,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
lf
MINISTERSTWO EDUKACJI
NARODOWEJ
Ewa Pogorzelska
Projektowanie elementów zespołu modelowego
722[01].Z1.04
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Rafał Suwart
mgr inż. Marian Cymerys
Opracowanie redakcyjne:
mgr inż. Ewa Pogorzelska
Konsultacja:
dr inż. Jacek Przepiórka
Korekta
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 722[01].Z1.04
Projektowanie elementów zespołu modelowego, zawartego w modułowym programie
nauczania dla zawodu modelarz odlewniczy.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1.Tworzywa używane w modelarstwie odlewniczym
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające 10
4.1.3. Ćwiczenia 10
4.1.4. Sprawdzian postępów 11
4.2. Ogólne wiadomości o konstruowaniu modeli
12
4.2.1. Materiał nauczania
12
4.2.2. Pytania sprawdzające
19
4.2.3. Ćwiczenia 19
4.2.4. Sprawdzian postępów 21
4.3. Klasyfikacja i szczegóły konstrukcyjne modeli i rdzennic
22
4.3.1. Materiał nauczania
22
4.3.2. Pytania sprawdzające
26
4.3.3. Ćwiczenia 26
4.3.4. Sprawdzian postępów 27
4.4. Łączenie i wykończanie modeli
28
4.4.1. Materiał nauczania
28
4.4.2. Pytania sprawdzające
31
4.4.3. Ćwiczenia 31
4.4.4. Sprawdzian postępów 32
4.5. Skrzynki formierskie i sprawdziany oraz ich elementy konstrukcyjne.
33
4.5.1. Materiał nauczania
33
4.5.2. Pytania sprawdzające
36
4.5.3. Ćwiczenia 36
4.5.4. Sprawdzian postępów 37
4.6. Formy metalowe do odlewania grawitacyjnego (kokile)
38
4.6.1. Materiał nauczania
38
4.6.2. Pytania sprawdzające
42
4.6.3. Ćwiczenia 42
4.6.4. Sprawdzian postępów 43
4.7. Formy metalowe do odlewania metodami specjalnymi
44
4.7.1. Materiał nauczania
44
4.7.2. Pytania sprawdzające
49
4.7.3. Ćwiczenia 49
4.7.4. Sprawdzian postępów 49
5. Sprawdzian osiągnięć
50
6.Literatura
56

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o przebiegu procesu projektowania
zespołu modelowego. Zapoznasz się w nim z tworzywami modelarskimi, ze sposobem kon-
struowania modeli i rdzennic, poznasz przyrządy i sprawdziany formierskie i nauczysz się ich
używać podczas pracy. Zdobędziesz również wiedzę na temat form metalowych do odlewania
grawitacyjnego i do specjalnych metod odlewania.
Poradnik ten zawiera:
1. Wymagania wstępne w postaci wykazu umiejętności, jakie powinieneś mieć przed przy-
stąpieniem do realizacji tej jednostki modułowej.
2. Cele kształcenia tej jednostki modułowej.
3. Materiał nauczania, czyli wiadomości, które umożliwią ci samodzielne przygotowanie się
do wykonania ćwiczeń i zaliczenia sprawdzianów Do poszerzenia wiedzy wykorzystaj
wskazaną literaturę oraz inne źródła informacji.
4. Ćwiczenia, które zawierają:
− wykaz materiałów, narzędzi i sprzętu potrzebnych do realizacji ćwiczenia,
− pytania sprawdzające wiedzę potrzebną do wykonania ćwiczenia,
− sprawdzian teoretyczny.
Wykonując sprawdzian postępów powinieneś odpowiadać na pytanie tak lub nie, co
oznacza, że opanowałeś materiał albo nie. Jeśli masz trudności ze zrozumieniem tematu
czy ćwiczenia, poproś nauczyciela lub instruktora o wyjaśnienie i ewentualne sprawdze-
nie, czy dobrze wykonujesz daną czynność.
5. Przykładowy zestaw pytań sprawdzających Twoje opanowanie wiedzy i umiejętności
z zakresu całej jednostki. Zaliczenie testu jest dowodem osiągnięcia założonych celów
określonych w tej jednostce modułowej. Test zawiera zadania wielokrotnego wyboru
z jedną odpowiedzią poprawną. Odpowiedzi będziesz udzielał na przygotowanej karcie
odpowiedzi. Szczegółowe informacje zawarte są w instrukcji do testu. Tego rodzaju test
będziesz rozwiązywał również, kiedy nauczyciel będzie oceniał nabyte przez Ciebie
umiejętności z zakresu tej jednostki modułowej. Oba testy stanowią przygotowanie
do rozwiązywania zadań testowych na egzaminie zewnętrznym potwierdzającym kwali-
fikacje zawodowe.
Miejsce jednostki modułowej w strukturze modułu 722[01].Z1.04 Projektowanie elemen-
tów zespołu modelowego wyeksponowane na zamieszczonym schemacie na stronie 4.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni szkolnej, centrum kształcenia praktycznego oraz w odlewni,
musisz przestrzegać regulaminów, przepisów bhp i instrukcji przeciwpożarowych, wynikają-
cych z rodzaju wykonywanych prac. Przepisy te zostały szczegółowo omówione w jednostce
modułowej 722[01].O1.01 - Przestrzeganie przepisów bezpieczeństwa i higieny pracy, ochro-
ny przeciwpożarowej oraz ochrony środowiska.
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
Moduł 722[01].Z1
Podstawy modelarstwa odlewniczego
722[01].Z1.03
Rozpoznawanie oprzyrządowania modelowego
722[01].Z1.01
Posługiwanie się dokumentacją techniczną
722[01].Z1.02
Wykonywanie pomiarów warsztatowych i tra-
sowanie
722[01].Z1.04
Projektowanie elementów zespołu
modelowego

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji tej jednostki modułowej powinieneś umieć:
− korzystać z różnych źródeł w celu znalezienia potrzebnych Ci informacji,
− stosować przepisy bezpieczeństwa i higieny pracy, ochrony środowiska i ochrony ppoż,
− zastosować procedury udzielania pierwszej pomocy,
− wyszukiwać potrzebne informacje w dokumentach,
− zorganizować stanowisko pracy zgodnie z wymogami ergonomii,
− pracować indywidualnie,
− współpracować w grupie,
− prezentować wyniki pracy własnej i grupowej,
− uczestniczyć w dyskusji,
− interpretować wskazany tekst,
− posługiwać się instrukcją przy wykonywaniu ćwiczeń,
− wykonywać proste obliczenia techniczne,
− charakteryzować procesy wykonania odlewów,
− rozróżniać maszyny i urządzenia odlewnicze,
− scharakteryzować podstawowe metody formowania ręcznego i maszynowego,
− wykonać ręcznie rdzenie i formy piaskowe,
− dobrać narzędzia , przyrządy i metody do wybranej metody przygotowania odlewów,
− scharakteryzować specjalne metody odlewania,
− rozróżnić formy odlewnicze,
− scharakteryzować piece odlewnicze,
− porównać metody wykonywania odlewów,
− zinterpretować zjawiska zachodzące w formie zalanej ciekłym metalem,
− określić pojęcie jakości,
− rozróżnić wady odlewów i określić przyczyny ich powstawania,
− określić zadania kontroli wstępnej, międzyoperacyjnej i ostatecznej,
− wyjaśnić wpływ cech modelu na jakość odlewu,
− wyjaśnić związek między jakością odlewu a kosztami produkcji,
− rozpoznawać podstawowe maszyny i urządzenia stosowane w odlewniach,
− określić zastosowanie oprzyrządowania modelowego w produkcji odlewów,
− sklasyfikować modele, rdzennice i wzorniki,
− rozróżniać rodzaje osprzętu modeli drewnianych,
− rozróżnić i stosować znakowanie barwne modeli drewnianych,
− rozróżnić rodzaje znaków rdzeniowych i rdzenników,
− rozróżnić odmiany konstrukcyjne płyt modelowych,
− rozróżnić odmiany konstrukcyjne rdzennic metalowych,
− rozróżnić modele z tworzyw sztucznych i ceramicznych,
− sklasyfikować układy wlewowe,
− dokonać klasyfikacji skrzynek formierskich, tulejek ustalających, sworzni do składania,
− dokonać klasyfikacji narzędzi specjalnych i wyposażenia formierskiego,
− dokonać klasyfikacji sprawdzianów do form i rdzeni.

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
Po zrealizowaniu jednostki modułowej powinieneś umieć:
− określić wpływ jakości wykonania modelu na jakość odlewu,
− dobrać tworzywa używane w modelarstwie odlewniczym,
− rozróżnić kategorie rysunków modelu,
− określić powierzchnie podziału modeli i rdzennic,
− zinterpretować zjawisko skurczu odlewniczego,
− rozróżnić pochylenia formierskie modeli i rdzennic,
− scharakteryzować promienie i zaokrąglenia oraz naddatki na obróbkę odlewu,
− rozróżnić konstrukcje znaków rdzeniowych i rdzenników,
− rozpoznać części odejmowane modeli i rdzennic,
− rozróżnić konstrukcje i oznaczenia elementów układu wlewowego i zasilającego,
− sklasyfikować modele według ich konstrukcji, klas dokładności wykonania, jakości, spo-
sobu wykonania oraz rodzaju tworzywa,
− rozpoznać rdzennice,
− rozróżnić szczegóły konstrukcyjne modeli i rdzennic,
− rozróżnić sposoby łączenia i wykańczania modeli,
− zidentyfikować modele i rdzennice metalowe, ceramiczne oraz z tworzyw sztucznych,
− scharakteryzować płyty modelowe,
− zidentyfikować skrzynki formierskie,
− rozróżnić przyrządy i sprawdziany formierskie,
− rozróżnić formy metalowe do odlewania grawitacyjnego,
− rozróżnić formy metalowe do odlewania metodami specjalnymi.

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Tworzywa używane w modelarstwie odlewniczym
4.1.1. Materiał nauczania
Modele odlewnicze wykonywane są z:
− drewna,
− metali,
− tworzyw ceramicznych,
− mas woskowych,
− tworzyw sztucznych.
Drewno jak materiał do wyrobu modeli posiada wiele zalet:
− łatwość obróbki zarówno ręcznej, jak i mechanicznej,
− mały ciężar właściwy,
− łatwość łączenia za pomocą klejów,
− łatwość łączenia za pomocą części metalowych,
− dostateczną wytrzymałość na zginanie, ściskanie i rozrywanie wzdłuż włókien,
− łatwość malowania.
Obok wyżej wymienionych zalet drewno posiada również pewne wady, które jednak
nie dyskwalifikują go jako dobrego materiału do wyrobu kompletów modelowych.
Do wad tych należą:
− niejednolitość budowy,
− mała wytrzymałość na rozciąganie w poprzek włókien,
− zdolność do zmiany zawartości wilgoci.
Niejednolitość budowy drewna utrudnia nadanie modelom należytego kształtu
i gładkiej powierzchni, co jest szczególnie ważne przy drobnych modelach.
Zdolność drewna do zmiany zawartości wilgoci powoduje zmiany objętości
i kształtu modeli. Przy pochłanianiu wilgoci drewno pęcznieje, przy wysychaniu
pęka i odkształca się (paczy). Wady te występują tym silniej, im gorzej wykonany
jest model. Przy starannym wykonaniu modeli, należytym lakierowaniu, konserwa-
cji i przechowaniu ujemne własności drewna nie stoją na przeszkodzie do stosowa-
nia go z pełnym powodzeniem do wyrobu modeli.
Przy produkcji modelu istotne są następujące właściwości drewna:
− wytrzymałość na rozciąganie i ściskanie,
− wytrzymałość na rozłupywanie
− twardość,
− giętkość,
− sprężystość.
Wytrzymałość drewna na rozciąganie jest większa wzdłuż włókien niż w poprzek.
Wytrzymałość na rozłupywanie jest znacznie mniejsza wzdłuż włókien niż w poprzek.
Twardość drewna związana jest z jego porowatością. Im mniej porowate jest drewno,
tym większa jest jego twardość. Twardość drewna jest bardzo ważną cechą
w modelarstwie, gdyż modele w czasie formowania narażone są na uderzenia, któ-
rym drewno modelowe powinno się przeciwstawiać.
Giętkość drewna jest to zdolność drewna do odkształceń trwałych, przy których
drewno nie pęka i nie łamie się. Drewno odznacza się dużą giętkością wzdłuż włó-
kien.
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Sprężystość drewna jest to zdolność do odkształceń pod działaniem siły zewnętrznej
i powrotu do kształtu pierwotnego po usunięciu tej siły. Sprężystość drewna sprzyja
trwałym połączeniom w modelach.
W modelarstwie używa się materiałów tartych otrzymanych z pnia drewna.
Drewno do wykonania modeli powinno mieć drobnosłoistą i równomierną budowę
ułatwiającą nadanie modelom żądanego kształtu i gładkości powierzchni oraz po-
winno być twarde. Twardość ta powinna być możliwie jednakowa we wszystkich
kierunkach.
Gatunek i klasę drewna ustala się w zależności od wielkości modeli, żądanej jakości
wykonania i wykończenia ich oraz od ilości odlewów do wykonania z danego mode-
lu. Do wyrobu modeli używa się drewna zarówno drzew liściastych, jak i iglastych.
W naszych warunkach najczęściej stosowanym drewnem do wyrobu modeli jest ol-
cha, sosna, brzoza, lipa, świerk, rzadziej klon, grusza, orzech, grab lub buk.
Olcha ma słoje o prawie jednakowej twardości. Wykazuje dobrą wytrzymałość przy
jednoczesnej niezbyt dużej twardości, przez co dobrze obrabia się narzędziami
skrawającymi, dając jednakową gładkość powierzchni zarówno przekrojów podłuż-
nych, jak i poprzecznych. Wobec nieznacznego wysychania i dużej wytrzymałości
stosuje się olchę do wykonywania modeli o bardziej skomplikowanych kształtach
wymagających większej dokładności.
Sosna jest najbardziej rozpowszechnionym i najtańszym gatunkiem drewna. Odzna-
cza się prostym pniem przy stosunkowo niewielkiej ilości sęków oraz szerokimi i
różniącymi się twardością słojami. Daje się łatwo obrabiać, tworząc chropowatą po-
wierzchnię. Sosna trudno przesyca się wilgocią i dlatego nie posiada skłonności do
silnego pęcznienia ani do szybkiego gnicia. Te własności sosny tłumaczą się dużą
zawartością w drzewie żywicy. Sosnę zalicza się do dobrych materiałów i szeroko
stosuje do wykonywania modeli i rdzennic (średnich i dużych) nawet najbardziej
odpowiedzialnych.
Brzoza ma drewno bardzo ścisłe, twarde i sprężyste, przy zupełnie jednorodnej bu-
dowie. Dobrze obrabia się dając czystą, gładką powierzchnię. Z tego powodu stosuje
się ją do wykonania części drobnych modeli, od których wymagana jest duża gład-
kość powierzchni.
Ujemną cechą brzozy jest skłonność do gnicia i paczenia się, szczególnie przy zmia-
nach temperatury.
Lipa ma drewno ścisłe o jednorodnej budowie, lecz miękkie. Drewno lipy jest gięt-
kie i dobrze obrabia się we wszystkich kierunkach.
Modele wykonane z lipy szybko się ścierają przy formowaniu z powodu małej twar-
dości drewna. W modelarstwie lipę stosuje się do wykonywania drobnych modeli
oraz rdzennic.
Świerk stosuje się w modelarstwie rzadziej niż sosnę ze względu na dużą ilość sę-
ków oraz skłonności do paczenia się.
Klon ma drewno sprężyste, twarde i ścisłe. Dobrze daje się skrawać i polerować.
Drewno klonu stosuje się do wykonywania modeli, od których wymagana jest duża
wytrzymałość.
Grusza ma drewno ścisłe, twarde, sprężyste, o jednorodnej budowie. Drewno gruszy

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
bardzo dobrze daje się obrabiać narzędziami skrawającymi, dając gładką powierzch-
nię we wszystkich kierunkach.
W modelarstwie drewno gruszy stosuje się do wykonywania drobnych i średnich
skomplikowanych modeli, od których wymagana jest duża wytrzymałość.
Drewno gruszy należy do najlepszych gatunków drewna stosowanych
w modelarstwie, lecz stosuje się je rzadko ze względu na wysoką cenę.
Grab i buk ma drewno bardzo ciężkie, twarde, ścisłe i drobnowłókniste.
W modelarstwie stosuje się je do wykonywania szczególnie modeli o wysokich wła-
snościach mechanicznych, np. modeli kół zębatych.
Orzech ma drewno twarde, ścisłe o wysokich własnościach wytrzymałościowych,
jednak z uwagi na wysoką cenę stosowany jest w modelarstwie rzadko. Drewno
orzecha obrabia się łatwo narzędziami skrawającymi. Stosuje się je zamiennie
z drewnem gruszy.
Poza wymienionymi gatunkami drewna coraz szerzej stosuje się w modelarstwie
sklejkę. Modele wykonane ze sklejki nie paczą się. Do wykonania modeli stosuje się
sklejkę grubości 3 do 10 mm.
Gatunek drewna do wykonywania modeli powinien być starannie dobierany do kla-
sy wykonywanego modelu. Przy produkcji modeli o mniejszych wymiarach należy
przestrzegać zasady całkowitego wyzyskiwania odpadków drewna.
W celu podwyższenia trwałości drewna stosuje się jego uszlachetnianie przez:
− suszenie,
− nasycanie drewna różnymi związkami,
− prasowanie,
− parzenie,
− sklejanie.
Modele wykonane z metali mają dużą trwałość i są stosowane w odlewniach
wykonujących produkcję masową lub wielkoseryjną. Modele metalowe poza więk-
szą ich wytrzymałością pozwalają na otrzymywanie dokładniejszych odlewów oraz
ułatwiają formowanie. Modele takie wykonuje się z żeliwa, brązu, mosiądzu oraz ze
stopów aluminium.
Modele żeliwne są najtańsze i mają dobrą wytrzymałość. Do wykonania modeli
i płyt modelowych stosuje się żeliwo szare lub żeliwo modyfikowane. Wadą modeli
żeliwnych jest trudność ich naprawy za pomocą lutowania.
Modele ze stopów miedzi są droższe i mniej trwałe od modeli z żeliwa, są natomiast
łatwo obrabialne i dają się lutować, co zmniejsza koszt ich obróbki.
Stopy aluminium znajdują szerokie zastosowanie przy wykonywaniu rdzennic
ze względu na ich mały ciężar, przy dostatecznej wytrzymałości i dobrej obrabialno-
ści.
Ważną własnością metali stosowanych do wyrobu modeli i rdzennic jest ich odpor-
ność na ścieranie ze względu na tarcie masy formierskiej (rdzeniarskiej). Najlepszą
odporność na ścieranie wykazują modele żeliwne, a następnie modele ze stopów
miedzi i aluminium.
Do
materiałów ceramicznych stosowanych do wyrobu kompletów modelowych
należą gips i masy cementowe.
Gips jako materiał modelarski stosuje się do wykonywania niewielkich i prostych
modeli oraz płyt modelowych. Modele gipsowe mogą być przeznaczone zarówno

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
do ręcznego, jak i maszynowego formowania niewielkiej ilości odlewów.
Z gipsu poza tym wykonuje się "fałszywki", tj. części formy, na których układane
sąmodele o nierównej powierzchni podziału dla zaformowania pierwszej połówki
formy.
Zaletą modeli wykonanych z gipsu jest ich mały koszt przy krótkim czasie wykona-
nia oraz to, że objętość gipsu po stężeniu nie ulega zmianie i model zachowuje swo-
je wymiary i kształt. Modele gipsowe ulegają jednak łatwo uszkodzeniom przy nie-
ostrożnych uderzeniach ubijakiem podczas formowania.
Masy cementowe są zwykle mieszaniną cementu portlandzkiego z piaskiem kwar-
cowym w stosunku 1:1 do 1:3 z dodatkiem wody do uzyskania konsystencji rzadkiej
śmietany.
Modele woskowe są używane przy odlewaniu precyzyjnym. Masy woskowe
dzielą się na dwie grupy:
- o niskiej temperaturze topnienia (50-55°C),łatwe do przygotowania, lecz skłon-
ne do deformacji,
- o wysokiej temperaturze topnienia (65-90°C),trudniejsze w przygotowaniu, lecz
bardziej wytrzymałe.
Tworzywa
sztuczne
znalazły zastosowanie do wyrobu modeli, rdzennic i płyt
modelowych ze względu na dobre właściwości i niski koszt.
Zaletami tworzyw sztucznych są: mały ciężar właściwy, duża wytrzymałość mecha-
niczna, duża odporność chemiczna, dobre własności przeciwcierne i duży zasób su-
rowców do ich wytwarzania.
W modelarstwie znalazły zastosowanie głównie żywice epoksydowe, winidur
i styropian.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do zaplanowania prze-
biegu ćwiczeń i ich wykonania.
1. Jakie właściwości powinny mieć materiały stosowane do wyrobu modeli?
2. Jakie są kryteria doboru materiałów na modele?
3. Jakie rodzaje drewna stosuje się do wyrobu modeli?
4. Jakie materiały metalowe stosuje się do wyrobu modeli?
5. Jakie właściwości materiałów metalowych decydują o ich przydatności do wyrobu mode-
li?
6. Z jakich materiałów ceramicznych wykonuje się modele?
7. Jakie tworzywa sztuczne są stosowane do wyrobu modeli?
8. W jakich przypadkach używa się modeli woskowych?
9. Jakie rodzaje drewna wykorzystuje się do wyrobu modeli?
10. Jaka jest trwałość poszczególnych rodzajów drewna?
11. Jakie zastosowanie mają poszczególne gatunki drewna w modelarstwie?
4.1.3. Ćwiczenia
Ćwiczenie 1
Przyporządkuj nazwy materiałów stosowanych do wyrobu modeli do odpowiednich pró-
bek tych materiałów.
Sposób
wykonania
ćwiczenia:
Aby
wykonać ćwiczenie powinieneś:

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
1) zorganizować stanowisko pracy do wykonania ćwiczenia
2) zapoznać się z podstawowymi wiadomościami dotyczącymi tworzyw modelarskich,
3) ułożyć modele na planszy,
4) przykleić kartki z nazwami tworzyw pod modelami,
5) zaprezentować efekty swojej pracy,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska:
− modele z różnych materiałów,
− literatura fachowa,
− kartki samoprzylepne z nazwami materiałów,
− plansza.
Ćwiczenie 2
Określ zastosowanie do wyrobu modeli poszczególnych gatunków drewna umieszczo-
nych w zestawie.
Sposób
wykonania
ćwiczenia:
Aby
wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z podstawowymi wiadomościami dotyczącymi rodzajów drewna stosowa-
nych w modelarstwie,
3) napisać na kartkach samoprzylepnych zastosowanie poszczególnych gatunków drewna
do produkcji modeli,
4) przykleić kartki pod próbkami drewna,
5) zaprezentować efekty swojej pracy,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska:
− zestaw używanych gatunków drewna w modelarstwie odlewniczym,
− literatura fachowa,
− kartki samoprzylepne,
− ołówek,
− gumka.
4.1.4. Sprawdzian postępów
Czy potrafisz:
tak nie
1) podać kryteria zastosowania różnych materiałów na modele?
2) określić, jakie rodzaje drewna są używane na modele?
3) podać, jakie właściwości drewna decydują o jego zastosowaniu do wykonania
modelu?
4) określić kiedy stosuje się metale do wykonania modeli?
5) określić jakie właściwości tworzyw sztucznych decydują o ich przydatności
do wyrobu modeli?
6) podać jakie tworzywa ceramiczne stosuje się na modele?
7) wyjaśnić kiedy stosuje się modele gipsowe?
8) wyjaśnić kiedy stosuje się modele woskowe?

