„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Arkadiusz Gromek
Wykonywanie obróbki mechanicznej elementów
instrumentów muzycznych 311[01].Z1.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr Tomasz Knot
mgr Katarzyna Ziomek
Opracowanie redakcyjne:
mgr sztuki Arkadiusz Gromek
Konsultacja:
dr inż. Jacek Przepiórka
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 311[01].Z1.02
„Wykonywanie obróbki mechanicznej elementów instrumentów muzycznych”, zawartego
w modułowym programie nauczania dla zawodu korektor i stroiciel instrumentów
muzycznych.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
5
3.
Cele kształcenia
6
4.
Materiał nauczania
7
4.1.
Techniki obróbki mechanicznej
7
4.1.1 Materiał nauczania
7
4.1.2. Pytania sprawdzające
16
4.1.3. Ćwiczenia
16
4.1.4. Sprawdzian postępów
17
4.2.
Zastosowanie technik obróbki mechanicznej w instrumentach
18
4.2.1. Materiał nauczania
18
4.2.2. Pytania sprawdzające
32
4.2.3. Ćwiczenia
32
4.2.4. Sprawdzian postępów
34
5.
Sprawdzian osiągnięć
35
6. Literatura
40

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy i umiejętności w zakresie obróbki
mechanicznej elementów instrumentów muzycznych.
W poradniku znajdziesz:
–
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
–
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
–
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
–
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
–
literaturę.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
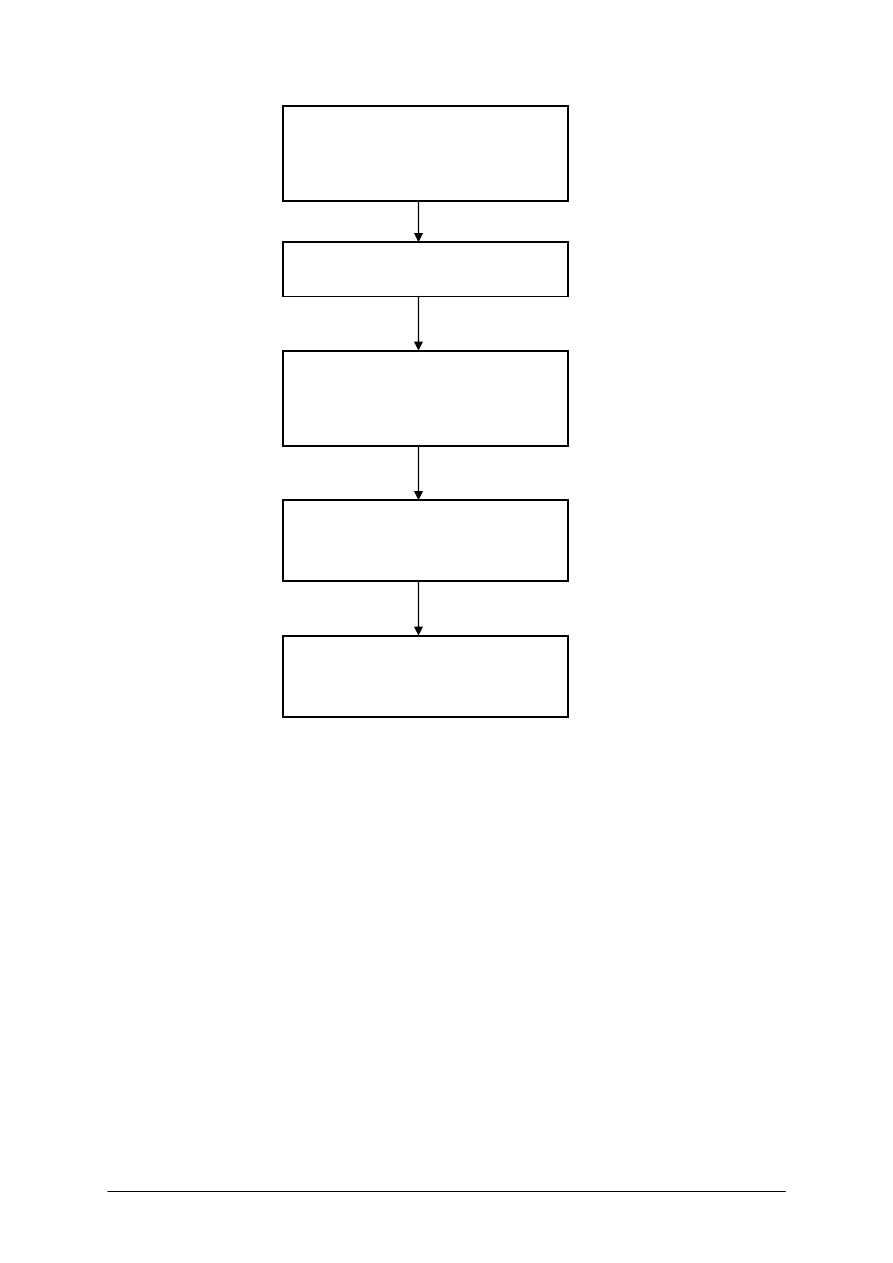
Schemat układu jednostki modułowej
311[01].Z1.01
Dobieranie materiałów
konstrukcyjnyc
311[01].Z1.02
Wykonywanie obróbki
mechanicznej elementów
instrumentów muzycznych
311[01].Z1.04
Wykończanie powierzchni
instrumentów muzycznych
311[01].Z1.03
Łączenie elementów instrumentów
muzycznych
311[01].Z1
Technologia wytwarzania
instrumentów muzycznych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
stosować przyrządy pomiarowo – kontrolne zgodnie z ich przeznaczeniem,
−
organizować stanowisko pracy zgodnie z zasadami bhp,
−
rozróżniać instrumenty muzyczne, kwalifikować do grupy instrumentów, a także
rozróżniać ich części,
−
wykonywać i odczytywać schematy, wykresy i szkice,
−
posługiwać się dokumentacja techniczną,
−
posługiwać się normami,
−
pracować w grupie i indywidualnie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3.
CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−−−−
zorganizować stanowisko pracy zgodnie z wymaganiami ergonomii,
−−−−
sklasyfikować obrabiarki stosowane w procesach wytwarzania instrumentów
muzycznych,
−−−−
sklasyfikować obrabiarki sterowane automatycznie,
−−−−
wyjaśnić różnice między obrabiarkami sterowanymi ręcznie i automatycznie,
−−−−
sklasyfikować maszyny specjalistyczne, stosowane w procesach produkcji instrumentów
muzycznych,
−−−−
rozróżnić poszczególne zespoły w obrabiarkach i urządzeniach,
−−−−
rozróżnić napędy elektryczne, hydrauliczne i pneumatyczne obrabiarek,
−−−−
wyjaśnić zasadę procesu skrawania,
−−−−
sklasyfikować procesy obróbki skrawaniem,
−−−−
rozróżnić ruchy główne i pomocnicze obróbki skrawaniem,
−−−−
dobrać parametry geometryczne i technologiczne obróbki skrawaniem,
−−−−
rozróżnić elementy geometrii ostrza skrawającego,
−−−−
określić konstrukcję narzędzi skrawających,
−−−−
dobrać materiał ostrza do warunków obróbki,
−−−−
odczytać rysunki wykonawcze elementów instrumentów muzycznych,
−−−−
scharakteryzować proces technologiczny obróbki mechanicznej elementów instrumentów
muzycznych,
−−−−
dobrać obrabiarki do określonych operacji technologicznych,
−−−−
dobrać materiał wyjściowy do procesu technologicznego,
−−−−
dobrać narzędzia skrawające do obróbki ręcznej i mechanicznej,
−−−−
dobrać elementy ustalające i mocujące przedmiot obrabiany,
−−−−
sporządzić plan obróbki elementu instrumentu muzycznego,
−−−−
sporządzić karty instrukcyjne obróbki,
−−−−
sporządzić arkusz weryfikacyjny zatwierdzenia wzorca do produkcji,
−−−−
wykonać program sterujący obrabiarką NC do wykonania prostych operacji
technologicznych,
−−−−
wykonać operacje technologiczne za pomocą narzędzi ręcznych,
−−−−
posłużyć się dokumentacją techniczno – ruchową obrabiarek,
−−−−
ocenić stan techniczny obrabiarek, dobrać środki ochrony indywidualnej do
wykonywanych operacji technologicznych,
−−−−
uzbroić obrabiarki w pomoce warsztatowe zgodnie z wytycznymi zamieszczonymi na
kartach instrukcji obróbki,
−−−−
zamocować narzędzia skrawające w uchwytach obrabiarek,
−−−−
zamocować przedmiot obrabiany na obrabiarce skrawającej,
−−−−
ustawić parametry obróbki według kart instrukcyjnych,
−−−−
wykonać operacje technologiczne na obrabiarkach,
−−−−
skontrolować jakość wykonanych operacji technologicznych,
−−−−
wykonać czynności związane z konserwacją narzędzi i obrabiarek,
−−−−
zastosować środki ochrony indywidualnej podczas wykonywania prac związanych
z obróbką ręczną i mechaniczną,
−−−−
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4.
MATERIAŁ NAUCZANIA
4.1.
Techniki obróbki mechanicznej
4.1.1.
Materiał nauczania
Podstawowe techniki obróbki mechanicznej
Skrawanie jest podstawową techniką spotykaną w obróbce elementów instrumentów
muzycznych. Skrawaniem nazywamy proces technologiczny polegający na mechanicznym
usuwaniu określonej objętości materiału, nazywanego często naddatkiem obróbkowym. Cały
proces zaczyna się od skrawania materiału wyjściowego, nazywanego dalej materiałem lub
przedmiotem surowym, albo potocznie „przygotówką”. Do tego celu używa się narzędzi
skrawających, zwanych najczęściej narzędziami. Cechą charakterystyczną owych narzędzi
jest część robocza, która ma postać klina, zwanego w większości wypadków ostrzem, rzadziej
nazwanego stroną roboczą. Skrawania dokonuje się w celu nadania określonego kształtu
i wymiarów elementom instrumentów muzycznych.
Wyróżnia się dwie metody skrawania: obróbkę wiórową i obróbkę ścierną.
