
Planowanie produkcji i
wielkości partii
produkcyjnej
Łukasz Kowalski
Błażej Gawełek
System produkcyjny
System produkcyjny – celowo
zaprojektowany i zorganizowany układ
materialny, energetyczny i
informacyjny służący produkowaniu
określonych produktów (wyrobów lub
usług) w celu zaspokajania
różnorodnych potrzeb klientów.
Produkcja wyrobów odbywa się w
procesie produkcyjnym, który jest
uporządkowanym ciągiem działań w
wyniku, którego konsument otrzymuje
produkty (wyroby lub usługi).
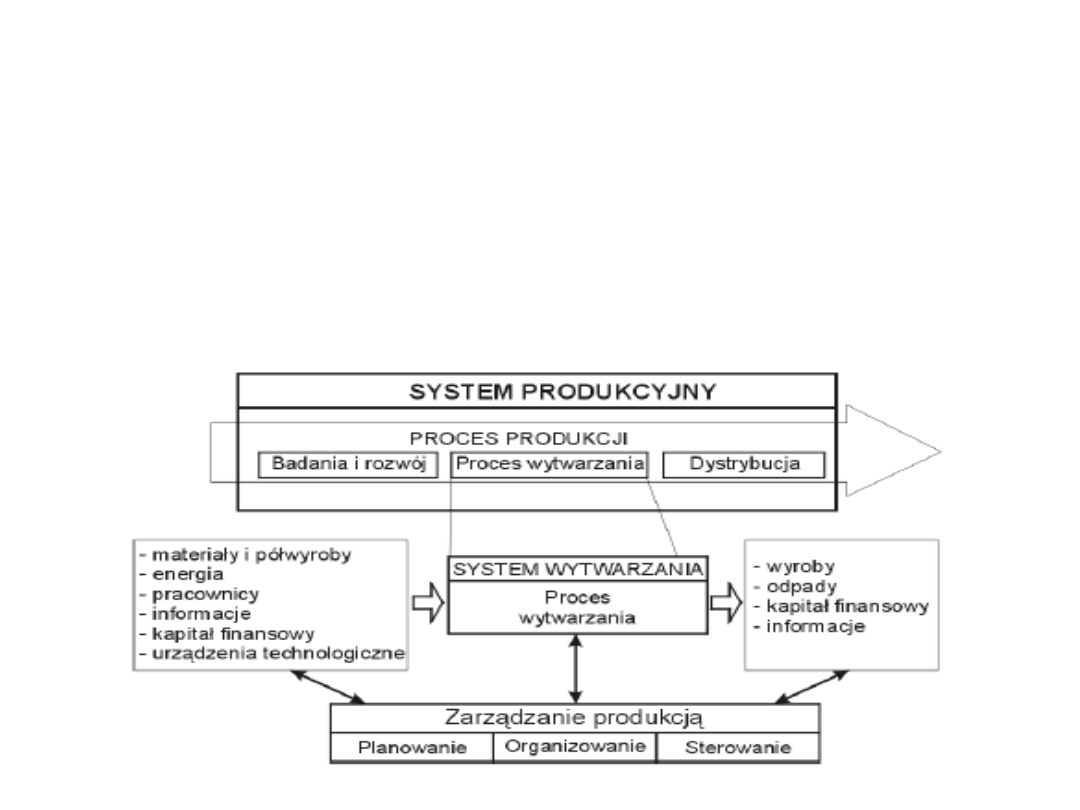
Na proces produkcyjny
składają się:
• proces badan i rozwoju – odpowiada za, np.: projektowanie produktu,
przygotowanie zasobów produkcyjnych, inwestycyjne przygotowanie
produkcji, itd.
