
Spis treści
1. Niezgodności i wady spawalnicze
W spawaniu występują dwa terminy określające wady i niezgodności:
-niezgodność spawalnicza – nieciągłość w spoinie lub odchylenie od zamierzonej geometrii,
-wada – niedopuszczalna niezgodność spawalnicza.
Niezgodnościami spawalniczymi określa się odstępstwa złącza od idealnej jego jakości w kategorii
kształtu lub budowy. Takie niezgodności mogą być przyczyną pogorszenia się właściwości połączenia
spawanego, jednakże mogą być dopuszczane, o ile mieszczą się w znormalizowanych zakresach tych
niezgodności.
Główne grupy niezgodności spawalniczych:
-Pęknięcia (100)
-Pustki(200)
-Wtrącenia stałe(300)
-Przeklejenia i braki przetopu(400)
-Niezgodności kształtu i wymiaru(500)
-Niezgodności spawalnicze różnorodne(600).
Pęknięcia
– ich przyczyną jest występowanie stanu naprężeń przekraczającego wytrzymałość
materiału na rozciąganie
Klasyfikacja pęknięć:
wg warunków tworzenia się pęknięć:
-w procesie spawania: pęknięcia gorące, zimne i lamelarne
-podczas eksploatacji: zmęczeniowe, korozyjne i kruche
Wg położenia pęknięcia w złączu: -w spoinie; -w strefie wpł ciepł; w materiale rodzimym
Wg kształtu pękania: -podłużne; -poprzeczne; -promieniowe.
Pustki
– w ciekłym metalu rozpuszczane gazy, które nie zdążą się wydostać powodują pustki, takie
pustki wychodzące na powierzchnię nazywa się porami.
Wtrącenia stałe
– występują wewnątrz oraz na zewnątrz spoiny:
-wtrącenia żużli, topnika, błonka tlenowego, wtrącenia tlenków i metali.
Przyklejenia
– jest to połączenie w którym nie doszło do połączenia stapiającego się spoiwa z
materiałem spawanym(zbyt niskie natężenie prądu, za szybki posuw uchwytu).
Brak przetopu
– występuje gdy spoina nie do końca wtopi się w metal spawany, w skutek czego nie
uzyskuje się zamierzonego wymiaru złącza.
Niezgodności kształtu i wy
miaru – są to min. Podtopienia, przepalenia, nadlewy, wycieki oraz nawisy
spoiny, często wynikające z nieodpowiednich parametrów spawania. Mogą być również efektem złego
przygotowania elementów spawanych. Można je wykryć badając wizualnie, badając wymiary złącza
spoinomierzami lub suwmiarkami.
Niezgodności spawalnicze różnorodne
– są wynikiem nieodpowiedniego podejścia spawacza, lub
brakiem doświadczenia i innymi zaniechaniami ze strony spawacza. Zalicza się do tych niezgodności
ślady zajarzenia łuku, rozpryski, naderwania powierzchni oraz pozostałości żużla czy topnika.
