POLITECHNIKA
KOSZALIŃSKA
KATEDRA
INŻYNIERII
MATERIAŁOWEJ
Materiały pomocnicze do ćwiczeń laboratoryjnych z tematyki
- wyładowania elektryczne w gazach rozrzedzonych
- budowa i zasada działania magnetronu DC
- wybrane właściwości powłok uzyskiwanych metodą PVD
Opracował dr Kazimierz Reszka,
z udziałem Patryka Śmigielskiego
Koszalin 2004

Spis treści
I. Wyładowania elektryczne w gazach rozrzedzonych
1.1 Wstęp do teorii wyładowań
1.1.1 Pojęcie energii wzbudzania i energii jonizacji
1.1.2 Sposoby jonizacji
1.1.3 Pojęcie przekroju czynnego i długości drogi swobodnej
1.2 Mechanizm wyładowań
1.3 Wyładowania anormalne w technice magnetronowej
II. Magnetrony
DC
2.1 Emisja elektronu z metalu, rodzaje emisji
2.2 Oddziaływanie pola elektrycznego i magnetycznego na ładunek
elektryczny (elektron)
2.3 Budowa magnetronu i mechanizm rozpylania magnetronowego
2.4 Mody pracy magnetronu
2.5 Warunki pracy magnetronu (stabilne, niestabilne)
2.6 Typy i układy magnetronów
III. Wybrane właściwości powłok uzyskiwanych metodą PVD
3.1 Rodzaje powłok
3.2 Modele osadzania powłok
3.3 Przygotowanie podłoża pod powłoki
3.4 Właściwości eksploatacyjne powłok osadzanych metodami PVD
3.4.1 Ogólna charakterystyka
3.4.2 Właściwości dekoracyjne
3.4.3 Właściwości tribologiczne
3.4.4 Właściwości antykorozyjne
3.4.5 Właściwości optyczne i elektryczne
IV. Dodatek do ćwiczeń laboratoryjnych
4.1 Budowa i zasada działania stanowiska do badań z zakresu
wyładowań elektrycznych
4.2 Budowa i zasada działania stanowiska do badań z zakresu
rozpylania magnetronowego PVD
1.1 Wstęp do teorii wyładowań
1.1.1 Pojęcie energii wzbudzania i energii jonizacji
Wyładowania elektryczne możliwe są dzięki procesom wzbudzania
i jonizacji atomów cząsteczek. Wzbudzanie atomu polega na zmianie poziomów
energetycznych elektronów przez dostarczenie obojętnej cząsteczce kwantu
energii.
2
2
ν
⋅
= h
E
1
1
ν
⋅
= h
E
E
1
- kwant energii wzbudzania
E
2
– kwant energii wypromieniowanej
h – stała Plancka
ν
i
– częstotliwość fali
Energia wzbudzania jest najmniejszą energią potrzebną do zainicjowania
przejścia elektronu z jednego stanu energetycznego w drugi
1
2
E
E
E
w
−
=
Energii tej odpowiada napięcie wzbudzania
Odwrotność częstotliwości promieniowania związanego z przejściem elektronu
jest miarą długości fali.
e
E
U
w
w
=
1
−
=
i
i
f
ν
Promieniowanie widzialne zawiera się w przedziale długości fal
(
)
o
A
f
8000
4
÷
∈
gdzie dolna granica odpowiada promieniowaniu widzialnemu o kolorze
czerwonym, natomiast górna promieniowaniu widzialnemu o kolorze
niebieskim.
2
2
ν
⋅
= h
E
1
1
ν
⋅
= h
E
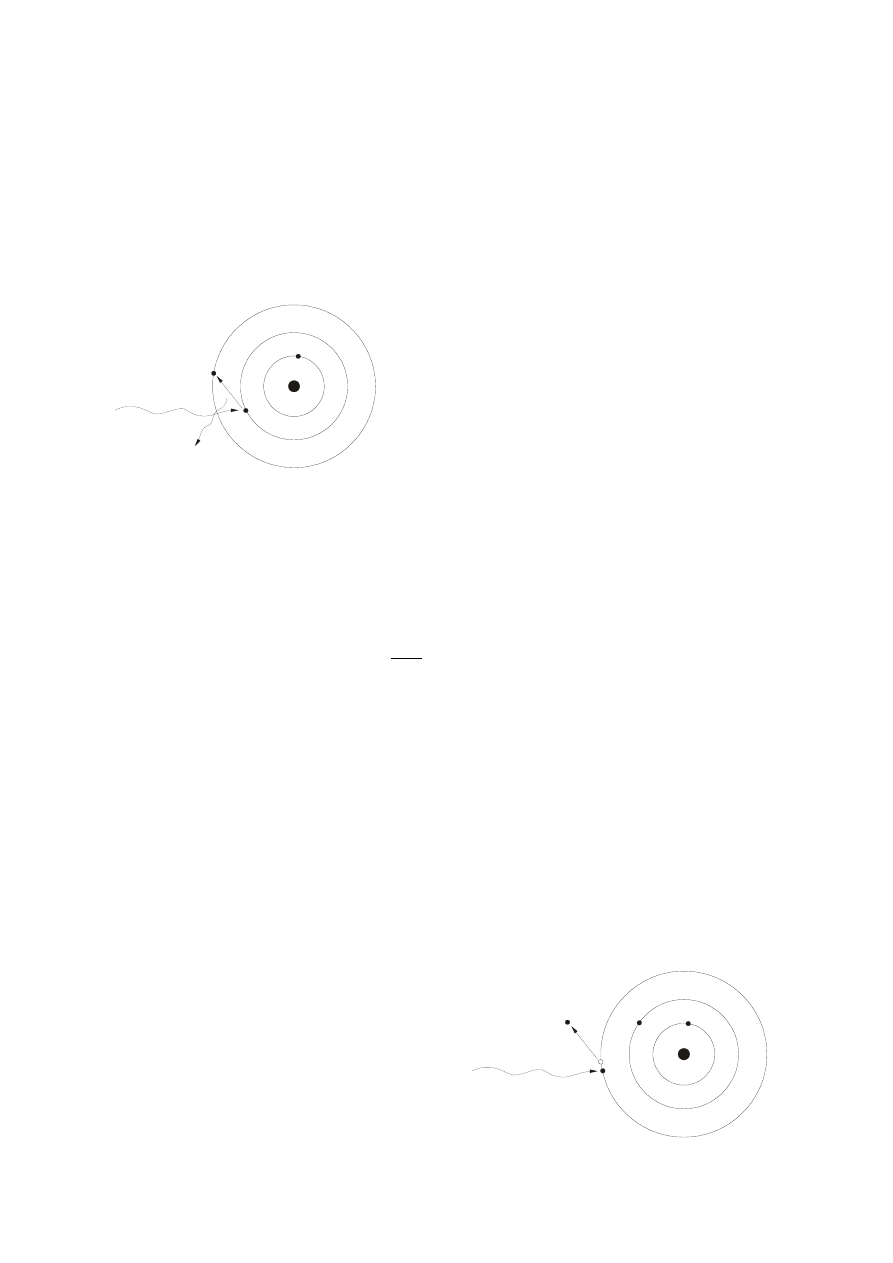
Jonizacja cząsteczki związana jest z
wybiciem elektronu obojętnej cząsteczki
w wyniku wzajemnych zderzeń
cząsteczek. Dzięki jonizacji zwiększa się
ilość nośników ładunku, co sprzyja
wyładowaniu. Najmniejsza energia
potrzebna do wybicia elektronu,

podobnie jak w przypadku energii wzbudzania, definiowana jest różnicą
poziomów energetycznych E
2
i E
1
. Napięcie jonizacji U
j
jest z kolei stosunkiem
energii jonizacji E
j
do ładunku e
e
Ej
U
j
=
1.1.Sposoby jonizacji
Na ogół gazy są izolatorami, gdyż wynika to z ich obojętnych elektrycznie
cząsteczek. Przewodnictwo elektryczne w gazie może zaistnieć tylko wtedy,
gdy pewna część cząsteczek uległa jonizacji. Pod wpływem zewnętrznego pola
elektrycznego swobodne ładunki zaczną się przemieszczać, tj. nastąpi przepływ
prądu. Jonizacja gazu wymaga dostarczenia cząsteczkom energii w postaci
energii kinetycznej (podczas ich zderzeń) lub w postaci odpowiedniego
promieniowania.
Czynnikami umożliwiającymi jonizację są:
Wysoka temperatura
Wzrost temperatury powoduje wzrost energii kinetycznej cząsteczek, co
zwiększa prawdopodobieństwo zderzeń a tym samym jonizacji.
Promieniowanie jonizujące( rentgenowskie, nadfioletowe lub jądrowe)
Przykładem może być promieniowanie nadfioletowe i rentgenowskie Słońca,
powodujące tworzenie się warstwy przewodzącej (jonosfery), sprzyjającej
rozchodzeniu się fal radiowych.
Warto też wiedzieć, że promieniowanie nadfioletowe, wyemitowane podczas
wyładowania atmosferycznego i pochłonięte przez ośrodek, wpływa na dalszą
jonizację i dalsze rozprzestrzenianie się wyładowania.
Duże natężenie pola elektrycznego
Duże natężenie pola elektrycznego rozpędza jony i elektrony do tak wielkiej
prędkości, że w czasie zderzeń z obojętnymi cząsteczkami gazu te ostatnie
ulegają dalszej jonizacji. Dzięki temu liczba jonów może się lawinowo
zwiększyć, nawet jeśli początkowo było ich niewiele. Taki mechanizm
wyładowania odgrywa szczególnie ważną rolę w niskich ciśnieniach, gdyż
wtedy zderzenia jonów i cząsteczek są rzadsze, a więc długość drogi swobodnej
jest większa.
1.1.3 Pojęcie przekroju czynnego i długości drogi swobodnej
Również decydującym czynnikiem sprzyjającym wyładowaniu jest ciśnienie
gazu, gdyż właśnie od jego koncentracji zależy swobodny przepływ ładunku.
Miarą koncentracji gazu jest długość drogi swobodnej
λ
s
, zależna od ciśnienia
gazu oraz energii kinetycznej jego cząsteczek.
p
d
v
m
s
⋅
⋅
⋅
⋅
=
2
0
2
2
3
π
λ
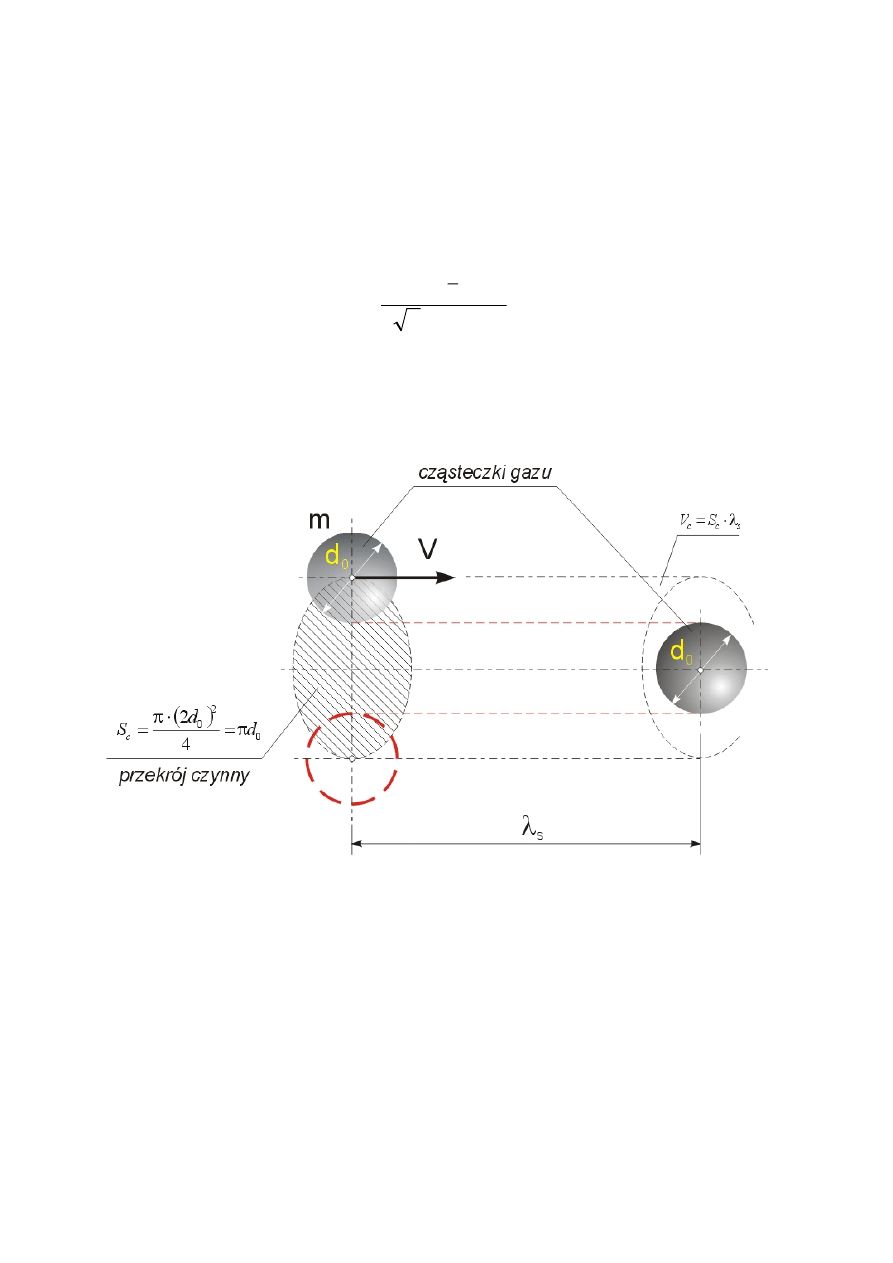
Do analizy procesu jonizacji wprowadzono pojęcie przekroju czynnego S
c
.
Przekrój ten jest miarą efektywnej powierzchni tarczy na zajście procesu
jonizacji.
Rys. 1. Model przekroju czynnego zderzenia dwóch jednakowych cząsteczek
gazu
Wielkość przekroju czynnego zależy od takich czynników jak położenie
energetyczne jonizowanego poziomu, wielkość oddziaływania czy prędkość
wzajemna poruszających się cząstek. Przekrój czynny na jonizację ma dosyć
złożoną zależność od energii kinetycznej cząstek. W przypadku, gdy jonizowana
cząstka spoczywa, przekrój czynny na jonizację będzie niezerowy dopiero, gdy
energia kinetyczna jonizującego elektronu będzie większa od energii jonizacji
Przekrój czynny osiąga maksimum przy energiach rzędu 2-3 energii jonizacji
i następnie wolno spada aż do osiągnięcia stałej wartości.