• proces wytwarzania,
• proces dystrybucji i obsługi klienta – dotyczy zorganizowania i
funkcjonowania sieci sprzedaży, obsługi serwisowej, badan marketingowych

Planowanie produkcji
• jest programem działań, dotyczących głównie podejmowaniu
decyzji w zakresie wykorzystywania zasobów produkcyjnych i
materiałowych w celu realizacji zleceń produkcyjnych
• podstawowym celem planowania produkcji powinno być spełnienie
wymagań klienta w związku z zamówionymi zleceniami
produkcyjnymi: wielkością i terminem dostawy
• od strony producenta istotne jest racjonalne wykorzystanie
zdolności produkcyjnych i minimalizacji zapasów
• w efekcie chodzi o to, żeby sprecyzować moment rozpoczęcia i
zakończenia zadań oraz ustaleniu, kiedy i z wykorzystaniem, jakich
zasobów produkcyjnych ma ono być wykonywane
• w planowaniu produkcji pojawiają się dwa podstawowe pojęcia:
planowanie zadań w czasie - harmonogramowanie oraz
bilansowanie obciążeń, polegające na koordynacji możliwości
produkcyjnych urządzeń i pracowników realizujących produkcje

Proces planowania jest uzależniony
od:
• struktury wyrobów (wyroby proste
lub złożone),
• realizacji zleceń produkcyjnych
(produkcja na zamówienie, produkcja
na magazyn),
• przebiegu produkcji (produkcja
stacjonarna, w gniazdach, liniach
produkcyjnych),