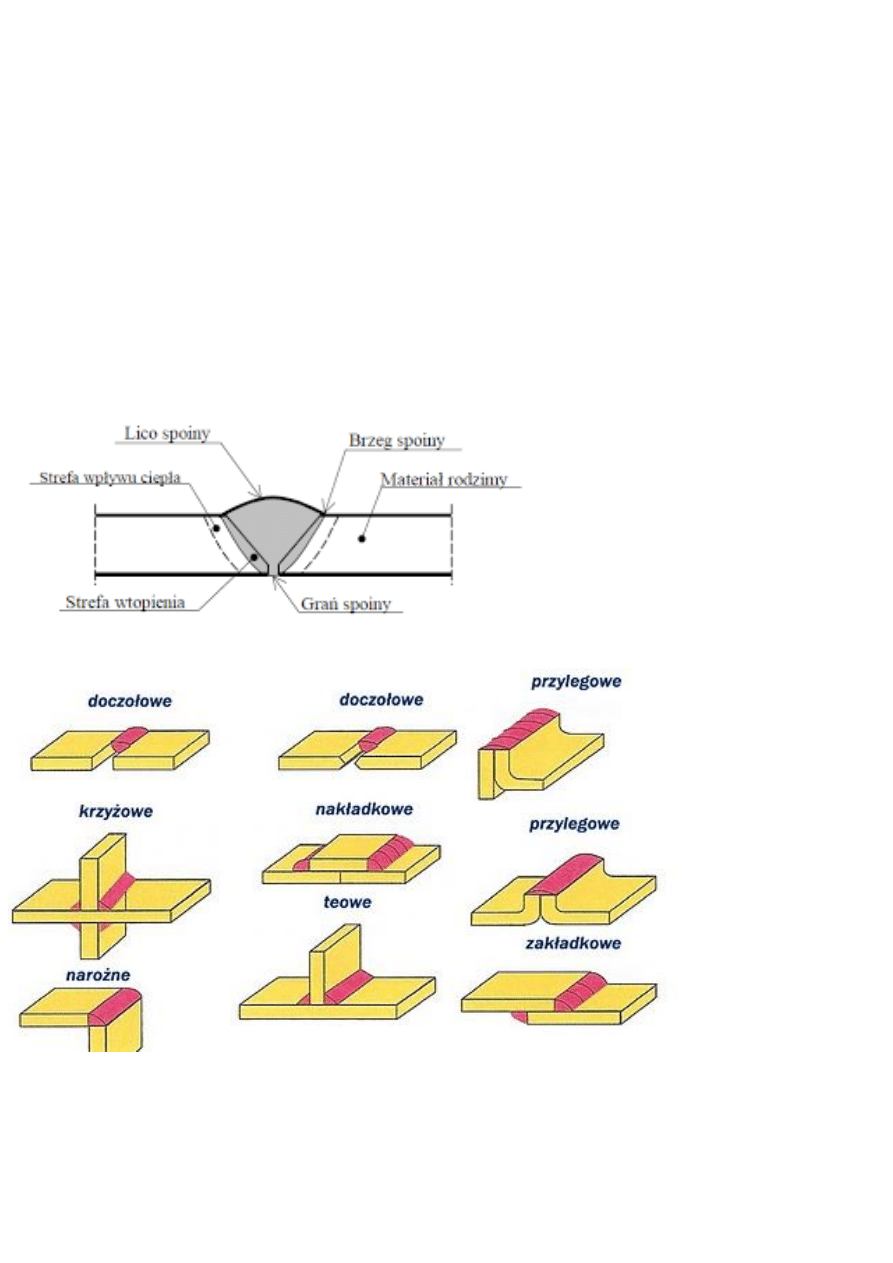
2. Charakterystyka złącza spawanego, lico przekrój ..
Złączem spawanym określa się przyległe do siebie elementy metalowe rodzime, mogące być złączone
spoiną. W złączu spawanym występuje strefa wpływu ciepła w materiale rodzimym, która pod
wpływem ciepła ulegać może przegrzaniu, normalizacji lub krystalizacji. Miejsce łączenia elementów
spawanych ulega stopieniu (w materiale rodzimym). Do spawanie nie jest konieczne dodawanie
spoiwa, jeśli zaś jest dodawane zazwyczaj jest to taki sam materiał jak rodzimy.
3. Różnica między spawaniem
MIG/MAG
z przykładami zastosowania
Podczas spawania metodami MIG / MAG, łuk elektryczny jarzy się między elektrodą, mająca postać
ciągłego drutu, a spawanym materiałem. Łuk stapia materiał podstawowy ze spoiwem tworząc spoinę.