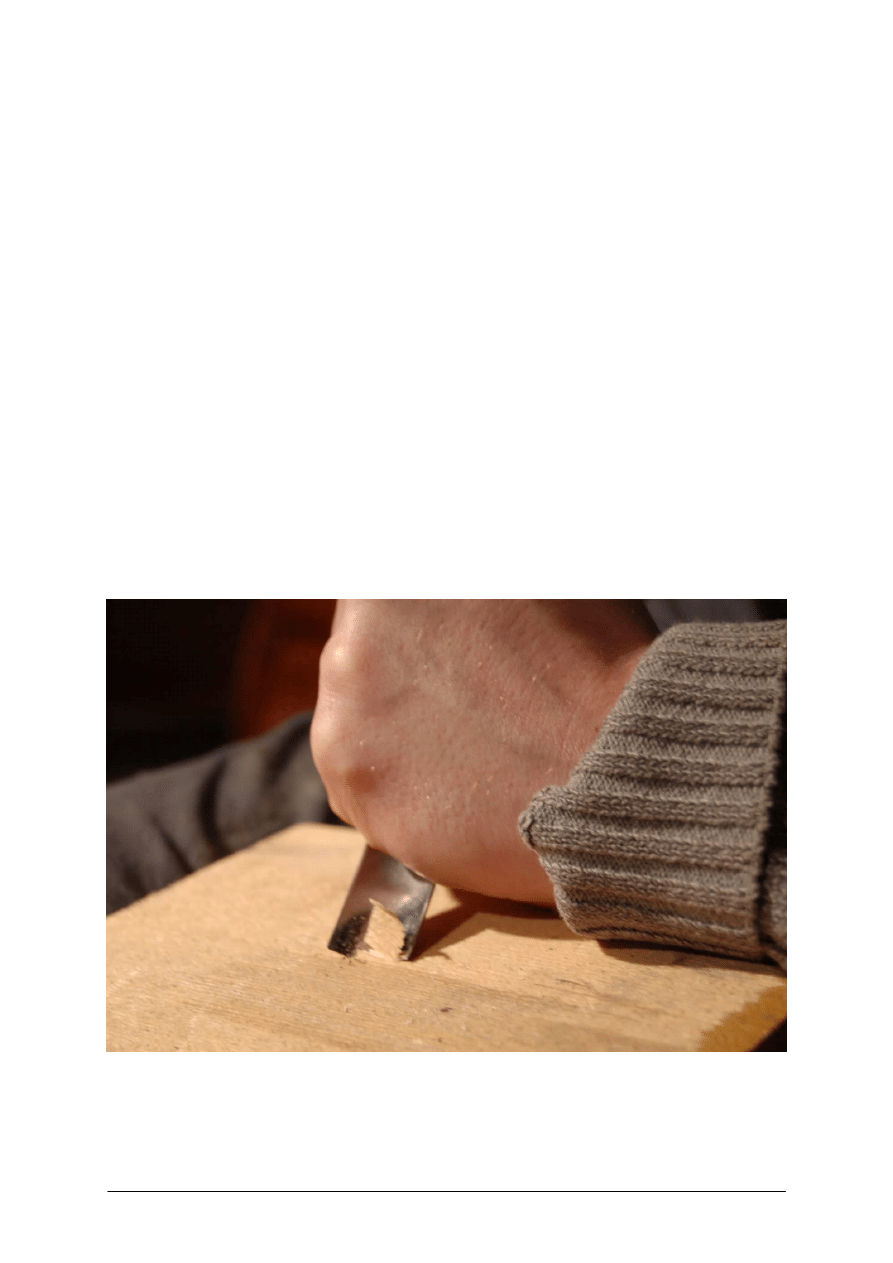
Obróbką wiórową nazywamy skrawanie wykonane za pomocą określonej liczby ostrzy.
Naddatek materiału usunięty przez narzędzia skrawające usuwany jest w postaci wiórów
zazwyczaj widocznych nieuzbrojonym okiem (rys.1).
Rys. 1. Wiór uchodzący spod dłuta wklęsłego
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Do tego typu obróbki skrawania zaliczamy większość procesów przy wytwarzaniu
elementów instrumentów.
Wiercenie jest procesem, w którym narzędzie skrawające w tym przypadku wiertło
zagłębia się w materiale pozostawiając otwór o postaci walca. Wiercenie stosujemy
w przypadku wykonania otworów: komór kołkowych, rezonansowych, w strojnicy, pod
guzik. Są to otwory o średnicy od 4–13 mm w zależności od projektu. Proces wiercenia może
być wykonany maszynowo lub ręcznie
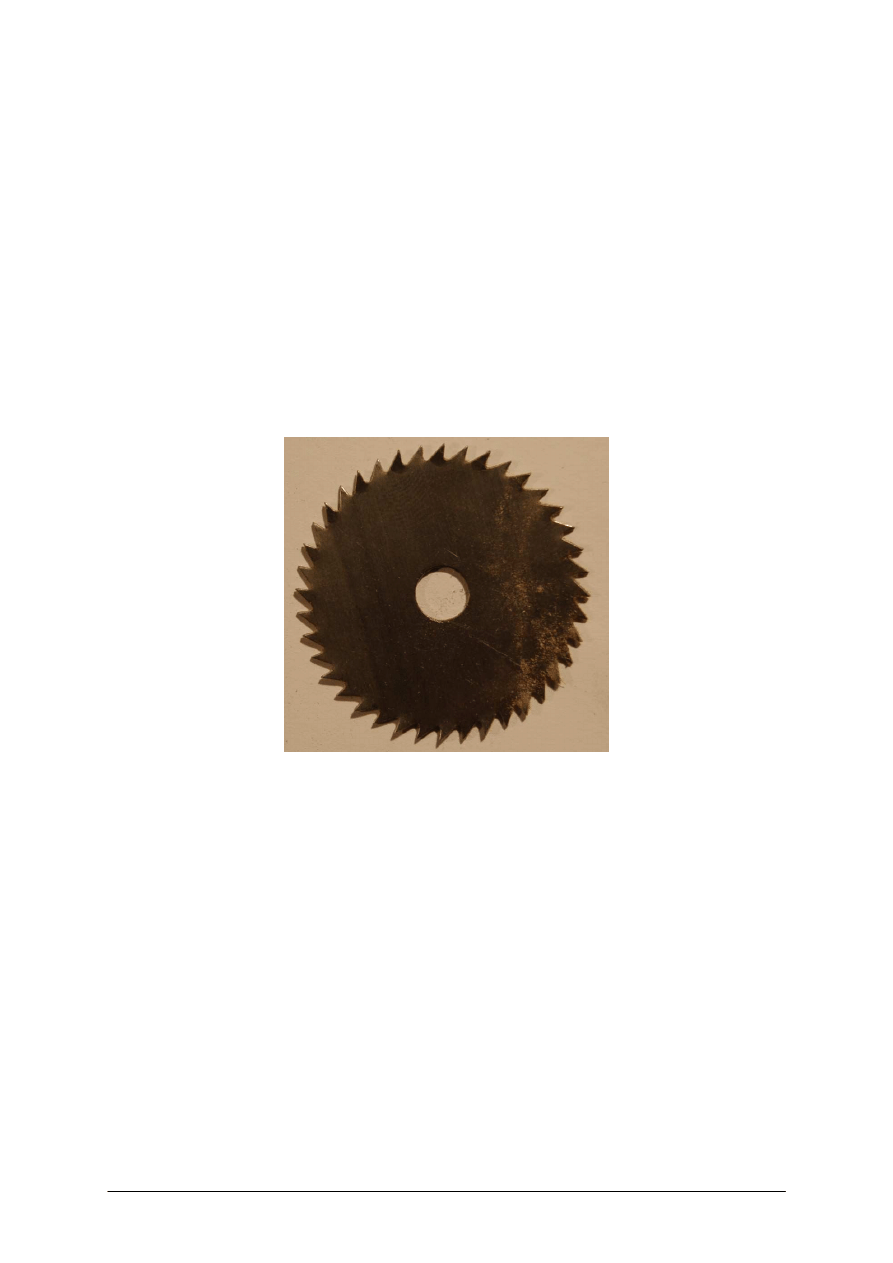
Frezowanie jest procesem, w którym narzędzie skrawające w tym przypadku frez
(rys. 2), zagłębia się w materiale pozostawiając otwór, ale inaczej niż w przypadku wiercenia
można ten otwór dowolnie kształtować tak, więc może on przybrać postać rowka lub
jakiegokolwiek innego kształtu. Wykorzystanie tego procesu w trakcie wytwarzania
