SPC Statistical Process Control
Panowanie nad zmiennością procesów
przyczyny przypadkowe, proces kontrolowany statystycznie
przyczyny wyjątkowe
Karty Shewharta
Miary położenia:
średnia arytmetyczna, mediana, dominanta
Miary dyspersji:
Rozstęp: R = xmax - xmin
Odchylenie standardowe: 
Z procesu pobiera się próby, dla każdej oblicza się odpowiednie charakterystyki, np. ![]()
, odchylenie standardowe tej średniej i rozstęp.
, a ![]()
Załóżmy, że μ = 20,0 g, σx= 0,6 g, próby o n=4, σx = =0,6/2 = 0,3 a więc μ ± 3σx = 20 ±0,9
Karta kontrolna x
(GLK - to górna linia kontrolna, DLK to dolna linia kontrolna, LC to linia centralna)![]()
![]()
![]()
![]()
x, g
![]()
![]()
![]()

d2 współczynnik Hartleya
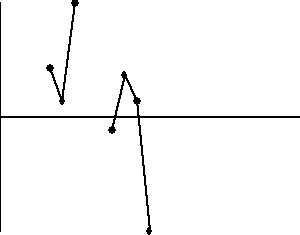
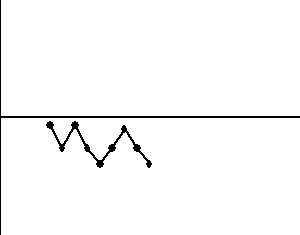
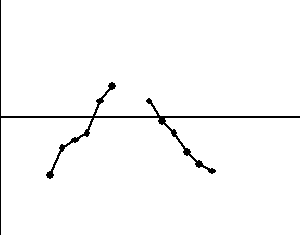
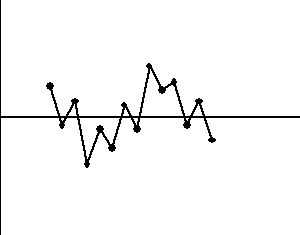
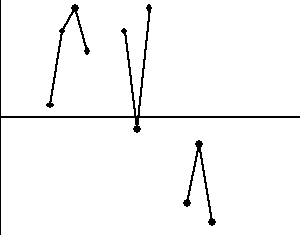
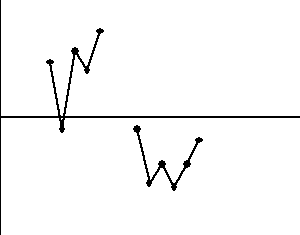
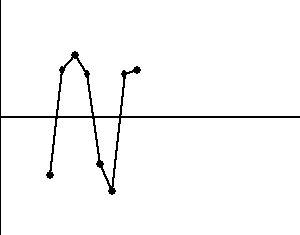
Konfiguracje punktów wskazujące na występowanie przyczyn wyjątkowych
(Pitt Hy, SPC for the Rest of us, Addison-Weseley Publishing Company, Inc.; litery A,B,C,D
oznaczają poszczególne kryteria omówione w tekście)
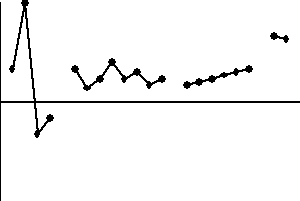
A/ pojedynczy punkt znajduje się poza linią kontrolną,
B/ osiem kolejnych punktów znajduje się po jednej stronie linii kontrolnej,
C/ pięć kolejnych punktów jest po tej samej stronie liniii centralnej i mają tendencję rosnącą lub malejącą,
D/ dwa kolejne punkty znajdują się tuż przy jednej z linii kontrolnych.
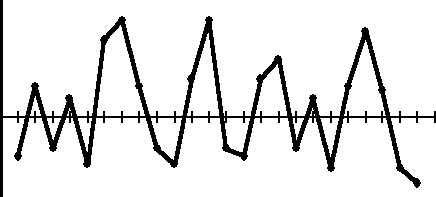
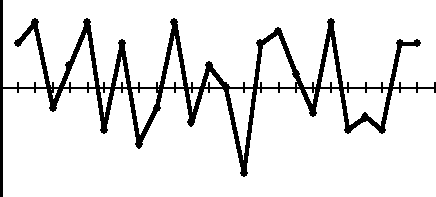
Konfiguracje punktów wskazujące na występowanie przyczyn wyjątkowych wg L.S.Nelsona.
