„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Paweł Pierzchalski
Eksploatowanie maszyn do drukowania płaskiego
825[01].Z1.01
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr Grażyna Czech
dr inż. Henryk Godlewski
Opracowanie redakcyjne:
mgr Elżbieta Gonciarz
Konsultacja:
mgr Małgorzata Sienna
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 825[01].Z1.01,
„Eksploatowanie maszyn do drukowania płaskiego”, zawartego w modułowym programie
nauczania dla zawodu drukarz.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
4
3.
Cele kształcenia
5
4.
Materiał nauczania
6
4.1.
Charakteryzowanie technik drukowania płaskiego oraz zasady
bezpieczeństwa w drukarni
6
4.1.1. Materiał nauczania
6
4.1.2. Pytania sprawdzające
22
4.1.3. Ćwiczenia
22
4.1.4. Sprawdzian postępów
23
4.2.
Charakteryzowanie offsetowych maszyn drukujących
24
4.2.1. Materiał nauczania
24
4.2.2. Pytania sprawdzające
29
4.2.3. Ćwiczenia
29
4.2.4. Sprawdzian postępów
30
5.
Sprawdzian osiągnięć ucznia
31
6. Literatura
35
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy z zakresu procesów drukowania
w technikach druku płaskiego oraz charakterystyki maszyn offsetowych. W poradniku
zamieszczono także wiadomości z zakresu bezpieczeństwa pracy w drukarni i podstawowych
zasad obowiązujących w tym zakresie.
W poradniku znajdziesz:
–
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
–
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
–
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
–
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi opanowanie
materiału całej jednostki modułowej,
–
literaturę uzupełniającą.
Schemat układu jednostek modułowych
825[01].Z1
Technologia drukowania płaskiego
825[01].Z1.01
Eksploatowanie maszyn do drukowania płaskiego
825[01].Z1.02
Przygotowanie form do drukowania płaskiego
825[01].Z1.03
Drukowanie płaskie

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej, powinieneś umieć:
–
posługiwać się terminologią poligraficzną,
–
charakteryzować podstawowe działy poligrafii,
–
określać podstawowe szeregi i formaty wyrobów poligraficznych,
–
posługiwać się podstawowymi miarami poligraficznymi,
–
charakteryzować papiery drukowe, papiery tzw. nowej generacji, papiery syntetyczne,
–
klasyfikować oraz określić skład farb drukowych,
–
określać mechanizmy utrwalania farb,
–
określać drukowe i użytkowe właściwości farb,
–
analizować budowę i zasadę działania zespołów farbowych do farb mazistych,
–
klasyfikować formy drukowe do płaskich technik drukowania,
–
klasyfikować płaskodrukowe maszyny drukujące,
–
klasyfikować i charakteryzować zespoły zasilania arkuszami maszyn drukujących
arkuszowych oraz mechanizmy prowadzenia wstęgi w maszynach zwojowych,
–
charakteryzować procesy drukowania technikami płaskimi,
–
współpracować w grupie,
–
formułować wnioski,
–
oceniać swoje umiejętności,
–
uczestniczyć w dyskusji,
–
prezentować siebie i grupę w której pracujesz,
–
przestrzegać przepisów bezpieczeństwa i higieny pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
3.
CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
posłużyć się terminologią dotyczącą drukowania techniką płaską,
–
wyjaśnić zastosowanie technik drukowania płaskiego: offsetowego, litografii
i światłodruku we współczesnej poligrafii,
–
scharakteryzować zasady drukowania w technice płaskiej,
–
rozróżnić podstawowe typy maszyn do drukowania płaskiego,
–
rozpoznać główne zespoły i mechanizmy maszyn do drukowania offsetowego,
–
określić parametry techniczne i możliwości technologiczne maszyn do drukowania
offsetowego,
–
dobrać maszynę do drukowania offsetowego w zależności do rodzaju i wielkości
produkcji,
–
zorganizować stanowisko pracy zgodnie z wymaganiami ergonomii,
–
obliczyć czas wykonania określonej produkcji,
–
zaplanować czynności obsługowe na stanowisku pracy maszyn offsetowych,
–
rozpoznać zabezpieczenia stosowane w maszynach offsetowych,
–
przygotować maszynę do drukowania,
–
zastosować zasady obsługi eksploatacyjnej maszyn,
–
przewidzieć zagrożenia dla życia i zdrowia podczas obsługi maszyn offsetowych,
–
dobrać środki ochrony indywidualnej do prac związanych z obsługą maszyn offsetowych,
–
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
4. MATERIAŁ NAUCZANIA
4.1. Charakteryzowanie technik drukowania płaskiego
oraz zasady bezpieczeństwa w drukarni
4.1.1. Materiał nauczania
Drukowanie offsetowe
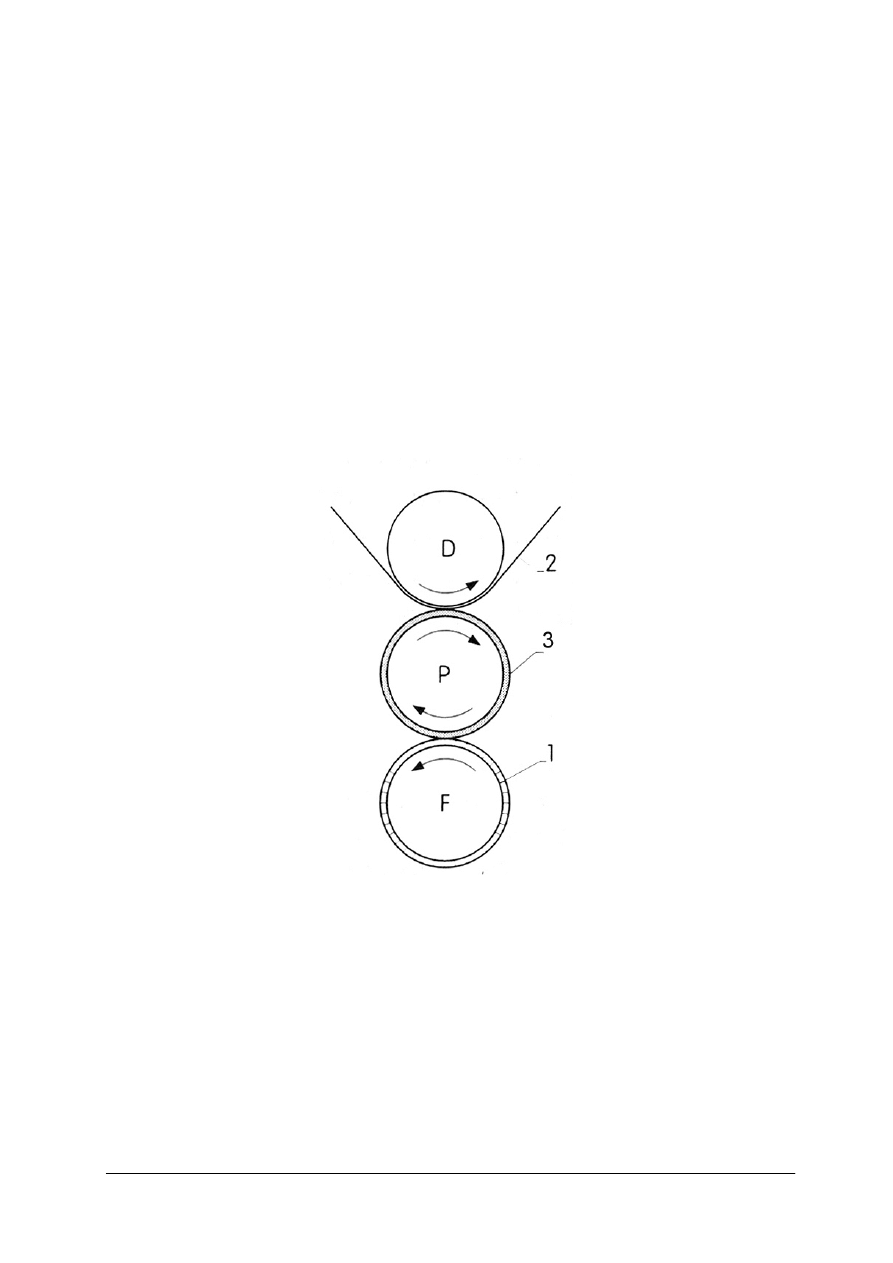
Drukowanie offsetowe jest drukowaniem pośrednim rotacyjnym. Zespół drukujący
stosowany w tym drukowaniu przedstawia rys. 13. Cylinder formowy ma odpowiedni
mechanizm do umocowania form drukowych w postaci cienkich arkuszy, jest zwany
naprężaczem formy. Cylinder pośredni ma mechanizm umożliwiający zakładanie obciągu
offsetowego na jego powierzchni, zwanego mocownikiem obciągu. Zarówno naprężacz, jak
i mocownik obciągu umożliwiają odpowiednie naprężenie i unieruchomienie tych elementów
na powierzchni cylindrów.
Rys. 1. Schematyczna budowa zespołu drukującego offsetowej maszyny drukującej [9, s. 164]
1 – forma drukowa, 2 – zadrukowywane podłoże, 3 – obciąg, F – cylinder formowy, P – cylinder pośredni,
D – cylinder dociskowy
Obciąg offsetowy ma postać arkusza o odpowiednich wymiarach. Grubość obciągu jest
niewielka – ok. 2 mm. Jest wykonany najczęściej z gumy odpornej na składniki farb
offsetowych, z wieloma przekładkami. Przekładki są wykonane z mocnej tkaniny. Dzięki
temu obciąg ma dużą wytrzymałość mechaniczną, można go silnie naprężyć na powierzchni
cylindra bez obawy jego przerwania. Twardość obciągu offsetowego jest dość duża. Mimo
dość małej grubości i dość dużej twardości uzyskuje się prawidłową jakość przenoszenia
farby z formy na zadrukowywane podłoże, gdyż w zespole drukującym nie występują duże
różnice grubości poszczególnych elementów. Cylinder dociskowy jest stalowy, bez żadnego
obciągu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
Farby w drukowaniu offsetowym są farbami mazistymi, olejowymi o lepkości większej
niż stosowane w drukowaniu typograficznym. Zespół farbowy stosowany w drukowaniu
offsetowym pracuje więc na takiej samej zasadzie jak w drukowaniu typograficznym. Ma
tylko przeważnie więcej walców rozcierających.
W drukowaniu offsetowym na zadrukowywane podłoże jest nakładana bardzo cienka
warstwa farby. Dlatego farba musi być bardzo intensywna, zawierać dużą ilość barwidła,
a w związku z tym mieć bardzo dużą lepkość.
W drukowaniu offsetowym oprócz farby konieczne jest nakładanie na formę drukową
wody. Obecnie nie nakłada się na formę drukową czystej wody, ale roztwór wodny kilku
substancji. Roztwór taki nazywany jest roztworem zwilżającym. Roztwór zwilżający daje
znacznie lepsze rezultaty przy drukowaniu niż czysta woda. Zespół nakładający roztwór
zwilżający nazywa się zespołem zwilżającym.
Zasady nawilżania w drukowaniu offsetowym
Warunkiem selektywności działania klasycznej formy offsetowej jest obecność powłoki
roztworu zwilżającego na powierzchni elementów niedrukujących, który tworzy cienką
warstwę pośrednią, zapobiegającą przyjmowaniu farby drukarskiej przez te elementy.
Funkcjonalność tej ochrony miejsc niedrukujących uzależniona jest od właściwości
powierzchni formy w miejscach niedrukujących, od właściwości zastosowanego roztworu
zwilżającego i od grubości oraz równomierności warstwy cieczy na miejscach
niedrukujących.
Z miejsc niedrukujących formy większość wody przenosi się przez wałki nadające do
zespołu farbowego (od 40 do 60%). Część odparowuje, a część przenosi się na cylinder
offsetowy. Reszta, 25–45% pozostaje na formie. Woda, która dostała się do zespołu
farbowego, częściowo odparuje, ale większość emulguje się w farbie (ok. 70%). Wraz z nią
powraca na formę i przez cylinder pośredni dociera aż na papier. Ilość wody przeniesionej na
papier przez farbę jest większa niż ilość przenoszona bezpośrednio przez cylinder pośredni.
Skoro przy każdym obrocie strata wody wynosi ok. 65%, oczywiste jest, że bez jej
uzupełniania po kilku obrotach warstwa wody zanikłaby, a niedrukujące miejsca formy
przekazywałyby farbę. Uzupełniana ilość powinna być równa traconej ilości, jeśli ma być
zachowana równowaga farba/woda. Ustawienie równowagi farba/woda uzależnione jest od
wzajemnych relacji pomiędzy powierzchniami drukującymi i niedrukującymi. Im mniejszy
udział powierzchni drukującej, tym więcej wody należy doprowadzać i tym więcej jej
przedostaje się do zespołu farbowego. Tylko niewiele wody przedostaje się z farby przez
formę dalej, a zatem więcej gromadzi się jej w zespole farbowym. Dlatego należy zwilżać
z minimalnym dopływem wody. Przy dużym udziale powierzchni drukujących pobór wody
przez formę jest niewielki. Do zespołu farbowego dostaje się mało wody, ale większość jej
przedostaje się w farbie przez formę na papier. Woda nie gromadzi się w zespole farbowym.
Jej zawartość w farbie raczej spada. Dlatego należy dostarczać więcej wody na formę.
Zawartość wody w farbie jest zatem w klasycznym drukowaniu offsetowym zjawiskiem
normalnym. Poprzez emulgowanie się wody w farbie (8–25% masy) zmieniają się
w szczególności jej właściwości reologiczne, co znajduje wyraz przy przenoszeniu farby
i zadrukowywaniu odbitek. Dlatego istotne jest, aby farba zawierała stałą, niezmienną
w czasie ilość wody. Im szybciej osiągnie się równoważny poziom wody w farbie, tym
szybciej otrzyma się optymalną i standardową jakość odbitek.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Zespoły nawilżające
Zadaniem zespołu nawilżającego jest uzupełnianie strat i umożliwianie regulowania
ilości roztworu zwilżającego na formie drukowej. Rozróżnia się zwilżanie bezpośrednie
formy (kontaktowe, bezkontaktowe ) i pośrednie przez zespół farbowy. W ramach systemów
kontaktowych z dopływem roztworu zwilżającego bezpośrednio na formę najczęściej
stosowane są konwencjonalne i bezobciągowe systemy zwilżające.