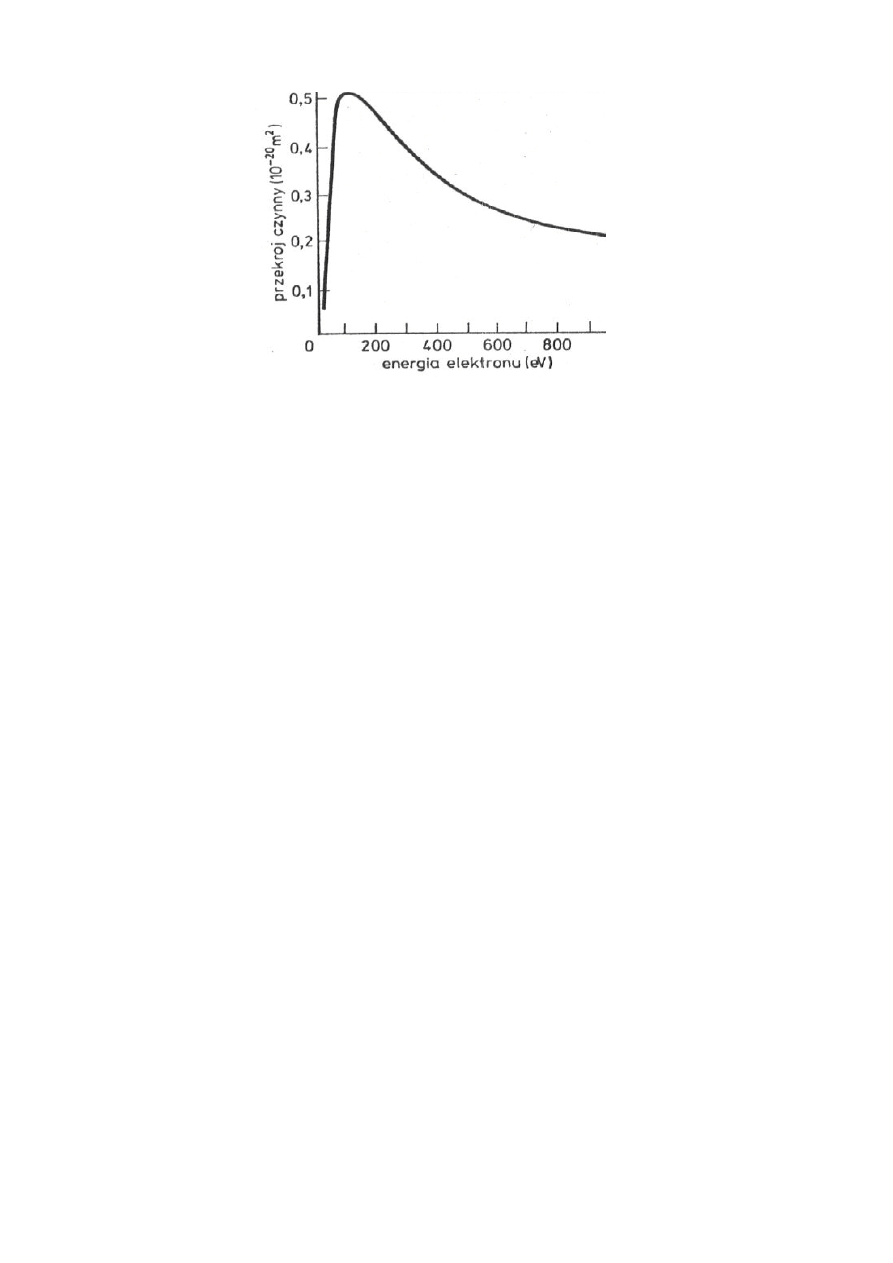
Rys.2. Zależność przekroju czynnego na jonizację w zależności od energii
elektronu
Prawdopodobieństwo jonizacji cząstki w zderzeniu z elektronem zależy od
wielu czynników, takich jak na przykład prędkość cząstek czy energia jonizacji.
Jeżeli energia przekazana w zderzeniu będzie mniejsza od energii jonizacji to
jonizacja nie zaistnieje. Energie jonizacji zostały przedstawione poniżej dla
kilku wybranych cząsteczek
Cząsteczka
Energia jonizacji [eV]
H
2
O 12.6
CO
2
14.4
C
6
H
6
9.6
N
2
15.5
O
2
12.5
Tab.1 Energie jonizacji jednokrotnej
dla przykładowych gazów
W rzeczywistości bardzo rzadko możemy mówić o fizycznym uderzeniu
jednego elektronu w drugi. Oddziaływanie tych cząstek ma naturę
elektromagnetyczną. Wielkość przekazanej energii będzie zależała od parametru
zderzenia. Im większy parametr zderzenia tym mniejsza będzie wielkość energii
przekazanej w "zderzeniu". Możemy w związku z tym określić pewną graniczną
wartość parametru zderzeniu powyżej którego przekaz energii jest
niewystarczający na oderwanie elektronu. Wartość granicznego parametru
zderzenia, a tym samym objętość V
c
aktywnego obszaru jonizacji będzie rosła z
pierwotną energią elektronu powodującego jonizację. Temu zjawisku
zawdzięczamy wzrost prawdopodobieństwa jonizacji ze wzrostem energii
pocisku. Jednak wielkość przekazanej energii będzie zależała nie tylko od
parametru zderzenia, lecz również i od czasu oddziaływania cząstek. Jeżeli ten
czas będzie zbyt krótki, to pomimo posiadania przez cząstkę wystarczającej
energii kinetycznej proces jonizacji nie zajdzie. Powyższe ograniczenie
powoduje, że po przekroczeniu pewnej wartości energii kinetycznej pocisku,
prawdopodobieństwo jonizacji zaczyna spadać.
1.2 Mechanizm wyładowań elektrycznych
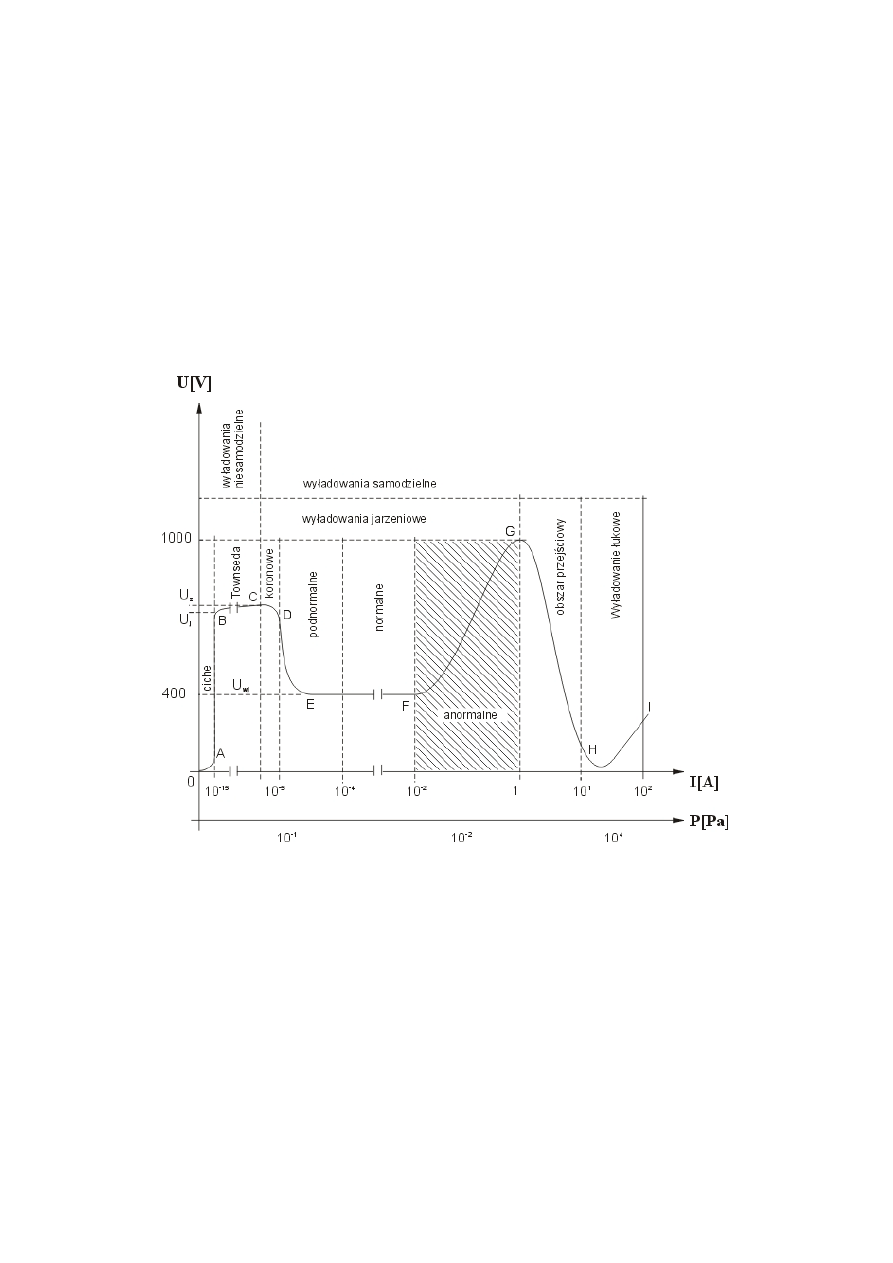
Mechanizm wyładowań elektrycznych opisuje charakterystyka
prądowo-napięciowa.
Rys.3. Charakterystyka prądowo-napięciowa wyładowania elektrycznego w
gazie rozrzedzonym
W każdym gazie znajduje się określona liczba nośników wynikających
z oddziaływania promieniowania kosmicznego. Dzięki temu już przy
niewielkiej różnicy potencjałów przyłożonej do zacisków anody A i katody K,
popłynie niewielki prąd rzędu 10
-15
A. Niewielki wzrost napięcia na katodzie nie
wywołuje wzrostu natężenia przepływu nośników (A-B strefa wyładowania
cichego).
Istnieje pewna wartość napięcia, w której zaczyna się proces jonizacji gazu.
Przyłożona różnica potencjałów sprawia, że energia zderzeń jest większa od
energii jonizacji (warunek zaistnienia procesu jonizacji)
e
Ej
U
j
=
Przy tym napięciu następuje przyrost prądu spowodowany przyrostem nośników
ładunku w wyniku jonizacji (B-C). Ten przedział prądowy odpowiada
wyładowaniom niesamodzielnym (Townseda), tzn. że obniżenie napięcia
zasilającego spowoduje przejście do strefy cichego wyładowania (A-B).
Od momentu jonizacji, niewielki przyrost napięcia zasilającego powoduje
zainicjowanie wyładowania jarzeniowego podnormalnego (przejście w obszar
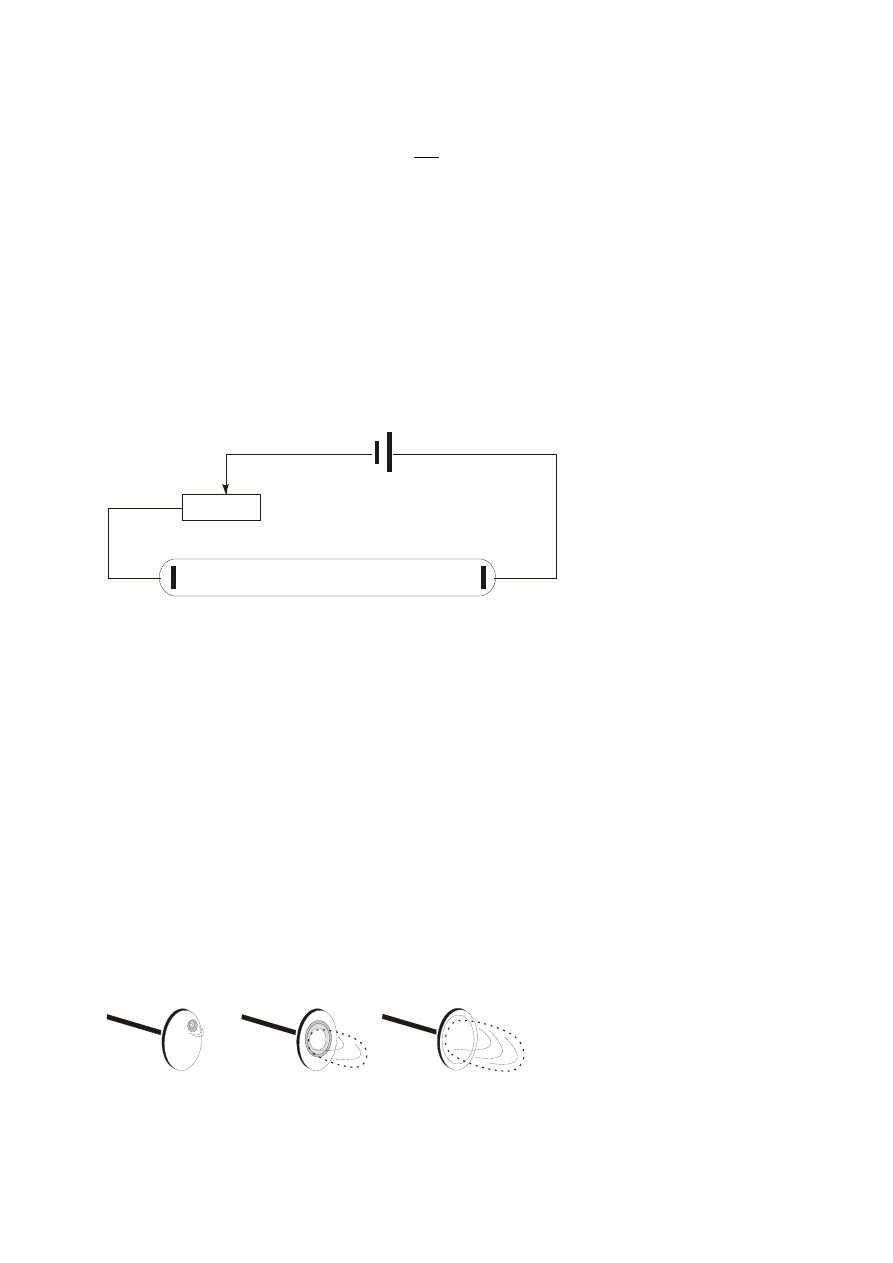
wyładowań samodzielnych). Jeżeli w układzie zasilającym obecny będzie
opornik R o rezystancji powyżej 1M
Ω,
lampa wyładowcza
R
+
-
Rys.4. Schemat układu
lampy wyładowczej
to między wyładowaniem Townseda a jarzeniowym wystąpi jeszcze
wyładowanie koronowe o łagodnej charakterystyce (C-D). Ten obszar ma
decydujące znaczenie w działaniu licznika Geigera-Mullera. Silne zewnętrzne
promieniowanie przechodząc przez lampę wyładowczą jest w stanie uzupełnić
ilość nośników (przez oddziaływanie jonizujące) na tyle, by przejść w obszar
jarzeniowego wyładowania podnormalnego.Nagły spadek potencjału (C-E) to
przejście z wyładowania jarzeniowego podnormalnego w normalne (moment
stabilizacji napięcia jarzeniowego U
wj
)
W tym zakresie następuje rozwinięcie poświaty przykatodowej, tj. rozwinięcie
plamki katodowej aż do pokrycia całej katody (rys.5). Rozwinięciu towarzyszy
silny
K
I
II
III
K
K
Rys.5 Rozrost plamki
katodowej
przyrost nośników ładunków, co objawia się wzrostem prądu wyładowania bez
konieczności zwiększania napięcia zasilającego.