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.2. Ogólne wiadomości o konstruowaniu modeli
4.2.1.Materiał nauczania
Rysunek modelu
Rysunki modeli stanowi część dokumentacji technologii produkcji odlewów.
Rysunek konstrukcyjny, czyli rysunek gotowej części, podaje wymiary po obróbce me-
chanicznej, tolerancje wykonania, pasowania oraz wymagane gładkości powierzchni.
Na podstawie rysunku konstrukcyjnego wykonuje się rysunek odlewu (rysunek części
surowej), w którym uwzględnia się naddatki na obróbkę, pochylenia odlewnicze oraz
wprowadza łagodne zaokrąglenia krawędzi odlewów. Według rysunku surowego odle-
wu są wykonywane:
− model,
− skrzynki rdzeniowe (rdzennice),
− wzorniki,
− sprawdziany,
− rysunek formy odlewniczej,
− przyrządy i narzędzia obróbkowe.
Rysunek odlewu jest podstawą do opracowania rysunku modelu.
Przy wykonywaniu rysunku modelu należy ustalić:
− sposób formowania i zalewania,
− płaszczyznę podziału modelu,
− wielkość znaków rdzeniowych, ich wymiary i zbieżności.
Należy przemyśleć konstrukcję i wymiary poszczególnych części kompletu modelo-
wego, ustalić sposób połączenia poszczególnych części oraz opracować środki zabez-
pieczające model przed szybkim zniszczeniem.
W miejscach, w których na rysunku części zaznaczona jest obróbka, na rysunku od-
lewu i modelu przewidziane są naddatki na obróbkę, nadana jest modelom zbieżność
dla ułatwienia wyjmowania ich z formy i zaprojektowane są znaki rdzeniowe.
W zależności od wielkości i rodzaju produkcji, organizacji, pracy oraz kwalifikacji
personelu rysunek modelu może być wykonany w jednej z trzech kategorii:
− rysunek uproszczony (III kategorii) wykonuje się na światłoczułej odbitce rysunku
przedmiotu, zaznaczając kolorowymi ołówkami podział modelu, znaki rdzeniowe,
zbieżności, naddatki na obróbkę, naddatki technologiczne ok. Rysunek ten wyko-
nuje się w przypadku produkcji jednostkowej i małoseryjnej,
− rysunek rozwinięty (II kategorii) wykonuje się na kalce. Zawiera on wszystkie dane
potrzebne do wykonania modeli, oprócz wymiarów podanych na rysunku odlewu.
Dlatego modelarz przy wykonaniu modelu musi posługiwać się dodatkowo rysun-
kiem odlewu. Rysunek ten wykonuje się w przypadku produkcji średnioseryjnej,
− rysunek pełny (I kategorii) wykonuje się również na kalce. Zawiera on wszystkie
wymiary i szczegóły konstrukcji potrzebne do wykonania modelu, najczęściej me-
talowego. Rysunek taki sporządza się w przypadku produkcji seryjnej i masowej.
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
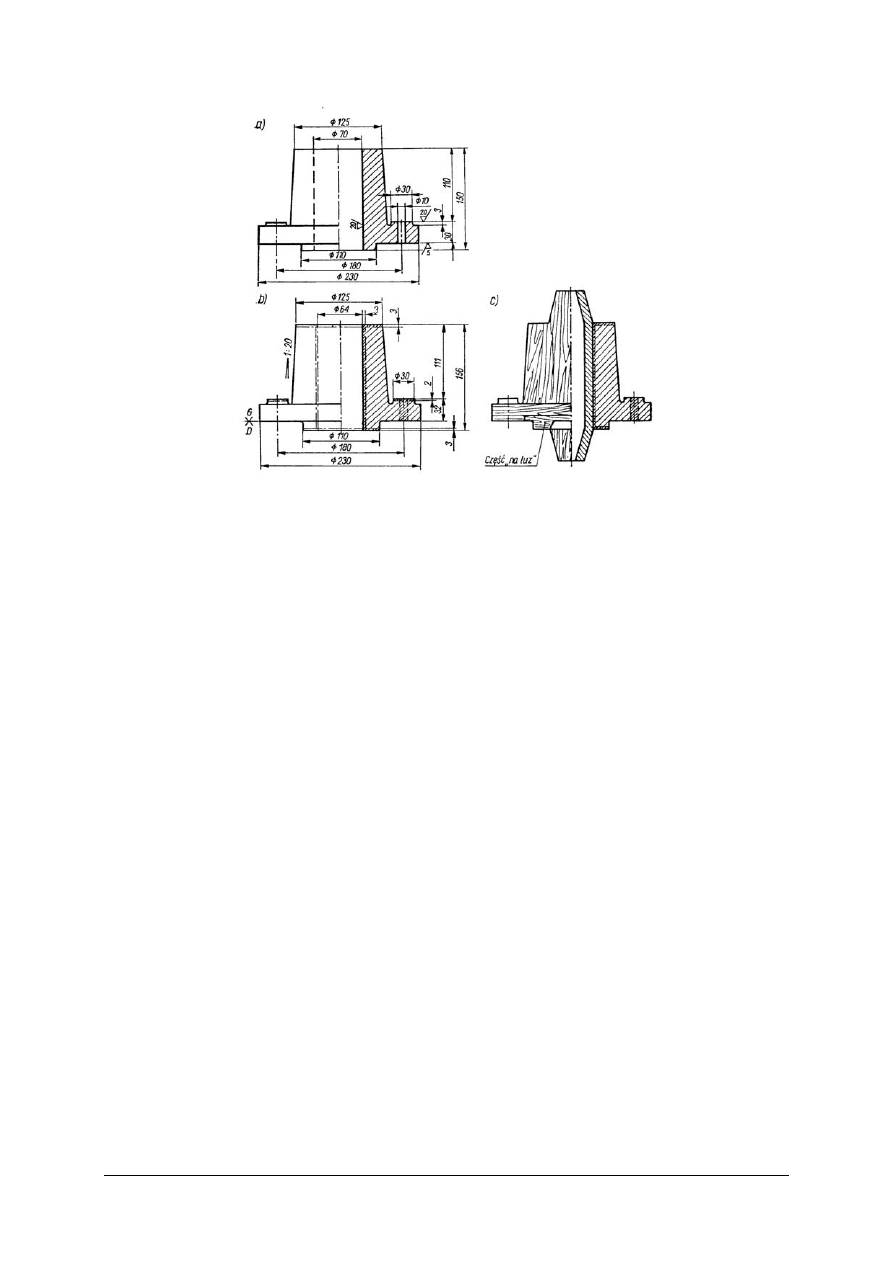
Rys.1. Rysunek: a) części, b) surowego odlewu, c) wykres modelarski i sposób łączenia drewna
Źródło [8,str.58]
Powierzchnia podziału modeli i rdzennic.
Powierzchnia
podziału modelu jest ściśle związana z podziałem formy. Modele
należy tak projektować, aby umożliwić jak najdogodniejsze formowanie. Jeżeli jest to
możliwe, powinno się uniknąć podziału modelu. W przypadkach, kiedy nie da się
uniknąć podziału modelu, a odlew ze względu na swój kształt pozwala na wykonanie
kilku powierzchni podziału, należy wybrać podział najbardziej celowy ze względu na
technologię odlewania. Powierzchnia podziału powinna być taka, aby umożliwiała
wyjęcie modelu z formy bez jej zniszczenia, tzn. aby przechodziła przez największy
przekrój modelu oraz żeby (jeśli to możliwe) pokrywała się z powierzchnią podziału
formy.
W przypadkach kiedy nie można zastosować takiego podziału, trzeba stosować for-
mowanie „ na fałszywce”.
Miejsce podziału modeli ustala się według następujących zasad:
− większa część odlewu powinna mieścić się w dolnej skrzynce, górne skrzynki
powinny być lekkie, a więc i niskie,
− podział modelu powinien przechodzić wzdłuż poziomych górnych powierzchni
modelu, pionowe ścianki, jeśli to możliwe, nie powinny być nim objęte,
− należy dążyć do stosowania minimalnej ilości rdzeni.
W praktyce odlewniczej mamy następujące przypadki podziału modeli:
− w płaszczyźnie podziału formy,
− na spodzie górnej lub dolnej formy,
− na pionowych powierzchniach formy,
− wewnątrz formy,
− na bryłach obrotowych formowanych poziomo.
Skurcz odlewniczy
Objętość metali w czasie stygnięcia zmniejsza się (metale kurczą się). Dlatego
przy wykonywaniu modeli i rdzennic należy uwzględnić wielkość skurczu metali
w formie tak, aby wymiary otrzymanego odlewu odpowiadały wymiarom podanym
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
na rysunku odlewu. Skurczem metalu (%) nazywamy zmniejszenie wymiarów odlewu
w stosunku do wymiarów modelu lub formy. Skurcz może być swobodny
i hamowany. Skurcz swobodny wykazują odlewy niewielkie i proste. Odlewy duże
i skomplikowane wykazują skurcz hamowany na skutek oporu formy
i nierównomiernego stygnięcia grubych i cienkich ścianek odlewu. Skurcz hamowa-
ny może powodować wykrzywienie się, a nawet pęknięcie odlewu.
Aby temu zapobiec, nadaje się modelom wygięcia odwrotne w stosunku do wygięć
następujących w odlewie na skutek skurczu.
Pochylenia modeli i rdzennic.
W celu ułatwienia wyjęcia modelu z formy (wyjęcia rdzenia z rdzennicy) oraz
uniknięcia zniszczenia formy lub rdzenia nadaje się pionowym płaszczyznom mode-
li lub rdzennic odpowiednie pochylenie ścianek.
Rozróżniamy pochylenie konstrukcyjne i technologiczne (odlewnicze). Pochylenie
odlewnicze stosuje się przy sporządzaniu modeli w tych wypadkach, gdy na rysunku
przedstawiającym przedmiot nie są uwzględnione pochylenia konstrukcyjne. Nada-
nie pochylenia polega przeważnie na zastąpieniu prostokątnego kształtu przekroju
modelu kształtem trapezowym. Stosowany stopień pochylenia nie jest jednakowy i
zależy od konstrukcji przedmiotu.
Pochylenie powinno być tym większe im większe trudności napotyka formierz przy
wyjmowaniu modelu z ubitej formy lub rdzenia z rdzennicy. Pochylenia można wy-
konać przez powiększenie, zmniejszenie wymiarów, albo przez zwiększanie pew-
nych wymiarów, a zmniejszenie innych.
Wybór odpowiedniego sposobu nadania pochylenia zależy od kształtu modelu, stop-
nia ubicia masy lub od tolerancji ciężaru odlewu.
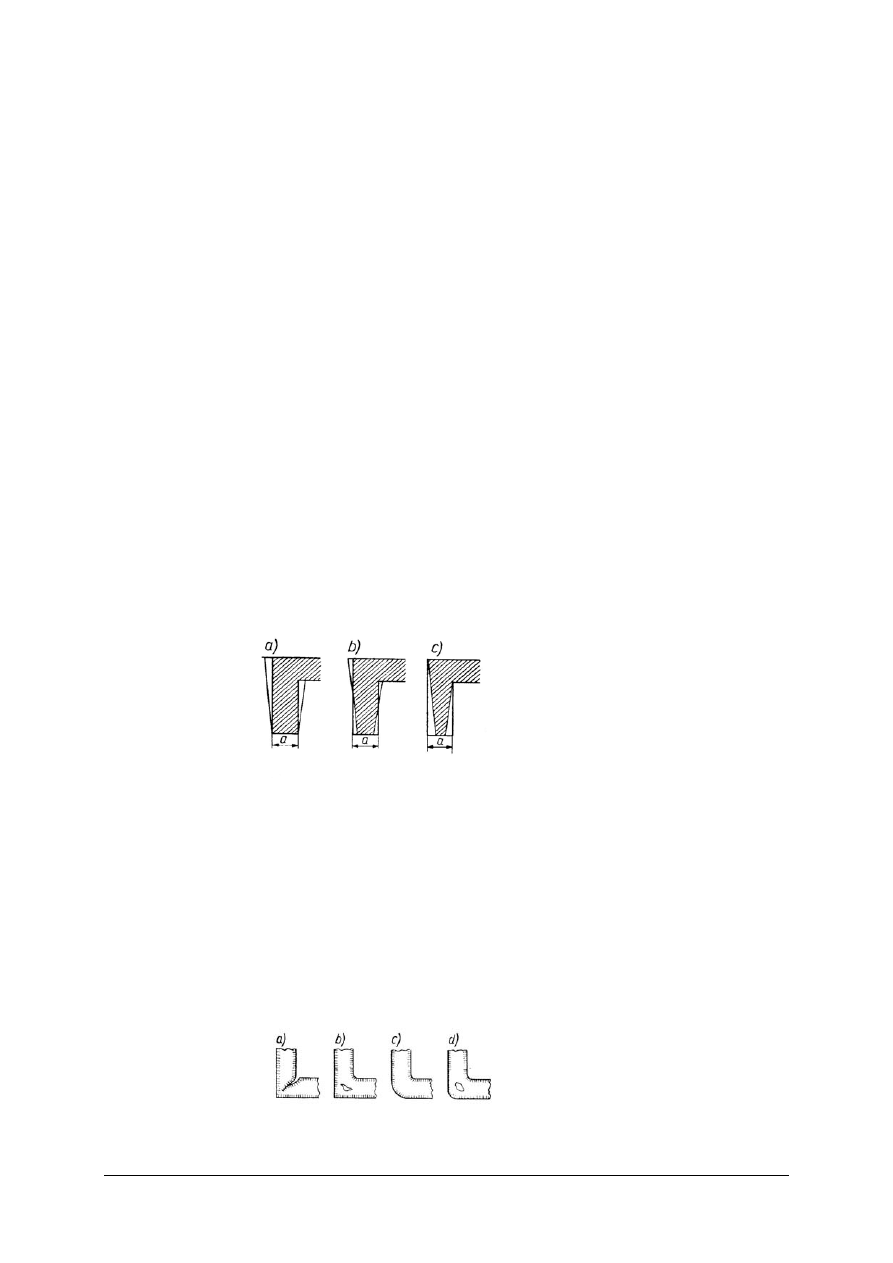
Rys.2. Nadawanie pochylenia modelom przez: a)zwiększanie wymiarów, b) zwiększanie
i zmniejszanie wymiarów, c) zmniejszanie wymiarów.
Źródło [8, str.65]
Promienie i zaokrąglenia.
Konstrukcja odlewu powinna być zaprojektowana bez gwałtownych zmian gru-
bości ścianki i bez ostrych krawędzi odlewu. Wymienione niedociągnięcia w kon-
strukcji odlewów powodują w czasie stygnięcia odlewu w formie powstawanie w
tych miejscach jam skurczowych lub pęknięć. W przypadku, gdy nie zastosuje się
zaokrągleń, kryształy metalu podczas krzepnięcia odlewu układają się pod kątem
prostym względem siebie, co powoduje pęknięcie odlewu. Jeśli stosuje się wyokrą-
glenie tylko od wewnętrznej strony odlewu, pęknięcie nie powstaje, ale może po-
wstać jama skurczowa.
Rys.3.Powstawanie wad odlewów przy niewłaściwym wyokrąglaniu: a)pęknięcie, b) i d) jama skur-
czowa, c) odlew bez wad. Źródło:[8, str.65]

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Naddatki na obróbkę.
Na powierzchniach odlewu, które będą obrabiane, należy na modelu przewidzieć
odpowiednie naddatki na obróbkę, które są oznaczone na rysunku części. Wielkość naddat-
ku ustala się na podstawie istniejących norm lub doświadczenia. Wielkość naddatku
na obróbkę mechaniczną uzależniona jest od wymagań stawianych obrabianym po-
wierzchniom oraz od ilości części obrabianych. Jeśli przy określonej technologii
formowania otrzymuje się odlewy o dokładnych wymiarach i gładkich powierzch-
niach, naddatek na obróbkę może być mały.
Przy ustalaniu naddatków na obróbkę mechaniczną należy uwzględnić sposób od-
lewania biorąc pod uwagę, że w dolnej części odlewu gromadzi się mniej zanie-
czyszczeń i struktura jest ściślejsza. Przedmiot należy odlewać tak, aby bardziej
odpowiedzialne części formy znalazły się w dolnej jej części, naddatek na obróbkę
części górnej odlewu powinien być większy.
Przy projektowaniu rysunków odlewu i modelu należy stosować naddatki na obrób-
kę wg PN – ISO 8062: 1997 ,,Odlewy – System tolerancji i naddatków na obróbkę
skrawaniem”
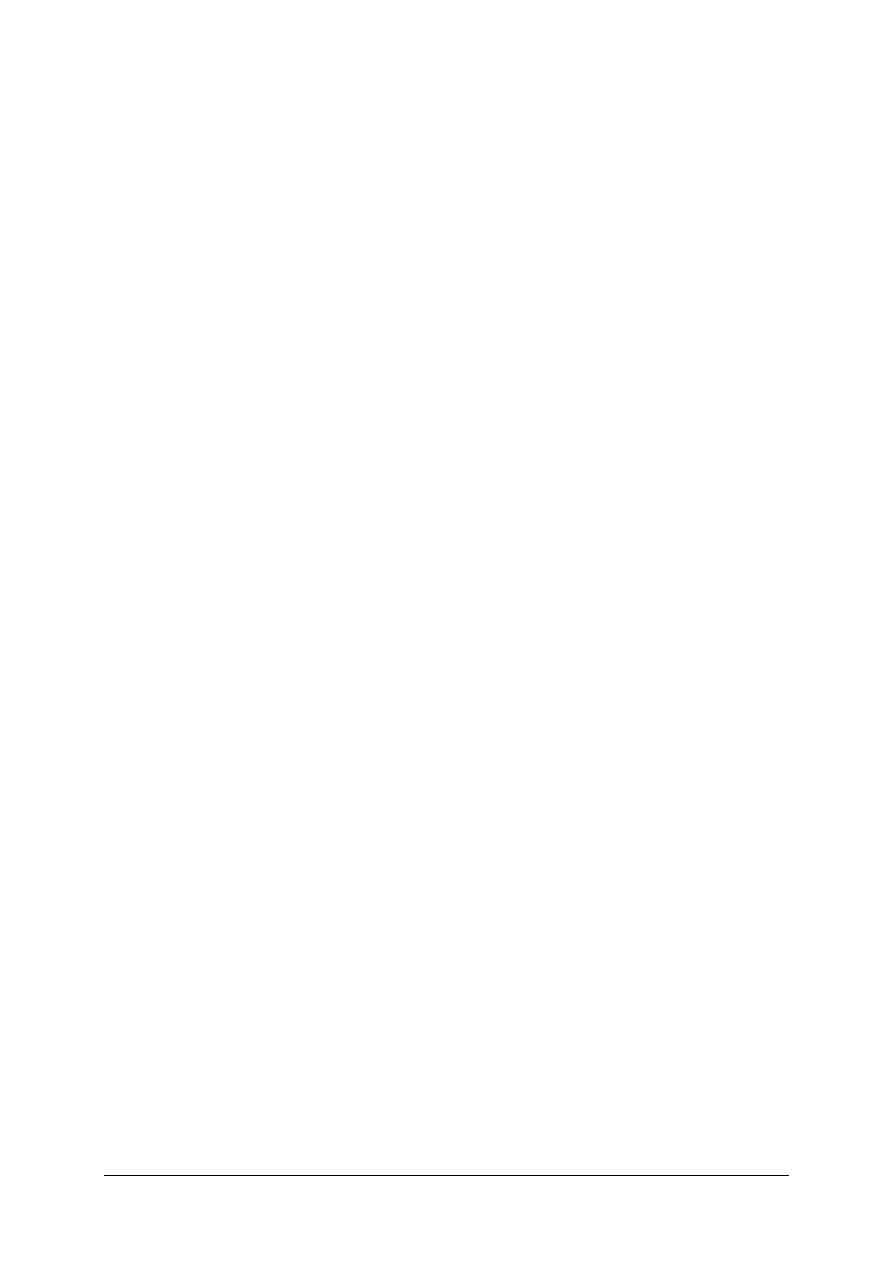
Znaki rdzeniowe i rdzenniki.
Znakami rdzeniowymi nazywamy te części modeli, które nie odtwarzają kształtu
odlewu, lecz służą do odtworzenia w formie gniazda rdzennika.
Rdzennikiem nazywamy część rdzenia przeznaczoną do utrzymywania rdzenia
w odpowiednim położeniu w formie. Rdzeń umieszczony jest w formie w gniazdach
rdzennika odtworzonych przez znaki rdzeniowe modelu.
Rdzenniki pod względem konstrukcji dzielimy na:
− rdzenniki rdzeni pionowych,
− rdzenniki rdzeni poziomych,
− rdzenniki specjalne.
Rdzenniki rdzeni pionowych wykonuje się zazwyczaj jako okrągłe, rzadziej prosto-
kątne lub innego kształtu, w zależności od kształtu rdzenia. W celu ułatwienia for-
mowania oraz wstawiania rdzeni do form, rdzennikom nadaje się zbieżności
5-10° dla dolnych znaków i do 15
0
dla górnych znaków. Większą zbieżność górnych
rdzenników nadaje się, aby przy przykrywaniu skrzynki dolnej skrzynką górną było
dobre osadzenie i aby formierz wiedział, który rdzennik jest dolny a który górny.
Rdzenniki dolne są nieco dłuższe.
Rdzenniki rdzeni poziomych wykonuje się jako okrągłe, prostokątne, trapezowe lub
innego kształtu odpowiednio do kształtu rdzenia. Rdzenie z rdzennikami poziomy-
mi wstawia się do formy odlewniczej w powierzchni jej podziału.
Do rdzenników specjalnych należą rdzenniki nadłożone i zamkowe.
Rdzenniki nadłożone służą do zamocowania rdzeni do ścianek w głębi formy.
Rdzenniki zamkowe służą do ustawienia rdzenia w formie w ściśle określonej pozy-
cji.
Części odejmowane modeli i rdzennic.
W przypadku, gdy model lub rdzennica mają części wystające, które mogłyby
utrudniać ewentualnie uniemożliwiać wyjęcie modelu z formy czy rdzenia
z rdzennicy, części te wykonujemy jako części odejmowane (części na luz). Części
odejmowane wykonuje się z drewna lub metalu. Cienkie i płaskie części odejmowane
modeli i rdzennic drewnianych i metalowych są metalowe. W celu zmniejszenia cię-
żaru wykonuje się je ze stopów aluminium. Części te nie rdzewieją i nie łamią się.

