
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Marek Roliński
Eksploatowanie maszyn do drukowania wklęsłego
825[01].Z2.01
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Maria Widawska
dr Grażyna Czech
Opracowanie redakcyjne:
mgr Elżbieta Gonciarz
Konsultacja:
mgr Małgorzata Sienna
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 825[01].Z2.01,
„Eksploatowanie maszyn do drukowania wklęsłego”, zawartej w modułowym programie
dla zawodu drukarz.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
5
3.
Cele kształcenia
6
4.
Materiał nauczania
7
4.1. Ogólna charakterystyka drukowania wklęsłego
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
9
4.1.3. Ćwiczenia
9
4.1.4. Sprawdzian postępów
11
4.2. Maszyny wklęsłodrukowe arkuszowe
12
4.2.1. Materiał nauczania
12
4.2.2. Pytania sprawdzające
18
4.2.3. Ćwiczenia
18
4.2.4. Sprawdzian postępów
20
4.3. Maszyny wklęsłodrukowe zwojowe
21
4.3.1. Materiał nauczania
21
4.3.2. Pytania sprawdzające
31
4.3.3. Ćwiczenia
31
4.3.4. Sprawdzian postępów
33
4.4. Maszyny tampondrukowe
35
4.4.1 Materiał nauczania
35
4.4.2. Pytania sprawdzające
38
4.4.3. Ćwiczenia
39
4.4.4. Sprawdzian postępów
40
4.5. Maszyny wklęsłodrukowe – obsługa i konserwacja
41
4.5.1 Materiał nauczania
41
4.5.2. Pytania sprawdzające
44
4.5.3. Ćwiczenia
44
4.5.4. Sprawdzian postępów
45
5.
Sprawdzian osiągnięć ucznia
46
6. Literatura
50

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w przyswajaniu wiedzy o eksploatowaniu maszyn
do drukowania wklęsłego i kształtowaniu umiejętności z tej dziedziny. Wiadomości
i umiejętności z tego zakresu zostały określone w jednostce modułowej 825[01]Z2.01
„Eksploatowanie maszyn do drukowania wklęsłego”. Jest to jednostka modułowa zawarta
w module „Technologia drukowania wklęsłego” (schemat układu jednostek modułowych
przedstawiony jest na stronie 4 tego poradnika).
Tak jak każda jednostka modułowa, również i ta ma ściśle określone cele kształcenia,
materiał nauczania oraz wskazania metodyczne do realizacji programu.
W poradniku znajdziesz:
−−−−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−−−−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do osiągnięcia założonych celów
kształcenia i opanowania umiejętności zawartych w jednostce modułowej,
–
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
–
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, jeden przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
–
literaturę uzupełniającą.
Treść programu jednostki modułowej zawiera podstawowe zagadnienia związane
z zastosowaniem maszyn i urządzeń poligraficznych w różnych etapach produkcji
poligraficznej.
Przed przystąpieniem do realizacji ćwiczeń odpowiedz na pytania sprawdzające, które
są zamieszczone w każdym rozdziale, po materiale nauczania. Udzielone odpowiedzi
pozwolą Ci sprawdzić, czy jesteś dobrze przygotowany do wykonywania zadań.
Po zakończeniu realizacji programu tej jednostki modułowej nauczyciel sprawdzi Twoje
wiadomości i umiejętności za pomocą testu pisemnego. Abyś miał możliwość dokonania
ewaluacji swoich działań, rozwiąż przykładowy test sumujący zamieszczony na końcu
poniższego poradnika.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
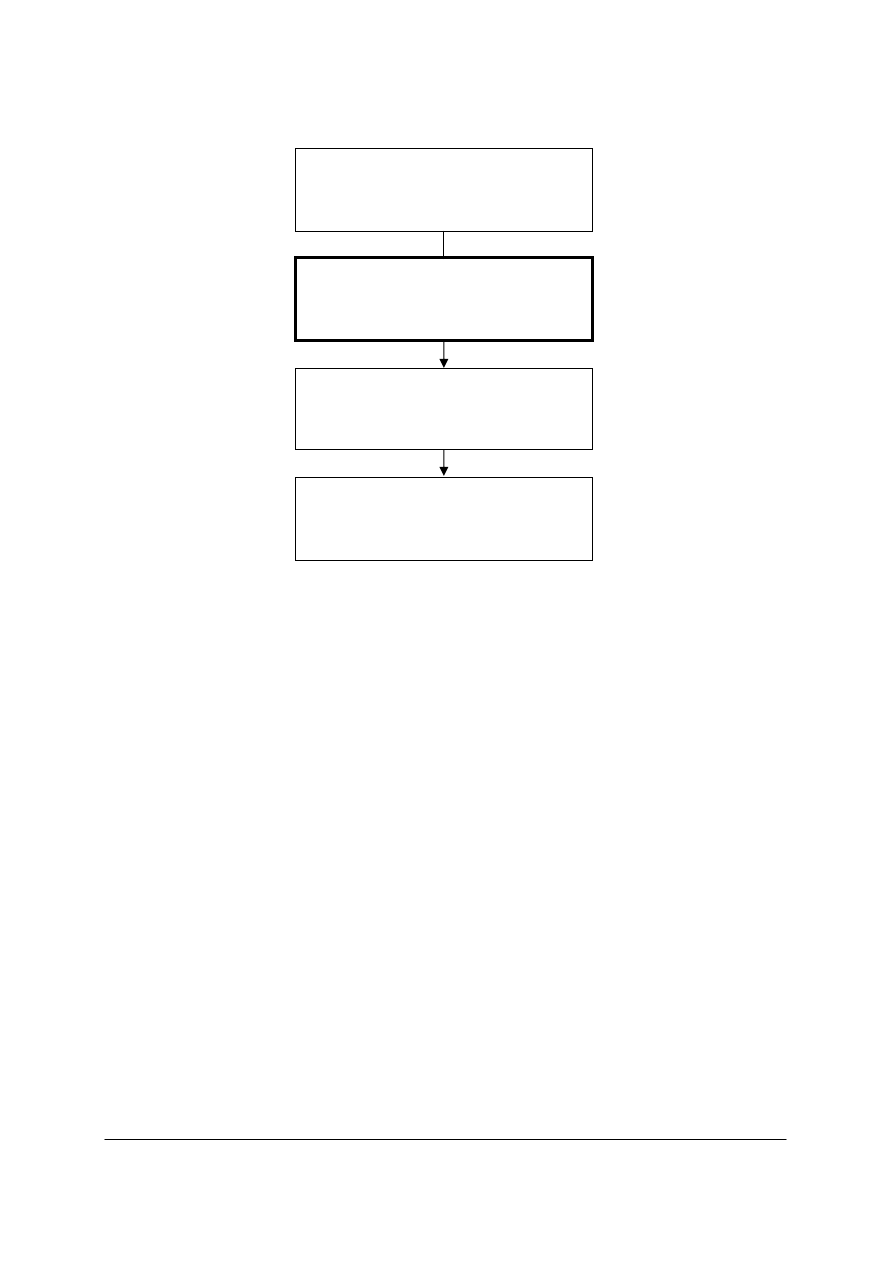
Schemat układu jednostek modułowych
825[01].Z2
Technologia drukowania wklęsłego
825[01]Z2.01
Eksploatowanie maszyn do
drukowania wklęsłego
825[01]Z2.02
Przygotowanie form do drukowania
wklęsłego
825[01]Z2.03
Drukowanie wklęsłe

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej, powinieneś umieć:
–
posługiwać się nazewnictwem i terminologią stosowaną w poligrafii,
–
rozpoznawać podstawowe materiały i surowce poligraficzne,
–
określać podstawowe szeregi i formaty wyrobów poligraficznych,
–
klasyfikować procesy drukowania,
–
korzystać z różnych źródeł informacji,
–
posługiwać się dokumentacją technologiczną,
–
przeliczać podstawowe jednostki układu SI,
–
określać zastosowanie maszyn i urządzeń poligraficznych,
–
współpracować w grupie,
–
uczestniczyć w dyskusji,
–
oceniać swoje umiejętności,
–
analizować i wyciągać wnioski,
–
prezentować siebie i grupę, w której pracuje,
–
stosować przepisy bezpieczeństwa i higieny pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
posłużyć się terminologią dotyczącą drukowania wklęsłego,
–
wyjaśnić zastosowanie technik drukowania wklęsłego: rotograwiury,
stalodruku,
tampondruku,
–
scharakteryzować zasady drukowania techniką druku wklęsłego,
–
rozróżnić podstawowe typy maszyn do drukowania wklęsłego,
–
rozpoznać główne zespoły i mechanizmy maszyn do drukowania wklęsłego,
–
określić parametry techniczne i możliwości technologiczne maszyn do drukowania
wklęsłego,
–
dobrać maszynę do drukowania wklęsłego do rodzaju i wielkości produkcji,
–
obliczyć czas wykonania określonej produkcji,
–
wyjaśnić podstawowe czynności eksploatacyjne na stanowisku pracy maszyn
do drukowania wklęsłego,
–
zaplanować czynności obsługowe na stanowisku pracy maszyn do drukowania
wklęsłego,
–
rozpoznać zabezpieczenia stosowane w maszynach do drukowania wklęsłego,
–
przygotować maszynę do drukowania,
–
zastosować zasady eksploatacji maszyny do drukowania wklęsłego,
–
wyjaśnić zagrożenia dla życia i zdrowia jakie następują podczas obsługi maszyn do
drukowania wklęsłego,
–
dobrać środki ochrony indywidualnej do prac związanych z obsługą maszyn
do drukowania wklęsłego,
–
zorganizować stanowisko pracy zgodnie z wymaganiami ergonomii,
–
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Ogólna charakterystyka drukowania wklęsłego
4.1.1. Materiał nauczania
Drukowanie wklęsłe (wgłębne) jest jedną (obok drukowania wypukłego, płaskiego
i sitodruku) z trzech podstawowych technik drukowania. Stosuje się ją zarówno w grafice
warsztatowej, jak i poligrafii.
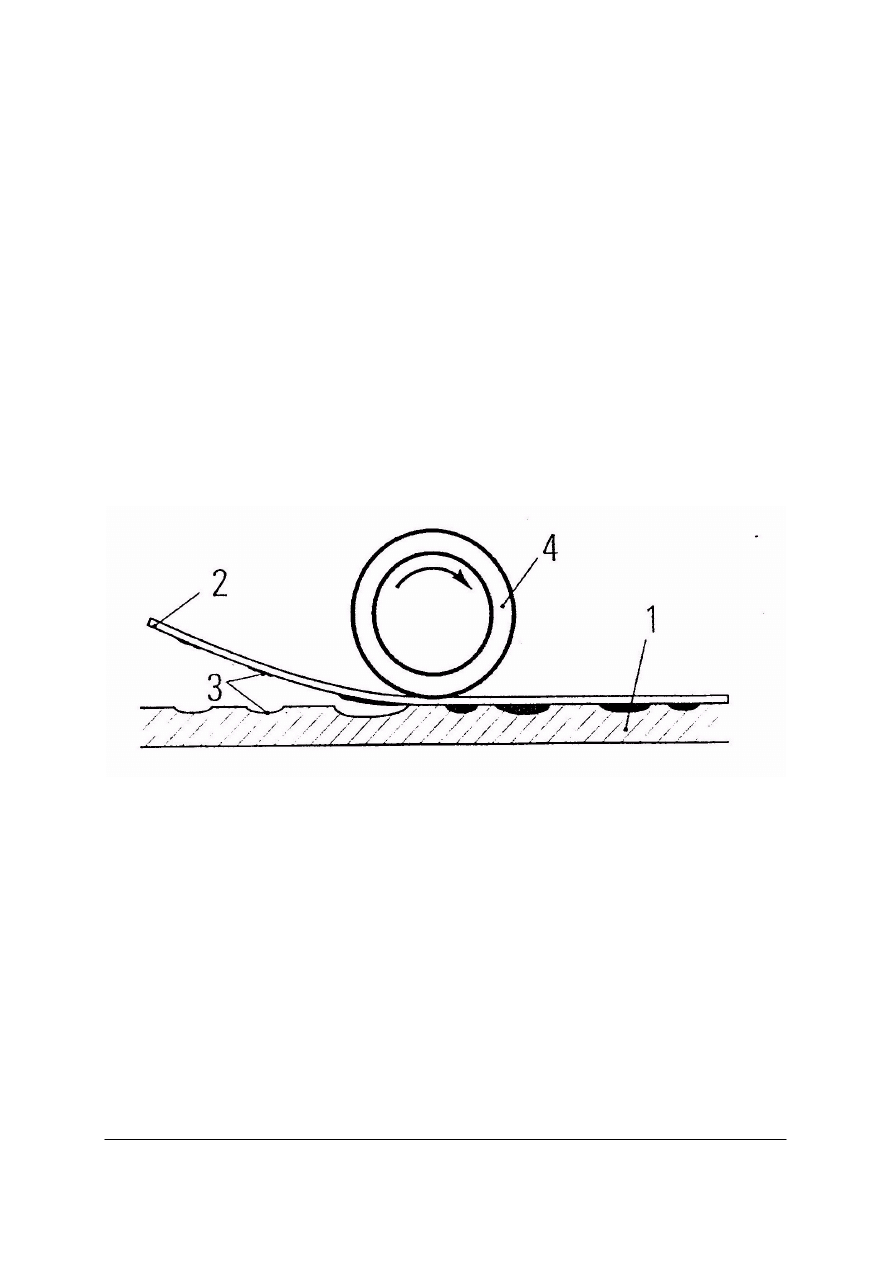
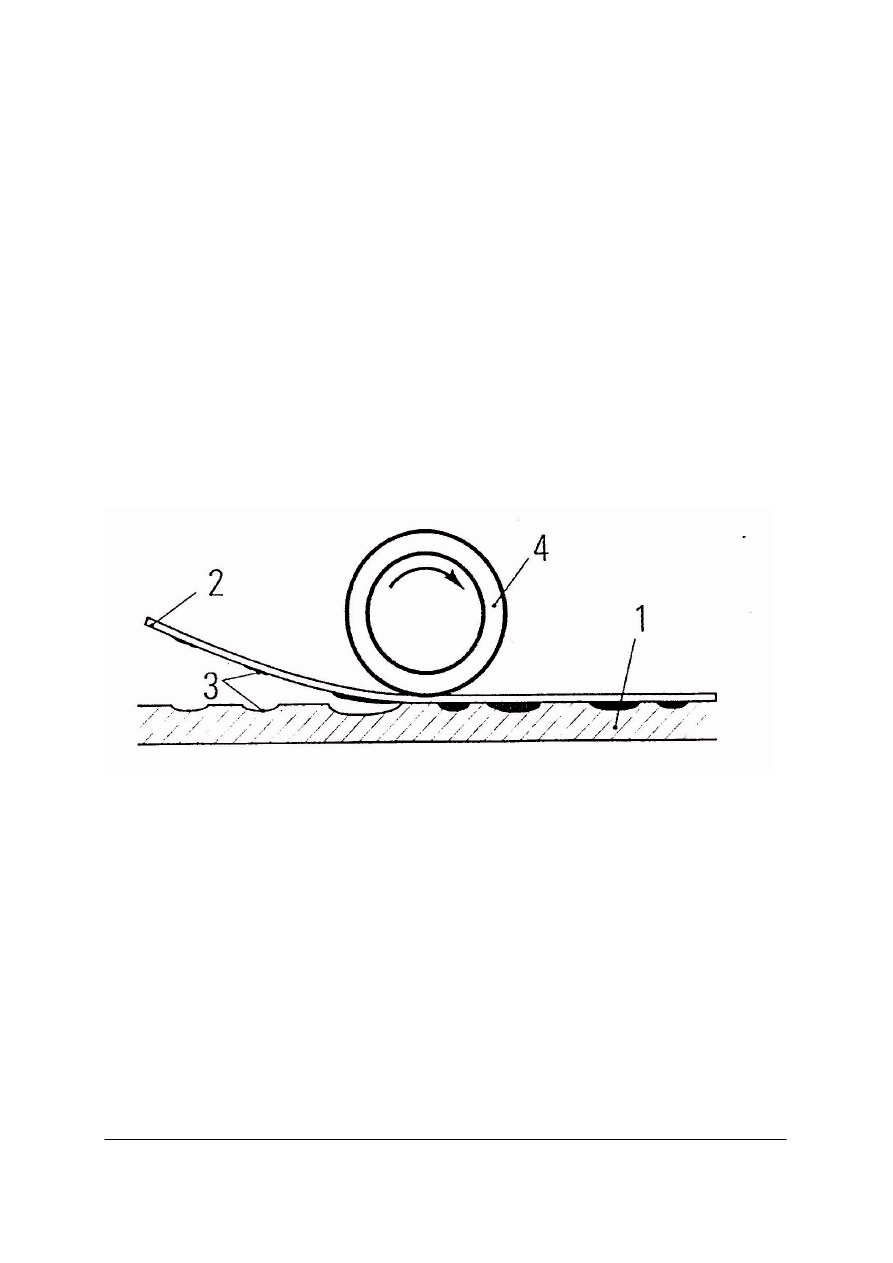
Jest to technika, w której wgłębne elementy drukujące formy cylindrycznej lub płaskiej
znajdują się poniżej elementów niedrukujących. Proces drukowania polega na nałożeniu farby
drukarskiej na całą powierzchnię formy, a następnie usunięcie jej za pomocą noża
zgarniającego (rakla) z wyższych, niedrukujących elementów formy. Farba pozostaje tylko
w niższych, drukujących (tzw. kałamarzykach) elementach formy, skąd przez silny docisk
cylindra drukowego zostaje przeniesiona na zadrukowywane podłoże.
Rys. 1. Drukowanie wklęsłe: 1 – forma drukowa, 2 – zadrukowywane podłoże, 3 – farba drukarska, 4 – cylinder
dociskowy [4, s. 12]
Obraz (zadrukowywanym materiale) jest tworzony przez farbę drukarską znajdującą się
w zagłębieniach formy drukowej. W technice tej trzeba pamiętać, że otrzymujemy obraz
odwrócony. Strzałka skierowana na formie w prawo po odbiciu na papierze będzie zwrócona
w lewo (i odwrotnie).
Rozróżniamy dwie techniki drukowania wklęsłego. Przy wklęsłodruku tzw. „mokrym”,
papier w procesie drukowania zostaje wstępnie nawilżony, przez co staje się bardziej miękki
i przez docisk głębiej wnika we wgłębne elementy drukujące formy cylindra. Po wysuszeniu
niestety kurczy się, zmniejszając jednocześnie rysunek. Zdarza się, że banknoty
o identycznym rysunku drukowane „na mokro” mają różne wymiary, jest to spowodowane
użyciem do druku papieru o różnej kurczliwości.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Aby temu zapobiec, opracowano technikę tzw. „suchego” wklęsłodruku (na suchym
papierze), który jest bardziej wydajny, gdyż odpada proces nawilżania papieru
i suszenia gotowych odbitek, a wydrukowany rysunek zachowuje identyczny wymiar, tzn.
taki, jaki ma rysunek formy cylindra.
Formy do drukowania wklęsłego wykonane są z twardych, odpornych materiałów,
co zapewnia im długa żywotność, a tym samym możliwe jest szybkie drukowanie dużych
nakładów o wysokiej jakości odbitek z jednej formy drukowej.
Do druku wklęsłego zaliczane są następujące techniki graficzne:
–
rzemieślnicze i artystyczne: akwaforta, akwatina, heliograwiura, mezzotinta, miedzioryt,
staloryt, sucha igła, miękki werniks, tampondruk
–
przemysłowe: rotograwiura, stalodruk.
Stalodruk
Stalodruk jest pochodną miedziorytu, w której uzyskuje się druk jednotonalny
z grawerowanych płyt stalowych. W celu nadania płycie odpowiedniej miękkości przed
rytowaniem odhartowuje się ją. Mimo to płyta pozostaje twardsza od miedzianej. Praca w niej
jest trudniejsza, a rysunek raczej konturowy i sztywny. Po wyrytowaniu rysunku poddaje się
płytę ponownemu zahartowaniu. Umożliwia to odbicie z niej nawet kilku tysięcznego nakładu
rycin. Obecnie staloryt stosuje się do drukowania znaczków pocztowych, papierów
wartościowych, banknotów i do celów artystycznych.
Drukowanie rotograwiurowe
Drukowanie rotograwiurowe jest techniką typowo rotacyjną. Tym sposobem można
zadrukować arkusze i zwoje. Jest to technika drukowania, którą można uzyskać bardzo dobre
efekty jakościowe zarówno dla podłoży wsiąkliwych, jak i niewsiąkliwych.
Drukowanie tamponowe
Drukowanie tamponowe (tampondruk) jest techniką pochodną drukowania wklęsłego.
