Marek Trybus
Ćw. 5 Gr. P1B IMiR
Rok 2000/2001
Temat : Badanie dokładności geometrycznej i kinematycznej obrabiarek
Przebieg ćwiczenia:
Sprawdzanie dokładności wiertarki kadłubowej wg normy: PN/M.-55662
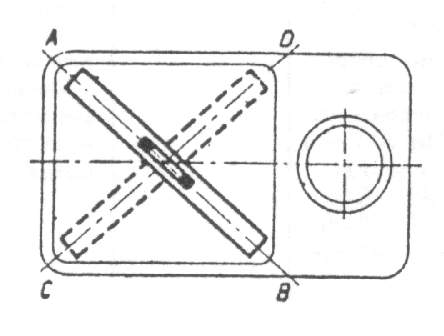
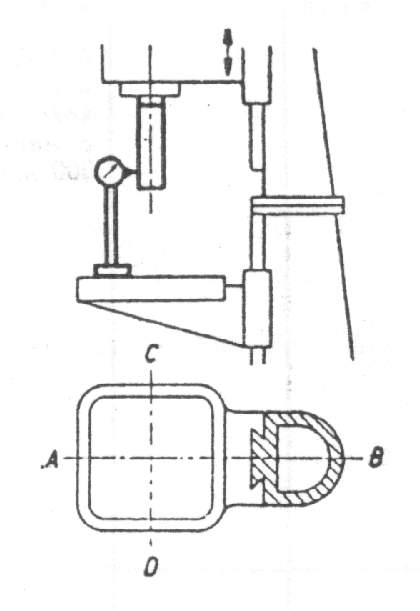
Odchylenie od poziomu obrobionej powierzchni dla mocowania przedmiotów (płyta fundamentowa względnie stół).Dopuszczalna odchyłka- 0÷0,05mm/m
Odczytane wartości:
A-B - 0,15 [mm/m.]
C-D - 0,5 [mm/m.]
Podane wartości nie mieszczą się w dopuszczalnym przedziale.
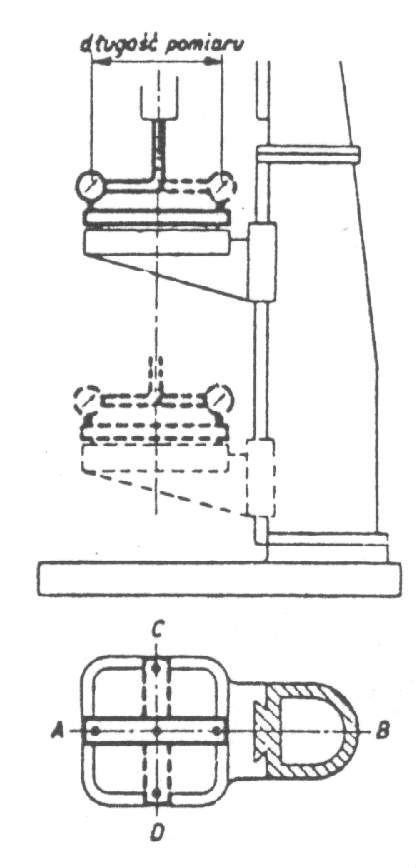
Płaskość obrobionej powierzchni dla mocowania przedmiotów (płyta fundamentowa względnie stół). Pomiar dokonujemy na długości 300[mm]. Dopuszczalna odchyłka:
w kierunku AB±0,05 mm/m. w kierunku CD ±0,05mm/m.
Odczytane wartości:
A-B: -0,5;-0,05 [mm/m]
A'-B': -0,45; -1,5 [mm/m]
C-D: -0,2; -0,3 [mm/m]
C'-D': -0,1 -0,25 [mm/m]
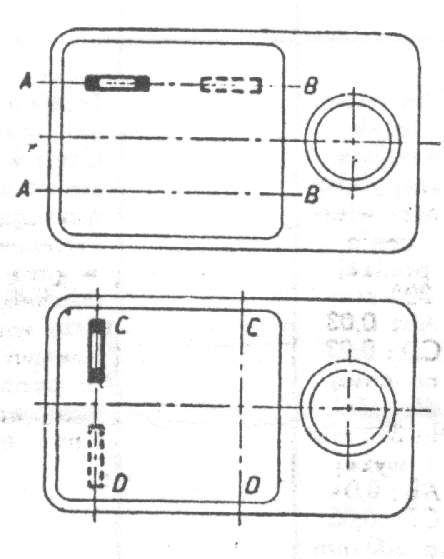
Wszystkie odchyłki kilkakrotnie przekraczają dopuszczalne normy.
Bicie wewnętrznego stożka wrzeciona:
Położenie B: 0,03 [mm]
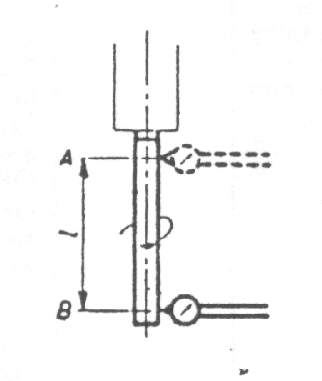
Położenie A: 0,15 [mm]
W tym przypadku także wszystkie odchyłki przekraczają dopuszczalne normą.