Podczas całego procesu spawalniczego drut jest nieprzerwanie transportowany z podajnika przez
uchwyt spawalniczy, podobnie jak gaz ochronny. Metody spawalnicze MIG oraz MAG różnią się
pomiędzy sobą tym, że w metodzie MIG (spawanie elektrodą topliwą w osłonie atmosfery gazu

obojętnego) wykorzystywany jest obojętny gaz ochronny, który nie uczestniczy w procesie
spawalniczym, natomiast w MAG (spawanie elektrodą topliwą w osłonie gazu aktywnego), jako osłonę
wykorzystuje się gazy aktywne biorące udział w procesie spawania Zazwyczaj gaz ochronny zawiera
aktywny chemicznie dwutlenek węgla lub tlen i dlatego spawanie metodą MAG jest daleko bardziej
rozpowszechnione aniżeli metoda MIG. W rzeczywistości termin MIG często stosowany jest zupełnie
przypadkowo w powiązaniu ze spawaniem metodą MAG.
Jakie materiały
jaką technika można spawać
Metoda jest stosowana do łączenia stali niestopowych, niskostopowych i wysokostopowych,
aluminium i jego stopów, magnezu i jego stopów, niklu i jego stopów, miedź i jej stopy oraz stopy
tytanu.
Proces MIG/MAG może być również stosowany do lutospawania łukowego, przy wykonywaniu
połączeń blach ocynkowanych oraz połączeń różnoimiennych (np. miedzy ze stalą).
Metoda MIG/MAG posiada wiele zalet, dlatego znalazła zastosowanie w wielu gałęziach przemysłu.
Spawanie „migomatem” znajduje zastosowanie zarówno w niewielkich warsztatach naprawczych, jak
również w seryjnej produkcji – produkcja rur, zbiorników ciśnieniowych, konstrukcji stalowych,
statków i okrętów, produkcja samochodów i taboru kolejowego.
Metodami MIG/MAG można spawać zarówno półautomatycznie jak i automatycznie. Znajduje również
zastosowanie do spawania zrobotyzowanego.
Wady i zalety metody MIG/MAG
ZALETY:
Wszechstronność
Duża szybkość spawania
Operatywność.
Możliwość obserwacji łuku i jeziorka spawalniczego.
Dobre wtopienie przy niewielkim nagrzaniu elementu spawanego.
Występowanie niewielkiej ilości żużla, niewielki nakład pracy potrzebny do jego usunięcia.
Możliwość spawania we wszystkich pozycjach.
Wysoka wydajność procesu.
Niewielkie odkształcenia spawanych elementów
Możliwość mechanizacji i robotyzacji procesu
WADY:
W przypadku spawania półautomatycznego, jakość połączeń uzależniona jest od zdolności
manualnych spawacza
Podmuch powietrza może zakłócić osłonę gazową
Niewielki zasięg urządzenia (przewód + uchwyt spawalniczy)
Konieczność odpowiedniego przygotowania brzegów elementów spawanych (sucha powierzchnia,
oczyszczona z metalicznego połysku, usunięta farba oraz tłuszcze).
Skłonność do przyklejeń w złączach spawanych.