1. Jeden punkt poza strefą A
2. Dziewięć punktów po kolei w strefie C lub poza nią.
3. Sześć punktów po kolei wykazuje tendencję rosnącą lub malejącą
4. Czternaście punktów po kolei, których wartości na przemian rosną i maleją
5. Dwa z trzech kolejnych punktów w strefie A lub poza nią
6. Cztery z pięciu kolejnych punktów w strefie B lub poza nią
7. Piętnaście kolejnych punktów w strefie C
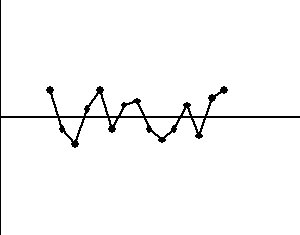
8. Osiem kolejnych punktów po obu stronach linii centralnej, ale żaden z nich nie znajduje się w strefie C
Karty średniej i karty rozstępu z naniesionymi punktami
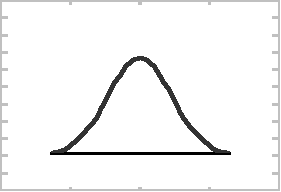
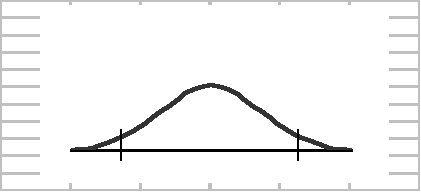
Schematyczne przedstawienie procesów o różnej zdolności jakościowej
a)
b)
c)
I .Proces dostarcza elementy o masie
20 +/- 4 g, a odchylenie standardowe dla wytworzonych elementów wynosi 0,6 g.
II. Średnia przyjmie najpierw μ1 = 22 g, następnie μ2=17 g i wreszcie μ3 = 20 g.
Cpk wyniosą odpowiednio:
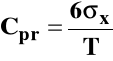
Jeżeli Z=6, to 6σ = ![]()
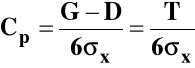
Można wykazać, że gdy Z=6, to Cp= 2,0
59,0
UCLX 57,5 -
55,0 -
52,5 -
52,5
Center line 50,0 -
47,5 -
45,0 -
LCLX 42,5 -![]()
Time
Genichi Taguchi
O jakości produktu decyduje strata przekazywana przez ten produkt społeczeństwu, licząc od chwili, gdy produkt ten został udostępniony odbiorcy.
Zmienność procesów, zmienność produktów
Wartość pożądana, target value
Tolerancja
Funkcja strat, quality loss, loss function
Strata, L(x)
A
m - Δ m m + Δ x
T
Tradycyjny model funkcji strat
Strata
Straty Straty nie Straty
występują
x
T
Analityczna postać funkcji strat L(x)

L(x) = 0 gdy x=m, dla x=m funkcja przyjmuje minimum, więc L′(m) = 0. Pomijając składniki o potęgach większych od 2 otrzymujemy:
lub prościej:
L(x) = k (x-m)2
gdzie k = L′′(m)/2!
L(x) = A, gdy x-m =Δ. W takim razie A=kΔ2, a k = A/Δ2
.
Funkcja strat, gdy przedziały tolerancji po obu stronach wartości m są różne
Strata, L(x)
A1
A2
m - Δ1 m m + Δ2 x
T
minimenty, the smaller the better, m=0
optymenty, the nominal the best, 0 < m < +∞
maksymenty, the larger the better, m = +∞
Wprowadźmy nową zmienną z zdefiniowaną jako:

Dla tak zdefiniowanej zmiennej pożądaną wartością (target value) będzie m = 0, a górną granicą tolerancji 1/Δ. W takim razie funkcja strat:
lub
,
a dla zbioru n elementów o różnym x
![]()
przy czym w tym wypadku
Załóżmy, że w ciągu 10 dni realizujemy zlecenie polegające na wytworzeniu 100 000 płytek. Każdego dnia wybieramy w sposób przypadkowy 1 płytkę i poddajemy ją analizie. Ponieważ proces wytwórczy jest kontrolowany statystycznie zakładamy, że 10 pobranych płytek jest reprezentatywną próbką całości. Odbiorca zażądał aby grubość płytki wynosiła 1,00000 cm (a więc m = 1,00000 cm) oraz określił tolerancję tak, że Δ=0,00010 cm Strata spowodowana odrzuceniem płytki niemieszczącej się w dopuszczalnej tolerancji wynosi A = 10 zł. Wykonane pomiary wykazały następujące grubości płytek:
1,000010 1, 000020 1,000010 0, 999990 0,999995 1,000005 1,000020 1,00000 0,999998 0,999990.
σ2=(1/10)[(1,000010 - 1,000000)2 +(1,000020 - 1,000000)2 +.....+ (0,999990 - 1,000000)2] = 1,2× 10 -10 cm2.
L =[10/ (0,00010)2]× 1,2 ×10-10 = 1,2 zł/płytkę.
Dla całej partii 100 000 × 1,2 = 120 000 złotych.
Tolerancja
m - Δ m m + Δ
Δ = 5, T = 10
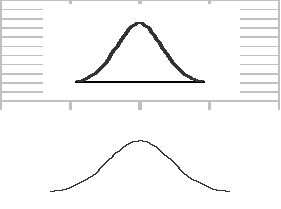
Dla fabryki A, rozkład normalny,
σ = (1/6) T, Cp=1,00
Dla fabryki B, rozkład prostokątny,
σ = ![]()
T Cp=0,58
koszt naprawy telewizora, 2$/aparat. W obu fabrykach koszt takich napraw jest ten sam. Z rys. wynika, że Δ= 5 jednostek, to znaczy, że T = 10 jednostek. Ponieważ Δ=5 a A=2, więc
k=A/Δ2 = 2.0$/52 = 0.08 $/ap.jed.2.
