Projektowanie procesów technologicznych
Wykład I
1. Podstawowe definicje z przedmiotu
Technologia
– w ogólnym ujęciu nazywamy naukę o sposobach i metodach wytwarzania,
czyli naukę o procesach produkcyjnych, których celem jest zmiana surówek i półfabrykatów
w gotowe wyroby.
Technologia maszyn
– nazywamy naukę o sposobach i metodach wytwarzania części
maszyn i o procesach ich łączenia w gotowe wyroby.
2.
Czym zajmuje się technologia maszyn jako nauka
-
Sposobami i metodami wytwarzania surówek lub półfabrykatów części maszyn o kształcie i
wymiarach zgodnych z rysunkiem wykonawczym przy jednoczesnym zapewnieniu
odpowiednich właściwości użytkowych
-
Zachowaniem się obrabianych części w trakcie ich obróbki i wpływem tej obróbki na
właściwości eksploatacyjne
- Sposobami
, metodami i formami łączenia części w zespołu, a tych zespołów w gotowy
wyrób zwany maszyną, urządzeniem lub mechanizmem.
-
Sposobami i metodami wytwarzania półfabrykatów i surówek
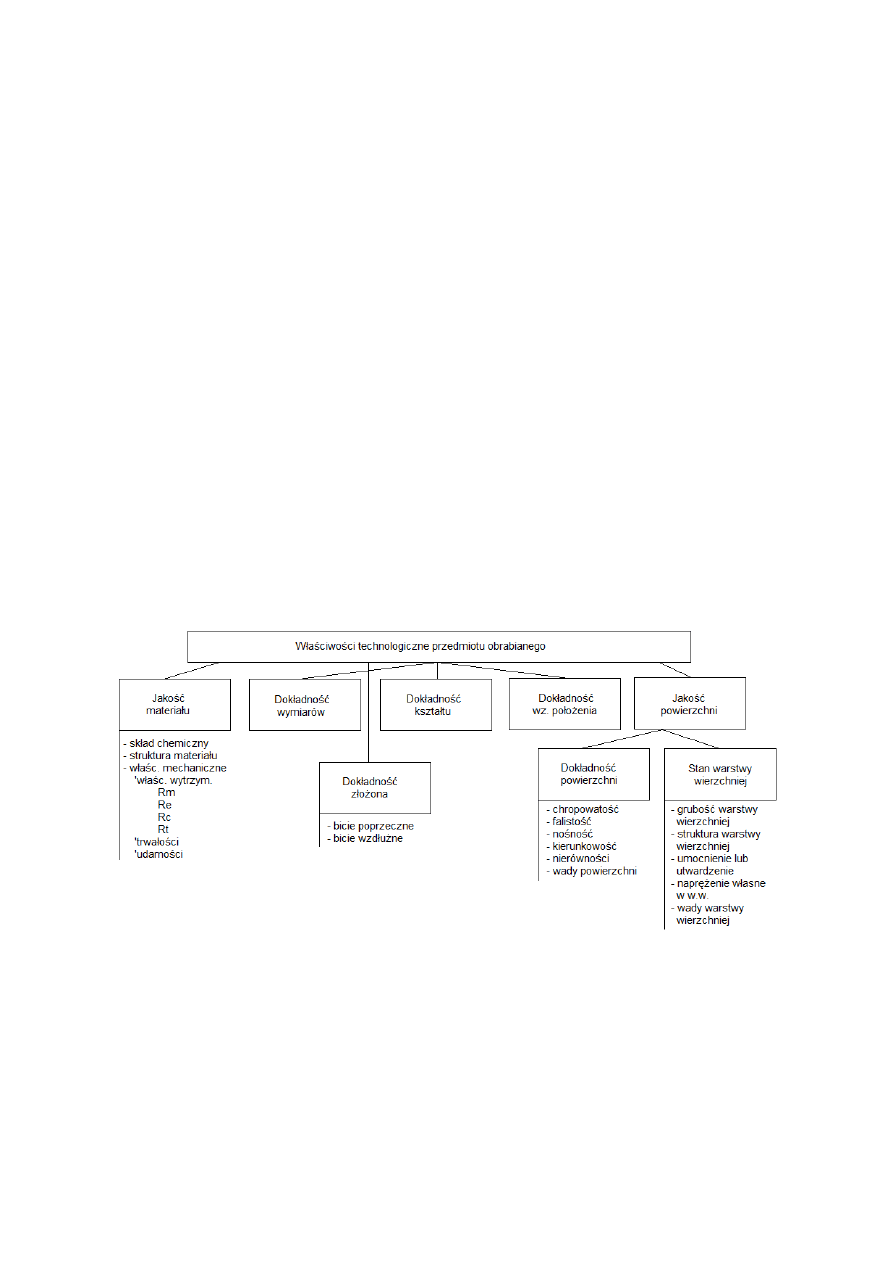
3.
