LOGISTYKA ZAOPATRZENIA
Sprzężenia informacyjne
w planowaniu potrzeb
materiałowych

Tradycyjne systemy zaopatrzeniowe były ukierunkowane
przede wszystkim na to, aby zapasy odtwarzać
niezwłocznie po zaistnieniu dużego rozchodu,
sprowadzającego je do niebezpiecznie niskiego
poziomu.
Tymczasem w produkcji montażowej ( zwłaszcza
jednostkowej, np. w przemyśle okrętowym ) często
mamy do czynienia z dużym rozchodem, po którym
przez dłuższy czas nie wystąpi nowe zapotrzebowanie.
Niezwłoczne odnawianie zapasu nie miałoby, oczywiście,
w tym przypadku sensu ( chyba że na produkcję
innych części ).
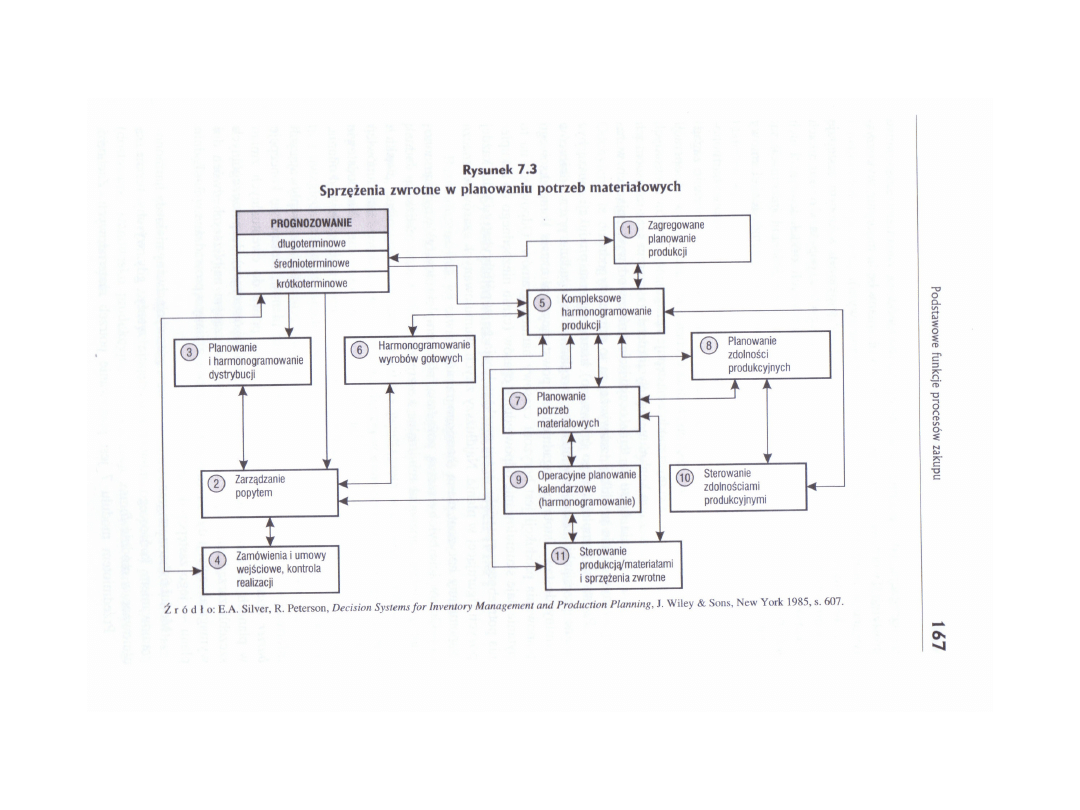

Planowanie potrzeb materiałowych, na co składa się
układ sprzężeń zwrotnych, rozpoczyna się
średnioterminowym zagregowanym planowaniem
produkcji ( moduł 1 ).
W pierwszej kolejności są określane wielkości
produkcji, rozmiary niezbędnej siły roboczej i
normy zapasów na nadchodzący okres, obejmujący
zazwyczaj od 6 do 24 miesięcy. Podstawową
jednostką czasu dla omawianego modułu jest jeden
miesiąc. W podziale na miesiące planuje się
produkcję ustalonych grup wyrobów, wytwarzanych
na tych samych maszynach i urządzeniach.

Omawiane stadium planowania jest z co najmniej
dwóch powodów szczególnie ważne. Po pierwsze,
umożliwia ono prawidłowe zaprogramowanie
wykorzystania mocy produkcyjnych. Po drugie,
sprawia, że – wobec podobieństwa wyrobów
zaliczonych do danej grupy oraz natury przepływów
produkcji – zarówno agregacja, jak i późniejsza
dezagregacja wyrobów są zadaniami stosunkowo
prostymi. Tworzone w tym module zagregowane
plany będą następnie wykorzystywane
w planowaniu operacyjnym ( krótkoterminowym ).

Kolejnym ogniwem jest moduł 2 ( zarządzanie
popytem ), w którym następuje synchronizacja
informacji o potrzebach wynikających z popytu i o
warunkach zakupów ( dostaw ). Informacje
napływają z pięciu różnych źródeł. Jednym z nich
jest prognozowanie krótkoterminowe. Innymi
istotnymi źródłami informacji są: planowanie i
harmonogramowanie dystrybucji
( moduł 3 ) oraz zamówienia i umowy wejściowe,
kontrola realizacji ( moduł 4 ).