Schemat konwencjonalnego zespołu nawilżającego pokazano się na rys. 14. Regulacja
zwilżania dokonywana jest za pomocą regulowania czasu kontaktu wałka przekazującego
(przybieraka wodnego) z wałkiem kałamarzowym (duktorem wodnym). Wałki nawilżające
nie tylko doprowadzają wodę do formy, ale czyszczą ją z kurzu i włókien papieru,
ewentualnie też z resztek farby. Przez to jednak same ulegają zanieczyszczeniu.
Rys. 2. Schemat klasycznego zespołu nawilżającego [10, s. 206]
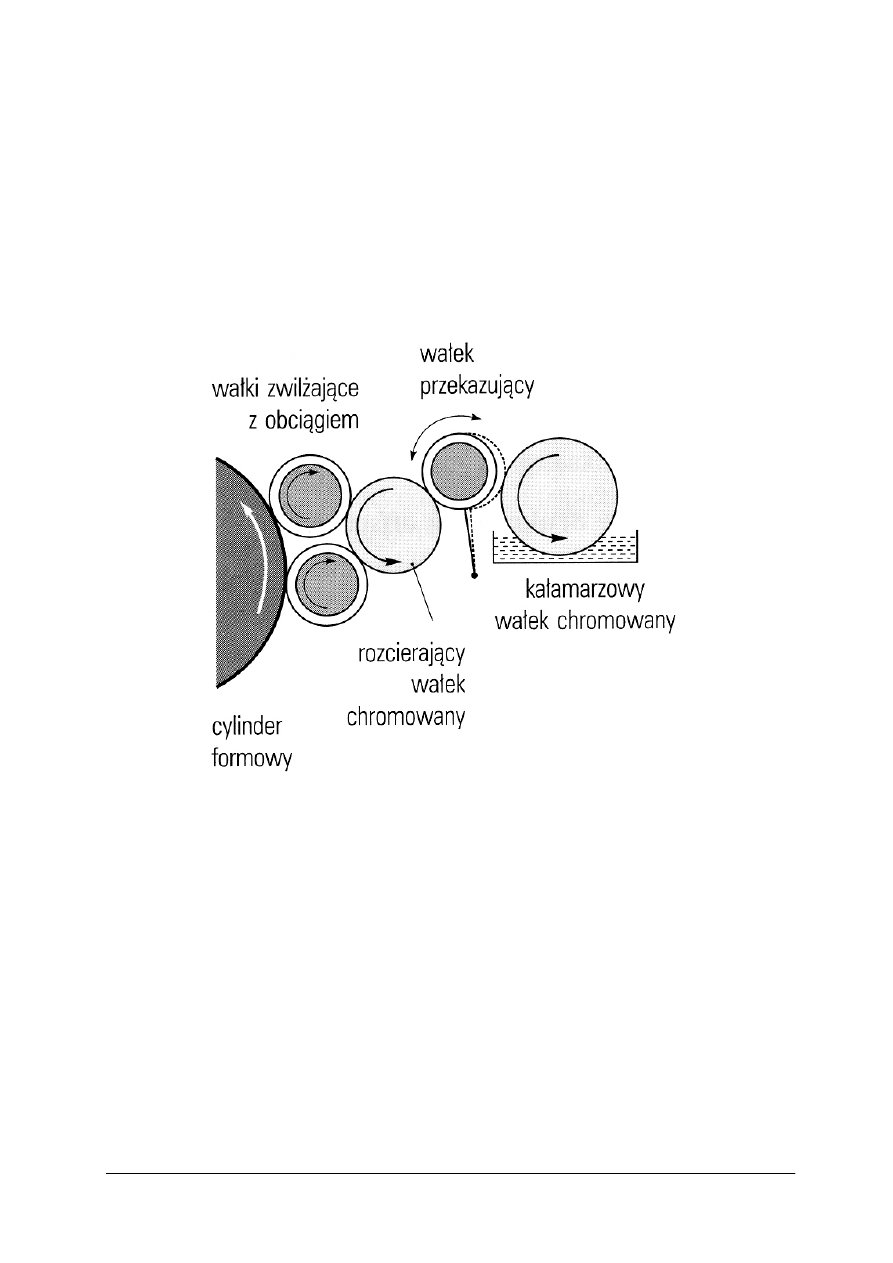
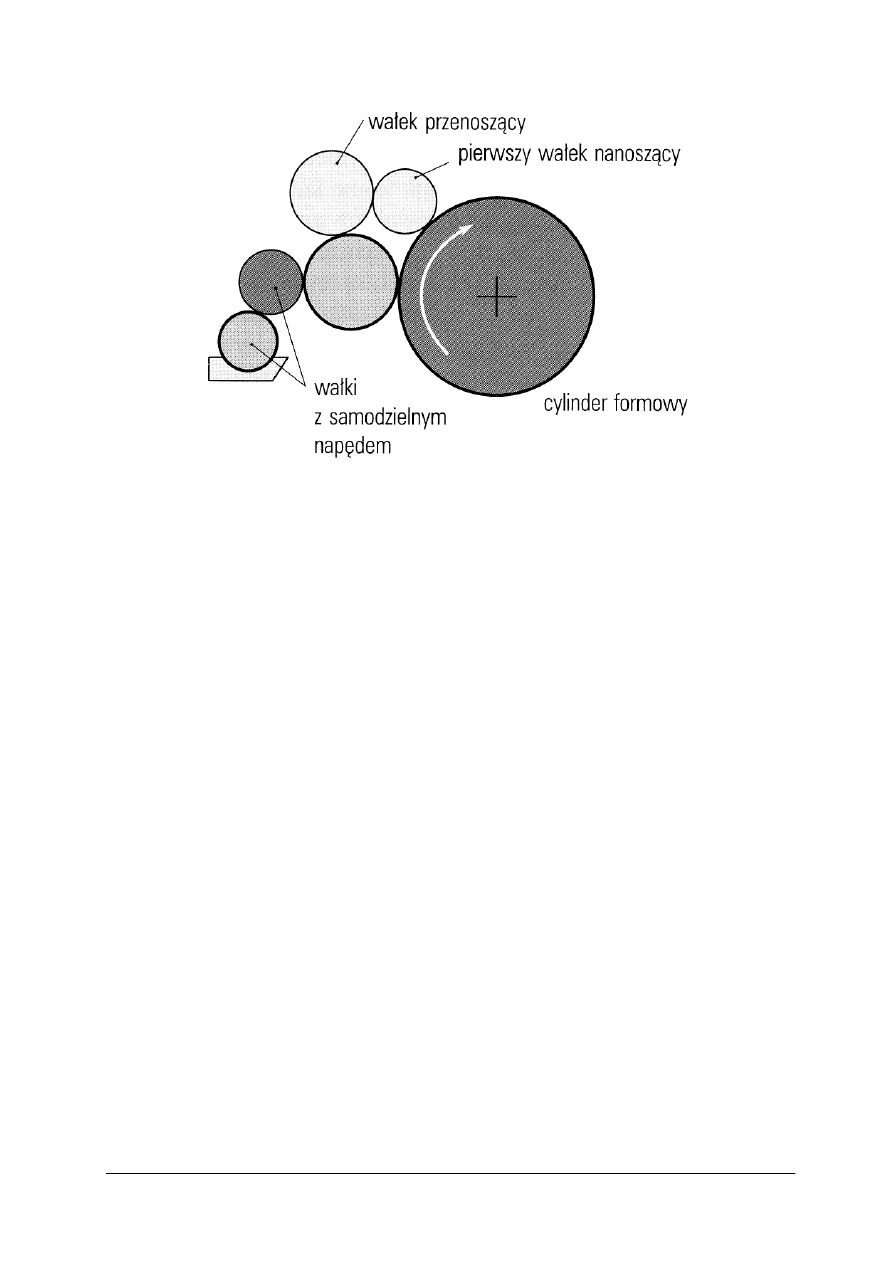
Bezobciągowe systemy nawilżające nie mają wałków z tekstylnym lub papierowym
obciągiem. Cały system składa się z trzech – sześciu wałków. Elastyczną powierzchnię
wałków nawilżających i dozujących tworzy warstwa gumy lub tworzywa, co ułatwia ich
mycie. Wałek nawilżający jest zawsze napędzany przez cylinder formowy. Pozostałe wałki
mają samodzielny napęd. Dopływ wody reguluje się poprzez zmianę docisku wałka
zwilżającego z obciągiem lub zmianę relacji obrotów wałka przekazującego wodę z duktora
ewentualnie w inny sposób. Częste jest połączenie zespołu nawilżającego i zespołu
farbowego. Celem tego jest przyspieszenie osiągnięcia równowagi zawartości wody w farbie
i skrócenie w ten sposób czasu przygotowania do drukowania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Rys. 3. Schemat bezobciągowego systemu nawilżającego [10, s. 207]
Ubytek wody w kałamarzu z zanurzanym wałkiem należy uzupełniać. Dlatego częścią
zespołu przy bardziej wydajnych i wielokolorowych maszynach jest zasobnik o dużej
pojemności i pompa, zapewniająca cyrkulację. Częścią systemu są filtry i ewentualnie system
termostatowo-chłodzący oraz system do stałej regulacji roztworu zwilżającego podczas
drukowania.
Roztwory zwilżające i ich podstawowe komponenty
Woda, jako ciecz o wysokim napięciu powierzchniowym, w normalnych warunkach nie
miesza się z farbą i nie zwilża powierzchni elementów drukujących. Jej właściwości,
w szczególności twardość, są jednak zmienne – uzależnione od jej pochodzenia.
Korzystniejsze jest stosowanie wody uzupełnionej o inne komponenty, które regulują nie
tylko jej twardość, ale też wiele innych właściwości, co ma pozytywny wpływ na proces
drukowania i jakość odbitek. Do przygotowania roztworów zwilżających coraz częściej sto-
suje się wodę poddaną demineralizacji lub procesowi odwróconej osmozy.
Zadanie dodatków może być różne. Regulują i stabilizują pH na poziomie
najkorzystniejszym dla selektywności formy i zapewniają utrzymanie jego stałej wartości.
Wartość pH roztworu zwilżającego powinno zazwyczaj wynosić od 4,8 do 5,5. Taka wartość
jest kompromisem. Im niższa wartość pH, tym lepsza selektywność formy, stabilność,
właściwości hydrofilowe. Spowalnia to jednak proces wysychania farb poprzez oksydacyjną
polimeryzację i wzrasta korozja. Im wyższe pH, tym większa też ilość emulgowanej wody
w farbie. Dodatki antybakteryjne i grzybobójcze zapobiegają mnożeniu się mikroorganizmów
i glonów. Przez obniżenie napięcia powierzchniowego poprawia się równomierność
nanoszenia roztworu zwilżającego oraz stabilność i równomierność powłoki wody na formie
drukowej. Dotychczas najczęstszym dodatkiem stosowanym w celu obniżenia napięcia
powierzchniowego jest izopropanol (5–20% objętości). W ostatnich czasach z przyczyn
ekonomicznych i ekologicznych zastępowany jest innymi substancjami (3–5% objętości).
Inne dodatki zapobiegają korozyjnemu oddziaływaniu roztworu zwilżającego na formę
i części zespołu drukującego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Drukowanie wielokolorowe i wielobarwne
W drukowaniu wielokolorowym stosuje się farby o różnych barwach i odcieniach,
w zależności od projektu. Tych barw i odcieni jest bardzo dużo. Niemożliwe jest, aby fabryki
farb drukowych produkowały farby o tak dużej liczbie odcieni. Wobec tego farby trzeba
w drukarni mieszać ze sobą w celu uzyskania odpowiednich odcieni. Dla ułatwienia fabryki
farb drukowych opracowują wzorniki, podając w nich odcienie jakie można otrzymać
z produkowanych przez nie farb. Mimo to, otrzymanie żądanego odcienia jest czasem bardzo
trudne.
Aby ułatwić mieszanie farb i uzyskanie żądanego odcienia, opracowano różne systemy
barw farb. Najczęściej stosowany system jest system Pantone.
W systemie Pantone 1000 wykorzystuje się trzynaście farb kolorowych o różnych
barwach oraz białą i czarną. Z tych farb przez mieszanie można uzyskać tysiąc odcieni do
drukowania wielokolorowego.
Obecnie w coraz większym stopniu zaczyna stosować się tzw. mieszalnie farb.
W mieszalni farb określa się komputerowo potrzebny odcień i ilości poszczególnych farb
potrzebnych do uzyskania danego odcienia. Farby potrzebne do zmieszania są automatycznie
odważane i dostarczane do mieszalnika. Po wymieszaniu otrzymuje się farbę o żądanym
odcieniu. W mieszalni farb mogą być wykorzystywane pozostałości farb po wykonanym
nakładzie. Bez mieszalni wykorzystanie takich farb jest bardzo trudne.
Farby przeznaczone do drukowania wielokolorowego powinny charakteryzować się
nieprzezroczystością. Kolejność nakładania tych farb zależy od projektu graficznego nadruku.
Najpierw nakłada się tło, potem przeważnie kolory jaśniejsze, później ciemniejsze. Przy
drukowaniu spodniej strony podłoży przezroczystych kolejność jest odwrotna.
W drukowaniu wielobarwnym stosuje się powszechnie drukowanie czterema farbami
triadowymi: żółtą, purpurową, niebiesko-zieloną i czarną. Farby triadowe różnych
producentów różniły się nieco odcieniami. Powodowało to, że druki wielobarwne wykonane
różnymi triadami różniły się barwami. Obecnie najczęściej produkuje się triady
znormalizowane wg tzw. skali europejskiej. Kolory wg skali europejskiej nazywa się są
następująco: żółty, magenta, cyjan, czarny. Dzięki zastosowaniu triad w skali europejskiej,
mimo różnych producentów, uzyskuje się takie same rezultaty. Rzadko produkuje się inne
farby triadowe.
Farby triadowe są częściowo przezroczyste, choć teoretycznie powinny być całkowicie
przezroczyste.
W drukowaniu wielobarwnym powszechnie stosuje się zadrukowywanie tego samego
miejsca podłoża czterema zrastrowanymi formami drukowymi.
W drukowaniu wielobarwnym należy stosować odpowiednią, zalecaną przez producenta
triady, kolejność drukowania farbami. Najczęściej stosuje się kolejność: żółta, magenta,
cyjan, czarna.