• ilości zamówień (produkcja
jednostkowa, seryjna, masowa)
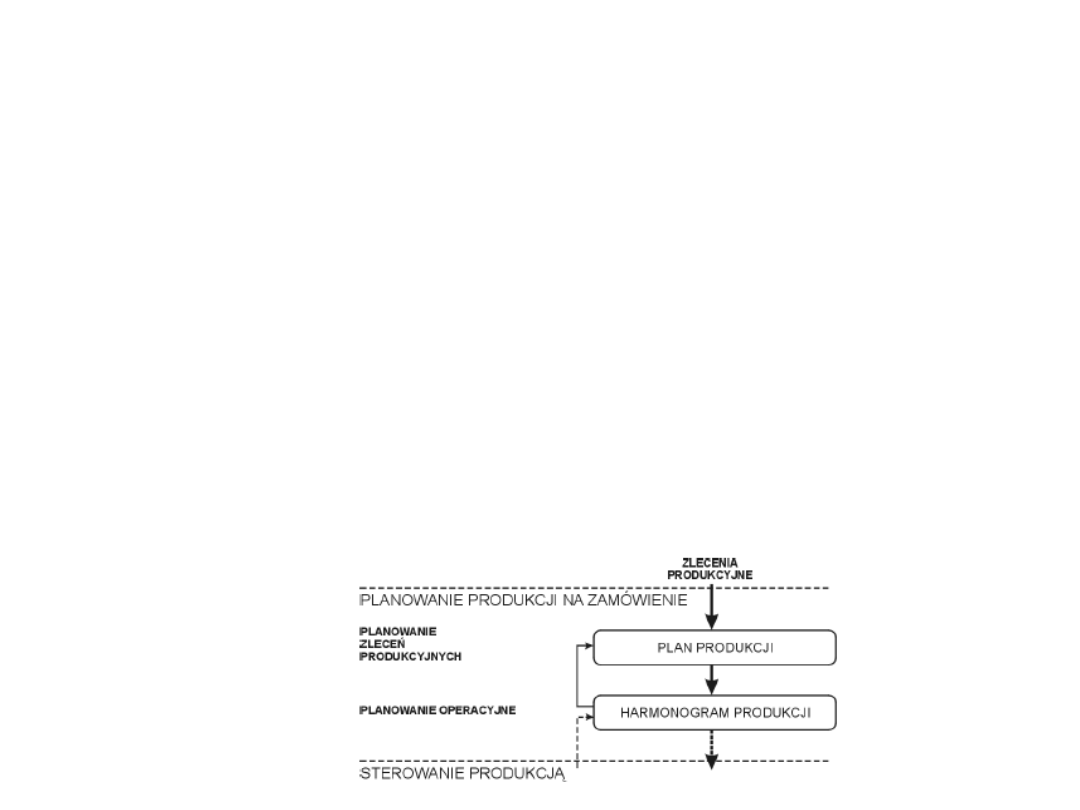
•
etap planowania produkcji rozpoczyna przyjęciem zleceń produkcyjnych, dla
których ustala się, które zasoby i w jakim stopniu będą wykorzystywane do ich
wykonywania
•
jest to planowanie zleceń produkcyjnych w postaci planu produkcji – w tym
etapie tym planuje się, które urządzenia produkcyjne będą wykorzystane do
wykonania zadania, jakie i ile środków transportowych trzeba będzie użyć, aby
zapewnić płynną pracę urządzeń, ile osób będzie pracowało przy wykonaniu
zadania i ile potrzeba będzie czasu na wykonanie zadania
•
kolejnym etapem jest planowanie operacyjne, które jest dokładnym
planowaniem czasowym wykonania zadań składających się na zlecenia
produkcyjne
•
w ten sposób jest tworzony harmonogram produkcyjny, będący szczegółowym
planem obciążeń zasobów produkcyjnych
•
precyzowany jest czas rozpoczęcia i zakończenia poszczególnych operacji oraz
czynności związanych z bezpośrednim przygotowaniem produkcji
•
w czasie realizacji procesów wytwórczych według planów operacyjnych,
konieczna jest ich kontrola, co do bez zakłóceniowego ich przebiegu. W
przypadku wystąpienia zakłócenia konieczna jest korekta planów operacyjnych,
aby możliwa była dalsza realizacja procesów wytwarzania. Działania te