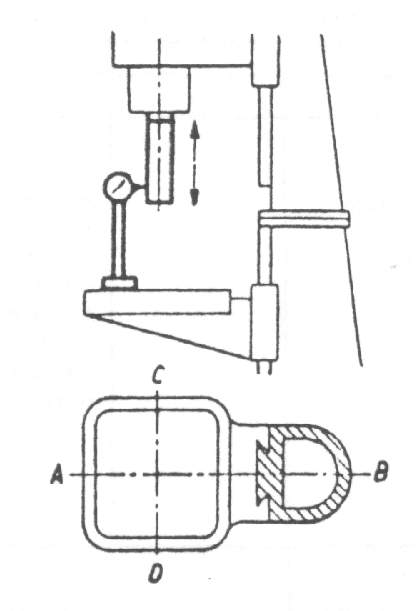
Równoległość przesuwu tulei do osi wrzeciona:
Odczytane wartości:
A-B - 0,06 [mm] przekracza dopuszczalne wartości o 0,01
C-D - 0,03 [mm] mieści się w normie
Równoległość przesuwu wrzeciennika do osi wrzeciona:
Odczytane wartości:
A-B - 0,05 [mm] przekracza dopuszczalne wartości o 0,02
C-D - 0,05 [mm] przekracza dopuszczalne wartości o 0,02
Prostopadłość osi wrzeciona do płaszczyzny mocowania (stołu względnie płyty fundamentowej)
Odczytane wartości:
A-B - 0,065 ; 0 [mm]
C-D - 0 ; 0,05 [mm]
Odchyłka w kierunku AB jest większa od dopuszczalnej o 0,01mm, natomiast w kierunku CD jest większa o 0,005[mm].
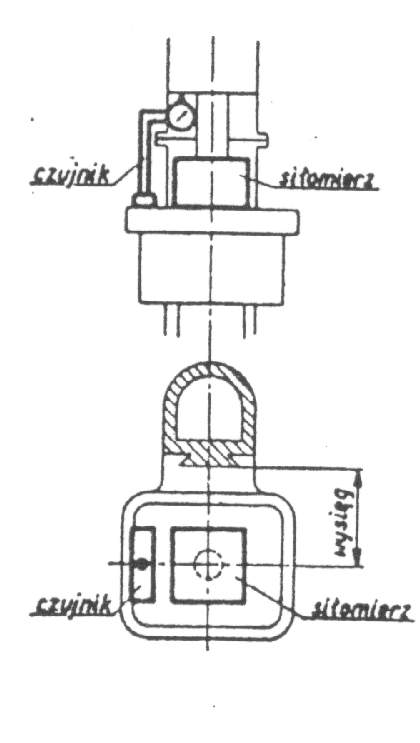
Odkształcenie obrabiarki pod naciskiem największej siły posuwu wiertła (w stanie spoczynku).
Stosowane siły i uzyskane odkształcenia stołu względem wrzeciona:
siła (wzrost) [N] |
1000 |
2000 |
3000 |
odkształcenie[μm.] |
8 |
15 |
24 |
siła (spadek) [N] |
3000 |
2000 |
1000 |
0 |
odkształcenie [μm.] |
24 |
20 |
13 |
3,5 |
Wszystkie odchyłki są znacznie mniejsze od odchyłek dopuszczalnych.
2.) Pomiar dokładności kinematycznej tokarki:
Pomiar dokładności kinematycznej tokarki został przeprowadzony na uruchomionej tokarce, i polegał na wykonaniu wykresu nierównoległości (oraz na odpowiednim wyskalowaniu wykresu w [mm] ) przesuwu sań suportowych tokarki do osi wrzeciona w płaszczyźnie poziomej.
(Wykres został dołączony na ostatniej stronie sprawozdania).
Błąd kinematyczny tokarki określa różnica położeń lub przemieszczeń członu początkowego i końcowego łańcucha kinematycznego tokarki, w zależności od jego położenia.
Błędy kinematyczne mogą być spowodowane przez błędy:
wykonania elementów łańcucha kinematycznego
montażu tych elementów
w doborze przełożenia przekładni
od sumarycznej podatności łańcucha kinematycznego.
Zaobserwowano zależność pomiędzy przesuwem nakrętki, a przesuwem suportu, przy pomocy układu czujnik-wzmacniacz-układ rejestrujący. Zależność tą przedstawiono na wykresie.
Na podstawie wykonanego wykresu możemy stwierdzić, iż maksymalna odchyłka dla tej tokarki Δk jest równa około 0,085 [mm].
Błędy wykonania śruby pociągowej i wzorcowej nakładają się na siebie sumując się (duże błędy kinematyczne), lub redukują się (małe błędy kinematyczne).
Wnioski:
Badana wiertarka kadłubowa znacznie przekracza większość norm, uległa ona eksploatacyjnemu zużyciu, nie jest możliwe wykonanie na tej wiertarce dokładnych otworów ze względu na m.in. bicie wewnętrznego stożka wrzeciona.
Wiertarka ta wymagałaby kapitalnego remontu, lecz prawdopodobnie koszt takiej operacji przekroczyłby koszty zakupu nowej wiertarki kadłubowej. W obecnym stanie może ona jednak służyć do celów dydaktycznych.
Wyszukiwarka
Podobne podstrony:
Badanie sztywnosci obrabiarek, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
Projekt 2 - siły, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
cw6, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
cw41, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
Zagadnienia na zaliczenie, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
ozienergety, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
Nr1(1), Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
egzamin skrawki- reszta, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
skrawki egzamin-spis, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
cw51, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
cw5, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
OBROBKA1, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
Skrawki Cw3, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
Nr1, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
ozifrezow, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
cw4, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
Nr6, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
więcej podobnych podstron