1. Klasyfikacja metod odlewania stopów metali do form nietrwałych i trwałych:
Odlewanie do form nietrwałych
:
- w formach piaskowych, w gruncie, w rdzeniach, na sucho, na wilgotno, pod wysokimi naciskami, proces CO
2
,
formowanie próżniowe, przez zamrażanie, formowanie w żywicznych masach samoutwardzalnych, w masach
cementowych, skorupowe, w żywicznych masach termoutwardzalnych, proces wypalanych modeli, w formach
ceramicznych i ogniotrwałych, proces wytapianych modeli, proces Shawa, odlewanie w innych formach
ceramicznych, formowanie w masach ogniotrwałych.
Odlewanie do form trwałych
:
- w formach metalowych, w kokilach grawitacyjnie, pod niskim ciśnieniem, próżniowo-ciśnieniowe, w formach
drgających, odlewanie ciągłe i półciągłe w formach półtrwałych i trwałych niemetalowych.
2. Klasyfikacja i charakterystyki głównych materiałów do wytwarzania piaskowych form i rdzeni
odlewniczych:
Materiały główne
:
- piaski formierskie (osnowa > 65%, lepiszcze < 35%)
- gliny formierskie (lepiszcze > 50%)
Materiały pomocnicze
:
- spoiwa, dodatki do mas formierskich i rdzeniowych, materiały do sporządzania pokryć
3. Materiały stosowane do wytwarzania form trwałych:
Żeliwo szare, stale stopowe, konstrukcyjne, stopy aluminium.
4. Opis, zalety i wady odlewania grawitacyjnego kokilowego, nisko- i wysokociśnieniowego:
Odlewanie grawitacyjne kokilowe
– polega na zalewaniu ciekłym metalem wnęki formy trwałej (formy
wielokrotnego użytku) pod działaniem siły grawitacji.
Zalety
: większa dokładność gabartytowa, drobnoziarnista
struktura gotowego odlewu.
Wady
: czasochłonność i pracochłonność wykonania kokil.
Odlewanie niskociśnieniowe
– forma zapełniana jest w kierunku przeciwnym do siły ciążenia. Może to być
realizowane z zastosowaniem nadciśnienia wywieranego na lustro ciekłego metalu w zbiorniku podgrzewczym
lub z zastosowaniem próżni dołączanej do wnęki formy (tzw. odlewanie z przeciwciśnieniem). Wartości ciśnień:
0,01-0,05 MPa.
Zalety