W drukowaniu wielobarwnym uzyskuje się na odbitce barwy wypadkowe o różnych
odcieniach. Oko ludzkie widzi barwy za pośrednictwem tzw. czopków. Oko ma trzy rodzaje
czopków: czułe na promieniowanie fioletowo-niebieskie o długości fali 400–500 nm, czułe na
promieniowanie zielone o długości fali 500–600 nm oraz czułe na promieniowanie czerwone
o długości fali 600–700 nm. Jeżeli na czopki pada promieniowanie czerwone, to reagują na
nie tylko czopki wrażliwe na promieniowanie czerwone i uzyskuje się wrażenie koloru
czerwonego. Jeżeli na czopki pada promieniowanie czerwone i zielone, to uzyskuje się
wrażenie koloru żółtego. Jeżeli światła czerwonego będzie więcej niż zielonego, to uzyska się
wrażenie barwy żółtej z odcieniem czerwonawym lub inaczej żółtej ciepłej lub
pomarańczowej. Gdy promieniowania zielonego będzie więcej niż czerwonego, uzyska się
wrażenie barwy żółtej z odcieniem zielonkawym. W ten sposób za pośrednictwem oka, mózg
człowieka uzyskuje wrażenie wielu barw i odcieni.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Gdy do oka dotrze jednakowa ilość promieniowania czerwonego, zielonego
i niebiesko-fioletowego, wówczas uzyska się wrażenie światła białego. Jeżeli ilości tego
promieniowania będą małe, to uzyska się wrażenie szarości, a przy bardzo małych jego
ilościach lub jego braku – wrażenie czerni. Taka synteza światła o różnych długościach fal,
jaka zachodzi w oku ludzkim, nazywa się addytywnym mieszaniem barw.
Taki sam mechanizm widzenia występuje przy drukowaniu wielobarwnym, gdy punkty
rastrowe są małe. Wtedy poszczególne punkty rastrowe wszystkich czterech barw nie stykają
się ze sobą. Jeżeli raster, który zastosowano, ma dużą gęstość linii, to nie rozróżnia się ich
i widzimy tylko jednolite pole. Gdy na białym podłożu, np. papierze, pojawią się bardzo małe
punkciki farby żółtej, uzyska się wrażenie, że dane pole jest białe z odcieniem żółtawym.
Intensywność odcienia żółtego będzie wzrastała w miarę zwiększania punktów rastrowych.
Farba żółta charakteryzuje się tym, że pochłania światło niebiesko-fioletowe, przepuszcza
lub odbija światło zielone i czerwone.
Farba magenta pochłania światło zielone, przepuszcza lub odbija światło czerwone
i niebiesko-fioletowe.
Farba
cyjan
pochłania
ś
wiatło
czerwone,
przepuszcza
lub
odbija
ś
wiatło
niebiesko-fioletowe i zielone.
Farba czarna nie przepuszcza i nie odbija światła, całe światło pochłania.
Jeżeli obok punktów żółtych znajdą się na białym podłożu np. takie same punkty farby
magenta, to oko ludzkie dostrzeże: biel papieru, 1 część światła czerwonego i 1 część światła
zielonego z farby żółtej oraz 1 część światła czerwonego i 1 część światła niebiesko-
-fioletowego z farby magenta. Suma: 1 części światła czerwonego, 1 części zielonego
i 1 części niebiesko-fioletowego dadzą wrażenie światła białego. Pozostanie więc 1 część
ś
wiatła czerwonego – a więc uzyskamy wrażenie nadruku barwą czerwoną.
W ten sposób można uzyskać wszystkie jasne odcienie barw. Gdy pojawią się trzy takie
same punkty farb żółtej, magenta i cyanu, uzyska się wrażenie szarości.
Inaczej wygląda tworzenie różnych barw, gdy punkty rastrowe są duże. Wtedy punkty
różnych barw są nakładane na siebie. Jeżeli na farbę żółtą nałożymy farbę magenta, wtedy
farba magenta przepuści światło czerwone i niebiesko-fioletowe, farba żółta pochłonie światło
niebiesko-fioletowe i uzyskamy wrażenie barwy czerwonej. Jeżeli na powierzchnię tę
nałożymy farbę cyjan, pochłonie ona światło czerwone i uzyskamy wrażenie czerni. Taki
mechanizm tworzenia barw wypadkowych nazywamy subtraktywnym. Warstwy farb działają
jak filtry optyczne – następuje odejmowanie promieniowania.
Tak powinno być, gdyby farby triadowe były idealne pod względem pochłaniania
i przepuszczania lub odbijania światła. Ponieważ tak nie jest, nie uzyskuje się prawidłowej
czerni i konieczne jest stosowanie dodatkowo farby czarnej.
Drukowanie światłodrukowe
Ś
wiatłodruk jest techniką drukowania płaskiego, której cechą charakterystyczną jest
możliwość uzyskiwania druku wielotonalnego bez stosowania rastra. Technika ta pozwala na
maksymalnie wierne odtworzenie oryginałów wielotonalnych. Z tego względu stosuje się ją
głównie do reprodukcji dzieł sztuki – obrazów olejnych, akwarel, grafiki, oryginałów
o wartości historycznej, jak rękopisy, starodruki, fotografie, w celach artystycznych itp.
Formą drukową w światłodruku jest płyta szklana lub aluminiowa pokryta światłoczułą
warstwą żelatynowo-dwuchromianową, którą naświetla się przez wielotonalny negatyw
fotograficzny. W procesie kopiowania warstwa kopiowa ulega fotoutwardzeniu, w zależności
od przepuszczonej przez dane miejsce negatywu ilości promieniowania aktynicznego. Po
nawilżeniu wodą naświetlonej warstwy żelatynowej powstaje na jej powierzchni obraz,
tworzący się na skutek różnej zdolności pęcznienia w wodzie utwardzonych i nie
utwardzonych elementów warstwy. Miejsca fotoutwardzone, odpowiadające elementom

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
negatywu o najmniejszej gęstości optycznej (cieniom oryginału), nie pęcznieją pod wpływem
wilgoci lub pęcznieją w minimalnym stopniu, natomiast w procesie drukowania wykazują
właściwości oleofilowe. Miejsca nieutwardzone lub fotoutwardzone słabo, będące
odpowiednikami elementów negatywu o największej gęstości optycznej (świateł oryginału),
ulegają pęcznieniu w wodzie, przyjmując właściwości hydrofilowe.
Elementem drukującym formy drukowej jest delikatne, mikroskopijnie małe ziarno
ż
elatynowe, występujące na powierzchni warstwy kopiowej w postaci drobnych zmarszczeń
i spękań, powstające podczas procesu wytwarzania formy. Dzięki temu rozbijanie obrazu
oryginału na punkty rastrowe nie jest potrzebne.
Proces wykonania światłoczułej formy drukowej jest nieskomplikowany technologicznie
oraz stosunkowo tani. Dzięki wyeliminowaniu wielu procesów pośrednich, koniecznych przy
wytwarzaniu form drukowych do innych technik drukowania, uzyskuje się wierność
odwzorowania niedostępną w pozostałych metodach reprodukcji oryginałów ilustracyjnych.
Wadą światłodruku jest mała wytrzymałość i niewielka trwałość form drukowych oraz
duża wrażliwość warstwy kopiowej na zmiany temperatury i wilgotności, występujące
w procesie drukowania. Powoduje to znaczne wydłużenie czasu drukowania nakładu, ze
względu na zmianę właściwości warstwy światłodrukowej, oraz zmusza do ciągłej kontroli
parametrów procesu drukowania.
Z jednej formy uzyskuje się przeciętnie ok. 1 tysiąca odbitek. Przez zastosowanie do
produkcji warstwy kopiowej właściwego rodzaju żelatyny oraz zachowując optymalne
warunki wilgotności i temperatury można uzyskać nawet trzykrotnie większą wytrzymałość
formy, co pozwala na uzyskanie około 3 tysięcy odbitek
Drukowanie litograficzne
Kamienie litograficzne są wapieniami warstwicowymi. Do drukowania używa się
kamieni w postaci płyt grubości 5–10 cm o gładkiej, przeszlifowanej powierzchni,
o właściwościach hydrofilowych.
Wykonanie ręczne formy na kamieniu litograficznym polega na narysowaniu na
powierzchni kamienia rysunku lewo czytelnego tłustymi substancjami, jakimi są tusze lub
kredki. Rysunki tuszowe wykonuje się pędzlem, piórkiem lub innymi przyrządami, rysunki
kredkowe zaś specjalnymi kredkami litograficznymi. Wykonanie rysunku kredkowego uznaje
się za trudniejsze.
Po naniesieniu rysunku kamień podlega preparacji, w czasie której kamień i rysunek
uzyskują odpowiednie właściwości. Po naniesieniu rysunku kamień przeciera się lekko
talkiem i pokrywa roztworem gumy arabskiej za pomocą gąbki, a następnie pozostawia się go
na co najmniej kilkanaście godzin. Guma arabska wnika na powierzchniach bez rysunku
w głąb porów kamienia. Zawarta w gumie substancja – kwas arabinowy tworzy na tych
powierzchniach nierozpuszczalną w wodzie warstewkę odpychającą tłuszcze, a więc i farbę
litograficzną. Następnie zmywa się gumę arabską pozostałą na kamieniu. Można też wykonać
wtedy korektę minusową, przez zmycie rysunku terpentyną i specjalną tynkturą asfaltową
oraz korektę plusową, przez naniesienie dodatkowego rysunku tuszem lub kredkami
litograficznymi.
Tak otrzymana forma drukowa jest mało wytrzymała i niekiedy przeprowadza się
dodatkowe wzmocnienie rysunku formy. W tym celu na kamień litograficzny nakłada
się farbę litograficzną, a następnie posypuje sproszkowaną kalafonią. Proszek ten przyczepia
się do powierzchni farby o właściwościach przylepnych. W celu utwardzenia warstwy kamień
podgrzewa się. W efekcie tego kalafonia topi się i miesza z farbą, tworząc twardą warstewkę.
W kolejnym etapie powierzchnię kamienia poddaje się niewielkiemu trawieniu za
pomocą rozcieńczonego roztworu kwasu, w wyniku czego tworzy się niewielki relief
wypukły powierzchni drukujących. Następnie kamień pokrywa się powtórnie, na co najmniej
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
kilkanaście godzin, roztworem gumy arabskiej i po zmyciu stanowi on formę drukową, tzw.
kamień oryginałowy.
Z litograficznej formy drukowej można bezpośrednio drukować bądź przenieść rysunek
z kamienia oryginałowego, za pomocą papieru przedrukowego, na inny kamień litograficzny
lub płytę metalową. Możliwe jest także wykonanie rysunku na papierze przedrukowym,
a następnie przeniesienie go na kamień litograficzny.
Bezpieczeństwo w drukarni – zasady ogólne
Szkolenie operatora maszyny – operator maszyny powinien być odpowiednio
przeszkolony przed rozpoczęciem obsługi jakiegokolwiek wyposażenia. Należy kierować się
procedurami działania zalecanymi przez producenta maszyny, a także rozszerzyć procedury
bezpieczeństwa, żeby zapewnić dodatkową ochronę osobistą.
Przebywając blisko działających maszyn, należy zakryć długie włosy, unikać noszenia
luźnych ubrań, biżuterii, krawatów. Zabezpieczyć się przed wszystkimi możliwymi
zagrożeniami. Jeżeli jest to konieczne, założyć kask i zatyczki do uszu. Zawsze nosić obuwie
z nakładką stalową, żeby uniknąć zranienia ciężkimi zwojami papieru lub narzędziami;
podeszwy butów ochronnych nie powinny przyczyniać się do powstawania iskier na skutek
tarcia. Przed stycznością z chemikaliami należy zastosować zalecane środki ochrony osobistej
i zapoznać się z Kartą charakterystyki danego materiału.
Umiejscowienie maszyny – instalowanie maszyny wymaga dokładnego zaplanowania.
Efektywne wykorzystanie obszaru podłogi jest bardzo istotne. Miejsce przeznaczone na
maszynę powinno spełniać następujące warunki:
–
Podłoga musi być przystosowana do utrzymania ciężaru maszyny.
–
Wolna przestrzeń dookoła maszyny powinna być wystarczająco duża, aby umożliwić na
bezpieczny transport materiałów i zaopatrzenia.
–
Operatorzy maszyny powinni mieć odpowiednio dużą przestrzeń do bezpiecznego
usuwania zadrukowanego materiału z wykładaka.
–
Maszyna powinna być tak umiejscowiona, żeby jej obsługa i serwisowanie nie
kolidowały z sąsiednim wyposażeniem.
–
Pomieszczenie, w którym umieszczona jest maszyna, powinno być wyposażone
w urządzenia pochłaniające dźwięk, żeby zapobiec wzmocnieniu i transmisji odgłosów
spowodowanych działaniem maszyny.
–
W pomieszczeniu powinno być zapewnione miejsce dla wyposażenia pomocniczego.
–
Warunki oświetlenia i wentylacji muszą być zgodne z wymaganiami przepisów bhp.
Dobra lokalizacja maszyny musi być poparta odpowiednim utrzymaniem porządku, co
pozwala na stworzenie bezpiecznych warunków pracy. Wszystkie odpadki muszą być
składowane w odpowiednich, dogodnie rozmieszczonych kontenerach. Szmaty nasiąknięte
rozpuszczalnikiem powinny być składowane w zamkniętych pojemnikach.
Bezpieczeństwo mechaniczne
Osłony w maszynie – osłony w maszynie stosowane są jako bariery chroniące
pracowników przed zagrożeniem związanym z ruchomymi częściami, strefami kontaktu
i niebezpiecznymi miejscami wyposażenia maszyny. Strefa kontaktu definiowana jest jako
punkt lub linia kontaktu dwóch obracających się powierzchni (czyli wałków lub cylindrów)
albo obszar w maszynie, w którym dwie powierzchnie zbliżają się do siebie do momentu
styku lub z wytworzeniem nacisku. Obecnie producenci obudowują wszystkie ruchome
części, tak żeby pracownicy nie mogli uszkodzić sobie palców i rąk. Dodatkowo, aby
wyeliminować bezpośredni kontakt pracowników z ruchomymi częściami maszyny,
stosowane są osłony, które:
–
zapobiegają wypadkom spowodowanym przez błąd człowieka,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
–
uniemożliwiają pracownikom kontakt z odsłoniętymi komponentami elektrycznymi,
ruchomymi obiektami metalowymi i rozpryskami olejów,
–
pozwalają na bezpieczne przeprowadzenie konserwacji.
Osłony muszą być dostosowane do maszyny i wykonywanych na niej działań,
uniemożliwiać dostęp do miejsc niebezpiecznych podczas pracy maszyny, być niemożliwe do
usunięcia podczas działania maszyny, nie stwarzać zagrożenia dla operatora i wymagać
minimalnej konserwacji.