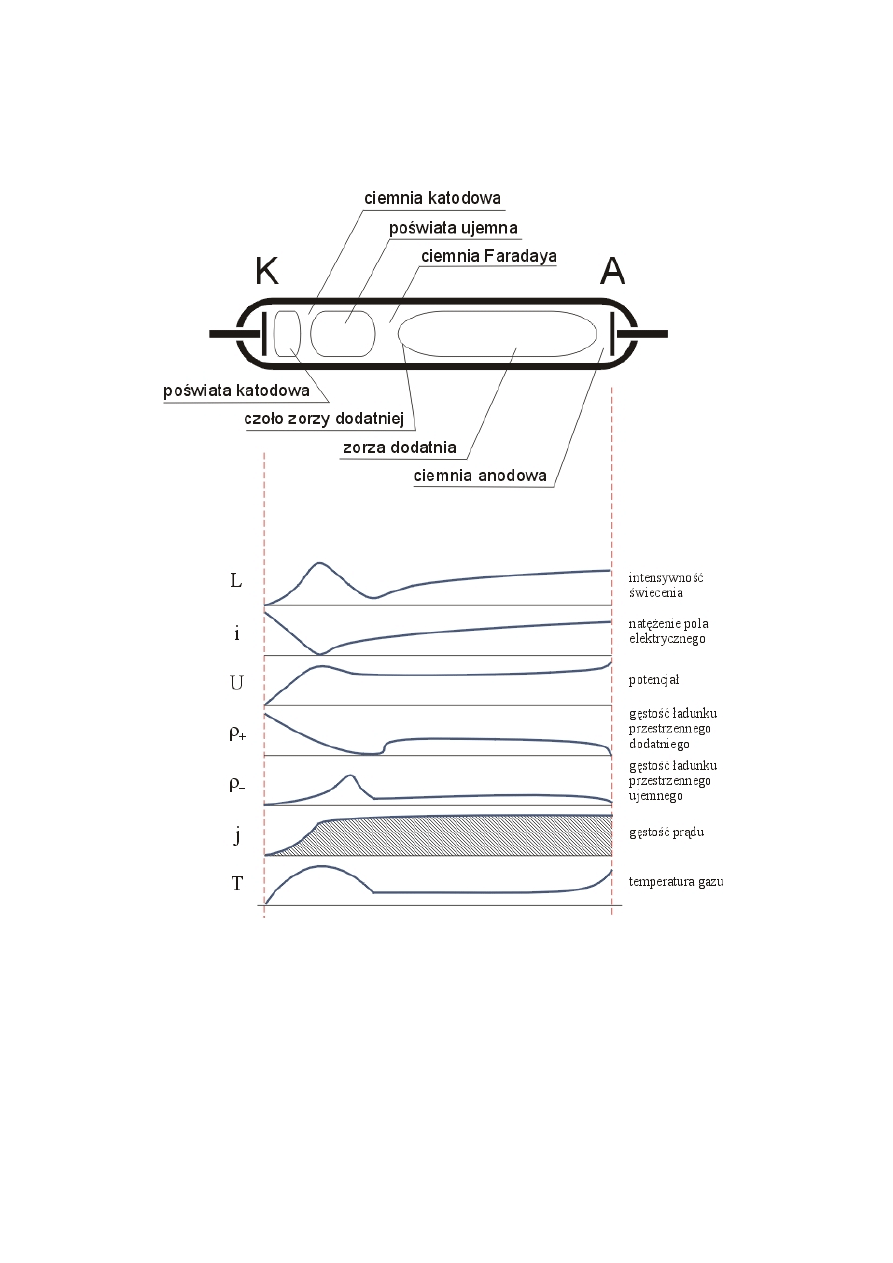
Poniżej (rys.6) przedstawione zostały rozkłady charakterystycznych wielkości w
przestrzeni międzyelektrodowej oraz strefy wyładowania widoczne w lampie
wyładowczej
Rys.6. Rozkład charakterystycznych wielkości wyładowania w przestrzeni
międzyelektrodowej
Dokonując analizy energetycznej gazu w stanie zjonizowanym można
stwierdzić, że ulega on przemianom energetycznym, które wyrażane są przez
moc wydzielaną. Moc ta, bez praktycznego znaczenia, zmienia się od wartości
niskoenergetycznych 10
-3
W (odcinek O-A, przy I=10
-15
A, U=100V) poprzez
średnio energetyczne 1kW (odcinek F-G, przy I=1A, U=1000V) aż po
wysokoenergetyczne 10kW (odcinek H-I, przy I=10A, U=100V).
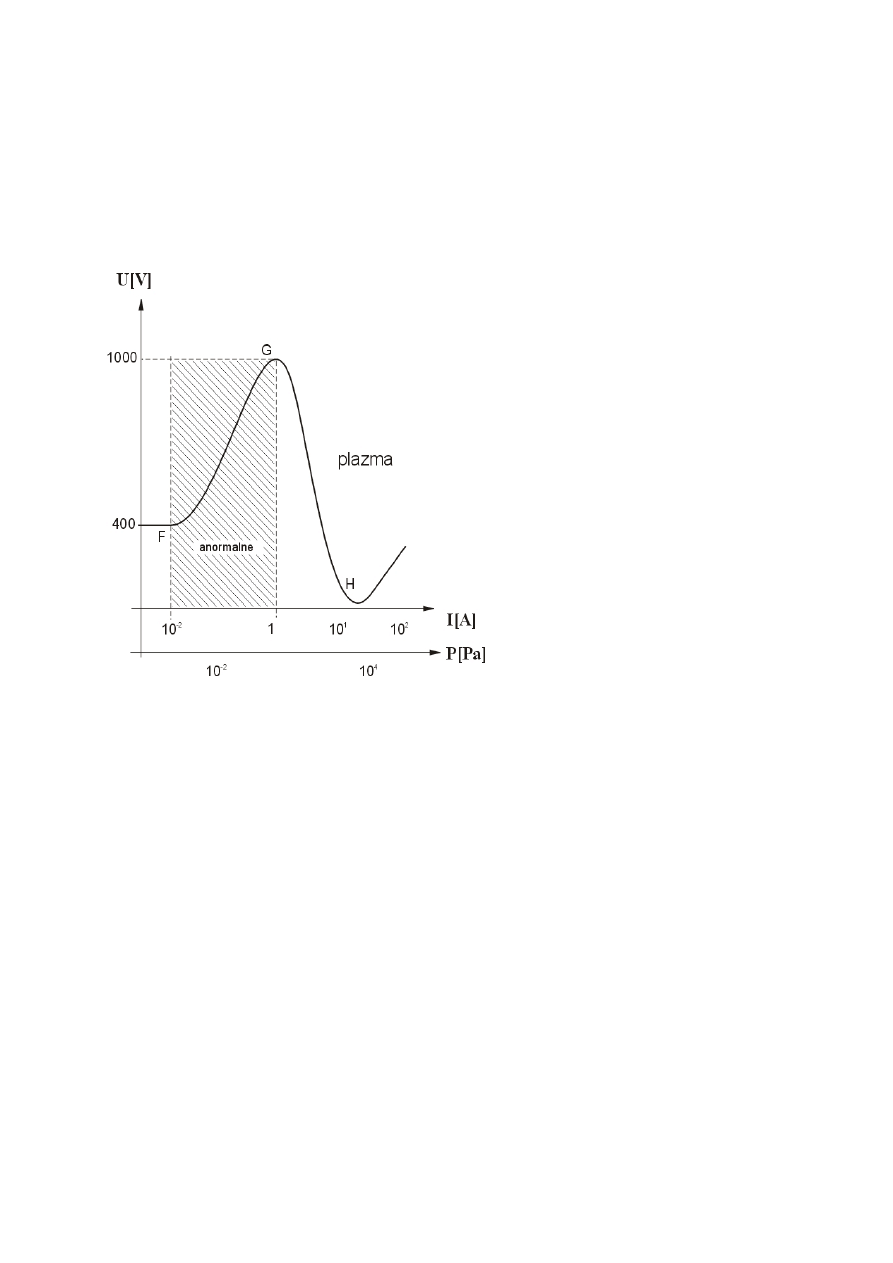
1.3 Wyładowania anormalne w technice magnetronowej
Rys.7. Charakterystyka
prądowo-napięciowa
anomalnego wyładowania
jarzeniowego
Istnieje możliwość zwiększenia natężenia prądu wyładowania przez zwiększenie
ciśnienia gazu (zwiększenie koncentracji) lub napięcia zasilającego.
Przyrost ten zachodzi liniowo a jego zakres zwany jest zakresem wyładowań
anormalnych (F-G). Z uwagi na możliwość precyzyjnego sterowania mocą
wyładowania zakres ten wykorzystuje się w stałoprądowych źródłach
rozpylających typu magnetron. Punkt G wyznacza granicę napięcia i ciśnienia
gazu, w której jego stan energetyczny jest na tyle wysoki by przejść do
samoistnego zapłonu wyładowania łukowego (plazmy). Wskutek spadku
napięcia i wzrostu natężenia prądu wyładowania spada oporność gazu (G-H).
W tym stanie o jonizacji decyduje głównie bardzo wysoka temperatura (joizacja
termiczna), a w mniejszym stopniu potencjał pola elektrycznego (p.H). Jest to
proces spontaniczny. Dalszy przepływ prądu jest możliwy na tyle na ile układ
jest odporny termicznie i zabezpieczony odpowiednim opornikiem (od p.H)
2.1 Emisja elektronu z metalu, rodzaje emisji
Istnieją cztery mechanizmy emisji elektronów z powierzchni metalu:
- termoelektronowa – elektrony emitowane są z ogrzewanej powierzchni
metalu;
- fotoelektronowa – światło padające na metal wybija z jego powierzchni
elektrony;
- wtórna – wysokoenergetyczne cząstki padając na pewne substancje,
uwalniają elektrony z ich powierzchni;
- polowa – silne pole elektryczne wyrywa elektrony z powierzchni metalu.
W każdej temperaturze, wewnątrz metalu, istnieje pewna ilość elektronów,
których energia jest wystarczająca do pokonania bariery potencjału, lecz prąd
wywołany tymi elektronami jest w warunkach normalnych (tj. w temp. T=293K)
bardzo słaby. Prąd o praktycznym znaczeniu występuje w temp. 1000K a nawet
2500K.
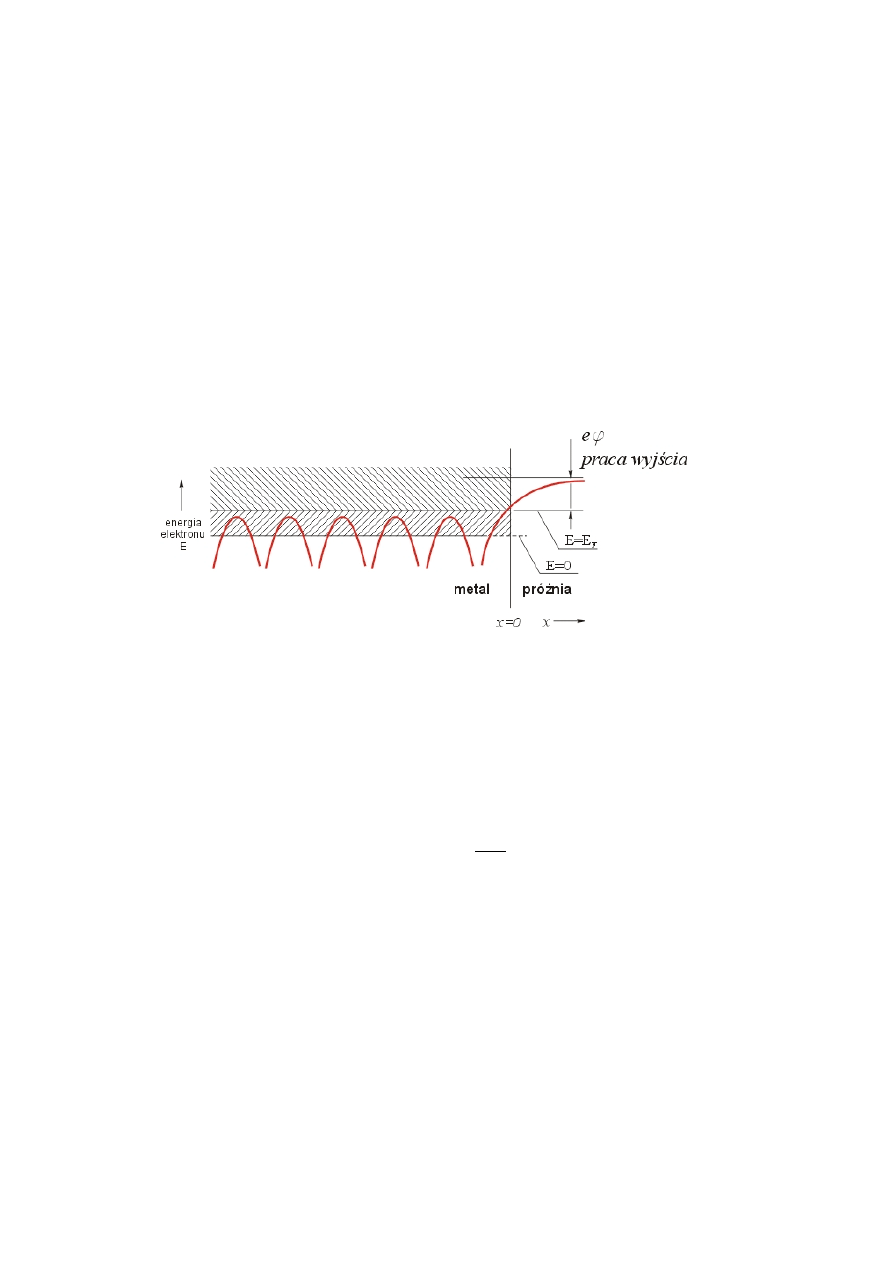
Rys.8. Zmiana potencjału na granicy metal próżnia
Powyższy rysunek przedstawia energię potencjalną elektronu wewnątrz metalu
jako funkcję odległości wzdłuż linii łączącej środki atomów. Linia pionowa
stanowi powierzchnię metalu.
