
Andrzej Matuszak
1
Bulk Deformation
Forming
Część 2
Extrusion and Drawing
Literatura uzupełniająca:
Stanisław Erbel, Kazimierz Kuczyński, Zdzisław Marciniak
Obróbka Plastyczna
seria: Techniki Wytwarzania.
PWN Warszawa 1981
Andrzej Matuszak
2
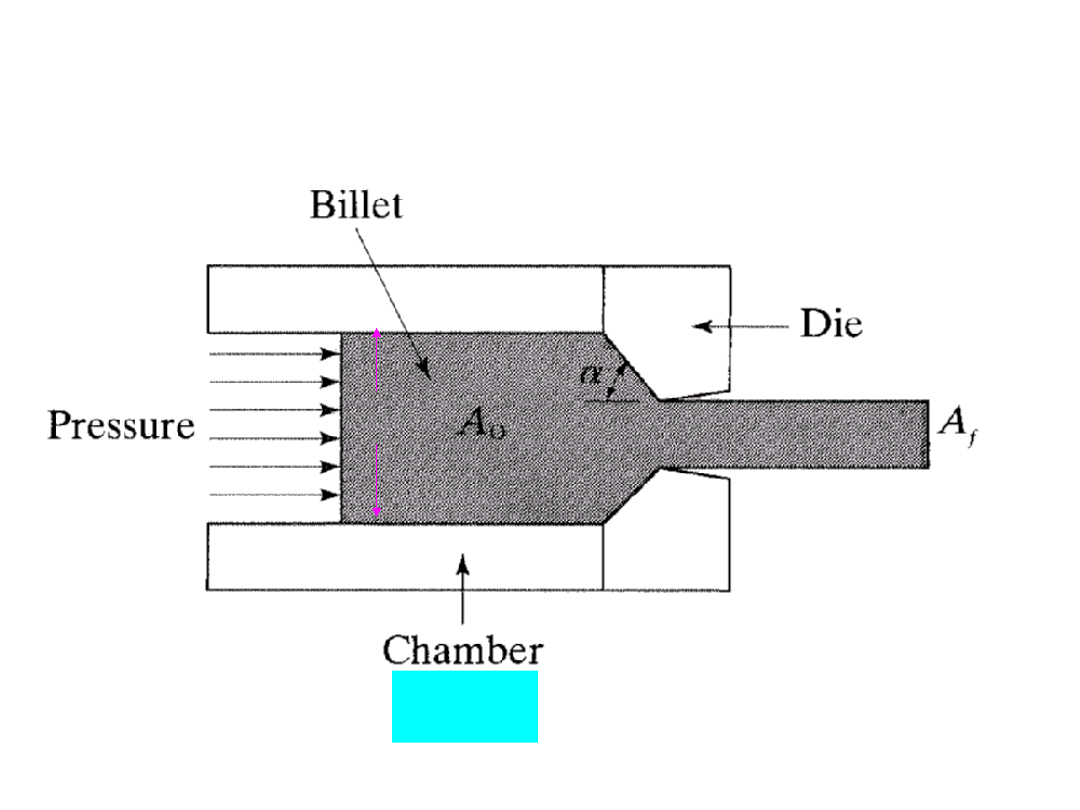
Schematic of Extrusion
Diameter
(Recypie
nt)
Andrzej Matuszak
3
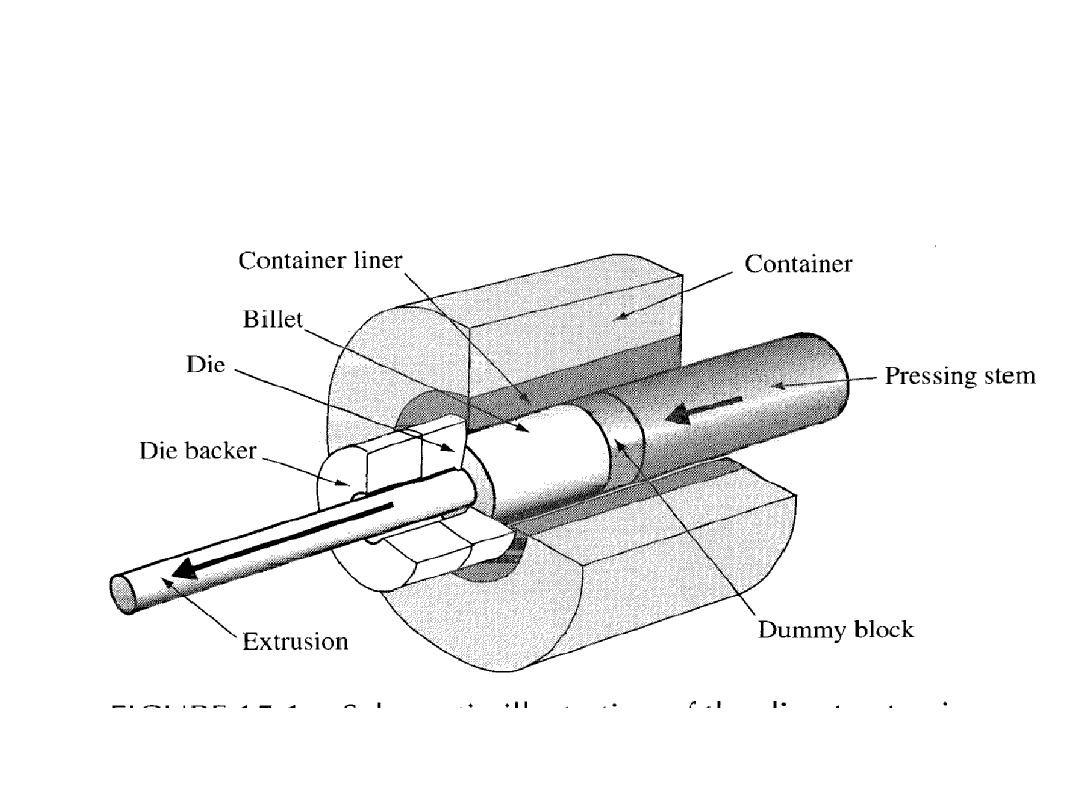
Direct Extrusion
Direct Extrusion
Processes
Processes
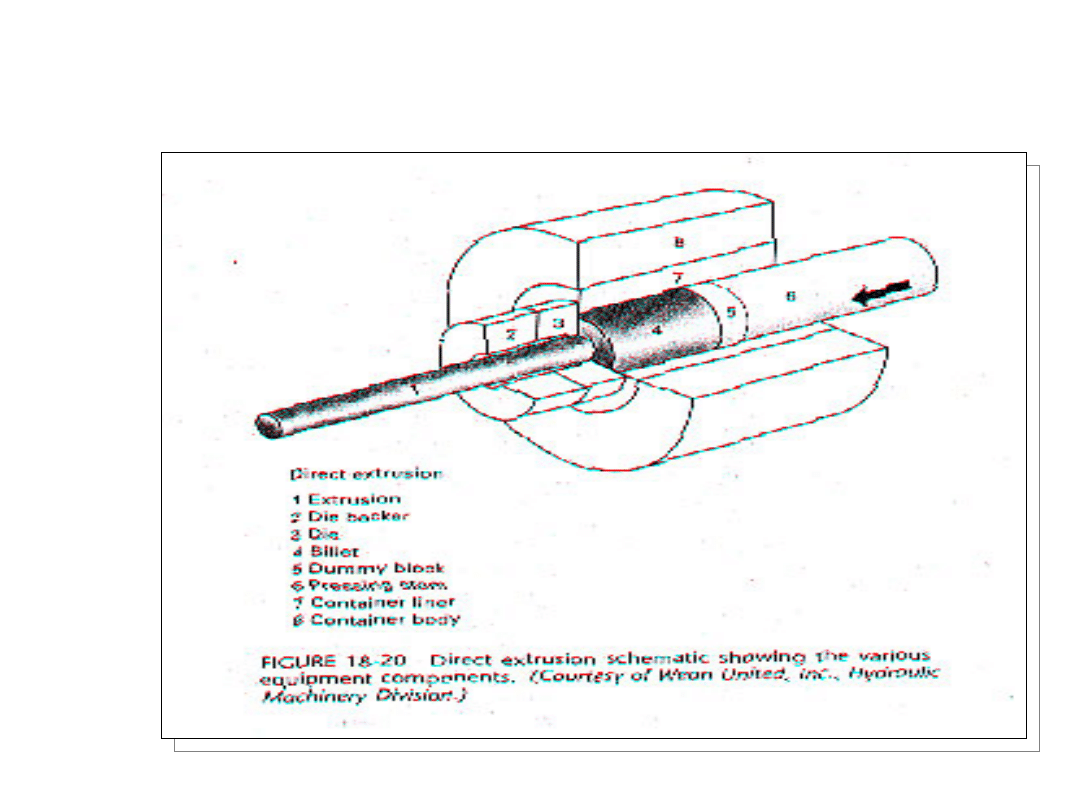
Direct or forward extrusion
Direct or forward extrusion: Billet pushed
through die from behind
Andrzej Matuszak
4
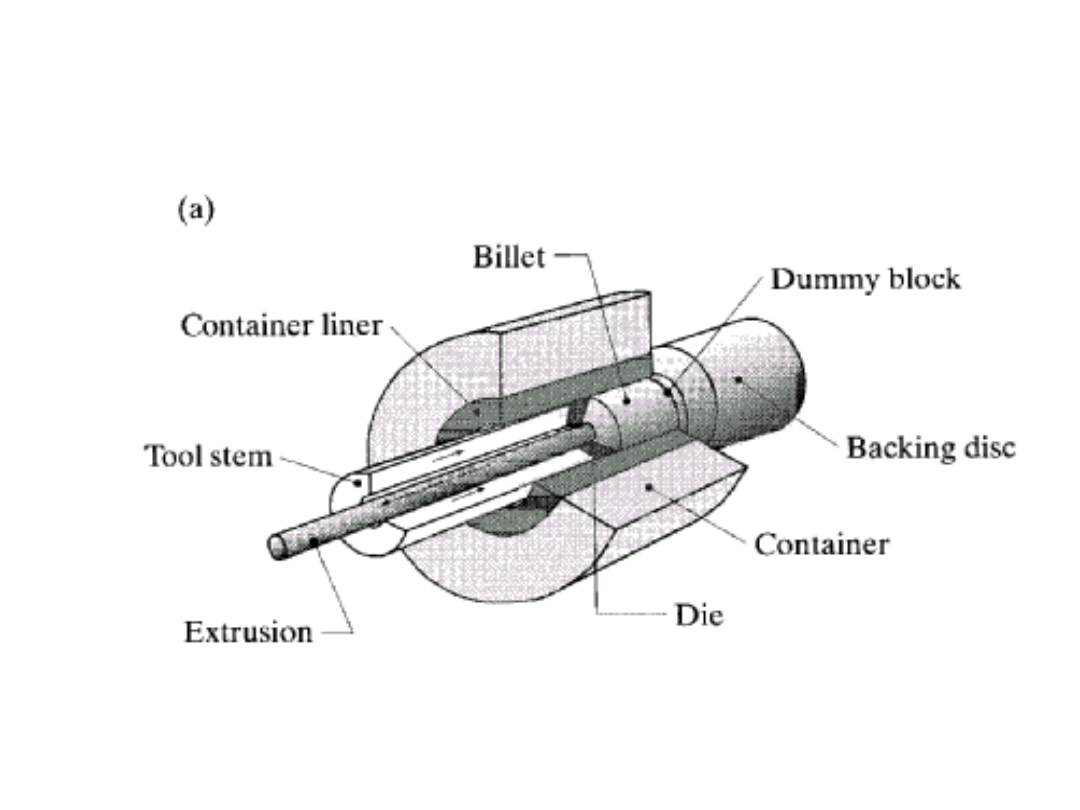
Extrusion Processes
Extrusion Processes
Indirect
Indirect
:
:
Die pushed into billet
Die pushed into billet
Andrzej Matuszak
5
Lateral
Lateral
and
and
B
B
ackward
ackward