Jest drukowaniem pośrednim, w którym podstawowym elementem maszyny drukującej jest
miękki tampon, wykonany z gumy silikonowej. Forma drukowa jest płaska o rysunku
wgłębnym, prawoczytelnym. Drukowanie polega na naniesieniu farby na powierzchnię
formy, usunięciu jej za pomocą rakla z elementów niedrukujących, a następnie wciśnięciu
tamponu w miejsca drukujące i pobraniu przez niego farby. Tampon z pobraną farbą zostaje
przeniesiony się i dociśnięty do zadrukowanej kształtki. Następuje przeniesienie farby
z tamponu. Siła nacisku musi być na tyle duża, aby tampon podczas odkształcania stykał się
z całą powierzchnią formy, pobierając z niej farbę a następnie z całą powierzchnią
zadrukowaną. Dzięki elastyczności tamponu możliwe jest drukowanie na nieregularnych
(trójwymiarowych) powierzchniach, tzw. kształtkach, co stanowi podstawę zastosowania tej
techniki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
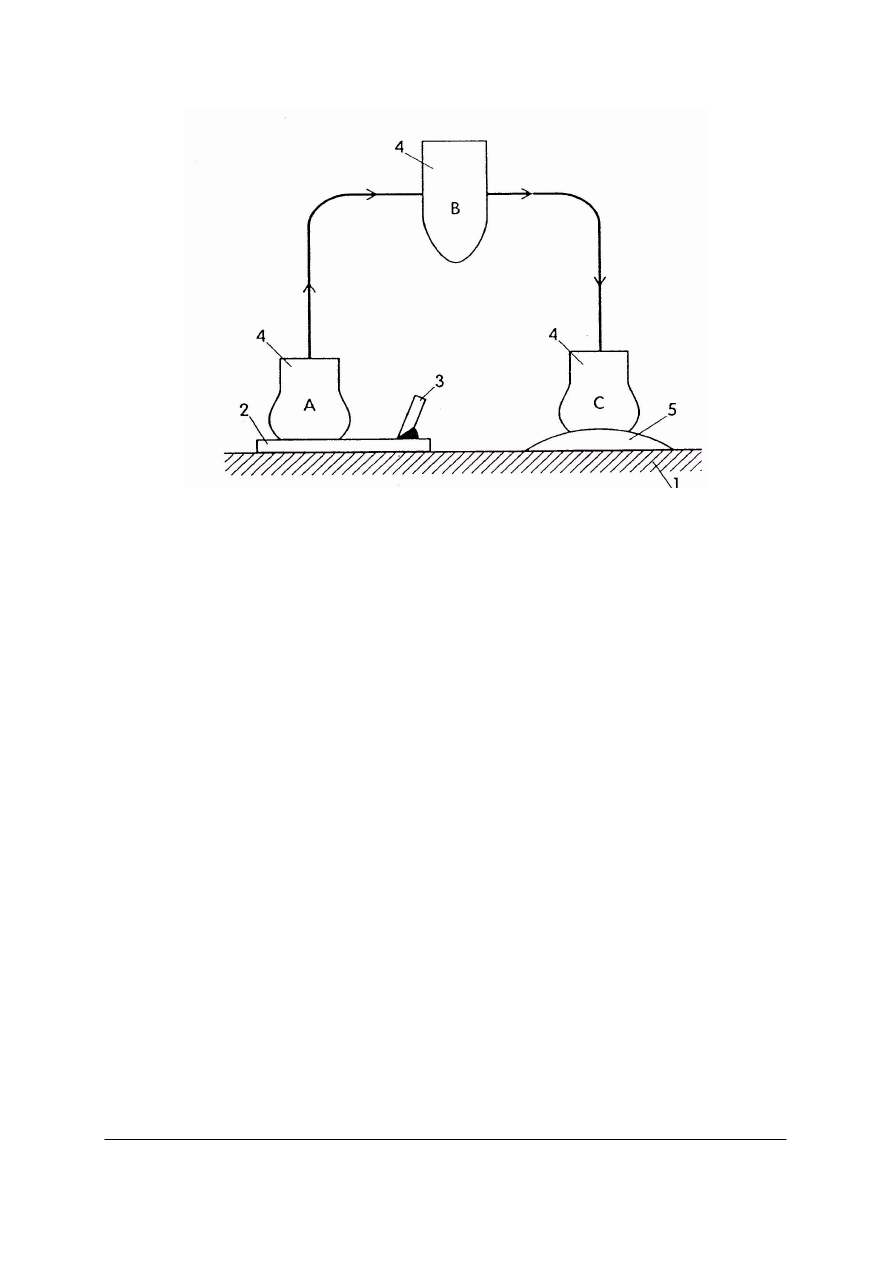
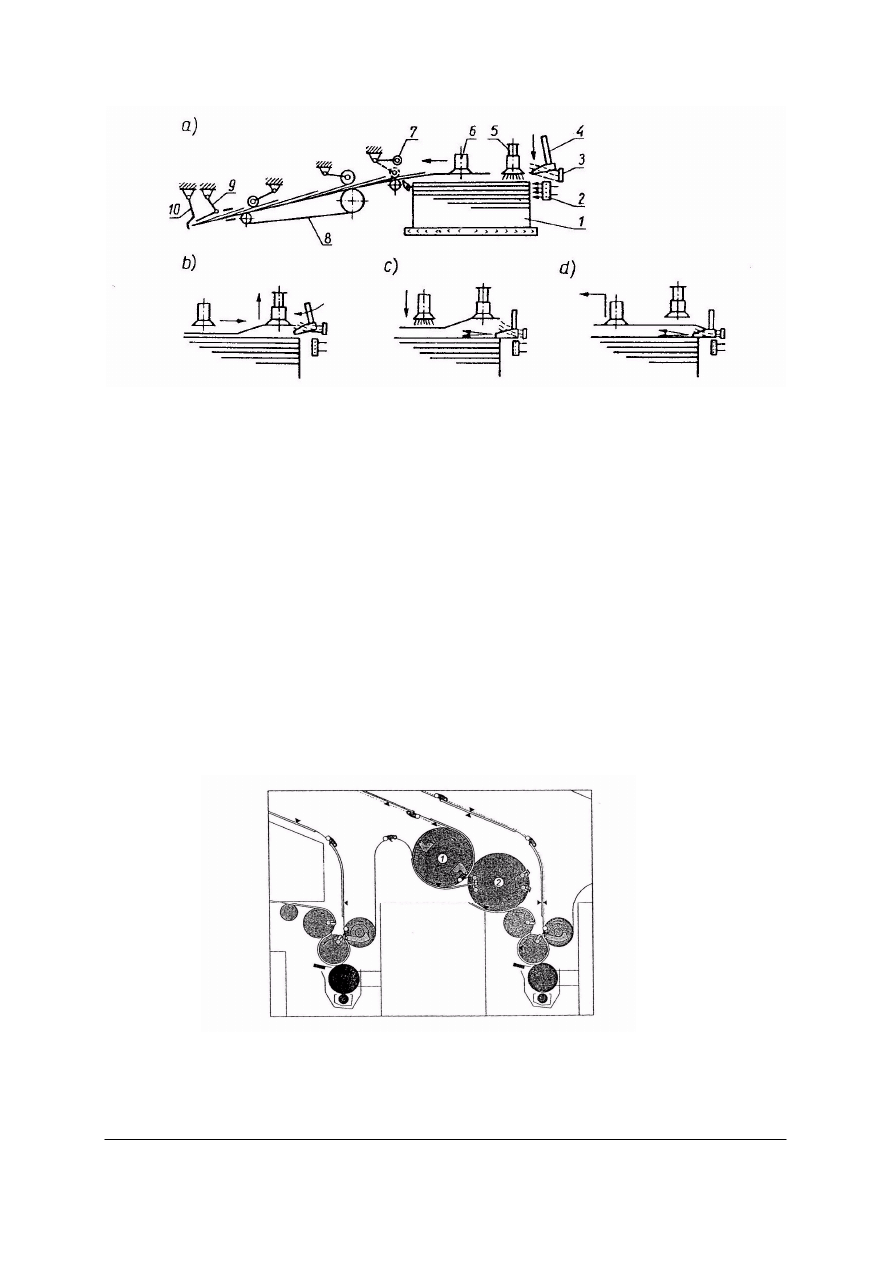
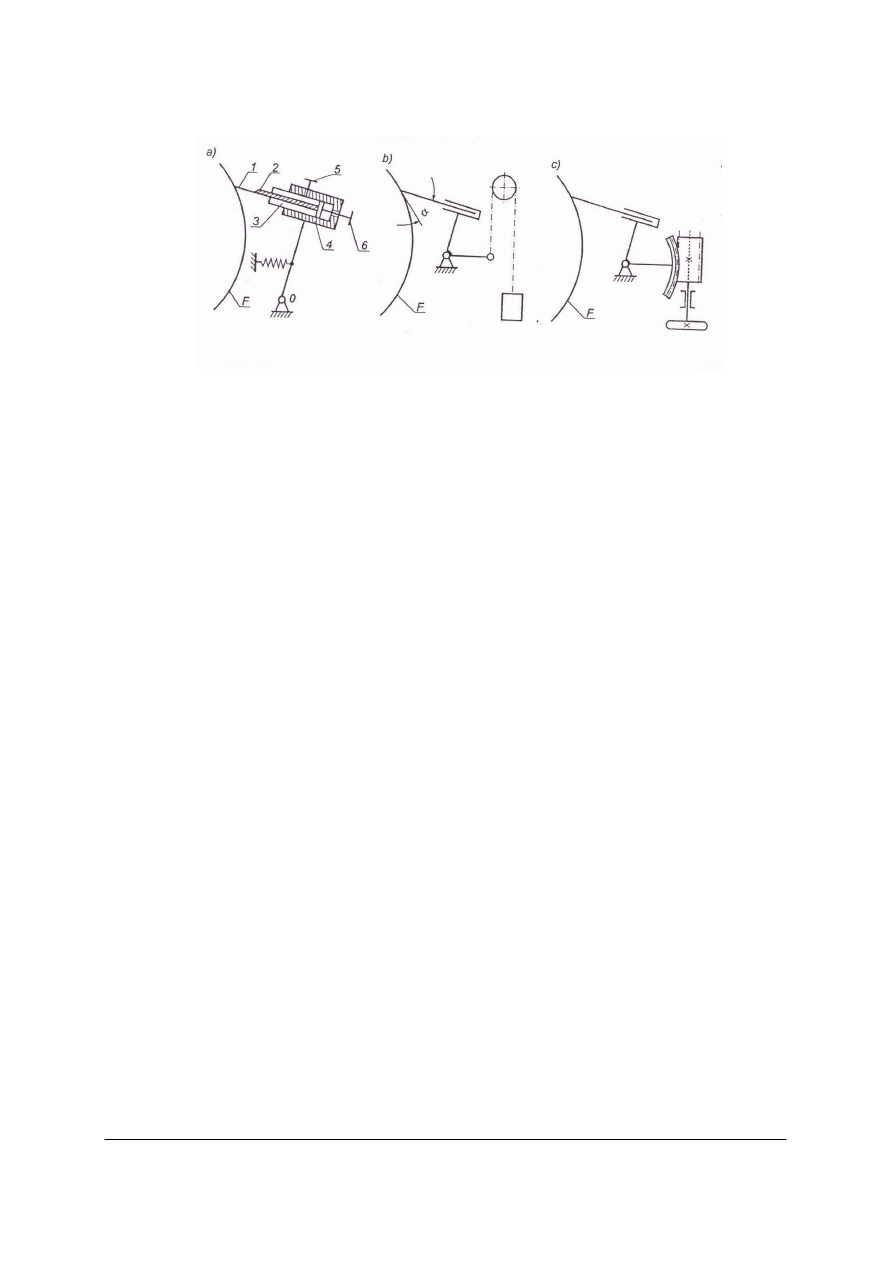
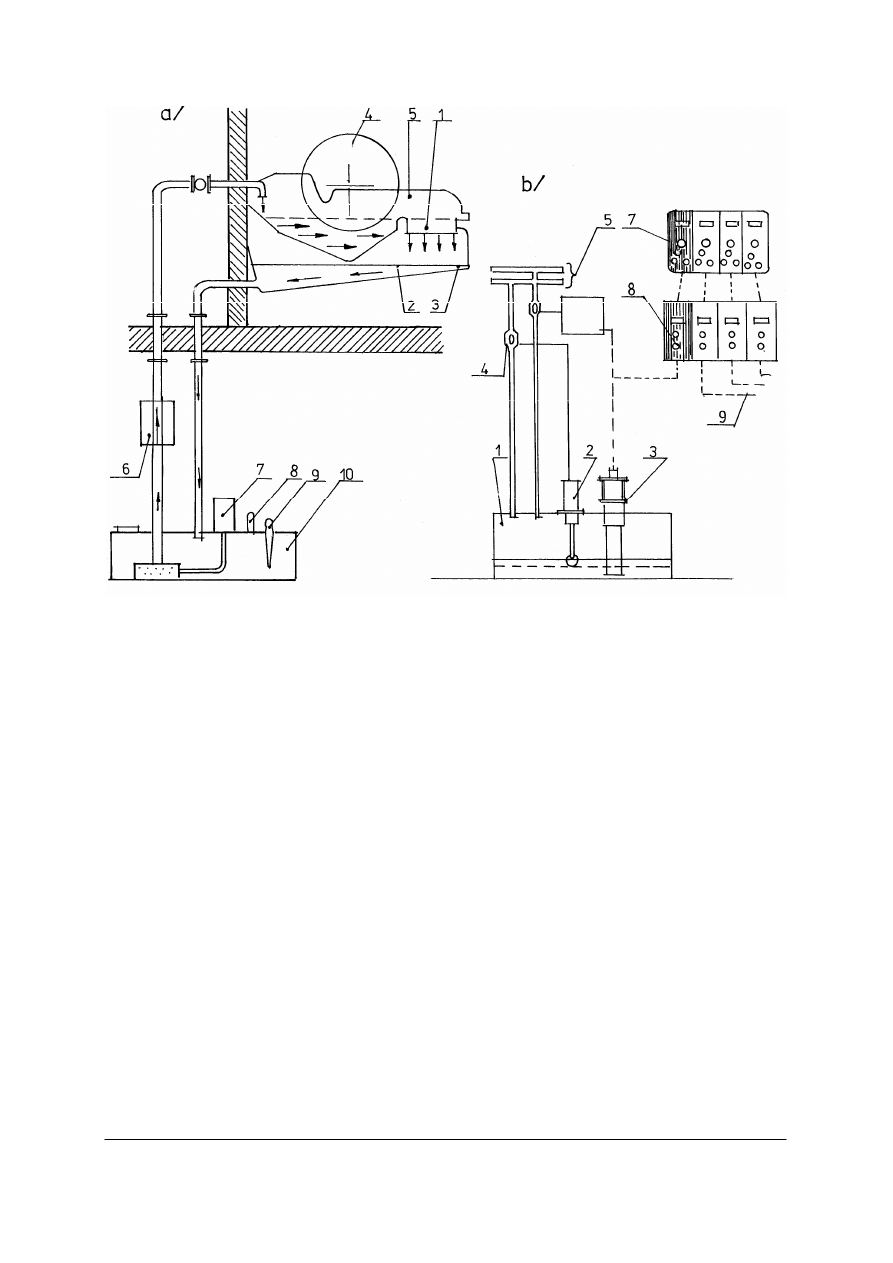
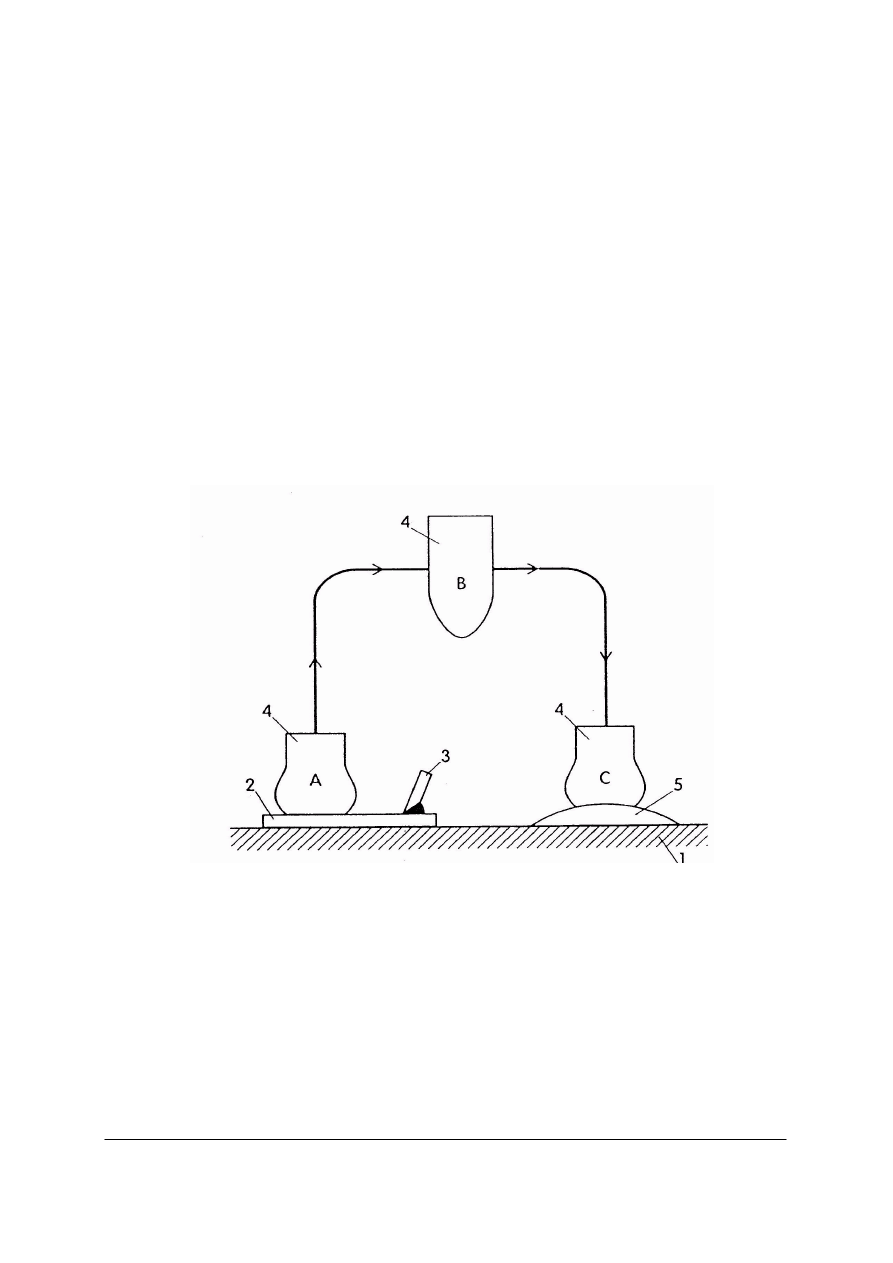
Rys. 2. Schemat maszyny do drukowania tamponowego: 1 – podstawa maszyny, 2 – forma drukowa,
3 – nóż zgarniający, 4 – tampon, A – w położeniu pobierającym farbę, B – w położeniu przenoszącym farbę,
C – w położeniu przekazującym farbę, 5 – zadrukowywany przedmiot [4, s. 185]
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jak jest zbudowana forma wklęsłodrukowa?
2.
Jaka jest rola rakla podczas drukowania?
3.
Czym różnią się technologie drukowania na „mokro” i na „sucho”?
4.
Na czym polega proces drukowania wklęsłego?
5.
Na jakie techniki pochodne można podzielić drukowanie wklęsłodrukowe?
6.
Jakie zastosowanie ma stalodruk?
7.
Na czym polega pośrednie drukowanie tamponowe i jakie jest jego zastosowanie?
4.1.3 Ćwiczenia
Ćwiczenie 1
Wykonaj nadruk na określonej kształtce techniką tampodruku.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
wymierzyć kształtkę, na której masz umieścić nadruk,
2)
określić miejsce nadruku i jego wielkość,
3)
dobrać odpowiednią wielkość i kształt tamponu,
4)
przeanalizować sytuację technologiczną w jakiej będzie wykonywane drukowanie,
5)
dokonać wyboru urządzeń pomocniczych,
6)
przygotować formę do drukowania,
7)
wykonać próbne drukowanie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Wyposażenie stanowiska pracy:
–
zestaw tamponów o różnych wymiarach i kształtach,
–
forma drukowa i farba,
–
kształtka do zadrukowania,
–
rakiel,
–
zeszyt do ćwiczeń,
–
ś
rodki czystości (do mycia formy i tamponu),
–
materiały piśmienne.
Ćwiczenie 2
Za pomocą podanych niżej określeń opisz rysunek.
–
papier,
–
forma,
–
farba,
–
miejsca drukujące,
–
miejsca niedrukujące,
–
walec dociskowy.
Rysunek do ćwiczenie 2 [4, s. 12]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować dokładnie rysunek,
2)
przeczytać uważnie wszystkie określenia przed ich rozmieszczeniem na rysunku.
Wyposażenie stanowiska pracy:
–
karta pracy,
–
przybory piśmienne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić podstawowe techniki drukowania?
