” określa się
a) upłynniacze.
b) surowce schudzające.
c) surowce ilaste.
d) topniki.
3. Surowcami ilastymi są
a) dolomity i kalcyty.
b) glina i kaolin.
c) magnezyt i szmot.
d) korund i kwarc.
4. Masę plastyczną dla ceramiki stołowej odpowietrza się na prasie
a) filtracyjnej.
b) ciernej.
c) hydraulicznej.
d) pasmowej próżniowej.
5. Najtańszą metodą przygotowania masy plastycznej jest metoda
a) nowoczesna.
b) tradycyjna.
c) plastyczna.
d) półsucha.
6. Margiel jest niepożądany w surowcach na wyroby ceramiki budowlanej o ziarnach
średnicy powyżej
a) 0,5 mm.
b) 5,0 mm.
c) 7,0 mm.
d) 10,0 mm.
7. Przyrząd Ziemiatczańskiego używa się do badania
a) wody zarobowej.
b) skurczliwości suszenia.
c) plastyczności.
d) białości.
8. Skurczliwość suszenia dla mas plastycznych przeprowadza się na próbkach w kształcie
a) walców.
b) cegiełek.
c) sześcianów.
d) beleczek.
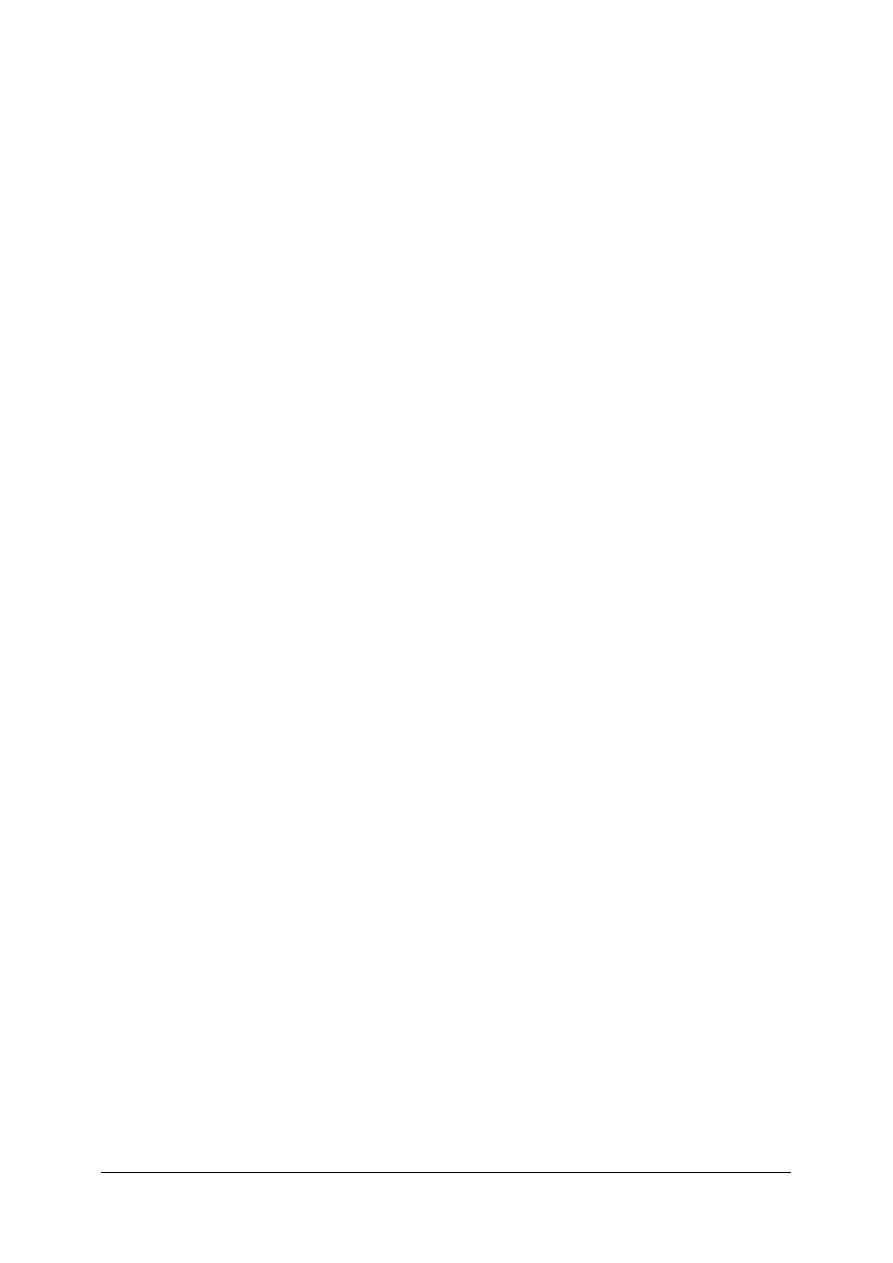
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
9. Metodą wytłaczania formuje się
a) wazony.
b) cegły budowlane.
c) talerze.
d) kształtki ogniotrwałe.