Właściwości technologiczne przedmiotu obrabianego
4. Proces produkcyjny
Jes
t to całokształt wszystkich czynności potrzebnych do przerobienia materiału w postaci
surówki lub półfabrykatu w gotowy wyrób.
W procesie produkcyjnym wyróżniamy :
- procesy technologiczne
- procesy pomocnicze (kontroli, transportu, magazynowania)
Proces technologiczny
– jest to zamknięta część produkcyjnego procesu zakładu maszyn,
która związana jest ze zmianą kształtu, wymiarów, jakości powierzchni, właściwości fizyko-
chemicznych lub związana jest ze złączeniem wytworzonych części w gotowy wyrób.
W
procesie technologicznym wyróżniamy :
-
proces technologiczny części (obróbki)
-
proces technologiczny montażu
Wykład II
1.
Podział organizacyjny zakładu budowy maszyn o pełnym cyklu produkcyjnym
Rodzaje wydziałów i oddziałów
Jednostki organizacyjne zakładu
Produkcyjne
Przygotowania materiałów
wyjściowych
- odlewnie
-
kuźnie
- jednostki przygotowawcze:
prostowania, cięcia, nakiełkowania
Obróbki części
Obróbka skrawaniem, OP, OC,
spawanie
Montażu
Montażu maszyn, łączenia konstrukcji
metalowych, stacje
prób
Pomocnicze
Narzędziownia, modelowania,
remontu, wyrobu opakowań,
regeneracji piasków, smarów, itp.
Jednostki doświadczalne, laboratoria,
itp.
Usługowe i
urządzenia
usługowe
Gospodarki magazynowej
Magazyny i składy: główny,
półfabrykatów i surówek, wyrobów
gotowych
Transportu
Drogi żelazne (tory), remizy
elektrowozów i lokomotyw, rampy,
garaże, wagi wagonowe i
samochodowe
Energetyczne i łączności
Elektrownie i kotłownie, stacje
transformatorowe, stacje sprężarek,
sieć elektryczna, centrale
telefoniczne, radiowęzły
Sanitarno-techniczne
Sieć wodociągów, kanalizacji i
centralnego ogrzewania, sekcje
oczyszczania ścieków, studnie
artezyjskie, itp.
Administracyjno-
gospodarcze
Zarząd zakładów, pomieszczenia
socjalne (jadalnie, ambulatoria),
wartownie, remizy strażackie, szkoły
przyzakładowe, itp.
2.