2) scharakteryzować proces drukowania wklęsłego?
3) wyjaśnić różnice między drukowaniem pośrednim a bezpośrednim?
4) wyjaśnić rolę rakla w drukowaniu wklęsłym?
5) scharakteryzować budowę formy do drukowania wklęsłego?
6) wymienić techniki pochodne (przemysłowe)?
7) omówić zastosowanie stalodruku?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.2. Maszyny wklęsłodrukowe arkuszowe
4.2.1. Materiał nauczania
Podział maszyn drukujących
Każdą maszynę drukującą wklęsłodrukową można scharakteryzować przez parametry
określające jej możliwości, np.:
–
formę zadrukowywanego materiału (arkusze, zwoje, kształtka),
–
sposób przenoszenia farby (bezpośredni, pośredni),
–
budowę zespołu drukującego,
–
liczbę drukowanych kolorów (maszyny jednokolorowe, wielokolorowe),
–
drukowania jedno- i/lub dwustronnego,
–
prędkość drukowania (liczba drukowanych odbitek na godzinę),
–
procesy dodatkowe (lakierowanie, suszenie itp.),
–
stopień automatyzacji.
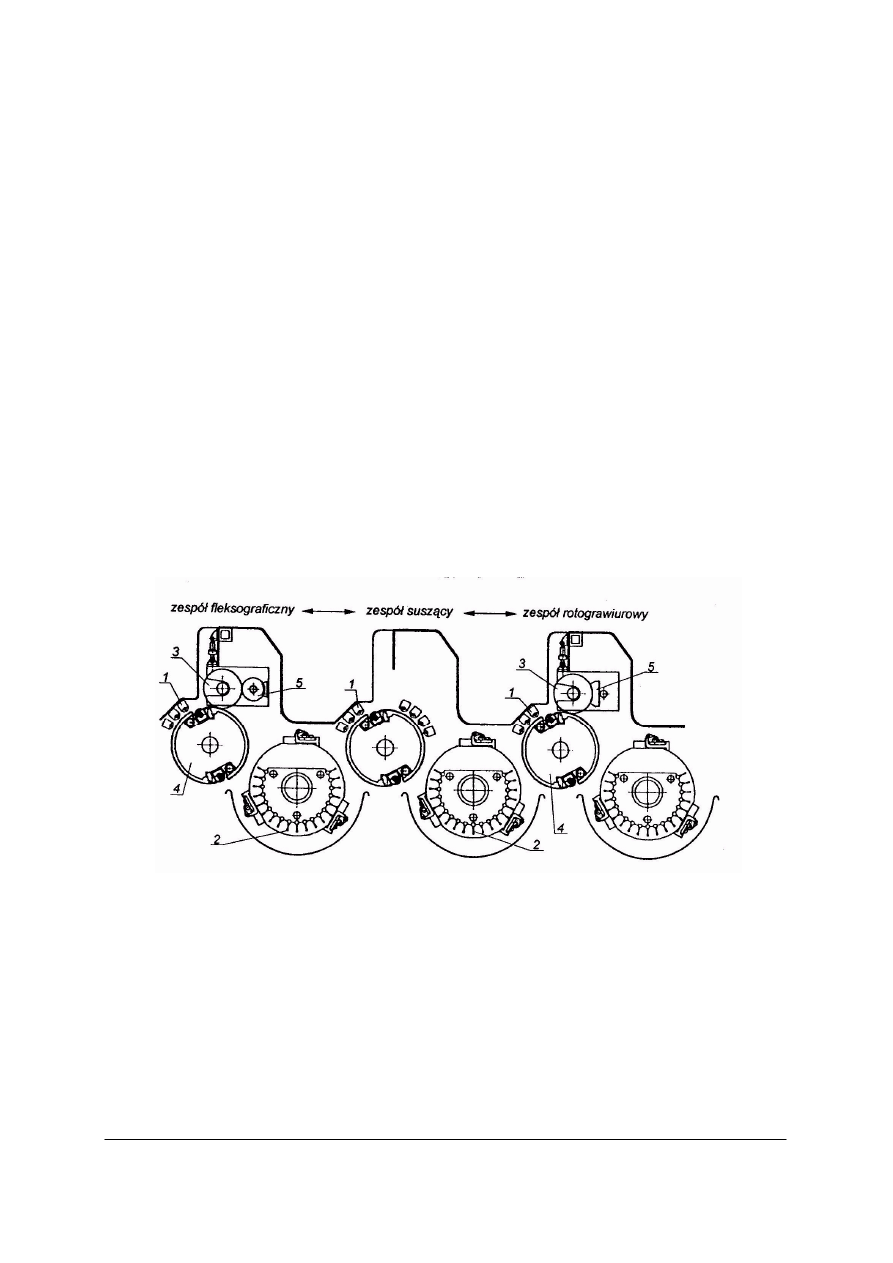
Nowością na rynku poligraficznym są tzw. maszyny kombinowane, np. wklęsłodrukowo-
-fleksograficzne. W maszynach tych ilustracja lub motywy wielokolorowe mogą być
drukowane techniką rotograwiurową, zaś tekst techniką fleksograficzną. Rozwiązanie to
pozwala uzyskać odbitki o bardzo wysokiej jakości (rotograwiura) przy jednoczesnym
ograniczeniu kosztów drukowania (fleksografia).
Schemat takiej maszyny przedstawiony jest na rysunku poniżej.
Rys. 3. Zespoły rotograwiurowy i fleksograficzny: 1 – grzałki, 2 – dmuchawki, 3 – cylinder formowy,
4 – cylinder dociskowy, 5 – rakiel komorowy [3, s. 223]
Budowa maszyn arkuszowych
Arkuszowe maszyny wklęsłodrukowe są zbudowane z następujących zespołów
i mechanizmów:
–
zespołu drukującego,
–
zespołu zasilającego arkuszami (samonakładak strumieniowy),
–
zespołu farbowego do farb rzadkich,
–
urządzenia odbierającego arkusze,
–
urządzenia suszącego i odprowadzającego pary rozpuszczalnika,
–
urządzeń sterujących, zabezpieczających i kontrolnych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
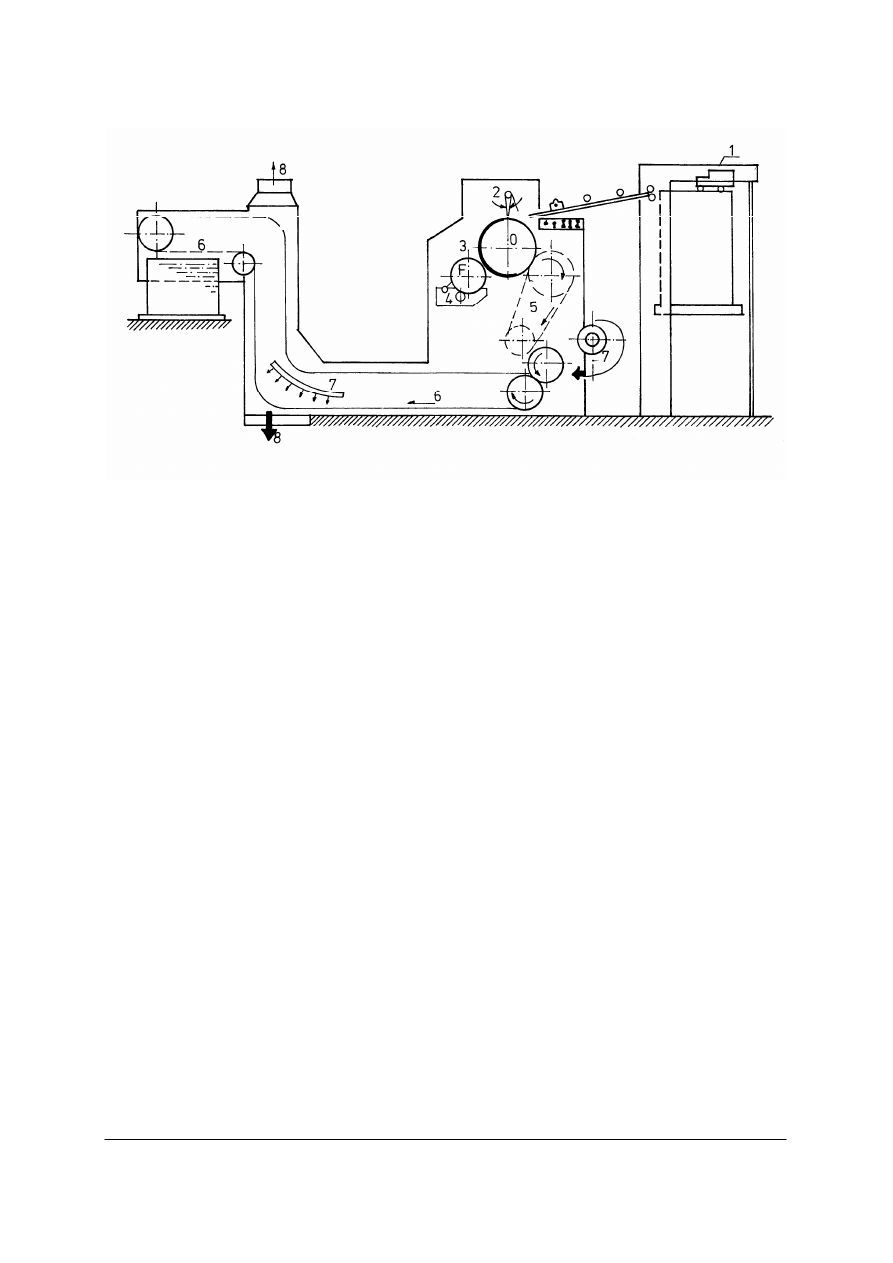
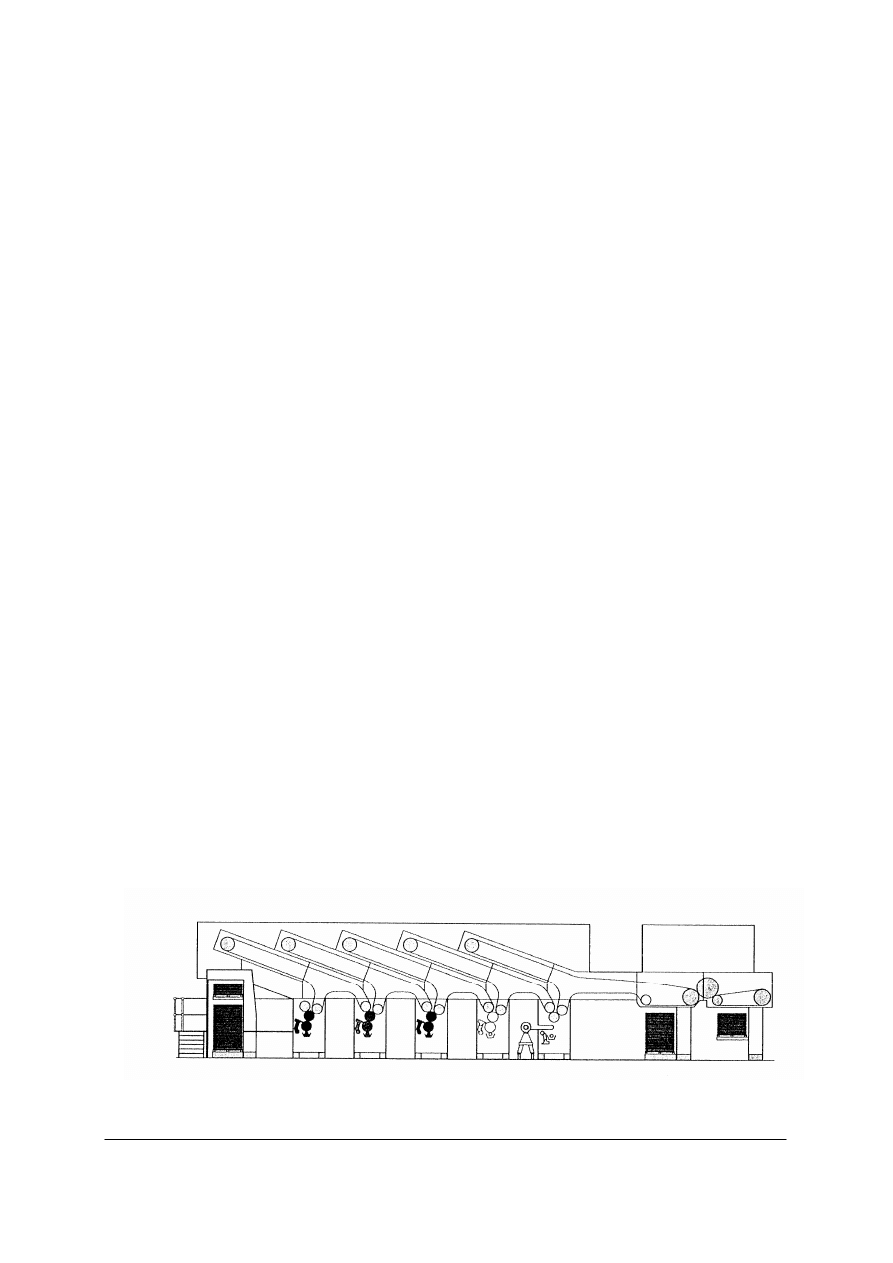
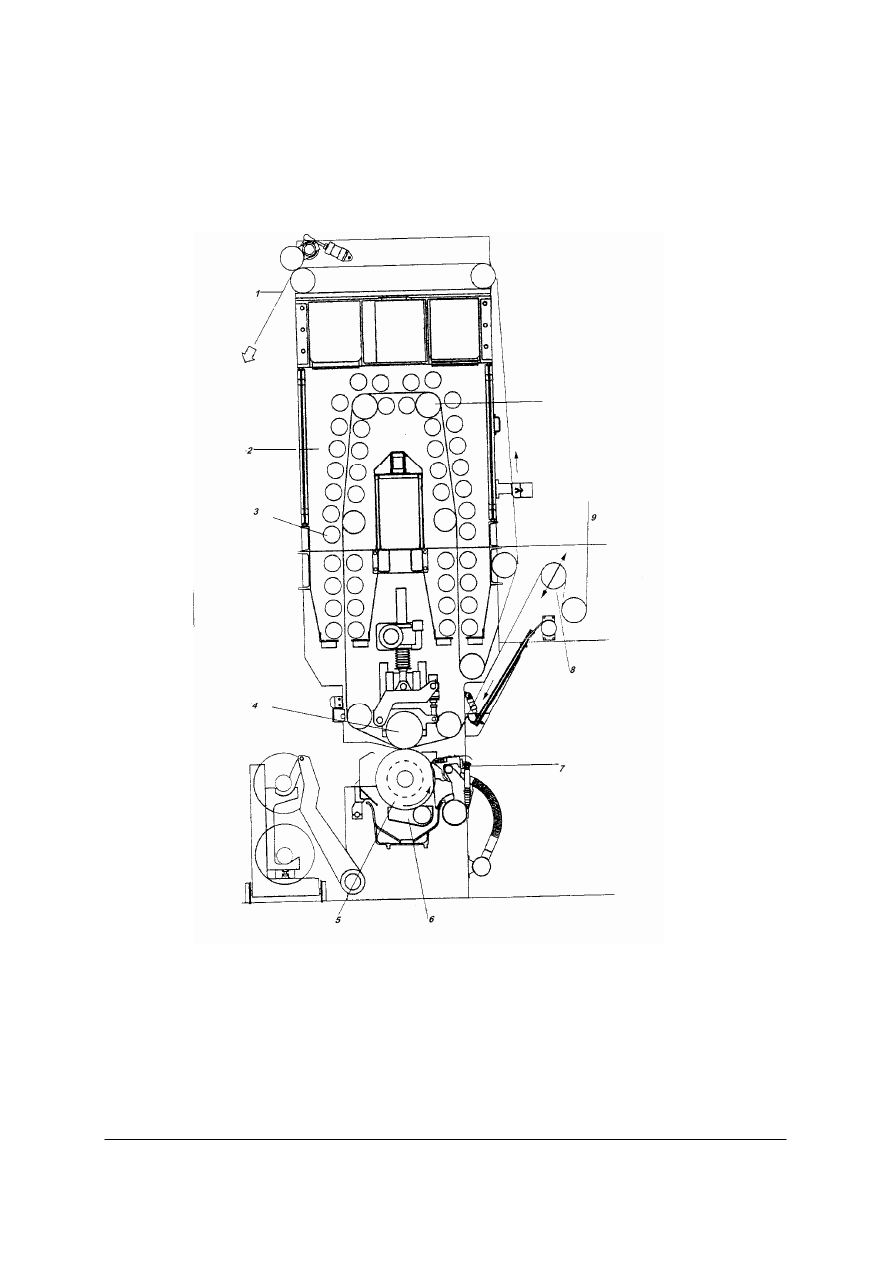
Rys. 4. Schemat maszyny arkuszowej wklęsłodrukowej Palatina V/21/: 1 – samonakładak, 2 – podajnik,
3 – zespół drukujący, 4 – zespół farbowy, 5 – przenośnik łańcuchowy, 6 – urządzenie odbierające, 7 – system
nadmuchu, 8 – wyciągi par ksylenu [5, s. 379]
Działanie maszyny
Po uruchomieniu maszyny za pomocą przycisków sterujących samonakładak pobiera
arkusze papieru i podaje je na stół spływowy, gdzie są one odpowiednio wyrównywane. Ze
stołu spływowego arkusze przejmuje podajnik wahadłowy i przekazuje go do łapek cylindra
dociskowego. W tym czasie forma drukowa jest pokrywana farbą. Farba z wypukłych
elementów formy jest usuwana przez rakiel.
Gdy arkusz jest doprowadzony przez cylinder dociskowy do strefy styku między
cylindrami formowym i dociskowym, wtedy cylindry zbliżają się, włącza się nacisk między
nimi i następuje wykonanie odbitki. Po wykonaniu odbitki arkusz jest przekazywany z łapek
cylindra suszącego, a następnie do łapek urządzenie przenoszącego, odkładającego arkusze na
stół odbierający. Po drodze arkusz jest suszony, a pary rozpuszczalnika farby są
odprowadzane instalacją wyciągową do urządzeń regenerujących ksylen.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Rys. 5. Schemat pracy samonakładaka tylnego: 1 – stos papieru, 2 – dmuchacz, 3 – szczotki, 4 – stopka
wprowadzająca arkusz, 5 – ssawki tylne, 6 – ssawki przednie, 7 – rolki wprowadzające arkusz, 8 – taśmy
transportujące, 9 – czujnik, 10 – marki [6, s. 269]
Samonakładaki tego typu działają na zasadzie pneumatyczno-mechanicznej. Pojedynczy
arkusz po pobraniu ze stołu za pomocą podciśnienia przez ssawki podawany jest do głowicy
samonakładaka. W celu łatwiejszego oddzielenia pojedynczego arkusza stosuje się system
nadmuchu powietrza, który rozluźnia arkusze w stosie. Arkusze przekazywane są na stół
spływowy, gdzie za pomocą rolek prowadzących przesuwane są do marek przednich
i bocznych, zapewniających im ustawienie we właściwej pozycji z dokładnością do 0,02 mm.
Następnie arkusz chwytany jest przez łapki podajnika i przyśpieszany z prędkości zerowej
do prędkości roboczej maszyny, po czym przekazywany jest do łapek cylindra dociskowego
(zespołu drukującego).
W przypadku maszyn wielokolorowych musi nastąpić przekazanie arkusza między
kolejnymi zespołami drukującymi. Zapewniają to transportery łańcuchowe lub bębny
przenoszące. Na tym etapie istnieje możliwość montażu urządzeń odwracających arkusz,
a tym samym drukowania dwustronnego. Schemat takiego urządzenia pokazany jest na
rysunku 6.
Rys. 6. Urządzenie odwracające arkusz w maszynie Rembrandt [3, s. 221]
Wprowadzony został tu dodatkowo zespół odwracający. Składa się on z dwóch
cylindrów o podwójnej średnicy cylindra formowego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Zespół farbowy
Zadaniem zespołu farbowego jest naniesienie i odpowiednie rozprowadzenie farby na
formie drukowej. W drukowaniu wklęsłym stosuje się farby ciekłe, o małej lepkości, które
łatwo zapełniają zagłębienia w formie drukowej. Farba zawiera substancje lotne, które
odparowują wskutek czego jej lepkość wzrasta. Wzrost lepkości powoduje pogorszenie
warunków drukowania. Z tego względu istnieje konieczność ciągłej kontroli i korekty tego
parametru w systemie on-line.
