M Feld TBM545
545
12.2. Technologiczność konstrukcji dla części płaskich
wynosi Ra = 20 pm. Rozwiązanie takie należy uznać za nietechnologiczne. Dotyczy to również sposobu wymiarowania. Poprawne rozwiązanie przedstawiono na rys. 12.2b. Powierzchnia 1, która po obrobieniu ma chropowatość Ra = 0,32 pm, może być użyta jako baza. Zastosowany przez konstruktora sposób wymiarowania świadczy, że powierzchnia 1 będzie bazą właściwą i nie będzie potrzeby przeliczania wymiarów.
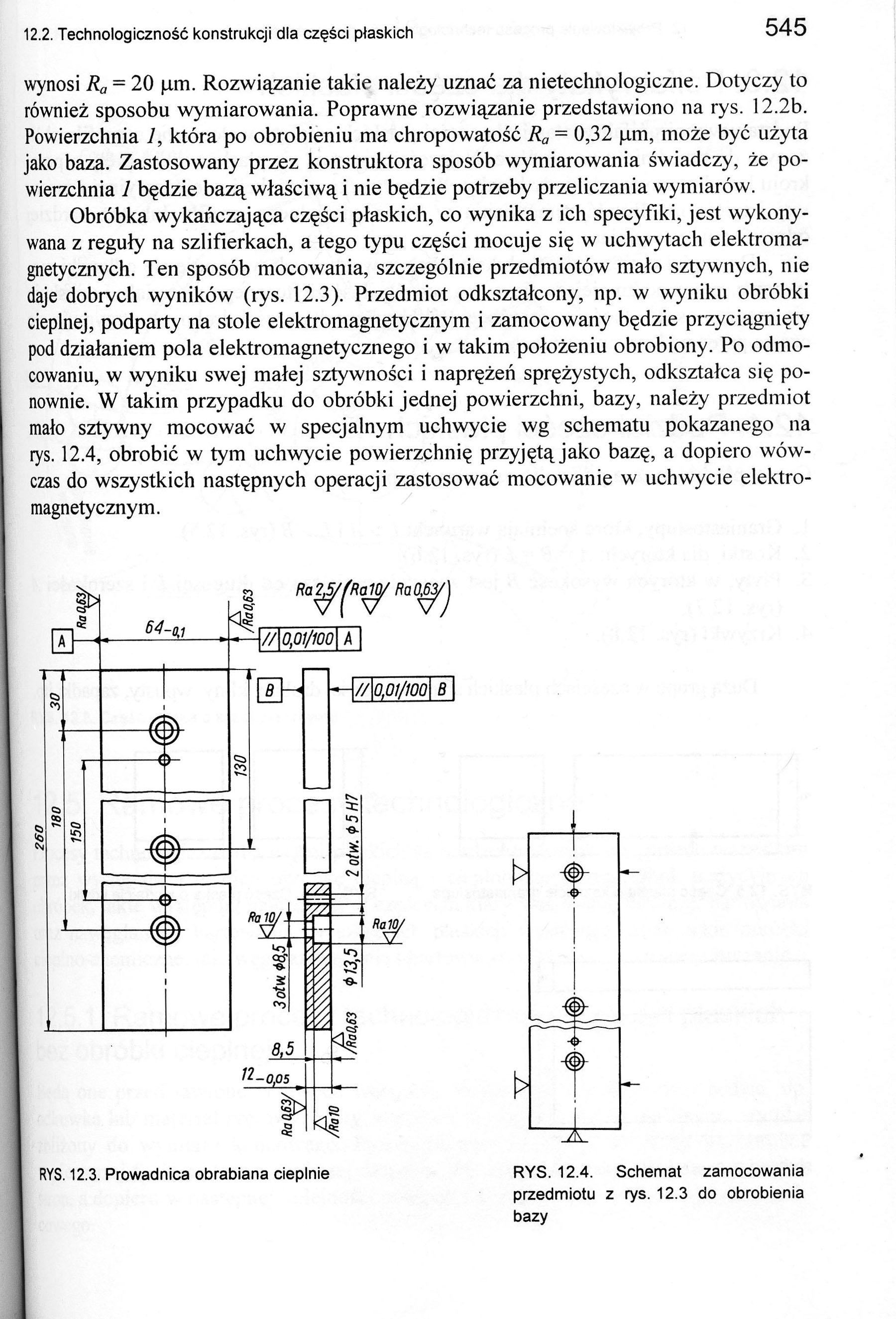
Obróbka wykańczająca części płaskich, co wynika z ich specyfiki, jest wykonywana z reguły na szlifierkach, a tego typu części mocuje się w uchwytach elektromagnetycznych. Ten sposób mocowania, szczególnie przedmiotów mało sztywnych, nie daje dobrych wyników (rys. 12.3). Przedmiot odkształcony, np. w wyniku obróbki cieplnej, podparty na stole elektromagnetycznym i zamocowany będzie przyciągnięty pod działaniem pola elektromagnetycznego i w takim położeniu obrobiony. Po odmo-cowaniu, w wyniku swej małej sztywności i naprężeń sprężystych, odkształca się ponownie. W takim przypadku do obróbki jednej powierzchni, bazy, należy przedmiot mało sztywny mocować w specjalnym uchwycie wg schematu pokazanego na rys. 12.4, obrobić w tym uchwycie powierzchnię przyjętą jako bazę, a dopiero wówczas do wszystkich następnych operacji zastosować mocowanie w uchwycie elektromagnetycznym.