Extrusion
Extrusion
Like direct, but material comes out of the die at
right angles or opposite to the direction in
which the billet is pushed
Andrzej Matuszak
6
Extrusion Processes
Extrusion Processes
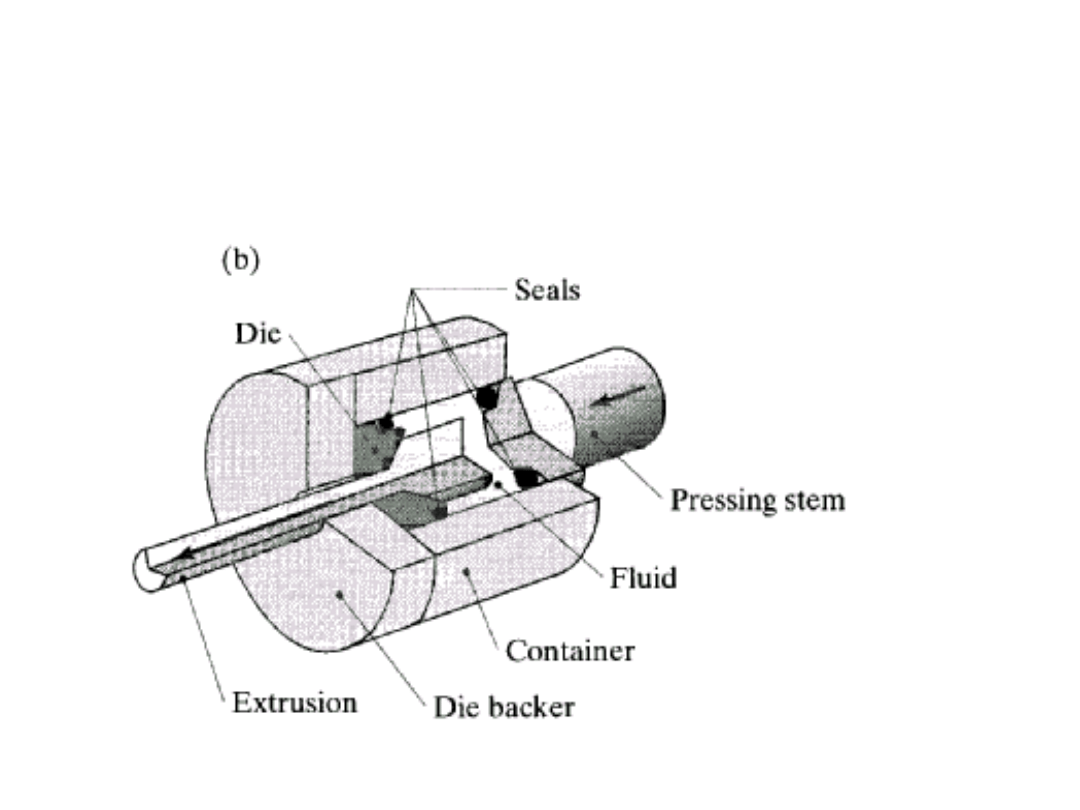
Hydrostatic: Ram compresses fluid
surrounding billet which is pushed out
through the die
Andrzej Matuszak
7
Hot Extrusion
Hot Extrusion
Andrzej Matuszak
8
Hot Extrusion Die Design
Hot Extrusion Die Design
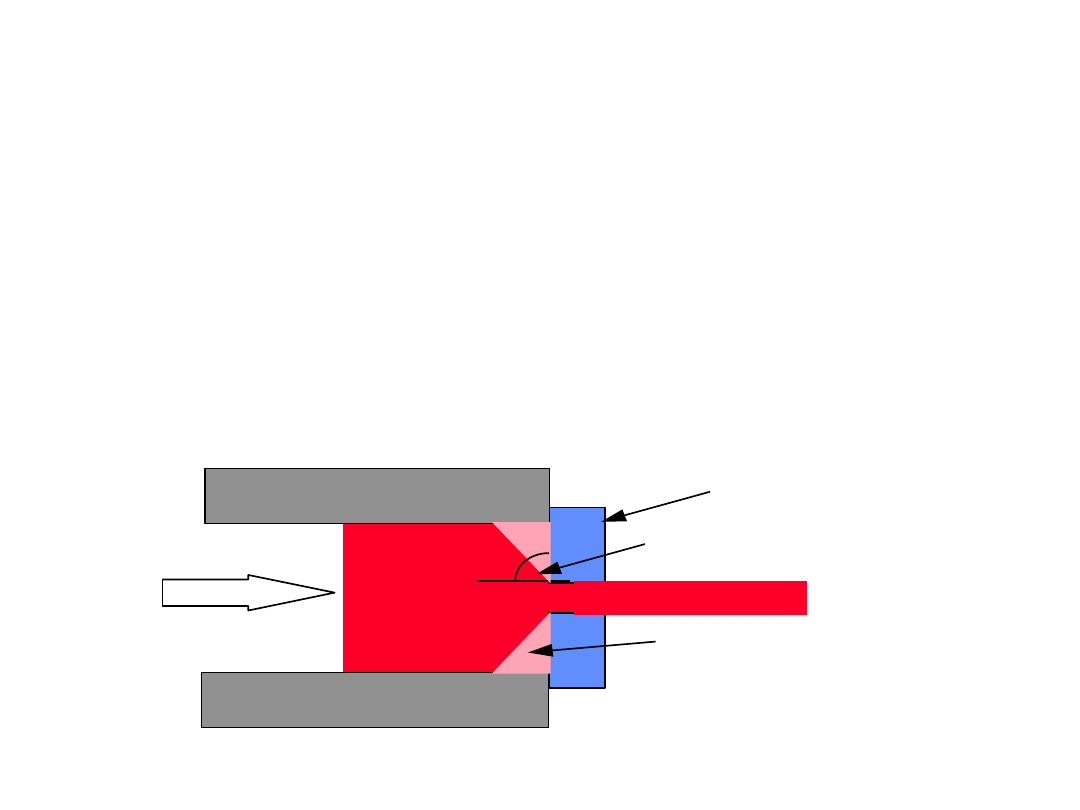
•Difficult and requires a lot of experience
•Square dies (die angle = 90o) give rise to dead metal
zones around the die
•Dead metal zones give bright finishes to aluminum
alloys (no surface exposed to air)
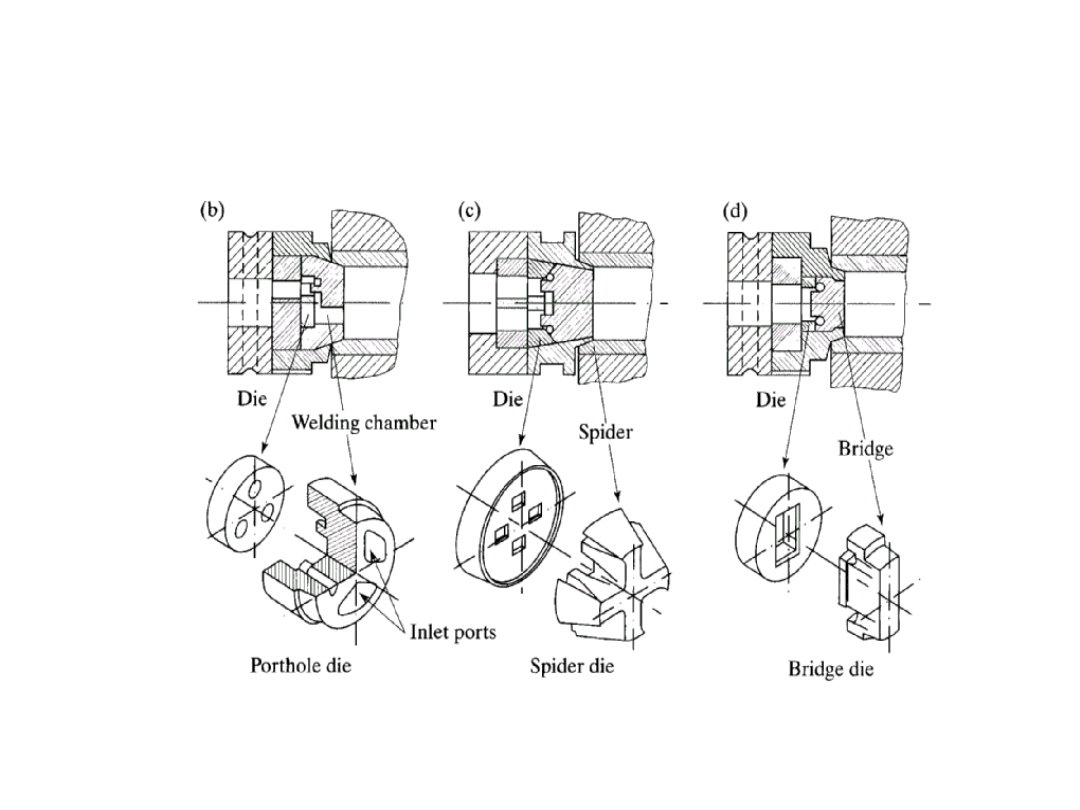
•Spider dies produce hollow shapes How is the cross
section completed?
