Obróbka gładkościowa i
bardzo dokładna
Seminarium Dyplomowe
Prowadzący: prof. Romuald Będziński
Autor: Jakub Wilk

nagłówek slajdu
• Podział obróbki wykańczającej
• Obróbka Bardzo Dokładna
• Obróbka Gładkościowa
Podział
Obróbka Wykańczająca
Obróbka Gładkościowa
Obróbka Ostateczna
Obróbka Bardzo Dokładna

Obróbka Wykańczająca
Obróbka Bardzo Dokładna
• Uzyskanie małych
błędów wymiarowych
Obróbka gładkościowa
• Uzyskanie
odpowiedniej
chropowatości
powierzchni

Cechy obróbki wykańczającej
• Bardzo małe przekroje warstwy
skrawanej
• Mały posuw
• Bardzo mała lub bardzo duża
prędkość skrawania
• Mała ziarnistość narzędzi
skrawających
• Specjalne kształty ostrzy narzędzi

Rodzaje obróbki wykańczającej
• Toczenie bardzo dokładne
• Szlifowanie kłowe, bezkłowe
• Dogładzanie oscylacyjne
• Docieranie docierakami
• Polerowanie ścierne

Toczenie bardzo dokładne
• IT 7-6
• Ra 1,25 – 0,32
Szlifowanie Kłowe
• Bardzo dokładne,
IT 5, Ra 0,32-0,16
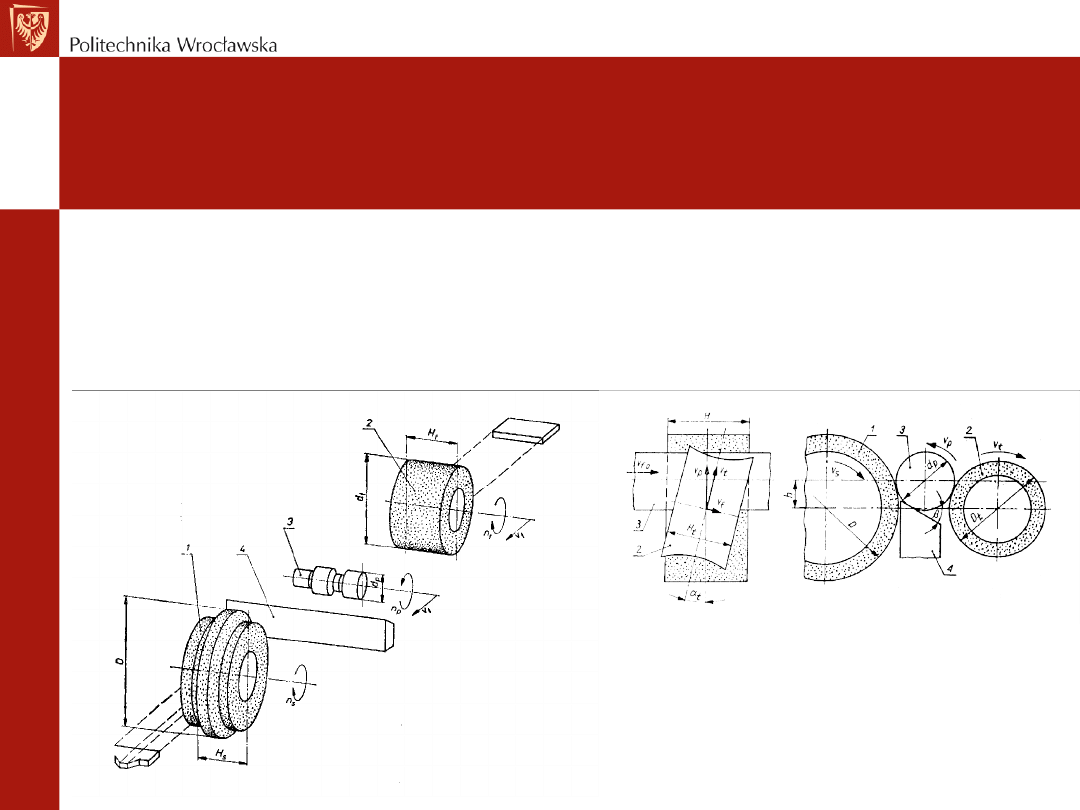
Szlifowanie bezkłowe
• Bardzo dokładne,
IT 5, Ra 0,32
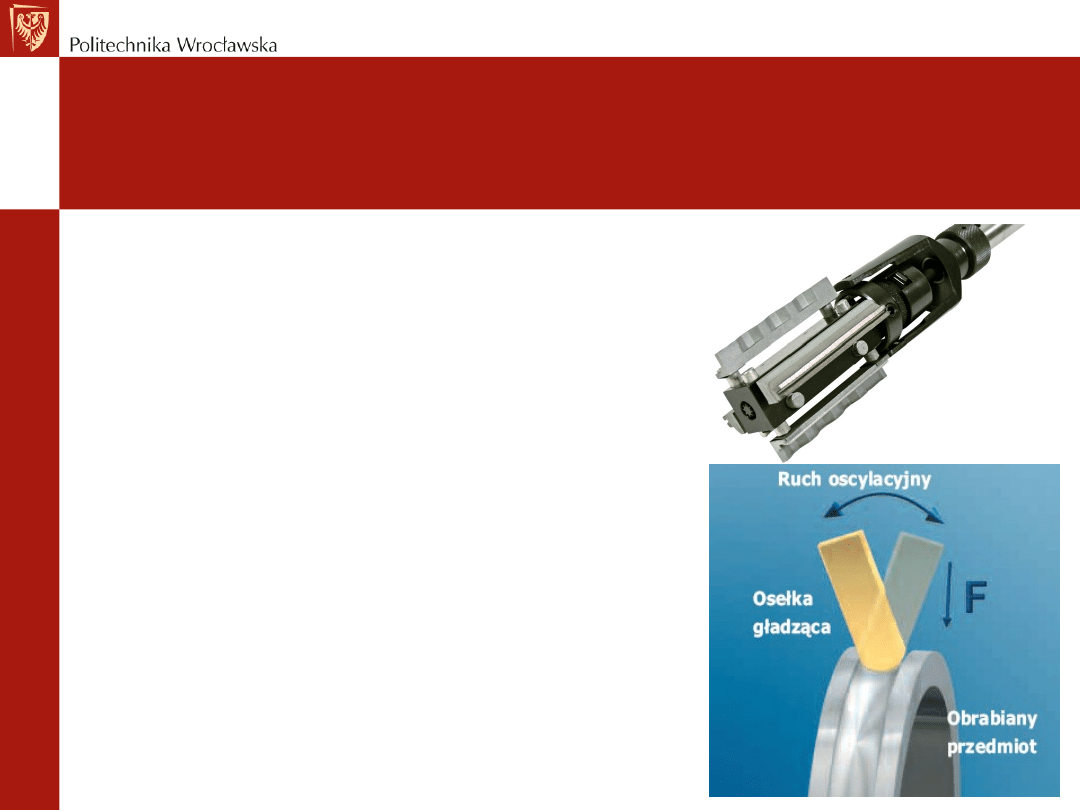
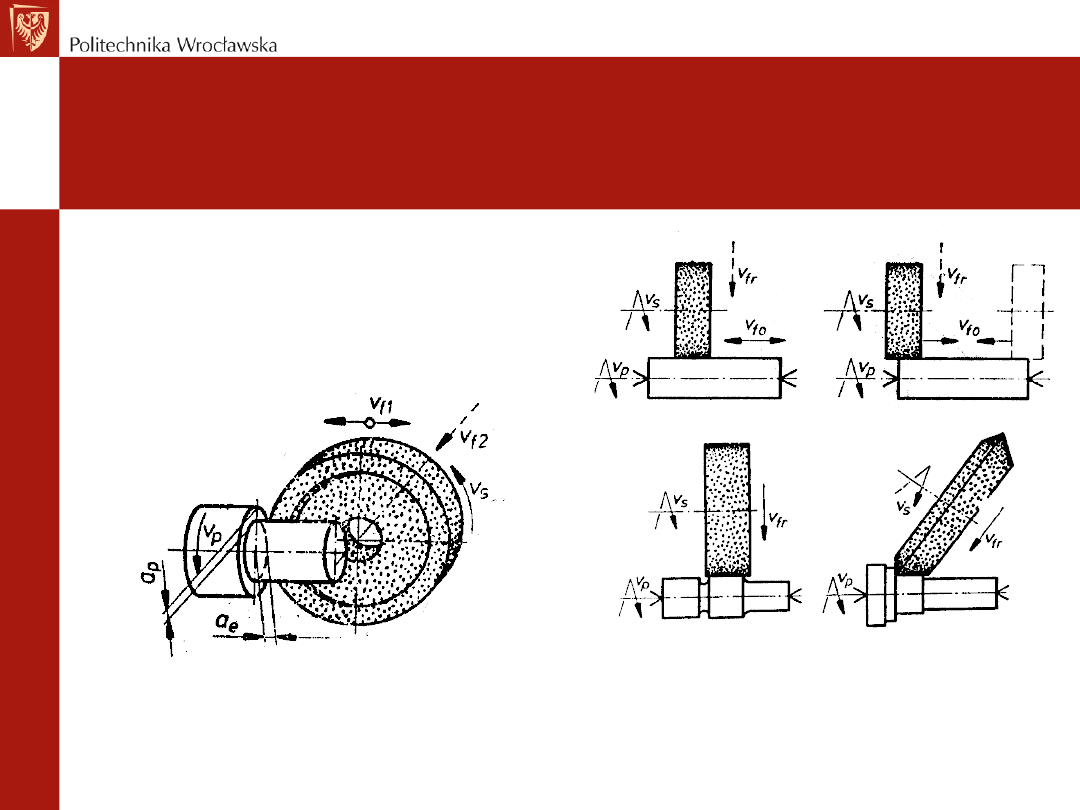
Dogładzanie oscylacyjne
(Superfinish)
• IT 6-5, Ra 0,32-0,01
• Narzędzie: ruch
oscylacyjny
prostoliniowo-
zwrotny
• Przedmiot: Ruch
obrotowy i ew. ruch
posuwowy