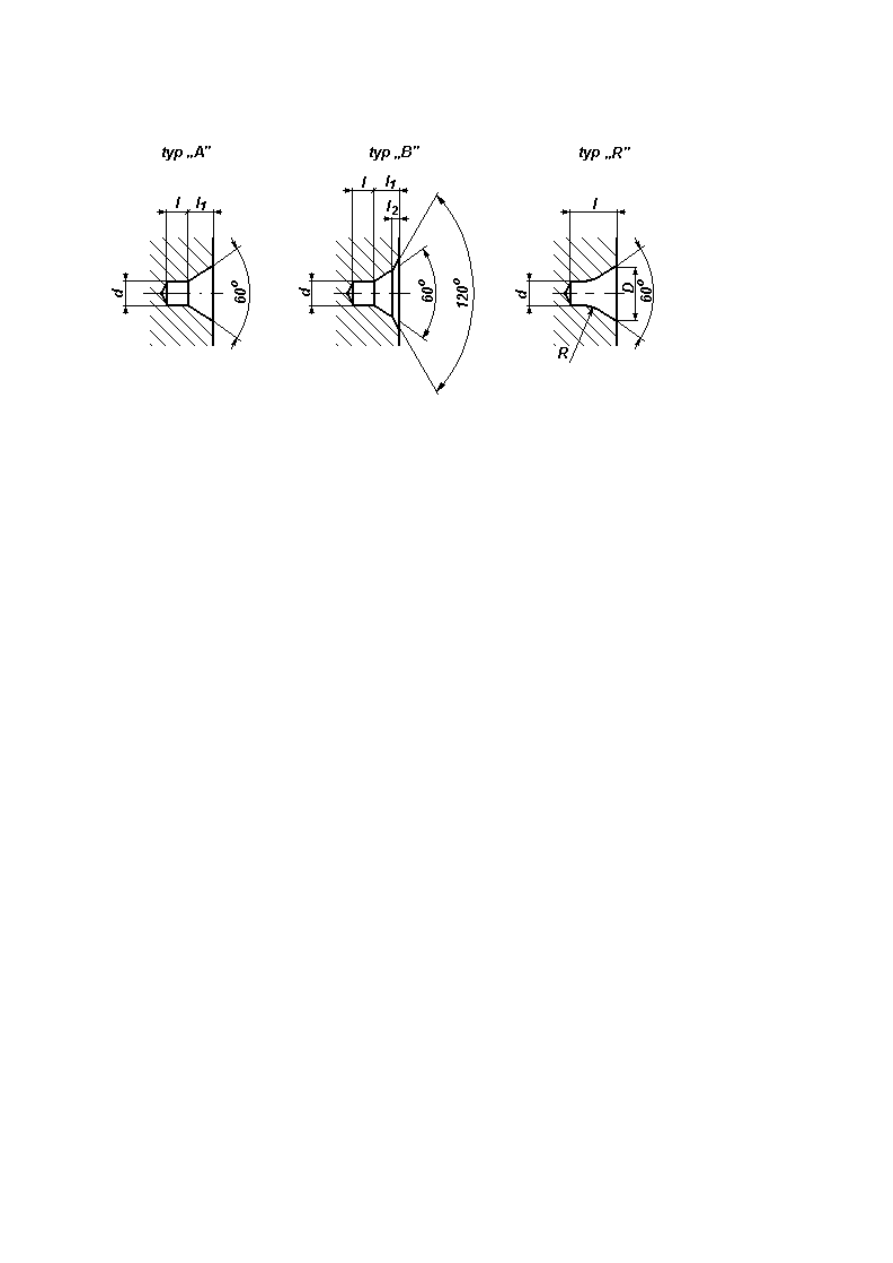
Nakiełki
-
nakiełki zwykle - typ A stosowane dla przedmiotów o małej dokładności wykonania, lub
w przypadku, gdy po jednej lub kilku operacjach nakiełki będą usunięte, (np. baza obróbkowa
dla otworu osiowego),
-
nakiełki chronione - typ B stosowane najczęściej podczas wykonywania długich wałów
maszynowych. Powierzchnia stożkowa o kącie 120° chroni powierzchnię czołową przed
nierównościami, spowodowanymi wybiciem materiału przez kieł tokarki.
-
nakiełki łukowe – typ R są stosowane dla wałów z materiałów trudno obrabialnych, a
kształt nakiełka ma na celu zwiększenie sztywności narzędzia wykonującego nakiełek.
Wykład III
Podstawowe elementy składowe procesu technologicznego
Do podstawowych
elementów zaliczamy operacje, które z kolei dzielimy na zabiegi.
Operacja technologiczna
– nazywamy tak zamkniętą część procesu technologicznego,
obejmującą całokształt czynności wykonywanych bez przerwy na określonym przedmiocie,
bądź kilku przedmiotach jednocześnie, przez jednego pracownika lub brygadę roboczą na
jednym stanowisku pracy w jednym lub kilku zamocowaniach.