Energia wyjścia elektronu jest równa pracy wyjścia e
ϕ.
Gęstość prądu emisyjnego określana jest równaniem
3
m
n
V
e
J
e
x
⋅
⋅
=
e – elementarny ładunek
V
x
– prędkość elektronu w kierunku x
n – liczba elektronów o p
x
>p
x0
p
x
– składowa pędu elektronu
p
x0
– krytyczna wartość pędu elektronu
m – masa elektronu
ϕ –
potencjał wyjścia
W przypadku emisji fotoelektronowej energia kwantu światła h
ν
, padającego na
powierzchnię metalu, musi być większa od pracy wyjścia elektronu e
ϕ.
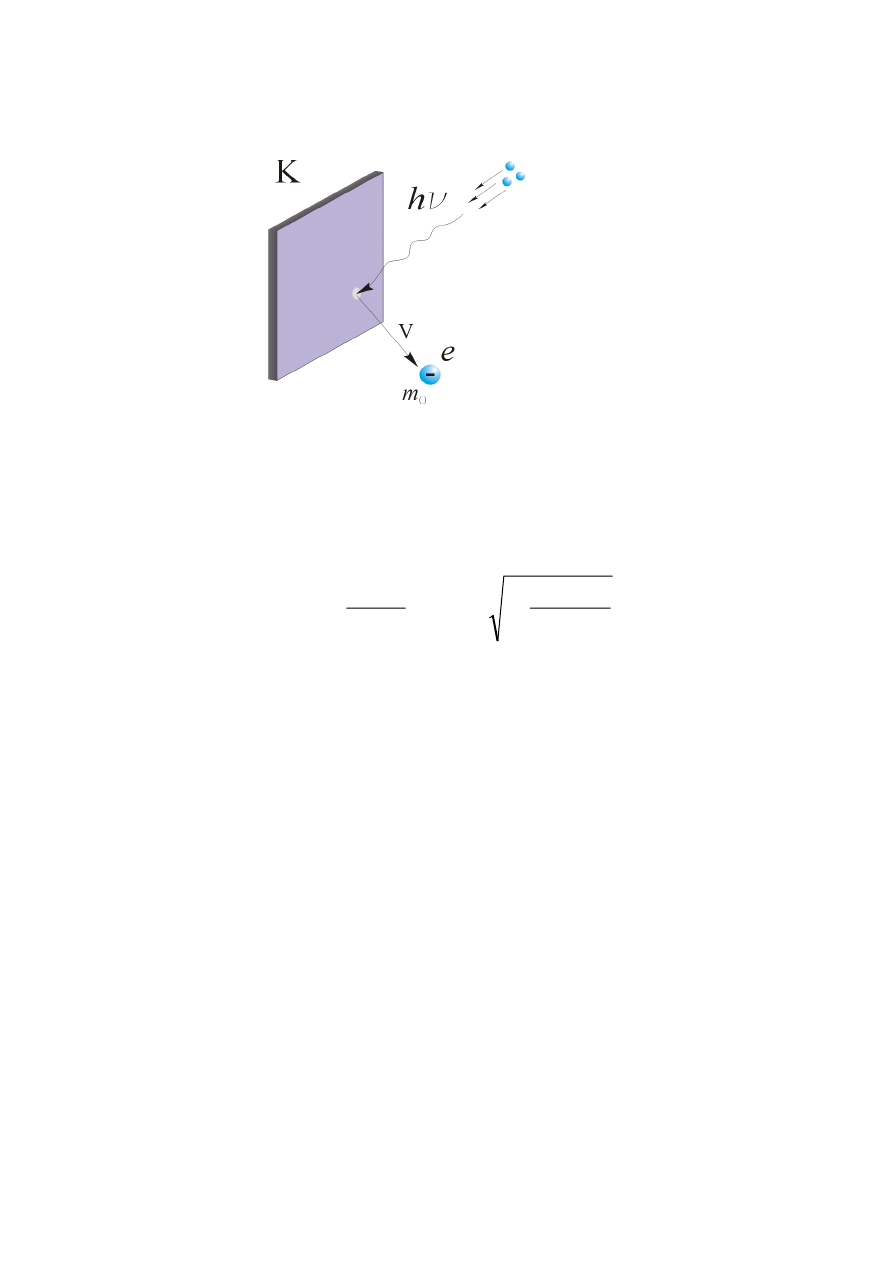
Rys.9. Efekt oddziaływania kwantu energii świetlnej z powierzchnią katody
Prędkość wyrzuconego z powierzchni elektronu można określić z poniższego
przekształcenia
.2 Oddziaływanie pola elektrycznego i magnetycznego na ładunek
0
2
0
2
2
m
e
h
V
V
m
e
h
x
x
ϕ
ν
ϕ
ν
−
⋅
=
⇔
=
−
2
elektryczny
(elektron)
Pole magnetyczne i elektryczne są polami wektorowymi.
W praktyce przyjęły się dwa podstawowe mechanizmy oddziaływania
pola na ładunek elektryczny i są to:
- odchylanie toru wiązki ładunku w określonym kierunku (w polu
magnetycznym);
-
ązki ładunku elektrycznego (w polu elektrycznym)
echanizm oddziaływania obu pól w układzie doskonale tłumaczy zasada
a. działania pól na wiązkę ładunków dodatnich
przyspieszanie
wi
M
działania spektrometru masowego. Poniżej zostały przedstawione schematy
opisujące pracę spektrometru w przypadku:
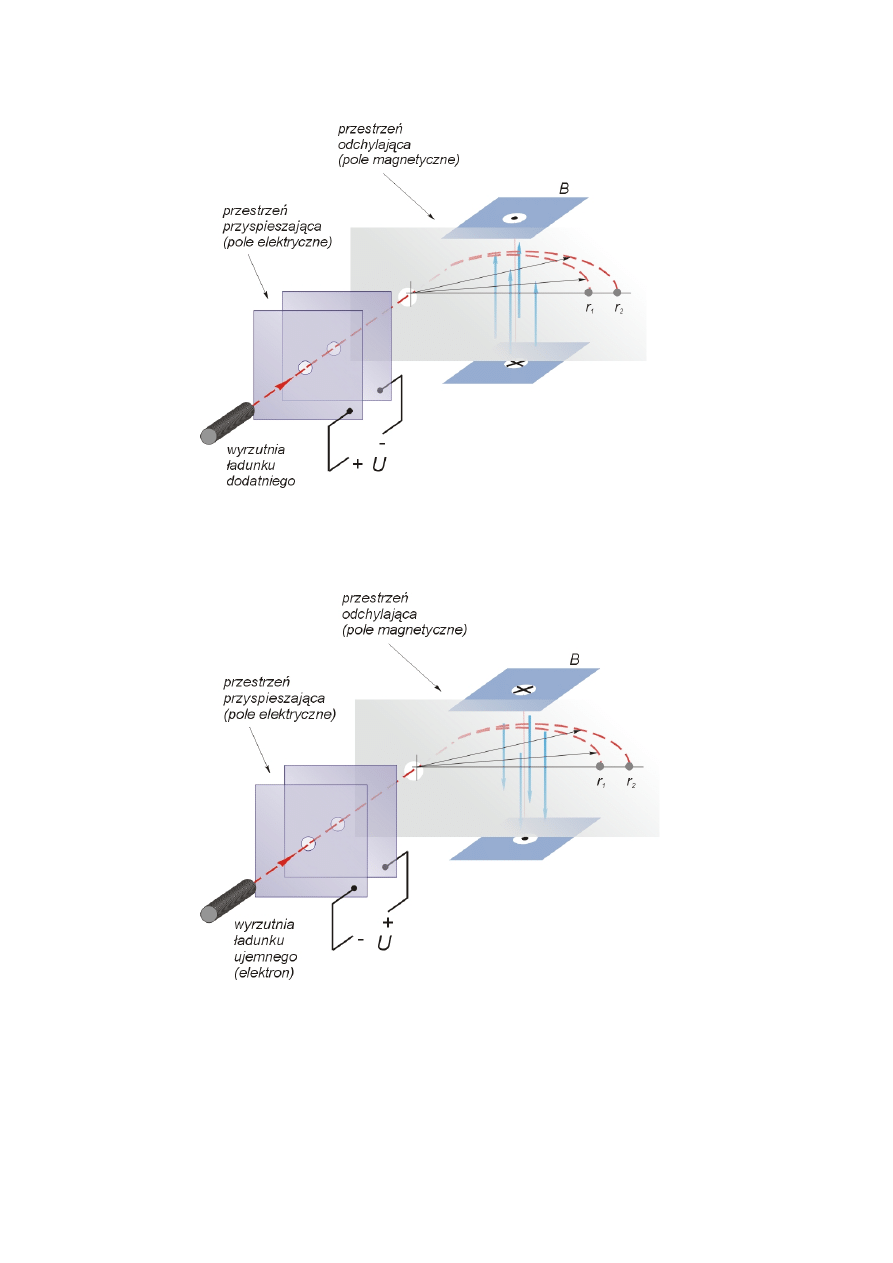
b. działania pól na wiązkę ładunków ujemnych (elektron)
Rys.10. Oddziaływanie pola magnetycznego na tor lotu ładunku dodatniego i
ujemnego
Wiązka ładunku trafiając do przestrzeni przyspieszającej doznaje
eU
V
m
eU
V
m
2
2
1
2
0
2
0
=
⇔
=
przyspieszenia. Energia kinetyczna elektronu określana jest zależnością
Jak widać energia kinetyczna elektronu zależna jest od różnicy potencjałów
przyłożonej do okładzin kondensatora płaskiego.
Siła F z jaką pole magnetyczne odchyla wiązkę elektronów jest iloczynem
elementarnego ładunku e, indukcji magnetycznej B oraz prędkości wejścia
elektronu V
Dla
B
r
i
V
r
wzajemnie prostopadłych, po przekształceniu powyższych zależności
otrzymamy równanie
erB
V
m
r
V
m
eBV
V
x
B
e
F
o
=
⇔
=
=
=
0
2
)
(
r
r
e
Um
B
r
eB
Um
r
0
1
2
0
2
2
2
−
=
⇔
=
Wyprowadzone równanie opisuje zależność promienia zakrzywienia od napięcia
U i indukcji magnetycznej B. Gdybyśmy przyjęli stałe wartości U i B, to dla
zbadanych promieni zakrzywienia r
x
jesteśmy w stanie określić skład źródła
elektronowego (spektralna analiza pierwiastków).