W arkuszowej maszynie offsetowej muszą być osłaniane następujące obszary:
–
Strefa kontaktu pomiędzy cylindrem formowym a cylindrem pośrednim.
–
Koła zębate w pobliżu pierścieni odtaczania na krawędziach cylindra formowego
i pośredniego.
–
Tylna część cylindra pośredniego i formowego przy stole spływowym.
–
Urządzenia wyprowadzające na końcu samonakładaka.
–
Szereg wałków zespołu farbowego i nawilżającego.
–
Krzywka kontrolująca wysokość stosu w samonakładaku.
–
Końcowa część samonakładaka i wykładaka.
–
Transportery łańcuchowe.
Celowe
ominięcie
urządzeń
zabezpieczających
jest
naruszeniem
przepisów
bezpieczeństwa pracy i stwarza niepotrzebne zagrożenie dla wszystkich pracowników.
Operator maszyny powinien okresowo sprawdzać wszystkie systemy zabezpieczeń (osłony,
blokady itd.), aby zapewnić ich właściwe funkcjonowanie. Maszyna nie powinna być
uruchamiana, dopóki wszystkie osłony zabezpieczające nie znajdą się na swoim miejscu.
W idealnej sytuacji maszyna nie powinna działać, jeżeli jakakolwiek osłona nie znajduje
się na właściwym miejscu. Największe problemy sprawiają stare urządzenia niewyposażone
w osłony lub urządzenia działające pomimo uszkodzonych zabezpieczeń. W obu wypadkach
przepisy wymagają niezwłocznego zainstalowania nowych osłon i zabezpieczeń. Pracownicy
powinni być przeszkoleni w zakresie prawidłowego umieszczenia osłon, poprawnego użycia
systemu przycisków „stop/bezpieczny/gotowy” i bezpiecznych procedur czyszczenia
maszyny.
Przepisy bezpieczeństwa dotyczące blokowania i oznaczania maszyn – przepisy bhp
odnośnie standardu bezpieczeństwa dotyczącego blokowania i oznaczania maszyn oraz
obszarów pracy zostały wprowadzone w Polsce w 2002 roku. Wymagają one od
pracowników/operatorów stosowania urządzeń (narzędzi) blokujących i odłączających
od zasilania oraz odpowiedniego oznaczenia na czas prowadzonych prac, jeżeli istnieje
potencjalne ryzyko przypadkowego uwolnienia energii lub uruchomienia. Innymi słowy,
urządzenia blokujące i oznaczenia powinny być stosowane, jeżeli na maszynie są
przeprowadzane jakiekolwiek działania odbiegające od jej przeznaczenia, z wyjątkiem
drobnych napraw, konserwacji i regulacji nie wymagających kontaktu operatora
z komponentami maszyny i nie narażających pracownika na nieoczekiwane porażenie
prądem, uruchomienie urządzenia lub uwolnienie zgromadzonej energii. śeby spełnić
standardowe wymagania, należy przeprowadzić następujące działania:
–
Sporządzić analizę zagrożeń pracy w celu identyfikacji potencjalnego zagrożenia
związanego z mechanizmami lub wyposażeniem maszyny.
–
Sporządzić listę specjalnych procedur blokujących oraz oznaczeń i określić, kiedy będą
stosowane dla określonych mechanizmów z potencjalnym narażeniem energetycznym.
–
Sporządzić pisemny program.
–
Sporządzić i wdrożyć program szkolenia pracowników.
–
Sporządzić zewnętrzny program wykonawczy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Drobne naprawy, konserwacja i prace przygotowawcze – drobne naprawy i konserwacja
są definiowane jako „działania, które mogą być przeprowadzone z zachowaniem zasad
bezpieczeństwa i przy których nie jest wymagane odłączenie maszyny od źródła zasilania”.
Drobne naprawy i konserwacja obejmują następujące działania:
–
Usuwanie zakleszczeń papieru.
–
Drobne oczyszczanie (mycie obciągu gumowego, mycie wałków).
–
Operacje smarowania i regulacji.
–
Nawijanie papieru na zwój i zmiana zwoju.
Prace przygotowawcze są definiowane jako „jakiekolwiek działanie wykonane w celu
przygotowania maszyny lub jej wyposażenia do działania”. Prace przygotowawcze
obejmujące następujące czynności:
–
Montaż formy drukowej.
–
Ustawienie nacisku.
–
Ustawienie formatu.
–
Ustawianie wałków.
Drukarze mają możliwość użycia „dodatkowego efektywnego zabezpieczenia” podczas
wykonywania napraw, konserwacji i ustawień. Definiowane jest ono jako działanie
z zastosowaniem dodatkowego efektywnego zabezpieczenia, jeżeli spełnione są następujące
warunki:
–
Naprawy są przeprowadzane przy zatrzymanej maszynie.
–
Każdy pracownik serwisujący ma nieustanną i wyłączną kontrolę nad włączaniem
maszyny.
–
Pracownicy serwisowi są zaopatrzeni w osłony zabezpieczające przed narażeniem na
szkodliwą, zmagazynowaną lub szczątkową energię.
Metoda skokowego, ręcznie sterowanego, wolnego trybu biegu maszyny stosowana
w połączeniu z systemem zabezpieczenia jest jednym z alternatywnych środków ochrony.
Metoda powolnego skokowego, ręcznie sterowanego, wolnego trybu biegu maszyny
obejmuje następujące procedury:
–
Zatrzymanie maszyny i przełączenie jej w pozycję zabezpieczoną za pomocą przycisku
zabezpieczona! stop.
–
Przeprowadzenie określonego działania (czyli mycie obciągu gumowego, smarowanie,
usunięcie zakleszczonego papieru itd.).
–
Zwolnienie przycisku bezpieczeństwa, przesunięcie maszyny o mały skok i ponowne jej
zatrzymanie.
–
Powtarzanie powyższej procedury do momentu zakończenia działania. Po zakończeniu
upewnienie się, że wszystkie osoby znajdują się w bezpiecznej odległości od maszyny,
zwolnienie przycisku stop i wciśnięcie przycisku start.
Poniżej wymienione zostały czynności naprawcze i konserwacyjne, które nie mogą być
przeprowadzane podczas normalnej pracy maszyny i wymagają procedur blokowania oraz
oznaczania:
1.
Działania, podczas których silniki pomocnicze i silniki samonakładaka nie są wyłączone
za pomocą przycisku tryb bezpieczny i przy wykonywaniu, których operator nie może
zachować wyłącznej kontroli nad maszyną lub jej elementami, na przykład podczas:
–
Oczyszczania samonakładaka i wykładaka w maszynach arkuszowych.
–
Oczyszczania systemu odwijania i prowadzenia wstęgi papieru ze zwoju
w maszynach zwojowych.
–
Oczyszczania lub wymiany filtrów powietrza stosowanych do wentylacji
toksycznych lub łatwo palnych materiałów albo sprzętu elektrycznego generującego
ciepło.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
2.
Działania, które wymagają od operatora usunięcia większych elementów wyposażenia,
takich jak: osłony lub bariery uniemożliwiające dostęp do ruchomych części maszyny lub
sprzętu elektrycznego:
–
Prowadzone bez usuwania tych komponentów.
–
Wymagające od operatora opuszczenia obszaru, w którym znajdują się panele
sterowania, których kontrola jest wymagana przez operatora.
3.
Wymiana wałków wymaga procedur blokowania i oznaczania, gdy niezbędna jest
współpraca dwóch osób i w przypadku braku systemu szybkiego mocowania
umożliwiającego bezpieczne usuwanie wałka przez jedną osobę.
4.
Naprawa/usuwanie belki z łapkami, wymiana przekładni i prace elektryczne.
Oczyszczanie – poniższe procedury są zalecane podczas mycia obciągów gumowych
i nanoszenia środków czyszczących lub zabezpieczających na powierzchnię form drukowych
w maszynach wielokolorowych:
–
Operator nadzorujący powinien zablokować wszystkie przyciski startowe poza jednym,
który będzie używany; wszyscy członkowie obsługi powinni znajdować się
w bezpiecznej odległości od maszyny.
–
Operator maszyny przesuwa ją o mały skok do momentu ukazania się obciągu
gumowego i formy, wtedy zostaje naciśnięty i zablokowany przycisk stop przy
pierwszym zespole drukującym.
–
Asystent blokuje przyciskiem stop drugi zespół drukujący.
–
Obaj operatorzy maszyny oczyszczają widoczne segmenty obciągów gumowych.
Na formy nadawany jest roztwór do gumowania lub inny środek.
–
Gdy obaj operatorzy znajdują się w bezpiecznej odległości od cylindrów, przycisk stop
zostaje odblokowany, co jest sygnalizowane za pomocą pojedynczego sygnału
dźwiękowego lub brzęczyka.
–
Operator przy pierwszym zespole przesuwa maszynę o mały skok do następnego
segmentu obciągu gumowego i formy i ponownie zatrzymuje maszynę·
–
Procedura ta jest powtarzana do momentu całkowitego oczyszczenia wszystkich
obciągów gumowych i zagumowania wszystkich form drukowych.
Przenoszenie materiałów – nowo dostarczone materiały powinny być umieszczane
w specjalnym pomieszczeniu odbiorczym i ustawiane w bezpiecznej odległości od przejść
i dróg dostępu. Ciężkie przedmioty nie powinny być podnoszone bez zastosowania
odpowiednich procedur. Poniżej przedstawione zostały niektóre czynności, które powinny
być wykonane podczas załadowywania lub przemieszczania materiału:
–
Stosować odpowiedni sprzęt podnoszący – dźwigi, wózki, liny, bloki, haki.
–
Pozostawać w bezpiecznej odległości od obszaru znajdującego się pod uniesionym
materiałem.
–
Operatorzy
urządzeń
podnoszących
powinni
nosić
odpowiednie
rękawice
zabezpieczające
przed
obrażeniami
spowodowanymi
rozgrzanymi
trzpieniami
obrotowymi, linami i łańcuchami.
–
Zachować szczególną ostrożność przy użyciu narzędzi tnących do usuwania papieru
ochronnego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Poniżej wymienione zostały niektóre wymogi, jakie należy spełnić przy manipulowaniu
paletami:
–
Nigdy nie opierać palet o maszynę.
–
Nigdy nie ustawiać palet na krawędziach, ponieważ mogą się przewrócić i spowodować
obrażenia lub fizyczne uszkodzenia sprzętu.
–
Palety powinny być składowane w odpowiednim miejscu, dopóki nie zostaną
odpowiednio rozmontowane i usunięte.
–
Puste palety powinny być transportowane na wózkach, a nie ręcznie.
–
Puste palety powinny być ustawiane jedna na drugiej, tak żeby utworzony stos był
stabilny (maksymalna wysokość stosu może wynosić 1,5 m).
–
Przy przemieszczaniu dużych palet zawsze korzystać z pomocy drugiej osoby.
–
Nigdy nie rzucać paletami; zawsze układać je odpowiednio na stosie.
–
Przy załadowywaniu palet upewnić się, że ciężar nie przewróci się lub nie ześliźnie przy
przypadkowym potrąceniu.
–
Usunąć taśmy stalowe z materiałów na palecie w taki sposób, żeby taśmy nie
odskakiwały po przecięciu. (podczas tego procesu powinny być stosowane przecinaki do
taśm stalowych z przedłużonymi trzonkami, okulary i rękawice ochronne).
–
Fragmenty metalu odciętego z palet powinny być bezpiecznie usunięte.
Niewłaściwe użytkowanie wózków i podnośników może spowodować obrażenia. Przy
użyciu wózków i podnośników powinny być zastosowane następujące środki ostrożności:
–
Zawsze nosić obuwie ze stalową nakładką podczas pracy przy ciężkich obiektach
i sprzęcie.
–
Jeżeli wózki nie są używane, to pozostawić je w miejscu do tego przeznaczonym.
–
Nigdy nie jeździć i nie stawać na podnośnikach.
–
Stosować wózki tylko według wskazań podanych w instrukcji.
–
Zgłaszać wszystkie trudności zaobserwowane podczas działania podnośnika.
–
Na początku zmiany sprawdzić wszystkie elementy (koła, światła, klaksony, baterie)
podnośnika.
Samonakładak – wiele obrażeń może być spowodowanych podczas podnoszenia
i załadowywania nowej partii materiału na maszynę. Zastosowanie niżej wymienionych
ś
rodków ostrożności pozwoli na zminimalizowanie obrażeń związanych z pracą
samonakładaka:
–
Nigdy nie przechodzić pod paletą lub mechanizmem podnoszącym.
–
Jeżeli konieczne jest przesunięcie ciężaru, to podnoszenie musi zostać zatrzymane
dopóty, dopóki ciężar nie zostanie ustawiony we właściwej pozycji.
–
Nigdy nie poprawiać jakiejkolwiek części ciężaru, gdy jest on uniesiony.
–
Sporządzić instrukcję opisującą krok po kroku działania podczas zmiany załadunku.
–
Obserwować postęp w podnoszeniu ładunku i upewnić się, że zatrzyma się on na
właściwym poziomie.
–
Sprawdzić wszystkie elektromechaniczne czujniki ograniczające, automatycznie
zatrzymujące podnoszenie.
–
Operatorzy powinni podczas zmiany stosu nosić rękawice skórzane, zabezpieczające ich
dłonie przed skaleczeniami i możliwą infekcją·
–
Utrzymywać naprężenie na linach i łańcuchach, żeby zapobiec ich ześlizgiwaniu się
i żeby upewnić się, że wszystkie haki lub inne urządzenia łączące są dobrze
umiejscowione w belkach wspornikowych ciężaru.
–
Nigdy nie prostować arkusza, gdy łapki są gotowe do podania go na cylinder dociskowy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Wykładak – zabezpieczenie transportera z łapkami jest szczególnie ważne. Transporter
przekazuje arkusze z cylindra dociskowego na wykładak. Składa się z poprzeczek z łapkami
zamocowanych na zamkniętych łańcuchach osadzonych na kołach zębatych. Łańcuch, koła
zębate i poprzeczki z łapkami powinny być całkowicie zasłonięte osłoną ograniczającą.
Dodatkowo przycisk stop powinien być umieszczony blisko wykładaka na wypadek awarii
lub zakleszczenia papieru.
W niektórych systemach przyczyną zagrożeń mogą być dodatkowe elementy,
tj. urządzenia odprowadzające elektryczność statyczną i urządzenia napylające.