: mniejszy nakład pracy, w porównaniu z odlewaniem wysokociśnieniowym, możliwość
znacznej mechanizacji tego procesu.
Wady
: konieczność stałej kontroli procesu, konieczność zatrudnienia
pracowników o odpowiednich kwalifikacjach.
Odlewanie wysokociśnieniowe
– polega na wprowadzeniu metalu do wnęki formy pod wysokim ciśnieniem (od
kilku do kilkuset MPa). Ciśnienie to wywierane jest na ciekły metal przez tłok w cylindrze, zwanym komorą
prasowania.
Zalety
: szybkie i dokładne wypełnienie formy, duża gładkość, dokładność wymiarowa, wysoka
wydajność procesu.
Wady
: wysokie koszty, duża czasochłonność przygotowania tego procesu.
5. Klasyfikacja i opis metod i urządzeń do zagęszczania mas formierskich. Automatyczne linie
formierskie:
ubijanie ręczne
– bardzo pracochłonne, realizowane przy pomocy ręcznego ubijaka
prasowanie
– nacisk wywierany jest maszynowo na całą powierzchnię formy
wstrząsanie
– zagęszczanie maszynowe realizowane przy pomocy tłoka, przy wykorzystaniu siły bezwładności
wibracja
– szybki proces przy użyciu drgań o niskiej częstotliwości
narzucanie
– maszynowe narzucanie małych porcji masy formierskiej do skrzynki, w krótkich odstępach czasu
nadmuchiwanie
– zagęszczanie masy przy użyciu sprężonego powietrza
wstrzeliwanie
– maszynowe wstrzeliwanie sfluidyzowanej masy do formy
metoda impulsowa
– polega na gwałtownym zagęszczaniu masy strumieniem sprężonego powietrza
metoda eksplozyjna
– zagęszczanie masy falą ciśnieniową wytworzoną przy spalaniu gazów
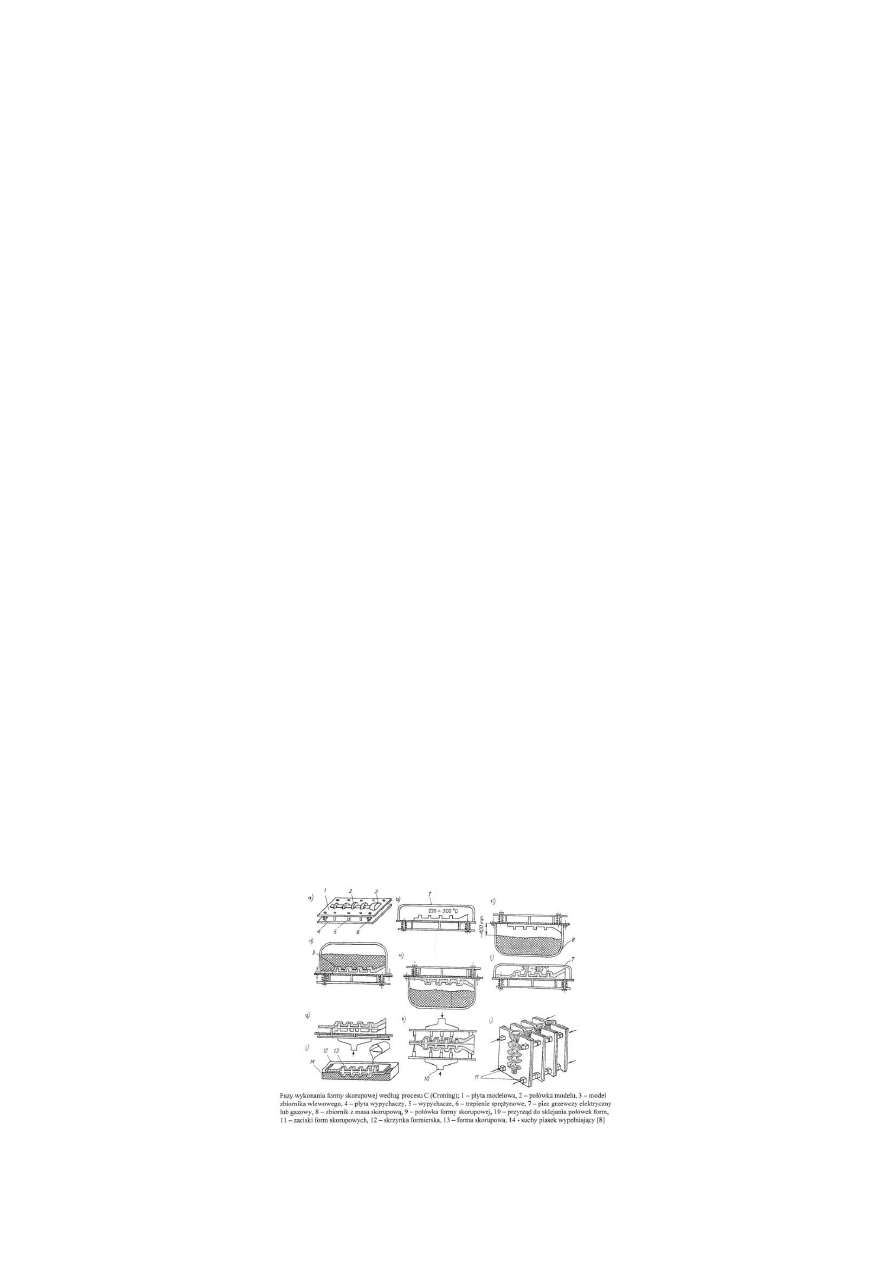
6. Schemat i opis cyklu wytwarzania odlewów w formach skorupowych (proces Croninga):
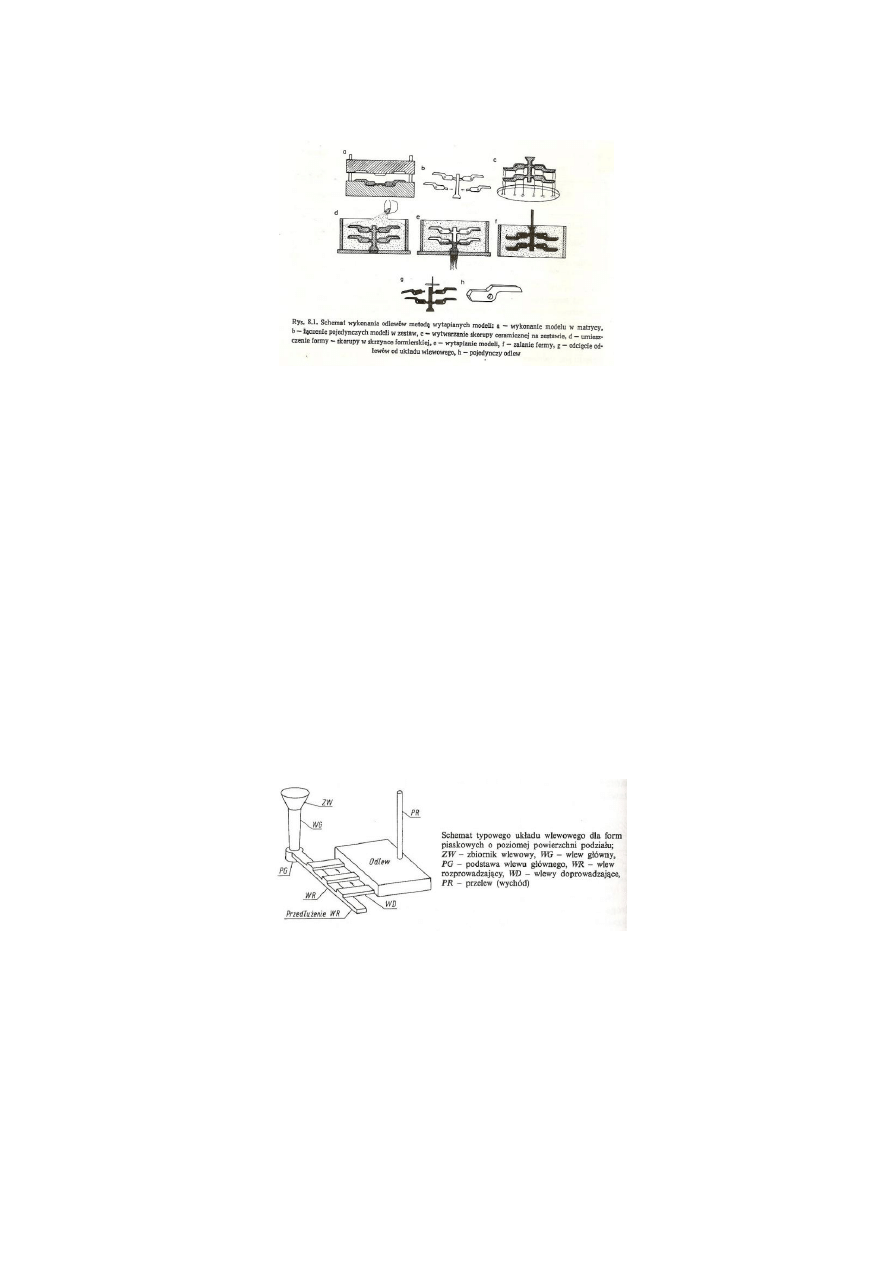
7. Opis procesu wytwarzania odlewów metodą wytapianych modeli:
8. Produkcja rdzeni metodami ręcznymi i mechanicznymi (strzelarki, nadmuchiwarki), w tym
wykorzystanie technologii hot box i cold box:
Proces „hot box”
polega na napełnianiu masą rdzeniową za pomocą nadmuchiwarek lub strzelarek rdzennicy
podgrzanej do temperatury 200 – 300