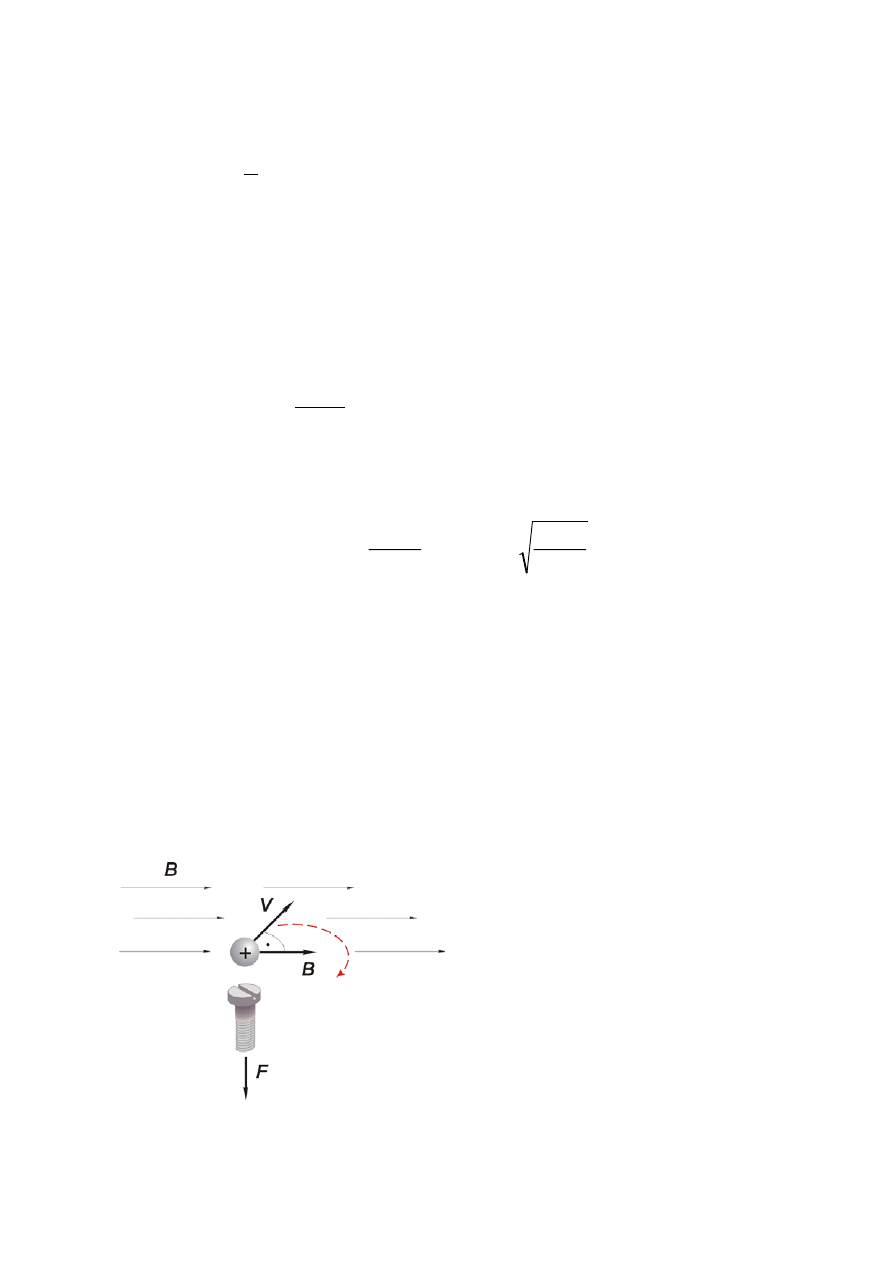
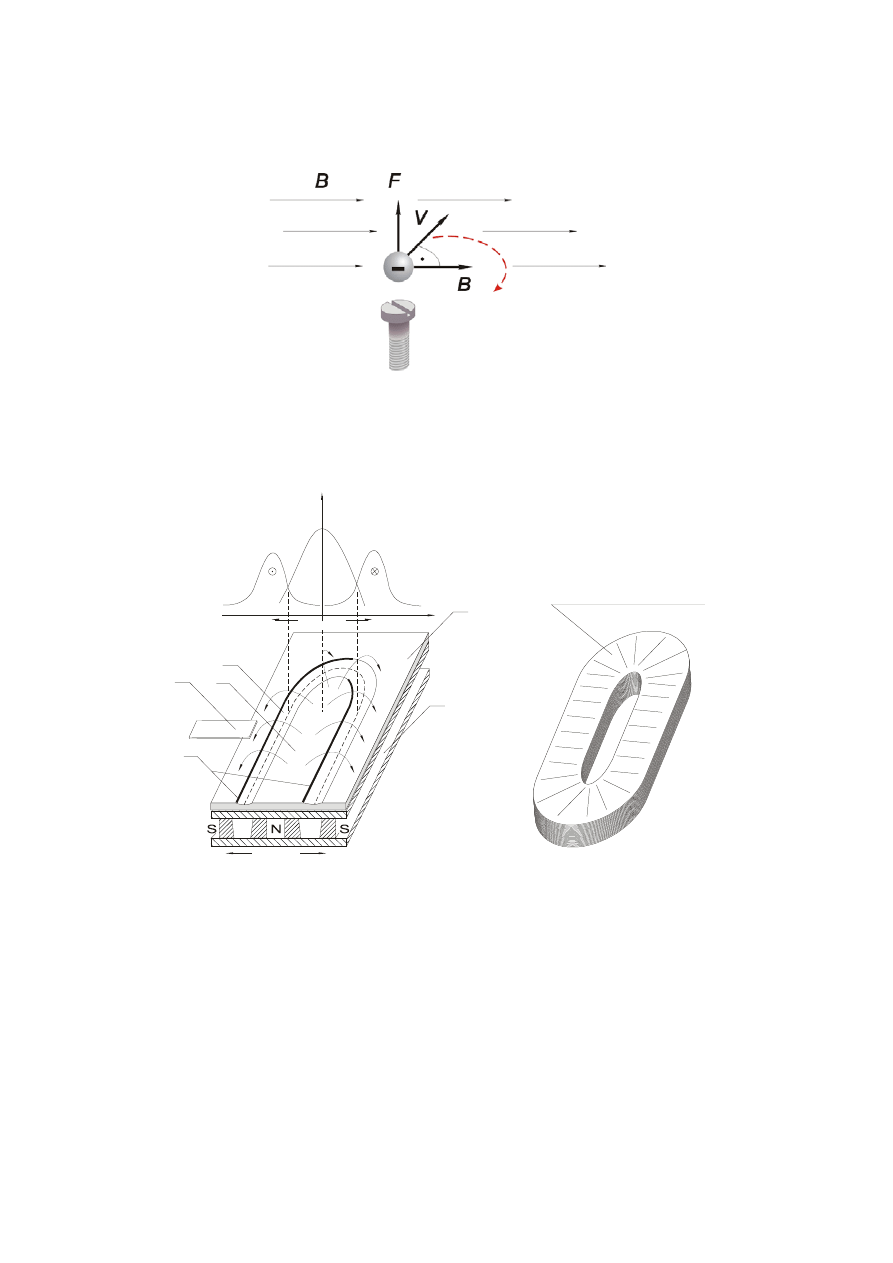
Kierunek zakrzywienia wiązki elektronów wynika z „reguły prawoskrętnej
śruby”. Jeśli obracamy śrubę od kierunku ruchu V cząstki (naładowanej
dodatnio!) do kierunku wektora indukcji magnetycznej, to kierunek
przesuwającej (wkręcającej) się śruby wyznacza kierunek wektora siły
odchylającej F. W przypadku cząstki naładowanej ujemnie zwrot siły F
jest przeciwny.
Rys.11. Model reguły
śruby prawoskrętnej dla
ładunku dodatniego i
ujemnego
2.3 Budowa magnetronu i mechanizm rozpylania magnetronowego
i
e
j
+
j
+
1
3
2
4
5
6
magnes stały magnetronu
Rys.12. Schemat źródła magnetronowego (przekrój) i magnesu stałego
1 - target-katoda ( w naszym doświadczeniu użyto target aluminiowy)
2 – anoda
3 – nabiegunniki
4 – przestrzeń środkowa
5 – przestrzeń erozyjna
6 – pobocze z warstwą ustronną
Niejednorodne pole magnetyczne magnesu trwałego zakrzywia tor elektronu,
wybitego z powierzchni targetu w wyniku bombardowania jonowego i prowadzi
go stycznie wzdłuż linii sił pola przy powierzchni. Spiralny ruch elektronu
zwiększa prawdopodobieństwo zderzeń a tym samym wzmocnienie jonizacji.
Wzmocnienie to przynosi wzrost szybkości rozpylania.
S
N
S
N
S
N
e
B
B
+
E
E
target
jon gazu
atom targetu
Rys.13. Ruch elektronu w
polu magnetycznym
magnetronu
2.4 Mody pracy magnetronu
Rozpylanie magnetronowe może zachodzić w gazie reaktywnym. Atomy,
cząsteczki wybite z powierzchni targetu mogą wchodzić w reakcję z
cząsteczkami gazu reaktywnego tworząc związki. Przykładem związku może
być azotek tytanu TiN, powstały na skutek łączenia tytanu-targetu i azotu-gazu
reaktywnego. Stechiometria utworzonego związku określa udział pierwiastka w
związku i przyczynia się do własności tworzonych warstw (dla związku TiN
X
0,7<X<0,9). Stechiometria związku zależeć będzie od modu pracy magnetronu.
Jeżeli decydujący udział w procesie wezmą atomy-cząsteczki targetu, to będzie
mieli mod metaliczny. Natomiast gdy przewagę w procesie będą miały atomy-
cząsteczki gazu reaktywnego to rozpylanie będzie w modzie reaktywnym.
Rys.14. Charakterystyki określające warunki pracy magnetronu
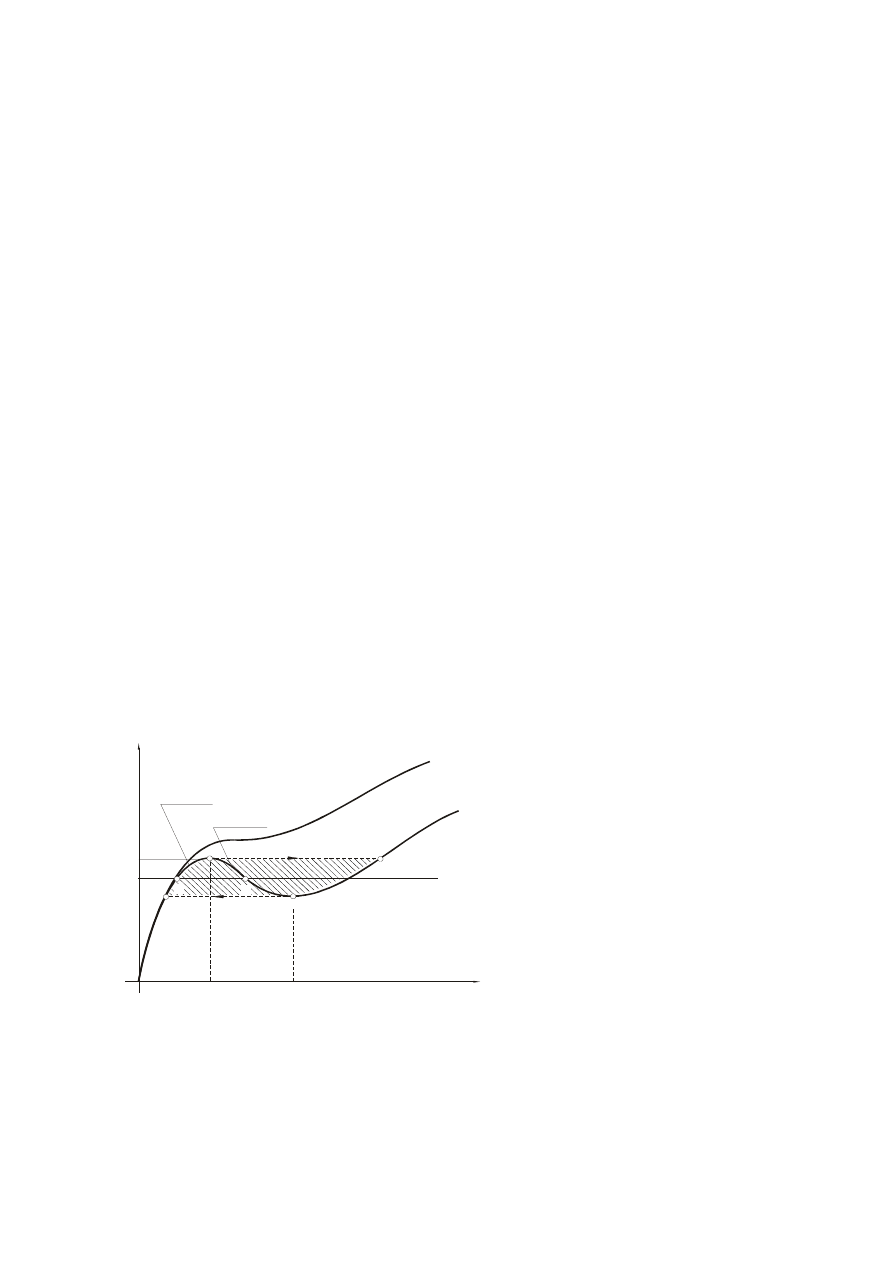
2.5 Warunki pracy magnetronu (stabilne, niestabilne)
Przewaga atomów-cząsteczek gazu reaktywnego wpływa na charakterystykę
pracy magnetronu. Istnieje niekorzystne zjawisko „zatruwania” targetu, kiedy
tworzy się w obszarze pobocza strefy erozyjnej warstwa związku złożonego z
atomów-cząsteczek targetu i gazu reaktywnego. Efektem zatrucia jest
niekorzystny charakter rozpylania.
Charakter pracy magnetronu określany jest przez pojęcie stabilności.
Stabilność wyznaczana jest przez określenie różniczki cząstkowej funkcji
będącej równaniem równowagi
'
r
r
r
r
S
p
ϕ
ϕ
+
⋅
=
Gdzie:
r
ϕ
- natężenie przepływu gazu reaktywnego
- szybkość pompowania gazu reaktywnego przez układ pompowy
r
S
- natężenie przepływu gazu reaktywnego pompowanego przez
'
r
ϕ
rozpylanie
- ciśnienie cząstkowe gazu reaktywnego
r
p
Różniczka po ciśnieniu cząstkowym stanowi podstawę do określenia stabilności
pracy magnetronu. Jeżeli różniczka ta jest większa od zera (I,III), co odpowiada
pracy w modzie metalicznym, to mówimy o stanie stabilnym. Natomiast jeżeli
różniczka jest mniejsza od zera (II), wówczas mówimy o stanie niestabilnym –
praca w modzie reaktywnym.
0
a
b
A
B
C
D
c
'
,
r
r
ϕ
ϕ
const
r
=
ϕ
'
1
1
r
r
r
r
S
p
ϕ
ϕ
+
⋅
=
'
2
2
r
r
r
r
S
p
ϕ
ϕ
+
⋅
=
r
p
1
r
p
2
r
p
1
2
II
I
max
r
ϕ
0
'
1
>
+
r
r
r
dp
d
S
ϕ
0
'
1
<
+
r
r
r
dp
d
S
ϕ
Rys.15. Przebieg
charakterystyki pracy
magnetronu dla
warunków stabilnych i
niestabilnych
Krzywa b przedstawia rozpylanie z efektem pętli histerezy. Powstaje ona wtedy,
kiedy w przebiegu wystąpią dwa stany przejściowe (punkty A i C).
Najbardziej korzystnym punktem pracy magnetronu jest punkt zbliżony do
punktu przejścia A (stabilny-niestabilny), ponieważ w stanie stabilnym trudno
jest uzyskać określony skład stechiometryczny. Z kolei skład ten jest łatwy do
uzyskania w stanie niestabilnym ale występują problemy
z „zatruwaniem” targetu.