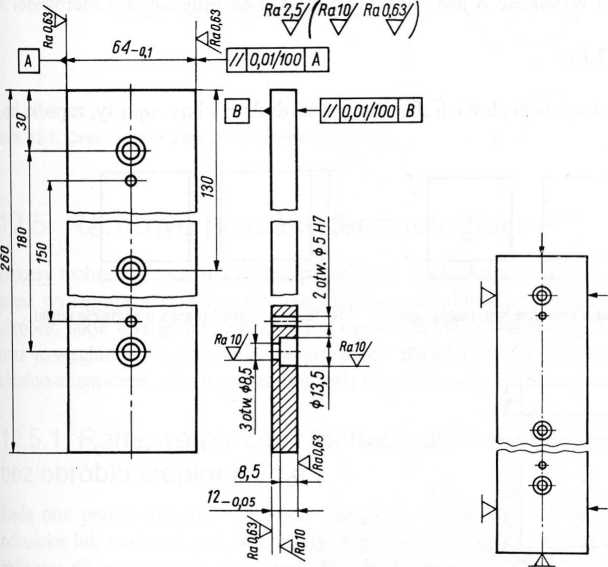
RYS. 12.3. Prowadnica obrabiana cieplnie RYS. 12.4. Schemat zamocowania
przedmiotu z rys. 12.3 do obrobienia bazy
Wyszukiwarka
Podobne podstrony:
M Feld TBM544 544 12. Projektowanie procesu technologicznego dla części płaskich równoległości powie
M Feld TBM546 546 12. Projektowanie procesu technologicznego dla części płaskich12.3. Półfabrykaty d
M Feld TBM548 548 12. Projektowanie procesu technologicznego dla części płaskich12.5.1.1. &nbs
M Feld TBM550 550 12. Projektowanie procesu technologicznego dla części płaskich12.5.2. Ramowe proce
M Feld TBM551 551 12.6. Obróbka powierzchni płaskich12.5.2.4. Ramowy proces technologiczny dla częśc
M Feld TBM552 552 12. Projektowanie procesu technologicznego dla części płaskich12.6.1. Szlifowanie
M Feld TBM554 554 12. Projektowanie procesu technologicznego dla części płaskich Na proces szlifowan
M Feld TBM556 556 12. Projektowanie procesu technologicznego dla części płaskich kańczającej. Od nac
M Feld TBM558 558 12. Projektowanie procesu technologicznego dla części płaskich RYS. 12.19. Zasada
M Feld TBM560 560 12. Projektowanie procesu technologicznego dla części płaskich RYS. 12.23. Dociera
M Feld TBM562 562 12. Projektowanie procesu technologicznego dla części płaskich Najbardziej rozpows
M Feld TBM564 564 12. Projektowanie procesu technologicznego dla części płaskich Mikropasty i miesza
M Feld TBM568 568 12. Projektowanie procesu technologicznego dla części płaskich12.7. Możliwości obr
M Feld TBM483 483 11.2. Technologiczność konstrukcji części klasy korpus RYS. 11.2. Otwór dokładny w
M Feld TBM583 583 13.2. Technologiczność konstrukcji części klasy koło zębate walcowe RYS. 13.4. Koł
M Feld TBM259 8Projektowanie procesu technologicznegoczęści klasy wał Części maszyn klasy wał występ
M Feld TBM453 10Projektowanie procesu technologicznegoczęści klasy dźwignia Części klasy dźwignia są
64095 skanuj0074 (34) Rys. 3.12. Przykłady zastosowania zgrzein [częściowo wg 14, 16, 20]. płytowe)
więcej podobnych podstron