Die Angle
Dead Metal Zone
Die
Andrzej Matuszak
9
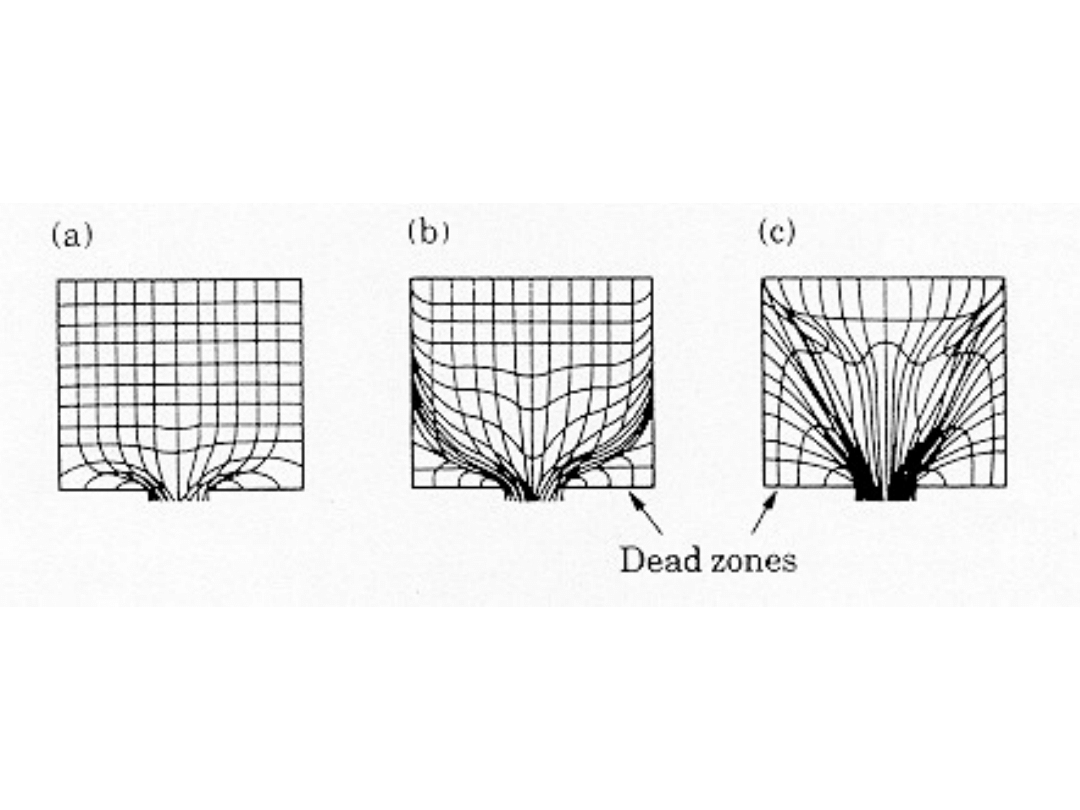
Material Flow in Extrusion
Material Flow in Extrusion
Andrzej Matuszak
10
Different types of dies
Different types of dies
Andrzej Matuszak
11
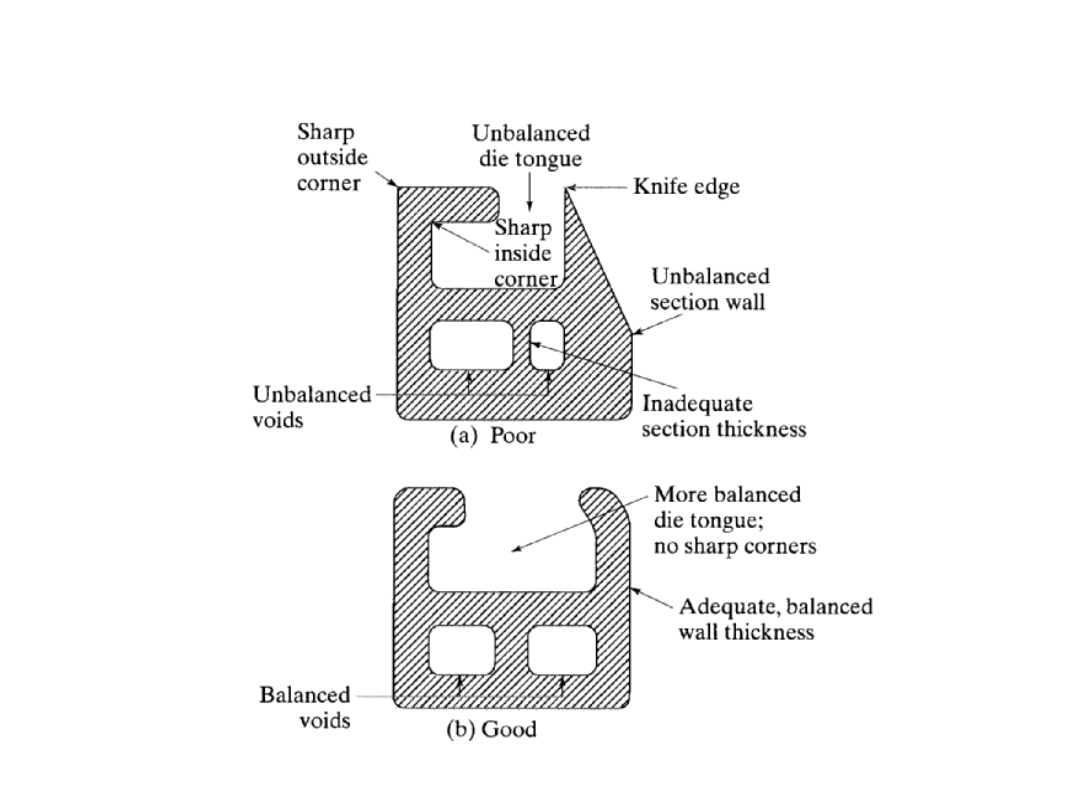
Good Design Practice
Good Design Practice
Bad
Good
Andrzej Matuszak
12
Characteristics of
Characteristics of
Extrusion
Extrusion
Processes
Processes
Andrzej Matuszak
13
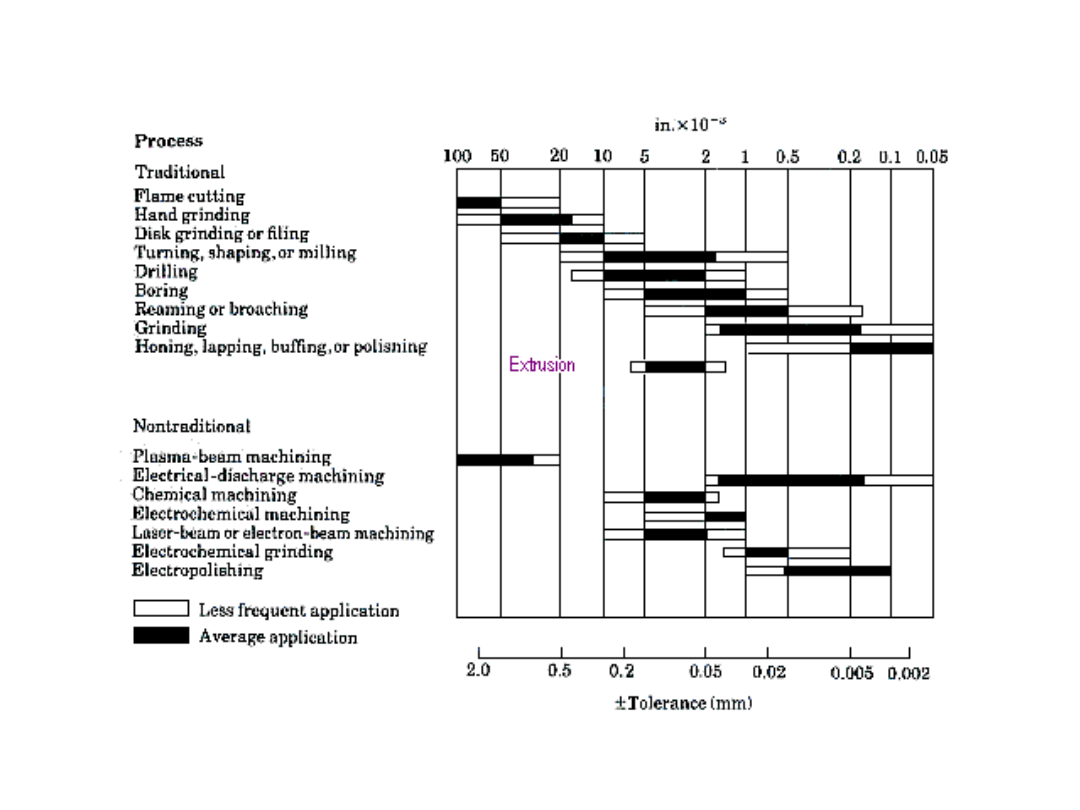