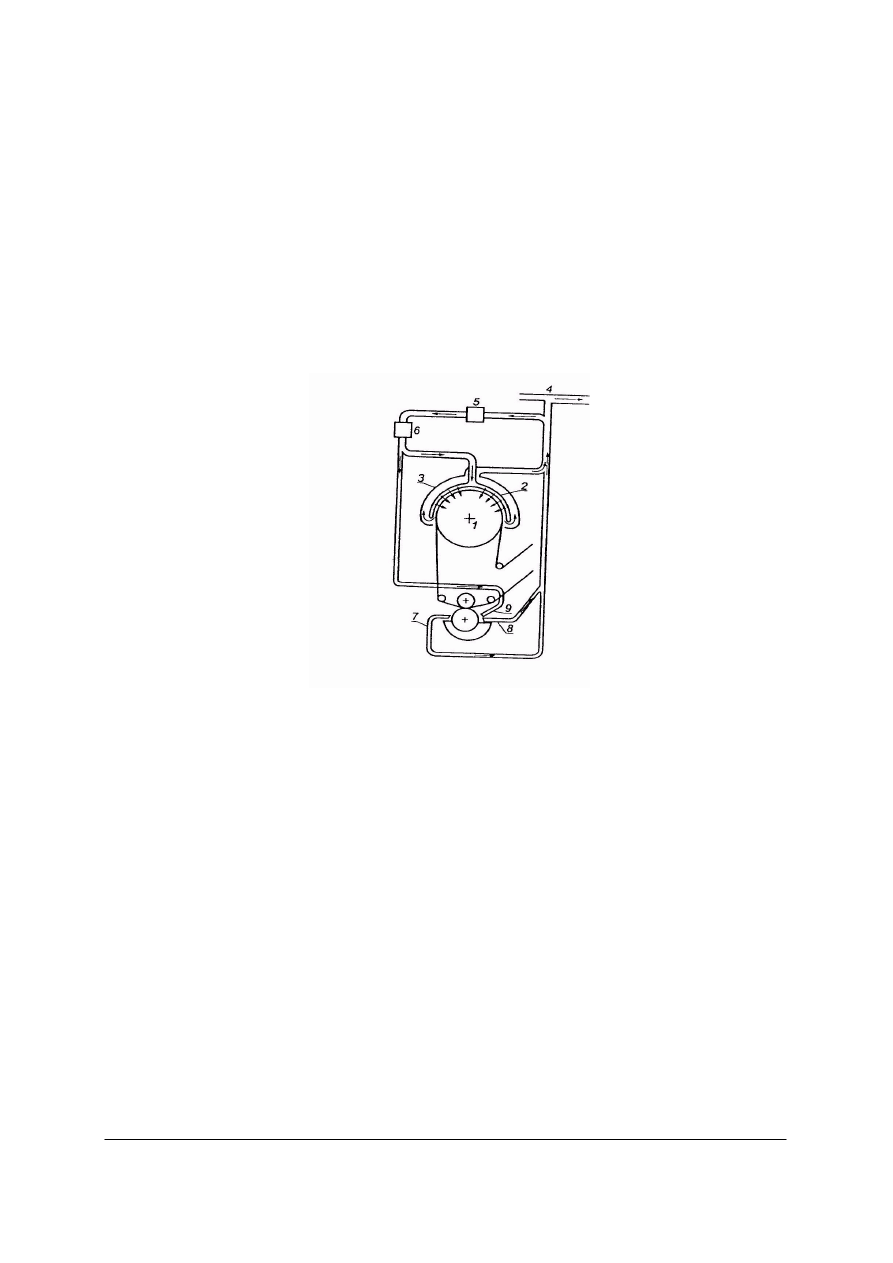
Schemat obiegu farby w maszynie przedstawia rysunek 7.
Rys. 7. Schemat obiegu farby ciekłej: 1 – kałamarz, 2 – zbiornik, 3 – pompa, 4 – lepkościomierz,
5 – urządzenie automatycznie dozujące ciekłą substancję [4, s. 172]
Obieg farby w maszynach wklęsłodrukowych jest obiegiem otwartym cyklicznym. Farba
znajduje się na zbiorniku 2, gdzie jej lepkość jest w sposób ciągły mierzona przez czujnik
lepkościomierza 4. Lepkościomierz jest sprzężony z zaworem dozownika substancji lotnej 5
i otwiera go automatycznie w przypadku spadku lepkości farby. Dzięki temu lepkość farby
pozostaje na stałym poziomie. Ze zbiornika 2 farba jest za pomocą pompy 3 podawana do
kałamarza farbowego 1. W kałamarzu tym obraca się cylinder formowy, pobierając w ten
sposób farbę. Nadmiar farby rurą wypływową wraca z powrotem do zbiornika 2.
Obecnie stosuje się rozwiązania, w których cylinder formowy nie obraca się
bezpośrednio w kałamarzu farbowym, a farba nanoszona jest na niego za pomocą dysz
natryskowych lub miękkiego walca umieszczonego w kałamarzu.
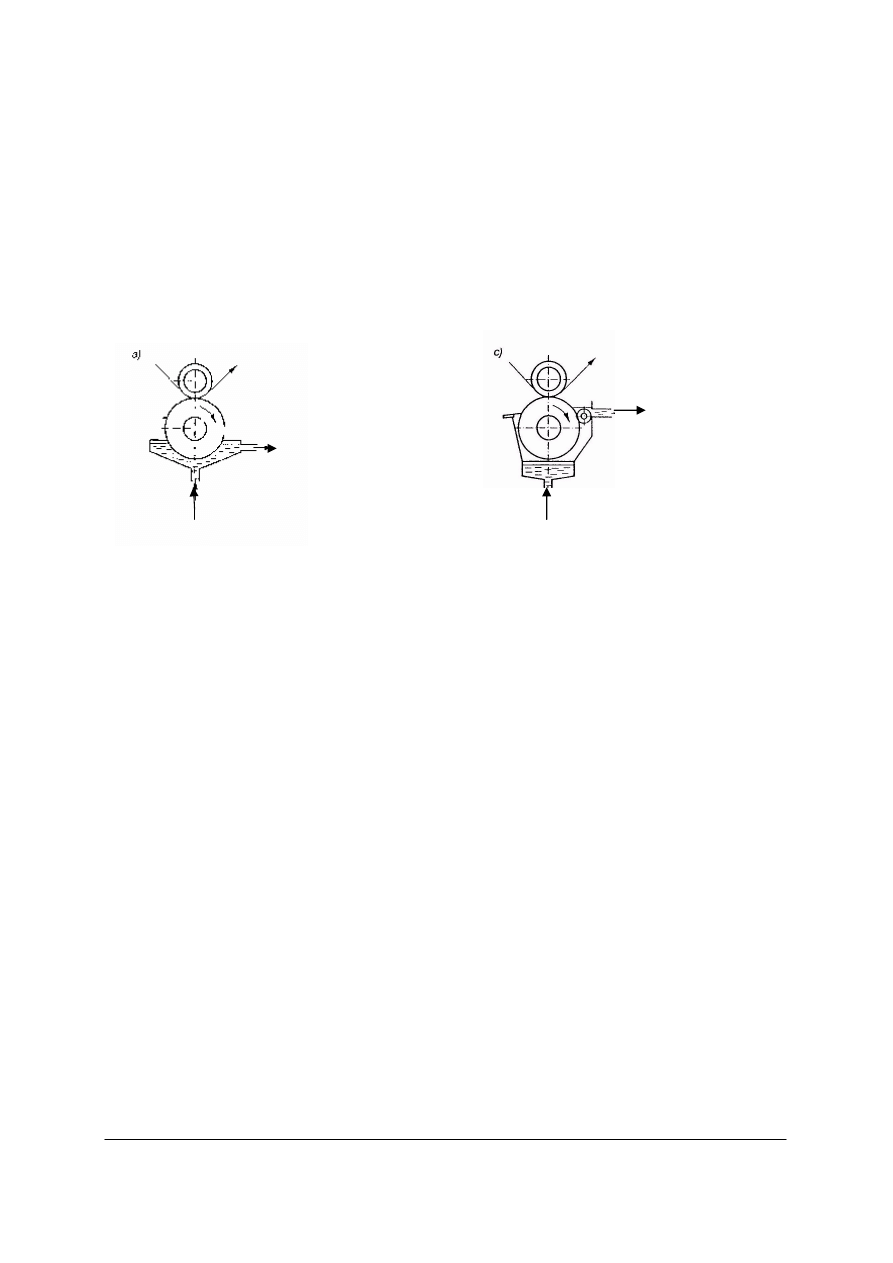
Na cylindrze formowym położony jest rakiel, który zgarnia farbę z miejsc
niedrukujących formy. Mechanizm docisku rakla do formy może być różny. Przykładowe
rozwiązanie przedstawia rysunek 8.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Rys. 8. Schemat budowy i działania docisku rakla: 1 – rakiel, 2 – listwa podpierająca, 3 – podkładki,
4 – korpus, 5, 6 – śruby [3, s. 228]
Rakiel 1 (rys. 8a) z listwą podpierającą 2 jest umieszczony między podkładkami 3.
Całość znajduje się w korpusie 4 ściśniętym śrubami 5. Śruby 6 służą do regulacji kąta
pochylenia rakla względem cylindra F. Korpus 4 obraca się względem punktu „0”. Docisk
rakla do cylindra zapewnia przeciwwaga (rys. 8b) lub przekładnia ślimakowa
samohamowalna (rys. 8c).
Kąt pochylenia rakla w stosunku do formy zależy od charakteru formy, kąta zaostrzenia
rakla, własności farby i innych zmiennych. Kąt ten waha się od 15º do 70º (w praktyce
najczęściej w granicach 43–65º).
W nowoczesnych maszynach stosuje się dociskanie pneumatyczne. Układ taki jest mniej
wrażliwy na drgania i nie powoduje powstawania smug na odbitce.
W celu dokładniejszego usunięcia farby drukowej z powierzchni cylindra formowego
rakiel dodatkowo wykonuje ruch posuwisto-zwrotny wzdłuż osi cylindra. Wielkość przesuwu
wynosi 20–40 mm. Na 3–6 obrotów cylindra wypada 1 ruch rakla. Wzrost prędkości
przesuwu rakla prowadzi do nadmiernego zużycia formy i ostrza rakla. Zbyt wolny ruch rakla
może z kolei spowodować powstawanie smug na odbitce drukarskiej.
Różne schematy rozwiązań konstrukcyjnych mechanizmów przesuwu rakla przedstawia
rysunek 9.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
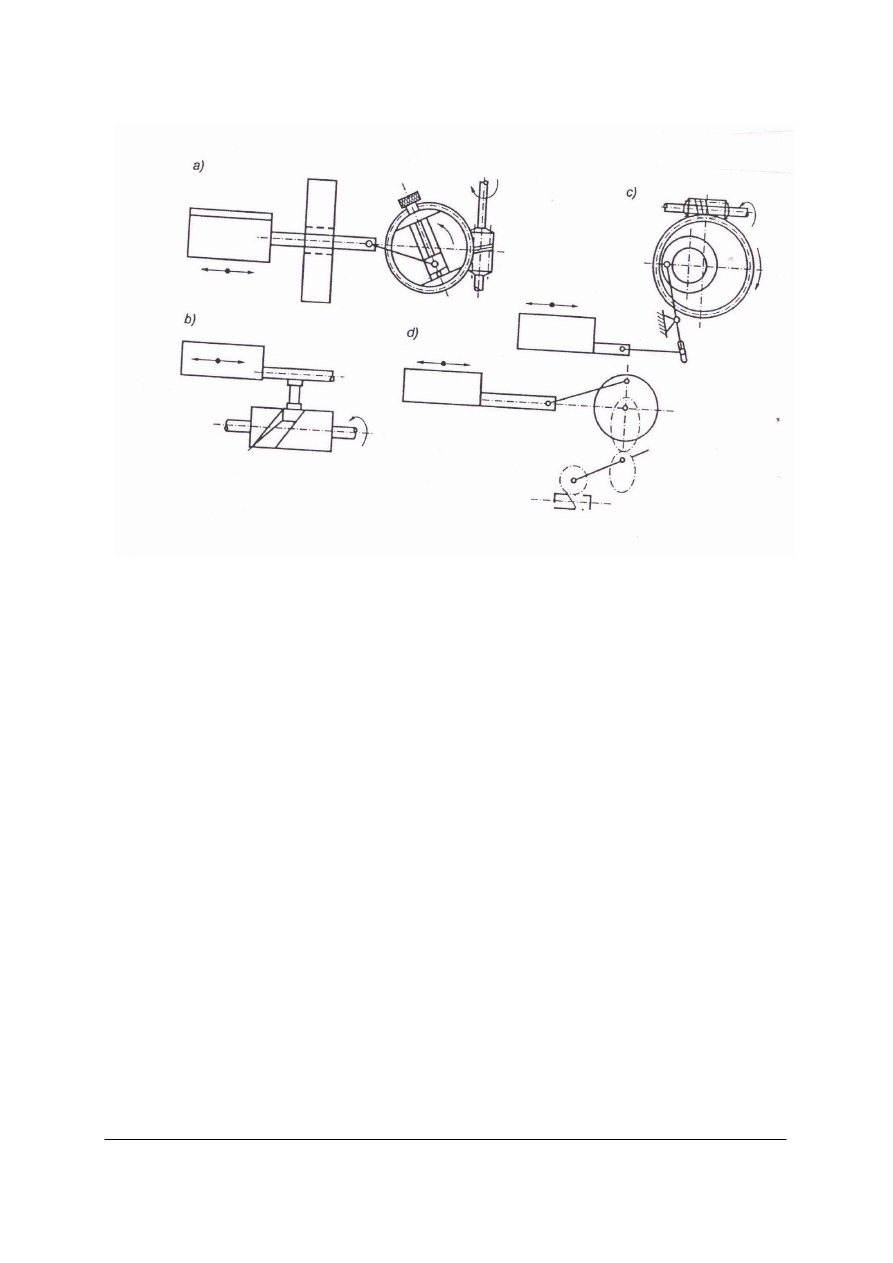
Rys. 9. Schemat mechanizmów przesuwu rakla: a – napęd za pomocą przekładni ślimakowej, b – napęd za
pomocą obrotu krzywki prowadzącej rolkę rakla, c – dźwigniowy napęd rakla od przekładni ślimakowej
[3, s. 228]
Zespół drukujący
Zespół drukujący jest stosunkowo prosty. Składa się z 2 cylindrów: cylindra
dociskowego (pokrytego miękkim obciągiem) i cylindra formowego.
Na obwodzie cylindra drukującego znajdują się łapki oraz mechanizm montowania
obciągu. Sam obciąg wykonany jest z gumy offsetowej o grubości 2 mm.
Cylindry formowe mogą być trojakiego rodzaju:
–
cylindry pełne pokryte warstwą miedzi,
–
trzpienie dostosowane do osadzenia tulei pokrytej warstwą miedzi,
–
cylindry gładkie z systemem do zamocowania blachy miedzianej.
Cylindry napędzane są za pomocą kół zębatych. Ze względu na fakt, że cylindry formowe
pokrywane są cienką warstwą miedzi (0,1–0,5 mm) przy użyciu metody Ballarda obciąg
cylindra drukującego może mieć stałą grubość.
Forma w stosunku do cylindra musi mieć możliwość obrotu oraz przesuwu. Problem ten
rozwiązuje się przez obrót cylindra lub trzpienia z rurą przy stojącym kole zębatym
napędzającym cylinder. Po odpowiednim ustawieniu formy koło to mocuje się na stałe
z cylindrem. Forma nie ma możliwości przesuwu względem osi cylindra i w stosunku do niej
ustawia się marki boczne samonakładaka. Siłę nacisku między oboma cylindrami reguluje się
najczęściej przez odstawienie cylindra formowego od drukującego.
Urządzenia suszące
Schnięcie farb wklęsłodrukowych następuje przez odparowanie lotnego rozpuszczalnika.
W maszynach arkuszowych suszenie odbywa się przez nadmuch gorącego (60º) powietrza.
Powietrze to doprowadza się do nagrzewnic za pomocą dysz nadmuchowych. Intensywność
suszenia zależy nie tylko od samej temperatury, ale także od strumienia (ilości) powietrza
oraz szybkości i kierunku nadmuchu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Oprócz suszenia konwekcyjnego (przez nadmuch) istnieje również możliwość suszenia
kontaktowego na cylindrach suszących. W tym wypadku część powietrza z nagrzewnic
doprowadzana jest do wnętrza cylindra suszącego.
Dodatkowo, aby zapewnić całkowite wyschnięcie farby, w zespołach suszących arkusz
prowadzony jest wolniej niż w trakcie drukowania.
Zastosowanie
Arkuszowe maszyny wklęsłodrukowe były w przeszłości popularne. Drukowano
najczęściej ze zginanych, miedzianych form drukowych, sporządzonych fotochemicznie
i przez wytrawienie, przymocowanych do cylindra formowego.
Stosowane były do drukowania kolorowych czasopism, ilustrowanych książek,
katalogów, prospektów, trudnych do drukowania plakatów. Ze względu na dynamiczny
rozwój technik drukowania offsetowego i fleksograficznego pozycja maszyn arkuszowych
wklęsłodrukowych znacznie zmalała. Stosując jednak maszyny arkuszowe i odpowiednie
farby, można uzyskać efekty nieosiągalne w innych technikach, np. stosować różne grubości
lakieru i farby, pokrywać podłoża farbami metalicznymi (złotymi, srebrnymi) lub
iriodinowymi. Znalazło to zastosowanie do produkcji opakowań papierosów, perfum,
produktów żywnościowych. Stąd obecnie stosuje się czasem wklęsłodrukowe maszyny
offsetowe jako uzupełnienie maszyn offsetowych (metoda konwersji offset-wklęsłodruk
z użyciem płyt nylograv).
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie rodzaje form drukowych można stosować w arkuszowych maszynach
wklęsłodrukowych?
2.
Jak jest zbudowany zespół drukujący w maszynach arkuszowych?
3.
Jakie są zadania zespołu drukującego w maszynach arkuszowych?
4.
Z jakich podstawowych mechanizmów składają się maszyny arkuszowe?
5.
Jak wygląda przejście i prowadzenie arkusza w maszynach arkuszowych?
6.
Jakie są zadania i jak jest zbudowany zespół farbowy i drukujący w maszynach
arkuszowych?
7.
Jak wygląda obieg farby w maszynach arkuszowych i jaki cel jego wprowadzenia?
8.
W jaki sposób następuje suszenie farby między zespołami drukującymi?
9.
Jaka jest współczesna pozycja i zastosowanie maszyn arkuszowych?
4.2.3. Ćwiczenia
Ćwiczenie 1
Narysuj podstawowe zespoły maszyn arkuszowych wklęsłodrukowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się ze schematami budowy różnych maszyn wklęsłodrukowych arkuszowych,
2)
wyodrębnić w maszynach poszczególne zespoły,
3)
wykonać rysunki zespołów farbowych,
4)
wykonać rysunki zespołów drukujących.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Wyposażenie stanowiska pracy:
–
materiały
informacyjno-techniczne,
prospekty,
katalogi
maszyn
drukujących
wklęsłodrukowych
–
komputer z dostępem do Internetu,
–
materiały piśmienne,
–
zeszyt do ćwiczeń.
Ćwiczenie 2
Przeanalizuj drogę arkusza papieru we wklęsłodrukowej maszynie arkuszowej. Zaznacz
tę drogę na załączonym do ćwiczeń schemacie i uzupełnij brakujący tekst.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z poleceniami zawartymi w karcie pracy,
2)
wyodrębnić w maszynie odpowiednie sekcje, np. sekcję samonakładaka, farbową,
drukującą,
3)
zapoznać się z budową i przeznaczeniem poszczególnych sekcji,
4)
wypełnić kartę pracy zgodnie z poleceniami.
Wyposażenie stanowiska pracy:
–
maszyna drukująca wklęsłodrukowa arkuszowa lub jej model,
–
film dydaktyczny obrazujący pracę i budowę maszyny,
–
karta pracy.
Ćwiczenie 3
Rozpoznaj i zaznacz na przedstawionym schemacie maszyny arkuszowej następujące
zespoły i elementy budowy:
–
zespół farbowy,
–
zespół drukujący,
–
zespół suszący,
–
stos arkuszy przed zadrukowaniem,
–
stos arkuszy po zadrukowaniu,
–
kałamarz farbowy,
–
rakiel,
–
cylinder formowy,
–
cylinder dociskowy.
Rysunek do ćwiczenia 3 [3, s. 220]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować rysunek,
2)
rozróżnić podstawowe zespoły i elementy budowy,
3)
zaznaczyć odpowiednie zespoły i elementy budowy.
Wyposażenie stanowiska pracy:
–
rysunek przedstawiający uproszczony schemat budowy maszyny,
–
arkusz do ćwiczeń,
–
przybory piśmienne.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) dokonać podziału maszyn drukujących wklęsłodrukowych?
2) wyjaśnić cel stosowania maszyn kombinowanych?
4) wyodrębnić podstawowe mechanizmy maszyn arkuszowych?
5) scharakteryzować sposób przenoszenia farby z formy na podłoże
drukowe?
6) opisać mechanizm działania samonakładaka?
7) opisać mechanizm prowadzenia arkusza?
8) scharakteryzować zespół drukujący?
9) scharakteryzować zespół farbowy?
10) opisać rolę rakla w drukowaniu wklęsłym?