O
C. Pod wpływem ciepła następuje szybka polimeryzacja spoiwa
powodująca utwardzenie masy rdzeniowej. Metoda ta stosowana jest do seryjnej i masowej produkcji małych
rdzeni o podwyższonych wymaganiach wymarowych.
Zalety
: krótki czas wykonania rdzeni, łatwość
automatyzacji tego procesu, duża dokładność wymiarowa rdzeni.
Proces „cold box”
polega na zagęszczeniu masy rdzeniowej „na zimno”, poprzez odpowiednie jej ubicie.
Proces ten znajduje zastosowanie w produkcji jednostkowej i małoseryjnej rdzeni o różnych wymiarach
gabarytowych.
Zalety
: eliminacja czynnika temperaturowego, dość dobre zakresy tolerancji wymiarów, łatwość
przeprowadzenia procesu.
9. Czynniki fizyczne wpływające na tworzenie się warstwy wierzchniej odlewu:
Warstwę wierzchnią odlewu charakteryzują następujące elementy:
chropowatość powierzchni
,
skład
chemiczny (mineralogiczny)
,
struktura metalograficzna
,
wady powierzchniowe
. Głównym czynnikiem
wpływającym na tworzenie się wierzchniej warstwy odlewu jest
odpowiednie zagęszczenie masy formierskiej
.
Wraz ze wzrostem zagęszczenie maleje chropowatość powierzchni oraz skłonność do powstawania wad
powierzchniowych. Do innych czynników zaliczamy m.in.
ciśnienie metalostatyczne, temperaturę, napięcia
międzyfazowe
. Warstwa wierzchnia odlewu różni się w swojej strukturze od warstw występujących wewnątrz
odlewu. Powodem tego jest bezpośrednia styczność ciekłego metalu z warstwą wewnętrzną formy podczas
zalewania i stygnięcia.
10. Schemat i rola poszczególnych elementów typowego układu wlewowego:
11. Zasady projektowania układów wlewowych. Układy otwarte i zamknięte:
W układach zamkniętych
minimalny przekrój decydujący o czasie zalewania jest umieszczony na końcu
układu kanałów, przy samym odlewie. W takim układzie ciekły metal wypełnia całkowicie przekroje wszystkich
kanałów. Układy tego rodzaju stosowane są do odlewów, w których zanieczyszczenie wtrąceniami
niemetalicznymi nie stanowi dużego zagrożenia.