1. Cechy charakterystyczne operacji
-
niezmienność wykonawcy
-
niezmienność stanowiska roboczego
-
niezmienność przedmiotu obrabianego
2. Zabieg technologiczny
Zabieg technologiczny
– w procesie obróbki części nazywamy zamkniętą część operacji,
podczas której następuje zmiana wymiarów, kształtu, chropowatości powierzchni,
właściwości fizycznych lub stanu fizycznego wybranego elementu lub całości obrabianej
części przy stałych parametrach charakterystycznych dla danego sposobu wytwarzania.
W operacjach obróbki skrawaniem jest częścią operacji, w której obrabia się jedną
powierzchnię jednym narzędziem lub kilka powierzchni zespołem narzędzi jednocześnie.
3.
Zabieg prosty a zabieg złożony
Zabieg prosty
– część operacji odnosząca się do wykonania jednej powierzchni jednym
narzędziem, przy stałych parametrach skrawania.
Zabieg złożony – część operacji odnosząca się do obróbki kilku powierzchni jednym
narzędziem lub kilku powierzchni kilkoma narzędziami (obrabiarka wielonożowa)
Pomocnicze elementy składowe procesu technologicznego
Przy dokładnej analizie procesu technologicznego, a zwłaszcza gdy chcemy określić czas
trwania obróbki jakiegoś przedmiotu widoczne jest, że podział procesu technologicznego na
podstawowe elementy składowe nie jest wystarczający i istnieje konieczność podziału
najmniejszego podstawowego elementu składowego procesu technologicznego, jakim jest
zabieg, na przejścia, czynności, ruchy robocze i chwyty elementarne.
Przejście – w procesie obróbki skrawaniem nazywamy część zabiegu, w której następuje
zdjęcie jednej warstwy materiału.
Ruch roboczy
– nazywamy zamkniętą część czynności, która daje się opisać jednoznacznie
sprecyzowanym zadaniem. Ostatecznie ruchy robocze można podzielić na chwyty
elementarne.