10. Toczenie to metoda formowania
a) pustaków.
b) umywalek.
c) kubków.
d) izolatorów.
11. Komorę próżniową mają prasy
a) hydrauliczne.
b) filtracyjne.
c) ślimakowe.
d) śrubowe.
12. Wilgotność masy plastycznej wyraża się w
a) g.
b) Pa.
c) sP.
d) %.
13. Kubek z masy plastycznej formuje się
a) powierzchniowo na formie gipsowej.
b) wgłębnie w formie gipsowej.
c) tocząc na tokarce.
d) wyciskając z ustnika.
14. Skurczliwość mas plastycznych określa się w
a) %.
b) g/cm.
c) g.
d) m.
15. Tokarko – kopiarka to urządzenie do formowania
a) płytek podłogowych.
b) rur kanalizacyjnych.
c) naczyń kamionkowych.
d) izolatorów niskiego napięcia.
16. Głowica formująca talerz
a) odstawia uformowany talerz do suszarki.
b) odbiera uformowany talerz.
c) formuje dno i brzeg talerza.
d) podaje formy z plastrami masy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
17. Ciśnienie komory próżniowej w prasie odpowietrzającej kontroluje się
a) manometrem.
b) pirometrem.
c) termometrem.
d) areometrem.
18. W procesie formowania odprowadzenie pęcherzyków powietrza z masy do otoczenia
nazywamy
a) wietrzeniem.
b) upłynnianiem.
c) prasowaniem.
d) odpowietrzaniem.
19. Spośród wymienionych minerałów minerał ilasty to
a) kalcyt.
b) korund.
c) kwarc.
d) kaolinit.
20. Obsługując ręczną tokarkę najbardziej narażony jesteś na
a) porażenie prądem.
b) chorobę lokomocyjną.
c) skaleczenie nożem.
d) zatrucie chemikaliami.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
KARTA ODPOWIEDZI
Imię i Nazwisko:……………………………………………………………………………….
Formowanie wyrobów z mas plastycznych
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
6. LITERATURA
1. Fis B., Wyszyńska B.: Zarys technologii ceramiki. WSiP, Warszawa 1986
2. Kordek M., Kleinrok D.: Technologia ceramiki część I.WSiP, Warszawa 1992
3. Kordek M., Kleinrok D.: Technologia ceramiki część II.WSiP, Warszawa 1992
4. Kordek M., Kleinrok D.: Technologia ceramiki część III.WSiP, Warszawa 1992
5. Ros D., Frigola.: Ozdoby z ceramiki. Świat Książki, Warszawa 2003
6. Rospond M.: Maszyny i urządzenia przemysłu ceramicznego. WSiP, Warszawa 1984
7. Rusicki A., Raabe J.: Pracownia technologiczna ceramiki. WSiP, Warszawa 1982
8. Zbiorowa Praca.: Poradnik. Arkady, Warszawa 1978
Wyszukiwarka
Podobne podstrony:
operator urzadzen przemyslu ceramicznego 813[01] z2 03 n
operator urzadzen przemyslu ceramicznego 813[01] z2 03 n
operator urzadzen przemyslu ceramicznego 813[01] z2 03 u
operator urzadzen przemyslu ceramicznego 813[01] z2 07 u
operator urzadzen przemyslu ceramicznego 813[01] z2 06 n
operator urzadzen przemyslu ceramicznego 813[01] z2 08 u
operator urzadzen przemyslu ceramicznego 813[01] z2 08 n
operator urzadzen przemyslu ceramicznego 813[01] z2 02 u
operator urzadzen przemyslu ceramicznego 813[01] o1 03 n
operator urzadzen przemyslu ceramicznego 813[01] z2 01 u
operator urzadzen przemyslu ceramicznego 813[01] z2 04 n
operator urzadzen przemyslu ceramicznego 813[01] z2 07 n
operator urzadzen przemyslu ceramicznego 813[01] z2 06 u
operator urzadzen przemyslu ceramicznego 813[01] z2 01 n
operator urzadzen przemyslu ceramicznego 813[01] z2 04 u
operator urzadzen przemyslu ceramicznego 813[01] o1 03 u
operator urzadzen przemyslu ceramicznego 813[01] z2 05 n
operator urzadzen przemyslu ceramicznego 813[01] z2 05 u
operator urzadzen przemyslu ceramicznego 813[01] z2 02 n
więcej podobnych podstron