W układach otwartych minimalny przekrój (przekrój dławiący) umieszcza się za wlewem głównym. Ciekły
metal po przepłynięciu przez ten przekrój nie wypełnia całkowicie wszystkich kanałów. Układy te stosuje się w
przypadku, gdy w jednej formie znajduje się kilka odlewów.
12. Mechanizm powstawania wtrąceń niemetalicznych w odlewach:
Do wtrąceń niemetalicznych w odlewach zaliczamy
wtrącenia niemetaliczne stałe
oraz
pęcherze gazowe
. W
ciekłym metalu zanieczyszczenia te mogą występować w zawiesinie lub w roztworze. W pierwszym przypadku
podczas krzepnięcia zawieszone w ciekłym metalu cząstki tworzą w skrzepłym metalu
egzogeniczne wtrącenia
niemetaliczne
. W drugim przypadku może nastąpić albo bezpośrednie wydzielenie z metalu rozpuszczonych
zanieczyszczeń, albo zapoczątkowanie reakcji chemicznych pomiędzy zanieczyszczeniem a składnikiem metalu.
Rozpuszczalność zanieczyszczenia w metalu maleje wraz ze spadkiem temperatury
. Jeżeli
zanieczyszczeniem jest wodór, to powoduje on powstawanie w odlewie
pęcherzy gazowych
. Jeśli zaś
zanieczyszczenie to ma postać stałą lub ciekłą, to tworzą się endogeniczne
wtrącenia niemetaliczne
.
13. Rodzaje i rola filtrów w układzie wlewowym:
Filtry w układzie wlewowym
służą do zatrzymywania zanieczyszczeń, a tym samym do zapobiegania
powstawania wtrąceń niemetalicznych w gotowych odlewach. Tego typu filtry sporządza się poprzez łączenie ze
sobą porowatych płytek wykonanych z materiału ceramicznego umieszczanych zazwyczaj w specjalnych
zbiorniczkach. Gotowy filtr umieszcza się w formie przed złożeniem.
Rodzaje
:
filtry prostoliniowe
(jednakowy
przekrój w całej objętości – kanaliki są do siebie równoległe),
filtry o kształtach nieregularnych
(o strukturze
gąbczastej).
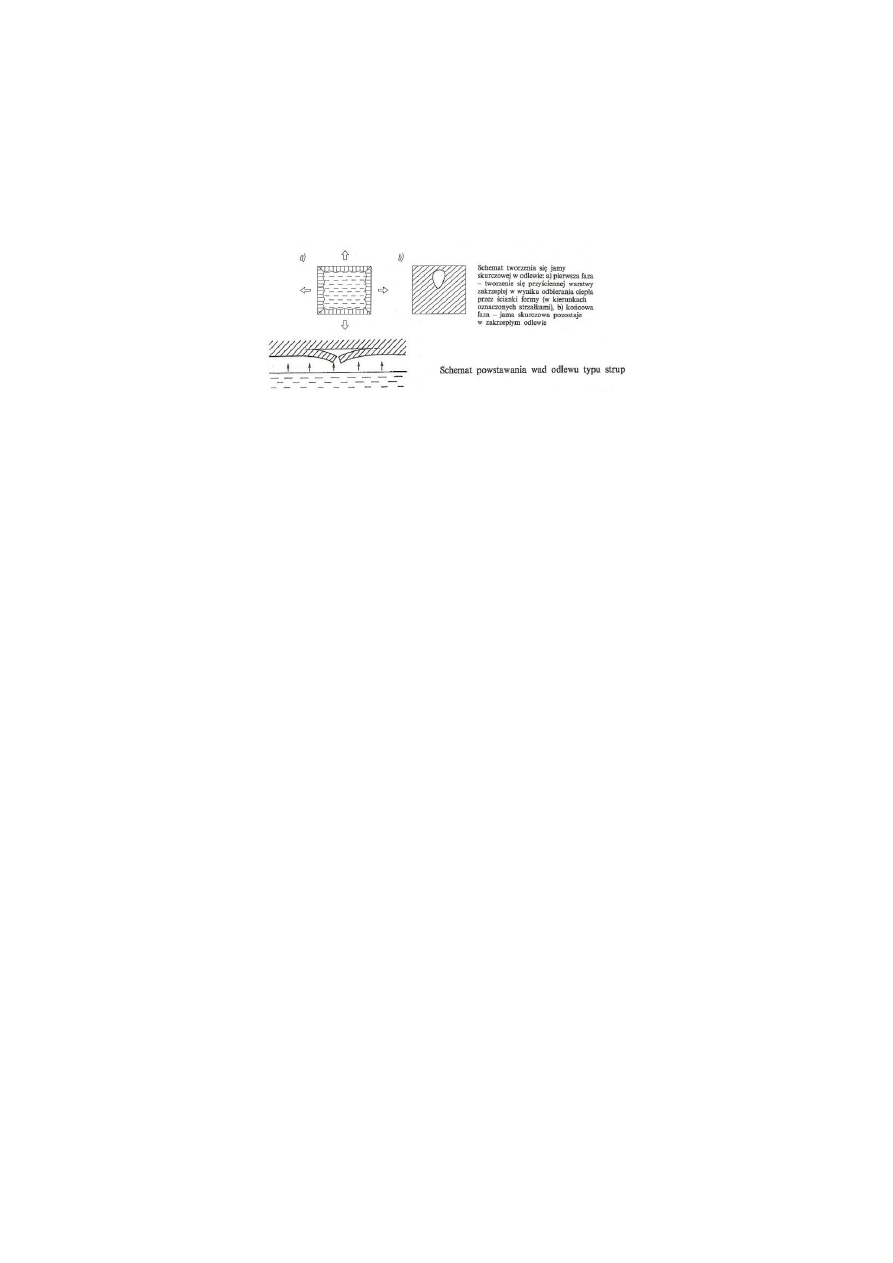
14. Przyczyny powstawania wad skurczowych i metody zapobiegania ich występowaniu w odlewach:
Powstawanie wad skurczowych
jest procesem odwrotnym do fizycznej reguły rozszerzalności temperaturowej
ciał stałych. Ciekły stop w procesie krzepnięcia zmniejsza swoją objętość tworząc jamy skurczowe i strupy.
Przeciwdziałanie
: krzepnięcie jednoczesne, stosowanie ochładzalników, zastosowanie nadlewów, krzepnięcie
kierunkowe, stosowanie zaokrągleń odlewniczych.