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Układy wlewowe
Zadaniem
układu wlewowego jest doprowadzenie metalu do formy i zatrzymanie
przypadkowo wciągniętego przez metal żużla, a także zasilenie odlewu metalem
w momencie krzepnięcia. Właściwy wybór rodzaju i przekrojów układu wlewowego
ma podstawowe znaczenie dla otrzymania zdrowego odlewu. W wypadku zastoso-
wania niewłaściwego układu wlewowego otrzymujemy duży procent odlewów z wa-
dami odlewniczymi, jak niedolewy, zanieczyszczenia żużlem i masą formierską, ja-
my skurczowe. Belkę wlewową, jako element zatrzymujący żużel umieszcza się w
górnej części formy, wlewy doprowadzające natomiast w dolnej części formy.
Układy wlewowe należy starannie obliczać na podstawie danych z teorii i praktyki.
Modele metalowe.
Przy projektowaniu modelu metalowego należy analogicznie jak przy projekto-
waniu modelu drewnianego uwzględnić sposób formowania i odlewania, dodając
naddatki na obróbkę mechaniczną oraz wprowadzając pochylenia na powierzchniach
równoległych do kierunku wyjmowania modelu z formy. Przy formowaniu maszy-
nowym z modeli metalowych stosuje się mniejsze pochylenia niż przy formowaniu
ręcznym z modeli drewnianych. Praca na maszynie formierskiej umożliwia dokładne
prowadzenie modelu w czasie jego oddzielania od formy, a poza tym modele meta-
lowe posiadają dokładniej obrobioną i gładszą powierzchnię niż modele drewniane.
Stosowane w praktyce zbieżności na modelach metalowych wynoszą ½
° przy wyso-
kości modelu powyżej 100 mm, 1
° przy wysokości od 20 do 100 mm i 2° przy mo-
delach o wysokości poniżej 20 mm.
Modele metalowe dla większych przedmiotów wykonujemy z odlewów żeliwnych,
mosiężnych, brązowych lub aluminiowych, przy czym dla zmniejszenia ciężaru mo-
deli i zaoszczędzenia metalu są one puste. Przy projektowaniu takiego modelu nale-
ży przewidywać wewnętrzne żebra wzmacniające na powierzchniach nie pracują-
cych, zabezpieczające model metalowy przed ewentualnym wygięciem Już przy pro-
jektowaniu modeli metalowych należy dążyć do ułatwienia obróbki mechanicznej
wykonując model z poszczególnych części. Przy takim sposobie wykonywania mo-
deli montaż poszczególnych części powinien być przeprowadzany bardzo starannie,
aby stykające się ze sobą powierzchnie części modelu nie powodowały trudności
przy wyjmowaniu go z formy.
Szybko zużywające się rdzennice drewniane często zastępuje się rdzennicami
metalowymi, które mając większą trwałość są ekonomiczniejsze i zapewniają
otrzymywanie rdzeni o dokładnych wymiarach. Rdzennice metalowe wykonuje się
z mosiądzów, brązów, stopów aluminium i żeliwa.
W zależności od kształtu i wielkości wykonywanego rdzenia, wymagań technolo-
gicznych oraz przebiegu procesu technologicznego wykonania rdzenia ustala się od-
powiedni typ rdzennicy.
Rdzennice metalowe wykonujemy w postaci cienkościennych, pustych wewnątrz
odlewów. W celu zwiększenia wytrzymałości rdzennic odlewamy je z żebrami
wzmacniającymi na powierzchniach nie pracujących i ze zgrubieniem na po-
wierzchni podziałowej. Na otwory do śrub łączących i sworzni centrujących części
rdzennic dajemy nadlewy.
Grubość ścianek rdzennicy metalowej zależy od jej wymiarów. Im wymiary rdzen-
nicy są większe, tym grubsze muszą być ścianki rdzennicy. Grubość żeber wzmac-
niających i obrzeży powinna być mniej więcej równa grubości ścianek rdzennicy.
Części rdzennic dzielonych centruje się ze sobą za pomocą sworzni, które mogą być
regulowane i nieregulowane.

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Płyty modelowe.
Przy formowaniu maszynowym modele części odlewanej oraz modele układu
wlewowego przymocowane są do płyty, która przykręcona jest do stołu formierki.
Płytę taką nazywamy płytą modelową. Warunkiem otrzymania dobrego odlewu jest
odpowiednie ustawienie modelu na płycie i jego zamocowanie, tak, aby było ono
pewne i mocne. Formowanie z płyt modelowych może odbywać się także ręcznie.
Odnosi się to szczególnie do modeli drobnych, których ręczne ustawianie do formo-
wania (kilku lub kilkunastu modeli w jednej skrzynce formierskiej) zabierałoby dużo
czasu, a także bardzo pracochłonne byłoby wyjmowanie pojedynczych modeli z for-
my.
W zależności od sposobu formowania lub rozmieszczania modeli na płytach roz-
różniamy:
− płyty jednostronne,
− płyty dwustronne,
− płyty rewersyjne albo odwrócone,
− płyty przeciągane,
− płyty uniwersalne.
Płyty jednostronne mają modele z jednej strony, dolna część formy formowana jest na
jednej płycie, a górna część formy na drugiej. Do formowania kompletu formy z płyt
jednostronnych stosuje się przeważnie dwie maszyny formierskie. Na jednej z nich
wykonuje się spód, a na drugiej – wierzch formy. Płyty modelowe jednostronne mają
jedną powierzchnię pracującą.
Płyty dwustronne mają części modeli odlewów i układu wlewowego umieszczone
z obu stron, a zatem obie powierzchnie płyty pracują. Płyty dwustronne pozwalają
wykonać na jednej maszynie formierskiej obrotowej górne i dolne części formy bez
zmiany płyty.
Płyty rewersyjne (odwrócone) mają jedną powierzchnię pracującą służącą do wy-
konania zarówno górnej, jak i dolnej połówki formy. Polega to na tym, że mają one
w jednej symetrycznej części górną część modelu, a w drugiej – dolną.
Po zaformowaniu dwóch skrzynek formierskich z takiej płyty otrzymuje się dwie
części formy, z których każda zawiera zarówno górną jak i dolną część formy.
Stosowanie płyt odwróconych zmniejsza o połowę ilość potrzebnych płyt, pozwala
na wykonanie formy za pomocą jednej maszyny formierskiej bez zmiany płyty oraz
na stosowanie jednakowej wysokości skrzynek formierskich.
Płyty przeciągane stosowane są w przypadkach, kiedy forma ma wysokie, cienkie,
pionowe części, które podczas wyjmowania mogą się oberwać lub gdy zarys jest
bardzo skomplikowany, albo gdy chcemy zwiększyć pewność i dokładność pracy
na formierce. Wyjmowanie takich części modeli odbywa się za pomocą płyty prze-
ciągowej. Składa się ona z płyty metalowej mającej wycięcie, odpowiadające ze-
wnętrznym kształtom modelu na płaszczyźnie podziału.
Przy produkcji małoseryjnej formowanie maszynowe przy użyciu zwykłych płyt
modelowych byłoby nieekonomiczne ze względu na koszt osobnych płyt mo-
delowych i konieczność częstej ich zmiany. W tych wypadkach stosuje się tzw.
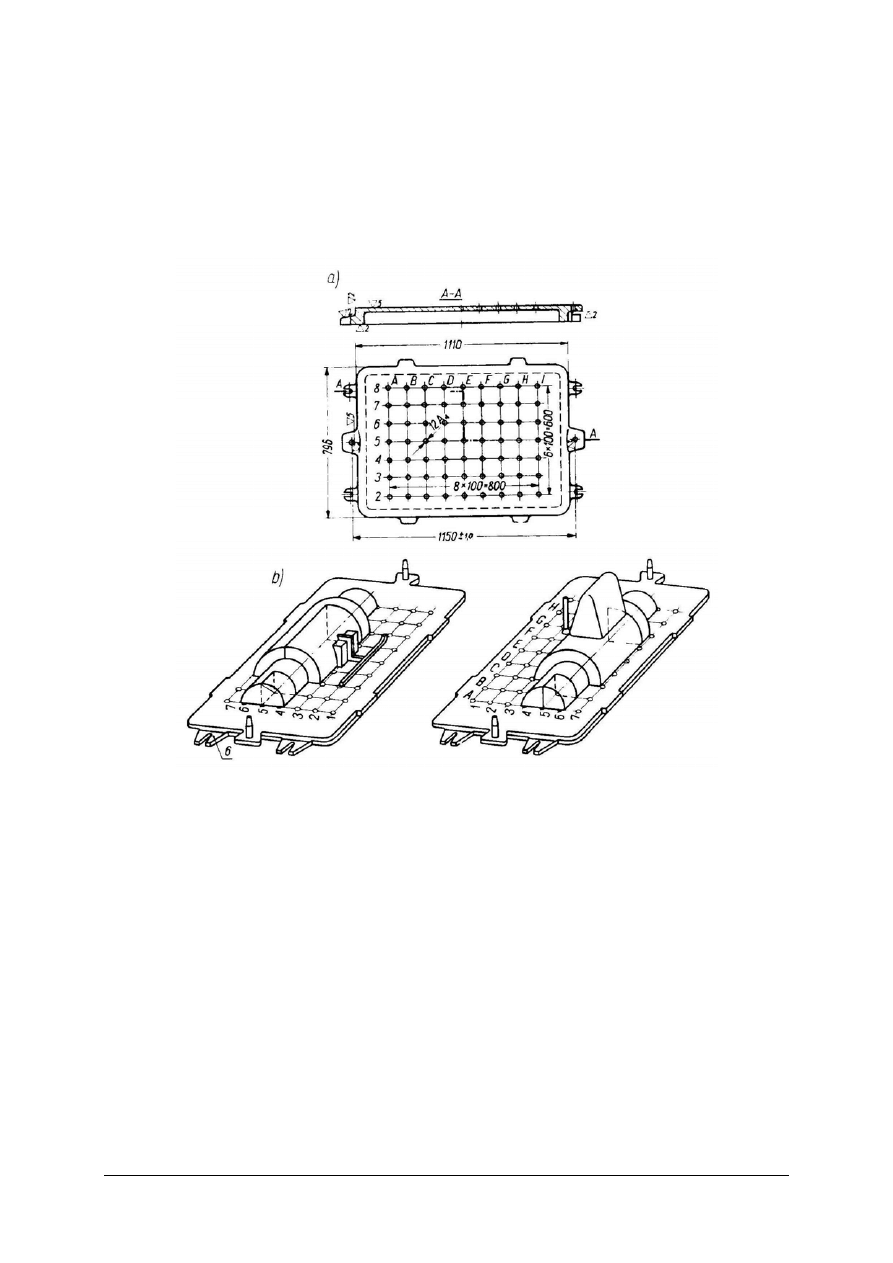
„uniwersalne” płyty modelowe, zwane również płytami koordynatowymi.
Cechą charakterystyczną tych płyt jest możność wykonywania maszynowego form
z różnych modeli (zwykle drewnianych) bez zmiany płyty. Płyty te mają otwory
służące do ustalania i przymocowywania modeli. Otwory są równomiernie rozłożo-
ne, a ich osie leżą na liniach prostych. Odległość między rzędami
i szeregami otworów jest stała i w zależności od rodzaju płyt wynosi 50, 100 lub
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
200 mm. Płyty uniwersalne mogą być odlewane lub wykonywane z blachy. Po-
wierzchnia płyty jest gładka, a rzędy i szeregi otworów oznaczone są odpowiednio
dużymi literami i liczbami. Kołki ustalające są oznaczone cyfrą
i literą, wkładając kołek ustalający do otworu o tym samym oznaczeniu ustawiamy
w sposób właściwy model na płycie. Zależnie od rodzaju produkcji płyty modelowe
wykonuje się z drewna, materiałów ceramicznych i metalu. W zależności
od sposobu wykonania płyty dzielimy na: montowane, odlewane i składane.
Rys.4. a) płyta modelowa uniwersalna, b) model umieszczony na płycie uniwersalnej
Źródło:[6, str.156]
Modele i płyty modelowe z tworzyw ceramicznych
Modele takie stosuje się do wykonywania form w produkcji jednostkowej. Płyty
modelowe ceramiczne wykonywane są z gipsu i cementu. Wadą ich jest mała odpor-
ność na uderzenia, co wymaga dużej uwagi podczas formowania. Płyty takie odlewa
się najczęściej z tworzywa ceramicznego wraz z modelami. W celu zwiększenia wy-
trzymałości można stosować kombinowany sposób odlewania.
Części wystające narażone na odłamanie czy pęknięcie wykonuje się z metalu lub
drewna i zalewa się masą ceramiczną, tworząc w ten sposób płytę ceramiczną połą-
czoną z częściami metalowymi lub drewnianymi. Nie zawsze ceramiczne płyty mode-
lowe odlewa się razem z modelami. Wykonuje się również tylko odlew płyty, na któ-
rej umieszcza się modele drewniane lub metalowe.
Modele i płyty modelowe z tworzyw sztucznych
Do wykonania modeli najczęściej stosuje się żywice epoksydowe, poliestrowe
i winidur. Omodelowanie z winiduru można wykonywać przez tłoczenie, spawanie,

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
sklejanie i obróbkę mechaniczną. Winidurem okłada się też powierzchnie robocze
modeli i rdzennic drewnianych w celu zwiększenia ich trwałości.
Omodelowanie z żywic epoksydowych wykonuje się metodą odlewania w formach
wykonanych z masy formierskiej, gipsu, cementu, drewna, metalu. Do żywicy dodaje
się tzw. wypełniacze (mączka krzemowa, szklana, cement, gips, grafit), które zwięk-
szają jej twardość i odporność na ścieranie, a także zmniejszają koszt i skurcz żywicy.
Dobrymi tworzywami na modele są laminaty, czyli tworzywa warstwowe z żywic
wzmocnionych tkaniną szklaną. Są one lekkie i wytrzymałe.
Modele ze styropianu czyli spienionego polistyrenu pozostają w formie i dopiero
w czasie zalewania, w zetknięciu z ciekły metalem, zamieniają się w ciało gazowe.
Powstałe gazy wydostają się z formy przez nadlewy i kanały odpowietrzające formy,
a metal zajmuje miejsce modelu. Modele ze styropianu nie mają części luźnych, nie
wymagają stosowania rdzeni, można je sklejać z dowolnej ilości części, nie ma po-
działu formy, pozwalają doprowadzać metal w każde miejsce odlewu. Modele takie są
stosowane do produkcji jednostkowej odlewów o złożonym kształcie i odlewów arty-
stycznych. Styropian można obrabiać ręcznie i mechanicznie.
Modele z tworzyw sztucznych mogą być stosowane wszędzie tam, gdzie dotychczas
stosowano modele metalowe oraz tam, gdzie istnieje wątpliwość, jaki materiał należy
użyć na omodelowanie (drewno czy metal).
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do zaplanowania
przebiegu ćwiczeń i ich wykonania.
1. Jakie są rodzaje rysunków modeli?
2. Jakie zasady przyjmuje się przy ustalaniu miejsca podziału modeli?
3. W jakim celu wykonuje się pochylenia formierskie modeli?
4. W jakim celu stosuje się naddatki na obróbkę?
5. Co to są promienie i zaokrąglenia?
6. W jakim celu wykonuje się promienie i zaokrąglenia?
7. Co nazywamy skurczem odlewniczym?
8. Jakie zasady obowiązują przy wyborze pochylenia modeli i rdzennic?
9. Jakie naddatki należy przyjąć przy projektowaniu rysunku odlewu?
10. Do czego służą znaki rdzeniowe?
11. Wymień rodzaje rdzenników?
12. Kiedy stosuje się części odejmowane w modelu?
13. Do czego służą płyty modelowe?
14. Z jakich materiałów wykonuje się płyty modelowe?
15. Jak ustawia się model na płycie uniwersalnej?
16. Jak oznaczone są szeregi otworów na płycie uniwersalnej?
17. Jak oznaczone są rzędy otworów na płycie uniwersalnej?
18. Jak oznaczone są kołki ustalające model na płycie uniwersalnej?
19. Jakie nazwy noszą poszczególne elementy układu wlewowego?
20. Jaką rolę pełnią poszczególne elementy układu wlewowego?
4.2.3. Ćwiczenia
Ćwiczenie 1
Wykonaj rysunek surowego odlewu na podstawie rysunku części.
Sposób
wykonania
ćwiczenia:

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Aby
wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z ogólnymi zasadami wykonywania rysunków surowego odlewu,
3) wykonać rysunek surowego odlewu na podstawie rysunku części,
4) zaprezentować efekty swojej pracy,
5) dokonać oceny ćwiczenia.
Wyposażenie stanowiska:
− rysunek części,
− kalka techniczna,
− przybory kreślarskie,
− literatura fachowa,
− ołówek,
− gumka.
Ćwiczenie 2
Wykonaj szkic modelu niedzielonego, bezrdzeniowego, na podstawie rysunku części.
Sposób
wykonania
ćwiczenia:
Aby
wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z ogólnymi zasadami wykonywania szkicu modelu,
3) dobrać naddatki na obróbkę, zbieżności, promienie i łuki,
4) wykonać rysunek nanosząc dobrane naddatki na obróbkę, zbieżności promienie i łuki,
5) zaprezentować efekty swojej pracy,
6) dokonać oceny ćwiczenia.
Wyposażenie stanowiska:
− odbitka rysunku części,
− literatura fachowa,
− kalka techniczna,
− przybory kreślarskie,
− ołówki kolorowe,
− gumka.
Ćwiczenie 3
Ustaw model na płycie uniwersalnej.
Sposób
wykonania
ćwiczenia:
Aby
wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z zasadami oznaczania rzędów i szeregów otworów na płycie uniwersalnej,
3) zapoznać się z zasadami oznaczania kołków ustalających model na płycie,
4) ustawić prawidłowo model na płycie,
5) zaprezentować efekty swojej pracy,
6) dokonać oceny ćwiczenia.
Wyposażenie stanowiska:
− płyta uniwersalna,
− model,
− literatura fachowa,
− kołki ustalające.

