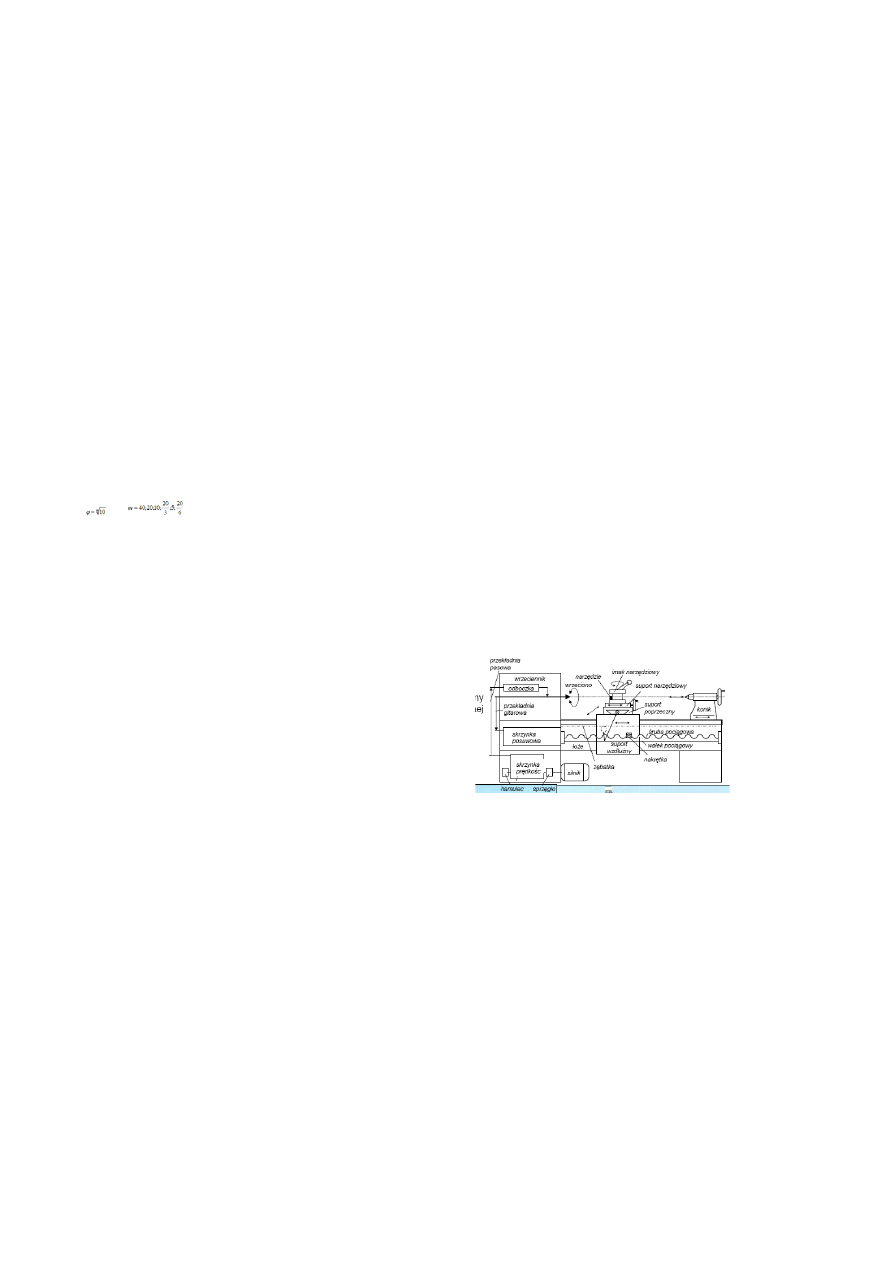
1. GŁÓWNE ELEMENTY I ZESPOŁY FUNKCJONALNE OBRABIARKI NC
napędy główne; napędy posuwu; połączenia prowadnicowe; układy hydrauliczne i
pneumatyczne; układy elektryczne; zespoły mechaniczne i manipulacyjne; urządzenia
pomocnicze; urządzenia sterujące i pomocnicze.
2. PODSTAWOWE ASPEKTY WPROWADZANIA BUDOWY MODUŁOWEJ MASZYN
TECHNOLOGICZNYCH
Zastosowanie sterowania numerycznego było powodem zaostrzenia wymagań w stosunku do
dokładności obrabiarek, co poskutkowało powstaniem typowych rozwiązań konstrukcyjnych
elementarnych modułów i podzespołów:
Napędy główne: układy napędowe prądu stałego i przemiennego, silniki elektryczne,
elektrowrzeciona i zespoły wrzecionowe, przekładnie pasowe, mechaniczne przekładnie
bezstopniowe, sprzęgła i hamulce.