11) omówić sposoby suszenia odbitki między zespołami drukującymi?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
4.3. Maszyny wklęsłodrukowe zwojowe
4.3.1. Materiał nauczania
Maszyny wklęsłodrukowe zwojowe: charakterystyka i podział
Zwojowe maszyny do drukowania wklęsłego są maszynami rotacyjnymi, co oznacza,
ż
e oba współpracujące ze sobą elementy zespołu drukującego (forma drukowa i docisk)
są cylindryczne. Od nowoczesnej maszyny wklęsłodrukowej wymaga się:
–
właściwego oddania tonów,
–
utrzymania delikatnych półtonów,
–
utrzymania dokładnego pasowania kolorów,
–
dobrego suszenia przy dużej prędkości drukowania,
–
dokładnego złamywania przy różnych wielkościach produkcji,
–
wysokiej jakości nawet przy zmianie prędkości,
–
pewności działania mechanizmów pomiarowych, kontrolnych i zabezpieczających.
W nowoczesnej maszynie rolowej zwraca się uwagę na:
–
stały kierunek obrotów cylindrów,
–
złamywak stałego formatu, który umożliwia szybszą pracę maszyny,
–
mechanizmy naprężenia taśmy papieru między rolą a pierwszym zespołem drukującym
oraz automatyczną zmianę roli podczas pracy maszyny,
–
mechanizmy napędu elektrycznego,
–
elementy układu suszącego wstęgę papieru,
–
urządzenia pomiarowe, do sterowania i regulacji.
W zależności od przeznaczenia maszyny rotograwiurowe zwojowe dzieli się maszyny
do drukowania czasopism oraz maszyny do drukowania opakowań, na których zadrukowywać
można nie tylko papier, ale także wszelkiego rodzaju folie.
Ogólnie maszyny rotograwiurowe można podzielić ze względu na szerokość zwoju, na:
–
wąsko-zwojowe o szerokości do 100 cm,
–
normalno-zwojowe o szerokości do 180 cm,
–
szeroko-zwojowe o szerokości powyżej 180 cm.
Zwiększenie długości cylindra ma swoje uzasadnienie ekonomiczne jednak możliwe jest
ono do pewnych granic, ponieważ w miarę wzrostu długości cylindra wzrasta jego ugięcie.
Z tego względu, oprócz różnych rozwiązań konstrukcyjnych, ze wzrostem długości cylindra
musi wzrastać także jego średnica (a tym samym liczba stron na obwodzie). Przy szerokości
wstęgi 2200 mm minimalny obwód cylindra wynosi 940 mm.
Zależnie od liczby zamontowanych i będących jednocześnie w pracy ról papieru maszyny
możemy podzielić na 1-, 2-, 3- i n-zwojowe. Analogicznie zależnie od liczby kolorów dzielą
się one na 1-, 2-, 3-, i n-kolorowe. Ponieważ jeden kolor jest zadrukowywany przez jeden
zespół drukowy, więc liczba kolorów odpowiada liczbie zespołów drukujących.
W zależności od formatu maszyny dzielą się na formatu stałego (constanta) oraz
zmiennego (variable). Obecnie dominują te drugie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Rys. 10. Schemat maszyny nowoczesnej pięciokolorowej zwojowej rotogrwiurowej Rembrandt firmy KBA
[5, s. 367]
Obieg wstęgi papieru w maszynach zwojowych
W maszynach papier występuje jako zwój, który w formie wstęgi prowadzony jest
między zespołami drukującymi i ponownie po zadrukowaniu i wyschnięciu farby zwijany
w zwój. Istnieje również możliwość zamontowania urządzeń tnących wstęgę
i odbierania zadrukowanego materiału w formie arkuszowej.
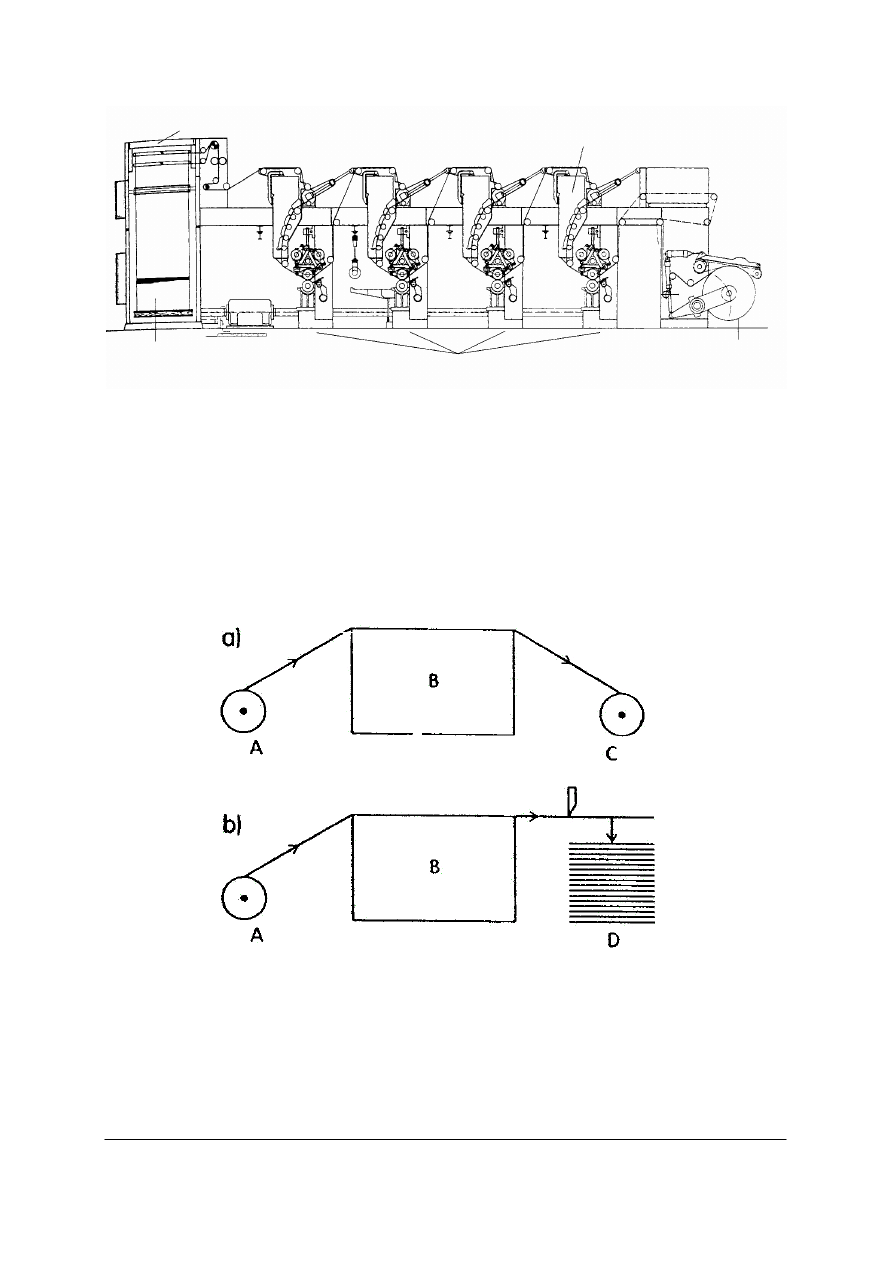
Rys. 11. Schemat zwojowej maszyny drukującej: a – system zwój-zwój, b – system zwój-arkusz, A – część
zasilająca, B – część drukująca, C – część końcowa w postaci nawijaka, D – część końcowa krojąca wstęgę
i wykładająca arkusz na stół [4, s.163]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Wstęga w maszynie jest pociągana przez kolejne zespoły drukujące. Istotnym
parametrem jest utrzymanie stałej wielkości naprężenia wstęgi, co warunkuje właściwe
pasowanie kolorów oraz ilustracji po obu stronach taśmy papieru. Taśma papieru jest
prowadzona w maszynie przez ogniwa napędzane, a mianowicie przez cylinder formowy,
cylinder suszący (bęben suszący) i walec wodny. Walec gumowy i stalowy obciążający nie są
napędzane. Rolę pierwszego ogniwa pociągowego spełnia cylinder formowy pierwszego
zespołu drukującego, a następnie cylinder suszący i walec wodny, dalej cylinder formowy
drugiego zespołu drukującego itd. Średnice cylindrów suszących w całej maszynie są
jednakowe, podobnie jak i walców wodnych. Należy zwrócić uwagę, że ze względu na
kurczenie się taśmy przy suszeniu naprężenie papieru może być utrzymane bez zwiększenia
prędkości obwodowych poszczególnych ogniw ciągnących.
W nowoczesnych maszynach drukujących stosuje się napędy z indywidualnymi silnikami
tzw. napęd bezwałowy. Walce wodne są napędzane od cylindrów suszących przez koła
zębate, zaś cylindry suszące najczęściej od wału poziomego górnego lub bezpośrednio
od cylindrów drukujących za pośrednictwem kół zębatych zmianowych lub skrzynek
przekładni bezstopniowej. Gwałtowna zmiana naprężenia wstęgi może spowodować
przesunięcia w obszarze spasowania kolorów, co oko ludzkie już przy niedokładności 0,2 mm
odbierze jako powstanie miejsc nieostrych. Jak wynika z rozważań teoretycznych, odchyłki
w pasowaniu kolorów są tym mniejsze, im mniejsze są odległości między poszczególnymi
zespołami drukującymi oraz im większa jest długość papieru miedzy zwojem a pierwszym
zespołem drukującym. Stosuje się więc specjalny obieg wstęgi między tymi mechanizmami.
Aby naprężenie wstęgi wahało się w ściśle określonych granicach, stosuje się specjalne
mechanizmy napinające wstęgę. Obecnie głównym ogniwem hamującym jest taśma (pas)
na obwodzie zwoju (roli), a hamowanie na osi spełnia rolę pomocniczą. Zmniejszając zakres
wahań naprężeń w mechanizmach automatycznego naprężania, można osiągnąć dobra jakość
produktu końcowego.
W maszynach wklęsłodrukowych zwojowych szczególną uwagę poświęca się
automatycznej zmianie zwoju podczas biegu maszyny. Zmiana obrotów cylindrów maszyny
prowadzi do zmian w naprężeniu wstęgi papieru. Dąży się więc obecnie do tego, aby zmiana
zwoju odbywała się przy niezmniejszonej prędkości pracy maszyny.
Zespoły farbowe
W maszynach wklęsłodrukowych arkuszowych i zwojowych stosuje się zespoły farbowe
do farb ciekłych, pracujące w systemie obiegowym.
Schemat takiego systemu przedstawiony jest na rysunku 12.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
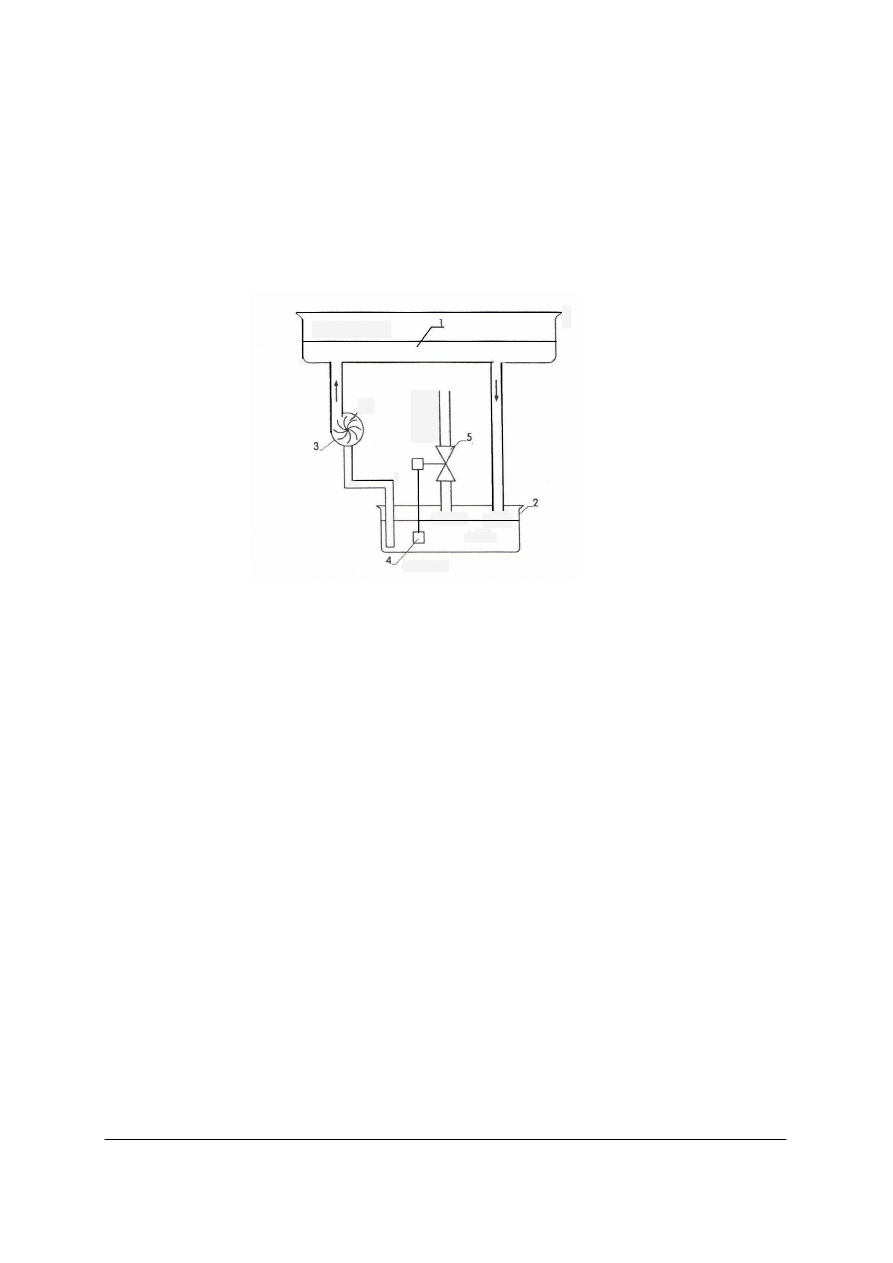
Rys. 12. Schemat obiegu farby w maszynie zwojowej wklęsłodrukowej: a) 1– przelew, 2 – sito, 3 – kałamarz,
4 – cylinder formowy, 5 – wanna, 6 – chłodnica, 7 – pompa, 8 – Viscomex, 9 – magnes prętowy,
10 – zbiornik, b) schemat Viscomexu: 1 – zbiornik na farbę, 2 – czujnik poz. farby, 3 – miernik sonda, 4 – zawór
pneumatyczny, 5 – przewody doprowadzające farbę i rozpuszczalnik, 7 – regulator, 8 – wzmacniacz impulsów,
9 – przewody doprowadzające impulsy z pozostałych kałamarzy [6, s. 285]
Do zbiornika podawane są farba i rozpuszczalnik. Właściwą konsystencję i jednakowe
natężenie koloru farby otrzymuje się przez odpowiedni dobór składników za pomocą
specjalnego urządzenia Viscomex. Pompa głębinowa zasysa farbę przez smok i tłoczy
przewodem przez chłodnicę przeciwprądową do wanienki, w której przez zanurzenie
następuje nafarbianie cylindra formowego. Nadmiar farby przez przelew i sito, na którym
osadzają się strzępki papieru, trafia do zbiornika farbowego.
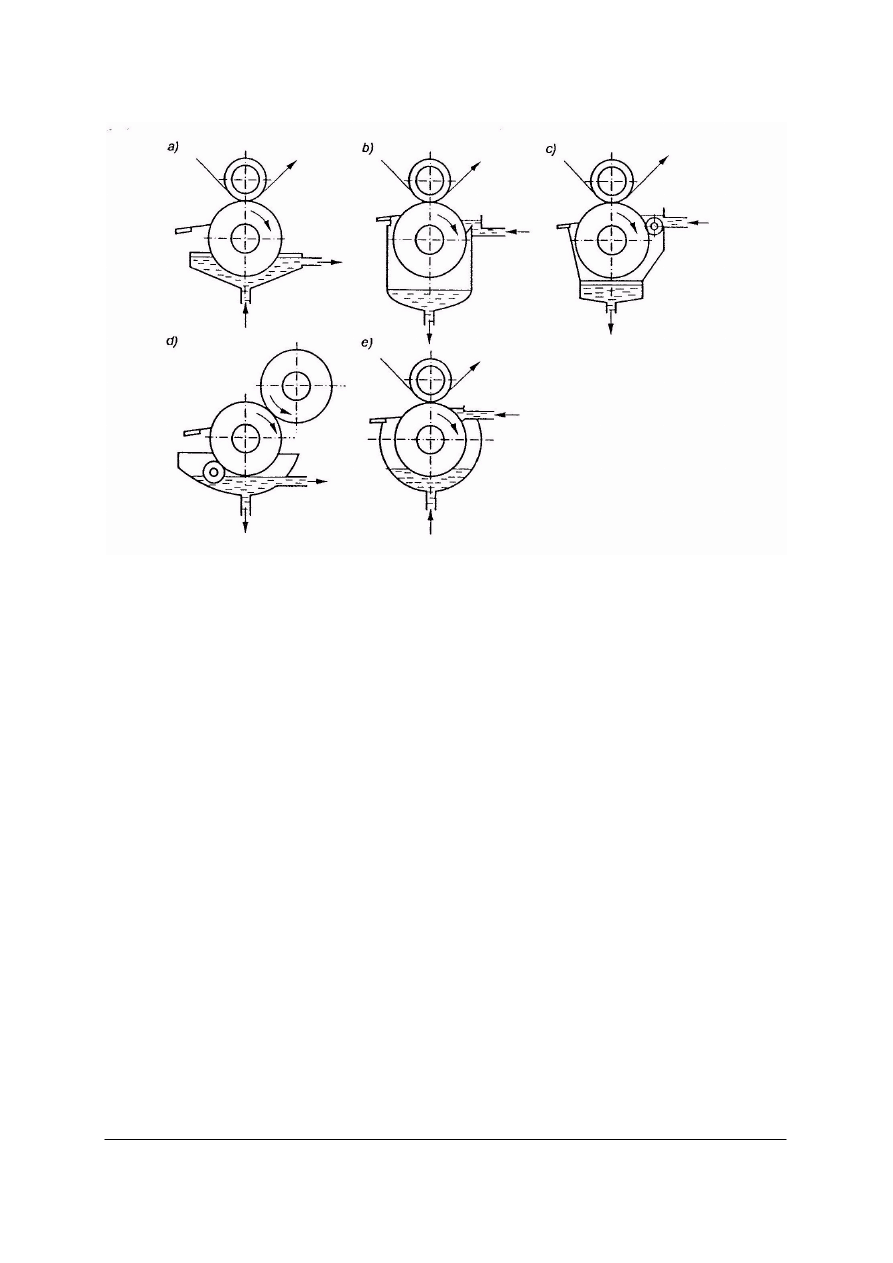
Oprócz klasycznego, zanurzeniowego systemu nadawania farby, rozróżnia się także inne
systemy, których schematy przedstawia rysunek 13.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
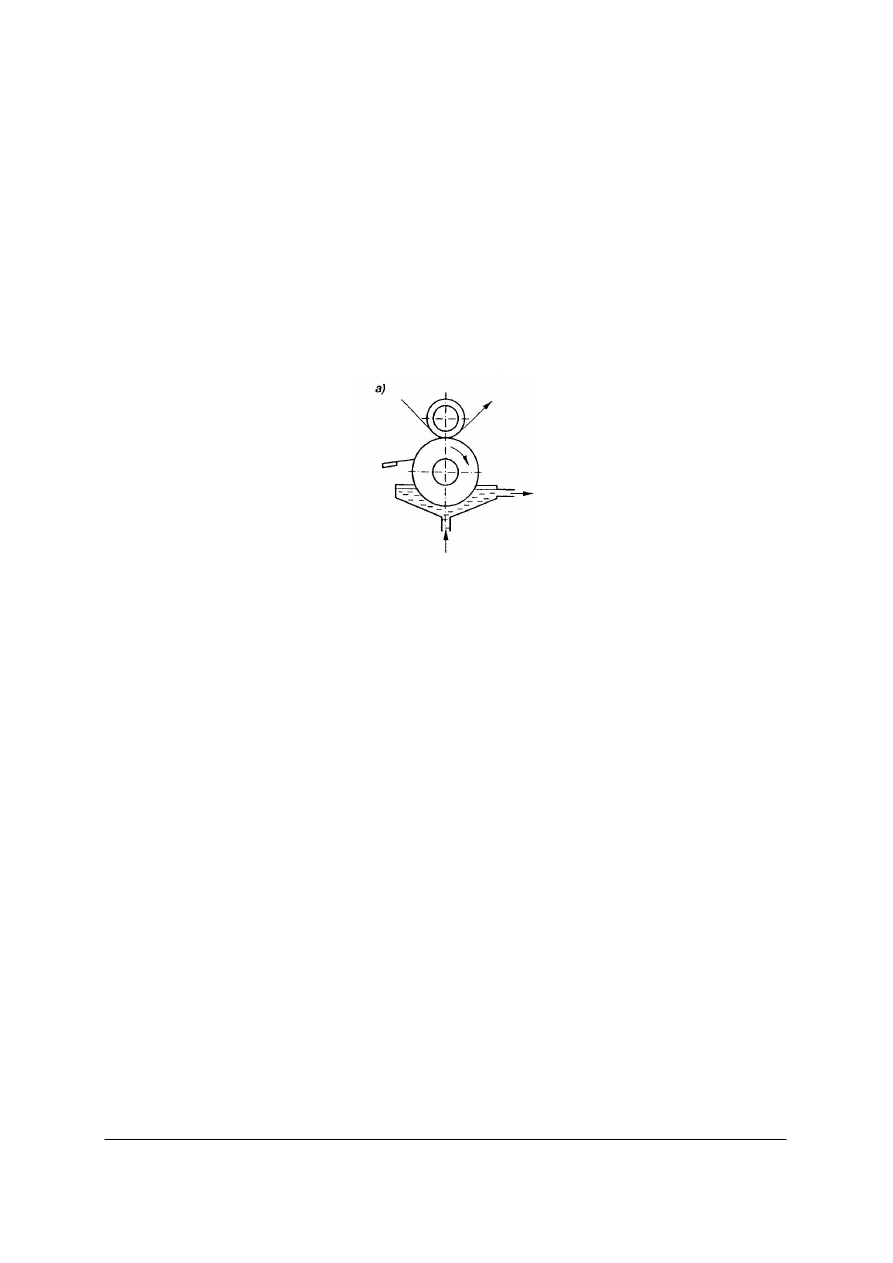
Rys. 13. Systemy farbowe: a – zanurzeniowy, b – omywający ze wstępnym raklem, c – omywający
z wałkiem, d – z wałkiem nadającym, e – kombinowany [3, s. 247]
System farbowy zanurzeniowy (rys. 13a)
Cylinder obraca się bezpośrednio w kałamarzu, który od spodu zasilany jest świeżą farbą,
nadmiar farby usuwany jest przez przelew w górnej części kałamarza. Wzrost szybkości
obrotów cylindra formowego powoduje wzrost intensywności mieszania farby w kałamarzu
i zapewnia lepsze pokrycie powierzchni cylindra formowego farbą.