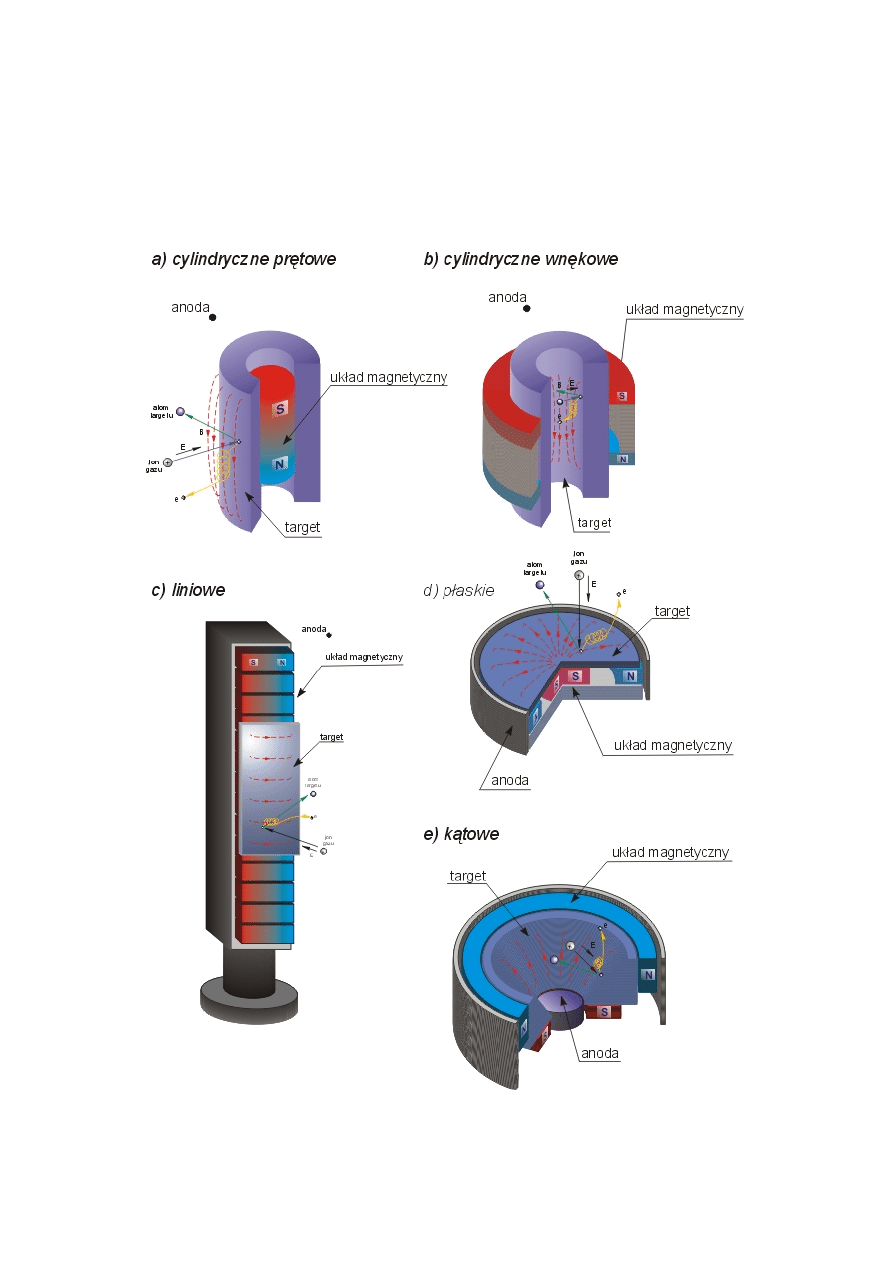
2.5 Typy i układy magnetronów
Rys. 16. Rozwiązania konfiguracji układów magnetycznych do różnych typów
magnetronów
3.1 Powłoki, rodzaje powłok
Powłoka nałożona na podłoże składa się ze strefy zewnętrznej i strefy
przejściowej. Strefa zewnętrzna spełnia funkcje związane z założonymi
wcześniej właściwościami chemicznymi, mechanicznymi, elektrycznymi lub
dekoracyjnymi. Z kolei warstwa przejściowa zapewnia adhezję lub dyfuzję
powłoki do podłoża i kompensuje ich odkształcenia cieplne lub obciążeniowe.
Zależnie od metod nanoszenia, łączenie warstwy przejściowej z podłożem może
mieć charakter adhezyjny (technika naparowywania) lub dyfuzyjny (technika
magnetronowa).
Bombardowanie jonowe sprzyja tworzeniu zdefektowanej punktowo
powierzchni podłoża i narastającej warstwy, co wpływa na siłę wiązania.
Rozpylane atomy podłoża i narastającej warstwy odbijają się od atomów gazu,
mieszają i wtórnie kondensują (rekondensują) na powierzchni, dzięki czemu
istnieje możliwość tworzenia warstw z materiałów, które w warunkach
normalnych nie mogą wzajemnie dyfundować.
Spójne warstwy przejściowe, dobrze łączące podłoże z powłoką, tworzą
zwłaszcza azotki i węgliki metali przejściowych z metalami przejściowymi.
Powłoki nanoszone metodami PVD można podzielić na dwie grupy:
proste jednowarstwowe
(monowarstwowe), składające się z jednego materiału
powłokowego - metalu Al., Cr, Mo, Cu..., lub faz TiN, Tic, itp.
złożone
, składające się z wielu materiałów (metalu, fazy lub związku)
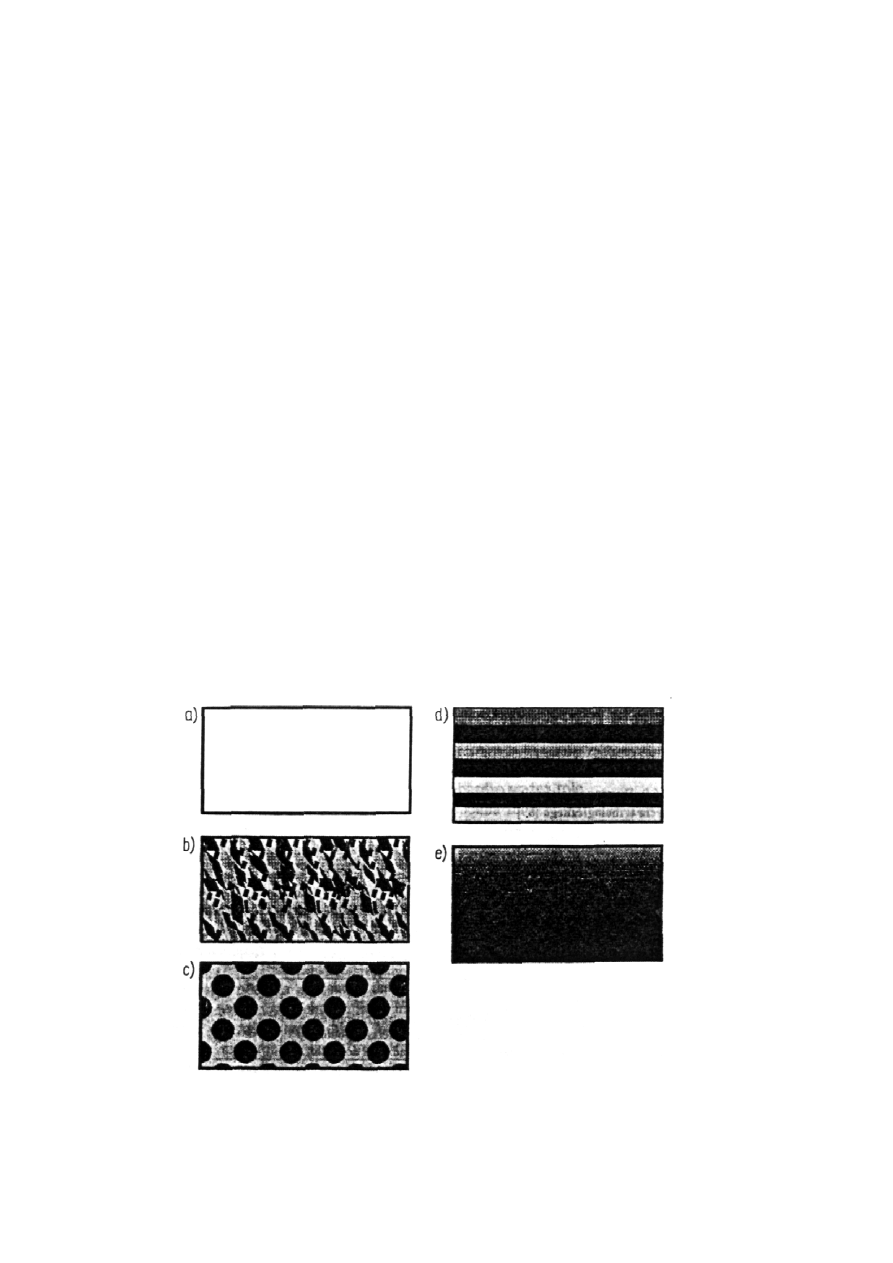
Rozróżnia się pięć typów powłok złożonych
Rys. 17 Schematy struktur powłok złożonych: a) powłoka stopowa
(wieloskładnikowa);
b) powłoka wielofazowa (wieloskładnikowa); c) powłoka kompozytowa
(wieloskładnikowa);
d) powłoka wielowarstwowa; e) powłoka gradientowa
— stopowe (wieloskładnikowe), w których podsieć jednego pierwiastka jest
częściowo wypełniona innym pierwiastkiem metalicznym. Należą do nich
potrójne związki węgla i azotu z metalami należącymi do IVb, Vb, VIb grupy
układu okresowego pierwiastków, np. TiN, VN, ZrN,... , TiC, VC, ZrC itp.
Związki te wykazują lepsze właściwości niż powłoki proste, a szeroki zakres ich
wzajemnej rozpuszczalności umożliwia sterowanie właściwościami;
— wielofazowe, stanowiące mieszaninę dwóch lub więcej rozdzielnych faz
składników, np. TiN/Ti
2
N;
— kompozytowe, stanowiące również mieszaninę dwóch lub więcej faz i będące
szczególnym typem powłok wielofazowych, w których jedna faza jest dyskret-
nie rozproszona w innej fazie występującej w sposób ciągły, np. TiC/Al
2
O
3
;
— wielowarstwowe, zwane multiwarstwami lub mikrolaminatami warstwowymi,
składające się z nałożonych na siebie kolejno warstw różnych materiałów
(powłok prostych), o różnych właściwościach, tworzących między sobą również
warstwy przejściowe, np. TiN/AlN. Zwykle warstwa wewnętrzna (przejściowa
w stosunku do podłoża) zapewnia dobrą przyczepność do podłoża, jedna lub
więcej warstw środkowych (pośrednich) zapewnia twardość i wytrzymałość
powłoki, a warstwa zewnętrzna zapewnia dobre właściwości tribologiczne
(np. niski współczynnik tarcia), antykorozyjne (odporność na działanie różnych
środowisk agresywnych) i dekoracyjne (barwa, połysk). Przykładem powłoki
wielowarstwowej, stosowanej na narzędziach z węglików spiekanych w celu
zwiększenia ich trwałości eksploatacyjnej, jest powłoka trzywarstwowa
TiC/Ti(C,N)/TiN lub TiC/TiN/Al
2
O
3
oraz powłoka sześciowarstwowa
TiN/Ti(C,N)/ZrN/(Ti,Al)N/HfN/ZrN. Dobre połączenie zapewniają warstwy:
TiC/TiN, NiCr/TiN, TiC/TiN/Al
2
O
3
, WC/TiC/TiN.
Pojedyńcze warstwy tworzące powłokę wielowarstwową należy tak ze sobą
kojarzyć, aby powstająca między nimi warstwa przejściowa pozwalała na
uzyskanie jak najlepszej wzajemnej adhezji, tzn. aby warstwa przejściowa
tworzyła spójny obszar między-fazowy. Spójne połączenie tworzą materiały
powłokowe o wiązaniu metalicznym - z metalami lub innymi materiałami
powłokowymi o wiązaniu metalicznym, np. TiC/TiB
2
. Słabsze połączenia
powstają miedzy materiałami o wiązaniach metalicznych a materiałami o
wiązaniach jonowych (i silnie zależą od składu chemicznego i budowy
strukturalnej warstwy przejściowej), np. TiC/Al
2
O
3
. Najsłabsze połączenia
występują między materiałami o wiązaniach kowalencyjnych a materiałami o
wiązaniach kowalencyjnych lub jonowych, np. B
4
C. Dobre połączenia uzyskuje
się między tymi materiałami, które się wzajemnie rozpuszczają, tworząc stopy,
np. TiC i TiN lub A1
2
O
3
i AIN;
— gradientowe, stanowiące odmianę powłok wielowarstwowych, w których
zmiana składu chemicznego i właściwości warstw pojedynczych nie następuje
skokowo (jak przy powłokach wielowarstwowych), lecz płynnie, w sposób
ciągły. Przykładem powłoki gradientowej jest powłoka TiN/Ti(C,N)/TiC.
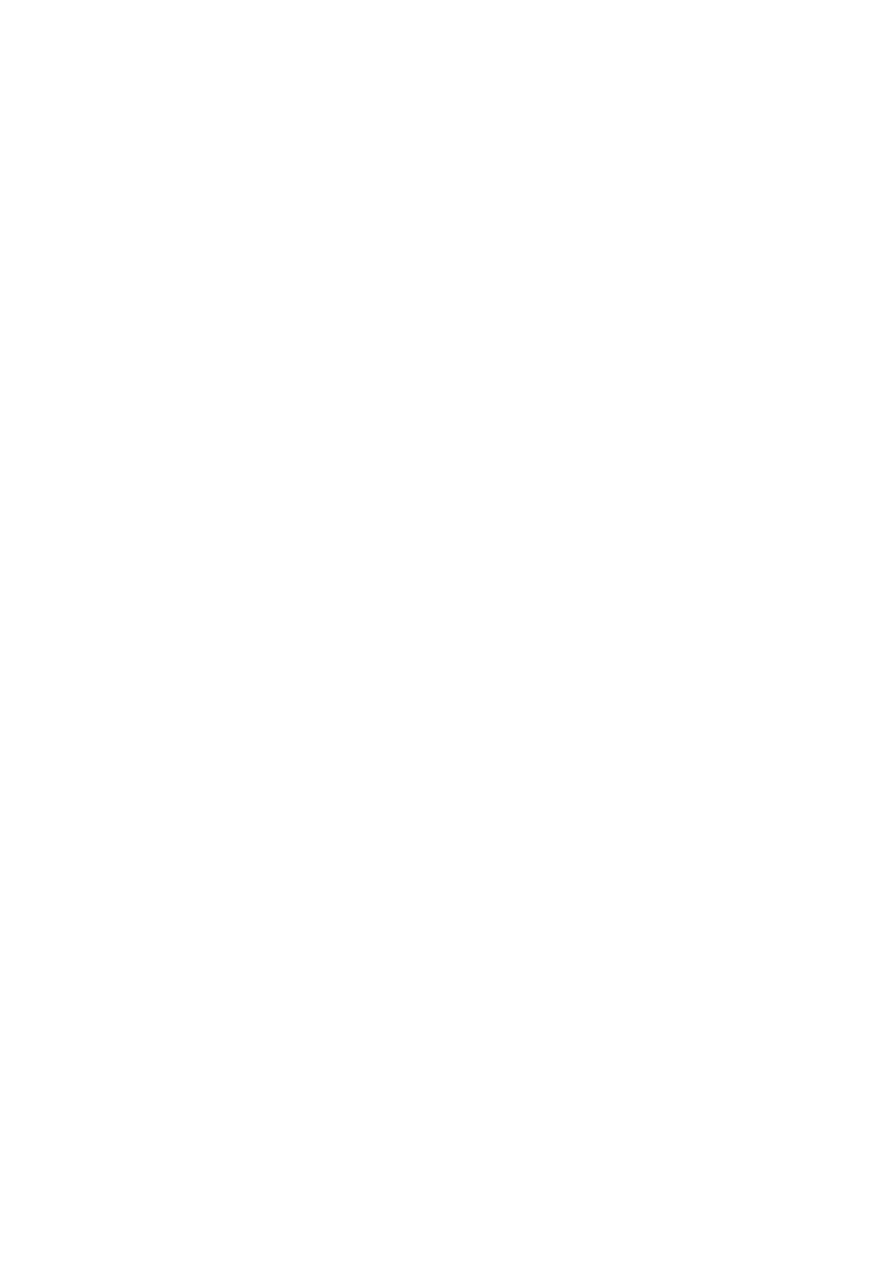
Mechanizm niszczenia mechanicznego powłoki stopowej i jej odmian jest
zbliżony do mechanizmu niszczenia powłoki prostej, chociaż jej właściwości są
lepsze; obydwie należą bowiem do powłok jednowarstwowych. W powłoce
jednowarstwowej inicjacja mikropęknięć następuje zarówno od jej powierzchni,
jak i od strony podłoża; propagacja i łączenie się mikropęknięć niszczy powłokę
na całym jej przekroju poprzecznym (rys. 18a). Natomiast mechanizm
niszczenia powłoki wielowarstwowej jest inny. Inicjacja mikropęknięć następuje
głównie na powierzchni powłoki, zaś granice między warstwami zmieniają
kierunki propagacji mikropęknięć i zwiększają trwałość mechaniczną powłoki:
powłoka zużywa się niejako warstwowo (rys. 18b).