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Ćwiczenie 4
Nazwij poszczególne elementy zaznaczone na rysunku układu wlewowego i określ ich
rolę.
Sposób
wykonania
ćwiczenia:
Aby
wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z budową układu wlewowego,
3) podać nazwy elementów układu wlewowego oznaczonych na rysunku,
4) napisać na kartce papieru jakie funkcje pełnią te elementy,
5) zaprezentować efekty swojej pracy,
6) dokonać oceny ćwiczenia.
Wyposażenie stanowiska:
− rysunek układu wlewowego z oznaczonymi liczbowo elementami,
− literatura fachowa,
− kartka papieru,
− ołówek,
− gumka.
4.2.4.Sprawdzian postępów
Czy potrafisz:
tak nie
1) zdefiniować rysunek konstrukcyjny?
2) zdefiniować rysunek surowego odlewu?
3) zdefiniować rysunek modelu?
4) wymienić kategorie rysunków modelu?
5) określić powierzchnie podziału modeli?
6) określić skurcz odlewniczy?
7) określić pochylenia formierskie modeli?
8) wyjaśnić cel stosowania pochyleń?
9) zdefiniować promienie i zaokrąglenia?
10) dobrać promienie i zaokrąglenia?
11) zdefiniować naddatki na obróbkę?
12) dobrać naddatki na obróbkę?
13) oznaczyć na rysunku pochylenia formierskie?
14) oznaczyć na rysunku naddatki na obróbkę?
15) oznaczyć na rysunku promienie i zaokrąglenia?
16) określić do czego służy płyta modelowa?
17) zdefiniować płytę uniwersalną?
18) dobrać oznaczenia kołków ustalających do otworów w płycie?
19) ustawić poprawnie model na płycie?
20) podać nazwy elementów układu wlewowego?
21) określić funkcje elementów układu wlewowego?

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.3. Klasyfikacja i szczegóły konstrukcyjne modeli i rdzennic.
4.3.1. Materiał nauczania
Klasyfikacja modeli według ich konstrukcji.
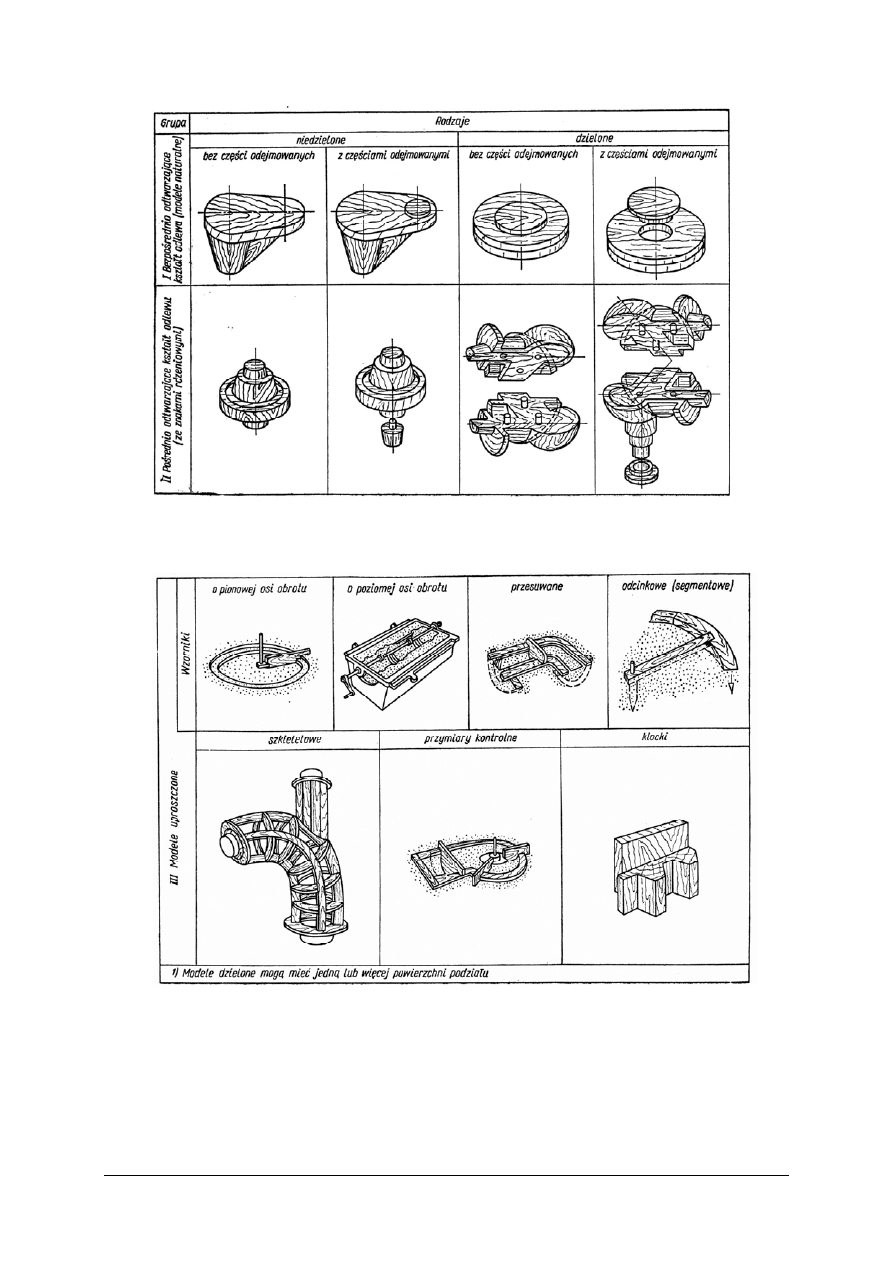
Konstrukcje modeli dzielimy na trzy grupy.
Do grupy pierwszej zaliczamy modele bezpośrednio odtwarzające kształty odlewu,
czyli tzw. modele naturalne lub bezrdzeniowe.
Do grupy drugiej nalezą modele pośrednio odtwarzające kształty odlewu wymagające
zastosowania rdzennic do wykonania formy. Modele te (komplety modelowe) składa-
jące się z modelu zasadniczego i rdzennicy pozwalają odtwarzać w formie zarówno
zewnętrzny, jak i wewnętrzny kształt przedmiotu odlewanego. Znaki rdzeniowe oraz
rdzenniki umożliwiają należyte umieszczenie i zamocowanie rdzeni w formie.
Modele tych dwóch grup dzielimy na niedzielone i dzielone.
Model niedzielony jest jednolitą bryłą, którą można wyjąć z formy bez jej uszko-
dzenia. Modele niedzielone pozwalają na uzyskanie dokładnych odlewów bez prze-
stawień, jeżeli model mieści się całkowicie w jednej skrzynce formierskiej.
Model dzielony może mieć jedną lub kilka powierzchni podziału, przy czym po-
wierzchnia podziału może być płaska lub krzywoliniowa.
Wśród modeli niedzielonych i dzielonych rozróżniamy modele bez części odejmo-
wanych i z częściami odejmowanymi, Częścią odejmowaną modelu nazywamy ele-
ment modelu nie przymocowany na stałe do modelu, umożliwiający wyjęcie go z
formy. Przy wyjmowaniu modelu z formy część odejmowana pozostaje w formie i
jest oddzielnie wyjmowana. Umożliwia to wyjęcie modelu z formy bez jej zniszcze-
nia.
Grupę trzecią stanowią modele uproszczone, stosowane wtedy, gdy wykonuje się
pojedyncze sztuki odlewów i wykonanie modelu odlewniczego jest zbyt kosztowne.
Wykonuje się wtedy formę za pomocą modeli uproszczonych zwiększając nakład
pracy formierza, lecz koszt wykonania modelu jest wtedy mniejszy. Do modeli
uproszczonych zalicza się:
− modele szkieletowe, w których część robocza (odtwarzająca formę) nie stanowi
powierzchni ciągłej, ale składa się z szeregu żeber, które odtwarzają zarys czę-
ści. Stosuje się je do wykonywania taniego modelu do odlewu nie posiadające-
go na długości stałego przekroju,
− przymiary kontrolne używane przy produkcji jednostkowej dużych części posiada-
jących zmienny przekrój,
− modele klocki używane przy produkcji odlewów posiadających wielokrotnie powta-
rzający się szczegół,
− wzorniki – przesuwane, obracane, odcinkowe stosowane przy produkcji jednostko-
wej odlewów o stałym przekroju. Wzorniki przesuwane stosowane są przy pro-
dukcji jednostkowej odlewów posiadających na całej swej długości jednakowy
przekrój. Wzorniki obracane stosuje się do wykonania form posiadających
kształt bryły obrotowej. Podczas wykonania formy wzornik obracany jest do-
okoła wrzeciona.
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Rys.5. Rodzaje modeli
Źródło:[8, str.82]
Rys.6. Rodzaje modeli
Źródło:[8, str.83]
Klasyfikacja modeli według klas dokładności wykonania.
W
zależności od wielkości dopuszczalnych odchyłek wymiarów modelu
w stosunku do wymiarów nominalnych są 4 klasy dokładności wykonania modeli.
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Klasyfikacja modeli według jakości, sposobu wykonania oraz gatunku drewna.
Modele z drewna dzielimy na trzy grupy w zależności od jakości i sposobu wyko-
nania oraz od gatunku drewna
:
− modele wielokrotnego użycia o skomplikowanych kształtach, które są wykonane
z trwałych gatunków drewna, tj. z olchy, jaworu, orzecha, gruszy i brzozy,
− modele, które są przeznaczane do produkcji odlewów nie należących do typowej
produkcji danego zakładu oraz do odlewów na potrzeby remontowe zakładu, wy-
konywane z sosny,
− modele do produkcji jednostkowej z dowolnych gatunków i klas drewna, przy
czym sam sposób wykonania jest znacznie uproszczony.
Klasyfikacja rdzennic.
Rdzennice
powinny
być tak skonstruowane, aby zapewniały: szybkie i łatwe ubicie
masy rdzeniowej oraz ułożenie szkieletu wzmacniającego, łatwe wykonanie odpo-
wietrzników, łatwe i szybkie wyjęcie rdzenia.
Poza tym konstrukcja ta powinna być możliwie prosta i tania, lecz wytrzymała
i sztywna dla zapewnienia uzyskania rdzeni o właściwych wymiarach.
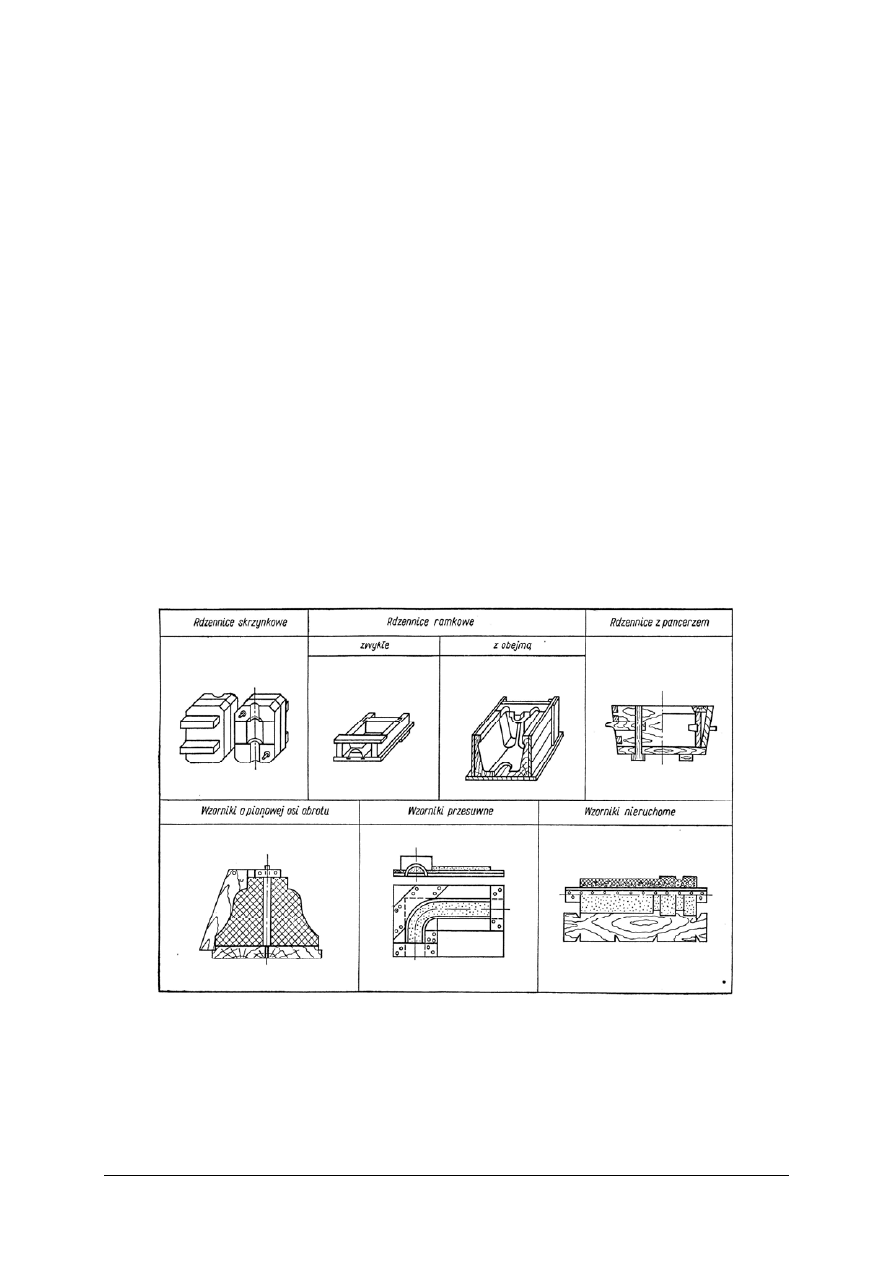
Rdzennice dzielimy następująco:
− rdzennice skrzynkowe,
− rdzennice ramkowe,
− rdzennice z pancerzem,
− rdzennice uproszczone.
Rys.7. Rodzaje rdzennic
Źródło:[8, str.88]
Rdzennice skrzynkowe przypominają swoim wyglądem skrzynki. Rdzennica taka
składa się z dwóch części, które łączy się ze sobą za pomocą kołków ustalających
dla zapewnienia należytej pozycji poszczególnych jej części.
Rdzennice ramkowe stosuje się przeważnie do wykonania rdzeni mających górną
i dolną powierzchnię płaską, podczas gdy ich powierzchnie boczne mają pewne
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
kształty. Kształt bocznych powierzchni rdzenia odtwarzają krawędzie rdzennicy,
powierzchnię zaś górną otrzymuje się zgarniając i wyrównując masę rdzeniarską
przez prowadzenie liniału po powierzchni rdzennicy.
Rdzennice z pancerzem. W wypadku wykonywania rdzeni o bardzo złożonych
kształtach rdzennica jest również skomplikowana i pewne ułatwienie uzyskujemy
dzieląc ją na części, za pomocą specjalnych wkładek. Wkładki te umieszczamy
w tzw. pancerzu, którym jest mocna skrzynka posiadająca odpowiednie zbieżności.
Wzorniki rdzeniowe czyli rdzennice uproszczone stosowane są przy produkcji jed-
nostkowej odlewów dla zmniejszenia kosztów wytwarzania. Wzorniki nieruchome
służą do otrzymywania rdzeni o kształcie brył obrotowych o dużej długości i nie-
wielkiej średnicy. Wykonanie rdzenia odbywa się na tzw. toczaku.
Wzornik w czasie sporządzania rdzenia jest przymocowany do stołu urządzenia.
Robocza krawędź wzornika ma kształt obrysu rdzenia i jest ścięta pod kątem 60°.
Wzorniki obracane dookoła osi pionowej służą do wykonywania rdzeni o kształcie
brył obrotowych dużej średnicy. Wzorniki przesuwane do rdzeni są wykonywane
podobnie jak wzorniki przesuwane do form.
Szczegóły konstrukcyjne modeli i rdzennic.
Do
szczegółów konstrukcyjnych modeli należą:
− żebra i piasty,
− wyokrąglenia i zaokrąglenia,
− części metalowe,
− wzmocnienia połączeń.
Żebra i piasty w modelach mają zwykle małą wytrzymałość z uwagi na ich małe
wymiary. Aby uzyskać dostateczną wytrzymałość żebra i piasty należy wykonywać
tak, żeby kierunek ich podłużnego wymiaru odpowiadał kierunkowi włókien drew-
na.
Sposób łączenia żeber z modelem zależny jest od klasy wykonania modelu.
W modelach przeznaczonych do produkcji masowej i seryjnej żebra powinny być
połączone z modelem na wpust oraz na wkręty i powinny mieć dużą zbieżność.
W modelach do produkcji małoseryjnej żebra przymocowuje się do głównej części
modelu za pomocą wkrętów.W modelach do produkcji jednostkowej żebra i piasty
łączy się z modelem na wkręty, a nawet na gwoździe.
Wyokrąglenia w modelach i skrzynkach rdzeniowych wykonuje się z kitu, drewna
lub skóry. Do wyokrągleń skórzanych stosuje się miękką skórę, aby układała się do-
brze nie tylko na prostych krawędziach, ale i na krawędziach łukowych. Wyokrągle-
nia ze skóry są przyklejane do modeli.
Wyokrąglenia z drewna uzyskuje się przez:
− wklejenie w model drewnianych listew kształtowych,
− wycięcie wyokrągleń w dzielonych narożach modeli,
− wykonanie wyokrąglenia w materiale modelu.
Wielkość promienia należy przyjmować w granicach od 1/5 do 1/3 średniej arytme-
tycznej grubości połączonych ścianek odlewu. Wykonanie odpowiedniej wielkości
wyokrągleń i zaokrągleń zależy także od materiału, z którego dana część ma być
odlana, tj. od jego skurczu. Im większy jest skurcz stopu, tym baczniejszą uwagę
należy zwrócić na właściwe stosowanie wyokrągleń i zaokrągleń. Można powie-
dzieć, że im większy jest skurcz stopu, tym większe powinny być wielkości promie-
ni wyokrągleń, trzeba jednak pamiętać, że przez stosowanie zbyt dużych promieni,
unikając pękania odlewów możemy powodować powstawanie jam skurczowych.

