POLITECHNIKA ŚWIĘTOKRZYSKA LABORATORIUM
WYDZIAŁ MECHATRONIKI Z MECHANIKI DOŚWIADCZALNEJ
I BUDOWY MASZYN
Laboratorium nr. 1 Temat: Współczesne maszyny wytrzymałościowe
Grupa: Data: Ocena: Podpis:
26.11.2000
Współczesny inżynier projektując, potrzebuje informacji podstawowej dotyczącej właściwości stosowanych materiałów, ale także informacji wtórnej dotyczącej zacowania się eksploatowanych obiektów. W jednym i drugim przypadku istnieje konieczność wykonania pomiarów w laboratorium w prostych próbach wytrzymałościowych lub skomplikowanych testach symulacyjnych., Inżynier stając przed koniecznością przeprowadzenia badań powinien mieć świadomość założonych rzeczywistych warunków pracy obiektu i ograniczonych możliwości odtworzenia takich samych w laboratorium badawczym. Najczęściej nieda sie przenieść interesujący nasz obiekt badz jego element wprost do laboratorium i obciążyć go tak jak jest on obciążony w rzeczywistych warunkach pracy. Inżynier, aby przepropwadzić próbe w laboratorium, sięga po metodęstosowaną w naukach podstawowych- idealizacji rzeczywistości i budowy modelu badawczego zjawiska. W badaniach eksperymentalnych przez model sygnałów wejściowych rozumiemy sposób oddzialywania elementów stanowiska na zaistalowany na tym stanowisku badany obiekt. Odzialywanie to moze mieć charakter sił, momentów sił, różnych wielkości kinematycznych, takich jak: przemieszczenie, prędkość, przyśpieszenie liniowe. Przebiegi czasowe tych odziaływań mogą być kształtowane w różny sposób, np. w postaci przebiegów ciągłych, impulsowych itp. Modele sygnałówwejściowych realizowanych w laboratorium stanowią ze względu na ograniczone możliwości aparaturowe, węższą rodzinę niż rzeczywiste sygnały
wejściowe. Realizacje modelowych sygnałów wejściowych wykonuje się w laboratorium badawczym za pomocą tzw. maszynach wytrzymałościowych.
Doświadczenie przeprowadzono na uniwersalnej maszynie wytrzymałościowej firmy MTS . Hydropulsacyjna, jak często jest nazywana, maszyna firmy MTS pozwala na generowanie przemieszczeń jednoosiowych. Maksymalne obciążenie wynosi +250kN, a maksymalne przemieszczenie +10mm.
Programowanie sterownika MTS
Wsystemie MTS można sterować wybranym sygnałem w następujący sposób:
-ręcznie (pokrętło SetPoint wzmacniacza sygnałowego sygnału sterowanego),
-programowo (przygotowanie programu w komputerze MicroProfiler),
-programowo (przygotowanie programu w komputerze zewnętrznym typu PC i przesłanie interfejsem RS-232C do
bufora MicroProfilera),
-analogowo (zewnętrzny sygnał sterujący)
Tworzenie programów dla sygnalów sterujących oparte jest w systemie MTS na składaniy założonego przebiegu
z elementarnych fragmentów nazywanych segnentami. Przyjęto następujace zasady.
-nie definiujemy parametrów początkowych segmentu, (stan początkowy) wynikają one bądź z bieżącego położenia sterowanego elementu bądź są to parametry końcowe poprzedniego segmentu,
-definiujemy parametry końcowe segmentu (stan końcowy),
-wybieramy postać segmentu (sposób przejści ze stanu początkowego do stanu końcowego).
Segment może mieć postać:
-liniową (Ramp),
-nieliniową (harmoniczny, połowa okresu Haversine),
-stałą (Hold).
Umiejętne tworzenie założonych przebiegów zależeć będzie od umiejętności rozłożenia ich na podstawowe segmenty. Zlożony przebieg jest ,,sklejony” z elementarnych segmentów; koniec jednego segmentu staje się początkiem następnego.