Jeżeli proszek zapobiegający odciąganiu będzie osadzał się na ramie maszyny, osprzęcie
ś
wietlnym i innych obszarach hali maszyn, to może doprowadzić do samozapłonu pyłu.
Dlatego też w niektórych maszynach stosowane są odpylacze. Pył powinien zostać
sprzątnięty, jeżeli kolor materiału, na którym się osadził, jest niewidoczny. Powinny być do
tego stosowane tylko urządzenia powietrzne lub odporne na samozapłon. Jeżeli nie są one
dostępne, pył powinien zostać zamieciony.
Usuwanie arkuszy z wykładaka w celu ich oceny wymaga dużego doświadczenia
i nadzwyczajnej ostrożności. Należy się upewnić, że osłony łańcuchów są właściwie
rozmieszczone. Nie należy nigdy usuwać tych osłon.
Wielokolorowe arkuszowe maszyny offsetowe wykorzystują cylindry transportujące
pomiędzy zespołami drukującymi. Czasami urządzenia te muszą zostać wyregulowane w celu
zapobieżenia powstawania smug na arkuszu. Operator przeprowadzający tę operację musi
przestrzegać procedury blokowania i oznaczania maszyn. (Zalecany jest system alarmujący).
Zespół farbowy – wałki w układzie wałków farbowych stwarzają zagrożenie wciągnięcia.
Dlatego też miejsca niebezpieczne, czyli obszary kontaktu pary poruszających się wałków,
powinny być osłonięte w celu uniemożliwienia przypadkowego kontaktu. Metalowe osłony
lub stalowe kątowniki powinny być dobrze zamocowane w ramie maszyny i osłaniać strefę
kontaktu wałków na całej ich szerokości. Osłony można w łatwy sposób zdjąć podczas
wymiany wałka.
Cylindry – obszary maszyny, w których znajdują się cylindry, obciągi gumowe i wałki
stwarzają większe ryzyko zranienia niż inne jej obszary. Dlatego też bardzo ważne jest
zachowanie ostrożności, dokładne szkolenie obsługi i poprawne rozmieszczenie osłon.
Strefa kontaktu między formą drukową a cylindrem pośrednim także powinna być
zabezpieczona. Zalecenia bhp wymagają od operatora naciśnięcia równocześnie dwóch
przycisków: startu i wolnego biegu maszyny w celu włączenia obrotów cylindra. Eliminuje to
możliwość przypadkowego uruchomienia maszyny z największą prędkością. Nigdy nie
należy elektronicznie wyłączać tego systemu.
Operator powinien zatrzymać maszynę przed usunięciem brudu lub drobin z powierzchni
formy drukowej bądź cylindra pośredniego. Można również zastosować zdalnie sterowane
urządzenie usuwające te zanieczyszczenia w trakcie działania maszyny.
Pomosty maszyny – pomosty, przejścia, schody i drabinki powinny być zgodne
z przepisami bhp. Naprawy lub procedury konserwacji mogą wymagać usunięcia niektórych
elementów, które powinny zostać ponownie zamontowane przed uruchomieniem maszyny.
Wszystkie połączone zawiasowo elementy pomostu powinny zostać zamknięte podczas pracy
maszyny. Pomosty nie powinny być wykorzystywane do magazynowania, ponieważ
kontenery i narzędzia mogą łatwo z nich spaść.
Materiały, z których wykonywane są pomosty, powinny być solidne i mieć podłogę
z wykładziną antypoślizgową. Powierzchnie pomostów wymagają regularnego oczyszczania
dla zapobieżenia gromadzeniu się na nich kurzu, oleju lub smarów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Narzędzia – narzędzia niezbędne do obsługi maszyny i konserwacji powinny być
przechowywane w szafce z narzędziami lub w skrzynce. Klucz lub śrubokręt może
z łatwością wpaść do zespołu drukującego i spowodować jego uszkodzenie. Dlatego też
określone narzędzia powinny być stosowane tylko do tych prac, do których są przeznaczone.
Złe użycie narzędzi może przyczynić się do zranienia pracownika lub mechanicznych
uszkodzeń maszyny. Na przykład kombinerki nie powinny być stosowane do nakrętek lub
ś
rub, ponieważ mogą je zdeformować. W obszarach, w których stosowane są rozpuszczalniki,
należy używać narzędzi, które nie powodują powstawania iskier. Wszystkie narzędzia
powinny być regularnie sprawdzane; jeżeli narzędzie jest zużyte, należy je wymienić.
Bezpieczeństwo pożarowe
Substancje takie, jak: izopropanol, rozpuszczalniki farb, rozpuszczalniki do mycia, jak
nafta, są łatwo palne i w określonych warunkach mogą eksplodować. Przy pracy z tymi
substancjami zabronione jest palenie i używanie otwartego ognia. Przepisy wymagają
umieszczenia gaśnic w fabrykach i biurach, a w szczególności w drukarniach. Gaśnice muszą
być wyraźnie oznaczone i łatwo dostępne. Ich stan i poprawność działania muszą być
sprawdzane w regularnych odstępach czasu.
Obszary zakładu, w których stosowane są łatwo palne lub żrące chemikalia, powinny być
wyposażone w prysznice bezpieczeństwa.
Różne rodzaje pożarów wymagają różnych metod ich gaszenia:
–
Typ A – papier, drewno, ciała stałe. Odpowiednim środkiem gaśniczym jest woda.
(Stosowany może być również dwutlenek węgla).
–
Typ B – ciecze, rozpuszczalniki, benzyna. Odpowiednim środkiem gaśniczym jest
dwutlenek węgla. Woda może spowodować rozlanie się płonącego rozpuszczalnika.
–
Typ C – pożary elektryczne. Wymagane są specjalne gaśnice. Woda spotęguje pożar.
–
Typ D – metale łatwo palne (magnez, aluminium, sód). Ani woda, ani dwutlenek węgla
nie nadają się do gaszenia pożaru tego typu.
Samoczynne zapalenie lub spalenie – reakcja polimeryzacji oksydacyjnej zachodząca
podczas utrwalania się farb jest egzotermiczna (wydziela ciepło). Szmatki i materiały, które
zawierają wysychające oleje, wydzielają ciepło podczas powolnej reakcji oleju z tlenem
z powietrza. Wraz ze wzrostem temperatury wzrasta prędkość reakcji, a ciepło jest
wydzielane w większych ilościach i z większą prędkością. Problem ten staje się jeszcze
poważniejszy w obecności łatwo palnych rozpuszczalników farb. Szmatka lub materiał
zanurzony w farbie bądź lakierze, pozostawiony na pewien czas, może wygenerować
wystarczająco dużo ciepła, żeby spowodować samoczynne zapalenie się rozpuszczalnika
i samego materiału.
Pojemniki zawierające zużyte czyściwo wykorzystane przy oczyszczaniu maszyny muszą
być regularnie opróżniane, najlepiej codziennie.
Elektryczny zapłon: iskry, uziemienie i połączenie – w drukarni unoszą się zazwyczaj
w powietrzu opary rozpuszczalnika. W pobliżu pojemników z rozpuszczalnikami
i w sąsiedztwie maszyny koncentracja oparów może być bardzo wysoka. Nawet jedna iskra
może spowodować zapalenie się rozpuszczalnika, czego rezultatem będzie pożar lub
eksplozja.
Wszystkie kontenery z substancjami łatwo palnymi powinny być przechowywane
w odpowiednim pomieszczeniu poza halą maszyn. Powinny być uziemione i połączone, co
zapobiega iskrzeniu spowodowanemu elektrycznością statyczną. Oba te terminy są stosowane
wymiennie, ale połączenie oznacza eliminację różnicy potencjału elektrycznego pomiędzy
dwoma obiektami takimi jak rozpuszczalnik i pojemnik; uziemienie eliminuje różnicę
potencjałów pomiędzy obiektem i ziemią.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Do przenoszenia małych ilości łatwo palnych substancji w hali maszyn muszą być
stosowane metalowe pojemniki zabezpieczające z wiekiem i metalową osłoną (tłumikiem
płomieni). Metalowa osłona zapobiega przedostawaniu się iskier do pojemnika i eksplozji.
Osłona rozprasza ciepło iskier na takiej samej zasadzie, jak lampy stosowane w kopalniach
przez górników.
Bezpieczeństwo elektryczne
Elektryczność może uszkodzić wyposażenie, spowodować pożar i ciężkie poparzenia
oraz porażenia. Dlatego też należy zachować szczególną ostrożność podczas pracy w pobliżu
połączeń elektrycznych.
W hali maszyn powinien znajdować się główny przełącznik, za pomocą którego można
odłączyć zasilanie wszystkich maszyn i urządzeń. W razie awarii całe zasilanie zostaje
odłączone. Dodatkowo w strategicznych miejscach maszyny rozmieszczone są awaryjne
przyciski pozwalające na odłączenie zasilania w sytuacjach awaryjnych. Dodatkowe
wyposażenie zabezpieczające obejmuje urządzenia ostrzegawcze i sygnalizujące (lampki,
dzwonki, gwizdki), wskazujące podłączenie wyposażenia do zasilania.
Uszkodzone lub spalone elektryczne przewody, wtyczki, przełączniki itd. stwarzają
zagrożenie i powinny zostać natychmiast wymienione. Wszystkie kable elektryczne muszą
być zbadane przez wykwalifikowanego elektryka pod względem zgodności ze wszystkimi
przepisami. Tylko wykwalifikowany personel może wymieniać bezpieczniki i wyłączniki.
Dodatkowo całe wyposażenie musi być odpowiednio uziemione. Urządzenia elektryczne nie
powinny być rozmieszczane w pobliżu zlewów, rur wodnych lub źródeł cieczy.
Wszyscy pracownicy pracujący z systemami elektrycznymi muszą być przeszkoleni
i mieć upoważnienie do takiej pracy.
Bezpieczeństwo chemiczne
Czynnikami chemicznymi, które występują praktycznie we wszystkich zakładach
poligraficznych, są substancje i preparaty chemiczne.
Obecnie w zakładach poligraficznych najczęściej stosuje się gotowe produkty (farby,
lakiery, rozpuszczalniki farb, zmywacze itp.) oraz środki pomocnicze zakupione w różnego
rodzaju hurtowniach materiałów poligraficznych.
Wszystkie informacje na temat szkodliwości oferowanych preparatów powinien
udostępnić ich producent lub dystrybutor. Użytkownik substancji chemicznych powinien
mieć wiedzę, jak z tych informacji skorzystać, aby nie powodować zagrożenia dla zdrowia
i środowiska. Niezbędna jest również znajomość odpowiednich przepisów prawnych.
Rozpuszczalniki – właściwe użytkowanie rozpuszczalników jest bardzo ważne.
Rozpuszczalniki farb mogą spowodować zagrożenia pożarowe, zdrowia i środowiska.
Programy szkoleniowe i właściwe użytkowanie pozwalają na zmniejszenie liczby wypadków
i zranień. Z uwagi na niebezpieczeństwo wywołania pożaru przez ładunki elektrostatyczne
kontenery muszą zostać uziemione i połączone przed transportem łatwo palnych cieczy.
Kontenery do przechowywania rozpuszczalników stosowanych w maszynie powinny być
wykonane z grubego metalu i mieć sprężynowe wieko.
Małe ilości rozpuszczalników, stosowane do oczyszczania, są przechowywane przy
maszynach.
Potencjalne źródła zapłonu (kable elektryczne, elektryczność statyczna i iskry
pochodzące z siły tarcia) powinny być eliminowane. Palenie tytoniu w hali maszyn i w jej
pobliżu jest surowo zabronione.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Czyściwo – maszyny często wymagają mycia ręcznego. Czyste szmatki do czyszczenia
powinny być przechowywane w przeznaczonym do tego pojemniku w celu zapobieżenia ich
przypadkowemu wciągnięciu do zespołu drukującego. Brudne, namoczone w rozpuszczalniku
szmatki stwarzają ryzyko zapalenia, dlatego też powinny być przechowywane w specjalnym
pojemniku. Pojemnik musi pozostać zamknięty, co pozwala zapobiec gromadzeniu się
oparów chemicznych, które mogłyby spowodować pożar. Dodatkowo opary chemiczne mogą
być niebezpieczne dla pracowników hali maszyn.
Farby – w różnych procesach drukowania wykorzystywane są różne farby. Farby ciekłe,
stosowane we wklęsłodruku i fleksografii, zawierają zazwyczaj łatwo palne rozpuszczalniki
(nawet farby na bazie wody, popularne we fleksografii, zawierają pewne ilości lotnych
substancji organicznych poprawiających rozpuszczalność substancji wiążących). Farby
offsetowe zawierają różne ilości lotnych związków organicznych. W zależności od
rozpuszczalnika lub oleju schnącego, pigmentów i dodatków, farby maziste stosowane
w offsecie, sitodruku i typografii mogą być klasyfikowane jako niebezpieczne.
Jeżeli farby są stosowane zgodnie z zaleceniami producenta, bardzo rzadko powodują
zagrożenia zdrowia lub środowiska. Mimo to należy zapoznać się z Kartą charakterystyki
substancji lub preparatu chemicznego, aby upewnić się, że farba jest prawidłowo użytkowana.
Obecnie substancje drażniące zostały w dużym stopniu wyeliminowane z farb.
Oleje farbowe i rozpuszczalniki zawierają lotne związki organiczne, które mogą być
emitowane podczas procesu drukowania. Lotne związki organiczne są także zawarte
w rozpuszczalnikach oczyszczających i rozpuszczalnikach stosowanych w roztworze
nawilżającym. Dlatego też emisja lotnych związków organicznych musi być kontrolowana
i redukowana.
Toluen stosowany w wielu farbach wklęsłodrukowych jest łatwo palną substancją
toksyczną. Musi być użytkowany z dużą ostrożnością.
Farby utrwalane radiacyjnie – Farby utrwalane za pomocą promieniowania UV
i strumieniem elektronów (EB) wymagają specjalnej uwagi, ponieważ mają inny skład
chemiczny niż farby konwencjonalne. Farby te są określane jako „przyjazne dla środowiska”.
Utrwalają się bez emisji szkodliwych substancji i wymagają tylko 20–25% energii niezbędnej
przy utrwalaniu farb konwencjonalnych.
Akrylany są bardziej toksyczne i drażniące niż oleje roślinne i pochodne kalafonii lub
celulozy, żywice winylowe i węglowodorowe stosowane w farbach konwencjonalnych. Aby
ograniczyć do minimum ryzyko podrażnienia oczu i skóry, należy unikać kontaktu z tymi
farbami. Praca z takimi farbami wymaga noszenia nitrylowych lub neoprenowych rękawic.