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
W konstrukcjach modeli drewnianych stosuje się również części metalowe, do któ-
rych zalicza się:
− części metalowe odtwarzające kształty odlewu,
− części metalowe zabezpieczające model,
− części metalowe przeznaczane do obijania i wyjmowania modeli.
Wzmocnienie połączeń części modeli wykonuje się przez dodatkowe połączenie
przez sklejanie ze sobą części modeli lub za pomocą gwoździ, wkrętów do drewna
lub drewnianych kołków. Połączenia gwoździami stosuje się do łączenia części drob-
nych w modelach mniej odpowiedzialnych.
Do połączenia większych części modeli stosuje się wkręty do drewna z płaskimi
łbami. Wkręt powinien być przepuszczony przez cieńszą warstwę drewna i wkręcony
w warstwę grubszą prostopadle do kierunku włókien drewna części grubszej. Łby
wkrętów po wkręceniu powinny być zaprawiane kitem. Dla wzmocnienia połączeń
grubszych stosuje się faliste złącza stalowe wbijane w miejscu łączenia dwóch części
modelu. Wzmocnienie kołkami drewnianymi stosuje się przy modelach pierwszej
klasy. Modelarz wykonuje drewniane czopy, przewierca części łączone, a następnie
wbija w nie czop pokryty klejem.
Łączenie elementów układu wlewowego z modelem lub płytą modelową polega na tym, że na
modelach, w miejsca gdzie mają być umieszczone wlewy doprowadzające lub prze-
lewy, wbija się drewniane lub metalowe kołki, na które nakłada się modele układu
wlewowego wyposażone w odpowiadające tym kołkom gniazda.
Nakładając na kołek model układu wlewowego uzyskuje się połączenie tych elemen-
tów na czas formowania. Ustawienie bez odpowiedniego prowadzenia elementów
układu wlewowego może spowodować niewłaściwe ich umiejscowienie, a przez to
wykonanie nieudanego odlewu.
Na płytach modelowych niektóre modele elementów układu wlewowego są zamoco-
wane na stałe, jak np. belka wlewowa oraz wlewy doprowadzające.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do zaplanowania prze-
biegu ćwiczeń i ich wykonania.
1. Jakie modele należą do grupy pierwszej?
2. Jakie modele należą do grupy drugiej?
3. Jakie modele należą do grupy trzeciej?
4. Do której grupy należy wzornik?
5. Ile jest klas dokładności wykonania modeli?
6. Czym wzmacnia się połączenia w modelach?
7. Jakie znasz rodzaje rdzennic?
8. Z jakich materiałów wykonuje się wyokrąglenia w modelach i rdzennicach?
9. Jakie znasz sposoby łączenia żeber z modelem?
10. W jaki sposób wzmacnia się połączenia części modeli?
11. W jaki sposób łączy się układ wlewowy z modelem?
4.3.3. Ćwiczenia
Ćwiczenie 1
Nazwij umieszczone na planszy rodzaje modeli grupy pierwszej, drugiej i trzeciej.
Sposób
wykonania
ćwiczenia:

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Aby
wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z podstawowymi wiadomościami na temat rodzajów modeli,
3) napisać na kartkach samoprzylepnych nazwy modeli z każdej z trzech grup,
4) przykleić kartki z nazwami pod rysunkami modeli w tabelce,
5) zaprezentować efekty swojej pracy,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska:
− tabela z rysunkami modeli podzielonymi na trzy grupy,
− literatura fachowa,
− kartki samoprzylepne,
− ołówek,
− gumka.
Ćwiczenie 2
Podaj nazwy rdzennic, których rysunki są zamieszczone w tabelce.
Sposób
wykonania
ćwiczenia:
Aby
wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z podstawowymi wiadomościami na temat rodzajów rdzennic,
3) przykleić kartki samoprzylepne z nazwami pod rysunkami modeli w tabelce,
4) zaprezentować efekty swojej pracy,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska:
− tabela z rysunkami rdzennic,
− literatura fachowa,
− kartki samoprzylepne z nazwami rdzennic.
4.3.4. Sprawdzian postępów
Czy potrafisz:
tak nie
1) podzielić modele na trzy grupy według konstrukcji?
2) rozpoznać model dzielony?
3) rozpoznać model niedzielony?
4) rozpoznać modele uproszczone?
5) podać zastosowanie modeli uproszczonych?
6) podać zastosowanie modeli dzielonych?
7) podzielić modele na trzy grupy według trwałości?
8) rozpoznać i nazwać rdzennice?
9) podać szczegóły konstrukcyjne modeli?
10) podać sposoby łączenia części luźnych z modelem?
11) podać sposoby wykonywania wyokragleń?
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.4. Łączenie i wykończanie modeli.
4.4.1. Materiał nauczania
Części modeli drewnianych mogą być łączone przez sklejanie, przy pomocy
złącz lub z zastosowaniem obu rodzajów połączeń.
Przy sklejaniu modeli używa się dwóch rodzajów kleju: stolarskiego (gorącego)
i kazeinowego (zimnego).
Łączenie drewna przy pomocy złącz może odbywać się trzema sposobami:
− łączenie drewna na długość
− łączenie drewna na szerokość,
− łączenie drewna pod kątem – wiązanie.
Łączenie drewna na długość stosowane jest w modelarstwie rzadko, gdyż materiały
tarte dostarczane modelarniom mają na ogół dostateczną długość. Przy łączeniu
drewna na długość stosujemy złącza ukośne lub na zakład oraz złącza czopowe.
Łączenie drewna na szerokość odbywa się następującymi sposobami:
− łączenie na styk ze sklejaniem,
− łączenie na czopy,
− łączenie na zamek,
− łączenie na wpust z listwą,
− łączenie na wpust,
− łączenie na zakładkę.
Łączenie drewna pod kątem odbywa się przy użyciu następujących złącz:
− złącza węgłowe (kątowe),
− złącza półkrzyżowe (teowe),
− złącza krzyżowe.
Złącza pod kątem wykonujemy jako rozłączne i nierozłączne. Wszystkie złącza nie-
rozłączne powinny być klejone. Oprócz staranności wykonania musi je cechować:
dostateczna wytrzymałość, dokładność oraz zachowanie właściwych kątów złącza.
Na ogół wszystkie złącza kątowe wzmacnia się wkrętami.
Jakość połączenia zależy od właściwego i starannego wykonania wrębów, wpustów,
gniazd. Złącza wykonuje się ręcznie i mechanicznie. Coraz częściej nacinanie wpu-
stów i wrębów przeprowadzamy na frezarkach. Odpowiedniego kształtu frez wyko-
nuje wzdłuż lub w poprzek materiału łączonego żądany wpust czy wrąb.
Bardzo popularne i stosowane w modelarstwie również do połączeń nierozłącznych
jest połączenie na „jaskółczy ogon”.
Rys.8. Połączenie na „jaskółczy ogon”
Źródło:[8, str. 113]

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Przy wykonywaniu modelu kierujemy się jego przeznaczeniem i ustalamy we-
dług tego klasę dokładności jego wykonania oraz dobieramy odpowiednie gatunki
drewna.
Nawet najbardziej skomplikowane modele można wykonać z części o prostych
kształtach, które połączone ze sobą tworzą wstępną bryłę ( korpus) modelu tzw. su-
rówkę. Najmniejszy skurcz wykazuje drewno wzdłuż włókien, dlatego w surówkach
modeli ten kierunek włókien powinien być stosowany wzdłuż podstawowych wy-
miarów. Przy przygotowaniu surówki modelu przez sklejanie, należy zawsze ostru-
gać najpierw lewą stronę deski i posługiwać się tą stroną jako wyjściową, odnosi się
to również do krawędzi desek.
Wytrzymałość drewna wzdłuż włókien jest większa niż w poprzek włókien. Dlatego
przygotowując surówkę modelu należy przestrzegać zasady, aby kierunek sił, działa-
jących na model w czasie jego pracy był zgodny z kierunkiem włókien.
Wałki na drobne części modeli, znaki rdzeniowe, czopy o średnicy do około 50 mm
sporządza się z jednego kawałka ścisłego drewna (brzozy, buka). Wałki o średnicach
300-500 mm i o znacznej długości wyrabiane są z krawędziaków sklejanych wzdłuż.
Długie wałki o większej średnicy sporządza się wewnątrz puste z krawędziaków
i desek.
Przy nadawaniu częściom potrzebnych wymiarów należy uwzględnić naddatek na
dalszą obróbkę, który może wynosić 5 - 15 mm w zależności od wymiarów części
i sposobu obróbki. Przy przygotowywaniu surówki modeli stosuje się dodatkowe
wzmocnienie kołkami. Kołki te są zwykle okrągłe, prostokątne i kwadratowe, spo-
rządzane z tego samego drewna, z którego wykonuje się model. Kołki powleka się
klejem i osadza w uprzednio wywierconych otworach.
Surówkę modelu przygotowuje modelarz po wykonaniu rysunku modelarskiego
uwzględniając wyżej wymienione własności drewna i wskazówki. Po sklejeniu
drewna i ewentualnym połączeniu poszczególnych kawałków drewna za pomocą
złącz, tj. przygotowaniu surówki modelu, nanosi się na nią z wykresu modelarskiego
odpowiednie zarysy i obrabia do żądanych kształtów ręcznie lub mechanicznie.
Przygotowanie surówki modelu odbywa się jednakowo zarówno do obróbki ręcznej,
jak i mechanicznej stosując odpowiedni rodzaj łączenia poszczególnych kawałków
drewna. Jakość modelu zależy bowiem nie tylko od rodzaju drewna i wymiarowej
klasy dokładności wykonania modelu, ale w głównej mierze od staranności wyko-
nania. Dobrze wykonany model ułatwia wykonanie formy, a przez to i odlewu.
Na czas ubijania formy lub rdzeni, stosuje się do połączenia poszczególnych części
modeli i rdzennic połączenia rozłączne, do których należą:
− łączenie części modelu za pomocą metalowych lub drewnianych kołków
− modelowych, zwanych potocznie „dyblami”,
− łączenie części odejmowanych za pomocą trapezowego czopa zwanego
− „jaskółczym ogonem”,
− łączenie części odejmowanych szpilkami stalowymi,
− łączenie ścianek rdzennic dzielonych za pomocą czopów z klinami,
− łączenie rdzennic dzielonych za pomocą śrub,
− łączenie rdzennic dzielonych za pomocą zacisków,
− łączenie rdzennic dzielonych pancerzem.
Po wykonaniu modeli przystępujemy do ich wykończania. Wykończanie modeli
ma na celu ulepszenie ich powierzchni roboczych, które powinny być wytrzymałe,
gładkie oraz nie powinny przepuszczać wilgoci.
Proces wykończania modeli składa się z wygładzania i malowania modeli.
Wygładzanie powierzchni przeprowadzamy za pomocą strugów, gładzic, tarników
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
oraz papierów ściernych. Wygładzanie wzdłuż i w poprzek włókien przeprowadzamy
za pomocą strugów o dużym kącie osadzenia noża. Noże struga powinny być dobrze
naostrzone, a krawędzie noża równe i prostoliniowe. Strugi powinny być nastawione
na najmniejszą grubość wióra.
Wygładzanie gładzicą należy przeprowadzać wzdłuż włókien, aby uniknąć zadzio-
rów. Gładzica jest to oszlifowana ze wszystkich stron płytka stalowa grubości 1 - 2
mm, długości około 150 mm i szerokości około 75 mm. Gładzicę należy prowadzić
w czasie wygładzania oburącz. Gładzicą najlepiej wygładza się drewno twarde, jed-
nak używa się jej także do wygładzania drewna miękkiego, jak ok. olchy, sosny i
lipy.
Wygładzanie tarnikami stosuje się do powierzchni wypukłych i krzywoliniowych,
które trudno wygładzić gładzicą. Używa się do tego celu tarników z bardzo drobny-
mi nacięciami.
Tarnikami obrabiamy drewno w poprzek włókien. Tarniki należy często oczyszczać
szczotką stalową, gdyż nacięcia ich zapychają się trocinami. Ostateczne wygładze-
nie powierzchni modeli wykonuje się papierem ściernym. Papierem ściernym można
wygładzać modele ręcznie lub na szlifierkach mechanicznych. Najczęściej modela-
rze nawijają papier ścierny na klocek drewniany odpowiadający kształtowi obrabia-
nej części modelu i przeprowadzają wygładzanie powierzchni.
Malowanie ma na celu nadanie trwałości i gładkości powierzchniom modeli, zabez-
pieczenie modeli przed działaniem wilgoci oraz oznaczenie części modeli odpo-
wiednimi kolorami jako znakami umownymi. Przy malowaniu wykonujemy nastę-
pujące czynności:
− gruntowanie- jest to powlekanie drewna rzadką, oleistą mieszaniną, która prze-
nikając na pewną głębokość w pory drewna zakrywa je wytwarzając nieprze-
puszczalną błonę. Jako tzw. „grunty” stosuje się pokost z dodatkiem różnych
barwników,
− kitowanie – stosuje się po wyschnięciu „gruntu”. Kitowaniem zakrywamy
wszystkie niedokładności powierzchni roboczej modeli: małe pęknięcia, zadzio-
ry, nakłucia itp. Kit do tego celu sporządzamy z czystej, sproszkowanej kredy
zmieszanej z pokostem i klejem stolarskim (ok. 70% kredy, 200% kleju, 10%
pokostu). Wykonanie małych wyokrągleń przeprowadzamy przez wypełnienie ką-
tów modeli kitem,
− szlifowanie ma na celu usunięcie nierówności po kitowaniu i lakierowaniu.
Z tego względu szlifowanie wykonujemy dwa razy, raz po wyschnięciu warstwy
kitu, drugi raz po pierwszym lakierowaniu. Szlifowanie wykonujemy papierem
ściernym (nr 1 lub 0),
− lakierowanie-wstępne lakierowanie wykonuje się po oszlifowaniu. Ostateczne
lakierowanie polega na powlekaniu różnych części modelu umownymi kolorami.
Do lakierowania używa się lakierów spirytusowych (roztwory żywic
w pokoście). Modele części bardzo drobnych i precyzyjnych są tylko poli-
turowane. Powierzchnie modeli oznacza się kolorami umownymi odpo-
wiadającymi rodzajowi odlewu i modelu lub też jego części według
BN – 76/4042 - 23. Lakierowanie modeli wykonujemy okrągłymi pędzlami ze
szczeciny. Po lakierowaniu modele i ich oddzielne części oznacza się znakami
umownymi.

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do zaplanowania prze-
biegu ćwiczeń i ich wykonania.
1. Od czego zależy sposób łączenia drewna ?
2. Jakie są sposoby nierozłącznego łączenia drewna?
3. Jakie są sposoby rozłącznego łączenia drewna?
4. Od czego zależy sposób klejenia drewna?
5. Jaka jest różnica między łączeniem drewna za pomocą złącz na długości i szerokości?
6. W jaki sposób łączy się drewno pod kątem?
7. Jakimi zasadami kierujemy się przy wykonywaniu modeli w stanie surowym?
8. W jakich przypadkach stosujemy łączenia części modeli i rdzennic przy pomocy meta-
lowych lub drewnianych kołków modelowych?
9. W jakich przypadkach stosujemy łączenia części modeli i rdzennic szpilkami stalowy-
mi?
10. W jakich przypadkach stosujemy łączenia części modeli i rdzennic złączami krzyżo-
wymi?
11. W jakich przypadkach stosujemy łączenia części modeli i rdzennic na zakład?
12. W jakich przypadkach stosujemy łączenia części modeli i rdzennic na zamek?
13. W jakich przypadkach stosujemy łączenia części modeli i rdzennic na wpust?
14. W jaki sposób wykończa się modele?
15. W jakim celu wykończa się modele?
4.4.3. Ćwiczenia
Ćwiczenie 1
Na zestawie przykładów łączenia i klejenia drewna naklej samoprzylepne kartki
z napisanymi pisakiem nazwami połączeń.
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z wiadomościami na temat sposobów rozłącznego i nierozłącznego łączenia
drewna,
3) napisać i przykleić kartki w miejscach przykładów połączeń,
4) zaprezentować wykonane ćwiczenie,
5) dokonać oceny ćwiczenia.
Wyposażenie stanowiska:
− zestaw przykładów łączenia i klejenia drewna,
− literatura fachowa,
− kartki samoprzylepne,
− pisaki.
Ćwiczenie 2
Wykonaj projekt modelu pośredniego dzielonego na podstawie rysunku części.
Sposób
wykonania
ćwiczenia:

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Aby
wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z ogólnymi zasadami wykonywania projektu modelu,
3) wykonać rysunek modelu z uwzględnieniem baz obróbkowych i zbieżności,
4) zapoznać się ze sposobami łączenie drewna w modelu,
5) wykonać projekt modelu uwzględniający sposób łączenia drewna,
6) zaprezentować efekty swojej pracy,
7) dokonać oceny ćwiczenia.
Wyposażenie stanowiska:
− rysunek części,
− literatura fachowa,
− kalka techniczna,
− przybory kreślarskie,
− ołówek,
− gumka.
4.4.4. Sprawdzian postępów:
Czy potrafisz:
tak nie
1) wymienić sposoby nierozłącznego łączenia drewna ?
2) wymienić sposoby rozłącznego łączenia drewna?
3) zastosować odpowiedni sposób łączenia drewna ?
4) przedstawić sposoby wykończania modeli ?
5) omówić zasady jakimi kierujemy się przy doborze połączeń ?
6) omówić sposoby nierozłącznego łączenia drewna?
7) omówić sposoby rozłącznego łączenia drewna?
8) określić bazy obróbkowe?
9) dobrać bazy obróbkowe?
10) dobrać zbieżności?
11) podać alternatywne sposoby łączenia drewna ?
12) dobrać rodzaj połączenia na wykonywanym projekcie modelu?
13) oznaczyć połączenia drewna na projekcie modelu?
14) zaprezentować wyniki swojej pracy?

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
4.5. Skrzynki formierskie i sprawdziany oraz ich elementy kon-
strukcyjne
4.5.1. Materiał nauczania
Skrzynki formierskie
Skrzynki formierskie są to ramy do wykonywania form odlewniczych. Od jako-
ści i dokładności skrzynek formierskich zależy jakość i dokładność odlewów. Mogą
one być odlewane (z żeliwa, staliwa lub stopów lekkich) w całości lub w postaci
elementów (boków), które następnie łączy się śrubami lub przez spawanie (staliw-
ne).
Ponadto można wykonywać skrzynki z odpowiednich kształtowników walcowanych
i łączonych przez spawanie.
Skrzynki formierskie odlewane w całości są sztywne, wytrzymałe, dobrze utrzymują
masę formierską lecz są ciężkie.
Skrzynki formierskie składane z oddzielnie odlewanych ścianek, łączonych śrubami
są stosowane do formowania dużych odlewów, są jednak mało dokładne i sztywne.
Skrzynki formierskie powinny odpowiadać następującym warunkom:
− być mocne i sztywne,
− być dokładne, tj. powinny umożliwiać złożenie poszczególnych części formy
bez przestawienia,
− być możliwie lekkie,
− powinny umożliwiać łatwe odprowadzenie gazów,
− powinny zabezpieczać masę formierską przed wypadaniem w czasie
− transportu i wszystkich operacji wykonywania formy,
− powinny odpowiadać swymi wymiarami wielkości formowanych
− odlewów z równoczesnym umożliwieniem zastosowania właściwego układu
wlewowego,
− być tanie, łatwe do wykonania i nie wymagające dużych kosztów konserwacji.
Skrzynki formierskie można podzielić w zależności od:
− kształtu na:
− prostokątne,
− okrągłe,
− kształcie specjalnym (dostosowane do kształtu odlewu).
− konstrukcji na:
− jednolite,
− składane,
− usuwalne( jednolite lub otwierane),
− nakładane (żakiety)-zabezpieczające podczas zalewania formy wykonane
w skrzynkach usuwalnych.
− sposobu wykonania i materiału na:
− żeliwne,
− staliwne,
− stalowe spawane,
− ze stopów lekkich.