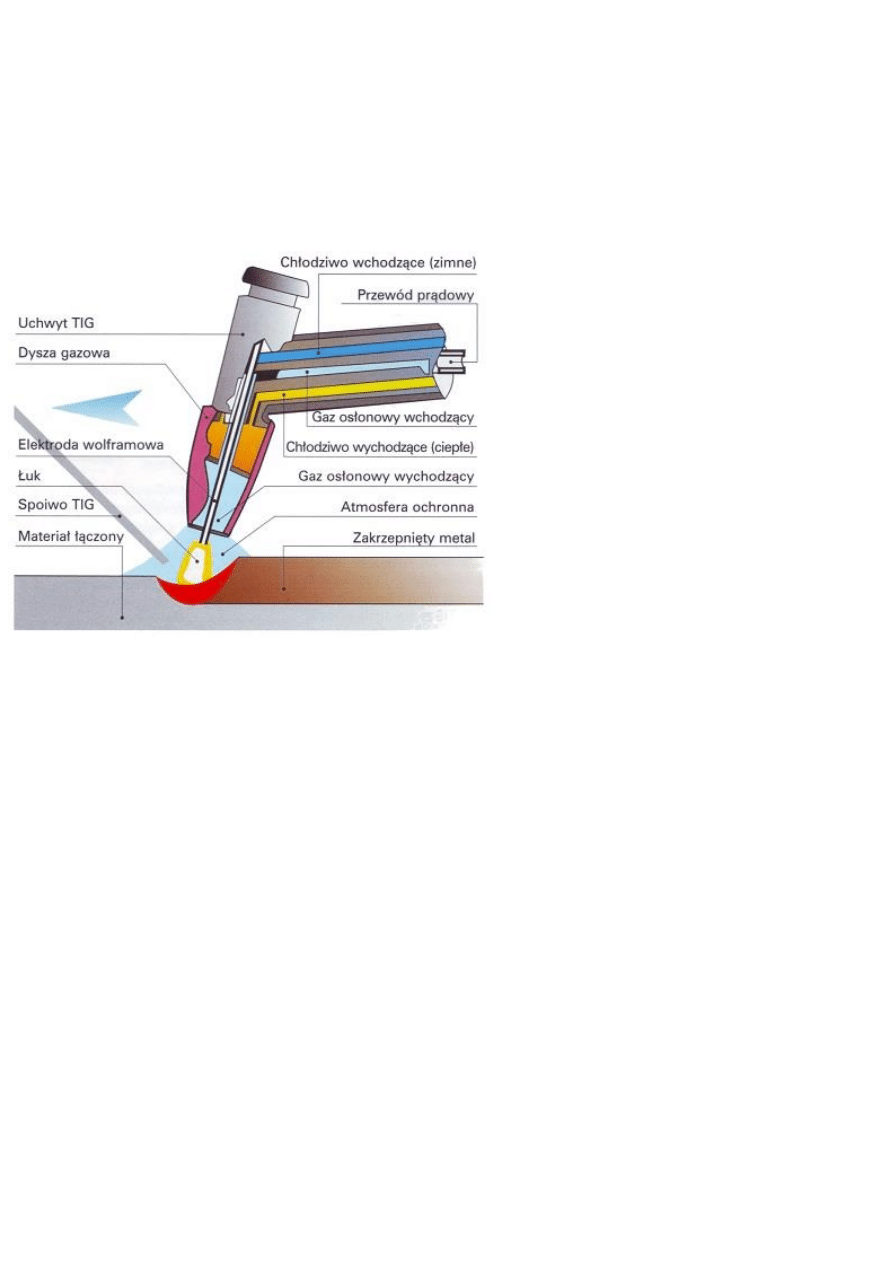
4. Charakterystyka metody
TIG
Metoda spawania
TIG
– jest to metoda w której używa się nietopliwej elektrody wolframowej. Między
materiałem spawanym a elektrodą jarzy się łuk elektryczny w osłonie gazu obojętnego. Spoina tworzy
się dzięki powstającemu łukowi elektrycznemu, który stapia materiał spawany. W razie potrzeby
można użyć materiał dodatkowy podawany od boku najczęściej ręcznie. Za pomocą metody TIG można
łączyć większość metali a także ich stopów przy wysokiej jakości złącza spawanego. Dzięki metodzie
TIG możliwa jest do uzyskania spoina o wysokich walorach estetycznych. Często stosowana do łączenia
stali nierdzewnych, aluminium oraz cienkich blach, jednak wymaga dużego doświadczenia i zdolności
manualnych spawacza.
Elektrody służące do spawania metodą TIG wykonywane są z materiału o bardzo wysokiej
temperaturze topnienia, jak wolfram. Wolfram może być użyty w postaci czystej lub z dodatkiem
umożliwiającym zajarzenie łuku i polepszeniu jego stabilności. Ważnym elementem elektrody jest
odpowiedni kształt końca elektrody zapewniający stabilne jarzenie się łuku, który eliminuje zjawisko
jego błądzenia. Kształt końca elektrody wpływa również na łatwość spawania i głębokość przetopu.