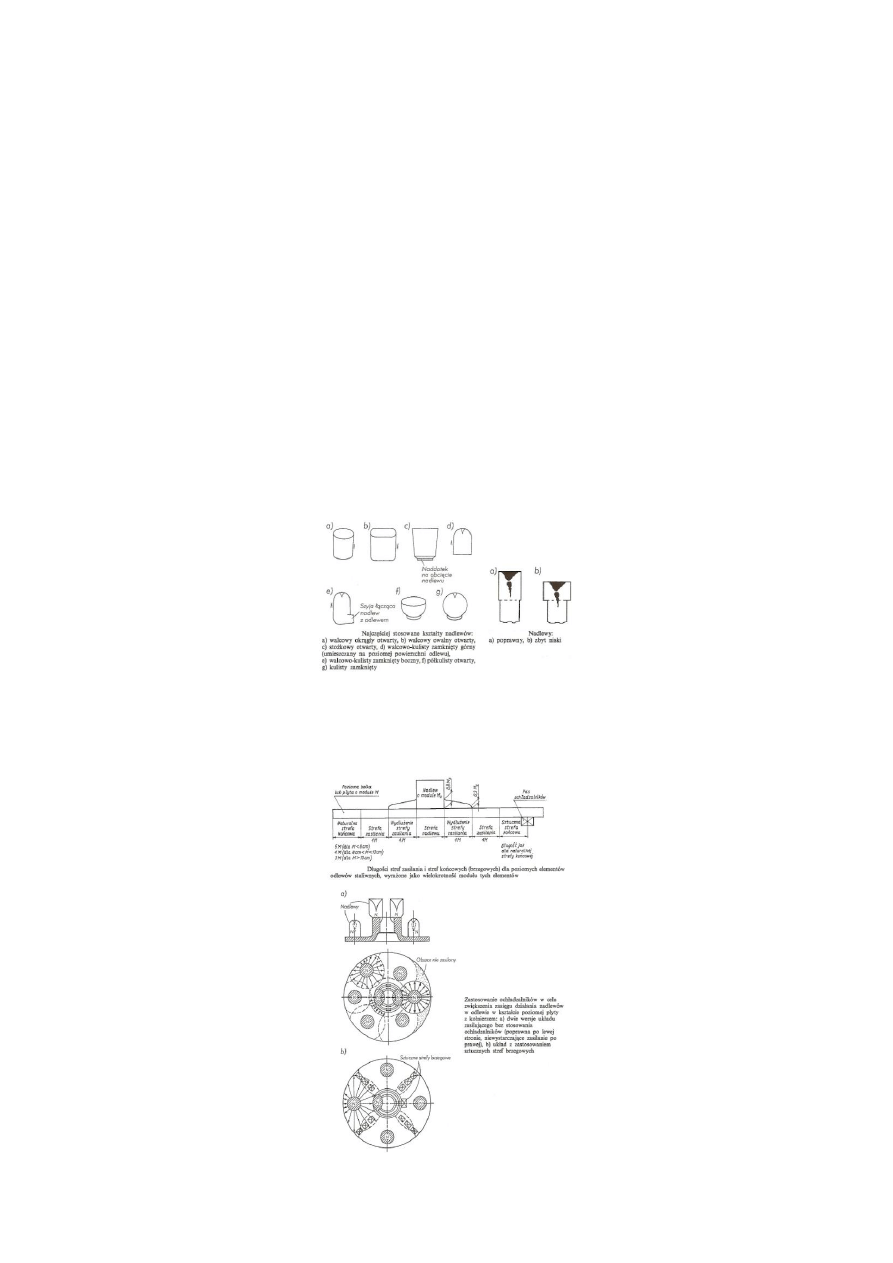
15. Schemat i zasięg działania nadlewu. Rodzaje nadlewów i przykłady ich zastosowania.
Rodzaje nadlewów
: górne, boczne, odkryte, zwykłe, w otulinie, z rdzeniem atmosferycznym, z nabojem
gazotwórczym, łatwo oddzielane.
16. Rola przeponki między nadlewem a odlewem. Znaczenie otulin egzotermicznych i izolacyjnych:
Przeponka
ma za zadanie ułatwiać utrącenie nadlewu z pominięciem dodatkowej obróbki mechanicznej.
Wykonane z materiału izolacyjnego lub egzotermicznego
otuliny
służą do wydłużania czasu krzepnięcia
nadlewów.
17. Rola ochładzalników w sterowaniu krzepnięciem odlewu:
18. Specyfika zasilania odlewów żeliwnych:
Odlewy z żeliwa ze względu na wysoką zawartość węgla, a co za tym idzie dobrą lejność, mogą być zasilane na
wiele sposobów. Odlewy żeliwne zasilać można:
grawitacyjne
,
przy pomocy zbiorników
(czaszowych,
lejowych, itp.),
pod działaniem wysokiego ciśnienia
,
podciśnienia
lub
odśrodkowo
. W przypadku dużych
odlewów belkę żużlową łączymy z wieloma kanałami doprowadzającymi (
zasilanie wielopunktowe
),
usytuowanymi w punktach pozwalających na sprawną i szybką realizację procesu odlewniczego, przy
uwzględnieniu strategicznych punktów,
w taki sposób, aby uniemożliwić powstawanie niedolewów lub
zakrzepów
.
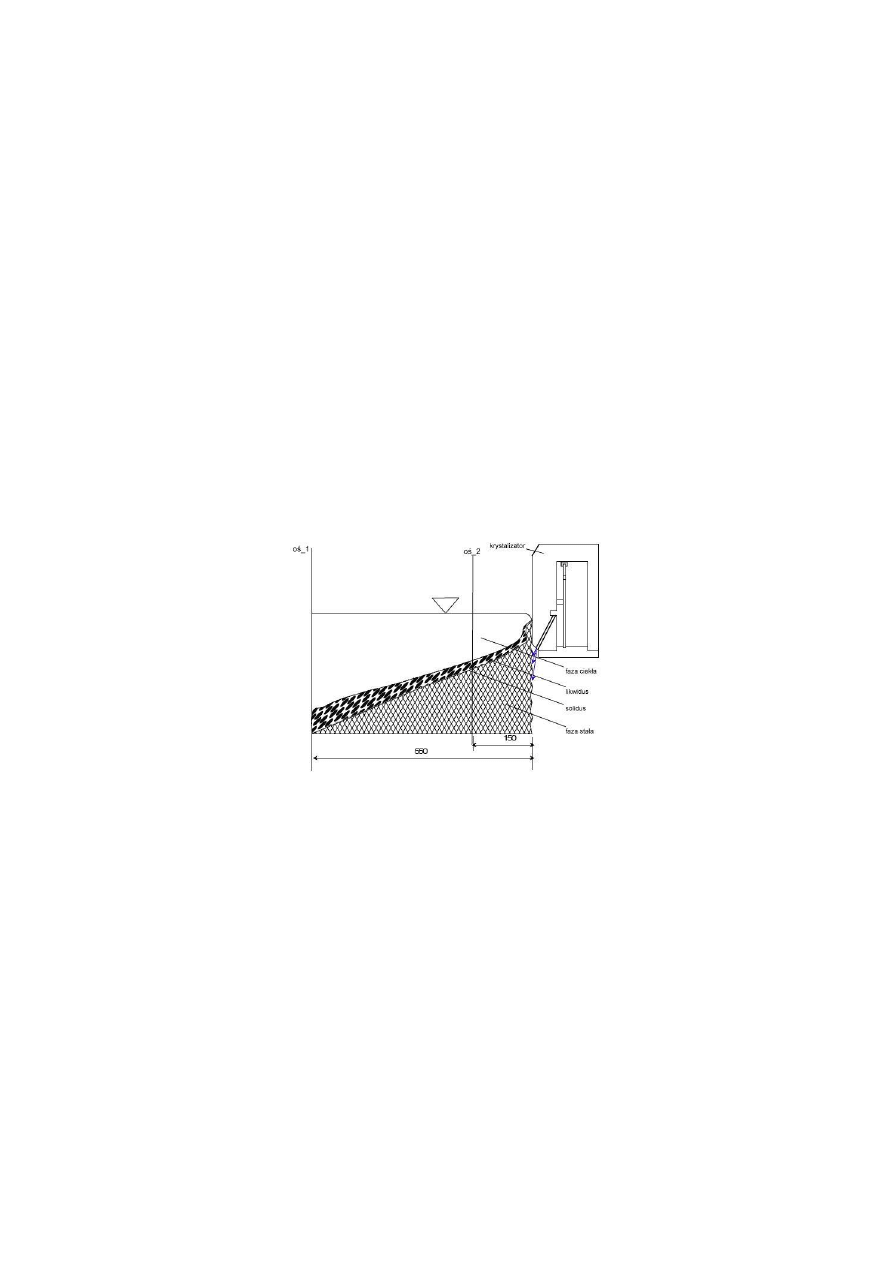
19. Wzrost kryształów podczas krzepnięcia typowych gatunków stopów (roztwory stałe, stopy pod- i
nadeutektyczne, stopy eutektyczne):