Napędy posuwu: układy serwonapędowe prądu stałego i przemiennego, silniki elektryczne
serwonapędowe i krokowe, zintegrowane jednostki napędowe, przekładnie, przekładnie śrubowe
toczne
Połączenia prowadnicowe: połączenia prowadnicowe toczne
Układy hydrauliczne i pneumatyczne: zespoły napędowe (pompy, zasilacze), silniki obrotowe,
siłowniki, zespoły sterowania i armatura
Układy elektryczne: zespoły zasilania, prostowniki, przetworniki, przekształtniki, aparatura
elektryczna i elektroniczna
Zespoły mechaniczne i manipulacyjne: stoły podziałowe, magnetyczne itp., głowice
rewolwerowe, magazyny narzędzi, palety przedmiotowe, manipulatory i zmieniacze narzędzi i
palet przedmiotowych, magazyny i podajniki materiałów, urządzenia transportowe
Urządzenia pomocnicze: osłony i uszczelnienia prowadnic, zespoły i układy smarujące, układy
chłodzące, prowadniki przewodów
Urządzenia sterujące i diagnostyczne: układy sterowania CNC, PLC, układy pomiarowe i
kontrolne, systemy diagnostyki.
Obecnie producent obrabiarek w dużej części składa obrabiarkę z kupowanych modułów i
zespołów.
Producenci, projektując własne rozwiązania, stwarzają możliwość wykonania urządzenia
wytwórczego - począwszy od pojedynczej obrabiarki, przez autonomiczne stacje obróbkowe, do
dużego złożonego systemu - ukierunkowane na spełnienie potrzeb klienta i zaoferowania mu
rozwiązania optymalnego i ekonomicznego.
3. KLASYFIKACJA RUCHÓW REALIZOWANYCH PRZEZ ZESPOŁY OBRABIARKI
RUCHY PODSTAWOWE- ruchy wykonywane przez elementy i zespoły robocze obrabiarki
wraz z narzędziem lub przedmiotem obrabianym, niezbędne do przeprowadzenia procesu
skrawania i nadania przedmiotowi obrabianemu żądanego kształtu. Ruchy podstawowe dzieli się
na ruchy skrawania oraz ruchy kształtowania.
RUCHY SKRAWANIA to: ruch główny - warunkujący przebieg procesu skrawania i
decydujący o szybkości skrawania oraz ruch posuwowy - niezbędny do usunięcia warstwy
materiału z powierzchni przewidzianej do obróbki.
RUCHY KSZTAŁTOWANIA to względne ruchy narzędzia i przedmiotu, w wyniku których
powstaje powierzchni o żądanym kształcie. Ruchy kształtowania to ruchy skrawania, natomiast
ruchy skrawania nie zawsze są r.kształtowania. Ruchy robocze, gdy skrawanie, gdy nie ma
skrawania – ruch jałowy.
RUCHY PRZESTAWNE - ruchy pozycjonowania w dokładnie zadane położenie, przesuwowe -
do zgrubnie zadanego położenia i podziałowe, np. obrót głowicy rewolwerowej.
RUCHY POMOCNICZE - ruchy różnych elementów i zespołów obrabiarki oraz jej
wyposażenia (podajników oraz manipulatorów) wypełniające funkcje pomocnicze, przed
rozpoczęciem obróbki, w trakcie trwania operacji obróbkowej i po zakończeniu obróbki
4. NORMALIZACJA PRĘDKOŚCI OBROTOWYCH ORAZ POSUWOWYCH
OBRABIAREK
W celu ułatwienia projektowania budowy oraz eksploatacji obrabiarki ciągi prędkości
obrotowych i posuwowych zostały znormalizowane. Podstawę normalizacji stanowią szeroko
stosowanie w technice ciągi Renarda, które są ciągami geometrycznymi o ilorazie φ określonym
zależnością
, gdzie
, dla ciągów tych
otrzymuje się odpowiednio: φ=1,06; 1,12; 1,26; 1,41; 1,58; 2 . Jako podstawowy do
stopniowania prędkości ruchów głównych oraz posuwowych przyjmuje się ciąg R20.