Strata w fabryce A :
L = k σ2 =0.08 (10/6)2 = 0.222 $/aparat
Strata w fabryce B:
L = k σ2 =0.08 (100/12)2 = 0.667 $/aparat
Fabryka |
Target value |
σ2 |
L |
% braków |
A |
m |
100/36 |
o.222$ |
0.27 |
B |
m |
100/12 |
0.667$ |
0.00 |
Fabryka A zamierza ograniczyć odchylenia od wartości pożądanej, tak aby σ = 10/8, (a nie 10/6), dodatkowy koszt z tym związany: 0,05 $/aparat
Nowa strata: L=0.08(10/8)2=0.125 $/aparat
Ale 0,125 + 0,05 = 0,175 $/aparat
:
Netto: 0.222-0.175=0.047$/aparat
Fabryka B:
decyzja o zmniejszeniu tolerancji do ± (2/3) Δ, bez zmian w technologii, lecz przez zaostrzenie kontroli jakości, 1/3 produkcji nie jest dopuszczana do sprzedaży lecz idzie do poprawki.
Nowa strata:

$/aparat
koszty napraw 1/3 produkcji,
0.333× 2$ = 0,666 $/aparat
L= 0,296 +0,666 =0.962$/aparat.
Praca pochodzi z serwisu www.e-sciagi.pl
x
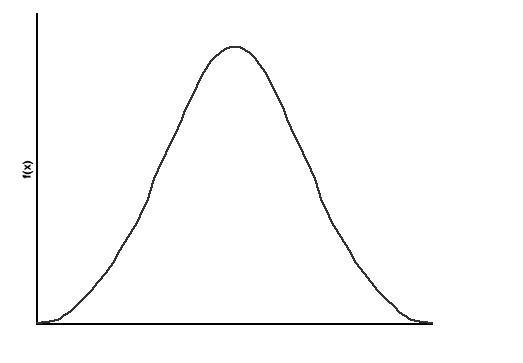
99,73%
95,44%
68,26%
-3![]()
-2![]()
![]()
![]()
![]()
2![]()
3![]()
GLK
20,9
LC
20,0
czas
19,1
DLK
![]()
DLK
GLK
D
C
B
A
![]()
C
B
A
B
C
A
GLK
DLK
GLK
A
B
C
C
A
B
![]()
DLK
B
GLK
![]()
DLK
A
B
C
C
A
B
GLK
![]()
DLK
A
B
C
C
A
GLK
![]()
DLK
A
B
C
C
B
A
GLK
![]()
DLK
A
B
C
C
B
A
GLK
![]()
DLK
A
B
C
C
B
A
GLK
![]()
DLK
A
B
C
C
B
A
![]()
DLK
GLK
GLK
DLK
![]()
![]()
G
D
![]()
G
D
![]()
G
D
a
lub 45%
Fabryka B
Fabryka A
Wyszukiwarka
Podobne podstrony:
Ekonometria i prognozowanie procesów ekonomicznych, ekonomia, sylabus
1 modelowanie zjawisk i procesów ekonomicznych
Ekonomika, SGGW - Technologia żywnosci, IV semestr, SEMESTR 4, Ekonomika
EKONOMETRIA I PROGNOZOWANIE PROCESÓW EKONOMICZNYCH 17.05.2014, IV rok, Wykłady, Ekonometria i progno
EKONOMETRIA I PROGNOZOWANIE PROCESÓW EKONOMICZNYCH 05.04.2014, IV rok, Ćwiczenia, Ekonometria i prog
EKONOMETRIA I PROGNOZOWANIE PROCESÓW EKONOMICZNYCH 27.04.2014, IV rok, Ćwiczenia, Ekonometria i prog
analiza ekonomiczna temat1, Analiza ekonomiczna jest metodą badania zjawisk i procesów ekonomicznych
pytania ekonomika, SGGW - Technologia żywnosci, IV semestr, SEMESTR 4, Ekonomika
Prognozowanie procesów ekonomicznych
EKONOMETRIA I PROGNOZOWANIE PROCESÓW EKONOMICZNYCH 22.03.2014, IV rok, Wykłady, Ekonometria i progno
KARTA TARYFIKACYJNA, SGGW - Technologia żywnosci, IV semestr, SEMESTR 4, Ekonomika
Ekonomia sciaga, Technologia żywnosci i Żywienie człowieka, 1 semestr, EKONOMIA
Prognozowanie procesów ekonomicznych
1 kategorie ekonomiczne jako zmienne w badaniach ekonometrycznych
EKONOMETRIA I PROGNOZOWANIE PROCESÓW EKONOMICZNYCH 22.03.2014, IV rok, Ćwiczenia, Ekonometria i prog
ekonomia(1), Technologia żywnosci i Żywienie człowieka, 1 semestr, EKONOMIA
Kolejność technologiczna robót, Budownictwo Inżynieria Lądowa, Ekonomika
ekonometria i prognozowanie procesow ekonomicznych wyk
więcej podobnych podstron