Ze względu na stosunkowo duże szybkości krzepnięcia podczas odlewania wlewków, struktura pierwotna
odbiega w większym lub mniejszym stopniu od stanu równowagi termodynamicznej, jednocześnie typ struktury
w istotny sposób zależy od składu chemicznego.
Struktury pierwotne
stopów do przeróbki plastycznej
otrzymanych metodą ciągłą, są typowe i można je scharakteryzować następującymi elementami:
-
ziarno odlewnicze (dendryt)
-
komórka dendrytyczna
-
faza pierwotna (wydzielenia pierwotne)
W przypadku niskostopowego aluminium, tworzy się
stała faza pierwotna
-
roztwór stały alfa
przy czym
powstające krystality aluminium rosną dendrytycznie. Krystalit aluminium (dendryt) określa się jako
ziarno
.
Ziarno na zgładzie metalograficznym składa się z komórek, które odpowiadają przekrojom gałęzi
dendrytu
roztworu stałego alfa. Granice komórek zaznaczone są
cieczą resztkową
składającą się ze związków
metalicznych określanych jako
pierwotne fazy odlewnicze
.
Wielkość ziarna zależy od ilości zarodków i
szybkości krzepnięcia, natomiast wielkość komórek dendrytycznych, wielkość i kształt faz
międzymetalicznych zależą prawie wyłącznie od szybkości krystalizacji.
20. Strefy kryształów w odlewie (we wlewku) z opisem charakteru ich powstawania:
21. Zarodkowanie homogeniczne i heterogeniczne jako mechanizmy inicjujące krystalizację:
Zarodkowanie homogeniczne
– polega na tworzeniu w cieczy ugrupowań atomów (zarodków) o
uporządkowaniu zbliżonym do rozkładu w krystalicznej fazie stałej. Aby zarodek mógł się rozrastać, musi