elementów instrumentów muzycznych dotyczy przede wszystkim frezowania płyt
instrumentów, co w żargonie zawodowym oznacza przede wszystkim frezowanie ich
krawędzi, natomiast sam proces frezowania całych płyt nazywany jest kopiowaniem płyty,
chodzi tu głównie o płyty wypukłe, ponieważ jest on wykonywany na frezarce-kopiarce.
Rys. 2. Frez piłowy
Zastosowanie procesów frezowania dotyczy w instrumentach przede wszystkim
frezowania komór kołkowych oraz rowków na żyłki, lub wszelkiego rodzajów rowków i jak
było to już powiedziane płyt rezonansowych. Przy frezowaniu komór używamy frezów
palcowych w wielkości od 6 mm, natomiast przy frezowaniu rowka żyłki używamy
maleńkich frezów palcowych w wielkości od 1 do 2 mm. Przy frezowaniu krawędzi płyt
używamy frezów piłowych 20–40 mm w zależności od rodzaju dokumentacji. W procesie
kopiowania używamy frezów palcowych, ich wielkość jest uzależniona od rodzaju maszyny
Struganie jest procesem, w którym narzędzie (ostrze) usuwa (struga) równa część
danego materiału.Proces ten może być wykonany maszynowo lub ręcznie Dotyczy przede
wszystkim strugania płyt rezonansowych, belek, ale także strugania akcesoriów instrumentów