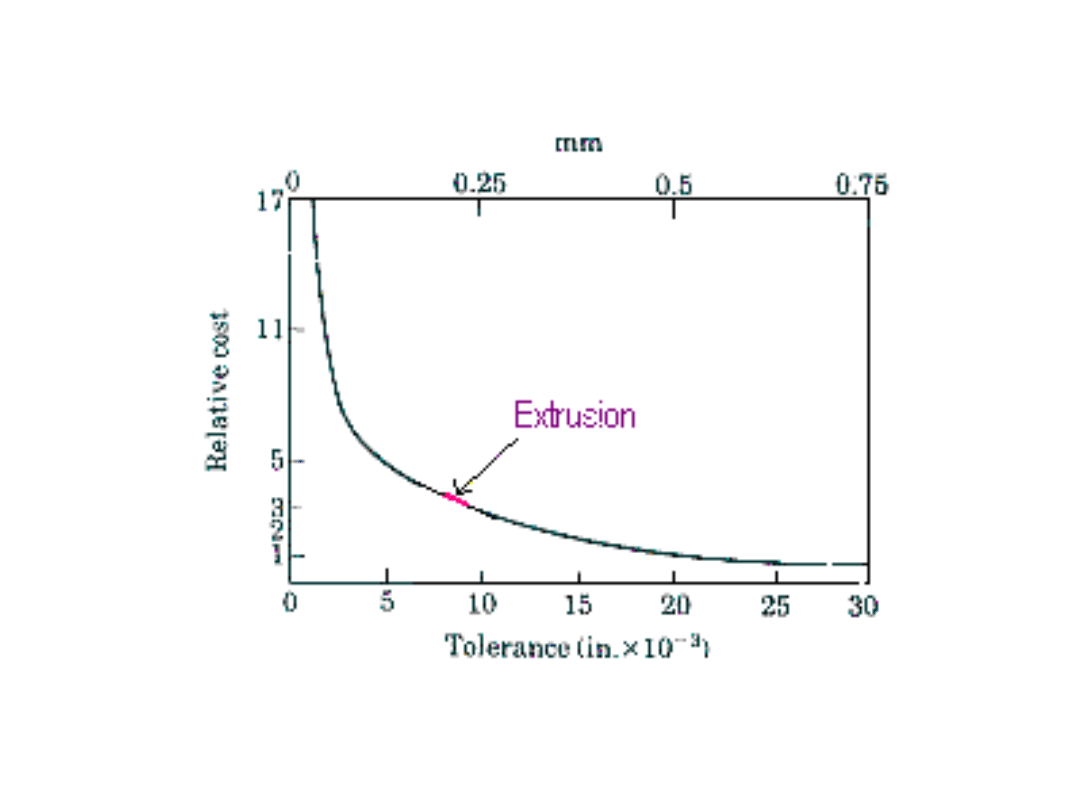
Characteristics of
Characteristics of
Extrusion
Extrusion
Processes
Processes
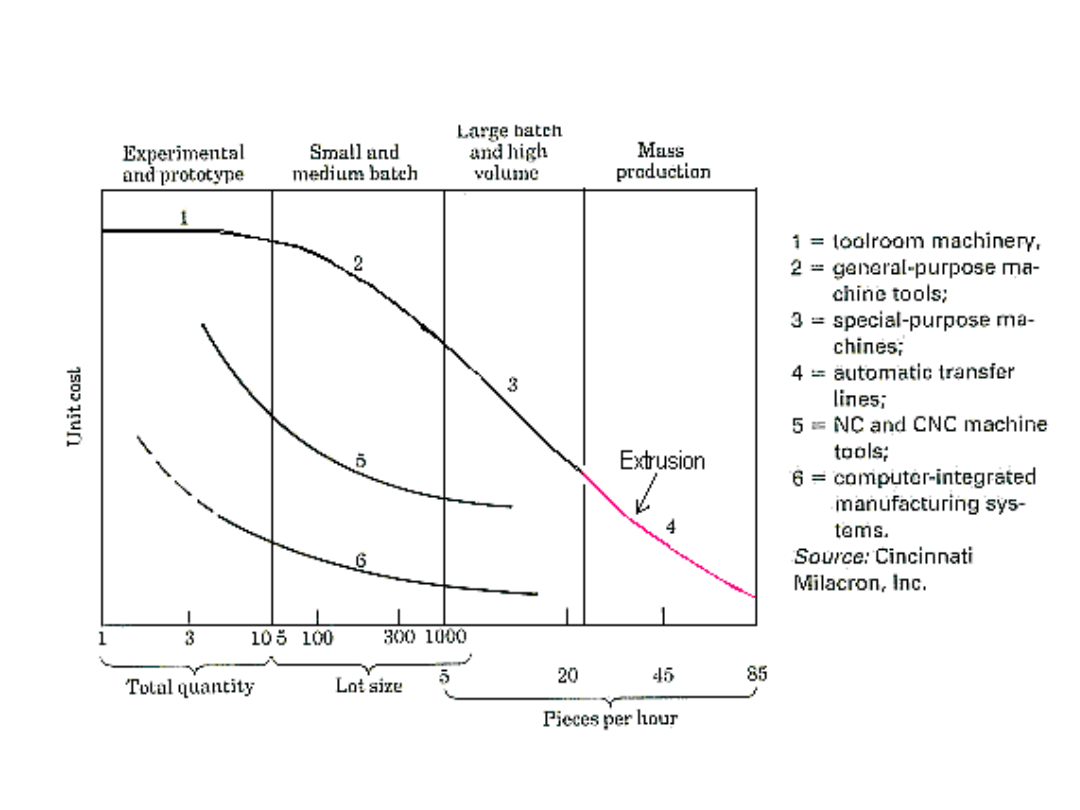
Relationship between relative cost and tolerance in manufacturing
Processes
Andrzej Matuszak
14
Characteristics of
Characteristics of
Extrusion
Extrusion
Processes
Processes
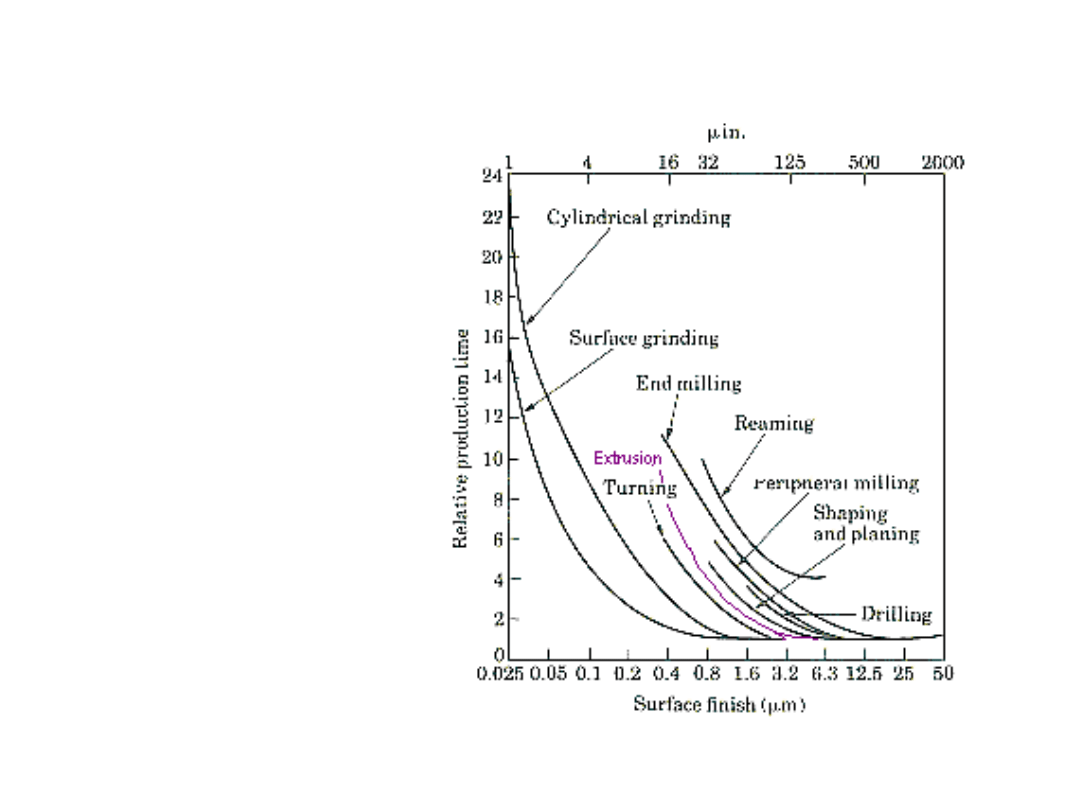
Relative production
time as a function of
surface finish
produced by various
manufacturing
methods.