5. KLASYFIKACJA OBRABIAREK, WYMAGANIA I CECHY WSPÓŁCZESNYCH
MASZYN NC
A. CECHY niezależne, indywidualne napędy posuwu dla każdej sterowanej osi; indywidualne
układy pomiarowe dla każdej sterowanej osi; automatyczne urządzenia do wymiany narzędzi i
przedmiotów; przekładnie śrubowo-toczne do napędu ruchów posuwowych; prowadnice toczne;
głowice i magazyny wielonarzędziowe; jeden lub więcej suportów narzędziowych;
automatycznie wysuwany konik (sterowany numerycznie); konstrukcja typu compakt (mało
miejsca); mechaniczne usuwanie wiórów
B. KLASYFIKACJA ZE WZGLĘDU NA PRZEZNACZENIE
ogólnego zastosowania – do stosowania w szerokim zakresie robót, o dużej uniwersalności,
specjalizowane- obrabiarki najczęściej produkcyjne, posiadające określony, stosunkowo wąski
zakres robót,
specjalne- przeznaczone do obróbki ściśle określonego przedmiotu, najczęściej o prostej
budowie, zautomatyzowane
C. KLASYFIKACJA ZE WZGLĘDU NA MOŻLIWOŚCI OBRÓBKOWE
uniwersalne –duża różnorodność wykonywanych operacji (stosowane gł. W produkcji
jednostkowej i małoseryjnej)
produkcyjne- stosowane w produkcji seryjnej o mniejszym zakresie wykonywanych operacji,
mających jednak większą wydajność od obrabiarek uniwersalnych o podobnym przeznaczeniu
uproszczone – zakres wykonywanych operacji jest zawężony w porównaniu do obrabiarek
uniwersalnych i produkcyjnych o podobnym przeznaczeniu.
6. OGÓLNE WYTYCZNE DLA WYBORU OBRABIARKI
Z punktu widzenia użytkownika obrabiarka musi spełniać szereg wymagań, które można
zdefiniować następująco: osiąganie wymaganej dokładności wymiarowo-kształtowej, a
szczególnie powtarzalności wymiarowej wyrobów; duża wydajność, w celu osiągnięcia
krótkiego czasu wytwarzania; duża elastyczność-zdolność do realizacji różnych zadań
produkcyjnych; szybkie przezbrojenie obrabiarki i szybka wymiana programy sterowania;
rozszerzenie możliwości wykonania różnych zabiegów technologicznych na jednej obrabiarce;
dostateczna moc silników napędowych; małe koszty wytwarzania; niezawodność pracy;
ograniczenie szkodliwych oddziaływań na środowisko i bezpieczna praca;
8.KLASYFIKACJA
NAPĘDÓW
GŁÓWNYCH
OBRABIAREK
I. Elektryczne:
a) elektromechaniczne
•silniki asynchroniczne
* stopniowa skrzynka prędkości lub przekładnia bezstopniowa
+ element wykonawczy (wrzeciono)
b) prądu stałego
•regulator prędkości, tyrystorowy zasilacz prądu stałego
* komutatorowy silnik prądu stałego
+ przekładnia zwielokratniająca
- element wykonawczy (wrzeciono)
c) prądu przemiennego:
•regulator prędkości, układ prostowniczy, falownik
* z silnikiem synchronicznym
* z silnikiem asynchronicznym
+ element wykonawczy (wrzeciono)
II. Hydrauliczne, pneumatyczne:
a) zasilacz hydrauliczny lub pneumatyczny , elektrozawory
•silnik obrotowy
* element wykonawczy (wrzeciono)
•silnik liniowy
9. KLASYFIKACJA NAPĘDÓW POSUWOWYCH W OBRABIARKACH
•Elektryczne
a) silnik prądu stałego (z zasilaczem tranzystorowym lub trystorowym)
- komutatorowy (obrotowy)
- bezkomutatyrowy (liniowy lub krzyżowy)
b) silnik prądu przemiennego (z układem prostowniczym lub falownikiem)
- synchroniczny (obrotowy lub liniowy)
- asynchroniczny (obrotowy lub liniowy)
c) silnik skokowy (z impulsowym zasilaczem elektrycznym)
- obrotowy, - liniowy
•Elektrohydrauliczne
a) silnik obrotowy b) siłownik liniowy
Wymagania ogólne – dotyczą wszystkich rodzajów napędów stosowanych w obrabiarkach,
maszynach i urządzeniach technologicznych i obejmują: Wymagany zakres prędkości
obrotowych silnika; Dostatecznie duża moc lub moment napędowy silnika, wystarczający do
wykonania pracy (pokonania obciążeń zewnętrznych) i pokonania oporów wynikających z sił
tarcia napędzanych mechanizmów i obciążeń wewnętrznych; Niezawodność oraz łatwość
obsługi i konserwacji: obecnie coraz częściej wymaganie to przyjmuje formę bezobsługowości
pracy napędu; Małe gabaryty i mała masę napędu.