za pomocą strugaczki a także wytwarzania otworów stożkowych pod akcesoria instrumentów
za pomocą rozwiertaka (rys.6, 7). W przypadku tej pary narzędzi, bo stosowane są przeważnie
parami, istotny jest konus, czyli kąt stożka mierzony stosunkiem różnicy średnic do długości
części roboczej. W instrumentach spotyka się najczęściej konus 1/30 w instrumentach
starszego typu 1/25. Do strugania płyt i belek zazwyczaj używa się hebla (strugu) (rys.3),
stróżków, cyklin (rys.4.), lub ośnika. W przypadku płyt i belek trzeba pamiętać o zachowaniu
promieniowego układu materiału na te części (rys.5).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Rys. 3. Ręczny strug metalowy
Rys. 4. Cykliny
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Rys. 5. Struganie płyty z promieniowym układem słojów
Rys. 6. Rozwiertak
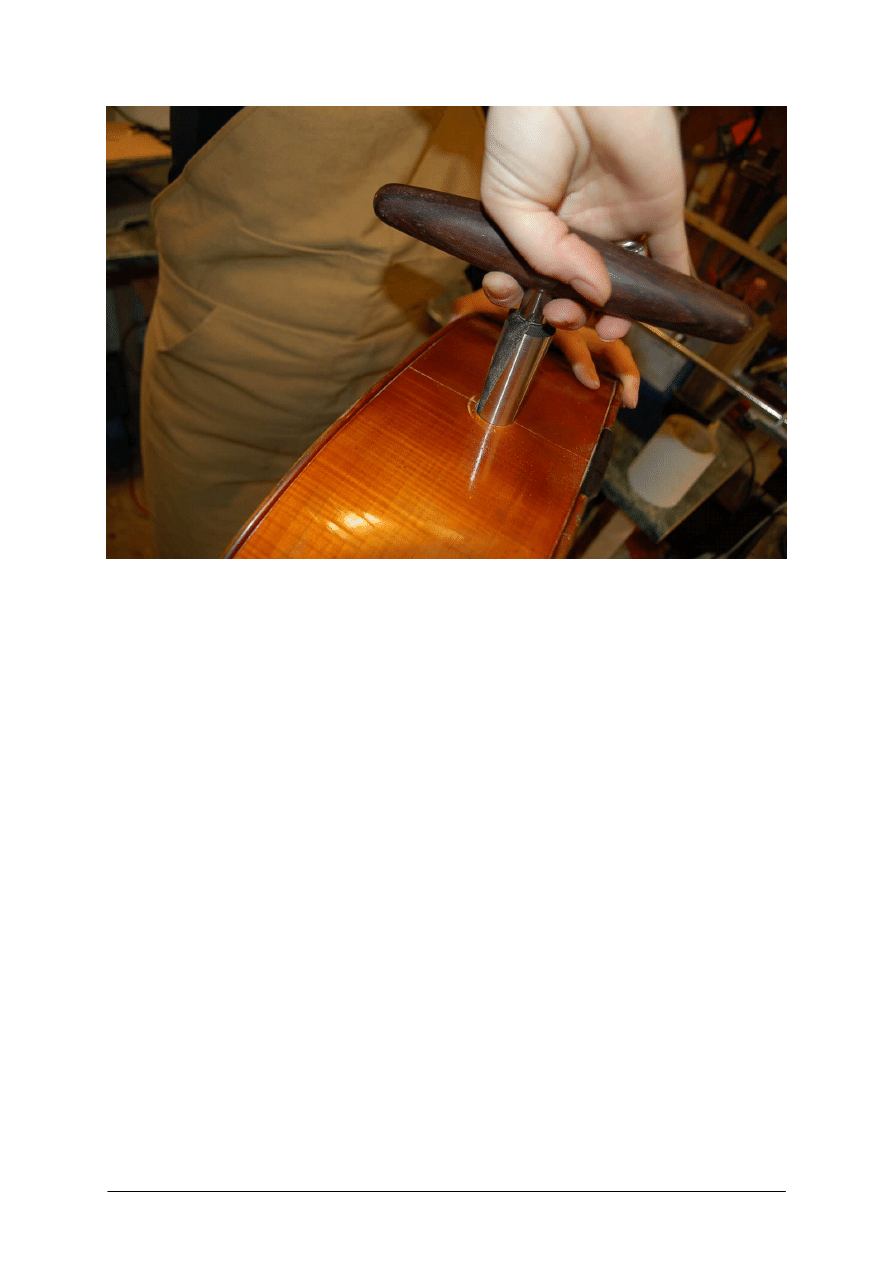
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Rys. 7. Użycie rozwiertaka do montowania nóżki w wiolonczeli
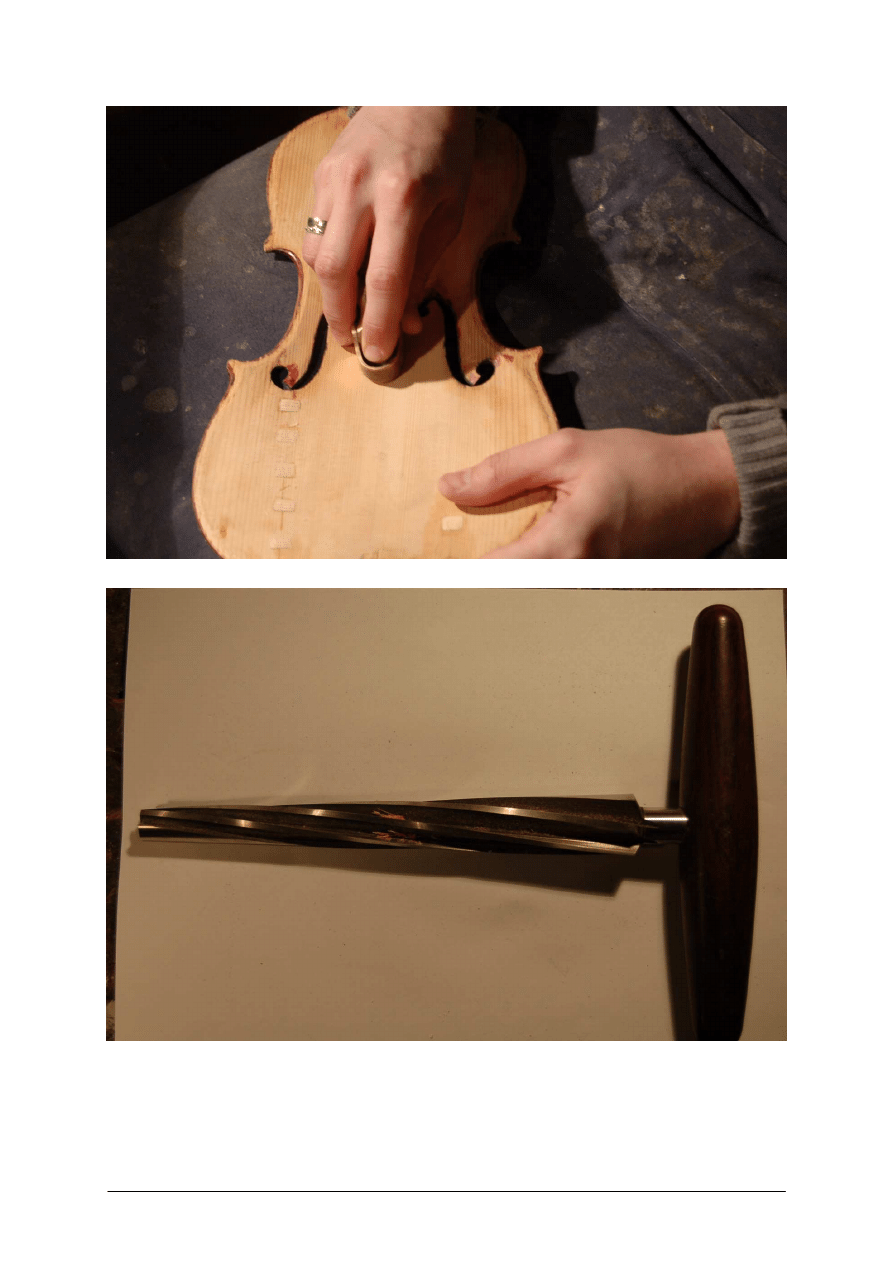
Rzeźbienie jest procesem podobnym do strugania, narzędzie jednak zbiera nierówną
warstwę materiału. Do rzeźbienia wykorzystujemy w przypadku instrumentów dłuta (rys. 8).