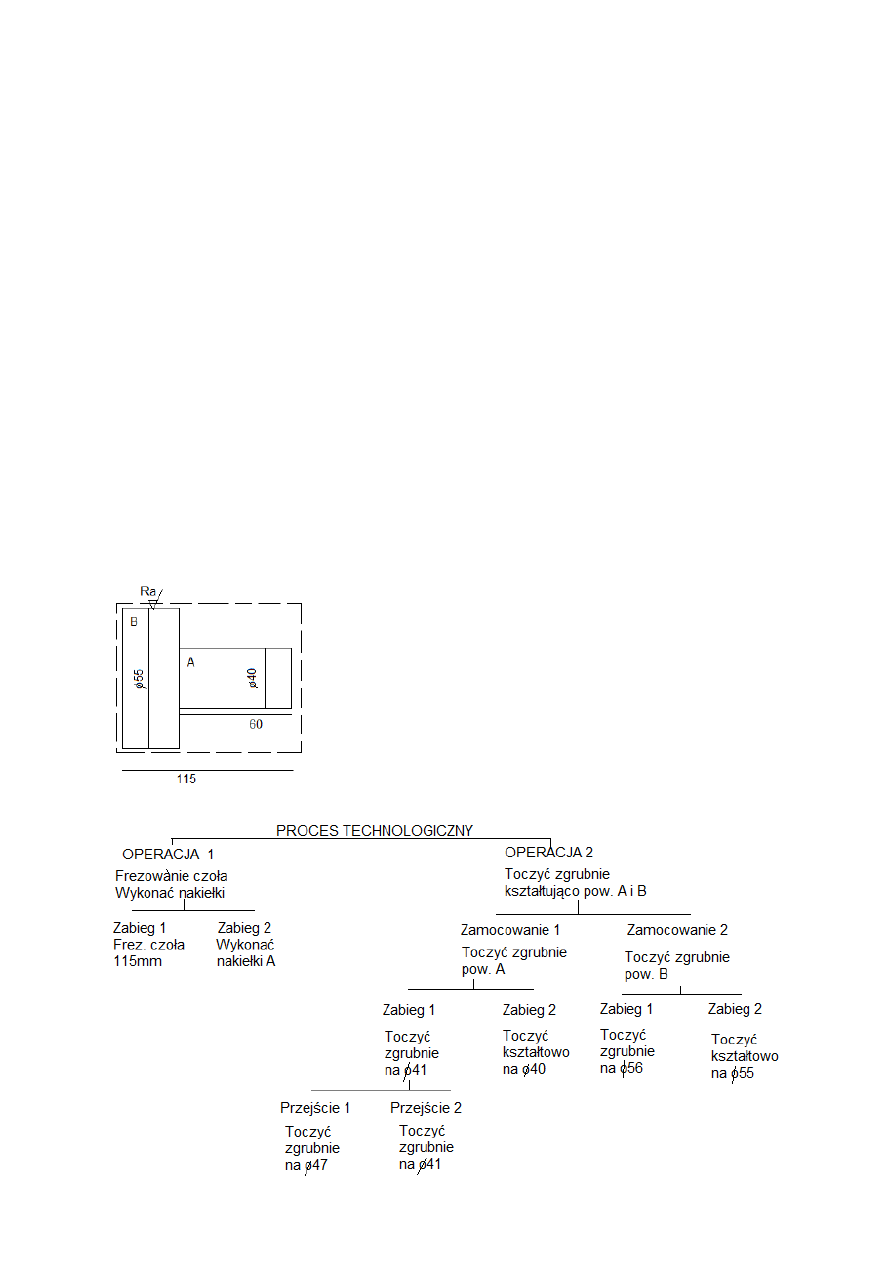
4.
Podział procesu technologicznego w układzie hierarchicznym na przykładzie

Wykład IV
1. Zasady normowania procesu technologicznego
Zaprojektowany proces technologicz
ny jest podstawą do określenia technicznej normy czasu
pracy, czyli czasu potrzebnego do wykonania wszystkich operacji obróbkowych i
montażowych.
Do głównych i podstawowych zadań technicznego normowania czasu pracy należy zaliczyć:
-
Określenie koniecznego i uzasadnionego technicznie czasu trwania pracy
-
Zorganizowanie wynagrodzenia za wykonaną pracę głównie w systemie akordowym
- Okre
ślenie liczby stanowisk roboczych dla zadanej produkcji
-
Zaprojektowanie gniazd i linii obróbkowych lub montażowych
-
Określenie niezbędnej powierzchni produkcyjnej
2.
Czynniki, które należy uwzględnić przy ustalaniu technicznej normy czasu
pracy
Prawidłowe opracowanie operacji z punktu widzenia doboru obrabiarki i jej
wyposażenia
Zastosowanie materiału odpowiadającego właściwościom podanym na rysunku
wykonawczym
Odpowiedni dobór wartości naddatków, odpowiedni dla danego sposobu wytwarzania
i gabarytów przedmiotu obrabianego
Określenie najbardziej racjonalnego przebiegu dla procesu technologicznego
Wykonanie baz obróbkowych i materiałów
Zastosowanie najbardziej dogodnych sposobów i metod obróbki
Zatrudnienie pracownika o odpowiednich kwalifikacjach
Zapewnienie możliwie najlepszej organizacji pracy i obsługi stanowiska roboczego,
gwarantującą nieprzerwaną pracę.
Czas pracy
– jest to czas zużyty na wykonywanie czynności związanych z powierzonym
zadaniem roboczym. Do czasu pracy zaliczamy:
- czas przygotowawczo-
zakończeniowy
- czas wykonania
-
czas obsługi stanowiska roboczego
Czas przerwy
– jest to czas niezwiązany z wykonaniem powierzonego zadania roboczego.