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Elementy konstrukcyjne skrzynek formierskich.
Ścianki skrzynki mają wymiary znormalizowane, mogą być pionowe lub pochy-
lone (dla skrzynek nie posiadających użebrowania). Otwory odpowietrzające
i zmniejszające ciężar skrzynki wykonuje się w ściankach skrzynek przez odlewanie
(otwory podłużne) lub wiercenie (otwory okrągłe). W częściach ścianek w pobliżu
elementów ustalających i elementów służących do transportu nie wykonuje się
otworów odpowietrzających
.
Użebrowanie skrzynki służy do utrzymania masy formierskiej a także do zwiększenia
sztywności skrzynki. Konstrukcja żeber powinna umożliwiać równomierne ubicie
masy formierskiej. Rozkład użebrowania zależy od wielkości skrzynki. Żebra powin-
ny być umieszczone poniżej górnych krawędzi ścianek skrzynki, aby nie przeszka-
dzały w czasie zgarniania masy oraz w przypadku konieczności stosowania haków
nie wystawały poza skrzynkę. Żebra powinny mieć kształt zgodny z kształtem mode-
lu, odległość między dolną krawędzią żebra a powierzchnią modelu powinna wyno-
sić 20 – 50 mm.
Elementy ustalające służą do wzajemnego ustalania położenia dwóch skrzynek for-
mierskich. Są to sworznie wykonane ze stali węglowej, o wymiarach znormalizowa-
nych oraz kliny mocujące ze stali konstrukcyjnej. Sworznie wkłada się w otwory
ustalające w uchach skrzynek, które powinny być umieszczone jak najbliżej po-
wierzchni podziału formy. W otwory w uchach mogą być wtłoczone tulejki ustalają-
ce o wymiarach znormalizowanych. Każda skrzynka formierska powinna mieć dwa
współpracujące otwory ustalające jeden okrągły, a drugi podłużny.
Rączki wygięte i proste służą do transportu ręcznego skrzynek formierskich.
Czopy połączone z uchami służą do obracania, składania i transportu skrzynek przy
użyciu urządzeń dźwigowych.
Połączenie skrzynek elementami mocującymi ma na celu zabezpieczenie górnej czę-
ści formy przed podniesieniem jej wskutek oddziaływania ciekłego metalu podczas
zalewania. Elementy mocujące rozmieszcza się parami na bocznych lub na czoło-
wych ściankach skrzynek formierskich. Najczęściej jest stosowane łączenie skrzynek
zaciskami skośnymi lub krzywkowymi. Przy produkcji jednostkowej można łączyć
skrzynki przy użyciu śrub lub sworzni zaciskanych klinami.
Skrzynki formierskie specjalne.
Skrzynki usuwalne zdejmuje się przed zalewaniem formy. Mogą one być:
− zdejmowane i wtedy ściąga się je ku górze, więc powinny mieć ściany gładkie
od wewnątrz i pochylone ku górze,
− otwierane, mają w jednym rogu zawias, a w przeciwległym zamek.
Skrzynki te odlewane są ze stopów aluminium lub magnezu, rzadziej wykonywane są
z drewna Najbardziej rozpowszechnione są skrzynki zdejmowane odlewane ze stopów lek-
kich.
W celu ochrony form bezskrzynkowych przed rozepchnięciem w czasie zalewania
zakładane są na nie żakiety. Żakiety mogą być żeliwne, spawane z blachy, lub wyko-
nane z drewna. Najlepiej spełniają zadanie żakiety odlewane w całości ze stopów lekkich,
gdyż są lekkie i sztywne. Żakiety spawane z blachy stalowej ulegają odkształceniu
i wymagają częstego prostowania.
Do formowania maszynowego, używane są ramki nadstawne. Ramki wykonane są
zwykle z blachy stalowej o grubości 0,75 - 1,25 mm. Wewnętrzne wymiary ramki po-
winny odpowiadać wymiarom skrzynki formierskiej w świetle. Wysokość ramki wy-
nosi zwykle ok. 1/3 wysokości skrzynki.
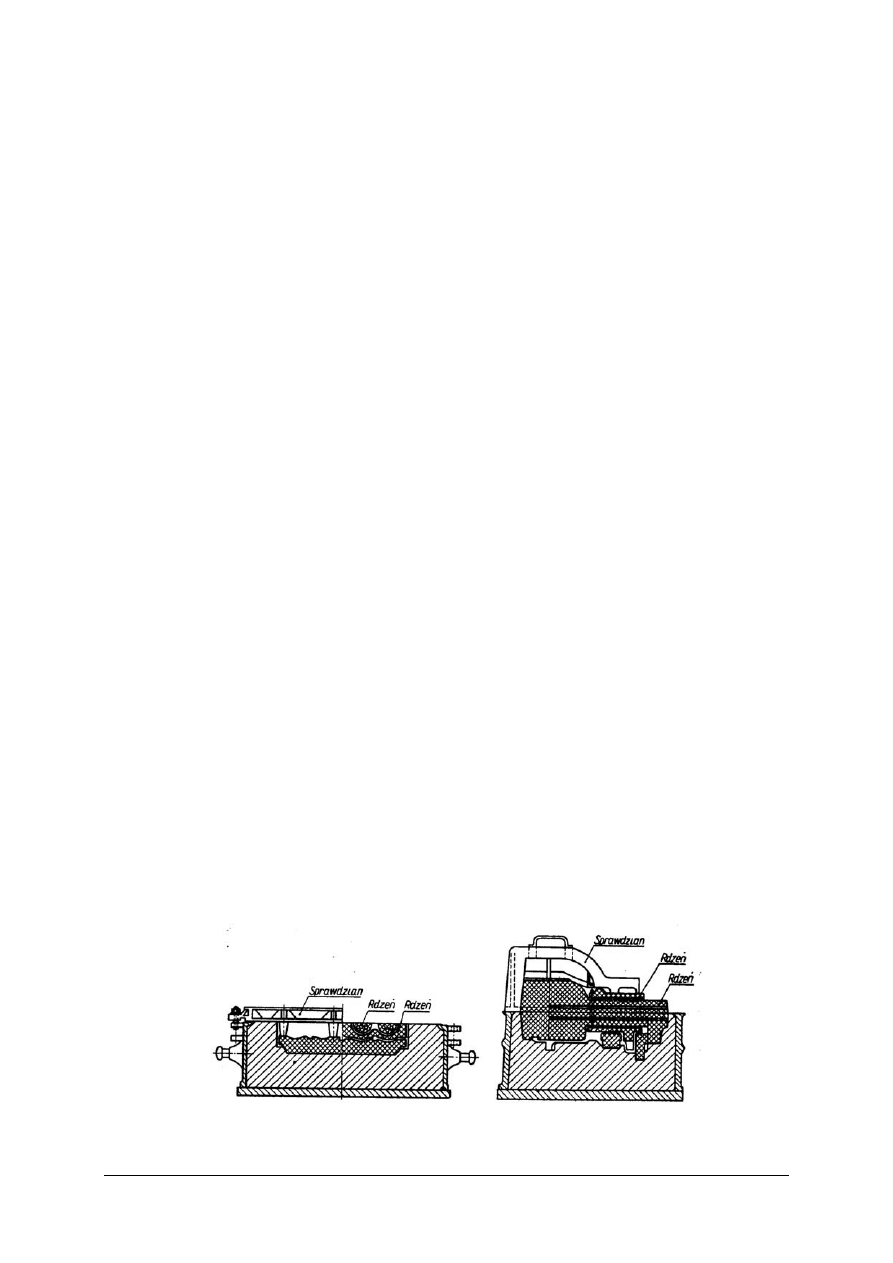
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Skrzynki formierskie do formowania w gruncie nie mają elementów ustalających i nie są ob-
rabiane mechanicznie.
Sprawdziany do rdzeni
Kontrola oprzyrządowania modelowego i form służy do wczesnego wykrywa-
nia przyczyn braków odlewniczych, pozwala wykryć nadmierne zużycie modeli
i rdzennic, uszkodzenia, zmianę wymiarów, niewłaściwą powierzchnię ok. Do kon-
troli stosowane są znormalizowane narzędzia pomiarowe (przymiary, kątowniki,
macki zewnętrzne i wewnętrzne, głębokościomierze, liniały), lub tez specjalne
przymiary, sprawdziany i przyrządy. Zasadniczo każdy odlew produkowany seryj-
nie wymaga opracowania przyrządów do kontroli wymiarowej.
Sprawdziany do rdzeni służą do sprawdzania:
− kształtu rdzeni,
− grubości rdzeni,
− wysokości rdzeni,
− szerokości rdzeni,
− obrysu rdzeni,
− prostopadłości boków do podstawy,
− prawidłowości montażu rdzeni,
− prawidłowości ustawienia rdzeni w formie.
Do rdzeni stosuje się sprawdziany metalowe i drewniane. Sprawdziany metalowe
wykonuje się z blachy lub odlewa ze stopów aluminium, pamiętając, że przy małym
ciężarze powinny mieć dostateczną sztywność i wytrzymałość. Konstrukcja spraw-
dzianów powinna być jak najprostsza, aby kosztowały one możliwie jak najtaniej.
Jednakże dokładność wykonania wymiarów zasadniczych w sprawdzianie musi być
wysoka.W niektórych wypadkach wykonywania odlewów, gdy rdzenie muszą być
wykonane w kilku częściach, są one wkładane do formy po uprzednim ich złożeniu
(zmontowaniu). Montażem rdzeni nazywamy łączenie poszczególnych rdzeni
(wchodzących do jednej formy i zamocowanych ze sobą). Rdzenie montowane
w zasadzie powinny być sprawdzane wymiarowo.
Podczas montażu kilku rdzeni w jedną całość przed ustawieniem ich w formie moż-
na stosować specjalny przyrząd złożony z podstawy, na której ustawione są podpory
rdzenia głównego i szeregu podpór i sprawdzianów ustalających położenie poszcze-
gólnych rdzeni. Można tez ustawiać oddzielne rdzenie na wspólnej metalowej płycie
i na niej włożyć je do formy.
Bardzo ważna jest kontrola ustawienia rdzeni w formie. Do tego celu służą przyrzą-
dy do składania rdzeni w zespól i do montażu w formie rdzeni pojedynczych lub
kilku rdzeni.
Rys.9. Sprawdziany do ustawiania rdzeni w formie. Źródło:[9, str.325]

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do zaplanowania prze-
biegu ćwiczeń i ich wykonania.
1. Co to jest skrzynka formierska?
2. Jakie zadania spełnia skrzynka formierska?
3. Jakim warunkom powinny odpowiadać skrzynki formierskie?
4. Jakie elementy konstrukcyjne zapewniają sztywność skrzynki?
5. W jakim celu wykonuje się w ściankach otwory?
6. Jakie znasz elementy ustalające w skrzynkach formierskich?
7. Jakie są rodzaje skrzynek usuwalnych?
8. Co to jest żakiet?
9. W jakim celu łączy się skrzynki elementami mocującymi?
10. Co to są sprawdziany znormalizowane?
11. Do czego służą sprawdziany znormalizowane?
12. Co to są sprawdziany formierskie specjalne?
13. Jak można sprawdzać grubość rdzenia?
14. Jak można sprawdzać prawidłowość montażu kilku rdzeni w jeden zespół?
15. Jak można sprawdzać prawidłowość ustawienia rdzeni w formie?
16. Kiedy opłaca się wykonywanie specjalnych przyrządów kontrolnych?
4.5.3. Ćwiczenia
Ćwiczenie 1
Do rysunków elementów konstrukcyjnych skrzynki formierskiej przypisz nazwy i funk-
cje, jakie spełniają.
Sposób
wykonania
ćwiczenia:
Aby
wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z elementami konstrukcyjnymi skrzynek formierskich,
3) zapoznać się z funkcjami, jakie spełniają te elementy,
4) napisać nazwy elementów konstrukcyjnych na kartkach samoprzylepnych,
5) napisać pod nazwami funkcje tych elementów,
6) przykleić przygotowane kartki pod odpowiednimi rysunkami,
7) zaprezentować efekty swojej pracy,
8) dokonać oceny ćwiczenia.
Wyposażenie stanowiska:
− plansza z rysunkami elementów konstrukcyjnych skrzynek formierskich,
− literatura fachowa,
− kartki samoprzylepne,
− ołówek,
− gumka.
Ćwiczenie 2
Określ do czego służą sprawdziany pokazane na rysunkach.
Sposób
wykonania
ćwiczenia:
Aby
wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z elementami konstrukcyjnymi sprawdzianów formierskich,

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
3) zapoznać się z funkcjami, jakie spełniają te sprawdziany,
4) napisać funkcje tych sprawdzianów na kartkach samoprzylepnych,
5) przykleić przygotowane kartki pod odpowiednimi rysunkami na planszy,
6) zaprezentować efekty swojej pracy,
7) dokonać oceny ćwiczenia.
Wyposażenie stanowiska:
− plansza z rysunkami sprawdzianów formierskich,
− literatura fachowa,
− kartki samoprzylepne,
− ołówek,
− gumka.
4.5.4. Sprawdzian postępów
Czy potrafisz :
tak nie
1) zorganizować stanowisko pracy do wykonania ćwiczenia?
2) nazwać elementy konstrukcyjne skrzynki formierskiej?
3) przyporządkować nazwy elementów do odpowiednich rysunków?
4) wymienić rolę, jaką spełniają ścianki skrzynki?
5) określić rolę użebrowania?
6) wymienić rolę sworzni prowadzących?
7) określić rolę, jaką spełniają ucha?
8) wyjaśnić cel łączenia skrzynek elementami mocującymi?
9) przyporządkować rolę elementów konstrukcyjnych do nazw tych elementów?
10) określić rolę sprawdzianów formierskich?
11) podać nazwy przyrządów uniwersalnych?
12) określić zastosowanie przyrządów uniwersalnych?
13) podać zastosowanie sprawdzianów specjalnych?
14) zaprezentować efekt swojej pracy?
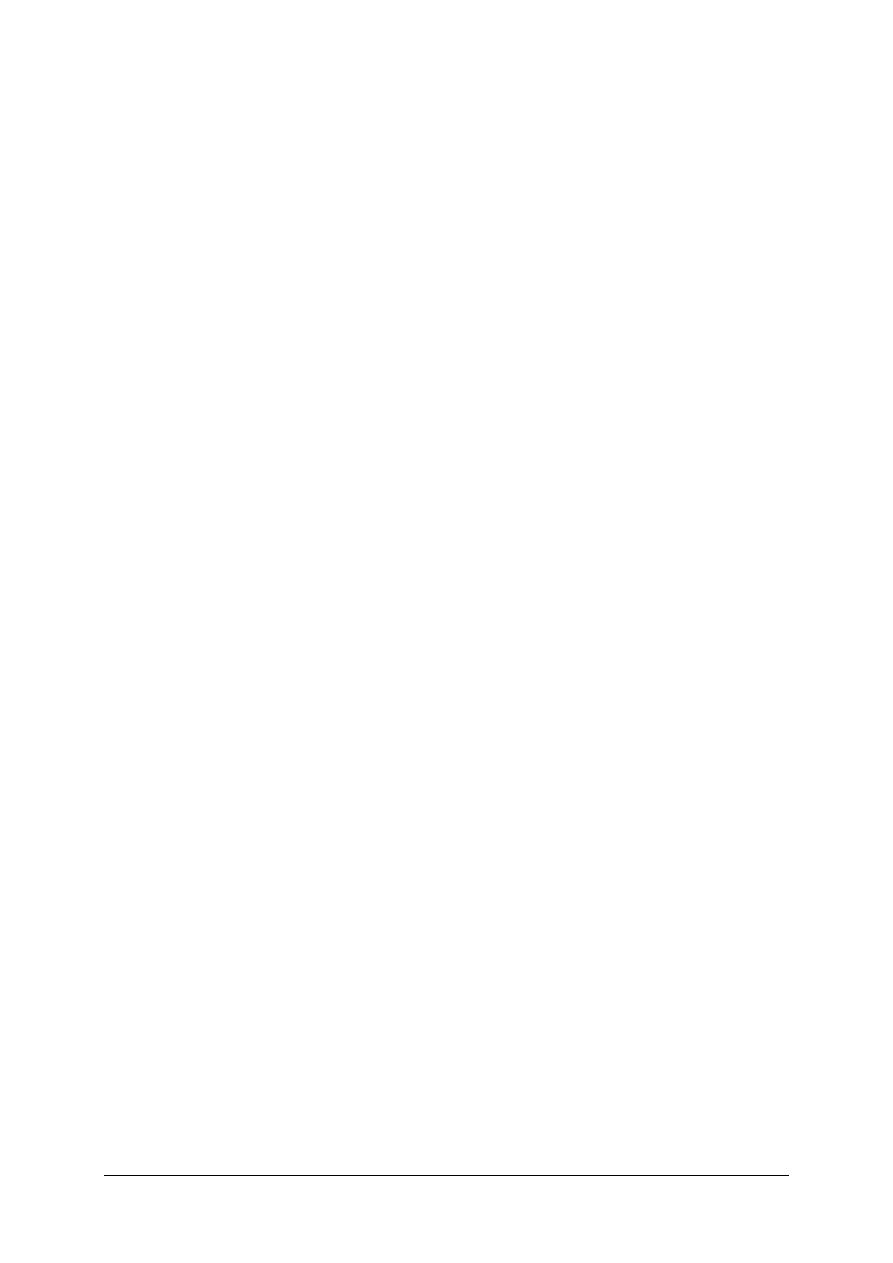
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
4.6. Formy metalowe do odlewania grawitacyjnego ( kokile)
4.6.1. Materiał nauczania
Stopy stosowane do odlewania w kokilach.
Ze względu na specyfikę wykonywania odlewów kokilowych, a w szczególności
zjawisk zachodzących po wlaniu metalu do kokili, nie wszystkie stopy nadają się do
wykonywania z nich odlewów kokilowych. Po zalaniu kokili płynnym metalem na-
stępuje szybkie jego krzepnięcie ze względu na szybkie odprowadzanie ciepła przez
ścianki kokil. Z powodu tej szybkości krzepnięcia powstają trudności w utrzymaniu
prawidłowej kolejności krzepnięcia poszczególnych części odlewu, a więc i w zasi-
laniu wszystkich części formy ciekłym metalem. Konstruktor kokil reguluje szyb-
kość krzepnięcia odlewu w poszczególnych miejscach przez:
−
dobór grubości ścianek (im grubsza ścianka, tym więcej ciepła odprowadzi),
− stosowanie ochładzalników (przeważnie ze stopów miedzi),
− stosowanie powłok ochronnych.
Stopy do odlewów kokilowych powinny mieć następujące własności:
− możliwie najmniejszy skurcz,
− dobrą lejność,
− dostateczną wytrzymałość w wyższej temperaturze.
Mały skurcz stopu pożądany jest dlatego, że przy wykonywaniu odlewów w kokili
metal nie może kurczyć się tak swobodnie, jak w formie piaskowej, która poddaje
się krzepnącemu tworzywu. Zarówno forma, jak i rdzenie metalowe nie poddają się
kurczącemu się odlewowi w czasie krzepnięcia i dlatego odlewy ze stopów mają-
cych duży skurcz mogą pękać podczas stygnięcia. Z tych powodów pożądane jest,
aby stop stosowany do odlewów kokilowych miał możliwie najmniejszy skurcz.
Metalowe ścianki kokil znacznie szybciej odbierają ciepło, niż ścianki formy pia-
skowej, a więc i szybkość krzepnięcia w kokili jest znacznie większa. Dlatego pożą-
dana jest dobra lejność stopu, co mimo dużej prędkości krzepnięcia zapewni dokład-
ne wypełnienie całej wnęki kokili.
Przy odlewach kokilowych zaraz po zakrzepnięciu metalu w kokili rozbiera się ją
w celu wyjęcia odlewu. Odlew taki jest narażony na uderzenia w czasie wyjmowa-
nia z kokili rdzeni oraz samego odlewu.
Uderzenia te mogą spowodować pęknięcia odlewu, jeśli użyty stop ma małą wy-
trzymałość w wysokich temperaturach. Poza tym jeśli metal ma małą wytrzymałość
w wysokiej temperaturze, to może nastąpić pęknięcie odlewu dokoła rdzeni, które
nie pozwalają na swobodne kurczenie się metalu.
W kokilach wykonuje się odlewy ze stopów cynku, aluminium, magnezu, miedzi
oraz z żeliwa, a nawet ze staliwa.
Materiały do wykonywania kokil
.
Do wyrobu kokil stosuje się różne materiały w zależności od rodzaju odlewanego stopu
oraz w zależności od warunków pracy poszczególnych części kokil. W doborze materiału do
wykonania kokili należy uwzględnić jego odporność na działanie płynnego metalu
i szybkie zmiany temperatury oraz łatwość i ekonomiczność obróbki mechanicznej
lub ręcznej.
Przy wykonywaniu w kokili odlewów ze stopów o niskim punkcie topliwości, za-
sadniczym czynnikiem wpływającym na dobór materiału jest łatwość obróbki czę-
ści kokili, gdyż działanie temperatury płynnego metalu na kokilę jest bardzo małe.

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Natomiast przy wykonywaniu odlewów ze stopów miedzi, aluminium lub magnezu,
w celu zwiększania trwałości kokil, należy stosować materiały o większej wytrzy-
małości w podwyższonych temperaturach, które też są przeważnie gorzej obrabial-
ne. Stosowane dodatki Ni i Cr wpływają dodatnio na odporność żeliwa na działanie
wysokich temperatur. Dodatek Mo wpływa korzystnie na dobrą obrabialność.
W celu zapobieżenia paczeniu się korpusów, w celu usunięcia naprężeń wewnętrz-
nych, odlewy kokil poddaje się uprzednio wyżarzaniu w temperaturze 550 do
600°C w czasie ok. 6-8 godzin.
Niekiedy kokile do odlewów stopów miedzi, aluminium i magnezu wykonuje się ze stali. Ko-
kile te są trwalsze i odporniejsze na działanie wysokich temperatur, jednak są znacznie droż-
sze ze względu na większy koszt stali i obróbki. Kokile ze stali o wysokiej zawartości chromu
są szczególnie trwałe. Do prostych odlewów ze stopów miedzi i aluminium stosuje się
niekiedy kokile wykonane z mosiądzów. W celu zwiększenia ich trwałości stosuje
się w nich chłodzenie wodą.
Rdzenie do odlewów kokilowych mogą być wykonywane z masy rdzeniowej lub
metalu. Rdzenie piaskowe stosuje się w wypadkach, kiedy ze względu na kształt od-
lewu nie można stosować rdzeni metalowych, gdyż po zalaniu kokili metalem nie
można byłoby wyjąć ich z odlewu. Rdzenie metalowe wykonuje się przeważnie ze
stali węglowej St6. Przy rdzeniach narażonych na duże wahania temperatury stosuje
się stal specjalną, np. chromowo-niklową, zawierającą 0,8% Cr, 1,2% Ni lub chro-
mowo-wanadową zawierającą 2,5% Cr i 0,2
% V.
Ochładzalniki umieszcza się w tych miejscach kokil, gdzie są zgrubienia ścianek od-
lewu, w celu szybkiego odprowadzenia ciepła dla zapewnienia równomiernego
krzepnięcia całego odlewu. Ochładzalniki wykonuje się przeważnie z miedzi lub
stopów o dużej zawartości miedzi (mosiądze, brązy) ze względu na jej dużą prze-
wodność cieplną. W celu zwiększenia intensywności chłodzenia nadaje się ze-
wnętrznej części ochładzalników kształt posiadający dużą powierzchnię (przeważnie
kształt wielożebrowy).
Niekiedy chcemy, aby niektóre (przeważnie cienkie) części odlewu krzepły wolniej.
W tym celu pokrywamy odpowiednie miejsca kokili i rdzeni powłoką ochronną, któ-
rej głównym składnikiem jest grafit rozrobiony w wodzie. Powłoka ochronna ma
małe przewodnictwo cieplne i dlatego warstwa ochronna lub nawet wkładki grafito-
we wolniej odprowadzają ciepło z ciekłego metalu.
Korpusy kokil.
Konstrukcja kokil w dużym stopniu uzależniona jest od kształtu odlewu, we-
wnętrzne kształty korpusów kokil odtwarzają zewnętrzne kształty odlewu,
w zależności od którego ustala się płaszczyzny podziału kokil. Przy ustalaniu płasz-
czyzny podziału kokil kierujemy się tymi zasadami co przy ustalaniu płaszczyzn po-
działu modeli. Jeżeli jednak płaszczyzny podziału form są przeważnie poziome
w czasie zalewania i zawsze poziome w czasie formowania, to płaszczyzny podziału
kokil mogą być w zasadzie dowolne, co stwarza większą swobodę doboru podziału
kokil. W czasie zalewania metalem podział kokil najczęściej znajduje się w płasz-
czyźnie pionowej lub pochyłej.
Korpusom kokil nadaje się kształty skrzynek wzmocnionych na obwodzie kołnie-
rzem tak, aby w przekroju miały kształt ceowy, który jest korzystny ze względów
wytrzymałościowych oraz przeciwdziała paczeniu się kokil. Poszczególne części
korpusów kokil centruje się za pomocą kołków metalowych. Jedna część korpusu
kokili ma dwa lub trzy kołki osadzone w ściance kokili w płaszczyźnie podziału, zaś
druga w odpowiednich miejscach ma otwory. Dla zamocowania części kokili na