Andrzej Matuszak
15
Characteristics of
Characteristics of
Extrusion
Extrusion
Processes
Processes

Andrzej Matuszak
16
Hot Extrusion
Hot Extrusion
Process temperature ranges
Material
Temp
Range (
o
C)
Lead
200-250
Aluminum and alloys
375-475
Copper and alloys
650-975
Steels
875-1300
Refractory alloys
975-2200
Andrzej Matuszak
17
Extrusion Force
Extrusion Force
- D
- D
ependent
ependent
Variable
Variable
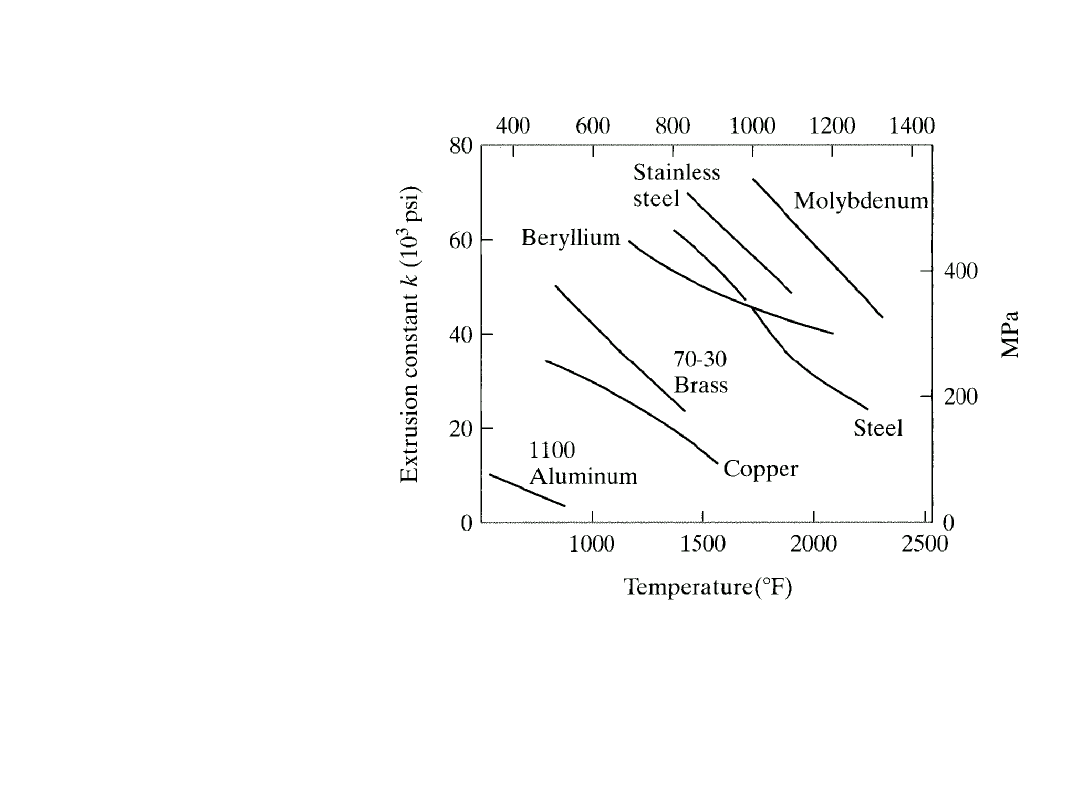
F = k A
o
ln(A
o
/A
f
)
Where
– A
0
/A
f
is the extrusion ratio
– k is the extrusion constant related to stress
strain behavior
– A
0
and A
f
are the initial and final cross-sectional
areas

Andrzej Matuszak
18
•
•
A plastic deformation process in which metal is
forces under pressure to flow through a single, or
series of dies until the desired shape is produced
Advantages
Wide variety of shapes
(Gabaryty opisane na 6 mm to 250
mm,
może być 1000 ; dla stali 150).
High production rates
(
Extrusion ratios typically10 to 100;
min.4; max. 400;
Ram speeds up to 0.5 m/s;
Length less than 7.5 m )
Improved microstructure and physical properties
Close tolerances are possible
Design flexibility
Economical
Hot Extrusion
Hot Extrusion
Andrzej Matuszak
19