Czas przerw dzielimy na:
-
czas przerw z przyczyn zależnych od pracownika
-
czas przerw z przyczyn niezależnych od pracownika
Wykład V
1. Czas przerw
Do czasu przerw z przyczyn zależnych od pracownika zaliczamy :
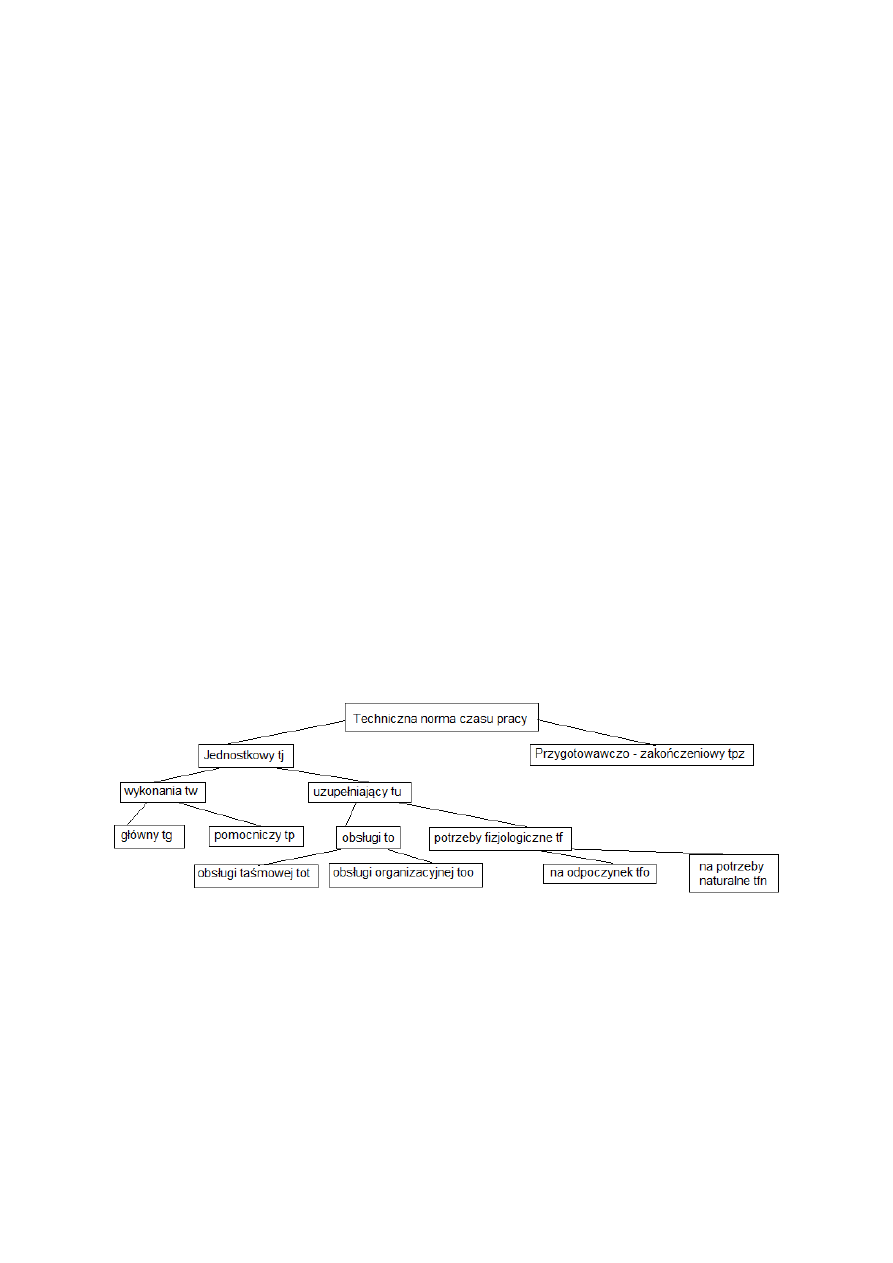
- czas przerw na potrzeby fizjologiczne (czas na odpoczynek i potrzeby naturalne)
- czas tzw. Przerw
związanych m.in. z nagłym odejściem od stanowiska pracy z przyczyn
osobistych, czy też związanych z brakiem dyscypliny pracy.
Do czasu przerw z przyczyn niezależnych od pracownika zaliczamy :
- czas przerw z przyczyn technologicznych
- czas przerw z przyczyn techniczno-
organizacyjnych, związany np. z niedostarczeniem na
czas materiału do obróbki, oczekiwaniem na kartę roboczą, rysunek wykonawczym,
związany też z całkowitą awarią maszyny.
2.
Czas zużyty na stanowisku roboczym
Można podzielić na czas normowany i nienormowany.