ZALETY:
o
uniwersalna metoda - można spawać prawie wszystkie metale i stopy, we wszystkich pozycjach,
o
możliwość spawania cienkich blach - od około 0,5mm,
o
wysoka jakość i czystość spoiny,
o
łatwa kontrola nad jeziorkiem spawalniczym, ilością ciepła i materiału dodatkowego,
o
całkowity brak rozprysku ciekłego metalu,
o
łatwość manualnego opanowania spawania przez spawacza,
o
możliwość zmechanizowania i zautomatyzowania metody.
WADY:
o
niewielka prędkość spawania, mała wydajność, szczególnie przy grubszych elementach,
o
jakość spoin zależna od umiejętności spawacza,
o
praca jonizatora, służącego do zajarzania łuku spawalniczego, może być źródłem zakłóceń pracy
innych urządzeń elektronicznych.
5. Różnice między zgrzewaniem a lutowaniem, porównać, narysować
LUTOWANIE
polega na wprowadzeniu spoiwa między elementy łączone, którego temperatura
topnienia jest niższa od temperatury topnienia materiału łączonego. Proces łączenia następuje dzięki
zjawisku przyczepności powierzchniowej przy nieznacznym przenikaniu spoiwa w głąb materiału
rodzimego. Spoiwo używane do łączenia nazywa się Lutem.