System farbowy tzw. omywający z raklem wstępnym (rys. 13b c)
System omywający z tzw. wstępnym raklem oraz obiegowym krążeniem farby
charakteryzuje się tym, iż na całej długości cylindra poza linią nacisku (druku) znajduje się
listwa lub wałek tworzący rynienkę między kałamarzem a powierzchnią cylindra. Do tej
rynienki doprowadzona jest farba. Nadmiar farby z cylindra skapuje do kałamarza pod nim
skąd systemem obiegu jest powtórnie zawracany do rynienki. Wspomniana wyżej listwa
stanowi tzw. wstępny rakiel. Wykonany jest on z metali, tworzywa sztucznego lub nylonu
w formie cienkiej, gęstej szczotki. Rakiel właściwy umieszczony jest po przeciwnej stronie
listwy. Przy tym systemie nafarbiania nie występuje zjawisko pienienia farby i nikną
pęcherze. Jest on obecnie często stosowany.
System farbowy z wałkiem nadającym
W budowie podobny jest do systemu zanurzeniowego, ale posiada dodatkowy wałek
obracający się w kałamarzu i nadający farbę na cylinder formowy (cylinder nie jest zanurzony
w farbie).
System farbowy kombinowany
Stanowi modyfikację i połączenie systemu zanurzeniowego z systemem omywającym.
W celu utrzymania stałej temperatury farby kałamarze chłodzi się niekiedy wodą.
Ze względu na fakt, że farby wklęsłodrukowe zawierają duże ilości substancji lotnych
kałamarze powinny być szczelnie zakryte. Podyktowane jest to nie tylko stratami
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
rozpuszczalnika przez jego odparowanie, ale również przepisami bezpieczeństwa i higieny
pracy (zagrożenie pożarowe) i wymogami ochrony środowiska.
Mechanizmy rakla dla maszyn wklęsłodrukowych arkuszowych znalazły również
częściowo zastosowanie w maszynach rolowych. Rakiel musi równomiernie przylegać do
całej powierzchni cylindra, aby jego nacisk był jednakowy. Im większy nacisk, tym szybsze
zużycie rakla, a tym samym częstsza jego wymiana i postój maszyny. Obecnie do kontroli
kąta ustawienia rakla i siły jego nacisku stosuje się urządzenia pneumatyczne.
Rys. 14. Rakiel: a – mechanizm rakla, b – regulacja nacisku [3, s. 251]
Zespoły drukujące
Podstawowym zadaniem zespołu drukującego jest przeniesienie farby z formy drukowej
na zadrukowywane podłoże.
Klasyczny zespół drukujący składa się z: cylindra formowego, mechanizmów przesuwu
cylindra, gumowego walca (presera), który w maszynach wąskoformatowych wykonany jest
w postaci jednego walca, zaś przy maszynach szerokoformatowych ma małą średnicę
w stosunku do cylindra i dociskany jest przez jeden lub dwa stalowe walce.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
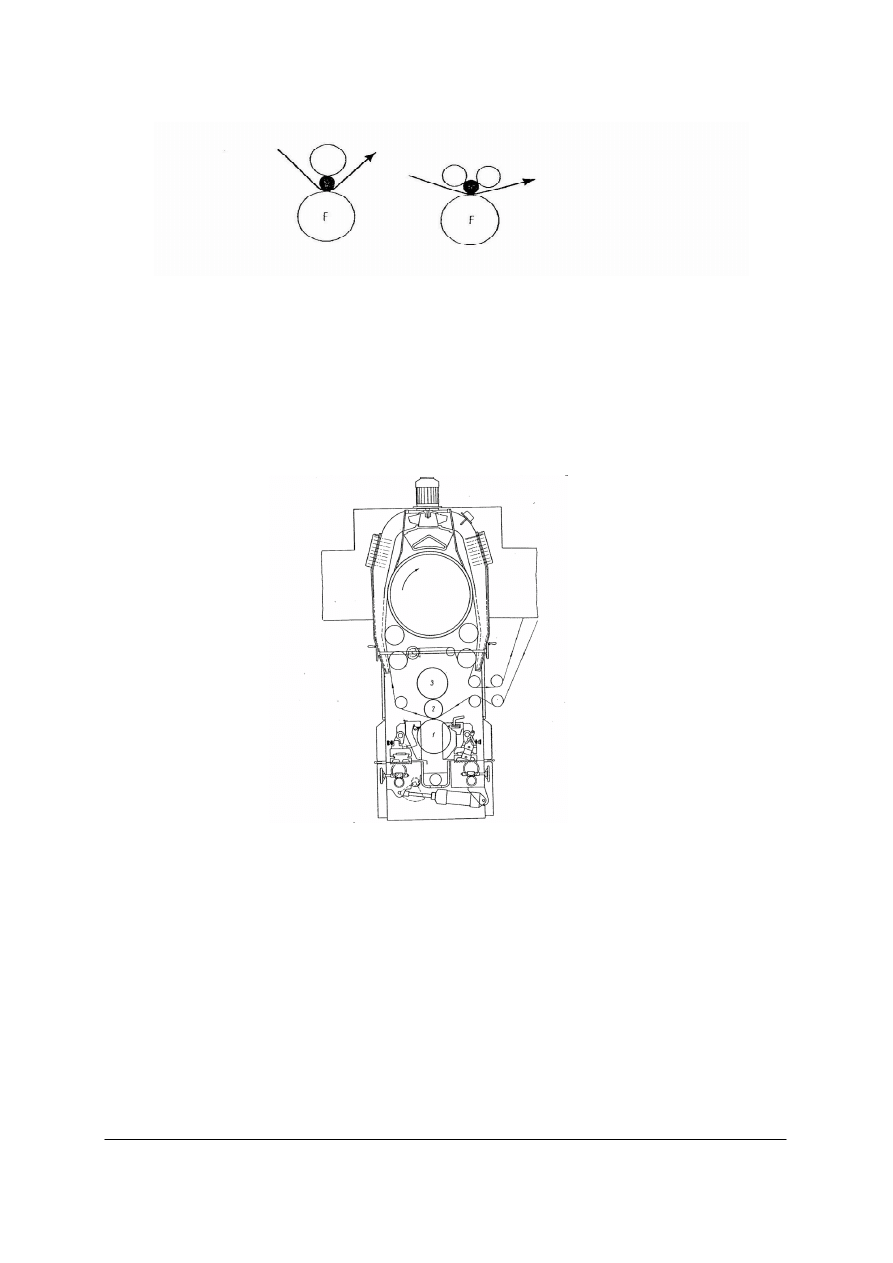
Rys. 15. Schemat rozwiązań zespołu dociskowego w zwojowych maszynach wklęsłodrukowych
z jednym wałkiem lub dwoma obciążającymi wałkami stalowymi [8, s. 231]
Między cylindrem formowym a wałkiem gumowym (preserem) nie ma żadnego
powiązania napędem. Wałek obraca się dzięki sile tarcia.
Budowę zespołu drukującego oraz farbowego maszyny Albert Frankenthal przedstawia
rysunek 16.
Rys. 16. Przekrój zespołu drukującego i farbowego maszyny [5, s. 359]
Wstęga papieru do cylindra formowego 1 jest dociskana przez preser 2, a ten z kolei
przez cylinder obciążający 3. Cylinder formowy musi mieć możliwość przesuwu wzdłuż
swojej osi oraz niewielkiego obrotu w stosunku do koła zębatego napędzającego, co jest
konieczne do regulacji pasowania kolorów między cylindrami.
Urządzenia suszące
Po naniesieniu farby na zadrukowany materiał należy odbitkę wysuszyć przed jej
przejściem do kolejnego zespołu drukującego. Funkcje te spełniają urządzenia suszące, które
w zdecydowany sposób wpływają na prędkość drukowania.
W maszynach zwojowych suszenie może odbywać się przez nadmuch gorącego
(maszyny szybkobieżne) powietrza.
Na przykład z miejsc całkowicie pokrytych farbą, prędkość parowania rozpuszczalnika
bez strumienia powietrza wynosi 40–50 sekund. Podczas nadmuchu powietrzem
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
gorącym (50–80º) prędkość parowania zwiększa się ok. 10 razy i w takim też stopniu
zmniejsza czas schnięcia.
Oprócz temperatury na prędkość schnięcia farby mają wpływ również: prędkość
nadmuchiwanego powietrza, kąt ustawienia dysz oraz kierunek jego przepływu. Ze względu
na tę ostatnią cechę urządzenia możemy podzielić na:
–
współbieżne,
–
przeciwbieżne,
–
kombinowane.
W maszynach zwojowych suszenie wstęgi przebiega przy udziale urządzeń grzejnych
oraz opływu powietrza dookoła wstęgi.
Schemat obiegu powietrza w sekcjach z cylindrem grzejnym przedstawia rysunek 17.
Rys. 17. Schemat obiegu powietrza w maszynie rotograwiurowej (wklęsłodrukowej): 1 – cylinder grzejny,
2 – dysze, 3 – przewody, 4 – przewód główny, 5 – wentylator, 6 – nagrzewnica, 7, 8 – przewody,
9 – przewód [3, s. 266]
Po zadrukowaniu wstęga papieru wchodzi na cylinder grzejny 1, od wewnątrz ogrzewany
grzałkami elektrycznymi lub parą wodną. Cylinder suszy wstęgę kontaktowo od spodu.
Dodatkowo na wstęgę na cylindrze nadmuchiwane jest powietrze z dysz 2. Powstająca
mieszanka par powietrza i rozpuszczalnika odprowadzana jest przewodami 3 do głównego
przewodu 4. Przed tym przewodem część par i powietrza jest wyciągana przez wentylator 5
i trafia do nagrzewnicy 6. Tu powietrze jest ogrzewane i powtórnie zawracane do dysz 2.
Zabieg ten zwiększa koncentrację par ksylenu, co pozwala na zmniejszenie urządzeń
do regeneracji tego rozpuszczalnika i obniża koszty eksploatacji. Przewodami 7, 8 wyciągane
są pary tworzące się na powierzchni kałamarza, zaś przewodem 9 daje się nadmuch na
cylinder.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Wzrost temperatury wstęgi ma jednak ujemny skutek. Powoduje kurczenie się włókien
papieru, a w efekcie niespasowanie kolorów. Kontakt z gorącą powierzchnią cylindra
intensyfikuje to zjawisko. Z tego względu w nowoczesnych maszynach wstęgę prowadzi się
na komorach suszących bez cylindra, wykorzystując jedynie system suszenia konwekcyjnego.
Schemat takiej komory przedstawia rysunek 18.
Rys. 18. Schemat zespołu drukująco-suszącego z podwójną komorą suszącą firmy KBA: 1 – wstęga
papieru, 2 – komora susząca, 3 – zespół suszący, 4 – wałek dociskowy, 5 – cylinder formowy, 6 – zespół
farbowy, 7 – machanizm rakla, 8 – register pasowania, 9 – wstęga papieru [5, s. 361]
System ten nie eliminuje całkowicie zjawiska kurczenia wstęgi a jedynie je ogranicza.
W celu skompensowania kurczenia papieru po każdym zadruku wstęga zostaje nawilżana.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Zalety drukowania na maszynach wklęsłodrukowych zwojowych:
–
bardzo wysoka jakość druku (wysoka gęstość punktów rastrowych, dochodząca
do 120 linii/cm),
–
bardzo dobre odwzorowanie szeregu drobnych motywów, występujących jeden obok
drugiego,
–
stabilna i powtarzalna jakość druku,
–
możliwość drukowania dużych nakładów w krótkim czasie,
–
możliwość stosowania bardziej ekonomicznych gatunków papieru,
–
uzyskiwanie efektów nieosiągalnych w innych technikach (np. stosowanie różnych
grubości lakieru i farby oraz farb metalicznych),
–
zastosowanie do produkcji cylindrów miedzi, będącej w 100% surowcem nadającym się
do powtórnego przetwarzania,
–
możliwość stosowania produkcji inLine (drukowanie, powlekanie, tłoczenie, cięcie,
złamywanie itp.), a więc gotowe produkty mogą być wytwarzane w jednym cyklu,
W porównaniu z drukowaniem offsetowym i fleksograficznym technika drukowania
wklęsłodrukowego jest procesem prostym, który wymaga mniejszej wiedzy fachowej.
Wady:
–
wysokie koszty związane z przygotowaniem do druku (cylindry grawerowane),
–
wysokie koszty, dotyczące logistyki i składowania cylindrów,
–
brak uzasadnienia ekonomicznego przy realizacji małych nakładów (poniżej 50.000 m
2
),
–
stosunkowo wysokie odpady materiałowe, związane z uruchomieniem zleceń,
–
poważne ograniczenia przy zadruku podłoży o zaniżonych lub zmiennych parametrach
jakościowych. To samo dotyczy farb i rozpuszczalników.
Przyszłość wklęsłodruku
Na współczesnym rynku poligraficznym wklęsłodruk „toczy walkę” z fleksografią
i offsetem. Te konkurencyjne techniki wymagają znacznie mniejszych nakładów
inwestycyjnych i eksploatacyjnych, a jednocześnie jakość ich druków zaczyna być
porównywalna z techniką wklęsłodrukową. Jednak przy realizacji wysokonakładowych
zamówień, o bardzo wysokiej jakości druku lub przy zamówieniach powtarzających się
cyklicznie rotograwiura wciąż wiedzie prym. Aby jednak sprostać rosnącym wymaganiom
odbiorców i utrzymać pozycję na rynku, konieczne jest wprowadzenie w tej technice
innowacyjnych rozwiązań systemowych. Chodzi tu nie tylko o obniżenie kosztów
inwestycyjnych i eksploatacji maszyn. Dodatkowo zaostrzenie przepisów dotyczących
ochrony środowiska wymusza także stosowanie technologii proekologicznych.
Dlatego znani producenci maszyn podjęli intensywne działania, dostosowując
konstrukcje i sam proces do obecnych oczekiwań.
Zmiany te idą przede wszystkim w kierunku:
–
skrócenia czasu zbrojenia maszyny drukującej, tj. posadowienia cylindrów w wózkach,
instalowanie wózków w sekcjach drukujących i ich demontażu po wykonanej pracy,
–
wzrostu precyzji sterowania dzięki eliminacji przekładni mechanicznych i zastępowaniu
ich bezpośrednimi napędami i tzw. „wałami elektronicznymi”,
–
skrócenia czasu ustawienia pasowania kolorów,
–
elektronicznego sterowania coraz większą ilością parametrów druku,
–
coraz bardziej zaawansowanej elektronicznej kontroli wydruku, z możliwością ciągłego
porównania ze wzorcem idealnym,
–
szybkiej wymiany i ustawienia noży raklowych,
–
relatywnego obniżenia cen maszyn,
–
zwiększenia obwodu cylindrów drukowych (nawet do 2 m w maszynie KBA), co wpływa
na szybkość drukowania (np. czasopismo 64-stronicowe w kolorze, formatu A4 można
drukować z prędkością ponad 85 tysięcy egz./h),
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
–
automatyzacji i komputeryzacji obsługi,
–
budowy maszyn o orientacji pionowej,
–
budowy wolniejszych (tym samym tańszych) maszyn do drukowania małych nakładów.
Uruchomienie maszyn z małą prędkością pozwala także na:
–
zmniejszenie ilości makulatury rozbiegowej,
–
zmniejszanie nakładu kosztów na produkcję cylindrów drukujących (zastosowanie
grawerowania za pomocą wiązki laserowej lub strumienia elektronów),
–
udoskonalenia metod hartowania cylindrów, a tym samym zwiększenia trwałości form,
–
stosowania przyjaznych dla środowiska farb UV,
–
zastąpienia tlenu w systemach usuwania par rozcieńczalników gazem obojętnym –
azotem (eliminuje to niebezpieczeństwo wybuchu lub pożaru).
Czy technika wklęsłodrukowa będzie wiodącą w poligrafii zależy przede wszystkim
od relacji ekonomicznych.
Decydując się na zastosowanie techniki rotograwiurowej, zawsze należy kierować się
określonymi kryteriami wyboru i wcześniej odpowiedzieć sobie na następujące pytania:
–
Jak duże nakłady będą zamawiane przez klientów i jaka będzie ich powtarzalność?
–
Czy klienci będą gotowi opłacić wszystkie koszty wykonania cylindrów, jeszcze przed
otrzymaniem produktu?
–
Czy uzgodniona cena produktu będzie pokrywała wysoki koszt amortyzacji maszyny,
zwiększone koszty energii, stosunkowo wysokie koszty odpadów produkcyjnych?
–
Czy będą zagwarantowane dostawy materiałów najwyższej i powtarzalnej jakości
(najlepiej z tych samych dobrze znanych źródeł)?
–
Czy zespół operatorów jest dostatecznie przeszkolony?
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jak można podzielić maszyny wklęsłodrukowe zwojowe?
2.
Jakie są podstawowe mechanizmy maszyn wklęsłodrukowych zwojowych?
3.
W jaki sposób prowadzona jest wstęga w maszynach wklęsłodrukowych zwojowych?
4.
Jakie są systemy nadawania farby na walec formowy w maszynach wklęsłodrukowych
zwojowych?
5.
Jak jest zbudowany zespół drukujący w maszynach wklęsłodrukowych zwojowych?
6.
Jakie czynniki warunkują przebieg procesu schnięcia farby w maszynach
wklęsłodrukowych zwojowych?
7.
Jaki wpływ ma suszenie na jakość otrzymanych odbitek?
8.
Jaka jest współczesna pozycja i zastosowanie maszyn wklęsłodrukowych zwojowych?
9.
Jakie są nowoczesne tendencje w budowie maszyn wklęsłodrukowych?
10.
Jakie są wady i zalety techniki wklęsłodrukowej?
4.3.3. Ćwiczenia
Ćwiczenie 1
Narysuj podstawowe zespoły maszyn zwojowych wklęsłodrukowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z materiałami ilustrującymi konstrukcje różnych maszyn zwojowych,
2)
wyodrębnić w maszynach poszczególne zespoły,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
3)
wykonać rysunki zespołów farbowych,
4)
wykonać rysunki zespołów drukujących.
Wyposażenie stanowiska pracy:
–
materiały
informacyjno-techniczne,
prospekty,
katalogi
maszyn
drukujących
wklęsłodrukowych,
–
komputer z dostępem do Internetu,
–
materiały piśmienne,
–
zeszyt do ćwiczeń.
Ćwiczenie 2
Rozpoznaj przedstawiony na rysunku system farbowy.
Rysunek do ćwiczenia 2 [3, s. 247]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
rozróżnić systemy farbowe,
2)
dopasować odpowiednie określenie do rysunków,
3)
uzasadnić wybór.
Wyposażenie stanowiska pracy:
–
rysunki różnych systemów farbowych,
–
arkusz ćwiczeń,
–
przybory piśmienne.