Kremy ochronne na krótki okres zabezpieczają skórę przed farbami i chemikaliami farb,
ale nie przed ich rozpuszczalnikami. Ubrania zamoczone w tych farbach powinny być zdjęte
i przekazane do prania, a skóra powinna zostać umyta wodą i mydłem.
Farby UV i EB nie są bardzo toksyczne, ale nie powinny dostać się do dróg
pokarmowych. Jedzenie, picie i palenie powinno być zabronione w obszarach, w których
stosowane są te farby.
Przechowywanie farb – małe ilości farb powinny być przechowywane w szczelnie
zamkniętych puszkach, w chłodnym i czystym pomieszczeniu. Duże ilości należy
przechowywać w zbiornikach, bębnach lub kubłach, wymagających dodatkowego
wyposażenia, takiego jak: kanały, misy ściekowe lub materiały absorbujące, ograniczające do
minimum ryzyko rozlania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Zespół nawilżający – skład roztworu nawilżającego zmienia się w zależności od
producenta; wielu z nich oferuje skoncentrowane roztwory. Dla drukarzy bardziej
ekonomiczne jest samodzielne rozcieńczanie koncentratów.
Wszystkie chemikalia powinny być zidentyfikowane na podstawie Kart charakterystyk,
a osoba pracująca z chemikaliami powinna zapoznać się z zasadami poprawnego ich
użytkowania. Dodatkowo należy zaopatrzyć się w niezbędne środki ochrony osobistej
(gumowy fartuch, gumowe rękawice, maskę i okulary).
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Czym charakteryzuje się druk offsetowy?
2.
Jak zbudowany jest obciąg offsetowy?
3.
Jakie właściwości powinien posiadać obciąg offsetowy?
4.
Jakie właściwości powinien posiadać roztwór zwilżający w drukowaniu offsetowym?
5.
Czym charakteryzują się farby do drukowania offsetowego?
6.
Jak zbudowany jest zespół zwilżający?
7.
Jakie znasz rodzaje roztworów zwilżających do drukowania offsetowego?
8.
Czym charakteryzuje się drukowanie wielobarwne techniką offsetową?
9.
Czym charakteryzuje się drukowanie światłodrukowe?
10.
Czym charakteryzuje się drukowanie litograficzne?
4.1.3. Ćwiczenia
Ćwiczenie 1
Dokonaj analizy zasady działania zespołu nawilżającego na podstawie obserwacji pracy
offsetowej maszyny drukującej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
uważnie obserwować pracujący zespół nawilżający offsetowej maszyny drukującej,
2)
wyodrębnić poszczególne elementy zespołu nawilżającego,
3)
wykonać schemat zespołu nawilżającego na podstawie obserwacji,
4)
dokonać analizy sposobu przekazywania roztworu zwilżającego na formę drukową na
podstawie wykonanego schematu i obserwacji pracy maszyny.
Wyposażenie stanowiska pracy:
−
offsetowa maszyna drukująca.
Ćwiczenie 2
Sporządź roztwór zwilżający do drukowania offsetowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
napełnić naczynie wodą bieżącą,
2)
zbadać pH pobranej wody,
3)
dodać odpowiednie substancje buforowe w zależności od zmierzonego pH,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
4)
zbadać wartość zmierzonego pH uzyskanego roztworu i porównać z wartością właściwą
dla roztworów zwilżających dla drukowania offsetowego,
5)
dodać inne dodatki do roztworu zwilżającego (obniżające napięcie powierzchniowe
cieczy, grzybobójcze, przeciwbakteryjne itp.) w ilościach zalecanych przez producenta.
Wyposażenie stanowiska pracy:
–
naczynie na roztwór zwilżający,
–
dodatki buforowe do roztworów zwilżających,
–
zestaw dodatków do roztworów zwilżających dla drukowania offsetowego,
–
pH-metr.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
scharakteryzować drukowanie offsetowe?
2)
scharakteryzować budowę obciągu offsetowego?
3)
określić właściwości obciągu offsetowego?
4)
wyjaśnić zasadę nawilżania formy offsetowej?
5)
określić właściwości roztworu zwilżającego?
6)
scharakteryzować budowę i zasadę działania zespołu zwilżającego?
7)
scharakteryzować proces drukowania wielobarwnego w technice
offsetowej?
8)
scharakteryzować proces drukowania światłodrukowego?
9)
scharakteryzować drukowanie litograficzne?
10)
określić zakres stosowanie technik, światłodrukowej i litograficznej?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
4.2. Charakteryzowanie offsetowych maszyn drukujących
4.2.1. Materiał nauczania
Podstawowa czynność offsetowej maszyny drukującej – przenoszenie farby drukarskiej
z formy drukowej na zadrukowywany materiał następuje w zespole drukującym, w skład
którego wchodzą zespół zwilżający, zespół farbowy i zespół cylindrów. W maszynach
offsetowych stosowana jest wyłącznie rotacyjna zasada zespołu drukowego, tj. cylinder
formowy, cylinder pośredni (offsetowy) z obciągiem gumowym i cylinder dociskowy.
Funkcję cylindra dociskowego pełni niekiedy przeciwległy cylinder pośredni. Niezbędnymi
elementami maszyny są: system transportu papieru przez maszynę, system napędzający,
systemy kontrolne, sterujące i regulujące, ewentualne systemy wykończenia odbitek
(urządzenia lakierujące, składające itp.).
Arkuszowe maszyny offsetowe
Arkuszowe maszyny offsetowe produkowane są do drukowania w formacie od A4 do
formatu A0 i większych. Każda maszyna ma możliwość drukowania w określonym zakresie
formatów, od minimalnego do maksymalnego. Zakres gramatury drukowanych materiałów
pozostaje zazwyczaj w granicach od 40 do 300 g/m², a dla specjalnych maszyn nawet
do 2 mm grubości kartonów i tektur. Prędkość drukowania wynosi zazwyczaj od 10 000 do
12000 odbitek/h, a w przypadku wysoko wydajnych maszyn nawet 17 500 odbitek/h.
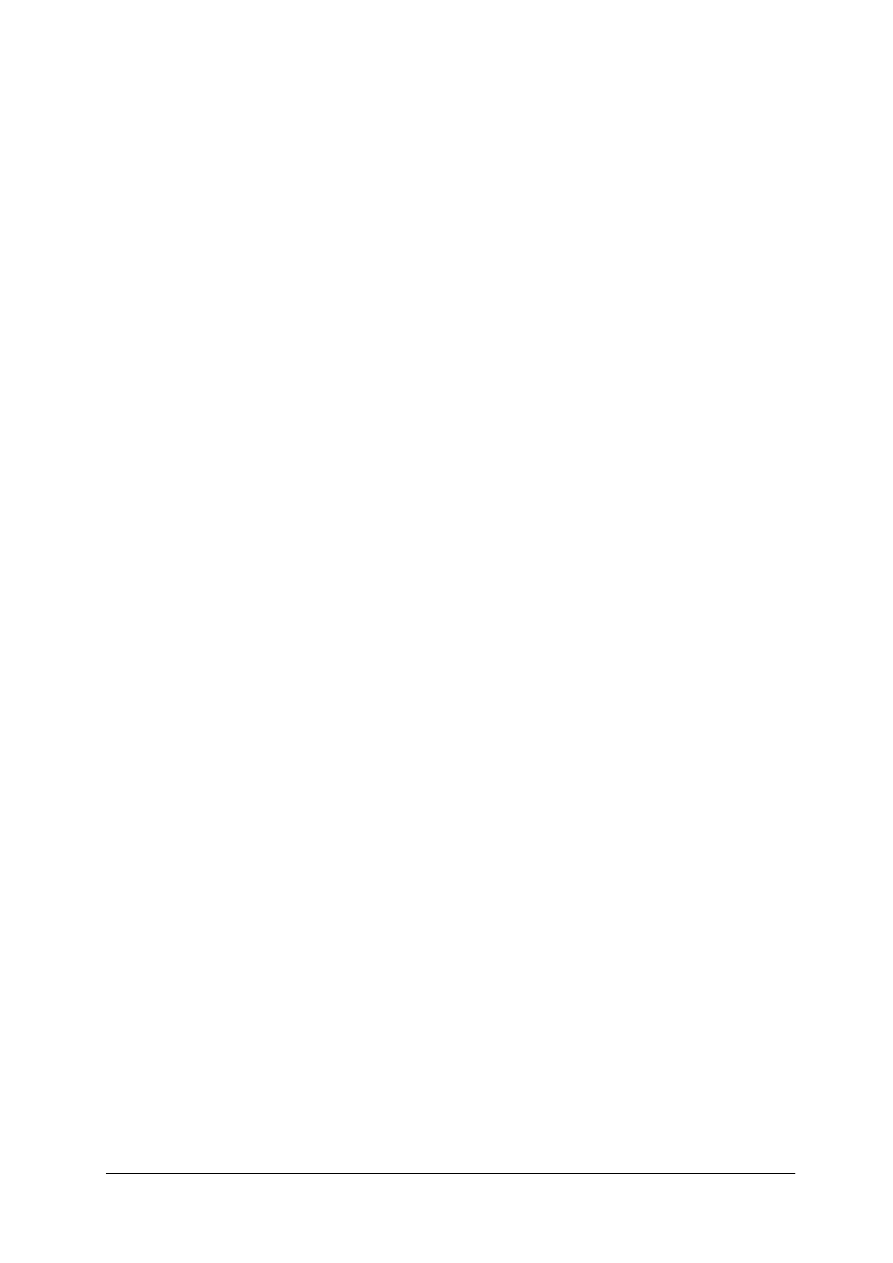
Rys. 4. Schemat wielokolorowej maszyny arkuszowej
złożonej z jednokolorowych zespołów drukujących [10, s. 199]
Rys. 5. Schemat wielokolorowej maszyny arkuszowej
złożonej z dwukolorowych zespołów drukujących [10, s. 199]
Jednokolorowe (1 + 0) zespoły drukujące oparte są na zasadzie układu trzech cylindrów
(formowy, pośredni i dociskowy). Wielokolorowe maszyny produkowane są na zasadzie
modułowego składania jednokolorowych zespołów drukujących lub poprzez wykorzystanie
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
wielokolorowego zespołu drukującego ewentualnie poprzez ich połączenie. Wielokolorowe
zespoły drukujące są wykonywane najczęściej jako dwukolorowe (2 + 0), na zasadzie
pięciocylindrowego zespołu drukującego.
Dwustronne drukowanie przy jednokrotnym przejściu przez maszynę arkuszową
dokonywane jest najczęściej poprzez odwrócenie arkusza w maszynie (układ specjalnych
cylindrów przekazujących). Kolorystyka odbitki określana jest przez liczbę i układ zespołów
drukujących oraz umieszczenie urządzenia odwracającego.
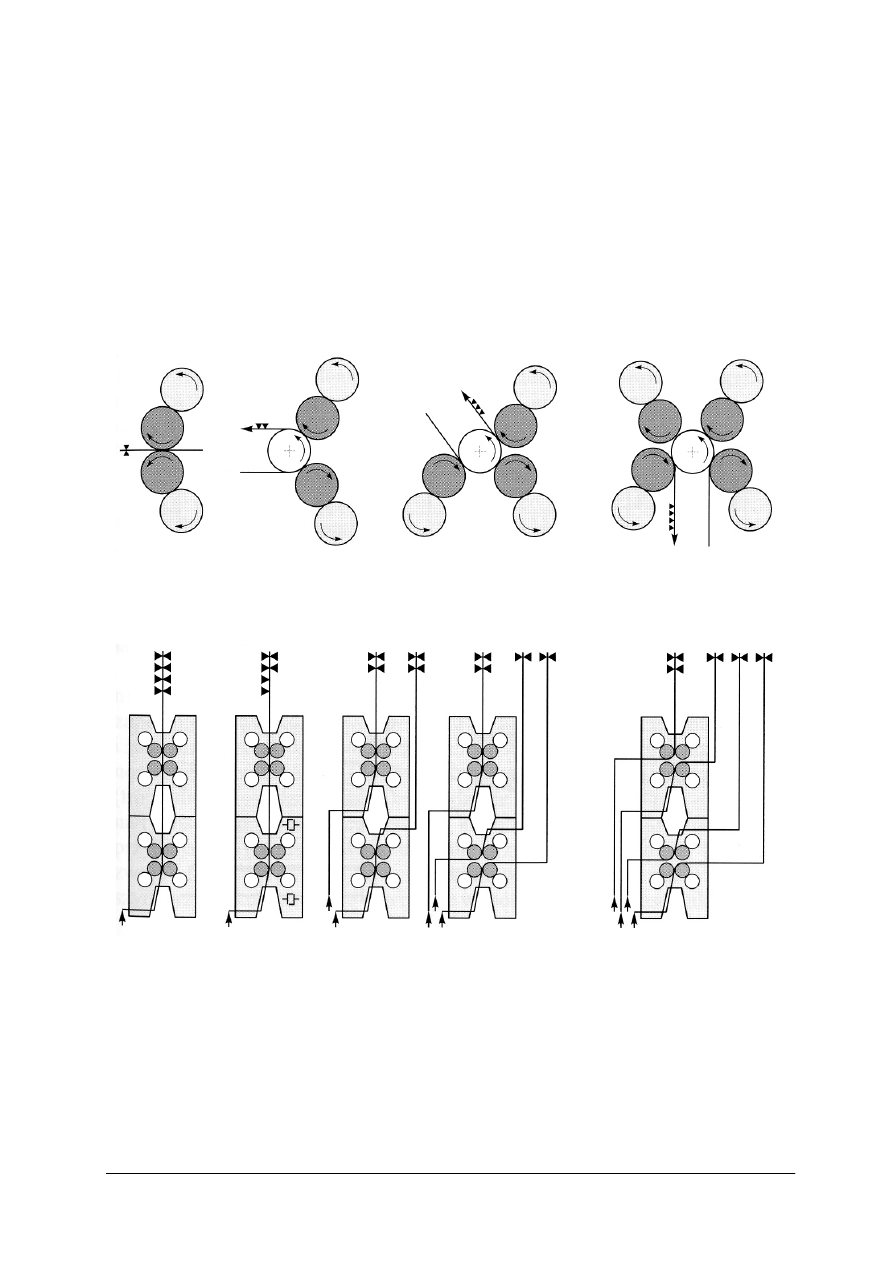
Zwojowe maszyny offsetowe
Offsetowe maszyny zwojowe można podzielić na maszyny gazetowe drukujące farbami,
które utrwalają się poprzez absorpcję – gazetowe maszyny zwojowe (cold-set) i maszyny do
drukowania kolorowych czasopism, drukujące farbami utrwalającymi się poprzez
odparowanie rozpuszczalnika w podwyższonej temperaturze (heat-set). Zadrukowany zwój
papieru praktycznie zawsze złamywany jest w złamywaku maszyny. Maksymalna możliwa
do zadrukowania powierzchnia określona jest przez szerokość zwoju papieru i obwód
cylindra formowego, który jest stały dla danej maszyny. Prędkość drukowania wynosi
w granicach od 30000 do 50000 obrotów na godzinę, a niektóre maszyny pracują
z prędkością nawet 100000 obrotów na godzinę. Szerokość wstęgi zadrukowywanego
materiału wynosi od 230 mm do 2000 mm. Obwód cylindra formowego wynosi od 320 do
1260 mm. Liczba stronic A4 na płaszczyźnie wydruku odbitki (cylindra) wynosi od l do 24.