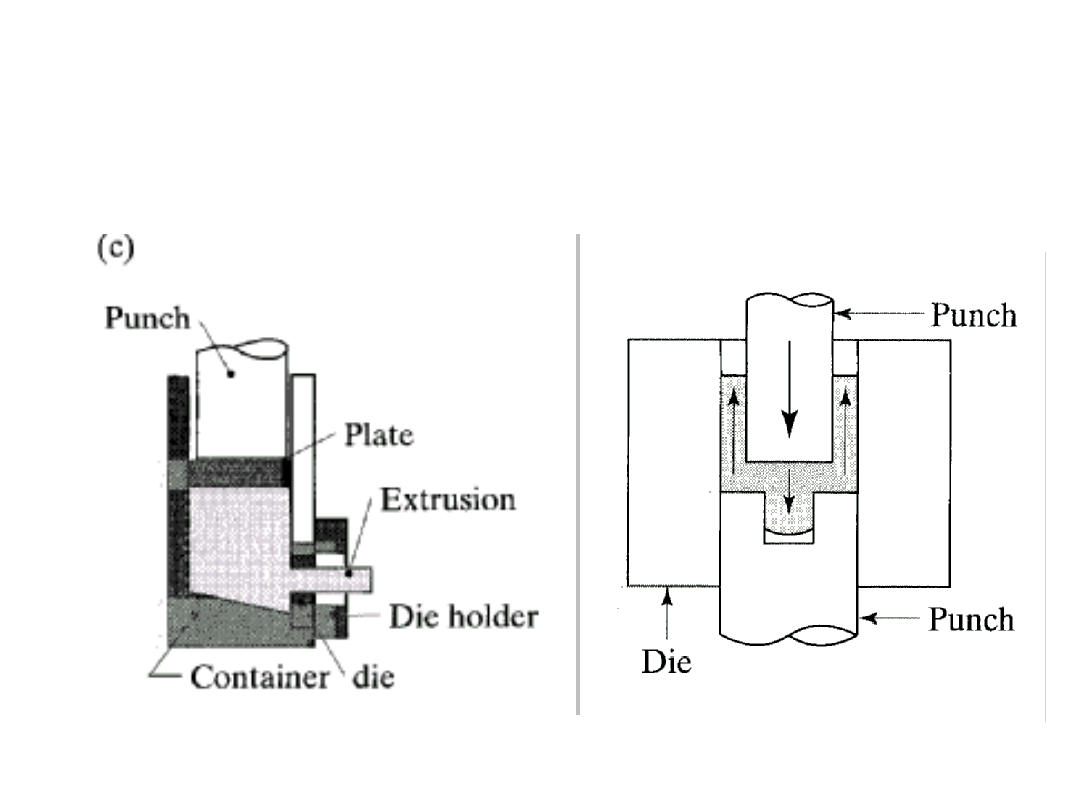
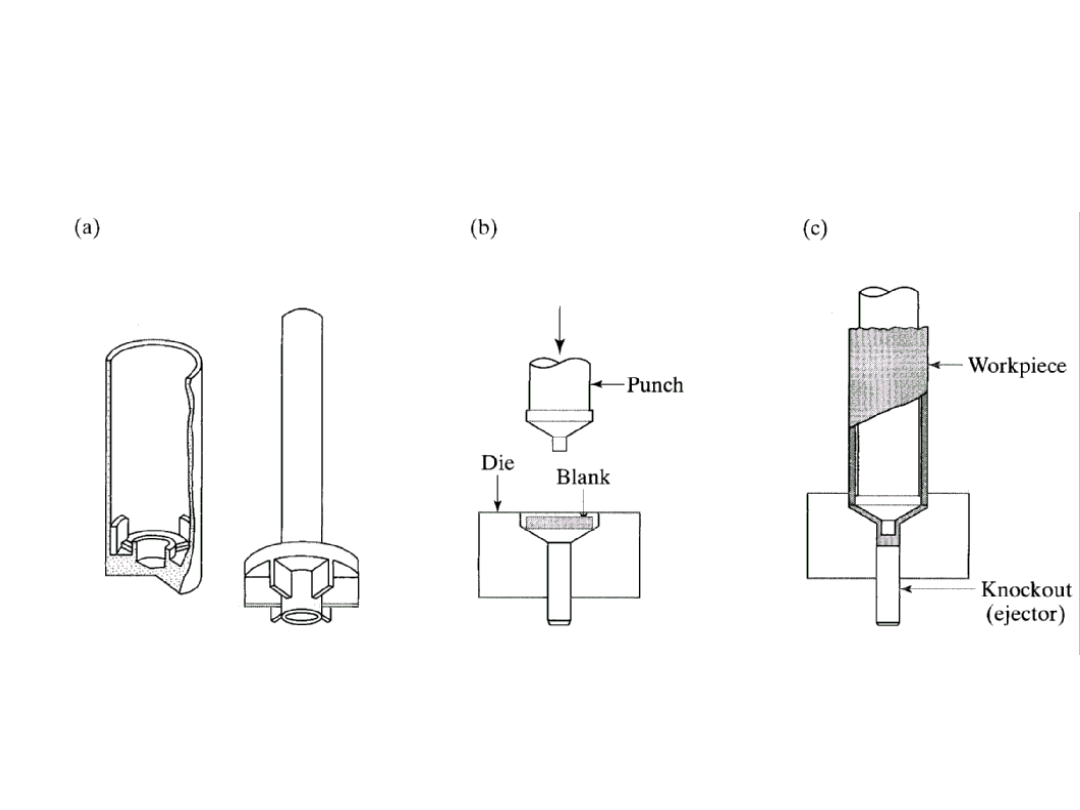
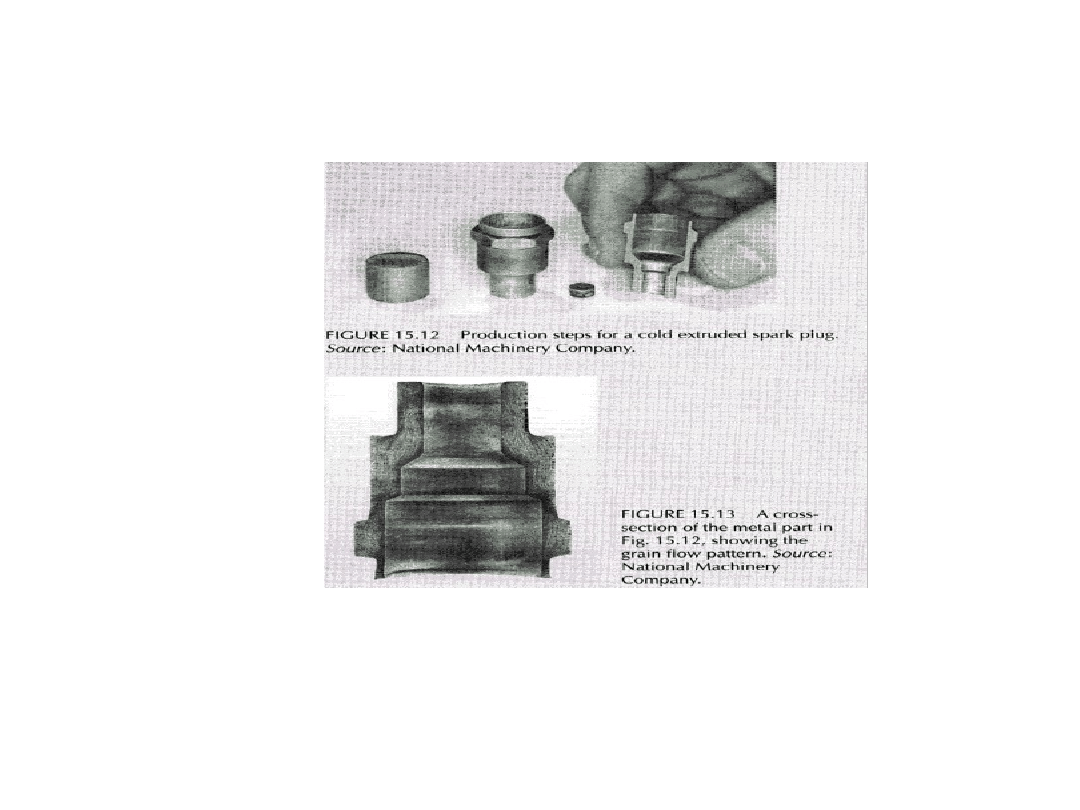
Examples of cold extrusion
Examples of cold extrusion
Andrzej Matuszak
20
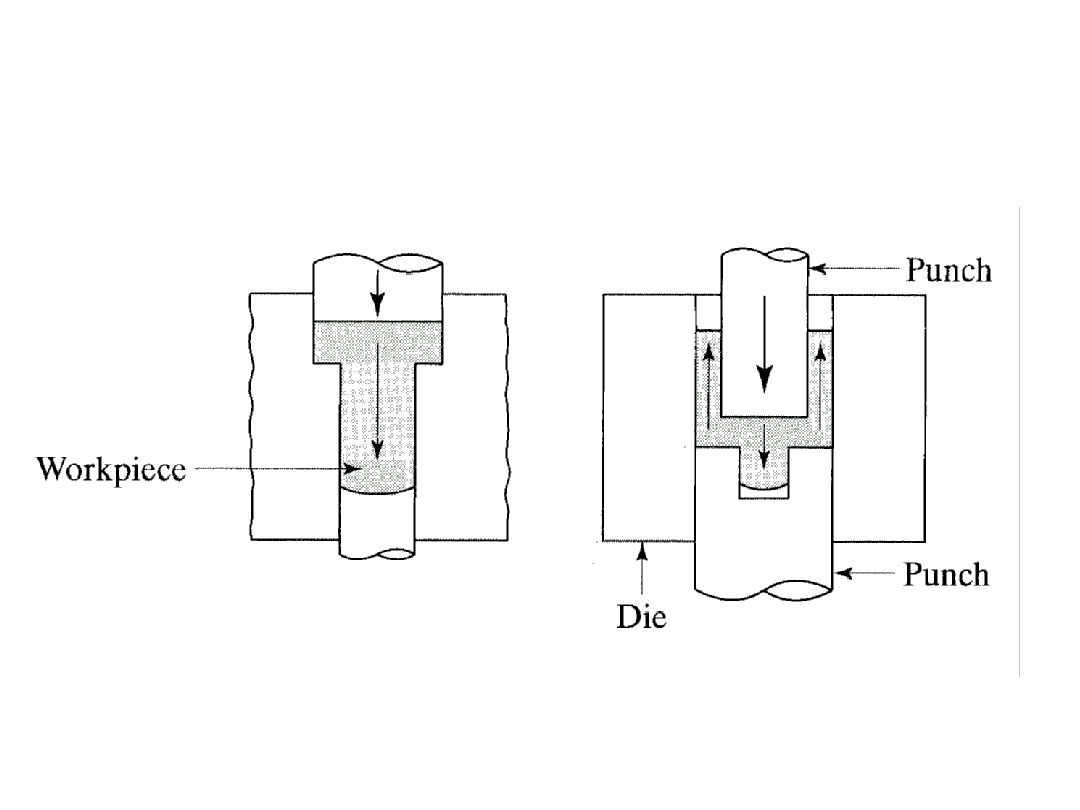
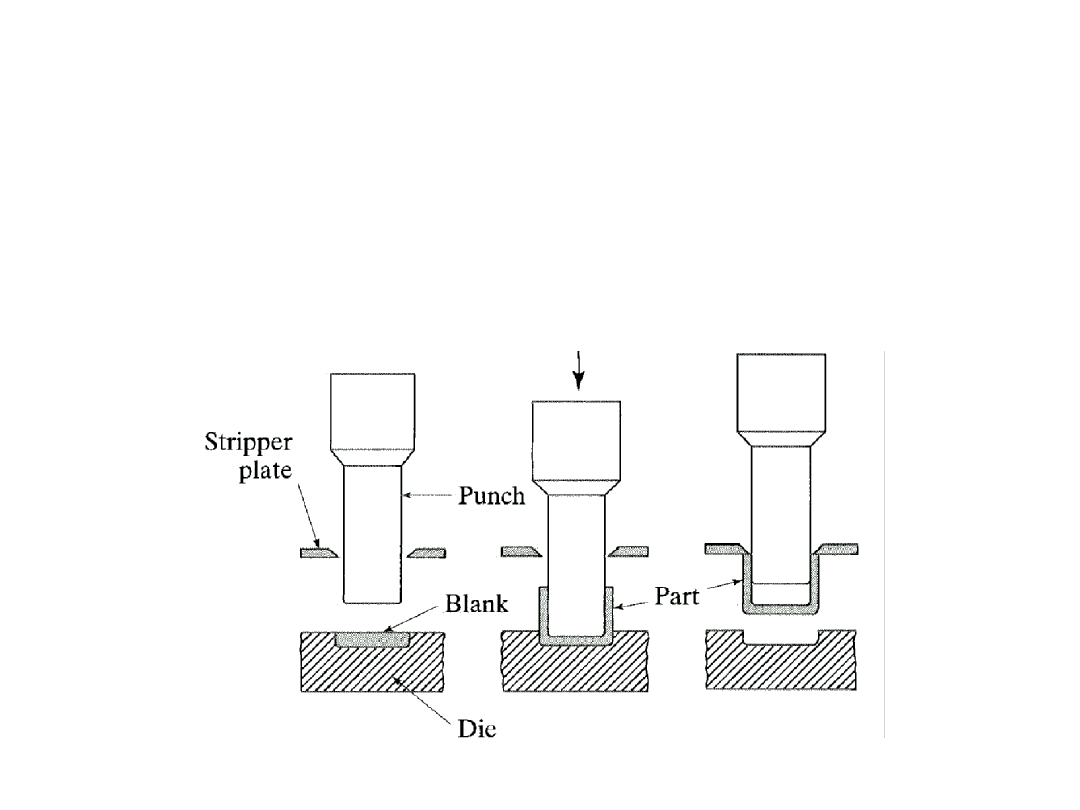
Impact Extrusion
Impact Extrusion
• Similar to indirect extrusion
• Can be considered a subset of cold
extrusion
• Tends to look very similar to forging
Used to make short parts with thin
walls
Andrzej Matuszak
21
Impact Extrusion
Impact Extrusion
Andrzej Matuszak
22
Examples of cold extrusion
Examples of cold extrusion
Andrzej Matuszak
23
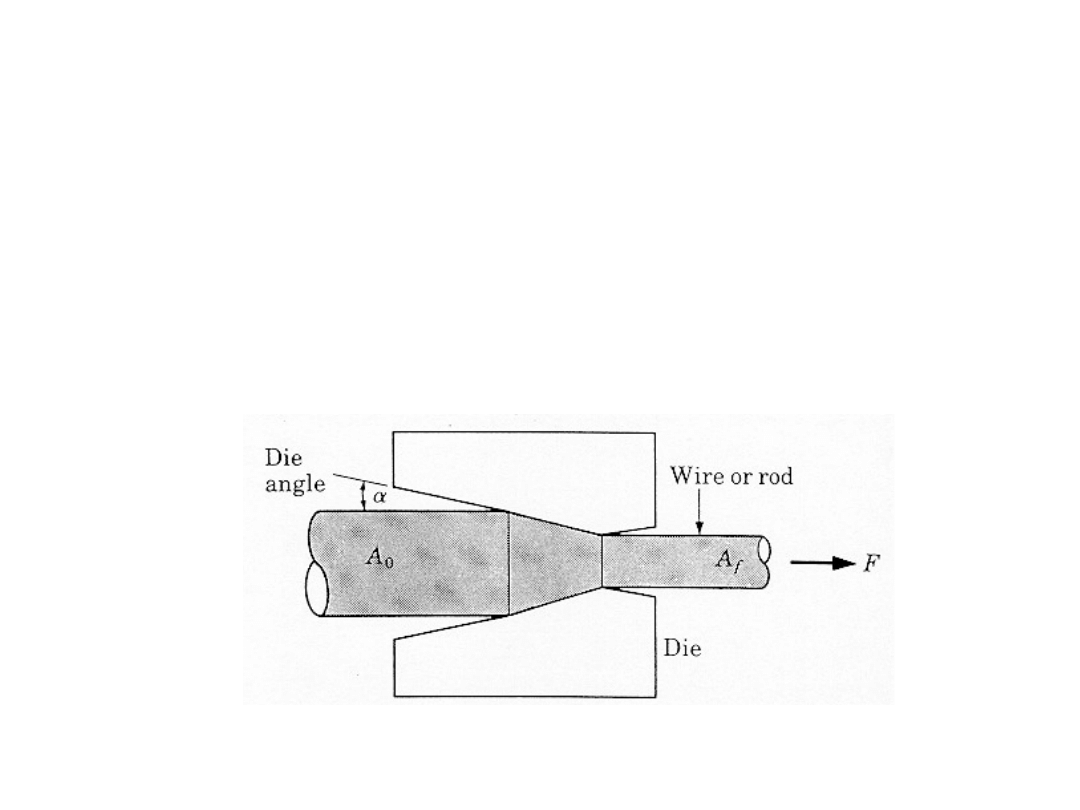
Drawing Process
Drawing Process
•Like extrusion but material pulled out the orifice of
the required shape instead of being pushed in.
•Resulting shape variety is more limited than
extrusion
–Rod (larger cross sections)
–Wire (smaller cross sections)

Andrzej Matuszak
24
Proces
Proces
y ciągnienia
y ciągnienia
•Materiałem wyjściowym do wyrobu drutu jest walcówka, prasówka
lub pręty z odlewu ciągłego oraz pręty kute ze sprasowanych
proszków.
•Najczęściej do wyrobu używa się walcówki, tj. drutu walcowanego
o średnicy 5-8 mm.