wchodzą w zakres sterowania produkcja
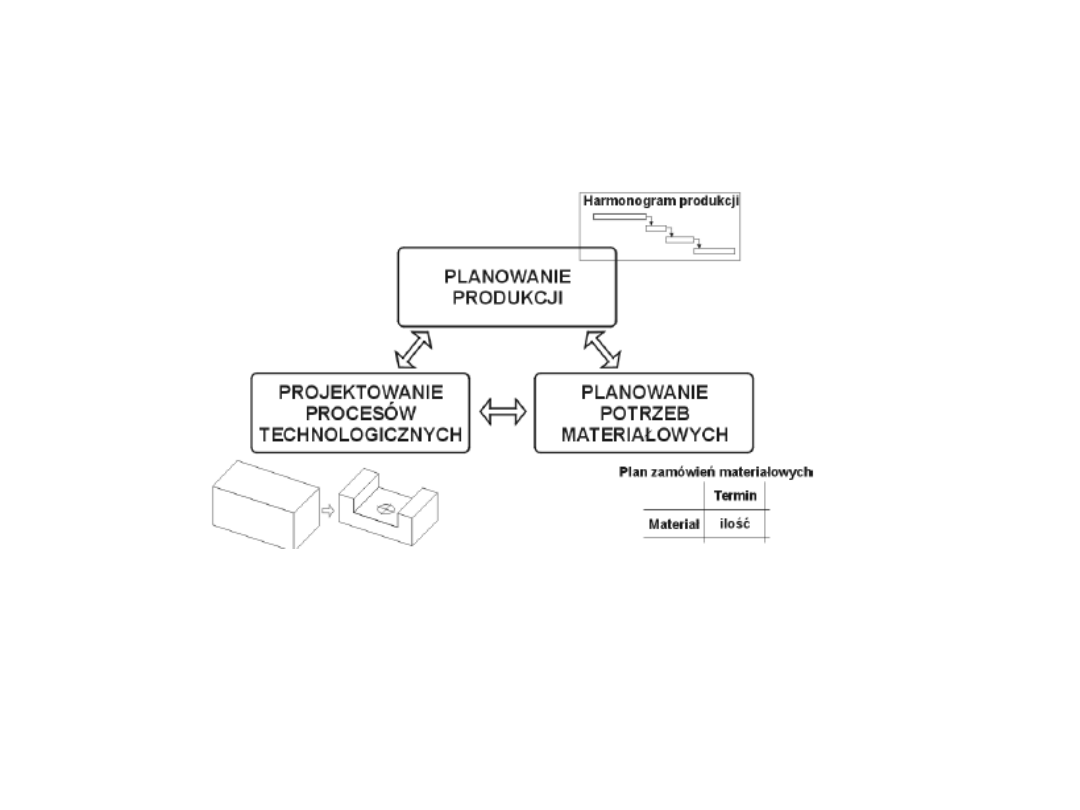
Obszary związane z planowaniem
produkcji
Wynika z tego iż konieczna jest koordynacja działań
podejmowanych w obszarach: projektowania
procesów technologicznych, planowania produkcji,
planowania zapotrzebowania materiałowego
Składowe czasu realizacji
operacji technologicznych
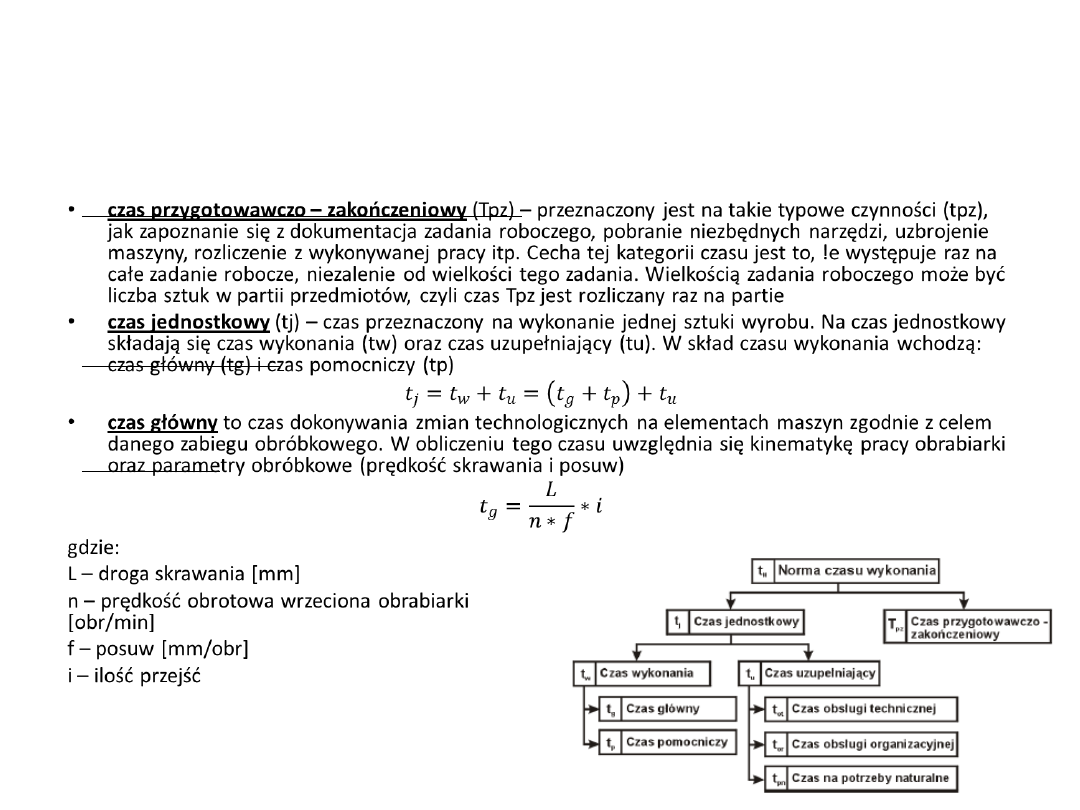
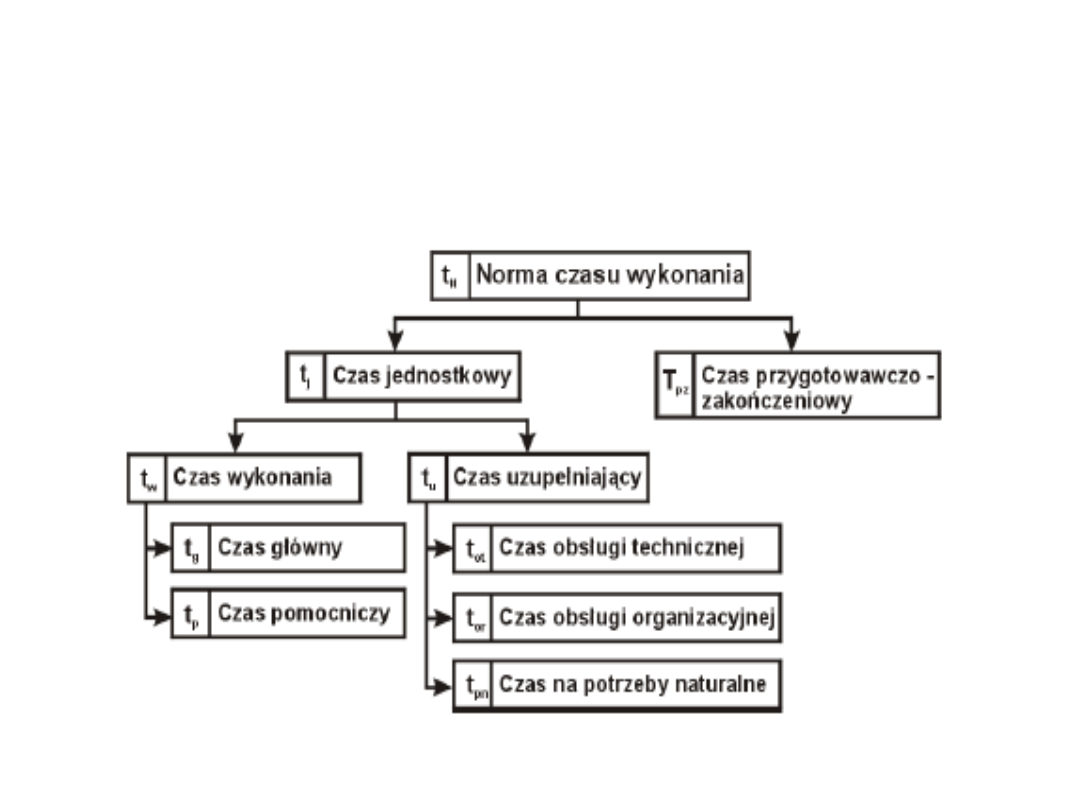
• czas przygotowawczo – zakończeniowy (Tpz) – przeznaczony jest na takie typowe
czynności (tpz), jak zapoznanie się z dokumentacja zadania roboczego, pobranie
niezbędnych narzędzi, uzbrojenie maszyny, rozliczenie z wykonywanej pracy itp. Cecha tej
kategorii czasu jest to, !e występuje raz na całe zadanie robocze, niezalenie od wielkości
tego zadania. Wielkością zadania roboczego może być liczba sztuk w partii przedmiotów,
czyli czas Tpz jest rozliczany raz na partie
• czas jednostkowy (tj) – czas przeznaczony na wykonanie jednej sztuki wyrobu. Na czas
jednostkowy składają się czas wykonania (tw) oraz czas uzupełniający (tu). W skład czasu
wykonania wchodzą: czas główny (tg) i czas pomocniczy (tp)
• czas główny to czas dokonywania zmian technologicznych na elementach maszyn
zgodnie z celem danego zabiegu obróbkowego. W obliczeniu tego czasu uwzględnia się