Wymagania szczegółowe:
Szeroki zakres bezstopniowej zmiany prędkości silnika ,umożliwiający realizacje zarówno
posuwu roboczego w zakresie 0-4m/min jak i szybkiego przesuwu ok.20-40m/min; Szybki
rozruch i hamowanie ,czyli duże przyspieszenie i opóźnienie ruchu ,które są uwarunkowane
dużym momentem rozwijanym przez silnik w stanach przejściowych i małymi momentami
bezwładności napędzanych elementów; Duża sztywność mechanicznych elementów
przenoszących napęd od silnika do zespołu przesuwowego obrabiarki i duża odporność na
pojawienie się zjawiska utyku ,czyli ciernych drgań relaksacyjnych; Małe opory ruchu
uwarunkowane niewielkimi siłami tarcia w połączeniach prowadnicowych i przekładniach, co
jest istotne szczególnie ze względu na zjawisko utyku oszczędność energii przy ruchach
przesuwowych; Wysoka równomierność ruchu, zwłaszcza dla małych prędkości posuwu; Duża
dokładność pozycjonowania czyli mały elementarny krok umożliwiający zrealizowanie
elementarnego przemieszczenia rzędu 2 mikrometry.
9. ELEKTROWRZECIONA - ZASTOSOWANIE
są to silniki prądu przemiennego, w których uzwojenie wirnika znajduje się bezpośrednio na
wrzecionie. Dzielą się na synchroniczne i asynchroniczne. Stosowany w obrabiarkach HSC dla
uzyskania wysokich obrotów (80000 obr/min).Wrzeciona ze zintegrowanym napędem znajdują
zastosowanie w centrach obróbczych, tokarkach, frezarkach, szlifierkach oraz wiertarkach do
głębokich otworów. Ich zwarta budowa umożliwia konstrukcję maszyn z rozszerzoną
kinematyką, przy zredukowanej liczbie komponentów i dogodniejszej obsłudze.
10. SILNIKI LINIOWE - ZASTOSOWANIE
Silniki liniowe stosuje się do napędów posuwu zapewniają dużą dokładność pozycjonowania i
bardzo duże prędkości i przyspieszenia ruchu posuwowego. Umożliwiają skrócenie czasu
obróbki. Silnik liniowy ma ograniczoną siłę posuwu dlatego nie może być stosowany w
obrabiarkach do ciężkich przedmiotów, brak samohamowności nie pozwala stosować silników
liniowych do układów posuwu pionowego. Napęd silnikiem liniowym MOŻE być stosowany
tam, gdzie: nie występuje pulsacja obciążenia; mamy źródło (elektryczne) dużej mocy, ze
względu na duży pobór prądu przez silnik liniowy; potrzeba relatywnie dużej siły pociągowej;
oczekujemy dużych prędkości; oczekujemy dużych przyspieszeń; wymagana jest duża
niezawodność maszyny. Napęd silnikiem liniowym NIE MOŻE być stosowany tam, gdzie:
występuje pulsacja obciążenia; obrabiarka nie ma zapewnionego skutecznego odprowadzania
ciepła; nie mamy źródła (elektrycznego) dużej mocy (silnik liniowy asynchroniczny cechuje się
dużym zapotrzebowaniem prądowym); obrabiane mają być przedmioty ciężkie; nie mamy
możliwości stosowania chłodzenia napędu posuwu cieczą; posuw miałby się odbywać wzdłuż
osi pionowej.
11. STEROWANIE AUTOMATYCZNE - ISTOTA, RODZAJE CZYNNOŚCI
Z punktu widzenia automatyzacji pracy obrabiarek , układy sterowania (regulacji) realizują
elementarne funkcje sterowania , takie jak: włączanie i wyłączanie silników napędowych;
włączanie i wyłączanie ruchów głównych , przestawczych i pomocniczych a także sterowanie
ich przebiegiem (kierunkiem, prędkością); nastawianie i kontrolowanie przemieszczeń
wykonywanych przez zespoły robocze nastawianie i kontrolowanie dopuszczalnych obciążeń;
podawanie i, mocowanie i wymienianie przedmiotów obrabianych a także narzędzi i
oprzyrządowania; nadzorowanie przebiegu pracy maszyny.