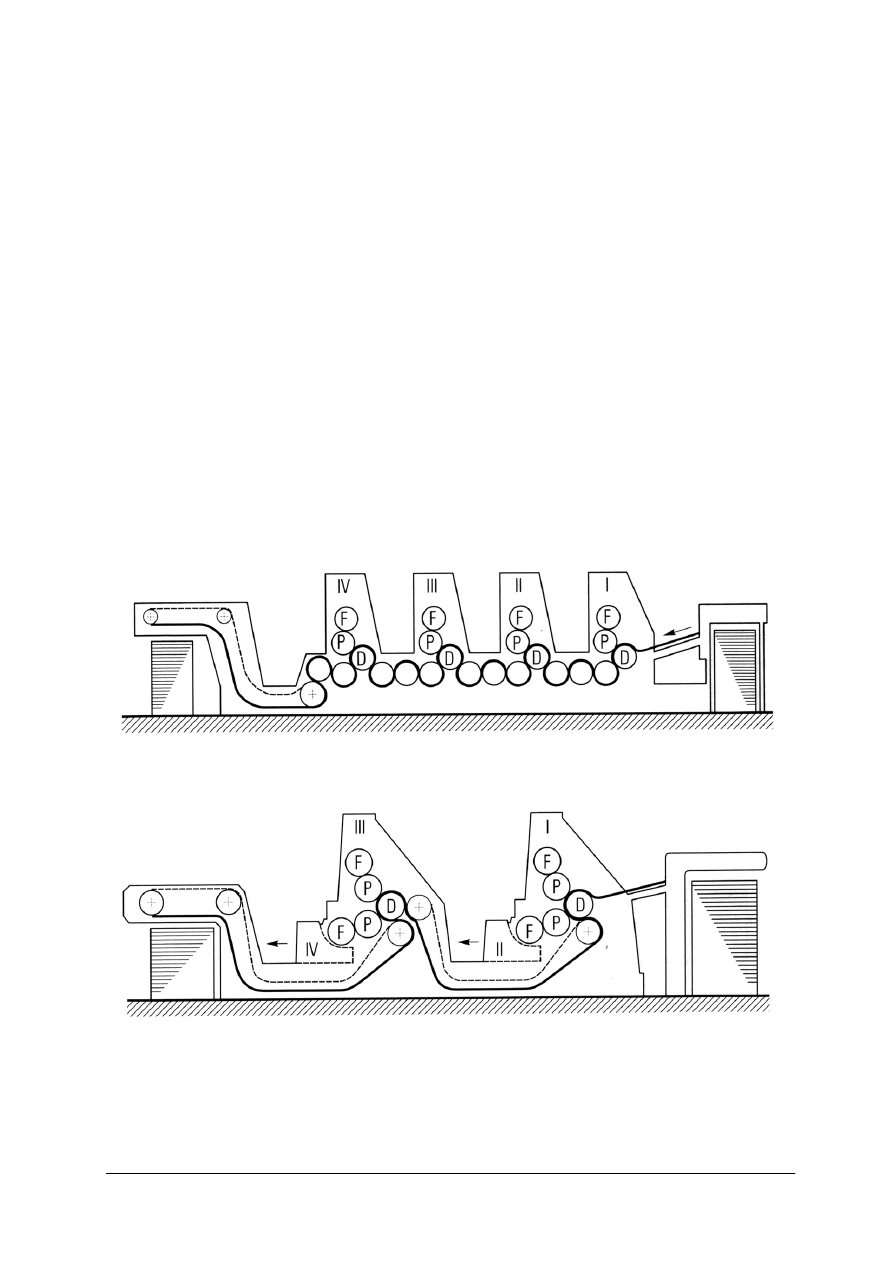
Rozmieszczenie stronic na płaszczyźnie wydruku przy maksymalnym formacie może być
pionowe – dłuższa strona umieszczona jest podłużnie do kierunku drukowania (long grain)
albo poprzecznie (short grain). Pierwsza metoda charakterystyczna jest dla gazetowych
maszyn zwojowych.
Rys. 6. Sposoby rozmieszczenia stronic na zadrukowywanej powierzchni: [10, s. 200]
a) podłużnie, b) poprzecznie
Gazetowe maszyny zwojowe nie mają urządzeń suszących. Stosowane są do drukowania
dzienników i czasopism ewentualnie broszur książkowych o kolorystyce l + l, czasem
wielobarwnych. Umożliwiają różne przejście zwoju przez maszynę. Zakres gramatur papieru
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
wynosi z reguły 35–80 g/m². Zespoły drukujące oparte są na trój (1 + 0), cztero-
(1 + l), pięcio- (2 + 0 lub 2 + l), sześciu- (2 + l), siedmio- (3 + 0, planetarny)
i dziewięciocylindrowym (4 + 0, planetarny) układzie cylindrów zespołu drukującego.
Gazetowe maszyny zwojowe budowane są często jako dwupoziomowe o pionowym
przebiegu wstęgi papieru przez połączone zespoły drukujące, położone nad sobą (wieże
drukujące), umieszczone obok siebie, z reguły z wieloma układami odwijania. Przy
maszynach gazetowych na cylindrze formowym znajduje się kilka form (jedna forma dla
jednej stronicy). Umożliwia to gazetowym maszynom rotacyjnym pracę z maksymalną
szerokością zwoju i jego częściami. Poprzez połączenie przejścia jednego zwoju lub wielu
zwojów papieru przez zespoły drukujące można zmienić wielkość i kolorystykę poszcze-
gólnych stronic w zależności od potrzeb periodyku.
Rys. 7. Różne konfiguracje wielokolorowych zespołów drukujących
gazetowych maszyn rotacyjnych zwojowych [10, s. 201]
Rys. 8. Różnorodność wykorzystania zespołów drukujących
gazetowej maszyny rotacyjnej zwojowej [10, s. 201]
Maszyny do drukowania kolorowych czasopism są zawsze wyposażone w urządzenie
suszące. Stosowane są do drukowania wielobarwnych czasopism, katalogów i publikacji.
W przypadku akcydensowych maszyn zwojowych na cylindrze formowym znajduje się jedna
forma drukowa o określonym, stałym formacie. Zakres gramatury papieru wynosi najczęściej
od 35 do 140 g/m². Zespoły drukujące są typu czterocylindrowego (guma – guma, l + l)
i umieszczone są poziomo obok siebie. Poprzez połączenie czterech zespołów drukujących
można drukować jeden zwój papieru 4 + 4. Przez dodawanie zespołów drukujących (pięć,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
sześć i osiem) i zwiększanie liczby jednocześnie zadrukowywanych zwojów (dwa, trzy)
można zwiększać liczbę stronic w arkuszu i łączyć ich kolorystykę.
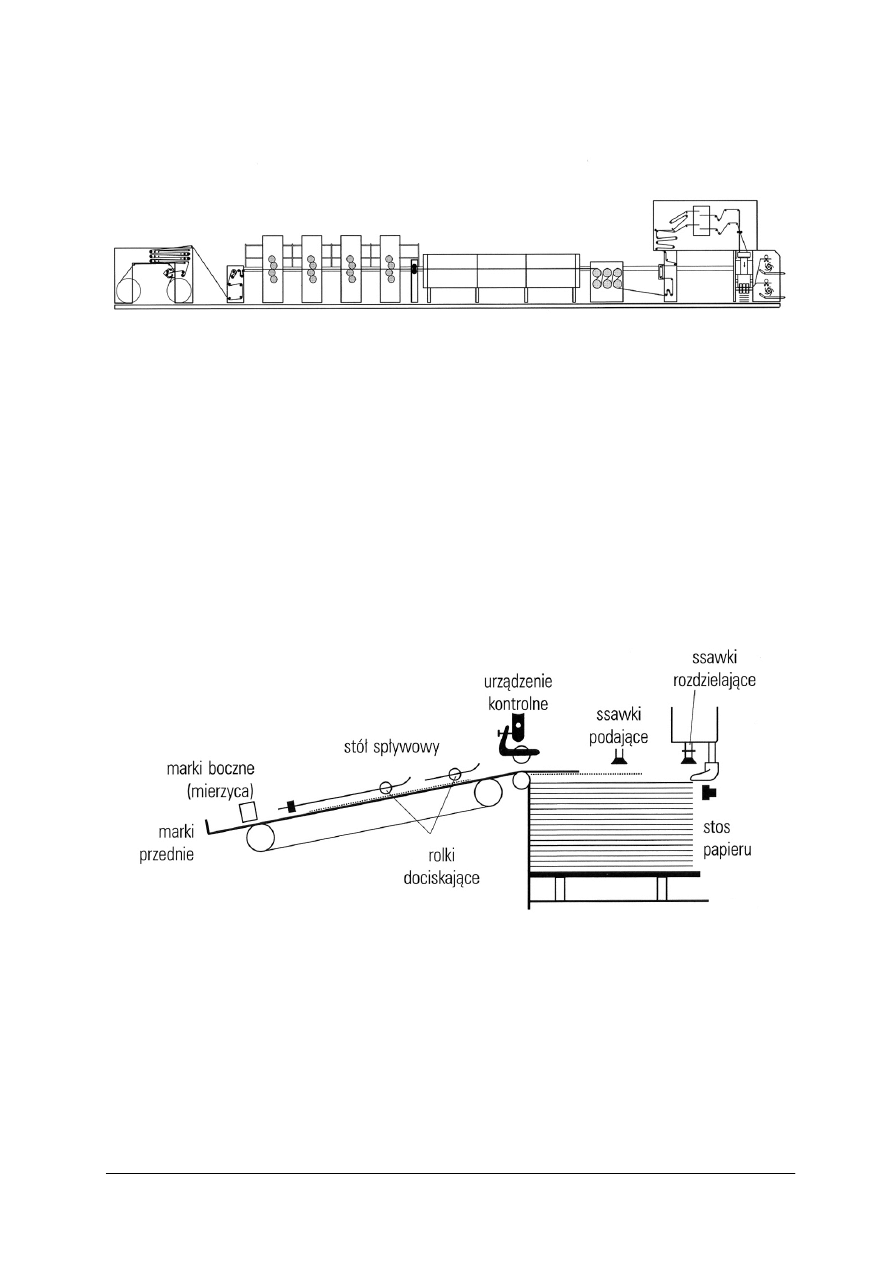
Rys. 9. Schemat rotacyjnej maszyny offsetowej zwojowej [10, s. 202]
System transportowania papieru w arkuszowej maszynie drukującej
System transportowania papieru składa się z urządzenia podającego, systemu
przenoszenia pomiędzy zespołami drukującymi i układu wykładania. Jest bardzo istotną
częścią maszyny i określa jej parametry jakości i wydajności.
Urządzenie podające papier (samonakładak)
Samonakładaki są oparte na zasadzie pneumatyczno-mechanicznej. Pojedyncze arkusze
pobierane są ze stosu papieru i przekazywane do dalszych elementów systemu za pomocą
podciśnienia przez ssawki unoszące i podające głowicy samonakładaka. W oddzielaniu
arkuszy i ich przesuwaniu pomaga dopływ sprężonego powietrza, nadmuchiwanego między
wierzchnie arkusze stosu. W zależności od rozmieszczenia ssawek rozróżnia się
samonakładaki z tylnym i przednim podawaniem (z tylnej lub przedniej strony stosu).
Rys. 10. Schemat pneumatycznego nakładaka z tylnym podawaniem
arkuszowej maszyny offsetowej [10, s. 202]
Pierwsza metoda jest bardziej wydajna, dlatego też częściej stosowana. Umożliwia
przedłużenie czasu oddzielania arkuszy i ich przekazywanie w układzie arkusz na arkusz.
Arkusz zostaje przesunięty do rolek wprowadzających i z ich pomocą oraz za pomocą taśm
transportujących przenoszony jest po stole spływowym do marek, czyli mechanizmów
wyrównujących (istnieją też systemy podciśnieniowe). Czujnik grubości na stole spływowym
zapobiega ewentualnemu jednoczesnemu przejściu dwóch arkuszy. Elementy pomocnicze
stołu transportowego zapewniają wyrównanie, spowolnienie i płynne umieszczenie arkusza

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
na markach. Marki przednie i mierzyca boczna zapewniają umieszczenie arkusza we
właściwej pozycji z dokładnością do ok. 0,02 mm.
Łapki podajnika chwytają arkusz i przyspieszają z prędkości zerowej do prędkości
roboczej zespołu drukującego, po czym przekazują go łapkom cylindra dociskowego, które
zapewniają przenoszenie przez zespół drukujący (pomiędzy cylindrem pośrednim
a dociskowym).
System przekazywania pomiędzy zespołami drukującymi maszyn arkuszowych
W przypadku maszyn o wielu zespołach drukujących przekazywanie pomiędzy nimi
zapewniają transportery łańcuchowe lub bębny (cylindry) przenoszące z łapkami. Podczas
przenoszenia arkusza pomiędzy zespołami drukującymi można arkusz odwrócić i w ten
sposób zapewnić zadrukowanie odwrotnej strony arkusza. Pobieranie i przekazywanie
arkuszy musi odbywać się z dokładnością co najmniej 0,02 mm.
Urządzenia wykładające
W maszynach arkuszowych stosowane są wyłącznie urządzenia odbierające łańcuchowe.