kinematykę pracy obrabiarki oraz parametry obróbkowe (prędkość skrawania i posuw)
gdzie:
L – droga skrawania [mm]
n – prędkość obrotowa wrzeciona obrabiarki
[obr/min]
f – posuw [mm/obr]
i – ilość przejść
•
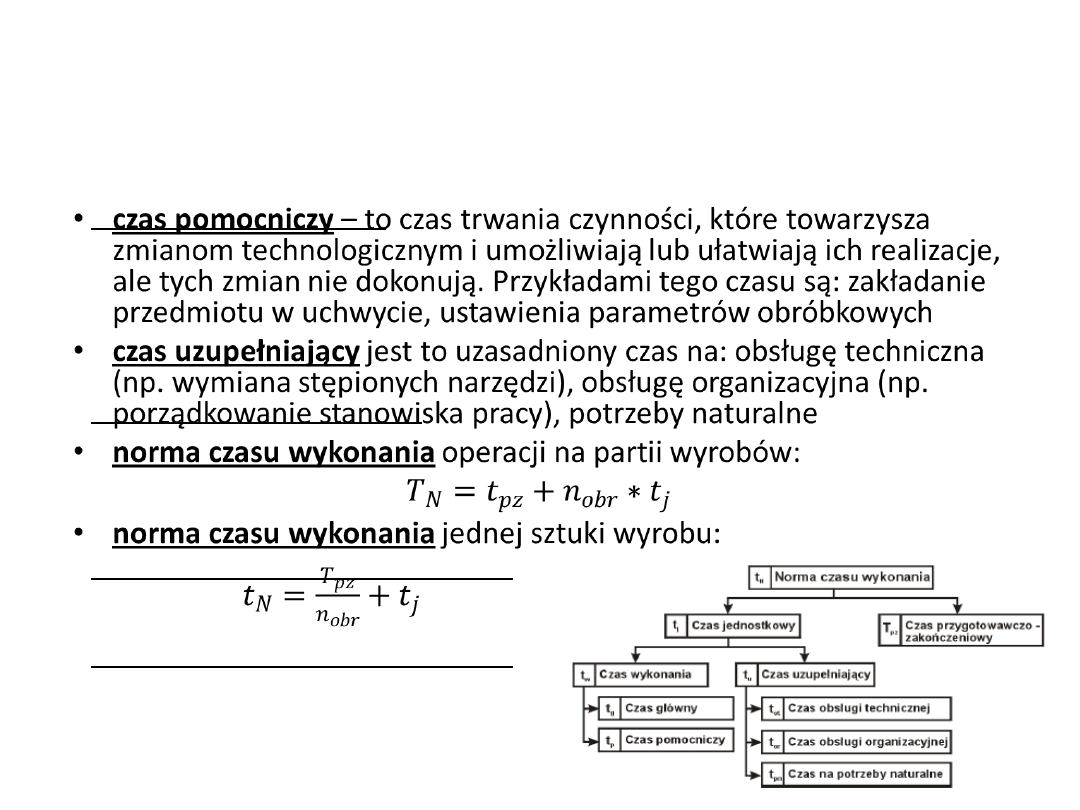
• czas pomocniczy – to czas trwania czynności, które
towarzysza zmianom technologicznym i umożliwiają lub
ułatwiają ich realizacje, ale tych zmian nie dokonują.
Przykładami tego czasu są: zakładanie przedmiotu w
uchwycie, ustawienia parametrów obróbkowych
• czas uzupełniający jest to uzasadniony czas na: obsługę
techniczna (np. wymiana stępionych narzędzi), obsługę
organizacyjna (np. porządkowanie stanowiska pracy),
potrzeby naturalne
• norma czasu wykonania operacji na partii wyrobów:
• norma czasu wykonania jednej sztuki wyrobu:
•
Wyznaczanie partii
obróbkowej
• organizacja procesu wytwarzania wymaga podziału zleceń produkcyjnych na
mniejsze zbiory, a mianowicie partie obróbkowe
• partia obróbkowa n
obr
to liczba wyrobów zlecenia produkcyjnego obrabianych
na stanowisku produkcyjnym podlegająca wykonaniu kolejnych operacji
procesu technologicznego bez przerw na wykonanie innych wyrobów
• istnieje wiele kryteriów pozwalających na określanie wielkości partii
produkcyjnej. Można do nich zaliczyć:
- stała wielkości partii – stosowana podczas wykonywania dużych
przedmiotów (np. kontenery, skrzynie),
- „partia na partie” – w metodzie tej wielkość partii jest równa wielkości
zlecenia produkcyjnego,
- techniczno – organizacyjna wielkość partii
• dla obliczenia wielkości partii produkcyjnej według tego kryterium można
posłużyć się wzorem przedstawionym poniżej, w którym występuje
współczynnik q, wyrażający maksymalny udział sumy czasów
przygotowawczo – zakończeniowych operacji technologicznych w całkowitej
przewidzianej normie czasu wykonania partii wyrobów T
N
. Norma czasu
wykonania partii wyrobów jest obliczona ze wzoru:
•
Wzór na liczebność partii
produkcyjnej
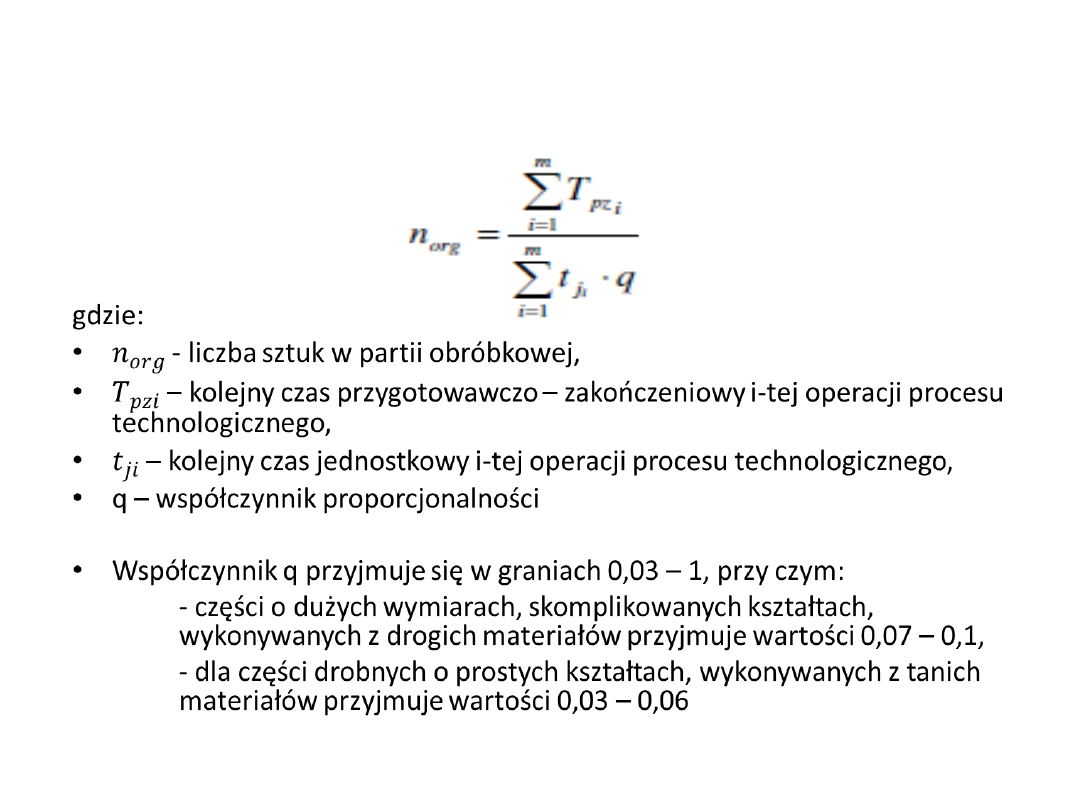
gdzie:
• - liczba sztuk w partii obróbkowej,
• – kolejny czas przygotowawczo – zakończeniowy i-tej operacji
procesu technologicznego,
• – kolejny czas jednostkowy i-tej operacji procesu technologicznego,
• q – współczynnik proporcjonalności
• Współczynnik q przyjmuje się w graniach 0,03 – 1, przy czym:
- części o dużych wymiarach, skomplikowanych kształtach,
wykonywanych z drogich materiałów przyjmuje wartości 0,07 – 0,1,
- dla części drobnych o prostych kształtach, wykonywanych z tanich
materiałów przyjmuje wartości 0,03 – 0,06
•
Document Outline
- Slide 1