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
czas zalewania, korpusy kokil mają ucha, w których umocowane są zaciski. Najbar-
dziej korzystne w warunkach pracy w odlewni są zaciski mimośrodowe.
Korpusy kokil wykonuje się jako odlewy o kształcie zbliżonym do zewnętrznych
kształtów odlewu, o odpowiedniej grubości, zależnej od grubości ścianek odlewu.
Praktyka wykazała, że kokile bardziej zużywają się na skutek niewłaściwej ich kon-
strukcji, niż na skutek działania płynnego metalu. Grubości ścianek kokil są uzależ-
nione od grubości ścianek odlewu. Powinny one mieć grubość 3-:-5-krotnie prze-
wyższającą grubość ścianek odlewu. W kokilach o cieńszych ściankach niemożliwe
jest utrzymanie w czasie pracy odpowiedniej ich temperatury, ze względu na zbyt
małą pojemność cieplną, a tym samym szybkie stygnięcie. Zbyt grube ścianki kokil,
powodują w ściankach od strony roboczej, wielkie naprężenia przy szybkich i du-
żych zmianach temperatury. Odlewy kokil wykonuje się z niewielkimi naddatkami
na obróbkę mechaniczną, aby ta obróbka mogła być jak najtańsza. Naddatki te
w praktyce nie powinny przekraczać 1,5-3 mm.
Przy wykonaniu odlewów w kokilach należy zapewnić łatwe i szybkie wyjęcie od-
lewów z kokili, przez nadanie wewnętrznym ściankom kokili odpowiednich zbież-
ności, które powinny wynosić 1-2% w zależności od wielkości krawędzi kokili, na
których odlew zaciska się przy stygnięciu. Odlewy wyjmuje się z kokili kleszczami
po jej rozebraniu. W wypadkach odlewów skomplikowanych przewiduje się wypy-
chacze uruchamiane za pomocą dźwigni.
Rdzenie.
Wewnętrzne kształty odlewów kokilowych odtwarzane są za pomocą rdzeni pia-
skowych lub metalowych. W kokilach stosuje się rdzenie metalowe nieruchome
i ruchome.
Rdzenie nieruchome wykonuje się w wypadkach odtwarzania w odlewie małych
wnęk mających dostatecznie dużą zbieżność. Rdzenie mocuje się do ścianek kokili
lub do jej podstawy. Wykonuje się je ze stali, rzadziej z żeliwa.
Rdzenie ruchome stosuje się do odtwarzania większych wnęk, nie mających dużych
zbieżności. Również w wypadkach, kiedy zachodzi obawa powstania dużych naprę-
żeń w odlewie, rdzenie powinny być ruchome, gdyż pozwala to na szybkie usunięcie
rdzenia z odlewu natychmiast po zakrzepnięciu metalu.
W odlewach o skomplikowanych kształtach wewnętrznych rdzenie metalowe dają
się wyjąć po podzieleniu na kilka części. Ponieważ stosowanie wielodzielnych rdze-
ni powoduje zwiększenie czasu potrzebnego na złożenie i rozebranie kokili, dlatego
też dzielenie rdzeni stosuje się tylko w wypadkach koniecznych.
Układy wlewowe.
Przy projektowaniu układów wlewowych w kokilach posługujemy się tymi sa-
mymi zasadami, co przy projektowaniu układów wlewowych do form piaskowych.
Należy jednak stosować odpowiedniej wielkości zasilacze i nadlewy w celu zapew-
nienia dobrego zasilania w płynny metal krzepnącego odlewu.
Układ wlewowy powinien zapewnić spokojne i równomierne wypełnienie kokili.
Wlewy należy rozmieścić tak, aby płynny metal zapełniał kokilę spokojnie, a nie
spadał z wysokości i rozpryskiwał się. Spadanie metalu powoduje burzliwy jego
przepływ, co wpływa na powstawanie fałd, spoin oraz uwięzienie przez metal po-
wietrza wyciągowego w czasie niespokojnego zalewania.
Odpowietrzanie kokil.
Oprócz kanałów układu wlewowego kokila powinna mieć kanały odpowietrzające
umożliwiające wyjście wypełniającego ją powietrza oraz gazów powstających w cza-

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
sie zalewania. Powietrze może wychodzić z kokili przez nadlew oraz przez nieszczel-
ności powierzchni podziału kokil. W przypadkach odpowiedzialnych
odlewów należy wykonać kanały odpowietrzające na powierzchni podziału kokil
i rdzeni. W tym celu nacina się szereg rowków o głębokości 1-2 mm i 1-3 mm szero-
kości lub nawierca otwory odpowietrzające o średnicy ok. 1 mm, a w wypadku więk-
szych otworów zmniejsza się ich przekrój przez wciśnięcie korków wielokątnych.
Zaopatrzenie kokili w należycie wykonane kanały odpowietrzające zapewnia otrzy-
manie zdrowego odlewu. Przy projektowaniu kokil obowiązuje zasada: odpowietrzeń
nigdy nie jest zbyt dużo. Należy je jednak stosować w sposób rozsądny. Ostateczne
ustalenie ilości i miejsc, w których należy dać odpowietrzenie następuje podczas wy-
konywania próbnych odlewów.
Temperatura zalewania metalu i temperatura kokili.
Podstawowymi parametrami, które określają warunki cieplne zalewania
i stygnięcia odlewu są: temperatura zalewanego stopu, temperatura kokili, czas zale-
wania, czas przetrzymywania odlewu w kokili oraz czas trwania cyklu.
Temperatura zalewania zależy od składu chemicznego i sposobu przygotowania sto-
pu, ciężaru, kształtu i grubości ścian odlewu, temperatury formy i jej pojemności
cieplnej, przewodności ścian formy i szybkości zalewania. Ze względu na szybkie
stygnięcie odlewu w kokili dobiera się wyższą temperaturę zalewania niż dla odle-
wów piaskowych. W przypadku większej ilości rdzeni piaskowych w kokili tempera-
turę zalewania odpowiednio obniża się. Przy zalewaniu z dołu i przy dużym oporze
kokili, temperaturę zalewanego stopu podwyższa się. W warunkach produkcyjnych
ustala się ją podczas odlewania próbnych sztuk.
Wysoka temperatura zalewania polepsza warunki wypełniania kokili i zasilania odle-
wu, jednak powoduje przedłużenie czasu krzepnięcia metalu, obniżenie własności
mechanicznych tworzywa, zmniejszenie trwałości kokili, sprzyja powstawaniu jam
skurczowych i porowatości. Zbyt niska temperatura powoduje powstawanie niedole-
wów, fałd i spoin. W celu polepszenia warunków zapełnienia formy metalowej oraz
powiększenia jej trwałości powinna ona mieć odpowiednio wysoką temperaturę.
W zależności od ilości ciepła otrzymanego od metalu podczas odlewania, kokila mo-
że wymagać dodatkowego ogrzewania (stopy aluminium i magnezu) lub ochładzania
(żeliwo, staliwo).
Kokilę można traktować jako ciało, które pochłania ciepło oddawane przez odlew
podczas krzepnięcia. Im niższa jest temperatura i mniejsza pojemność cieplna kokili,
tym szybciej następuje akumulacja tego ciepła. W zbyt silnie ogrzanej kokili krzep-
nięcie przebiega wolno, wskutek czego wydłuża się cykl produkcyjny i pogarszają
się własności wytrzymałościowe tworzywa. W przypadku zbyt chłodnej kokili ist-
nieje niebezpieczeństwo powstawania w odlewie pęknięć i niedolewów, wyrzucania
metalu z kokili (niebezpieczeństwo wypadków), pękania i paczenia się kokili. Przy
stopach wolno krzepnących można obniżyć temperaturę kokili do
50 -100°C, nie wywołując przy tym trudności technologicznych podczas odlewania.
Przez odpowiedni dobór temperatury kokili można regulować czas krzepnięcia odle-
wu bez jakichkolwiek zmian konstrukcyjnych.
Najczęściej stosuje się następujące temperatury kokili:
− stopy aluminium 200 – 450°C
− stopy miedzi 120 -200°C
− żeliwo 250 -300°C
− staliwo 150 -300°C.

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Odprowadzanie ciepła.
Konstrukcja kokili, grubość jej ścianek i układ wlewowy powinny być tak dobra-
ne, aby zapewniały równomierne stygnięcie całego odlewu. Reguła ta uzasadniona
jest teoretycznie i słuszność jej została potwierdzona w praktyce. Pozwala ona na
uniknięcie lub zmniejszenie przykrych skutków skurczu w postaci powstawania jam
skurczowych, naprężeń i pęknięć odlewów. Równomierne stygnięcie uzyskuje się
przez równomierne odprowadzenie ciepła, co w praktyce jest bardzo trudne do osią-
gnięcia.
Aby stworzyć takie warunki krzepnięcia odlewu, obok właściwego doboru grubości
ścianek kokili i układu wlewowego stosuje się pokrywanie wewnętrznych kształtów
kokili warstwami izolacyjnymi dla zmniejszenia intensywności odprowadzania cie-
pła, a szybkie chłodzenie grubych przekrojów odlewu osiąga się ochładzalnikami
ze stopów miedzi, dla przyspieszenia odprowadzenia ciepła.
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do zaplanowania prze-
biegu ćwiczeń i ich wykonania.
1. Co to jest kokila?
2. Jakie materiały stosuje się do wykonania kokil ?
3. Jakie są najważniejsze elementy konstrukcyjne kokili ?
4. Jakie zasady obowiązują przy projektowaniu układów wlewowych w kokilach ?
5. Jakie zadanie spełnia odpowietrzanie kokil ?
6. W jakim celu podgrzewa się kokile przed zalaniem?
7. Jaka jest trwałość kokili?
8. Jakie są zalety odlewania w kokilach w porównaniu z odlewaniem w formach piasko-
wych?
9. Jakie rdzenie stosuje się przy odlewaniu w kokilach?
4.6.3. Ćwiczenie
Z podanych informacji dotyczących odlewania w kokilach i formach piaskowych wy-
bierz te, które dotyczą odlewania w kokilach i ułóż je na planszy.
Sposób wykonania ćwiczenia:
Aby
wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z podstawowymi wiadomościami o odlewaniu w kokilach,
3) przypomnieć sobie podstawowe wiadomości odlewaniu w formach piaskowych,
4) z kartoników z zapisanymi informacjami wybrać te, które dotyczą odlewania w kokilach,
5) ułożyć wybrane kartoniki na planszy,
6) zaprezentować efekty swojej pracy,
7) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska:
− kartoniki z informacjami dotyczącymi odlewania w formach piaskowych i w kokilach,
− literatura fachowa,
− plansza.

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
4.6.4.Sprawdzian postępów
Czy potrafisz:
tak nie
1) zdefiniować pojęcie kokili?
2) podać sposoby wykonywania kokil?
3) podać materiały, z których wykonuje się kokile?
4) wymienić zalety odlewania w kokilach?
5) określić opłacalność odlewania w kokilach?
6) wyjaśnić cel ogrzewania kokil przed zalaniem?
7) wyjaśnić cel odpowietrzania kokil?
8) określić sposoby odpowietrzania kokil?
9) określić sposoby odprowadzania ciepła z kokil?
10) określić rodzaje rdzeni używane w odlewaniu kokilowym?
11) wyjaśnić, jakie układy wlewowe stosuje się w odlewaniu kokilowym?

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
4.7. Formy metalowe do odlewania metodami specjalnymi
4.7.1
.
Materiał nauczania
Zasady odlewania odśrodkowego.
Odlewanie odśrodkowe polega na tym, że płynnemu metalowi nadaje się ruch
wirowy, wskutek czego znajduje się on pod wpływem działania sił odśrodkowych.
Metal otrzymuje ruch wirowy od obracającej się dokoła swej osi formy, bądź od
pomocniczego przyrządu (np. obracającego się zbiornika).
Klasyfikacja metod odlewania odśrodkowego.
Przy odlewaniu odśrodkowym istnieje kilka sposobów przekazywania siły
odśrodkowej płynnemu metalowi:
− odlewanie do form odlewniczych - ruch wirowy przekazywany jest płynnemu
metalowi przez wirującą formę, oś obrotu stanowi jednocześnie oś wykonywa-
nego odlewu lub znajduje się poza nią. W zależności od pozycji osi obrotu for-
my wirującej metoda ta ma następujące odmiany:
− pionowe odlewanie odśrodkowe - oś obrotu zajmuje pozycję pionową,
− poziome odlewanie odśrodkowe - oś obrotu zajmuje pozycję poziomą lub lekko
pochyłą,
− odlewanie odśrodkowe, podczas którego zmienia się pozycja osi obrotu.
− odlewanie do form nieruchomych - ruch obrotowy przekazywany jest metalowi
przy pomocy pomocniczego przyrządu, np. przy pomocy obracającego się
zbiornika lub obracającej się rynny.
Charakterystycznymi cechami odlewania odśrodkowego, poza sposobem przekazy-
wania ruchu obrotowego płynnemu metalowi oraz pozycją osi obrotu są:
− sposób doprowadzenia metalu do formy,
− rodzaj materiału, z którego wykonana jest forma.
Formy do odlewania odśrodkowego.
Do odlewania odśrodkowego stosuje się metalowe formy (kokile) uprzednio na-
grzane, bądź chłodzone cieczą. W niektórych wypadkach stosuje się formy metalo-
we, wyprawione wewnątrz masą formierską lub innym materiałem izolacyjnym
(w przypadku odlewów żeliwnych), w celu zapobieżenia zabielaniu żeliwa, spowo-
dowanego szybkim jego stygnięciem, na skutek zetknięcia się płynnego metalu ze
ścianką kokili.
Formy do odlewania odśrodkowego nieruchome podczas odlewania są narażone
jedynie na zmianę temperatury.
Formy wirujące podczas odlewania są narażone, oprócz zmian temperatury, rów-
nież na ciśnienie płynnego metalu i na naprężenia spowodowane działaniem siły
odśrodkowej, zarówno na metal jak i na formę, dlatego powinny być wykonane
z dobrego materiału, wykonuje się je z żeliwa, staliwa lub stali.
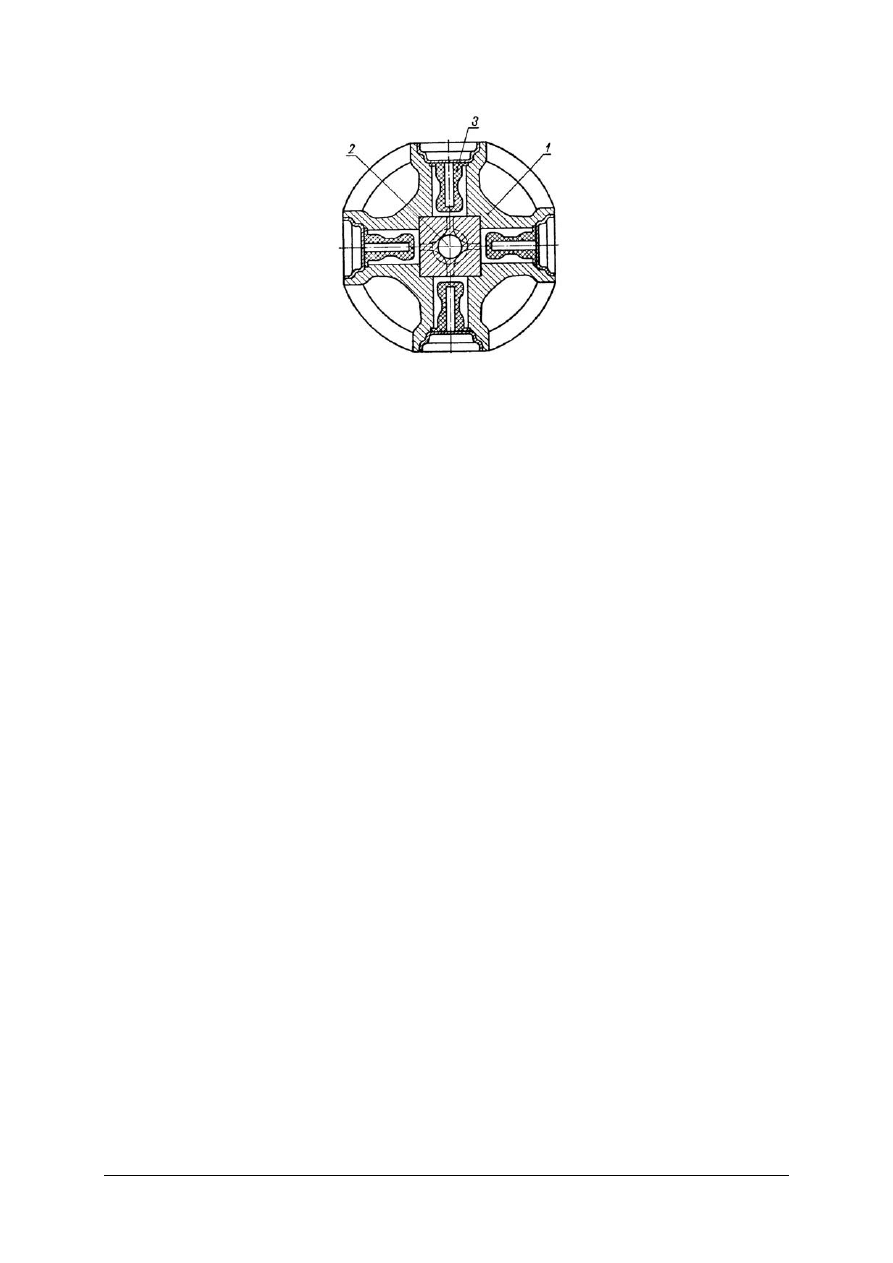
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Rys.10 Kokila do odlewania odśrodkowego tłoków silnika samochodowego
Źródło:[8, str.278]
Oznaczenia:
1- kokila,
2- wlew,
3- rdzeń piaskowy.
Cechy odlewania pod ciśnieniem.
Odlewanie pod ciśnieniem polega na wtłoczeniu ciekłego metalu do metalowej
(stalowej) formy pod wysokim ciśnieniem. Ciśnienie wywierane na metal przez od-
powiedni ośrodek (tłok lub sprężone powietrze) powinno pokonać opory, które prze-
ciwstawiają się dokładnemu wypełnieniu formy, i w końcowej fazie, kiedy cała for-
ma jest już wypełniona ciekłym metalem, powinno spowodować „zagęszczenie”
krzepnącego metalu. Wielkość ciśnienia i czas jego oddziaływania zależne są od
wielkości odlewu, czasu jego krzepnięcia oraz od rodzaju stopu (jego gęstości i róż-
nicy pomiędzy temperaturą jego odlewania i temperaturą krzepnięcia).
Systematyka maszyn do odlewania pod ciśnieniem
Forma metalowa do wykonywania w niej odlewów pod ciśnieniem zamocowana
jest na maszynie odlewniczej. Na wybór odpowiedniego typu maszyny odlewniczej
wpływają:
− rodzaj stopu odlewniczego,
− wydajność maszyny,
− osiągalne ciśnienie robocze,
− stopień automatyzacji,
− koszt instalacji urządzenia.
Maszyny te dzielimy w zależności od rodzaju komory ciśnienia na maszyny z gorącą
i z zimną komorą. Przy dalszym podziale maszyn brane są pod uwagę ich cechy kon-
strukcyjne, jak:
− sposób wywierania nacisku na metal (powietrze lub tłok),
− układ komory ciśnienia,
− rodzaj wlewu głównego (przy maszynach z zimną komorą).
W maszynach odlewniczych powietrznych z gorącą komorą ciśnienia czynnikiem
bezpośrednio działającym na metal jest sprężone powietrze, które działa na całą po-
wierzchnię metalu zawartego w tyglu bądź też na wydzieloną jego część w komorze
ciśnienia, mającej specjalny kształt. Komora ta może być nieruchoma lub ruchoma.
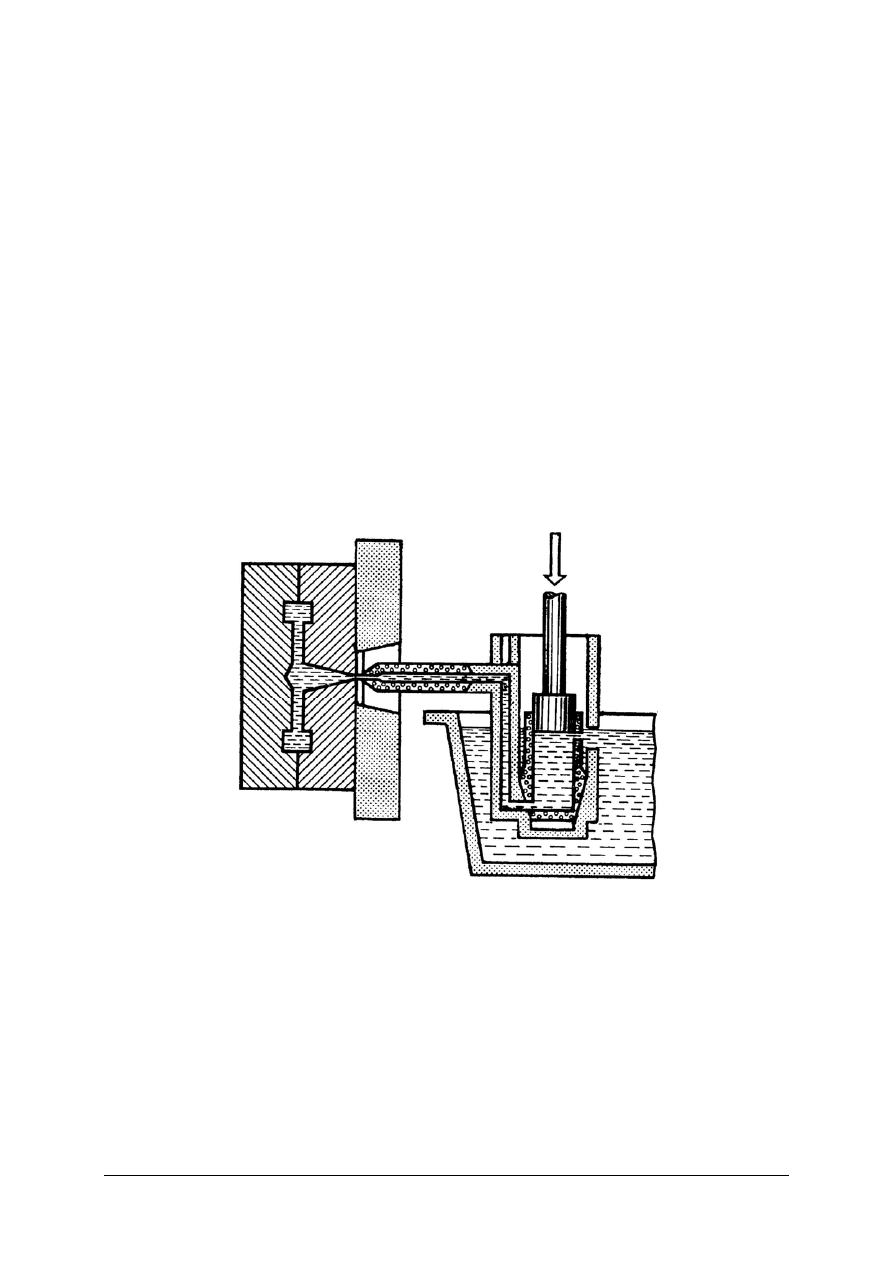
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Maszyny powietrzne z gorącą komorą ciśnienia stosowane są przeważnie do stopów
łatwo topliwych oraz mniej odpowiedzialnych odlewów (ze względu na stosunkowo
niewielkie ciśnienie robocze).
Tłokowe maszyny z gorącą komorą ciśnienia (rys11) dzielimy na:
− ręczne,
− powietrzne,
− hydrauliczne.
Maszyny odlewnicze z zimną komorą ciśnienia charakteryzują się tym, że ciekły me-
tal znajduje się w osobnym piecu - podgrzewaczu, poza obrębem maszyny, skąd
czerpie się go łyżką (o odpowiedniej pojemności) i wlewa do komory ciśnienia ma-
szyny. Pod naciskiem tłoka metal przepływa przez wlew i wypełnia formę.
Stosowane przy tym ciśnienie jest tak wysokie, że pozwala na odlewanie stopów
będących w stanie ciastowatym. Maszyny te stosuje się do odlewania pod ciśnieniem
stopów aluminium, miedzi, magnezu i cynku. Maszyny tego typu, ze względu na
osiąganie dużego ciśnienia, dają odlewy o najwyższych własnościach wytrzymało-
ściowych.
Maszyny z zimną komorą ciśnienia mają napęd tłoka hydrauliczny (wodny lub ole-
jowy) i dzielą się na poziome i pionowe, w zależności od układu komory ciśnienia. .
Rys.11. Schemat odlewania w maszynie ciśnieniowej z gorącą komorą ciśnienia
Źródło:[8, str.285]
Dalszy podział zależy od rodzaju i kształtu wlewu głównego i przedstawia się
następująco:
− typ pionowy:
− wlew dyszowy,
− wlew dzielony.
− wlew cylindryczny pionowy.
− typ poziomy - wlew cylindryczny.