•W przypadku niektórych metali nieżelaznych, dających się dobrze
przerabiać na gorąco, materiałem wyjściowym jest tzw. prasówka, tj,
drut o średnicy 6-8 mm otrzymany sposobem wyciskania
współbieżnego na gorąco.
•Jeśli materiał nie daje się ani walcować na drut, ani wyciskać na
gorąco, to materiałem wyjściowym jest tzw. krajka bądź pręty z
odlewu ciągłego.
http://www.metalplast.pwr.wroc.pl/pliki/Lab%205.pdf
Andrzej Matuszak
25
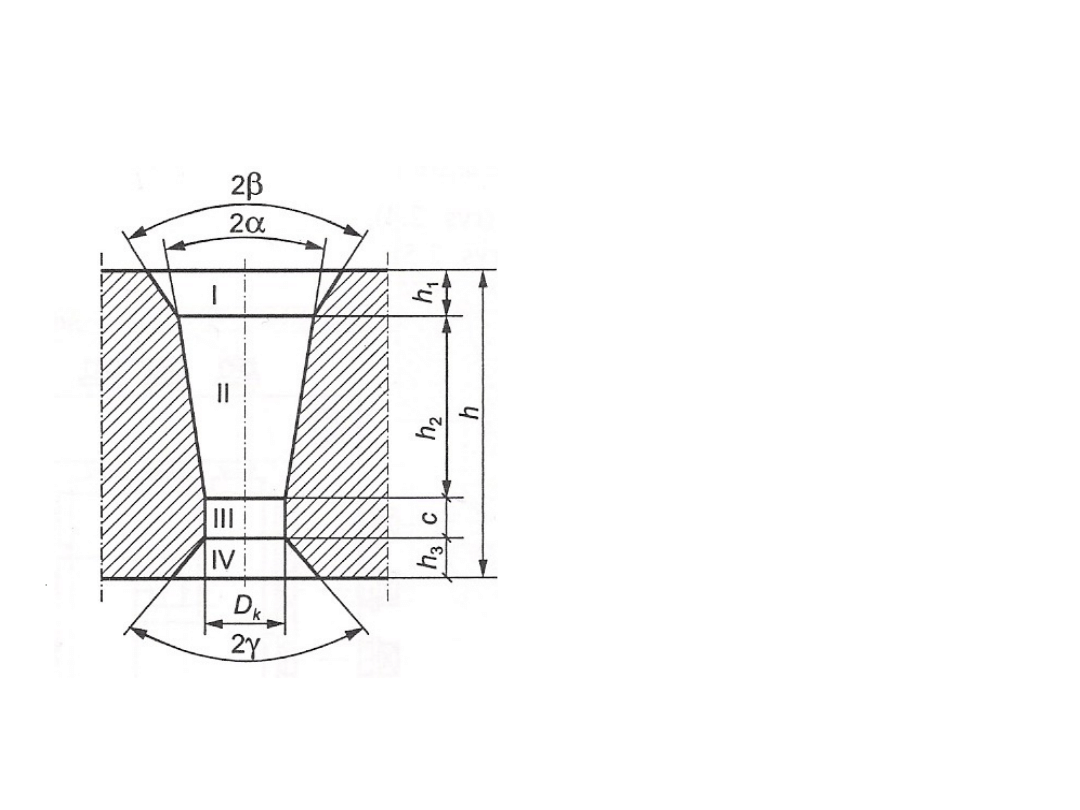
Die Design
Die Design
I – stożek smarujący (2β- kąt
stożka smarującego; h1-
wysokość stożka
smarującego)
II – stożek roboczy,
zgniatający (2α- kąt ciągadła;
h2- wysokość stożka)
III – część kalibrująca (Dk-
średnica otworu
kalibrującego; c- długość
otworu)
IV – stożek wyjściowy (2γ-
kąt stożka wyjściowego; h3-
wysokość stożka
wyjściowego)
Andrzej Matuszak
26
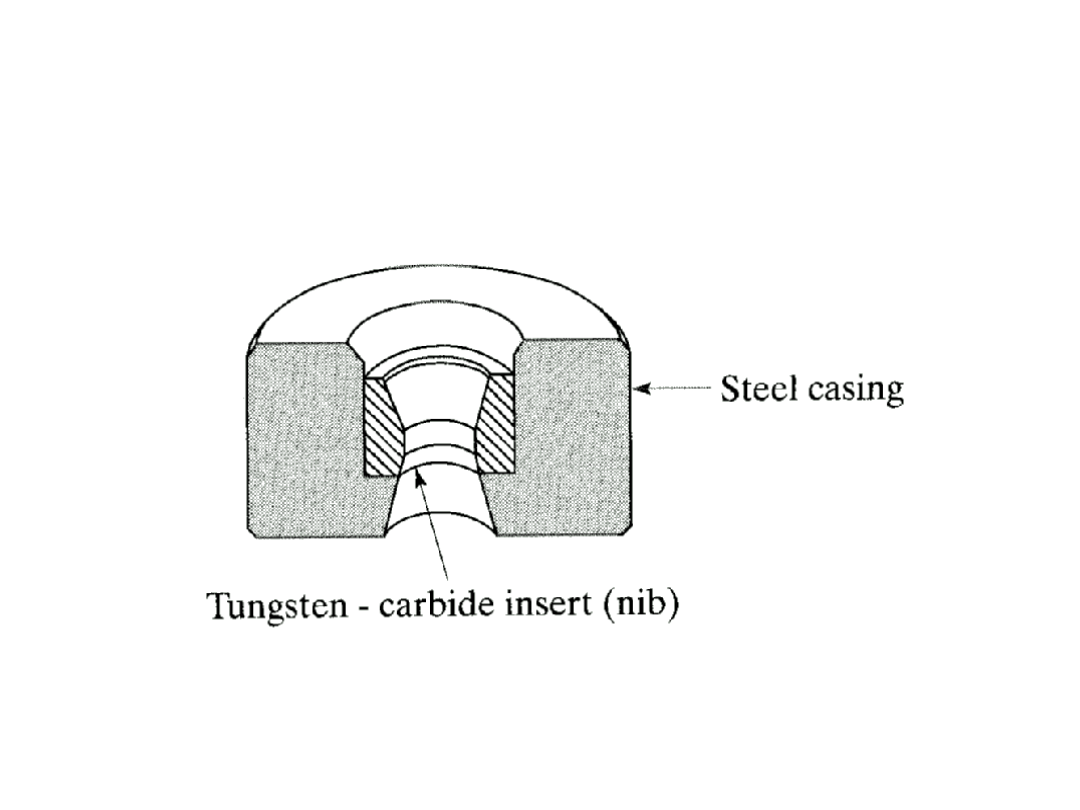
Practical Die Design
Practical Die Design
Andrzej Matuszak
27
Oszacowanie siły
Oszacowanie siły
ciągnienia
ciągnienia
śr
p
2
2
1
2
2
6
,
0
o
o
o
d
d
d
d
F
F-
siła ciągnienia
pś- średnie naprężenie uplastyczniające (przed i po ciągnieniu)
do, d1 – średnica przed i po ciągnieniu
Wzór empiryczny Siebela
F= (S
0
-S
1
)C
pśr
S
0
,S
1
–