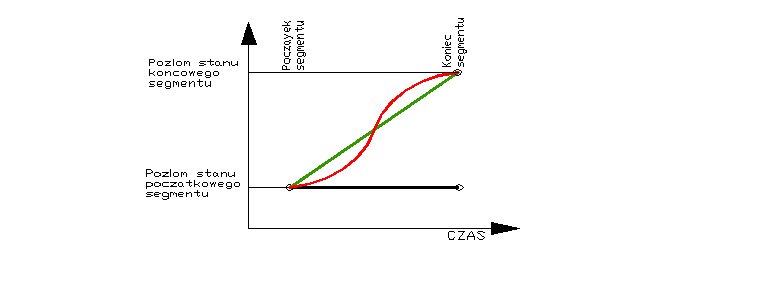
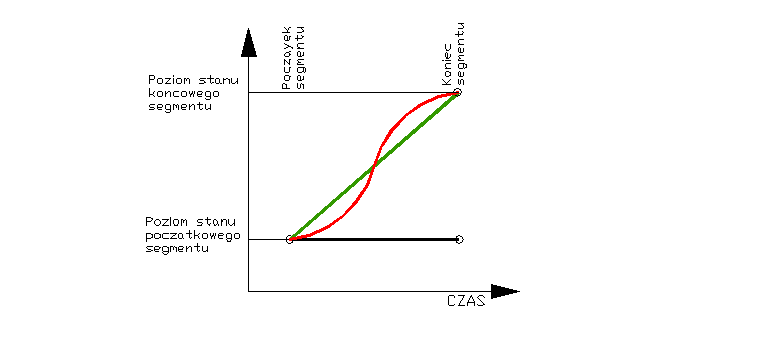
Segment liniowy
Programując liniowa zmianę sterowanego sygnału podajemy dwie informacje:
pożądany poziom stanu końcowego (Level) PPZW [%],
prędkość (Rate) tj. pochylenie lini segmenyu wyrażone w PPZS[%]/czas[s].
Segmentnie nieliniowy
Programując nieliniowa zmianę sterowanego sygnału podajemy dwie informacje:
pożądany poziom stanu końcowego (Level) PPZW [%],
częstotliwość f wyrażoną w [Hz].
Segment stały
Programując stałą segment sterowanego sygnału podajemy tylko czas trwania bieżacej wartości sygnału:
(Time) wyrażony w sekundach.
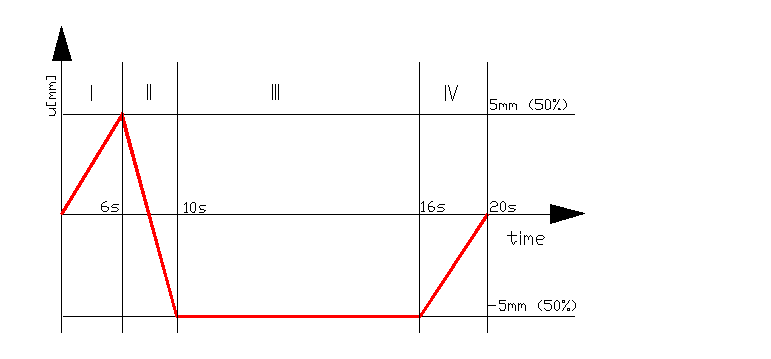
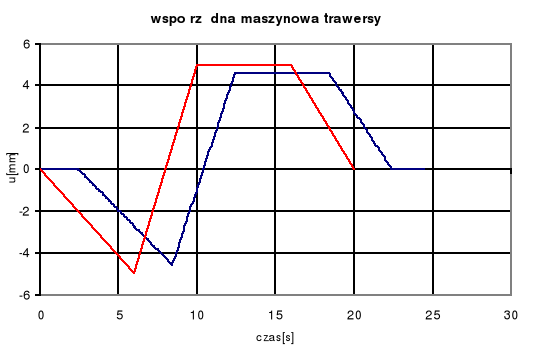
Zadanie 1.