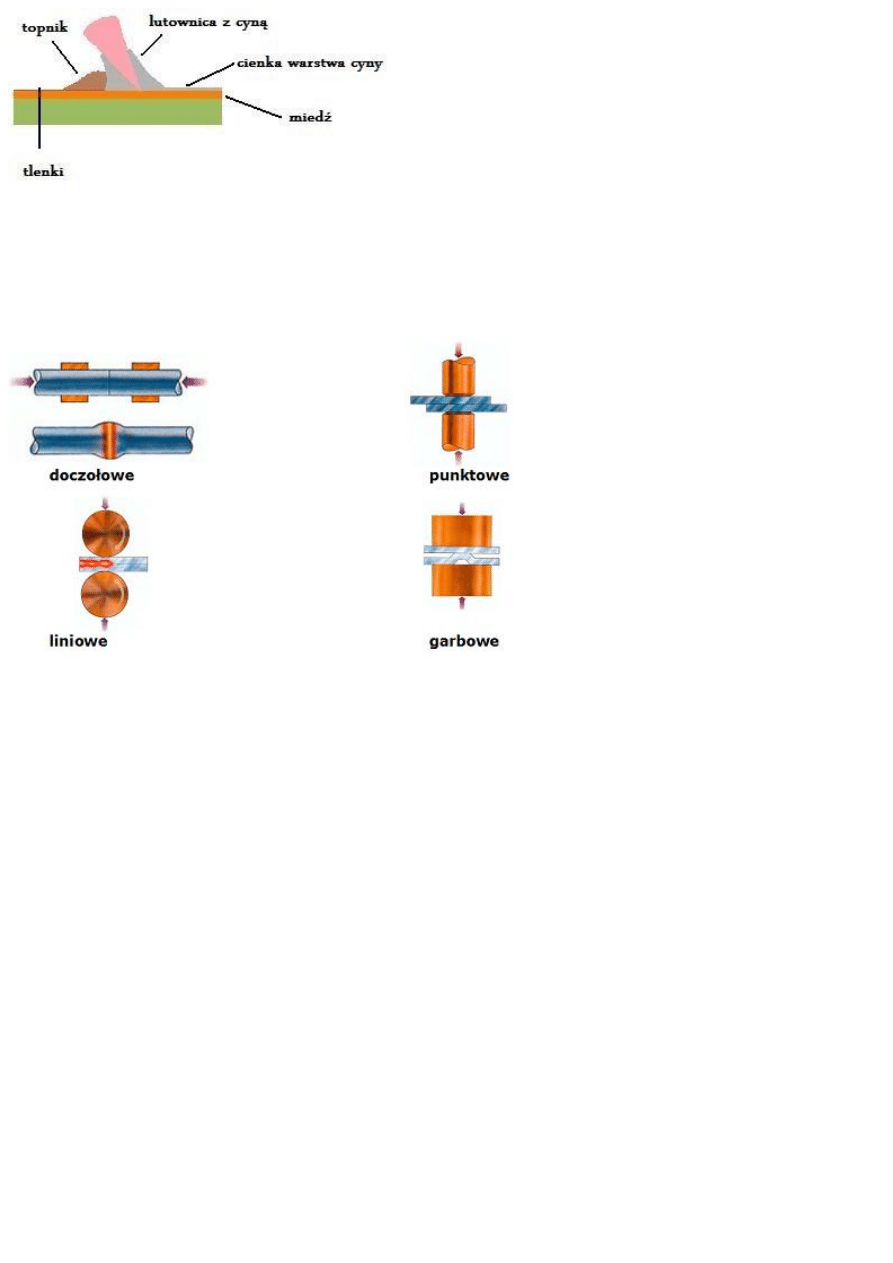
ZGRZEWANIE
– w procesie zgrzewania elementy łączone mogą być poddane temperaturze do
momentu stanu plastycznego. Łączenie elementów następuje przez wzajemny docisk obu elementów
łączonych.
Czynniki wpływające na jakość zgrzewania:
-czas trwania nacisku oraz przepływu prądu, -docisk, -temperatura.
Oba rodzaje połączeń są połączeniami trwałymi
Elementy łączone są nagrzewane
Zgrzewane mogą być również tworzywa sztuczne
Zgrzewanie polega na dociśnięciu części łączonych, natomiast lutowanie poprzez wypełnienie lutem
szczeliny pomiędzy elementami łączonymi.
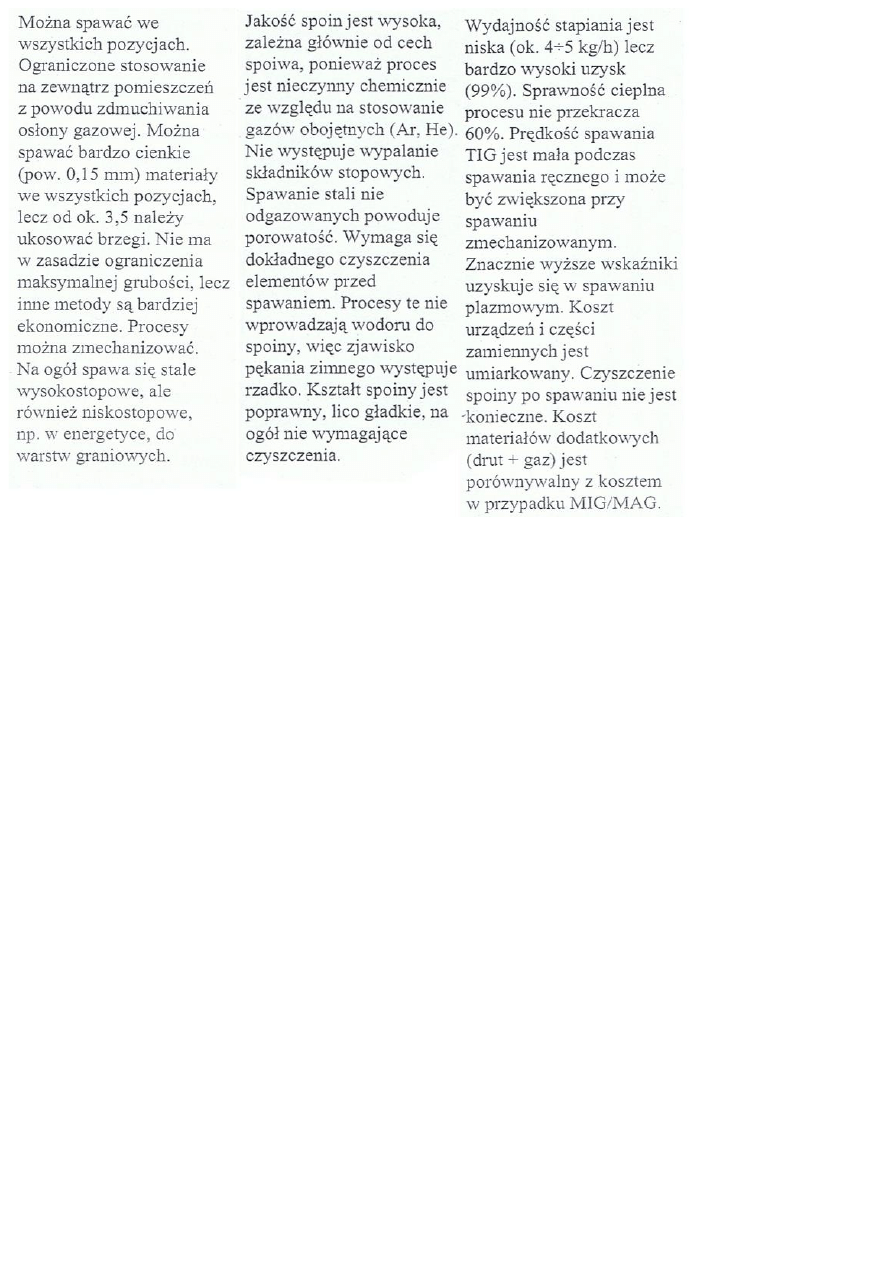
===KONIEC===== TIG z książki
Można spawać we wszystkich pozycjach. Ograniczone stosowanie na zewnątrz pomieszczeń z powodu
zdmuchiwania osłony gazowej. Można spawać bardzo cienkie (pow. 0,15 mm) materiały we wszystkich
pozycjach, lecz od ok. 3,5 należy ukosować brzegi. Nie ma w zasadzie ograniczenia maksymalnej
grubości, lecz inne metody są bardziej ekonomiom.. Procesy można zmechanizować. Na ogół spawa