- System produkcyjny
- Na proces produkcyjny składają się:
- Planowanie produkcji
- Proces planowania jest uzależniony od:
- Slide 6
- Obszary związane z planowaniem produkcji
- Składowe czasu realizacji operacji technologicznych
- Slide 9
- Slide 10
- Wyznaczanie partii obróbkowej
- Wzór na liczebność partii produkcyjnej
Wyszukiwarka
Podobne podstrony:
Optymalna wielkość partii produkcyjnej
Optymalna wielkość partii produkcyjnej
Ściągi, Zarządzanie produkcją 2 - ściągi, Metody doboru wielkości serii produkcyjnych przy rozruchu
Ekonomiczna wielkość partii odlewów
CWICZENIE wielkosc partii (1) i Nieznany
3 Ekonomiczna wielkosc partii obrobczych
metody ustalania wielkosci partii
zpiu legutko3 Ekonomiczna wielkosc partii obrobczych
Popyt a wielkość produkcji w gospodarce (24 strony) HJYY5KED42JOXKQMW7RSXZ5RJ4R5YGVETSQ6P3Q
wahania wielkości produkcji w gosp zamkniętej
20031019200217, Przedsiębiorstwo ZPO ELTEX to średniej wielkości firma (zatrudnia 800 osób), która z
popyt a wielkość produkcji w gospodarce (28 str), Ekonomia
wydatki a wielkość produkcji w gospodarce
Koszty, nakłady, a wielkość produkcji
Popyt a wielkość produkcji w gospodarce2
rachunkowosc i finanse, Koszty sta, Zależność kosztów od wielkości produkcji ułatwia kontrolę i anal
więcej podobnych podstron