Przy małoformatowych (ale także średnioformatowych) maszynach stosowane są krótkie typy
przenośników (wykładanie krótkie), w przypadku średnio- i wielkoformatowych maszyn
długie lub przedłużone (wykładanie długie). Przedłużone przenośniki łańcuchowe
umożliwiają pracę z wyższym stosem na odbieraniu (mniej przerw w pracy maszyny),
wydłużają czas schnięcia farby (obniżenie zlepiania się arkuszy, tzw. blockingu) i tworzą
możliwość zainstalowania urządzeń dodatkowych. Częścią urządzenia wykładającego jest
urządzenie napylające, które zmniejsza przyklejanie się do siebie kolejnych arkuszy
i odbijanie farby w stosie.
Systemy zasilająco-prowadzące papier w maszynach zwojowych
System zasilania i prowadzenia zwoju papieru w maszynie zwojowej składa się z układu
odwijania, systemu prowadzenia wstęgi między zespołami drukującymi i złamywaka.
Układ odwijania ma za zadanie utrzymanie zwoju papieru i zapewnienie odwijania
wstęgi papieru z kontrolowaną prędkością i naciągiem, zapewnienie wymiany zwojów
(zazwyczaj w trakcie biegu maszyny) i zatrzymanie się w przypadku przerwania wstęgi.
Układy odwijania są jednozwojowe, dwuzwojowe (podwójne lub dwuramienne) oraz
trójzwojowe (trójramienne – układ gwiazda). Urządzenie odwijające umieszczone jest na tym
samym poziomie co maszyna lub o poziom niżej. Automatyczne przyklejanie i wymiana
zwoju następują przy prędkości zerowej nowego zwoju lub po wprawieniu go w potrzebną
prędkość obrotową. W pierwszym przypadku urządzenie odwijające wyposażone jest
w zasobnik wstęgi papieru, z którego papier pobierany jest podczas przyklejania i wprawiania
w ruch nowego zwoju. Odrębną częścią układu odwijającego jest automatyczna regulacja
naprężenia wstęgi papieru, automatyczne ustawianie toru wstęgi, wyrównywanie wstęgi
w przypadku złego nawinięcia zwoju oraz system automatycznego przecięcia wstęgi
i zahamowania zwoju w przypadku przerwania wstęgi. Naprężenie wstęgi papieru jest
konieczne dla osiągnięcia właściwego pasowania drukowania.
System prowadzenia wstęgi papieru w maszynie – maszyny zwojowe mają często bardzo
różne możliwości przejścia wstęgi przez zespoły drukujące. Dlatego wyposażone są
w system wałków kierujących i zwrotnych (przerzutek), które umożliwiają zmianę kierunku
przesuwu wstęgi, a także odwrócenie wstęgi. Częścią systemu prowadzenia są też walce
zapewniające właściwe pasowanie kolorów (register) przez zmianę długości toru pomiędzy
zespołami drukującymi.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Złamywak – bardzo rzadko zadrukowana wstęga ponownie nawijana jest na zwój.
Obecnie maszyny zwojowe wyposażone są w złamywaki, umożliwiające dokładne cięcie
wzdłużne i poprzeczne, perforowanie i składanie wstęgi.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Na jakie zespoły dzielimy offsetowe maszyny drukujące?
2.
Jak klasyfikujemy offsetowe maszyny drukujące?
3.
Jak zbudowane są offsetowe wielokolorowe maszyny arkuszowe?
4.
Czym charakteryzują się zwojowe maszyny offsetowe?
5.
Jakie znasz konfiguracje wielokolorowych zespołów drukujących gazetowych maszyn
offsetowych zwojowych?
6.
Jakie znasz sposoby rozmieszczenia stronic na zadrukowywanej wstędze zwojowej
offsetowej maszyny drukującej?
7.
Jakie znasz systemy transportowania papieru w arkuszowej maszynie offsetowej?
8.
Czym charakteryzują się pneumatyczne samonakładaki arkuszowych maszyn
offsetowych?
9.
Jakie znasz rodzaje samonakładaków?
10.
Jak zbudowany jest system zasilająco-prowadzący papier, w zwojowych maszynach
offsetowych
4.2.3. Ćwiczenia
Ćwiczenie 1
Sporządź schemat pneumatycznego samonakładaka strumieniowego na podstawie
obserwacji arkuszowej maszyny offsetowej oraz dokonaj analizy działania samonakładaka.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
uważnie prześledzić działanie zespołu podającego arkuszowej maszyny offsetowej,
2)
wyodrębnić poszczególne elementy samonakładaka,
3)
wykonać schemat samonakładaka maszyny na podstawie obserwacji,
4)
dokonać analizy działania samonakładaka w konkretnej maszynie offsetowej.
Wyposażenie stanowiska pracy:
–
offsetowa maszyna arkuszowa z pneumatycznym samonakładakiem strumieniowym.
Ćwiczenie 2
Dokonaj analizy zasady działania wielokolorowej offsetowej maszyny arkuszowej, na
podstawie wycieczki dydaktycznej do drukarni. Skonfrontuj wyniki obserwacji ze schematem
konkretnej maszyny drukującej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
uważnie obserwować pracę poszczególnych zespołów wielokolorowej offsetowej
maszyny arkuszowej,
2)
sporządzić notatki i szkice na podstawie obserwacji pracującej maszyny,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
3)
porównać wyniki obserwacji ze schematem konkretnej maszyny drukującej,
4)
dokonać analizy działania poszczególnych zespołów maszyny drukującej.
Wyposażenie stanowiska pracy:
–
wielokolorowa offsetowa maszyna arkuszowa,
–
plansza ze schematem konkretnej maszyny drukującej.
Ćwiczenie 3
Dokonaj analizy działania systemu zasilająco-prowadzącego wstęgę papieru w zwojowej
maszynie offsetowej, na podstawie wycieczki dydaktycznej do drukarni.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
uważnie prześledzić drogę wstęgi papieru w zwojowej maszynie offsetowej,
2)
zwrócić szczególną uwagę na system mocowania roli i urządzenie do jej automatycznej
zmiany,
3)
sporządzić notatki i szkice na podstawie obserwacji pracy maszyny,
4)
dokonać analizy zasady działania urządzenia do automatycznej zmiany roli w maszynie,
5)
dokonać analizy przebiegu wstęgi papieru przez poszczególne zespoły zwojowej
maszyny offsetowej.
Wyposażenie stanowiska pracy:
–
zwojowa offsetowa maszyna drukująca,
–
plansze ze schematami poszczególnych zespołów konkretnej zwojowej maszyny
offsetowej.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
sklasyfikować offsetowe maszyny drukujące?
2)
określić zastosowanie offsetowych maszyn drukujących?
3)
scharakteryzować arkuszowe maszyny offsetowe do druku
wielobarwnego?
4)
scharakteryzować budowę zwojowych maszyn offsetowych?
5)
określić różnorodność wykorzystania zespołów drukujących
gazetowych maszyn offsetowych zwojowych?
6)
scharakteryzować samonakładaki offsetowych maszyn offsetowych?
7)
scharakteryzować systemy zasilająco-prowadzące papier
w zwojowych maszynach offsetowych?
8)
scharakteryzować offsetowe akcydensowe maszyny zwojowe?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
5. SPRAWDZIAN OSIĄGNIĘĆ UCZNIA
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5.
Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7.
Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
8.
Na rozwiązanie testu masz 45 min.
9.
Po zakończeniu testu podnieś rękę i zaczekaj aż nauczyciel odbierze od Ciebie pracę.
Powodzenia!
Materiały dla ucznia:
–
instrukcja,
–
zestaw zadań testowych,
–
karta odpowiedzi.
ZESTAW ZADAŃ TESTOWYCH
1.
Zespół drukujący offsetowej maszyny drukującej składa się z:
a)
cylindra formowego, cylindra dociskowego i cylindra pośredniego stalowego.
b)
cylindra formowego, cylindra dociskowego i cylindra pośredniego stalowego
z obciągiem gumowym.
c)
cylindra formowego i cylindra gumowego.
d)
cylindra formowego i dociskowego.
2.
Drukowanie offsetowe to drukowanie
a)
bezpośrednie rotacyjne.
b)
pośrednie rotacyjne.
c)
pośrednie dociskowe.
d)
bezpośrednie płaskie.
3.
W maszynach offsetowych obciąg na cylindrze pośrednim zbudowany jest z
a)
gumy z przekładkami z tkaniny.
b)
twardego fotopolimeru.
c)
tektury litej.
d)
blachy aluminiowej.
4.
W drukowaniu offsetowym wykorzystuje się farby
a)
ciekłe.
b)
lejne.
c)
maziste.
d)
ciekłe rozpuszczalnikowe.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
5.
Ś
wiatłodruk to technika pozwalająca na
a)
drukowanie wysokonakładowych wielokolorowych wydawnictw.
b)
całkowite wyeliminowanie zwilżania formy drukowej.
c)
wyeliminowanie zespołu farbowego z maszyny.
d)
uzyskanie druku wielotonalnego bez stosowania rastra.
6.
Wartość pH roztworu zwilżającego powinna się wahać w granicach
a)
6,3–7,2.
b)
5,5–6,3.
c)
4,0–4,2.
d)
4,8–5,5.
7.
Im niższa jest wartość pH roztworu zwilżającego
a)
tym lepsza jest selektywność formy.
b)
tym gorsza jest selektywność formy.
c)
tym większa jest ilość emulgowanej wody w farbie.
d)
tym szybsze wysychanie farby.
8.
Najbardziej wydajne samonakładaki maszyn arkuszowych to
a)
pneumatyczne samonakładaki z tylnym podawaniem.
b)
pneumatyczne samonakładaki z przednim podawaniem.
c)
samonakładaki cierne.
d)
strumieniowe samonakładaki z bocznym podawaniem.
9.
Najodpowiedniejszą maszyną do drukowania wysokonakładowych wielokolorowych
wydawnictw gazetowych w technice offsetowej jest
a)
dwukolorowa offsetowa maszyna zwojowa.
b)
wielokolorowa arkuszowa maszyna offsetowa.
c)
wielokolorowa zwojowa maszyna offsetowa.
d)
dwukolorowa arkuszowa maszyna offsetowa.
10.
System Pantone to system
a)
mieszania farb.
b)
nawilżania w maszynie offsetowej.
c)
zasilający w arkusze maszynę offsetową.
d)
rozcierania farby w zespole farbowym.
11.
ś
ółta, purpurowa, niebiesko-zielona i czarna to kolory farb
a)
systemu HKS
b)
triadowych.
c)
systemu Pantone
d)
systemu HKS i Pantone
12.
Farby triadowe są
a)
kryjące.
b)
matowe.
c)
nieprzezroczyste.
d)
częściowo przezroczyste.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
13.
Formą drukową w technice światłodrukowej jest
a)
płyta stalowa z warstwą światłoczułą.
b)
naświetlony fotopolimer twardy.
c)
płyta szklana lub aluminiowa z warstwą światłoczułą.
d)
blacha miedziana z kałamarzykami.
14.
Triadowa farba czarna
a)
całkowicie pochłania światło.
b)
całkowicie odbija światło.
c)
odbija światło w ok. 50%.
d)
większą część światła odbija.
15.
Formą kopiową do wykonania formy światłodrukowej jest
a)
jednotonalny diapozytyw.
b)
wielotonalny diapozytyw.
c)
wielotonalny pozytyw.
d)
wielotonalny negatyw.
16.
Które z technik drukowania płaskiego mają zastosowanie przemysłowe?
a)
Ś
wiatłodrukowa i offsetowa.
b)
Litograficzna i offsetowa.
c)
Tylko offsetowa.
d)
Ś
wiatłodrukowa i litograficzna.
17.
W drukowaniu offsetowym miejsca drukujące formy są
a)
hydrofobowe.
b)
oleofobowe.
c)
hydrofilowe.
d)
hydrofilowe i oleofobowe.
18.
Formy litograficzne wykonuje się
a)
na arkuszu blachy miedzianej.
b)
na płycie kamiennej.
c)
na arkuszu blachy aluminiowej.
d)
z fotopolimerów.
19.
Najwydajniejsze maszyny offsetowe to
a)
maszyny płaskie.
b)
maszyny arkuszowe.
c)
maszyny zwojowe.
d)
maszyny dociskowe.
20.
Samonakładaki maszyn arkuszowych dzielą się na:
a)
z tylnym podawaniem, z przednim podawaniem.
b)
z tylnym podawaniem, z bocznym podawaniem.
c)
z bocznym podawaniem, z górnym podawaniem.
d)
z przednim podawaniem, z górnym podawaniem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
KARTA ODPOWIEDZI
Imię i nazwisko ...............................................................................
Eksploatowanie maszyn do drukowania płaskiego
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedzi
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
6. LITERATURA
1.
Cichocki L., Pawlicki T., Ruczka I.: Poligraficzny słownik terminologiczny. Polska Izba
Druku, Warszawa 1999
2.
Ciupalski S.: Maszyny drukujące konwencjonalne. Oficyna Wydawnicza Politechniki
Warszawskiej, Warszawa 2001
3.
Czichon H., Czichon M.: Technologia form offsetowych. Oficyna Wydawnicza
Politechniki Warszawskiej, Warszawa 2002
4.
Czichon H., Magdzik S., Jakucewicz S.: Formy drukowe. WSiP, Warszawa 1996
5.
Dejidas L. Jr., Destree T.: Technologia offsetowego drukowania arkuszowego. COBRPP,
Warszawa 2007
6.
Destree
T.:
Trudności
w
arkuszowym
drukowaniu
offsetowym.
COBRPP,
Warszawa 2007
7.
Jakucewicz S., Magdzik S.: Materiałoznawstwo dla szkół poligraficznych. WSiP,
Warszawa 2001
8.
Jakucewicz S.: Materiałoznawstwo poligraficzne. Wydawnictwa PW, Warszawa 1993
9.
Jakucewicz S., Magdzik S.: Podstawy poligrafii. WSiP, Warszawa 1997
10.
Poligrafia procesy i technika. Tłumaczenie ze słowackiego. COBRPP, Warszawa 2005
Wyszukiwarka
Podobne podstrony:
drukarz 825[01] z1 03 n
drukarz 825[01] z1 03 u
drukarz 825[01] z1 01 n
drukarz 825[01] z1 02 n
drukarz 825[01] z1 03 n
drukarz 825[01] z1 01 n
drukarz 825[01] z1 02 n
drukarz 825[01] z1 01 u
drukarz 825[01] o1 03 u
drukarz 825[01] o1 03 n
drukarz 825[01] z4 01 u
drukarz 825[01] z2 01 u
drukarz 825[01] z3 03 n
drukarz 825[01] o1 02 n
drukarz 825[01] z2 02 u
drukarz 825[01] z4 02 n
drukarz 825[01] z3 01 n
więcej podobnych podstron