Docieranie
• IT 6-4, Ra 0,08-0,01
• Ziarna ścierne, w obecności pasty
(spoiwa)
Polerowanie ścierne
• Uzyskanie
odpowiedniej
gładkości i stanu
powierzchni

Zastosowanie obróbki
wykańczającej
• Technologiczne: szlifowanie
powierzchni wałów, pod łożyska, koła
zębate, szlifowanie tulei itd.
• Estetyczne: nadawanie
odpowiedniego wyglądu częściom

Bibliografia
• Poradnik Inżyniera, Obróbka
Skrawaniem, Tom 1, Warszawa 1991
• K. Dudik, E. Górski, Poradnik
Tokarza, Warszawa 2000
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
Wyszukiwarka
Podobne podstrony:
14 15 Obróbka cieplnaid 15624 ppt
plik (72) ppt
Obróbka ubytkowa SCIAGA, MBM, uczelnia, VI semestr, odbytki, oup, ppt, skrawanie karta, Choroszy, sl
61 Obróbka zewnętrznych powierzchni obrotowych i uzyskiwane dokładności(1) ppt
03 Sejsmika04 plytkieid 4624 ppt
Choroby układu nerwowego ppt
10 Metody otrzymywania zwierzat transgenicznychid 10950 ppt
10 dźwigniaid 10541 ppt
03 Odświeżanie pamięci DRAMid 4244 ppt
Prelekcja2 ppt
2008 XIIbid 26568 ppt
WYC4 PPT
rysunek rodziny ppt
więcej podobnych podstron