Do czasu normowanego, za który pracownik dostaje wynagrodzenie zaliczamy:
- normowany czas pracy maszyny
- normowany czas pracy wykonawczy, niepokryty czasem pracy maszyny
- normowany czas przerw na potrzeby fizjologiczne
Do czasu nienormowanego, za który pracownik nie dostaje wynagrodzenia zaliczamy:
-
czas pracy wykonawczy, czas pracy maszyny, przekraczający przyjętą normę lub
czas pracy maszyny i czas pracy wykonawczy zużyty na czynności niezwiązane z
powierzonym zadaniem roboczym
-
czas przerw składający się z czasu innych przerw i przerw z przyczyn
organizacyjno-technicznych.
3. Techniczna norma czasu pracy
4. Czas przygotowawczo
– zakończeniowy
Czas przygotowawczo-
zakończeniowy – to czas związany z przygotowaniem wykonania
operacji i jej zakończeniem.
Do tych czynności zaliczamy :
Zapoznanie
się z rysunkiem wykonawczym i kartą roboczą
Uzbrojenie obrabiarki w narzędzia i niezbędne oprzyrządowanie
Ustawienie
narzędzi i oprzyrządowania do zadanej operacji
Czynności związane z zakończeniem zadania roboczego

Czas ten występuje tylko jeden raz na partię obrabianych części lub serię montowanych
wyrobów i nie zależy od liczby sztuk w partii lub serii.
5.
Czas główny
Czas główny – czas, w którym zależnie od rodzaju operacji następuje zmiana wymiarów,
kształtu, właściwości wykonywanego przedmiotu bądź następuje zmiana wzajemnego
położenia i zamocowania części w wyrobie w procesie montażu.
Czas główny może być czasem maszynowym, gdy przewidziane planem operacji zmiany
wykonywane są przez mechanizm.
Czas główny może być czasem maszynowo -ręcznym, gdy wyżej wymienione zmiany
zachodzą przy bezpośrednim udziale pracownika i połączone są ze zużyciem energii obcej.
Czas główny może być czasem ręcznym, gdy wcześniej wymienione zmiany zachodzą bez
zużycia energii obcej.
6. Czas pomocniczy
Czas pomocniczy
– czas zużywany na wykonywanie różnych ruchów niezbędnych do
wykonania czynności technologicznych o powtarzających się po każdej sztuce, bądź po
określonej liczbie sztuk.
Do tego czasu zaliczamy czynności związane z :
Mocowaniem i zdejmowaniem przedmiotu obrabianego
Kierowaniem ruchami obrabiarki
Ustawieniem
narzędzia na zadaną głębokość skrawania
Kontrola przedmiotu obrabianego
Wyszukiwarka
Podobne podstrony:
sciaga ppt, ZiIP Pwr, Projektowanie Procesów Technologicznych, Wykład
projektowanie procesów technologicznych F
karta ins3, Politechnika Poznańska (PP), Projektowanie procesów technologicznych, Projekt, Projekt t
Projektowanie Procesów Technologicznych (2)
projektowanie procesow technologicznych
Projekt procesow technologicznych zakres egzamin
Ściaga PPT pytania, Zarządzanie i inżynieria produkcji, Semestr 8, Projektowanie procesów technologi
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO ELEMENTU FREZOWANEGO SIŁOWNIKA
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO ELEMENTU FREZOWANEGO SIŁOWNIKA
Projektowanie procesów technologicznych dla części klasy
Feld M Podstawy projektowania procesów technologicznych typowych części maszyn
Karta Technologiczna (wydruk do uzupelnienia), Projektowanie procesów technologicznych
HDPE, Projektowanie procesów technologicznych
karta tech, Politechnika Poznańska (PP), Projektowanie procesów technologicznych, Projekt, Projekt t
Ściaga PPT całość, Zarządzanie i inżynieria produkcji, Semestr 8, Projektowanie procesów technologic
Automatyzacja projektowania procesów technologicznych, Materiały
PROJEKTOWANIE PROCESÓW, logistyka, semestr IV, Projektowanie procesów (simul8), Wykłady
więcej podobnych podstron