Cechą charakterystyczną zautomatyzowanych obrabiarek i maszyn technologicznych jest
cykliczność pracy tzn. poszczególne ruchy i czynności odbywają się w ściśle określonej
kolejności i powtarzają się dla kolejnych wytwarzanych jednakowo przedmiotów.
12. PROGRAMOWANIE OBRÓBKA - ISTOTA, RODZAJE INFORMACJI
Programowanie obrabiarek może odbywać się ręcznie według instrukcji ISO lub maszynowo (z
wykorzystaniem komputera i programów CAD/CAM). Programowanie obrabiarek sterowanych
numerycznie wg instrukcji ISO polega na zapisaniu w postaci symbolicznej – w języku
obrabiarki, wszystkich ruchów i czynności jakie muszą być w niej wykonane aby otrzymać
przedmiot o żądanym kształcie wymiarach i chropowatości powierzchni. Język obrabiarki składa
się ze słów i składni. Słowa są to grupy znaków alfanumerycznych oznaczonych przez adresy.
Informacje zawarte w jednym słowie sterują pojedynczymi funkcjami obrabiarki np. liniowymi
lub kątowymi przemieszczeniami, prędkością posuwu czy prędkością obrotową wrzeciona,
wyborem narzędzi.
13. KLASYFIKACJA UKŁADÓW STEROWANIA OBRABIAREK I MASZYN
TECHNOLOGICZNYCH
Sterowanie: krzywkowe(sztywne), zderzakowe(sztywne lub sekwencyjne),
kopiowe(sekwencyjne), symboliczne (numeryczne)
14. PORÓWNANIE STEROWAŃ NC ORAZ CNC ZE WZGLĘDU NA REALIZOWANE
ZADANIA
NC-były wyspecjalizowanym komputerem , realizującym tylko jeden sztywny program
wewnętrzny . Współczesne układy sterowania sterowania numerycznego mają strukturę
komputerową i są oznaczane jako układy CNC. Podstawowa różnica - w NC nie wykorzystuje
się mikroprocesora i programu sterującego pracą całego sterowaniam lecz sztywno połączone ze
sobą bloki funkcjonalne . W skład układu sterowania CNC wchodzi mikroprocesor wraz z
pamięcią oraz wewnętrzny program obsługi . Sterowanie CNC wykorzystuje komunikację
szynową co oznacza , że przesłana informacja musi być zaadresowana .
15. CECHY NOWOCZESNYCH UKŁADÓW STEROWANIA CNC
Są dwa zasadnicze typy układów sterowania CNC:
Dedykowane układy sterowania CNC są przeznaczone do określonych grup obrabiarek –
tokarek, frezarek , szlifierek itp. Poszczególne elementy składowe powiązane są ze sobą i
stanowią zamkniętą całość. Dedykowane układy sterowania zwane CNC Manual dają możliwość
tzw. programowania interaktywnego, które nie wymaga od użytkownika znajomości danego
języka programowania , norm ani kodów.
Otwarte: otwartość dla obsługującego; elastyczna struktura – otwartość dla wytwórców maszyn
, przez możliwość wskazania ; otwartość w wyborze sprzętowym – dzięki budowie modułowej
istnieje możliwość zmiany różnych komponentów bez potrzeby wymiany całego zestawu;
otwartość dla kompatybilności systemów pracy CNC – umożliwienie importowania istniejącego
oprogramowania standardowego; rozbudowana i różnorodna komunikacja sieciowa – otwartość
konfiguracji interfejsów wejścia i wyjścia; uruchomienie nadzór i serwisowanie za pomocą
jednego oprogramowania.
16. PODZIAŁ TOKAREK - CECHY KONSTRUKCYJNE TOKAREK CNC
Kłowe; Tarczowe; Karuzelowe; Wielonożowe; Rewolwerowe; Półautomaty i automaty
tokarskie; Specjalizowane:Do robót dokładnych i kosztownych; Obcinaki; Specjalne- np. do
zestawu kół wagonowych, do wałków rozrządów)
17. AUTOMATY WIELOWRZECIONOWE - PODZIAŁ, BUDOWA ORAZ
PRZEZNACZENIE TECHNOLOGICZNE
Automaty tokarskie wielowrzecionowe - sterowane numerycznie tokarki, przeznaczone do
obróbki z pręta mają zastosowanie w wielozabiegowych operacjach obróbki z materiału
prętowego w produkcji wielkoseryjnej i masowej. Wrzeciona przedmiotowe są łożyskowane w
bębnie integrującym .