Rys.18. Mechanizmy niszczenia mechanicznego powłok: a)
jednowarstwowych; b) wielowarstwowych; / - schemat powłoki; //, /// -
kolejne stadia niszczenia
Najwcześniej zostały wytworzone i najczęściej są stosowane powłoki proste.
Spośród powłok złożonych najczęściej są stosowane powłoki wielowarstwowe,
zwykle trzy- i czterowarstwowe; maksymalna liczba warstw może dochodzić do
kilkudziesięciu i więcej, jednakże jak dotychczas, są to tylko próby laborato-
ryjne. Perspektywiczne wydają się być powłoki gradientowe, a także powłoki
stopowe i ich odmiany.
3.2 Modele osadzania powłok
W latach 60-tych podjęto próby uogólnienia wpływu parametrów osadzania
cienkich twardych warstw metodami PVD na ich strukturę i właściwości. Jako
podstawowy - i do dziś główny, choć nie jedyny - parametr materiałowy
przyjęto temperaturę topnienia substratu metalowego T
t
(w K), a jako parametr
technologiczny osadzania, wpływający na strukturę powłoki, przyjęto
temperaturę osadzania substratu T (temperaturę podłoża), a ściślej - ich stosunek
T/T
t
.
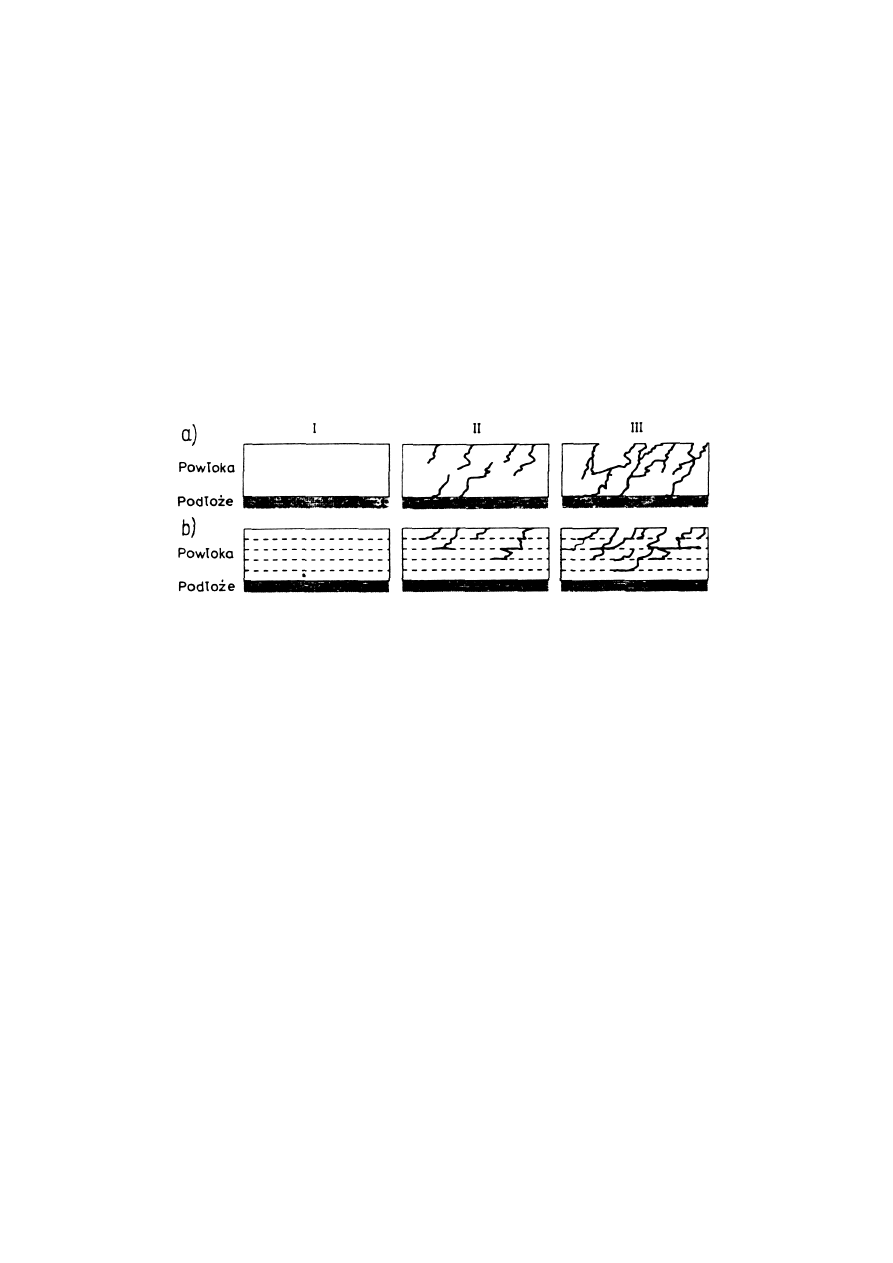
W 1969 r. W. A. Mowczan i A.W. Demczyszyn zaproponowali model tworzenia
warstwy słuszny dla naparowania próżniowego i wyróżnili w nim trzy strefy
struktury metalograficznej zależnie od stosunku T/T
t
(rys. 19a). Przy T/T
t
< 0,3
występuje struktura I rodzaju (strefa 1), w której dominują drobne krystality: jest
to struktura kolumnowa, porowata, zbliżona do amorficznej. Dla 0,3 < T/T
t
<
0,5 występuje struktura II rodzaju (strefa 2), charakteryzująca się większymi
ziarnami kolumnowymi i znacznymi mikronierównościami powierzchni. Dla
wartości T/T
t
> 0,5 pojawia się gęsta struktura III rodzaju, podobna do struktury
zrekrystalizowanej (strefa 3), o dużych ziarnach równoosiowych,
o twardości i wytrzymałości - podobnie jak struktura II rodzaju - odpowiadają-
cych materiałowi litemu (ten typ struktury jest pożądany w warstwach bariero-
wych). W przypadku tradycyjnych metod naparowywania jedynym sposobem
sterowania właściwościami osadzanej powłoki jest zmiana temperatury podłoża.
Rys. 19. Zależność modeli struktur metalograficznych od warunków
technologicznych osadzania powłok metodami PVD: a) model Mowczana-
Demczyszyna naparowania próżniowego; b) model Thomtona rozpylania
katodowego i magnetronowego; c) model Messiera osadzania z wiązki jonów, T
- temperatura substratu (podłoża), T
t
- temperatura topnienia materiału
odparowywanego lub rozpylanego
W metodach PVD wspomaganych plazmą (PAPVD) poprzez zmianę ciśnienia i
energii jonów można osadzać powłoki o zadanych właściwościach w szerokim
zakresie temperatur podłoża, przy czym jest bardzo istotne, iż temperatura
podłoża może ulec znacznemu obniżeniu.
W 1986 r. model Mowczana-Demczyszyna zmodyfikował J.A. Thornton,
odnosząc go do rozpylania katodowego i magnetronowego i wprowadzając
dodatkowy parametr - ciśnienie w strefie rozpylania. Przy starym ciśnieniu
mieszaniny gazu tworzenie się struktury I rodzaju jest uwarunkowane słabą
dyfuzją powierzchniową atomów; ziarna mają charakter włóknisty.

Stymulowany wzrostem temperatury podłoża wzrost dyfuzji powierzchniowej
powoduje powstanie struktury (przejściowej) IV rodzaju (strefa T - Thorntona),
o drobnych zagęszczonych krystalitach włóknistych przechodzących w miarę
wzrostu temperatury w ziarna kolumnowe. Struktura ta charakteryzuje się
wysoką wytrzymałością i twardością przy malej plastyczności, dużą gładkością
powierzchni i występowaniem w niej naprężeń ściskających. Ma zatem
najkorzystniejsze właściwości fizyczne i chemiczne. Dla zakresu temperatur
T/T
t
> 0,5 model Thorntona jest analogiczny do modelu
Mowczana-Demcziszina Dla całego zakresu temperatur wzrost ciśnienia gazu
powoduje przesunięcie zakresów występowania poszczególnych rodzajów
struktur I-IV w kierunku większych wartości stosunku T/T
t
(rys. 19b). W
metodach wykorzystujących rozpylanie katodowe i magnetrono-we model
Thorntona jest do dziś powszechnie używany ze względu na swą prostotę i dużą
zgodność z praktyką przemysłową.
Messier zmodyfikował model Thorntona dla metod osadzania powłok z
wiązek jonów, wprowadzając zamiast ciśnienia gazu w strefie rozpylania -
energię jonów docierających do powierzchni podłoża (rys. 19c). W modelu tym
występują te same typy struktur, co w modelu Thorntona. Dla przedziału
stosunku temperatur 0,2 < T/T
t
< 0,5 zakres występowania struktury T przesuwa
się w stronę niższych temperatur.
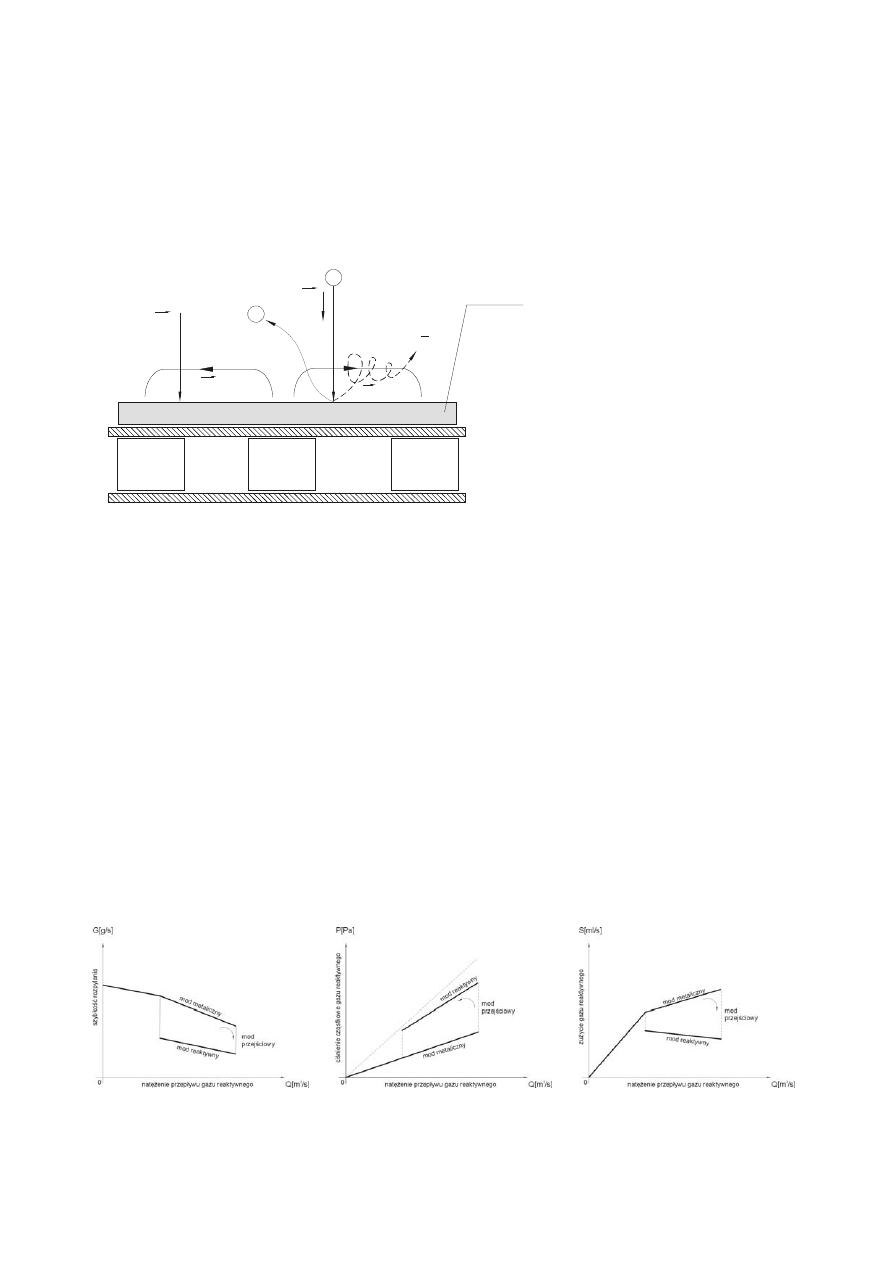
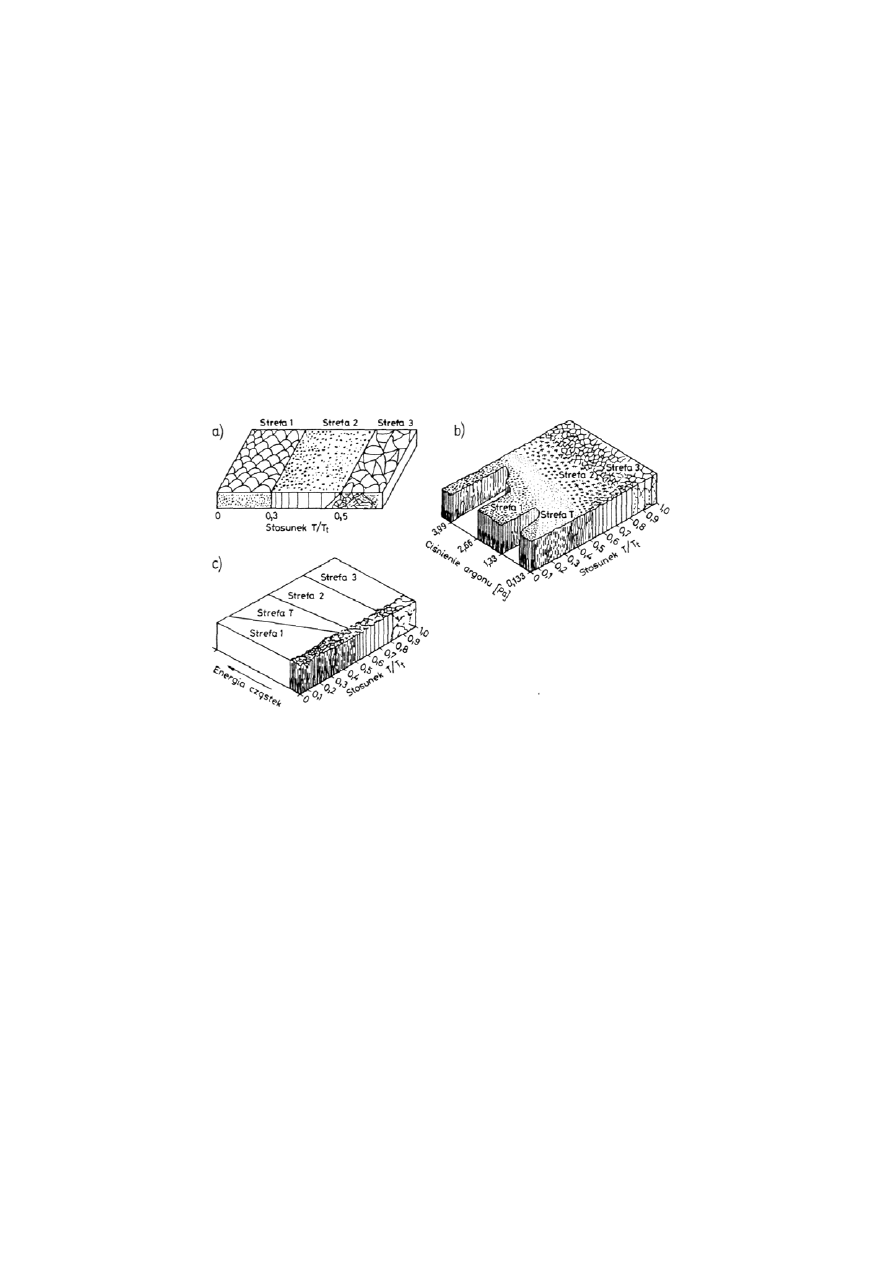
Przy osadzaniu powłok z wykorzystaniem jonów struktura i gładkość powłoki
zależą od tego, czy podłoże jest spolaryzowane, czy też nie. Podczas rozpylania
jonowego bez polaryzacji podłoża materiał powłokowy osadza się głównie na
widocznych wierzchołkach chropowatości, a praktycznie niemal nie dociera do
ocienionych wgłębień, w wyniku czego na wierzchołkach narastają krystality
kolumnowe, między nimi zaś pozostają nie wypełnione materiałem, puste luki
(rys. 20a). Przy rozpylaniu jonowym z polaryzacją podłoża wierzchołki nie-
równości są najsilniej rozpylane, a pochodzące z nich atomy odbijając się
wstecznie od atomów gazu wypełniają wgłębienia nierówności, w które trafia
również część atomów rozpylanych bezpośrednio ze ścian bocznych
nierówności. W wyniku dyfuzji atomów do zagłębień powierzchnia powłoki
podlega wygładzeniu, nie tworzy się struktura kolumnowa I, lecz struktura typu
T. Powstanie jednej lub drugiej struktury zależy od tego, czy przeważa
ocienianie, czy dyfuzja atomów. Ograniczenie tworzenia otwartych struktur
strefy I i tworzenie struktur T nawet przy małych wartościach T/T
t
wymaga
intensywnego bombardowania jonowego, przy którym wtórne rozpylanie
obejmuje 30-60% osadzonego materiału, i raczej chropowatej powierzchni
podłoża.