Ćwiczenie 3
Odszukaj w maszynie (modelu maszyny) określony mechanizm (element zespołu)
i narysuj jego schemat.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się dokładnie z treścią ćwiczenia,
2)
wyodrębnić w maszynie (modelu) określony mechanizm (element zespołu),
3)
zapoznać się z jego budową i przeznaczeniem,
4)
wykonać uproszczony rysunek mechanizmu (elementu).
Wyposażenie stanowiska pracy:
–
schematy budowy maszyn i prezentacje multimedialne,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
–
foldery, katalogi, schematy budowy maszyn,
–
komputer z dostępem do Internetu,
–
materiały piśmienne.
Ćwiczenie 4
Wyjaśnij, dlaczego przedstawione poniżej systemy farbowe nie mogą poprawnie
funkcjonować. Zaznacz na rysunkach nieprawidłowości i podpisz (nazwij) podstawowe
elementy zespołów.
Rysunek do ćwiczenie 4 [3, s. 247]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
rozpoznać na przedstawionych schematach elementy systemów farbowych,
2)
przeanalizować konstrukcję systemów farbowych,
3)
przeanalizować obieg farby w przedstawionych systemach.
Wyposażenie stanowiska pracy:
–
karta pracy,
–
przybory piśmienne.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
dokonać podziału maszyn wklęsłodrukowych zwojowych?
2)
określić wymagania stawiane nowoczesnym maszynom
wklęsłodrukowym zwojowym?
3)
wyodrębnić podstawowe mechanizmy i zespoły maszyn
wklęsłodrukowych zwojowych?
4)
scharakteryzować sposób prowadzenia wstęgi w maszynach
wklęsłodrukowych zwojowych?
5)
scharakteryzować budowę i rodzaje zespołów
farbowych w maszynach wklęsłodrukowych zwojowych?
6)
omówić obieg farby w maszynach wklęsłodrukowych zwojowych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
7)
opisać budowę zespołu farbowego maszyn wklęsłodrukowych
zwojowych?
8)
omówić sposoby suszenia wstęgi w maszynach wklęsłodrukowych
zwojowych?
9)
wymienić parametry wpływające na czas suszenia
odbitki w maszynach wklęsłodrukowych zwojowych?
10)
omówić zastosowanie maszyn wklęsłodrukowych zwojowych?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4.4. Maszyny tampondrukowe
4.4.1. Materiał nauczania
Druk tamponowy
Druk tamponowy (tampondruk) stworzony został do wykonywania nadruków na
przedmiotach trójwymiarowych (kształtkach), których nie można zadrukować innymi
technikami. Zastosowanie miękkiego, elastycznego tamponu umożliwia także proste i szybkie
zadrukowywanie materiałów kruchych i wrażliwych na nacisk (np. bombki choinkowe).
Na przestrzeni ostatnich kilkunastu lat rozwój przemysłu, a w szczególności reklamy
spowodował, że drukuje się ta metodą prawie wszystko, od oznakowań na artykułach
przemysłowych, poprzez artykuły codziennego użytku do wszelkiego rodzaju gadżetów
i artykułów reklamowych. Rodzaje materiału, na których można drukować, zwykle
ograniczony jest jedynie tym, czy dostępna jest farba, która będzie miała odpowiednią
przyczepność do podłoża. Tak więc drukuje się na metalu, drewnie, tworzywach sztucznych,
szkle, ceramice, tkaninach, papierze, gumie i innych. Wykonywać można druki
wielokolorowe i wielobarwne.
Rys. 19. Schemat maszyny do drukowania tamponowego, 1 – podstawa maszyny, 2 – forma drukowa,
3 – nóż zgarniający, 4 – tampon, A – w położeniu pobierającym farbę, B – w położeniu przenoszącym farbę,
C – w położeniu przekazującym farbę, 5 – zadrukowywany przedmiot [4, s. 185]
Maszyny tampondrukowe
Bez względu na konstrukcję drukarka tamponowa powinna spełniać następujące wymogi:
–
dokładność i powtarzalność przemieszczeń tamponu,
–
brak wstrząsów i wibracji podczas pracy,
–
łatwość ustawienia i utrzymania własności farby drukowej (szybkość schnięcia farby
decyduje o jakości przenoszenia farby z formy drukowej na wyrób),
–
łatwość przezbrajania urządzenia,
–
łatwość zmiany formy drukowej i tamponu,
–
bezpieczeństwo pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Drukarki tamponowe można podzielić na:
–
ręczne,
–
półautomatyczne,
–
automatyczne.
Drukarki tamponowe ręczne
Obecnie, ze względu na niską wydajność oraz wysokie wymagania stawiane produktom,
drukarki tamponowe ręczne stosowane są sporadycznie. Ich zastosowanie ze względu na niski
koszt jest wygodne przy realizacji krótkich serii, gdy czas ustawienia maszyny byłby dłuższy
niż czas drukowania, jak również do testowania tamponów, farb i form drukowych.
Drukarki tamponowe półautomatyczne
Zgodnie z nomenklaturą stosowaną w poligrafii są to drukarki, w których operator musi
ręcznie umieścić przedmiot zadrukowywany w gnieździe i wyjąć go po nadruku. Pozostałe
czynności są zautomatyzowane. Cykl druku powtarza się z określoną częstotliwością.
Operator musi wtedy nadążyć z wkładaniem i wyjmowaniem przedmiotów. Ponieważ
zadaniem operatora jest również ocena jakości nadruku, rzeczywista wydajność półautomatu
jest ograniczona umiejętnościami operatora, a nie teoretyczną wydajnością drukarki.
Drukarki tamponowe automatyczne
Wszystkie operacje związane z drukowaniem wykonywane są automatycznie.
W automatach drukarka może być zintegrowana z urządzeniem do aktywacji powierzchni
wyrobu, usuwania ładunków elektrycznych lub z suszarkami. Występują tez automaty,
w których nadruk stanowi operację dodatkową, do automatycznego montażu, pomiaru
parametrów i selekcji wyrobów. Urządzenia te wyposażone są także w systemy
automatycznej regulacji lepkości farby, systemu automatycznego czyszczenia tamponu czy
wizyjne układy kontroli jakości nadruku.
W automatach o dużej wydajności stosuje się zwykle druk na wielu wyrobach
jednocześnie lub drukowanie w wielu miejscach na przedmiocie.
Cechy konstrukcyjne maszyn tampondrukowych
Drukarkę tamponową charakteryzują dwa podstawowe parametry, które mają znaczenie
przy wyborze urządzenia. Są to: wielkość formy drukowej i siła docisku tamponu.
Wielkość formy decyduje jak duży nadruk może być wykonany pod warunkiem, że siła
nacisku tamponu umożliwia jego dociśnięcie do wymaganej powierzchni, przy czym
sztywność urządzenia musi zapewnić wymaganą dokładność i trwałość. Próby obejścia tej
zależności, np. wykonywanie dużych nadruków na drukarce o małej sile docisku nadmiernie
płaskiego i miękkiego tamponu, prowadzi do pogorszenia jakości nadruku.
Obecnie spotyka się dwa podstawowe rozwiązania konstrukcyjne drukarek:
–
drukarki tamponowe z poziomym przesuwem formy drukowej i wyłącznie pionowym
ruchem tamponu,
–
drukarki tamponowe, w których forma drukowa jest nieruchoma, a tampon przesuwa się
w poziomie i pionie.
Zaletą pierwszego rozwiązania jest możliwość osiągnięcia większych szybkości pracy,
ponieważ nie przemieszczany poziomo tampon nie ma tendencji do wpadania w drgania.
Wadą jest ograniczenie szerokości formy drukowej (wielkości nadruku). Częściej spotykane
są urządzenia z nieruchomą formą. Zaletą tego rozwiązania jest to, że urządzenie może mieć
dużą szerokość, co jest istotne przy wykonywaniu dużych nadruków oraz w drukarkach
wielokolorowych.
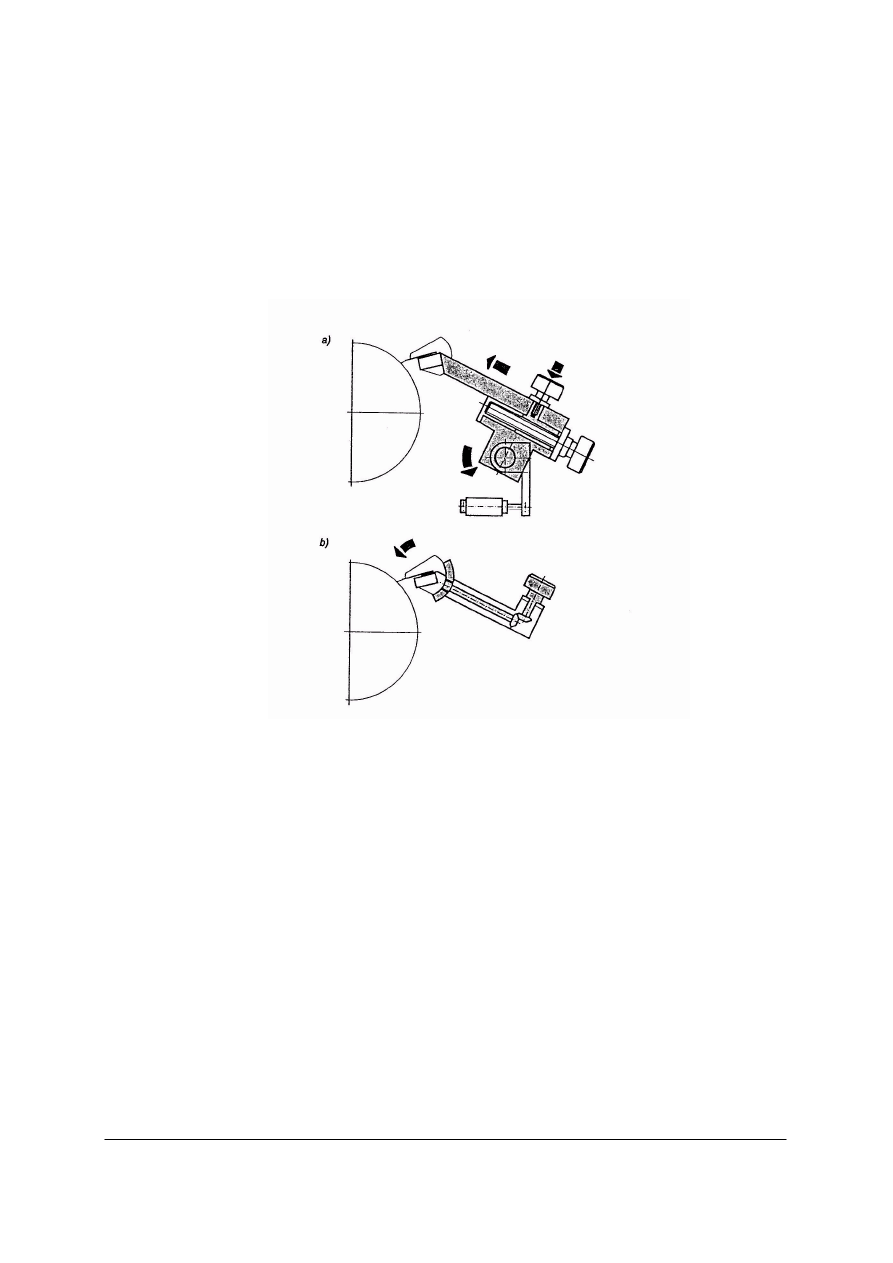
Jeżeli jest konieczne wykonanie nadruku na bocznej powierzchni przedmiotu, a nie ma
możliwości zmiany jego położenia to należy zastosować drukarkę z obrotowym tamponem.
Tampon taki po pobraniu farby z formy drukowej jest podnoszony i obracany o kąt
regulowany w zakresie 45–90º, a następnie pod nastawionym kątem dociskany
do zadrukowywanej kształtki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Rodzaje napędów
Powszechnie stosowane do tej pory w drukarkach tamponowych napędy hydrauliczne,
choć umożliwiające dużą siłę docisku tamponu, nie są w stanie sprostać rosnącym
zapotrzebowaniom odbiorców na estetykę wyrobu. Rozwój liniowych napędów
elektrycznych, z możliwością cyfrowego projektowania trajektoru ruchów (szybkości
i położenia) zaowocował powstaniem nowej generacji numerycznie sterowanych drukarek
tamponowych, w których można zaprogramować wykonywanie nadruków w dowolnym
miejscu na dowolnym przedmiocie, a nawet automatyczny dobór i wymianę tamponów.
Zastosowanie tego rodzaju urządzeń jest jednak wciąż ograniczone, ze względu na
wysoką cenę.
Systemy nakładania farby
W tradycyjnych drukarkach tamponowych do zaciągania farby służy swobodnie
zawieszona płytka stalowa lub z tworzywa sztucznego (szpatułka), a farbę z powierzchni
niedrukujących formy zgarnia precyzyjny stalowy rakiel. System ten stawia przed operatorem
wymóg regularnej korekcji lepkości farby przez dolewanie i mieszanie rozcieńczalnika.
Dokładne przygotowanie rakla zgarniającego, zachowanie jego równoległości do powierzchni
formy drukowej i możliwie mały docisk są niezbędne do zapewnienia dostatecznej trwałości
formy. Obecnie coraz częściej stosuje się tzw. zamknięte systemy farbowe w postaci komory
z ostrą krawędzią raklującą.
Zalety tych systemów to:
–
niewystępowanie zjawiska podsychania farby podczas pracy,
–
zmniejszona emisja par rozcieńczalników,
–
szybkie przezbrajanie.
Wady natomiast to większy koszt form drukowych i wyższe wymagania dotyczące ich
powierzchni.
Systemy drukowania wielokolorowego
Zaletą druku tamponowego jest możliwość drukowania „mokre-na-mokre”. Nowa
warstwa farby może być nadrukowana bezpośrednio po naniesieniu poprzedniego nadruku.
Własność ta jest wykorzystywana w urządzeniach do druku wielokolorowego. Najczęściej
spotykane są urządzenia do druku tamponowego w wielu kolorach, z cyklicznym
przemieszczeniem przedmiotów drukowanych lub z przemieszczeniem jednego przedmiotu
drukowego. W rozwiązaniu pierwszym bazą urządzenia jest przenośnik o stałym, dokładnym,
skoku. Może to być wielopozycyjny stół obrotowy lub przenośnik liniowy w kształcie bieżni
(caree) czy „gąsiennicy”. Każda pozycja przenośnika jest zaopatrzona w gniazdo mocowania
przedmiotu. Do przenośnika jest dostawionych kilka drukarek jednokolorowych lub drukarka
wielokolorowa, wyposażona w kilka zespołów farbowych i odpowiadającą im liczbę
tamponów. Odległości pomiędzy wzorami na formach drukowych i pomiędzy osiami
tamponów muszą odpowiadać stałej odległości pomiędzy położeniami przenośnika. Operator
lub podajnik wykłada przedmioty do gniazd, tampony kolejnych drukarek lub kolejne
tampony drukarki wielokolorowej nanoszą kolejne kolory na przemieszczające się
przedmioty.
Zadrukowany przedmiot jest usuwany ręcznie lub samoczynnie. Zaletą tego rozwiązania
jest szybkość pracy, teoretycznie równa szybkości druku w jednym kolorze. Wadą
konieczność wykonań i precyzyjnego ustawienia wielu gniazd. Rozwiązanie to znajduje
zastosowanie w produkcji wieloseryjnej.
Rozwiązanie drugie jest oparte na wykorzystaniu liniowego stołu przesuwnego, który
przyjmuje od 2 do 4–6 precyzyjnie pozycjonowanych położeń. Stosowana drukarka
tamponowa do druku wielokolorowego jest tak zaprogramowana, że po fazie zabierania przez
tampony farb z formy tampony wykonują odpowiednio od 2 do 4–6 ruchów w dół na
przedmiot. Po każdym nadruku przedmiot jest przesuwany pod następny tampon, a po
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
zakończeniu cyklu wraca do pierwszego położenia. W jednym cyklu drukarki nadruk jest
wykonywany tylko na jednym przedmiocie, koszt wykonania gniazda jest niski, a czas
ustawiania krótki. Wydajność urządzenia jest znacznie niższa.
Liniowe stoły przesuwne o liczbie położeń do czterech mają zwykle nieprogramowalne
napędy pneumatyczne. Droższe, lecz znacznie wygodniejsze, jest rozwiązanie z napędem
elektrycznym, w którym liczba położeń i kolejność przemieszczeń jest programowalna.
W opisanych rozwiązaniach stosuje się oddzielnie formy drukowe dla każdego koloru lub
jedna formę drukową, na której znajdują się obrazy odpowiadające wszystkim kolorom. Jeżeli
taka forma jest wykonana dokładnie, czas ustawienia druku jest minimalny.
W rozwiązaniu z oddzielnymi formami ustawienie druku wielokolorowego jest
czasochłonne. Wadą opisanych rozwiązań jest ograniczona wielkość przedmiotu, który może
być zadrukowywany w kilku kolorach. Tylko jeden tampon może w każdej fazie stykać się
z przedmiotem. Do drukowania na większych przedmiotach można wykorzystać praktycznie
jedynie rozwiązanie z liniowym stołem przesuwnym i kilkoma niezależnie uruchamianymi
drukarkami jednokolorowymi lub drukarką wielokolorową z niezależnymi wysuwami
tamponów. Wszystkie tampony wysuwają się jednocześnie na formę drukową, lecz wyłącznie
w zadanej kolejności na przedmiot drukowany.
Ciekawym rozwiązaniem drukowania w pięciu kolorach jest tzw. „karuzela”. Jest to
drukarka o napędzie mechanicznym, z pięcioma tamponami umieszczonymi na ramionach
obrotowej kolumny i z pięcioma zespołami farbowymi, które również obracają się względem
centralnej osi. Każdemu obrotowi kolumny tamponów o 72 stopnie odpowiada obrót
zespołów farbowych o taki sam kąt. Każdemu tamponowi odpowiada jeden zespół farbowy.
Cykl jest następujący:
–
opuszczenie kolumny tamponów, pierwszy tampon zabiera farbę z formy,
–
podniesienie kolumny, obrót kolumny i zespołów farbowych o 72 stopnie,
–
ponowne opuszczenie kolumny, pierwszy tampon drukuje, drugi zabiera farbę z drugiej
formy.
4.4.2.
Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie są wady i zalety druku tamponowego?
2.
Jakie jest zastosowanie druku tamponowego?
3.
Na czym polega drukowanie tamponowe?
4.
W jaki sposób otrzymuje się odbitki wielobarwne w tampon druku?
5.
Na czym polega drukowanie „mokre na mokre”?
6.
Jakie są zalety zamkniętych systemów farbowych z ostrą krawędzią raklującą?
7.
Pochodną jakiej techniki jest drukowanie tamponowe?
8.
Jakie dwie podstawowe cechy charakteryzują drukowanie tamponowe?
9.
Co to jest i do czego służy tzw. „karuzela” w drukowaniu tamponowym?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
4.4.3.
Ćwiczenia
Ćwiczenie 1
Oceń poprawność wykonania nadruku na kształtce.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
dokonać analizy jakości drukowania pod kątem doboru kształtki i wielkości tamponu,
2)
obejrzeć odbitkę i sprawdzić, czy nie ma na niej zabrudzeń i uszkodzeń mechanicznych,
3)
ocenić prawidłowość odwzorowania rysunku i barwy,
4)
opisać zauważone błędy i określić sposób ich eliminacji.
Wyposażenie stanowiska pracy:
–
zadrukowana kształtka,
–
lupa,
–
karta pracy,
–
przybory piśmienne.
Ćwiczenie 2
Wykonaj nadruk na określonej kształtce techniką tampodruku.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
wymierzyć kształtkę,
2)
określić miejsce nadruku i jego wielkość,
3)
dobrać odpowiednią wielkość i kształt tamponu,
4)
przeanalizować sytuację technologiczną, w jakiej będzie wykonywane drukowanie,
5)
dokonać wyboru urządzeń pomocniczych,
6)
przygotować formę do drukowania,
7)
wykonać próbne drukowanie.
Wyposażenie stanowiska pracy:
–
zestaw tamponów o różnych wymiarach i kształtach,
–
forma drukowa i farba,
–
kształtka do zadrukowania,
–
rakiel,
–
zeszyt do ćwiczeń,
–
ś
rodki czystości (do mycia formy i tamponu),
–
materiały piśmienne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
4.4.4.
Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
sklasyfikować drukarki tamponowe?
2)
omówić proces drukowania tamponowego?
3)
określić wady i zalety drukowania tamponowego?
4)
przedstawić zastosowanie tampondruku?
5)
wskazać rozwiązania konstrukcyjne w drukarkach tamponowych?
6)
scharakteryzować systemy drukowania wielokolorowego
tamponowego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
4.5. Maszyny wklęsłodrukowe – obsługa i konserwacja
4.5.1. Materiał nauczania
Obsługa maszyn wklęsłodrukowych
W zakres obsługi maszyny wchodzi:
1)
Przygotowanie maszyny.