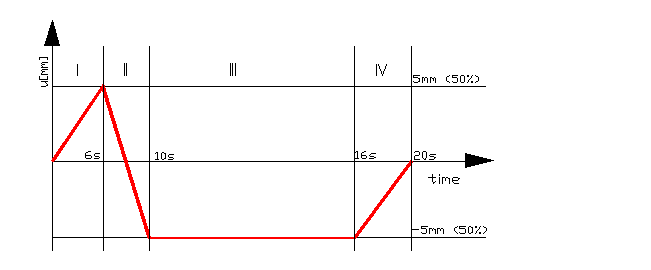
I LEVEL 50 %
RATE 8,3 %/s
II LEVEL -50 %
RATE -25 %/s
III TIME 6s
IV LEVEL 0%
RATE 12,5%/s
Przebieg
teoretyczny
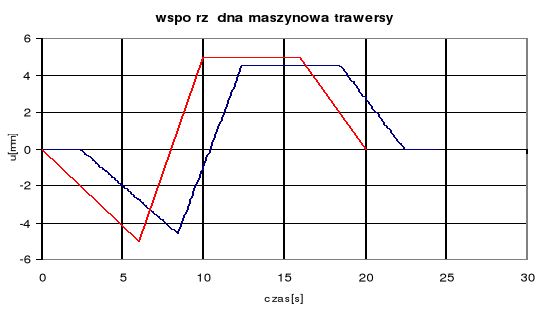
Przebieg
rzeczywisty
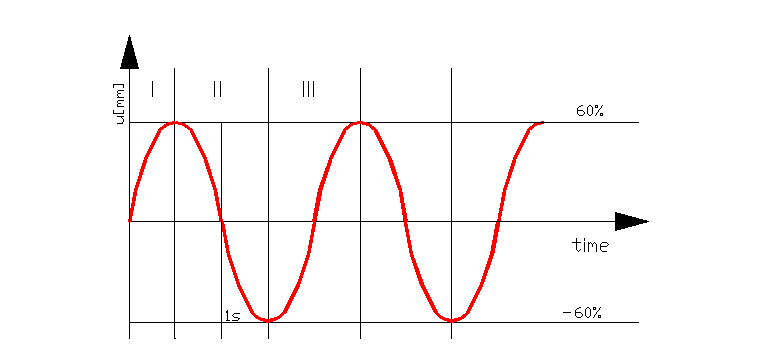
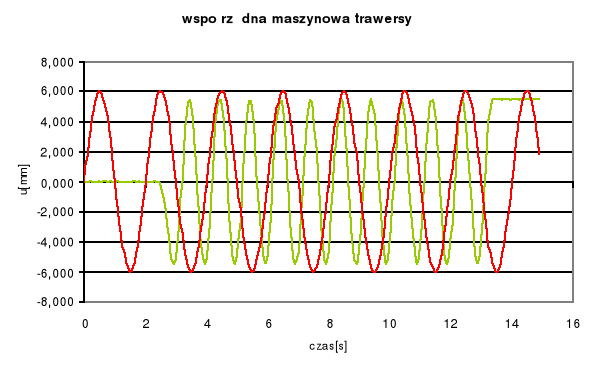
Zadanie 2
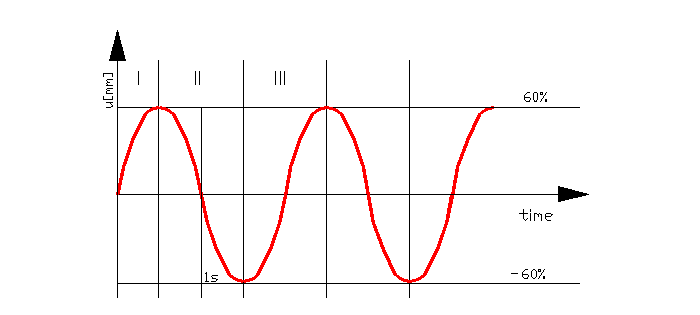
I LEVEL 60 %
TIME 1 Hz
II LEVEL -60%
TIME 1 Hz
III LEVEL 60%
TIME 1 Hz
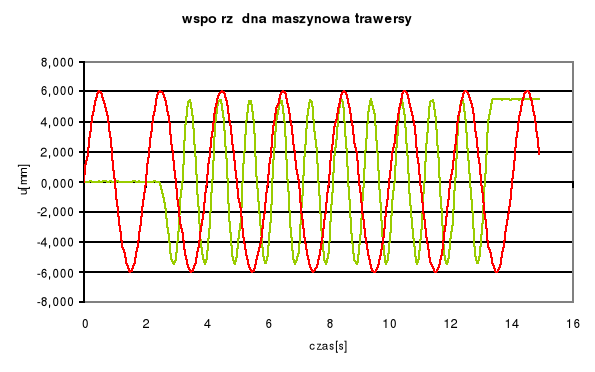
Przebieg rzeczywisty Przebieg teoretyczny
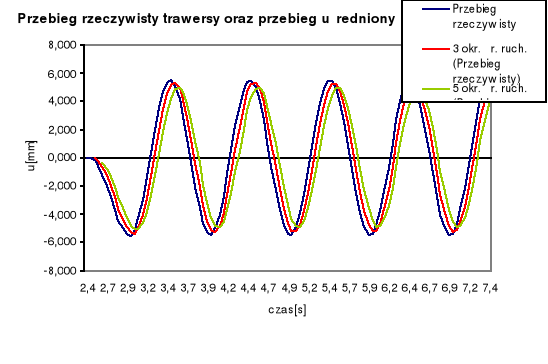
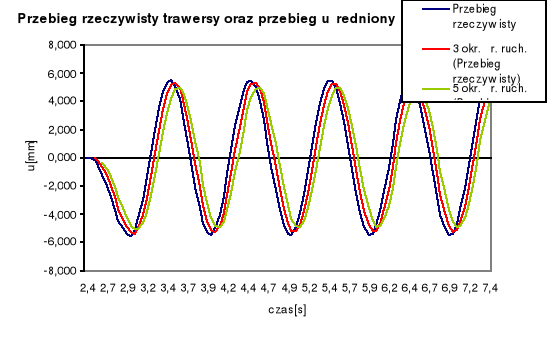
Wnioski:
Przebieg rzeczywisty różni się od teoretycznego ze wzgłędu na niedokładną kalibrację maszyny wytrzymałościowej.
Wyszukiwarka
Podobne podstrony:
Wyznaczenie odporności na pękanie materiałów kruchych- metoda MML, Mechanika i Budowa Maszyn PŚK, Me
Lab[1].nr5, PŚk, Mechanika
KRWPćw9, PŚk, Mechanika
Mechanika doświadczalna sprawko, PŚk, Mechanika
mechnika lab2 97, PŚk, Mechanika
mechnika lab5 97, PŚk, Mechanika
mlot z wykresami, PŚk, Mechanika
mechnika lab6 97, PŚk, Mechanika
Całka J ćwiczenie 5(1), PŚk, Mechanika
mechnika lab8 97, PŚk, Mechanika
mechanika doświadczalna laboratorium 3, PŚk, Mechanika
mechanika doświadczalna laboratorium 1, PŚk, Mechanika
mechnika lab1 97, PŚk, Mechanika
cwiczenie nr2 doswiadczalna, PŚk, Mechanika
laboratorium 1, PŚk, Mechanika
mechnika lab4 97, PŚk, Mechanika
mechnika lab10 97, PŚk, Mechanika
cwiczenie nr2 doswiadczalna, PŚk, Mechanika
więcej podobnych podstron