Centralnym punktem całej omawianej struktury jest
kompleksowe harmonogramowanie produkcji
( moduł 5 ),w którego ramach następuje połączenie
zagadnień marketingowych i produkcyjnych oraz
ustalenie krótkoterminowych operacji produkcyjnych.
W omawianym module następuje dezagregacja
planów powstałych w module 1 i powiązanie
konkretnych pozycji ( detali ) z czasem oraz
miejscem ich wykonania. Odcinki czasu są teraz
oczywiście krótsze od występujących w
zagregowanym planie produkcji, zazwyczaj są to dni
lub tygodnie.

Podstawą kompleksowego ( głównego ) harmonogramu
produkcji musza być realne przesłanki, zatem
powinien on uwzględniać np. żądane przez odbiorców
terminy dostaw. Istotnym zagadnieniem powstającym
w czasie kompleksowego planowania produkcji jest
horyzont czasowy harmonogramów. Odpowiedź na to
pytanie daje skumulowanie odpowiednich czasów
( czasu niezbędnego do zakupienia potrzebnego
materiału, czasu przekształcenia go w półfabrykat
itd.) dla każdej pozycji figurującej w planie.
Najdłuższy z tych skumulowanych czasów wyznacza
wspomniany horyzont planu ( harmonogramu ).

Oczywiście byłoby rzeczą pożądaną, aby kompleksowy
( główny ) harmonogram produkcji zapewniał minimalne
koszty związane z jego realizacją. Jednak w warunkach
produkcji montażowej trzeba się liczyć z istnieniem
„wąskich gardeł”, występowaniem zmian w przepływach
rzeczowych, korektami zamówień odbiorców, awariami
maszyn i innymi zdarzeniami losowymi.
Na podstawie doświadczenia powinno się zatem
formułować zadania możliwe do wykonania, a zarazem
odpowiednio elastyczne i uzasadnione ekonomicznie.

Moduł 6 ( harmonogramowanie wyrobów gotowych, zwany
niekiedy harmonogramowaniem końcowego montażu )
występuje wtedy, gdy wyroby te nie są ujmowane
w module 5.Przedmiotem modułu 7 jest planowanie
potrzeb materiałowych. Zachodzi w nim przekształcenie
kompleksowego harmonogramowania produkcji
w szczegółowy harmonogram produkcji lub dostaw
wszystkich elementów składowych i materiałów ( przekrój
ilościowo-czasowy ). Jest to zagadnienie bardzo złożone,
ponieważ dotyczy często tysięcy, a nawet 10-ków tysięcy
pozycji np. branża elektroniczna.

Po opracowaniu realnego kompleksowego harmonogramu
produkcji ( moduł 5 ) możliwe jest już sporządzenie
harmonogramu operacyjnego ( moduł 9 ). Pozwoli on na
uruchamianie własnej produkcji elementów lub zamówienie
odpowiednich materiałów. Przedstawiony system nie
będzie mógł efektywnie funkcjonować, jeśli nie będzie
działał moduł 11 ( sterowanie produkcją / materiałami i
sprzężenia zwrotne ).W ramach tego ostatniego musi być
ustalona odpowiedzialność za działania operacyjne, a
także muszą być prawidłowo i terminowo aktualizowane
Stany zapasów materiałów i robót w toku.

Powinny być również niezwłocznie sygnalizowane
( sprzężenia zwrotne ! ) wszelkie odchylenia od planu
( harmonogramu ). Odchylenia te dotyczą np. zmian
w zamówieniach odbiorców i prognozach lub w
poziomach
i strukturze zapasów. Istotne są również wszelkie
informacje o trudnościach produkcyjnych ( awarie
maszyn,
odchylenia od norm jakościowych itp.) i zmianach
Konstrukcyjnych.
Document Outline
Wyszukiwarka
Podobne podstrony:
LOGISTYKA ZAOPATRZENIA - Sprzężenia informacyjne, Logistyka, Logistyka zaopatrzenia
15 Logistyka zaopatrzenia Systemy informatyczneid 16277 ppt
LOGISTYKA ZAOPATRZENIA- Systemy informatyczne, ABC Magazynu
LOGISTYKA ZAOPATRZENIA - Baza informacyjna procesów zakupu, Logistyka, Logistyka zaopatrzenia
3 Logistyka zaopatrzenia baza informacyjna procesów zaku p
Logistyka Zaopatrywania Metody ksztaltowania zapasow
Podstawy Logistyki zaopatrzenia t 7
LOGISTYKA ZAOPATRZENIA- Organizacja procesów magazynowych, ABC Magazynu
LOGISTYKA ZAOPATRZENIA - System planowania potrzeb materiałowych ( MRP )
logistyka zaopatrzenia-wyklady, Logistyka
LOGISTYKA ZAOPATRZENIA-Analiza zapasów i procesów magazynowych, ABC Magazynu
LOGISTYKA ZAOPATRZENIA EGZAMIN
Logistyka zaopatrzenia i produkcji
Omów ogólne problemy?cyzyjne logistyki zaopatrzenia w przedsiębiorstwie
logistyka zaopatrzenia aparat fotograficzny
LOGISTYKA ZAOPATRZENIA na przykładzie przedsiębiorstwa spożywczego XYZ, EKONOMIA, Logistyka, Logisty
Logistyka zaopatrzenia
11 Logistyka zaopatrzenia Zakupy części zamiennychid 12754 ppt
18 Logistyka zaopatrzenia Analiza zapasów i procesów magazid 17872 ppt
więcej podobnych podstron