2)
Wstawienie cylindrów.
3)
Regulacja złamywaka.
4)
Wstawianie cylindra formowego.
Przed wstawieniem cylindra formowego do maszyny pracownik powinien sprawdzić
formy należące do danego zlecenia, tzn. obwody wszystkich form, czystość ich powierzchni
i krawędzi bocznych, czystość wygrawerowanego rysunku. Następnie należy otworzyć
połowę sprzęgła i element zamykający, zawiesić szyny do przetaczania i przetoczyć cylindry
tak, aby można było nasunąć na końce wału łożyska z pierścieniem wewnętrznym. Po
uprzednim delikatnym naoliwieniu łożyska i końca wału należy nasunąć tuleję odległościową
i zamocować ją śrubą sześciokątną po obu stronach, przetoczyć cylinder równolegle i ustawić
gniazda smarowne tak, aby były łatwo dostępne. Następnie wsunąć elementy zamykające
i zamknąć je, dokręcić śruby, wyjąć szyny do przetoczenia, odjechać wózkiem, zamknąć
sprzęgło, obrócić cylinder formowy ręcznie tak, aż wytrawiony znak na obwodzie cylindra
pokryje się z krzyżem nitek lupy nastawczej i dokręcić śruby.
Jeżeli do mechanizmu drukującego nie wmontuje się cylindra formowego, a wał podłużny
pozostaje sprzężony tak, że sprzęgło cylindra obraca się, wówczas w miejsce brakującego
końca wału cylindra formowego, to należy wmontować łożysko ślepe. Po wstawieniu formy
należy skontrolować równoległość walca dociskowego i jego nacisk na formę za pomocą np.
koperty.
5)
Regulacja zespołu farbowego.
6)
Wykonanie próbnych odbitek.
Aby wykonać próbne odbitki, należy:
–
ustawić liniowy walec registra zgodnie ze wskaźnikiem dla danego obwodu cylindra,
–
odblokować maszynę,
–
uruchomić maszynę na wolne obroty bez papieru,
–
sprawdzić, czy farba jest zbierana równomiernie na całej szerokości,
–
nastawić właściwą siłę nacisku między cylindrem drukowym,
–
przeciągnąć wstęgę papieru,
–
wyregulować przyrządy czujnikowe dla danej szerokości taśmy i ustawić je pod
właściwym kątem,
–
włączyć grzejniki urządzeń suszących,
–
sprawdzić działanie złamywaka,
–
otworzyć dopływ wody,
–
wykonać próbną odbitkę,
–
zatrzymać i zablokować maszynę,
–
skontrolować rozstawienie, pasowanie i zgodność kolorystyczną odbitki z oryginałem,
–
odblokować maszynę,
–
wykonać drugą odbitkę (korekta),
–
przekazać odbitki do akceptacji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
7)
Początek drukowania.
Uruchomić maszynę na ½ normalnej prędkości obrotowej oraz przy włączonych
urządzeniach automatycznych, kontrolować utrwalanie farby, pasowanie kolorów, działanie
złamywaka oraz bieg maszyny wzrokowo i słuchowo.
8)
Drukowanie nakładu.
Zwiększać prędkość obrotową maszyny. Przy pierwszej zmianie roli zatrzymać maszynę
i skontrolować jakość odbitek oraz pracę maszyny.
9)
Zakończenie drukowania nakładu.
Przed końcem drukowania wyłączyć aparaturę grzejną i wstrzymać dopływ wody
do urządzeń chłodzących. Zmniejszyć prędkość obrotową. Zatrzymać i zablokować maszynę.
Odstawić mechanizm rakla i zespół tłoczący.
10)
Demontaż cylindra formowego.
Kolejność czynności przy wyjęciu cylindra formowego jest odwrotna niż przy zakładaniu.
Należy jednak zwrócić uwagę na to, aby zdjąć łożyska z czopu wału przed przetoczeniem
cylindra na wózek, zakryć otwory łożyskowe w korpusie kawałkami papieru pokrytymi
smarem, oczyścić i nasmarować łożysko i tuleje.
11)
Konserwacja maszyny.
Cylinder dociskowy czyścić środkami niedziałającymi agresywnie na gumową powłokę
presera, np. toluenem za pomocą szmaty. Suchy walec przetrzeć talkiem, strony czołowe
walca oczyścić i naoliwić, skontrolować mimośrodowość walca. Walec chłodzący
w przypadku zabrudzenia oczyścić rozpuszczalnikiem, gdy powierzchnia walca ma powłokę
silikonowokauczukową używać do czyszczenia specjalnych preparatów.
Konserwacja maszyn wklęsłodrukowych
Właściwa eksploatacja maszyny polega na jej wykorzystaniu zgodnie z przeznaczeniem
i stosowaniem się do instrukcji obsługi oraz planowym przebiegiem przeglądów kontrolnych
i napraw. Zgodność z instrukcją warunkuje przede wszystkim właściwą i dokładną regulację
poszczególnych mechanizmów i zespołów (docisk wałków, spasowanie kolorów, ustawienie
rakla itp.) oraz prawidłowej konserwacji.
Konserwacja maszyny obejmuje:
–
po zakończeniu pracy czyszczenie mechanizmów maszyny z wszelkich zanieczyszczeń
(kurz, pył, resztki farby, oleju itp.),
–
smarowanie elementów trących zgodnie z zaleceniami instrukcji przy użyciu
odpowiednich olejów i smarów,
–
codzienny ogólny przegląd maszyny i urządzeń pomocniczych i instalacji.
Regularne i prawidłowe wykonywanie smarowania jest jednym z podstawowych
czynników, które decydują o prawidłowej i bezawaryjnej pracy maszyny, a tym samym
wydłużają czas eksploatacji maszyn.
Wyróżniamy następujące rodzaje smarowania:
–
olejowe centralne-obiegowe pod ciśnieniem,
–
w kąpieli olejowej,
–
olejowe ręczne,
–
ręczne smarem stałym.
Olejowe centralne-obiegowe pod ciśnieniem
Obejmuje najbardziej newralgiczne zespoły:
–
łożyska cylindrów przenoszących arkusze między zespołami lub prowadzące wstęgę,
–
mechanizmy włączania i wyłączania nacisków,
–
mechanizmy dostawiania i odstawiania walców farbowych,
–
przekładnie kół zębatych.
Niektóre z elementów maszyn (krzywki, przekładnie zębate itp.) muszą pracować
zanurzone w pojemniku z olejem. Poziom oleju musi być ściśle kontrolowany i nie może

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
spadać poniżej wskaźnika minimum. Napełnianie zbiorników powinno odbywać się podczas
postoju maszyny, a jego wymiana odbywać się w określonym czasie np. po 250 godzinach
roboczych.
Smarowanie olejowe ręczne
Polega ono na wpuszczeniu za pomocą ręcznej olejarki 6–8 kropli oleju do układu
określonych elementów trących.
Smarowanie ręczne smarem stałym
Smarowanie ręczne smarem stałym następuje analogicznie jak wyżej przy użyciu
specjalnej praski hydraulicznej lub towotnicy. Smarowaniu takiemu podlegają np. łożyska
o małej ilości obrotów.
Bezpieczeństwo i higiena pracy obsługi maszyn drukujących
Przed przystąpieniem do prac związanych z drukowaniem należy:
–
usunąć z sąsiedztwa maszyny składowane nakłady, niepotrzebne podesty, formy, wózki
itp., które mogłyby utrudniać obsługę maszyny,
–
sprzątnąć narzędzia używane podczas przyrządzania maszyny,
–
wytrzeć farbę i olej,
–
sprawdzić stan instalacji elektrycznej i stan techniczny maszyny,
–
założyć odzież ochronną.
Po zakończeniu pracy:
–
uporządkować miejsce pracy, usuwając makulaturę, odpady, śmieci itp.,
–
zabezpieczyć wyprodukowany nakład do dalszej obróbki,
–
oczyścić formy, odstawić je na stojaki i zabezpieczyć,
–
umyć maszynę z farby oraz oczyścić z pyłu papierowego i kurzu.
W czasie pracy maszyny nie należy podnosić osłon zabezpieczających urządzenia
ruchome, dokonywać żadnych napraw itp.
Podstawowym zagrożeniem dla zdrowia i życia, oprócz urazów mechanicznych ciała,
wynikających z nieprawidłowej obsługi maszyn jest przekroczenie dopuszczalnych wartości
NDS (najwyższe dopuszczalne stężenie) dla rozpuszczalników farb wklęsłodrukowych
(toluen, ksylen). Wartości NDS określają normy ISO na stanowiskach pracy. Wymienione
wyżej rozpuszczalniki działają drażniąco na układ oddechowy oraz mogą stwarzać zagrożenie
wybuchem. Sprawność instalacji wentylacyjnej i klimatyzacyjnej powinna być taka, aby
w strefie obsługi maszyn koncentracja rozpuszczalnika nie przekraczała 100 mg/m
3
, co
wystarcza na utrzymanie stężeń par rozpuszczalników nieprzekraczających połowy dolnej
granicy wybuchowości. Wyciąg powietrza z hal powinien być podwójny, tzn. powietrze
nasycone parami rozpuszczalnika powinno być usuwane dolnym kanałem pod maszyną
i wyciągiem górnym nad maszyną. Na końcu instalacji ze względu na wymogi ochrony
ś
rodowiska należy zastosować instalację do oczyszczania opar, np. adsorbery, oparte na
węglu aktywnym lub kolumny adsorbcyjne.
W wypadku pożaru w maszynie należy przerwać wstęgę papieru, odłączyć dopływ prądu
i zatrzymać maszynę. Następnie zaalarmować członków załogi, wezwać straż pożarną
i samemu przystąpić do gaszenia, uruchamiając zamontowane urządzenia gaśnicze zgodnie
z instrukcją ppoż.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
4.5.2.
Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie czynności wchodzą w zakres obsługi maszyny przed jej uruchomieniem?
2.
Jakie czynności należy wykonać, aby wydrukować odbitki próbne?
3.
Na czym polega konserwacja maszyny?
4.
Jakie są rodzaje smarowania?
5.
Jakie czynności należy wykonać przed uruchomieniem maszyny?
6.
Jakie czynności należy wykonać po zakończeniu pracy?
7.
Jakie zagrożenia dla zdrowia mogą wystąpić podczas pracy maszyny?
8.
Jak się zachować na wypadek pożaru w maszynie?
4.5.3. Ćwiczenia
Ćwiczenie 1
Wymień we właściwej kolejności etapy obsługi maszyny wklęsłodrukowej. Dopisz
czynności, jakie należy wykonać w danym etapie:
–
regulacja złamywaka,
–
ustawienie zespołu farbowego,
–
wstawienie cylindrów dociskowych,
–
drukowania nakładu,
–
wykonanie odbitek próbnych,
–
początek drukowania,
–
wyjęcie cylindra formowego,
–
zakończenie drukowania nakładu,
–
czyszczenie i konserwacja maszyny,
–
przygotowanie maszyny,
–
przygotowanie stanowiska pracy,
–
wstawienie cylindra formowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeczytać ze zrozumieniem wszystkie wypisane etapy,
2)
uporządkować etapy we właściwej kolejności,
3)
dopisać odpowiednie czynności jakie należy wykonać na danym etapie.
Wyposażenie stanowiska pracy:
–
karta pracy,
–
przybory piśmienne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
4.5.4.
Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) przygotować stanowisko pracy do drukowania?
2) omówić zagrożenie na stanowisku pracy?
3) dobrać sposób smarowania do poszczególnych elementów maszyny?
4) przygotować maszynę do pracy?
5) scharakteryzować sposoby konserwacji maszyny?
6) wymienić czynności, jakie należy wykonać, aby otrzymać
odbitkę próbną?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5.
Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7.
Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudności, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
8.
Na rozwiązanie testu masz 45 minut.
9.
Po zakończeniu testu podnieś rękę i zaczekaj aż nauczyciel odbierze od Ciebie pracę.
Powodzenia!
Materiały dla ucznia:
–
instrukcja,
–
zestaw zadań testowych,
–
karta odpowiedzi.
ZESTAW ZADAŃ TESTOWYCH
1.
W technice drukowania wklęsłego miejsca drukujące znajdują się na formie
a)
powyżej miejsc niedrukujących.
b)
na tej samej powierzchni co miejsca niedrukujące.
c)
poniżej miejsc niedrukujących.
d)
poniżej lub powyżej miejsc niedrukujących.
2.
Zadaniem rakla jest
a)
usunięcie farby z miejsc niedrukujących.
b)
naniesienie farby na miejsca niedrukujące.
c)
usunięcie farby z miejsc drukujących.
d)
dociśnięcie papieru do formy.
3.
Formy do drukowania rotograwiurowego pokryte są
a)
warstwą ceramiczną.
b)
obciągiem gumowym.
c)
warstwą miedzi.
d)
warstwą fotopolimeru.
4.
Do techniki drukowania wklęsłego należą
a)
typooffset, rotograwiura, tampondruk.
b)
rotograwiura, tampondruk, stalodruk.
c)
tampondruk, stalodruk, fleksografia.
d)
fleksografia, rotograwiura, tampondruk.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
5.
Drukowanie pośrednie stosuje się w technice
a)
rotograwiura.
b)
tampondruk.
c)
stalodruk.
d)
miedzioryt.
6.
W technice drukowania rotograwiurowego stosuje się zespoły farbowe
a)
do farb mazistych.
b)
zanurzeniowe.
c)
6–9 walcowe.
d)
napylające.
7.
Maszyny rotograwiurowe przeznaczone są głównie do
a)
zadrukowywania kształtek.
b)
drukowania ilustracji wielobarwnych.
c)
drukowania tekstu i obrazów kreskowych.
d)
drukowania niskonakładowych produktów poligraficznych.
8.
Negatywnym zjawiskiem podczas procesu suszenia jest
a)
kurczenie się włókien papieru i w efekcie złe spasowanie kolorów.
b)
pęcznienie włókien papieru i w efekcie jego pękanie.
c)
pęcznienie włókien papieru i w efekcie odpadanie farby.
d)
kurczenie się włókien papieru i w efekcie zagęszczanie farby.
9.
W maszynach wklęsłodrukowych zwojowych nie występuje zespół
a)
farbowy.
b)
prowadzenia arkusza.
c)
drukujący.
d)
suszenia konwekcyjnego.
10.
W maszynach wklęsłodrukowych arkuszowych nie występuje zespół
a)
farbowy.
b)
rozcierający farbę.
c)
suszenia konwekcyjnego.
d)
nawilżający.
11.
Walec dociskowy (preser) jest
a)
miękki i wykonany z tworzyw sztucznych.
b)
twardy metalowy.
c)
powleczony warstwą gumy.
d)
twardy pokryty warstwa miedzi.
12.
Zagrożenie pożarowe podczas pracy przy maszynie wklęsłodrukowej stwarzają
a)
pary rozpuszczalnika z farb.
b)
pył z wytworów papierniczych.
c)
barwniki stosowane w farbach.
d)
ś
rodki do konserwacji maszyn.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
13.
W nowoczesnych maszynach szybkobieżnych stosuje się suszenie
a)
kontaktowe na powierzchni ogrzewanego cylindra.
b)
konwekcyjne przez nadmuch zimnego powietrza.
c)
konwekcyjne przez nadmuch ciepłego powietrza.
d)
konwekcyjne naprzemienne.
14.
Obiegowy system cyrkulacji farby w maszynach stosuje się ze względu na
a)
częste zasychanie farby.
b)
wysoką lepkość farby.
c)
konieczność uzupełniania rozpuszczalnika.
d)
konieczność uzupełniania farby.
15.
Nacisk rakla na powierzchnię formy powinien być
a)
stały na całej długości formy.
b)
większy na brzegach mniejszy po środku.
c)
większy po środku mniejszy na brzegach.
d)
uzależniony od grubości nakładanej farby.
16.
Rakiel występuje w
a)
maszynach offsetowych
b)
maszynach typograficznych.
c)
technice drukowania wypukłego.
d)
w technice tampondruku.
17.
Które ze stwierdzeń jest właściwe tylko dla maszyn kombinowanych?
a)
Drukują w systemie zadruku obu stron arkusza.
b)
Stosuje się w nich suszenie konwekcyjne wspomagane suszeniem kontaktowym.
c)
Papier jest dostarczany w postaci zwoju i cięty na arkusze po zadrukowaniu.
d)
Łączą w sobie różne techniki drukowania.
18.
Walec gumowy (preser) jest
a)
napędzany obwodowo przez wałek stykający się z nim.
b)
napędzany obwodowo przez dwa wałki stykające się z nim.
c)
napędzany osiowo.
d)
nie posiada własnego napędu.
19.
Jakość reprodukcji tekstu uzyskiwana na maszynach rotograwiurowych jest
a)
znacznie lepsza niż w maszynach offsetowych.
b)
porównywalna z jakością maszyn offsetowych.
c)
gorsza niż w maszynach offsetowych.
d)
w maszynach rotograwiurowych istnieje tylko możliwość drukowania obrazu.
20.
W technice drukowania wklęsłego stosuje się
a)
płaskie formy fotopolimerowe.
b)
cylindryczne formy fotopolimerowe.
c)
wyłącznie cylindryczne formy twarde.
d)
twarde formy cylindryczne lub płaskie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
KARTA ODPOWIEDZI
Imię i nazwisko.............................................................................................................................
Eksploatowanie maszyn do drukowania wklęsłego
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
6. LITERATURA
1.
BHP na stanowiskach pracy w przemyśle poligraficznym. COBRPP, Warszawa 2005
2.
Cichocki L., Pawlicki T., Ruczka I.: Poligraficzny słownik terminologiczny. Polska Izba
Druku, Warszawa 1999
3.
Ciupalski S.: Maszyny drukujące konwencjonalne. Oficyna Wydawnictwa Politechniki
Warszawskiej, Warszawa 2001
4.
Jakucewicz S., Magdzik S.: Podstawy poligrafii. Wydawnictwa Szkolne i Pedagogiczne,
Warszawa 1999
5.
Kipphan H.: Handbook of Print Media. Technologies and Production Methods. Springer
– Verlag, Berlin Heidelberg 2001
6.
Kołak J., Ostrowski J.: Maszyny i urządzenia. Maszyny drukujące. Wydawnictwa
szkolne i Pedagogiczne, Warszawa 1979
7.
Kołak J., Ostrowski J.: Maszyny i urządzenia. Maszynoznawstwo dla introligatorów.
Wydawnictwa Szkolne i Pedagogiczne, Warszawa 1990
8.
Poligrafia: procesy i technika. COBRPP, Warszawa 2002
9.
Rudziński C.: Druk wklęsły. Rotograwiura. Wydawnictwo przemysłu Lekkiego
i Spożywczego, Warszawa 1961
10.
Szeliga L.: ABC poligrafii. Ministerstwo Obrony Narodowej. Warszawa 1970
11.
Werner J.: Technika i technologia sztuk graficznych. Wydawnictwo Literacki, Kraków
1972
Czasopisma:
–
„Poligrafika” nr 3/2006: Najnowocześniejszy wklęsłodruk w Europie
–
„Poligrafika” nr 8/2005: Zmiany na rynku wklęsłodruku w Europie
–
„Poligrafika” nr 12/2002: A może fleksografia-wklęsłodruk-offset
–
„Świat Druku” nr 1/2007: Nowoczesny tampondruk. Kolejne instalacje maszyn
Tampoprint
–
„Świat Druku” nr 9/2006: Technologia rotograwiurowa w druku opakowań w Polsce –
– możliwości i ograniczenia
–
„Świat Druku” nr 9/1998: Udoskonalenie techniki wklęsłodruku
–
„Świat Druku” nr 11/1998: Optymalizacja wielokolorowego druku tamponowego
dla potrzeb techniki dekorowania porcelany
–
„Świat Druku” nr 10/1997: O przyszłości wklęsłodruku w produkcji opakowań
–
„Świat Druku” nr 2/1995: Druk w XXI wieku perspektywy i wizje
–
„Vidart” nr 1/2007: Wklęsłodruk wciąż opłacalny
Materiały reklamowe:
–
materiały reklamowe firmy Scorpio sp. z o.o. będącej oficjalnym dystrybutorem urządzeń
i materiałów firmy Tamprint AG,
–
materiały reklamowe firmy Heidelberg-Berlin.
Wyszukiwarka
Podobne podstrony:
drukarz 825[01] z2 02 u
drukarz 825[01] z2 03 u
drukarz 825[01] z2 02 n
drukarz 825[01] z2 01 n
drukarz 825[01] z2 03 n
drukarz 825[01] z2 03 n
drukarz 825[01] z2 02 u
drukarz 825[01] z2 02 n
drukarz 825[01] o1 03 u
drukarz 825[01] z1 03 n
drukarz 825[01] o1 03 n
drukarz 825[01] z4 01 u
drukarz 825[01] z3 03 n
drukarz 825[01] o1 02 n
drukarz 825[01] z4 02 n
drukarz 825[01] z3 01 n
więcej podobnych podstron