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Materiały do wykonania form do odlewania pod ciśnieniem.
Materiały, z których wykonuje się formy do odlewania pod ciśnieniem, dobiera
się w zależności od odlewanego w nich stopu oraz od wielkości i stopnia skompli-
kowania odlewu, a więc konstrukcji formy.
Ze względu na to, że odlewanie pod ciśnieniem odbywa się przy wysokiej tempera-
turze, z ciągłymi jej wahaniami (zalewanie i wyrzucanie odlewu z formy), materiały
do wykonania form powinny charakteryzować się dużą twardością, dobrą odporno-
ścią na zmęczenie i udarnością, przy małej rozszerzalności cieplnej oraz dużym
module sprężystości. Stal ma takie własności, dlatego wykonuje się z niej formy do
odlewania pod ciśnieniem.
Konstrukcja form do odlewania pod ciśnieniem.
Formy do odlewania pod ciśnieniem składają się zwykle z dwóch części.
Jedna część formy, w której znajduje się wlew, złączona jest na stałe z maszyną od-
lewniczą i nazywa się przednią lub nieruchomą częścią formy.
Druga część formy nazywa się tylną lub ruchomą.
Forma wykonana jest bardzo dokładnie (powierzchnie podziału, wszystkie sworznie
centrujące i wypychacze są szlifowane) tak, aby gotowego odlewu nie trzeba było
obrabiać.Powierzchnia podziału formy powinna być tak dobrana, aby po otworze-
niu formy odlew łącznie z wlewem pozostawał w części ruchomej formy, w której
znajdują się wypychacze.
Wykorzystuje się tutaj zjawiska zaciskania się odlewu na części wypukłej formy
przy stygnięciu. W przeciwnym wypadku odlew trudno jest usunąć z formy.
W zależności od powierzchni podziału, rozróżniamy formy pionowe lub poziome.
Formy, których powierzchnia podziału podczas zalewania ułożona jest pionowo,
nazywamy pionowymi. Jeśli powierzchnia podziału form w czasie zalewania uło-
żona jest poziomo, to nazywamy je poziomymi. Formy, w których odlewamy jeden
odlew, nazywamy jednogniazdowymi, gdy w jednej formie odlewamy jednocze-
śnie kilka odlewów - wielogniazdowymi.
Przy wypełnianiu formy płynny metal musi usunąć wypełniające formę powietrze.
Ponieważ formy do odlewania pod ciśnieniem są ściśle dopasowane do siebie
i przez nieszczelność formy powietrze ujść nie zdąży (ze względu na dużą pręd-
kość zalewania), powinny one mieć kanały odprowadzające powietrze. Kanały te
mogą być wykonane w postaci rowków na powierzchni podziału i odprowadzane
na zewnątrz lub w postaci wierconych otworów, z wciśniętymi prostokątnymi kor-
kami, podobnie jak w kokilach.
Wielkość kanałów odpowietrzających zależy od typu maszyny, dla której projek-
towana jest forma.
Ogólnie można powiedzieć, że im większe ciśnienie wtrysku, tym mniejsze stosuje
się przekroje kanałów odpowietrzających.
W praktyce głębokość kanałów odpowietrzających wynosi od 0,05 do 0,2 mm.
Cykl odlewania w maszynach pod ciśnieniem jest bardzo krótki i przez dużą część
czasu pracy gorący metal znajduje się w formie. Powodowałoby to ogromny
wzrost jej temperatury, gdyby nie stosować chłodzenia form za pomocą wody.
Przepływa ona przez korpus formy możliwie blisko jej wnętrza i intensywnie od-
prowadza ciepło. Tylko przy stosowaniu niskotopliwych metali można stosować
formy ciśnieniowe, bez chłodzenia wodą.
Po zalaniu i otworzeniu formy należy odlew wyjąć przez odepchnięcie od rucho-
mej połówki formy. Zadanie to spełniają wypychacze, które są tak rozmieszczone,
aby na skutek ich nacisku na odlew, powstawały we wszystkich jego częściach
możliwie minimalne i jednakowe naprężenia.

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Metoda wytapianych modeli woskowych.
W odlewnictwie precyzyjnym największe znaczenie przemysłowe ma metoda
wytapianych modeli woskowych lub wypalanych modeli z polistyrenu. Przy zasto-
sowaniu tej metody musi być sporządzony oddzielny model na każdy odlew, przy
czym modele te zostają zniszczone przy wykonywaniu form, przez wytapianie ich
lub wypalanie.
Jako materiał na modele stosuje się wosk, który po wytopieniu zostaje odzyskany
w ilości ok. 80% lub polistyren, który po wypaleniu zostaje całkowicie zniszczony
oraz sole azotowe i rtęć.
Podział formy, a także w wielu przypadkach konieczność stosowania rdzeni dla od-
twarzania kształtów zewnętrznych, uniemożliwia przy formowaniu normalnym,
w piasku, uzyskanie wysokiej dokładności wymiarowej odlewów. Przy odlewaniu
precyzyjnym zarówno model jak i forma są nie dzielone, co usuwa zupełnie możli-
wość powstania niedokładności wymiarów, wskutek podziału formy.
Wykonywanie matryc modeli wytapianych.
Do wykonania modelu potrzebna jest matryca, która jest dzieloną formą metalową.
Dokładność wykonania matrycy ma decydujący wpływ na dokładność modelu,
a następnie samego odlewu.
Wykonanie matrycy stanowi poważny problem technologiczny. Istnieją zasadniczo
dwa sposoby wykonywania matryc do modeli wytapianych:
− za pomocą obróbki mechanicznej,
− przez odlewanie.
Wybór sposobu wykonania matrycy zależy od wielkości serii odlewów, stopnia
skomplikowania kształtów odlewu i stopnia jego dokładności.
Matryce wykonywane za pomocą obróbki mechanicznej są dużo droższe, dlatego
też, o ile względy techniczne pozwalają na to, dąży się do ich odlewania.
Przy wykonywaniu matrycy z łatwotopliwych stopów, mającej służyć do formowa-
nia modelu woskowego, sporządza się najpierw wzorzec-prototyp przyszłego odle-
wu (tzw. model-matka), różniący się od niego wielkością podwójnego skurczu
(skurczu masy woskowej i skurczu zalewanego metalu).
Przy obliczaniu wymiarów wzorca (modelu-matki) należy uwzględnić zarówno
wielkości skurczu, jak i wielkość rozszerzalności formy, a mianowicie od sumy
skurczu masy woskowej i materiału odlewu, odejmujemy wartość rozszerzalności
formy przy wiązaniu i przy nagrzewaniu. Otrzymana różnica stanowi wielkość skur-
czu dodawanego do wymiarów wzorca.
Wzorzec wykonuje się zazwyczaj przy pomocy obróbki mechanicznej.
W wyjątkowych przypadkach, przy szczególnie skomplikowanych wzorcach, zaleca
się wstępne wykonanie wzorca z drewna, a następnie z tego wzorca sporządza się
tzw. formę klejową.
W formie klejowej odlewa się model woskowy, a według niego wykonuje się wzo-
rzec z łatwo topliwego metalu. Wzorzec ten obrabia się na ostateczne wymiary, po
czym czynność powtarza się na nowo: wykonanie formy klejowej, modelu wosko-
wego i odlanie ostatecznego wzorca (modelu-matki) ze stali. Model ten służy dopie-
ro do wykonania matrycy.

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
4.7. 2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do zaplanowania prze-
biegu ćwiczeń i ich wykonania.
1. Jakie są główne zasady odlewania odśrodkowego ?
2. Jaki wpływ na formę ma odlewanie do form wirujących?
3. Jaki wpływ na formę ma odlewanie do form nieruchomych?
4. Co wpływa na dobór form do odlewania odśrodkowego ?
5. Jakie są cechy odlewania pod ciśnieniem ?
6. Co wpływa na wybór odpowiedniego typu maszyny odlewniczej ?
7. Jak nazywają się mechanizmy służące do wyjmowania odlewów wykonanych pod ci-
śnieniem?
8. W jaki sposób wywierane jest ciśnienie służące do wpychania ciekłego metalu do formy?
9. W jaki sposób wykonuje się matryce do wykonywania modeli woskowych?
10. Jaki napęd tłoka mają maszyny z zimną komorą ciśnienia ?
11. Z jakich materiałów wykonuje się formy do odlewania pod ciśnieniem?
4.7.3. Ćwiczenie
Do przygotowanych schematów form do odlewania metodami specjalnym przyporządkuj
nazwy metody i omów sposoby odlewania tymi metodami.
Sposób
wykonania
ćwiczenia:
Aby
wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z podstawowymi zasadami odlewania odśrodkowego,
3) zapoznać się z podstawowymi zasadami odlewania pod ciśnieniem,
4) zapoznać się z podstawowymi materiałami na formy do odlewania pod ciśnieniem,
5) zapoznać się z podstawowymi zasadami odlewania metodą wytapianych modeli,
6) napisać na kartkach samoprzylepnych nazwy metod odlewania,
7) przykleić kartki w odpowiednich miejscach planszy,
8) zaprezentować efekty swojej pracy,
9) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska:
− plansze ze schematami form do odlewania metodami specjalnymi
− literatura fachowa,
− kartki samoprzylepne,
− ołówek,
− gumka.
4.7.4. Sprawdzian postępów
Czy potrafisz:
tak nie
1) wymienić główne zasady odlewania odśrodkowego ?
2) wymienić cechy odlewania odśrodkowego ?
3) ustalić co wpływa na wybór odpowiedniego typu maszyny od-
lewniczej ?
4) określić materiały na formy do odlewania pod ciśnieniem?
5) określić sposoby wywierania nacisku na metal przy odlewaniu
ciśnieniowym?
6) podać rodzaje podziału formy przy odlewaniu ciśnieniowym?
7) wymienić metody odlewania precyzyjnego ?
8) uzasadnić kryteria doboru przyjmowane dla materiałów na formy
do odlewania pod ciśnieniem?

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 23 pytania o różnym stopniu trudności. Są to pytania wielokrotnego wybo-
ru. Dla każdego pytania są podane cztery odpowiedzi a), b), c), d). Tylko jedna odpo-
wiedź jest poprawna.
5. Za każdą poprawną odpowiedź możesz otrzymać 1 punkt. Za błędną odpowiedź lub jej
brak otrzymujesz 0 punktów.
6. Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X ( w przypadku pomyłki błędną odpowiedź zaznacz kółkiem, a następnie ponow-
nie zakreśl odpowiedź prawidłową).
7. Test składa się z dwóch części o różnym stopniu trudności: I część - poziom podstawo-
wy, II część – poziom ponadpodstawowy.
8. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
9. Kiedy udzielenie odpowiedzi będzie ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego gdy zostanie ci czas wolny.
10. Po rozwiązaniu testu sprawdź, czy zaznaczyłeś wszystkie odpowiedzi na KARCIE
ODPOWIEDZI.
11. Na rozwiązanie testu masz 60 minut.
Powodzenia
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
ZESTAW ZADAŃ TESTOWYCH
I część
1. Model odlewniczy odtwarza
a) kształt odlewu.
b) kształt rdzenia.
c) kształt skrzynki formierskiej.
d) kształt rdzennicy.
2. Model, który pozostaje w formie podczas zalewania jej metalem jest wykonany z
a) metalu.
b) styropianu.
c) drewna.
d) gipsu.
3. Rysunek uproszczony modelu wykonuje się w przypadku produkcji
a) średnioseryjnej.
b) jednostkowej.
c) seryjnej i masowej.
d) wielkoseryjnej i masowej.
4. Wielkość naddatku na obróbkę ustala się
a) na oko.
b) na podstawie wymiarów odlewu w cm.
c) na podstawie wymiarów odlewu w mm.
d) na oko, a wymiary podaje się w cm.
5. Rdzennica z pancerzem stosowana jest do wykonywania rdzeni
a) prostych.
b) złożonych.
c) mających górną i dolną powierzchnię płaską.
d) małych.
6. Do szczegółów konstrukcyjnych modeli i rdzennic zaliczamy
a) żebra i piasty.
b) żebra i wały.
c) piasty i wały.
d) wały i łożyska.
7. Łączenie elementów modeli drewnianych odbywa się przy pomocy
a) spawania.
b) zgrzewania.
c) klejenia.
d) lutowania.

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
8. Wykończanie modeli ma na celu
a) ulepszenie powierzchni roboczych.
b) poprawę właściwości chemicznych.
c) ulepszenie sposobu połączenia.
d) poprawę właściwości mechanicznych.
9. Korki odpowietrzające wykonuje się:
a) ze stali.
b) z żeliwa.
c) z mosiądzu.
d) z brązu.
10. Metoda warstwowania (laminowania) stosowana jest do wykonywania omodelowania
a) ceramicznego.
b) metalowego.
c) z tworzyw sztucznych.
d) gumowego.
11. Sposób łączenia modeli z płytą uniwersalną to
a) łączenie odejmowane.
b) łączenie dodawane.
c) łączenie ruchowe.
d) łączenie spoczynkowe.
12. Do kontroli wymiarów rdzeni używa się
a) suwmiarek.
b) mikrometrów.
c) liniału kreskowego.
d) sprawdzianów.
13. Pochylenia odlewnicze wykonuje się w celu
a) ułatwienia wyjmowania modelu z formy.
b) poprawy estetyki modelu.
c) polepszenia właściwości fizycznych modelu.
d) polepszenia właściwości wytrzymałościowych modelu.
14. Użebrowanie skrzynki formierskiej służy do
a) ułatwienia składania formy.
b) ułatwienia wyjmowania modelu.
c) ułatwienia utrzymania masy w skrzynce.
d) ułatwienia zalewania formy.
15. Skurcz odlewniczy polega na
a) zmniejszaniu wymiarów modelu.
b) zmniejszaniu wymiarów formy.
c) zmniejszaniu wymiarów rdzenia.
d) zmniejszaniu wymiarów odlewu.

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
16. Znaki rdzeniowe służą do
a) zamocowania rdzenia w formie.
b) ustawienia rdzenia w formie.
c) odtworzenia w formie gniazda rdzennika.
d) odtworzenia w formie wewnętrznych kształtów odlewu.
17. Do odlewania metodami specjalnymi zaliczamy
a) odlewanie odśrodkowe.
b) odlewanie kokilowe.
c) odlewanie w formach piaskowych.
d) odlewanie grawitacyjne.
II część
18. Model z częściami odejmowanymi wykonuje się, gdy
a) części wystające mogą utrudnić wyjęcie modelu z formy.
b) model jest za ciężki.
c) model ma skomplikowane kształty.
d) model jest za duży.
19. Promienie i zaokrąglenia stosuje się w celu
a) uniknięcia wad odlewniczych przy ostrych krawędziach.
b) ułatwienia wyjmowania modelu z formy.
c) ułatwienia zalewania formy.
d) polepszenia estetyki odlewu.
20. Łączenie drewna na zamek stosujemy podczas
a) łączenia drewna na długość.
b) łączenia drewna pod kątem.
c) łączenia drewna na szerokość.
d) łączenia drewna klejem.
21. Żakiety służą do
a) formowania w gruncie.
b) formowania w skrzynce formierskiej.
c) wzmacniania skrzynek formierskich.
d) ochrony form bezskrzynkowych podczas zalewania.
22. Płyty rewersyjne to inaczej płyty
a) małe.
b) duże.
c) odwrócone.
d) ukośne.
23. Do sprawdzania prawidłowości położenia rdzeni w formie służą
a) rdzenniki.
b) sprawdziany specjalne.
c) liniały krawędziowe.
d) znaki rdzeniowe.
,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Projektowanie elementów zespołu modelowego
Zakreśl poprawną odpowiedź.
Numer
pytania
Odpowiedź Punktacja
1.
a b c d
2.
a b c d
3.
a b c d
4.
a b c d
5.
a b c d
6.
a b c d
7.
a b c d
8.
a b c d
9.
a b c d
10.
a b c d
11.
a b c d
12.
a b c d
13.
a b c d
14.
a b c d
15.
a b c d
16.
a b c d
17.
a b c d
18.
a b c d
19.
a b c d
20.
a b c d
21.
a b c d
22.
a b c d
23.
a b c d
Razem

,,Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
6. LITERATURA
1. Błaszkowski K.: Technologia i mechanizacja odlewnictwa. WSiP, Warszawa 1992.
2. Data L.: Technologia odlewnictwa. Cz.1. WSiP, Warszawa 1975.
3. Chudzikiewicz R.: Mechanizacja odlewni. WN-T, Warszawa 1974.
4. Falęcki Z.: Podstawy formowania z modeli odlewniczych. Wyd. AGH, Kraków 1994.
5. Górecki A.: Technologia ogólna. WSiP, Warszawa 1996.
6. Piwoński T.: Poradnik modelarza, formierza i rdzeniarza. WN-T, Warszawa 1967.
7. Reymer B (red): Poradnik inżyniera: Odlewnictwo. Cz1 i 2. WN-T, Warszawa 1986.
8. Reszel E.: Modelarstwo. WSiP, Warszawa 1984.
9. Ziemkiewicz J.: Technologia odlewnictwa. PWSZ, Warszawa 1970.
Wyszukiwarka
Podobne podstrony:
modelarz odlewniczy 722[01] z1 04 n
modelarz odlewniczy 722[01] z1 02 u
modelarz odlewniczy 722[01] z1 03 n
modelarz odlewniczy 722[01] o1 04 u
modelarz odlewniczy 722[01] z1 03 u
modelarz odlewniczy 722[01] o1 04 n
modelarz odlewniczy 722[01] z1 02 n
modelarz odlewniczy 722[01] o1 06 n
modelarz odlewniczy 722[01] o1 01 u
modelarz odlewniczy 722[01] o1 03 u
modelarz odlewniczy 722[01] o1 05 u
modelarz odlewniczy 722[01] o1 06 u
modelarz odlewniczy 722[01] o1 01 n
modelarz odlewniczy 722[01] o1 02 u
modelarz odlewniczy 722[01] o1 03 n
modelarz odlewniczy 722[01] o1 02 n
modelarz odlewniczy 722[01] o1 06 n
modelarz odlewniczy 722[01] o1 01 u
więcej podobnych podstron