Tokarki pionowe wielowrzecionowe –integracja funkcji obróbkowych i manipulacyjnych. Taka
obrabiarka staje się samo obsługującą się stacją obróbkową i jest technicznym przykładem
realizacji „Lean production” , gdyż jest bardzo tanim rozwiązaniem w pełni zapewniającym
pracę bezobsługową. Wrzecienniki wykonują ruchy posuwowe w dwóch osiach . Wrzeciennik
może też przemieścić się poza obszar obróbczy i podać/ oddać przedmiot z/do magazynu.
Tokarki z pionowym wrzecionem stosuje się do obróbki stosunkowo małych przedmiotów z
automatyzacją ich zmiany. Budowane są z 1, 2 lub 3 wrzecionami .
W tokarkach tych nie ma czasu przestoju obrabiarki potrzebnego na zamocowanie przedmiotu.
Głowice narzędziowe przystosowane są do mocowania narzędzi o ruchu obrotowym (wiertła,
frezy).
Na automatach wielowrzecionowych można obrabiać jednocześnie kilka przedmiotów.
Przedmioty obrabiane są przez narzędzie pojedyncze lub zespołowe zamocowane w suportach
poprzecznych i w suportach wzdłużnych.
Rozróżnia się automaty wielowrzecionowe pracujące metodą równoległą , kolejną i kolejno
równoległą.
19. PODZIAŁ, BUDOWA ORAZ PRZEZNACZENIE TECHNOLOGICZNE FREZAREK
Służą do obróbki skrawaniem płaszczyzn, powierzchni kształtowych, rowków prostych,
śrubowych, wpustowych, gwintów, do nacinania zębów.
Podział frezarek: Pionowe; Poziome; Narzędziowe (mają wrzeciono pionowe i poziome, służą
do dokładnych prac); Konsolowe (konsola umożliwia przesuwanie stołu w górę i w dół-lżejsze
typy); Bez konsolowe (ruch wykonuje tylko narzędzie z wrzeciennikiem- ciężkie frezarki);
Bramowe (do ciężkich elementów, stół przesuwa się tylko wzdłuż); Szczególnego przeznaczenia
(np. do kół zębatych, grawerki, kopiarki); Specjalne (do produkcji masowej)
Budowa frezarki wspornikowej poziomej: Kadłub (żeliwo szare); Podstawa; Wspornik; Sanie
stołu; Stół; Belka; Podtrzymka; Wrzeciono; Śruba podnoszenia i opuszczania wspornika; Osłona
napędu
19. PODZIAŁ, BUDOWA ORAZ PRZEZNACZENIE TECHNOLOGICZNE
WYTACZARKO-FREZAREK NC
Podstawowymi zabiegami obróbkowymi jest wytaczanie otworów i frezowanie płaszczyzn, a
przeznaczeniem produkcyjnym obróbka korpusów. Zastosowanie wyposażenia normalnego i
specjalnego umożliwia wykonywanie różnorodnych zabiegów obróbkowych. Z tego względu
wytaczarko-frezarki należą do najbardziej uniwersalnych obrabiarek i są stosowane przede
wszystkim w produkcji jednostkowej i małoseryjnej.
Wytaczarko-frezarki są budowane w różnych odmianach konstrukcyjnych, spośród których
najczęściej są stosowane:
- wytaczarko-frezarki ze stołem krzyżowym i nieprzesuwnym stojakiem, które są wykonywane
ze wspornikiem wytaczadła lub ze skróconym łożem, tzn. bezwspornikowe (rys.a).
- Wytaczarko-frezarki z przesuwnym stojakiem które mogą mieć łoże poprzeczne lub mogą być
wykonane jako płytowe z przesuwnym stojakiem (rys.b).
Wytaczarko-frezarki z łożem poprzecznym mają sztywniejszy stół i są stosowane przede
wszystkim do robót frezarskich. Natomiast wytaczarko-frezarki płytowe są przeznaczone do
obróbki ciężkich i dużych przedmiotów ustawianych na stałej płycie.
Charakterystyczną cechą wytaczarko-frezarek jest rozwiązanie zespołu wrzecionowego,
wyposażonego w dwa współosiowe wrzeciona.