osiągnąć pewną wielkość krytyczną.
Zarodkowanie heterogeniczne
– polega na wykorzystaniu w procesie zarodkowania różnego rodzaju
powierzchni wtrąceń czy też zanieczyszczeń obecnych w ciekłym metalu, albo ścianek formy odlewniczej lub
wlewnicy.
22. Zasada krzepnięcia jednoczesnego i kierunkowego w odlewach. Powiązanie z zasilaniem odlewów:
Krzepnięcie jednoczesne
– realizowane jest w odlewach o mało zróżnicowanych grubościach ścianek,
walcowych stopów metali o małym skurczu w zakresie temperatur krzepnięcia. Sposób ten realizowany jest
najczęściej w odlewach cienkościennych. Czas krzepnięcia węzła będzie taki sam jak ścianki.
Krzepnięcie kierunkowe
– występuje, gdy odlew będzie miał różną grubość ścianki (najpierw krzepną części
najcieńsze, a później grubsze). Na najgrubszym elemencie stosuje się nadlew.
23. Naprężenia odlewnicze – powstawanie naprężeń, likwidowanie skutków, zapobieganie powstawaniu
naprężeń:
Naprężenia odlewnicze powstają
na skutek wysokiego ciśnienia metalostatycznego
ciekłego metalu,
występującego podczas odlewania. Powstawaniu naprężeń zapobiega się na dwa sposoby:
forma podczas
odlewania musi być odpowiednio odpowietrzona
– dlatego też w formach piaskowych stosuje się
nakłucia
odpowietrzające
o odpowiednio znormalizowanych wymiarach. Drugim sposobem jest wykonanie
odpowiedniej obróbki cieplnej już na gotowym odlewie. Stosuje się tu najczęściej
wyżarzanie odprężające
.