się stale wysokostopowe, ale również niskostopowe, np. w energetyce, do warstw graniowych.
Metoda TIG umożliwia spawanie we wszystkich pozycjach.
Wyszukiwarka
Podobne podstrony:
Opracowanie Zagadnień na egzamin Mikroprocki
opracowane zagadnienia 2011
monopolizacja gospodarki, Opracowane zagadnienia
Opracowanie zagadnień NIK, Bezpieczenstwo Narodowe rok I
temp krytyczna, TRANSPORT PWR, STUDIA, SEMESTR II, FIZYKA, fizyka-wyklad, zagadnienia opracowane, za
socjologia - opracowane zagadnienia(2), Uniwerek
Opracowane zagadnienia na koło z podstaw turystyki, Notatki na koła
opracowane zagadnienia ściąga nowa
chemia fizyczna wykłady, sprawozdania, opracowane zagadnienia do egzaminu Sprawozdanie ćw 7 zależ
Drobnoustroje chorobotwórcze opracowane zagadnienia
Egzamin opracowane zagadnienia 2
Opracowanie zagadnień na prawo handlowe
Podstawy biologicznego rozwoju człowieka opracowane zagadnienia z roku 14 2015
opracowane zagadnienia na egazamin
Opracowane Zagadnienia
spawalnictwo opracowanie
Socjologia organizacji socjologia organizacji opracowanie zagadnien
ChMB kolokwium I opracowane zagadnienia by Owca
więcej podobnych podstron