Dzielą się one na płaskie i wklęsłe. Także używa się małych dłutek o ostrzu
kilkumilimetrowym. Są to tak zwane dłutka snycerskie. Proces ten nie może być
wykonywany maszynowo.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Rys. 8. Wykorzystanie dłuta do zacięcia zwoju ślimaka
Cięcie jest procesem, w którym piła lub nóż pozostawiają w materiale szczelinę. Proces
ten może być wykonywany maszynowo, ale także ręcznie. W przypadku maszyn najczęściej
stosowane są pilarki. Pilarka to nazywa maszyny, która porusza piłą, tarczową i taśmową,
rzadziej jest to pilarka-wyżynarka.
Pilarka tarczowa tnie materiał za pomocą obracającej się tarczy z ostrymi zębami. Pilarka
tarczowa służy tylko i wyłącznie do cięcia po liniach prostych.
Pilarka taśmowa tnie materiał za pomocą taśmy z ostrymi zębami. W przeciwieństwie do
piły tarczowej można nią wycinać różne kształty.
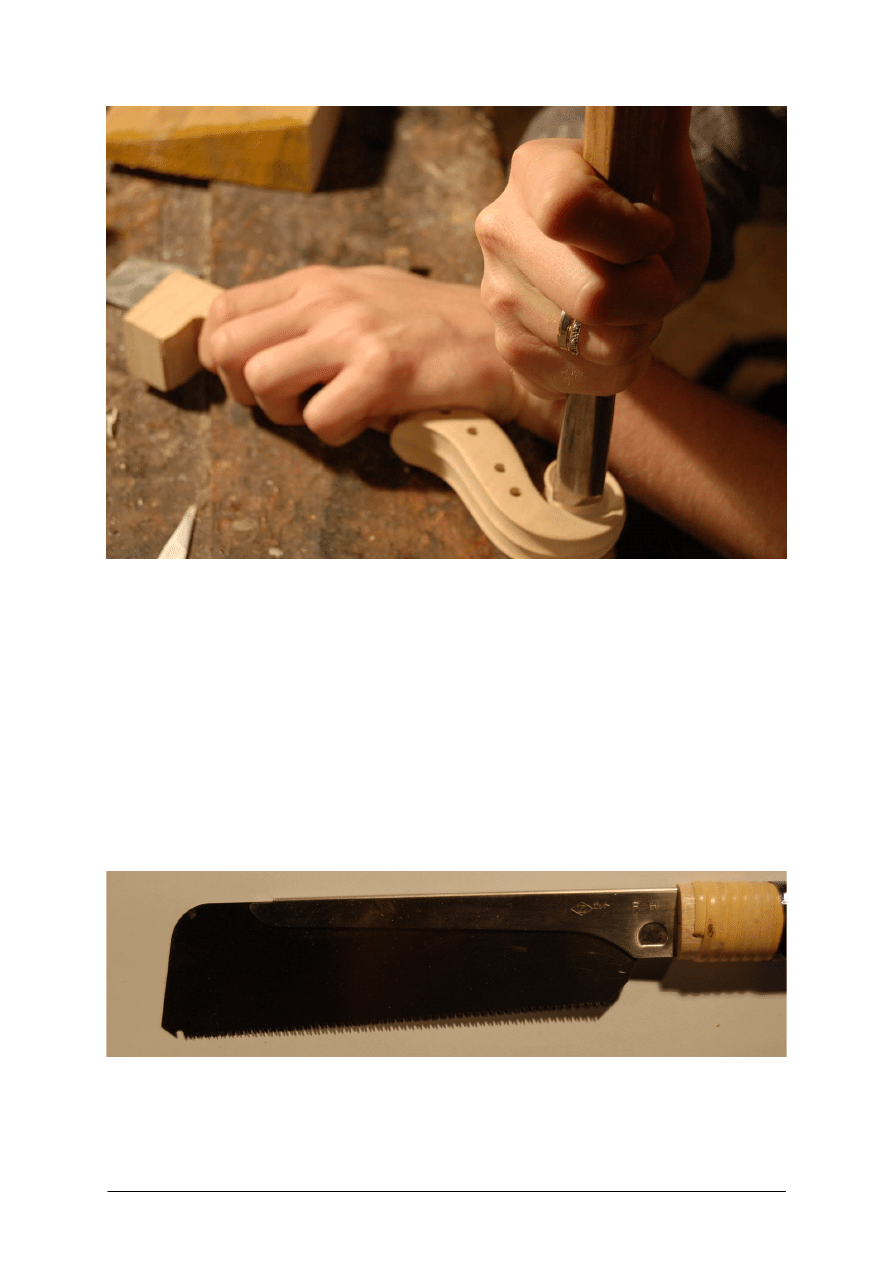
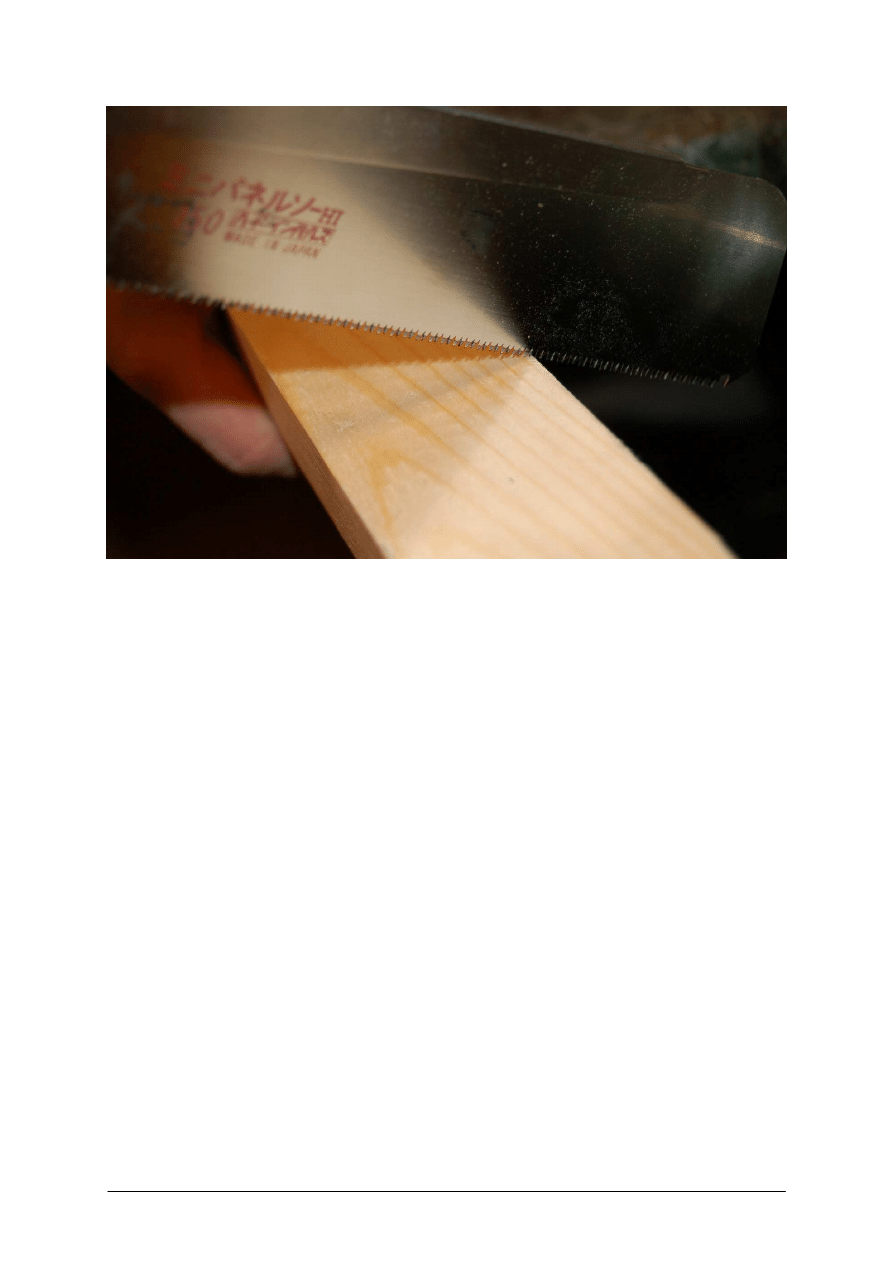
W przypadku cięcia ręcznego spotykamy wiele rozmaitych narzędzi np. piła płatnica
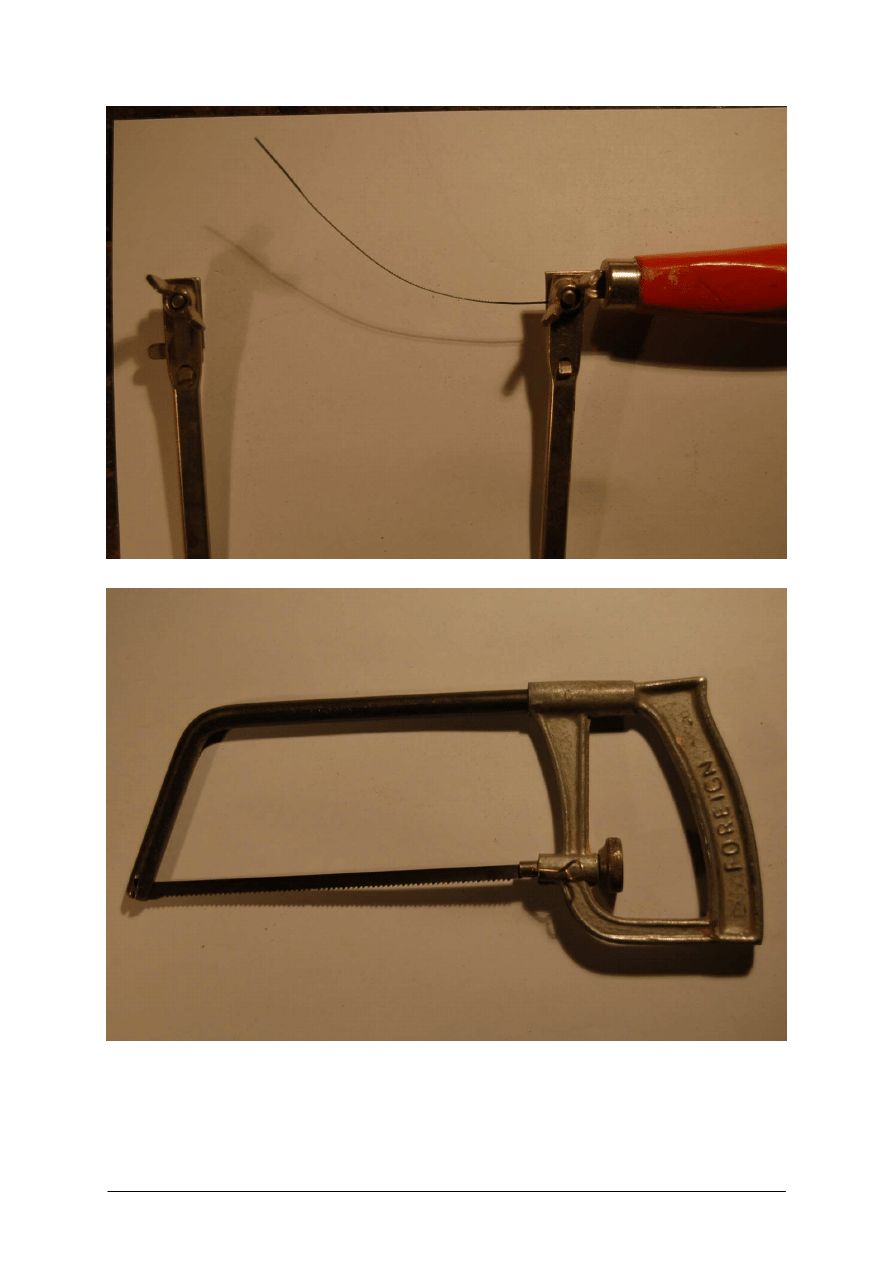
(rys. 9, 12) służy do cięcia po linii prostej, a także piła włosowa do wycinania małych
elementów, czy też piła ramowa (rys. 10, 11), (lub jej odmiana piła stolarska) przydatna do
cięciach określonych kształtów.