20. CENTRA OBRÓBKOWE - PODZIAŁ, BUDOWA ORAZ PRZEZNACZENIE
Centrum obróbkowe jest obrabiarką sterowaną numerycznie (zwykle CNC) zapewniającą, w
zakresie jej możliwości technologicznych, wykonanie w jednym zamocowaniu przedmiotu dużej
liczby zabiegów obróbkowych za pomocą różnych narzędzi. Dla wypełnienia tych zadań
centrum obróbkowe wyposażone jest w magazyn narzędzi z automatyczną zmianą narzędzi (oraz
w system paletowy z automatyczną zmianą przedmiotów). Centrum obróbkowe jest to
obrabiarka: sterowana numerycznie, wielozabiegowa, umożliwiająca obróbkę wielostronną, ale
w jednym zamocowaniu, wielonarzędziowa z automatyczną wymianą narzędzi.
21. CECHY NOWOCZESNYCH CENTRÓW OBRÓBKOWYCH
nowoczesne napędy (elektrowrzeciona, silniki liniowe); wysoka sztywność (statyczna,
dynamiczna i termiczna); automatyczna wymiana narzędzi z korekcją położenia i rejestracją
stanu; automatyczna wymiana przedmiotów (systemy paletowe); nowoczesne systemy
sterowania (CNC); zintegrowane systemy pomiarowe; nowoczesne układy diagnostyki i
nadzorowania; wysoka produktywność i niezawodność.
22. CECHY ELASTYCZNEJ AUTOMATYZACJI
ELASTYCZNY SYSTEM PRODUKCYJNY (ESP) to system techniczny, w którym przepływ
materiałów i energii ich transformacja oraz procesy regulacyjne są zintegrowane w sposób
zapewniający automatyczną i ciągła realizację zadań produkcyjnych opartą na sterowaniu
komputerowym
Elastyczność wytwarzania w procesach obróbki skrawaniem
OBRABIAREK I OPRZYRZĄDOWANIA
-wielostronność technologiczna (uniwersalność)
-przezbrajalność
-układy sterowania (NC, CNC)
-dołączenie do systemów wyższego rzędu
WIELKOŚĆ PRODUKCJI (różne wielkości partii produkcyjnych)
KOLEJNOSC OPERACJI (wybór kolejności operacji, przejmowanie zadań przez inne maszyny,
np. w przypadkach uszkodzeń)
WYBORU (podobieństwo technologiczne, technologia grupowa)
ROZWOJU (modułowość, możliwość rozbudowy systemu).
23. STRUKTURY MASZYNOWE W OBSZARZE ELASTYCZNEGO WYTWARZANIA
Klasyczne rozwiązanie elastycznego systemu do obróbki korpusów:
Dwa poziome centra obróbkowe; Magazyn buforowy i stanowisko wymiany palet; Wózek
szynowy; Robot bramowy; Stanowisko załadunku i rozładunku palet; Stanowisko załadunku
kaset narzędziowych; Stacja ustawiania narzędzi; Centralny układ sterowania.
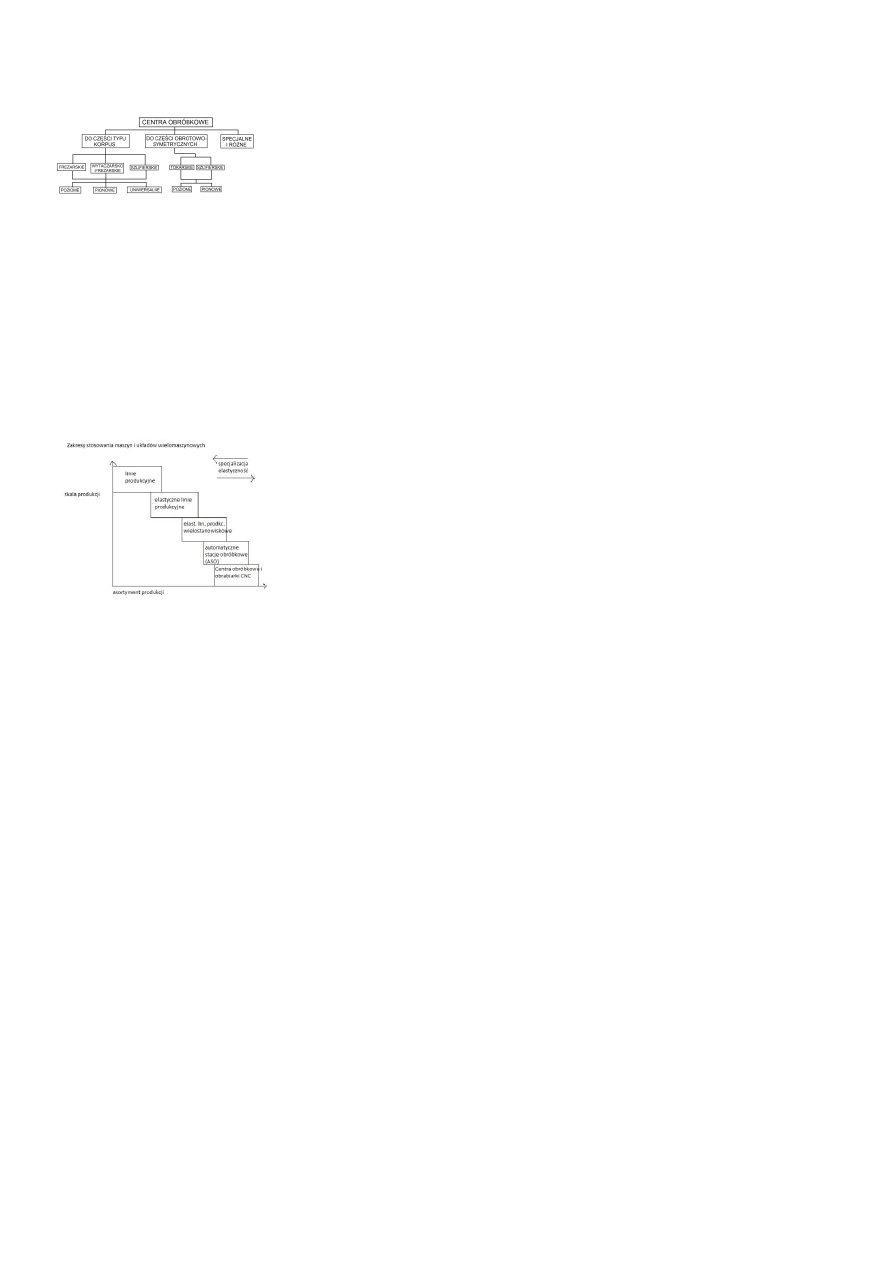
24.ZAKRESY STOSOWANIA MASZYN I UKŁADÓW WIELOMASZYNOWYCH
Z powyższego wykresu wnioskować można ,iż zastosowanie maszyn i układów
wielomaszynowych determinowane jest zależnością skali produkcji od jej asortymentu , jak
widać im większa skala produkcji tym prędzej zastosować można takie rozwiązanie, podobnie
ma się sprawa w przypadku asortymentu, im większy on jest tym bliżej nam do zakresu
stosowalności rozwiązań wielomaszynowych.
25. FILARY ROZWOJU OBRABIAREK SKRAWAJĄCYCH
szybsze elastyczne przezbrajanie i nastawianie programu sterowania na nowe przedmioty
obrabiane w małych seriach; niskie koszty produkcji; zmiany układu strukturalnego tokarek;
możliwość wykonywania różnych zabiegów obróbkowych, nie tylko tokarskich; wysoka
dokładność wymiarowo kształtowa; zwiększona wydajność i niezawodność; ekologia i BHP;
duża różnorodność konstrukcji w zależności od potrzeb klientów; wielowariantowość układów
geometryczno-ruchowych; nowe układy geometryczno-ruchowe; zintegrowanie napędy główne
(elektrowrzeciona). magazyny narzędzi i układy automatycznej wymiany narzędzi o dużej
pojemności i krótkich czasach wymiany Automatyzacja wymiany przedmiotów obrabianych
Otwarte układy sterowanie CNC Inteligentne układy nadzorujące i diagnostyczne.
Wyszukiwarka
Podobne podstrony:
CNC Ściąga
cnc sciaga
sciaga CNC duża
sciaga CNC
OSN ściąga, Mechanika i Budowa Maszyn, sem. 6, Obrabiarki CNC, Zaliczenie
sciaga cnc, PWr Mechaniczny [MBM], Semestr 6, CNC, EGZAMIN
ŚCIAGA ZE STAŃKA duża, Politechnika Poznańska (PP), Obrabiarki CNC, Wykład
sciaga CNC duża
1 sciaga ppt
metro sciaga id 296943 Nieznany
ŚCIĄGA HYDROLOGIA
AM2(sciaga) kolos1 id 58845 Nieznany
Narodziny nowożytnego świata ściąga
finanse sciaga
Jak ściągać na maturze
Ściaga Jackowski
Aparatura sciaga mini
więcej podobnych podstron