przekrój drutu przed i po
ciągnieniu
C -
stała
Andrzej Matuszak
28
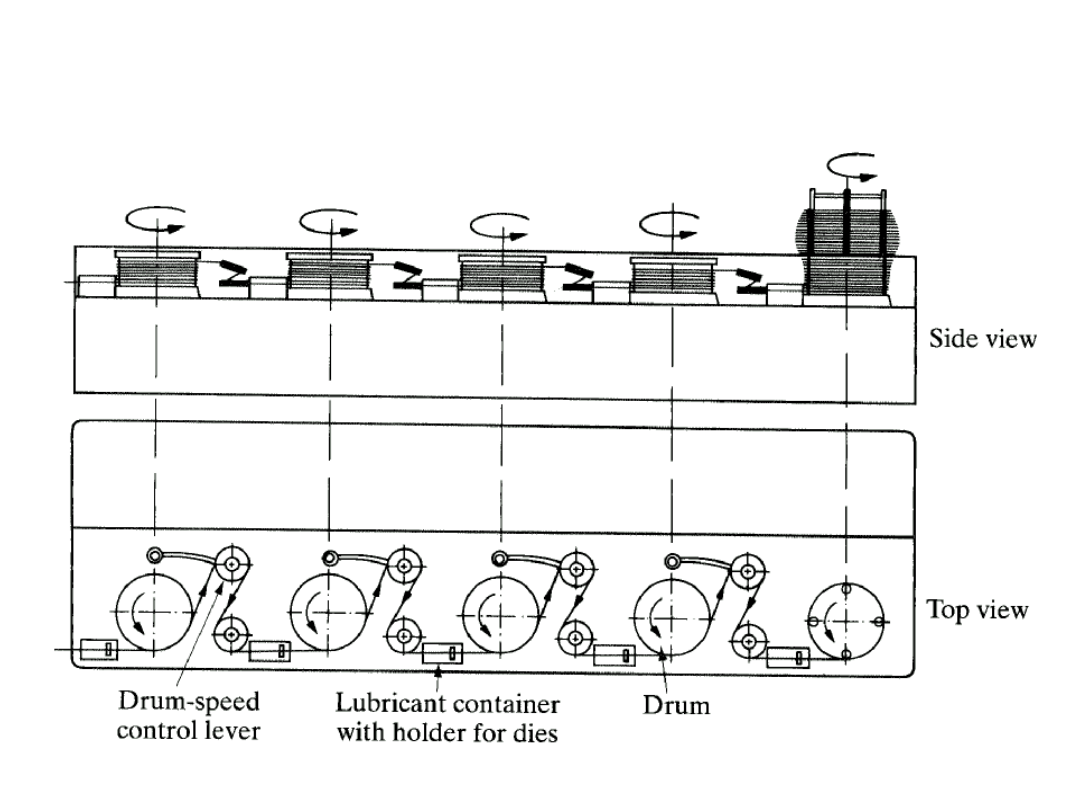
Multistage wire drawing
Multistage wire drawing
machine
machine
Andrzej Matuszak
29
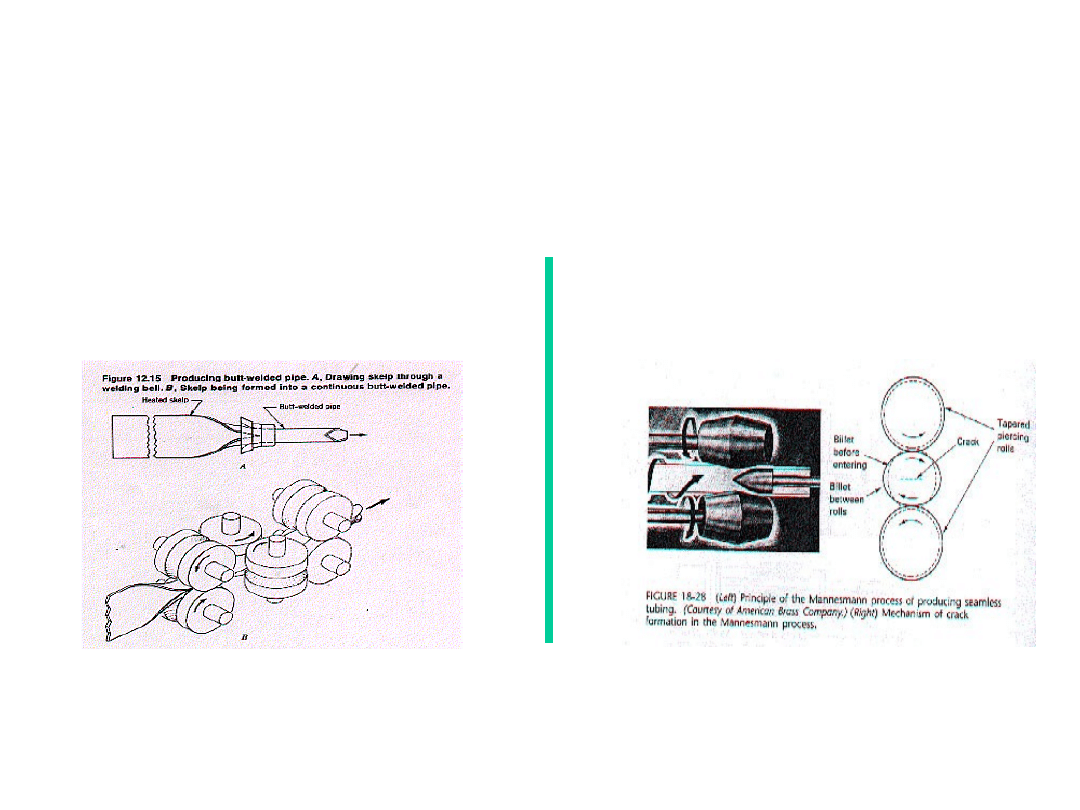
Pipe & Tube
Pipe & Tube
Manufacturing
Manufacturing
• Methods
Butt or electric
welding
Piercing

Andrzej Matuszak
30
Drawing
Drawing
• Flat sheet or a plate of metal is
forced into a recess with a depth
more than several times the
starting materials thickness.
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
Wyszukiwarka
Podobne podstrony:
WYCISKANIE
Kucie i wyciskanie zakres teoretyczny
WYCISKANIE 2
Wyciskanie
obrobka plastyczna wyciskanie
Biszkopciki wyciskane
trening na ramiona, Naprzemienne wyciskanie sztangielek w górę w staniu w lekkim rozkroku
WYCISKANIE, rodzaje i zasady masażu
08 - Materiały wyciskowe, Materiały wyciskowe
4) Wyciski pod uzupełnienia stałe
MASY WYCISKOWE
02 Wyciski i materiały wyciskoweid 3454 ppt
Wyciskanie
Metody pobierania wycisków u pacjentów bezzębnych
ciasteczka, Biszkopciki wyciskane
Protetyka - wyciski pod korony, Stomatologia, Protetyka
Ciastka półkruche wyciskane przez maszynkę
Protetyka?z wycisków
więcej podobnych podstron