We wszystkich metodach osadzania twardych powłok metodami PVD - na
strukturę, grubość, a nawet skład stechiometryczny osadzanych powłok wpływa
w sposób istotny odległość od źródła par (głowicy napylającej) i odległość
promieniowa od osi źródła (prostopadłej do powierzchni źródła).
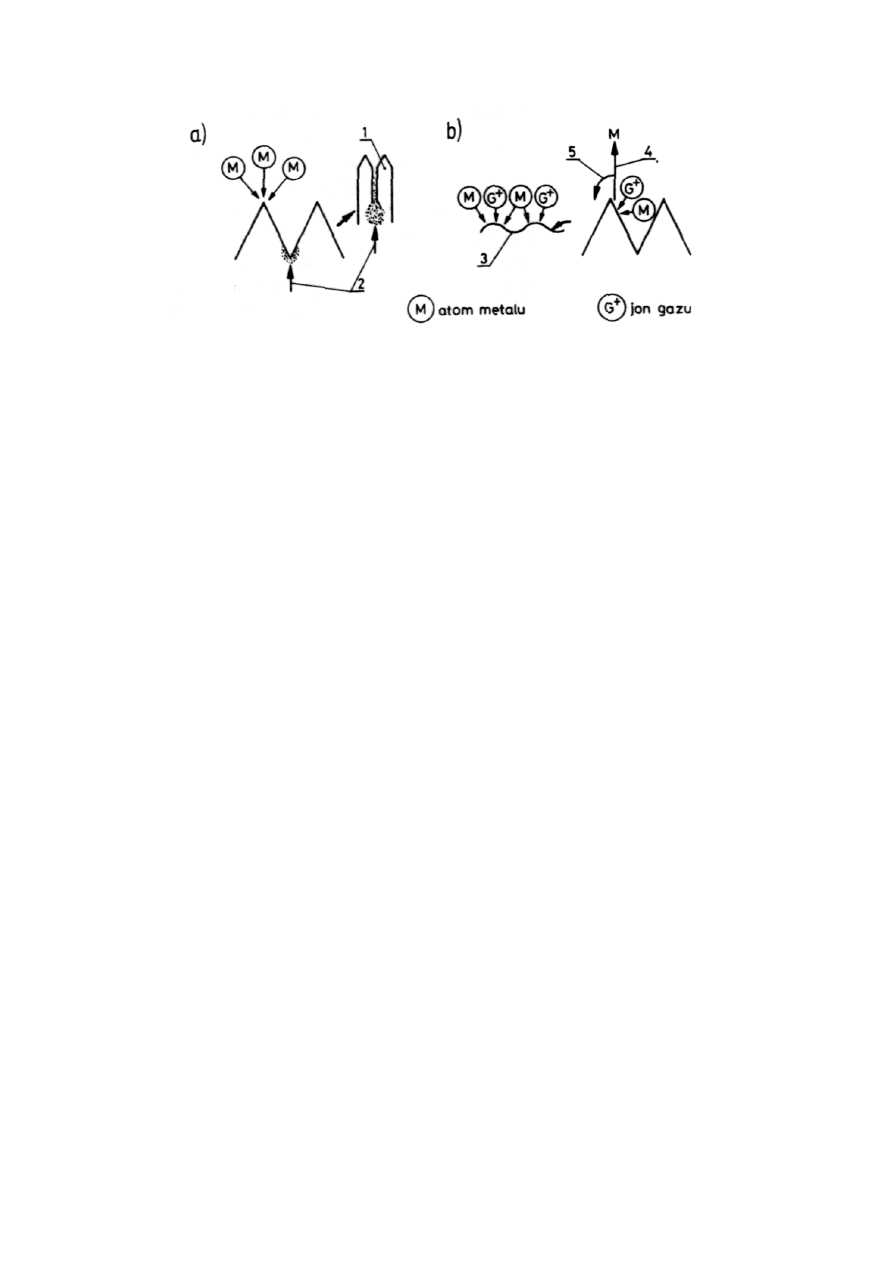
Rys. 6.20. Schematy tworzenia się struktur I i T przy rozpylaniu jonowym:
a) bez polaryzacji podłoża; b) z ujemną polaryzacją podłoża; 1 - struktura
kolumnowa typu I;
2- obszary zacieniane; 3 - struktura przejściowa typu T; 4 - wsteczne
rozpylanie; 5 - wsteczne rozpraszanie
Ponadto w wielu metodach osadzania można wykorzystywać specyficzne dla
poszczególnych metod możliwości sterowania procesami, np. dogrzewanie lub
chłodzenie podłoża, przeciwdziałanie powstawaniu kropel materiału
powłokowego na podłożu, oczyszczanie jonowe podłoża, dawkowanie gazów
reaktywnych, zmniejszanie lub zwiększanie intensywności odparowywania,
rozpylania, jonizowania i in.
We wszystkich przypadkach osadzanie powłok metodami PVD wymaga się
dużej precyzji prowadzenia procesów osadzania, od której - w stopniu
większym niż przy innych metodach - zależą wyniki osadzania, oraz dobrania
indywidualnych warunków osadzania dla każdego typu wsadu (przy tym
niedopuszczalne jest jednoczesne osadzanie powłoki na różnych gabarytowo
elementach wsadu, np. na cienkich wiertłach i dużych frezach obwiedniowych
lub na elementach wsadu o różnym przeznaczeniu, np. na narzędziach
skrawających i chirurgicznych). Źle dobrane warunki osadzania mogą w
konsekwencji prowadzić nie do wzrostu trwałości eksploatacyjnej pokrywanych
przedmiotów, lecz do jej obniżenia mimo pozornie dobrego wyglądu powłoki.
3.3 Przygotowanie podłoża pod powłoki
Wymagania stawiane pokrywanej powierzchni
We wszystkich metodach osadzania powłok, może z wyjątkiem metody
impulsowo-plazmowej, dobra adhezja powłoki do podłoża i w konsekwencji
właściwości użytkowe powłok zależą od właściwego przygotowania
powierzchni podłoża, które z kolei zależy od pokrywanego przedmiotu i jego

przeznaczenia. Aby powłoka spełniła swoje zadanie, powierzchnia
pokrywanego przedmiotu powinna charakteryzować się odpowiednią:
— twardością: uzyskaną w wyniku obróbki cieplnej (np. hartowania i
odpuszczania) lub cieplno-chemicznej (np. azotowania, chromowania), rzadziej
mechanicznej;
— gładkością: powierzchnia powinna być gładka (szlifowana lub polerowana do
wartości R
a
< 0,8) i nie mieć zadziorów na krawędziach;
— czystością: na powierzchni nie mogą występować cząstki zanieczyszczeń
mechanicznych (pyłu, kurzu), zanieczyszczenia organiczne (tłuszcze, smary,
środki konserwujące, pot), produkty reakcji chemicznych (produkty korozji, np.
tlenki, siarczki).
Oczyszczanie wstępne
Oczyszczanie wstępne jest realizowane poza komorą roboczą napylarki.
Polega na usunięciu, z powierzchni przedmiotu przeznaczonego do pokrywania,
zanieczyszczeń: mechanicznych, organicznych i chemicznych. Oczyszczanie
wstępne jest wykonywane:
— mechanicznie: przez usuwanie zendry i trwałych nalotów metodą śrutowania
(wyjątkowo), bębnowania, ścierania;
— chemicznie: przez usuwanie w kąpielach myjących tłuszczów organicznych
metodą ich zmydlania w kąpielach zasadowych lub kwaśnych, w
rozpuszczalnikach organicznych (np. w trójchloroetylenie - tri, lub w
czterochloroetylenie - tetra), w ciekłym freonie;
— fizycznie: przez usuwanie w kąpielach myjących zanieczyszczeń metodą
ich rozpuszczania lub emulgowania;
— fizykochemicznie: przez usuwanie poprzez odrywanie bardziej trwałych
zanieczyszczeń w kąpielach myjących (np. rozpuszczalnikach organicznych,
ciekłym freonie) poddanych działaniu drgań ultradźwiękowych.
Nie przy wszystkich metodach osadzania i nie wszystkie przedmioty
oczyszcza się wszystkimi - zgodnie z podaną kolejnością - sposobami. Przy
niektórych metodach możliwe jest tylko ścieranie kurzu i smaru oraz
odtłuszczanie chemiczne - zwykle w specjalnie przygotowanych kąpielach i
rozpuszczalnikach organicznych. Odtłuszczanie w różnych kąpielach zwykle
jest rozdzielone płukaniem (jednym lub dwoma) i ewentualnym suszeniem.
Dość często jako końcowy etap oczyszczania stosuje się mycie ultradźwiękowe
w tri. Stosowane dawniej mycie ultradźwiękowe w jednej lub dwóch różnych
kąpielach freonu wychodzi już z użycia, głównie ze względu na szkodliwy
wpływ freonu na atmosferę ziemską (freon prowadzi do powstawania "dziury
ozonowej").
W tabl. 2 podano przykładowo schemat operacji oczyszczania wierteł
(o średnicy 10 mm), stosowany praktycznie w MCNEMT w Radomiu.
Document Outline
- INŻYNIERII
- Materiały pomocnicze do ćwiczeń laboratoryjnych z tematyki
- Spis treści
- 1.1 Wstęp do teorii wyładowań
- Wyładowania elektryczne możliwe są dzięki procesom wzbudzani
- Odwrotność częstotliwości promieniowania związanego z przejś
- Promieniowanie widzialne zawiera się w przedziale długości f
- gdzie dolna granica odpowiada promieniowaniu widzialnemu o k
- Jonizacja cząsteczki związana jest z wybiciem elektronu oboj
- w wyniku wzajemnych zderzeń cząsteczek. Dzięki jonizacji zwi
- Poniżej (rys.6) przedstawione zostały rozkłady charakterysty
- Rys.10. Oddziaływanie pola magnetycznego na tor lotu ładunku
- Wiązka ładunku trafiając do przestrzeni przyspieszającej doz
- przyspieszenia. Energia kinetyczna elektronu określana jest
- Jak widać energia kinetyczna elektronu zależna jest od różni
- Wyładowania elektryczne możliwe są dzięki procesom wzbudzani
- Niejednorodne pole magnetyczne magnesu trwałego zakrzywia to
Wyszukiwarka
Podobne podstrony:
MB2 mat pom 1 id 289843 Nieznany
Mat pom Odlewnictwo 3
Mat pom Metalurgia 1
Mat pom 2
2 Podstawy mat pom obliczeń komp
mat pom Rachunek zbiorow 01
Mat pom 013 id 282396 Nieznany
Mat pom Prog rentownosci
zaganienia z ergonomii mat pom
Mat pom Metalurgia 2
MB2 mat pom 2
mat pom wyk chem org tab grup funkc
przykładowe ściągi do egzaminu-JB-mat pom, Prawa komutacji:
Mat pom dzwignie f,o,c
MB2 mat pom 1 id 289843 Nieznany
więcej podobnych podstron