24. Schemat powstawania wad powierzchniowych w odlewach (np. pęcherze, nakłucia, strupy):
25. Rodzaje modeli odlewniczych i metody ich wytwarzania oraz przyporządkowanie do metod odlewania:
Podział modeli
:
modele naturalne
(z częścią odejmowaną, bez części odejmowanej) – odlewanie do form
nietrwałych,
modele niedzielone
(z częścią odejmowaną, bez części odejmowanej) – odlewanie do form
nietrwałych,
modele dzielone
(z częścią odejmowaną, bez części odejmowanej) – odlewanie do form
nietrwałych,
modele uproszczone
(wzorniki, przymiary kontrolne) – odlewanie do form nietrwałych, modele
parafinowe – metoda wytapianych modeli. Oprócz tego modele możemy podzielić na
modele samodzielne
oraz
współpracujące z rdzeniem (rdzeniami)
.
26. Zasady kształtowania odlewanych części maszyn ze względu na konstrukcję:
----------LANIE WODY----------
27. Zasady kształtowania odlewanych części maszyn ze względu na proces technologiczny:
----------LANIE WODY----------
28. Zastosowanie systemów komputerowych do optymalizacji procesów odlewania:
Systemy komputerowe
umożliwiają dwa sposoby opisu geometrii:
dwuwymiarowy
(w postaci rzutów i
przekrojów), oraz
trójwymiarowy
(bryły i przestrzennie zorientowane powierzchnie). Systemy komputerowe
pozwalają na: numeryczne modelowanie i symulację procesów odlewniczych, szybkie wykonanie próbnych
odlewów, umożliwiają przewidywanie niedoskonałości możliwych do skorygowania (np. wskazują miejsca
wysokich naprężeń). Systemy komputerowe lokalizują usytuowanie węzłów cieplnych oraz miejsca, w których
może dojść do powstania wady skurczowej. Systemem tego typu jest m.in. zaprezentowany na zajęciach
program
Nova Flow & Solid
.
29. Szkic i opis formowania z modelu wskazanego na rysunku (opracowanie szkicu uproszczonej
koncepcji odlewania):
czerwony
– naddatki, oznaczenia, elementy układu wlewowego,
niebieski
– płaszczyzna podziału, rdzeń,
zielony
– ochładzalniki zewnętrzne i wewnętrzne.
30. Klasyfikacja i cele obróbki cieplnej odlewów:
Obróbka cieplna
– jest to zespół zabiegów technologicznych, polegających na nagrzaniu przedmiotu do
wymaganej temperatury, wytrzymaniu w niej przez określony czas oraz chłodzeniu z zadaną prędkością w celu
wywołania zamierzonych zmian strukturalnych zapewniających uzyskanie odpowiednich właściwości
fizycznych i mechanicznych.
Klasyfikacja
:
wyżarzanie
(ujednoradniające, normalizujące, zupełne, niezupełne,
zmiękczające, odprężające, stabilizujące),
ulepszanie cieplne
(hartowanie + wysokie odpuszczanie),
utwardzanie cieplne
(hartowanie + niskie odpuszczanie),
umacnianie wydzieleniowe
(przesycanie, starzenie).
Wyszukiwarka
Podobne podstrony:
opracowane zagadnienia na egzam Nieznany
Opracowanie Zagadnień na egzamin Mikroprocki
Opracowane zagadnienia na koło z podstaw turystyki, Notatki na koła
Opracowanie zagadnień na prawo handlowe
opracowane zagadnienia na egazamin
Opracowanie zagadnień na egzamin z MO
Jasiorski, chemia ogólna, Opracowane zagadninia na kolowium
Przemiany geopolityczne (opracowane zagadnienia na egzamin)
Opracowane zagadnienia na kolokwium
Opracowane zagadnienia na egzamin
opracowanie zagadnien na u c 2 wersja alpha
Andragogika opracowane zagadnienia na egzamin
opracowane zagadnienia na ped.specj, pedagogika specjalna
zagadnienia 1-19 plus 25 i bez paru innych, Opracowanie zagadnień na zaliczenie
opracowane zagadnienia na egzamin, ►► UMK TORUŃ - wydziały w Toruniu, ►► Socjologia, Praca socjalna,
Dydaktyka [opracowane zagadnienia na egzamin], Metodyka nauczania, język polski, teksty i notatki, e
Opracowanie zagadnień na egzamin z judaizmu, 2. GENEZA JUDAIZMU, Religia patriarchów
Opracowane zagadnienia na zaliczenie cw. z fizyk, ciga, 1
Konflikty opracowanie zagadnien na egzamin 2
więcej podobnych podstron