W instrumentach proces ten jest najczęściej stosowany.
Rys. 9. Mała płatnica
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Rys. 10. Ramowa piła włosowa
Rys. 11. Ramowa piła lutnicza
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Rys. 12. Cięcie piłą płatnicą
Toczenie jest procesem odwrotnym do wiercenia. Materiał obraca się w uchwycie
tokarskim a nóż (w przypadku tokarki do metali) lub dłuta (w przypadku tokarki do drewna)
skrawa na obwodzie obracający się materiał. Im twardszy materiał tym większy kąt narzędzia
W przypadku instrumentów dotyczy to wytaczania elementów instrumentów dętych
drewnianych i toczenia akcesoriów.
Drugim typem skrawania jest obróbka ścierna (rys. 13). Polega ona na użyciu
nieokreślonej liczby ostrzy. W wyniku tej obróbki pozostają z materiału wiórki lub pył
niewidoczny dla nieuzbrojonego oka.
W przypadku instrumentów do obróbki ciernej używany jest papier ścierny, w przypadku
obróbki na sucho (bez użycia wody) o granulacji od 40 – 600, do obróbki na mokro
o granulacji powyżej 400. Służy do tego specjalny papier zwany papierem wodnym. Zarówno
jeden jak i drugi proces nazywamy szlifowaniem. Szlifowanie na sucho stosuje się w obróbce
instrumentów z drewna natomiast szlifowanie na mokro w przypadku instrumentów z metalu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Rys. 13. Obróbka cierna w kąpieli wodnej
W jednym i drugim przypadku szlifowanie wykorzystuje się do wstępnego określenia
i wykończenia powierzchni elementów instrumentów muzycznych.
Obok procesów skrawania w instrumentach stosujemy drugi sposób na obróbkę
materiału. Jest nim gięcie.
Gięcie polega na odkształceniu materiału do żądanego kształtu za pomocą siły.
Gięcie w instrumentach spotykane jest zarówno w drewnie jak i metalu.
Do odkształceń drewna używa się giętarek (rys. 14) lub specjalnych form. Na materiał
działa się wówczas zwiększoną wilgotnością w postaci wody lub też pary-wodnej
i temperaturą około 100
°
C. Po pewnym czasie, po odparowaniu nadmiaru wody, materiał
przybiera żądany kształt.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
W instrumentach gięcie występuje przy nadaniu kształtu boczkom oraz listewką obszycia
instrumentu.
Rys. 14. Giętarka
4.1.2.
Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie znasz rodzaje obróbki skrawaniem?
2.
Jaki jest podstawowy proces technologiczny przy produkcji instrumentów?
3.
Jakie wyróżniamy sposoby szlifowania?
4.
Jakie znasz typy pił ręcznych?
5.
Jakie wyróżniamy typy tokarek?
4.1.3.
Ćwiczenia
Ćwiczenie 1
Wskaż narzędzia, które są potrzebne do prawidłowego umieszczenia kołków w komorze
kołkowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
rozpoznawać maszyny i urządzenia,
2)
umieścić czynność w procesie technologicznym,
3)
wykonać notatkę o typie narzędziach i maszynach służących do tej pracy,
4)
dokonać oceny poprawności wykonanego ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Wyposażenie stanowiska pracy:
−
plansze i katalogi z ilustracjami narzędzi i maszyn,
−
notatnik,
−
przybory do pisania,
−
literatura z rozdziału 6.
Ćwiczenie 2
Określ, jakiego rodzaju procesy są konieczne do uzyskania boczka w instrumencie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z procesami technologicznymi, ich klasyfikacją i zastosowanie,
2)
zapoznać się z elementami składowymi instrumentu,
3)
sporządzić notatkę umieszczającym chronologicznie te czynności w procesie
technologicznym, budowy instrumentu,
4)
dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
próbki drewna gatunków liściastych i iglastych,
−
notatnik,
−
przybory do pisania,
−
plansze,
−
literatura z rozdziału 6.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymieć rodzaje obróbki wiórowej?
2)
zdefiniować obróbkę skrawaniem?
3)
określić rodzaje szlifowania?
4)
rozróżnić elementy budowy piły taśmowej i tarczowej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
4.2. Zastosowanie technik obróbki mechanicznej w instrumentach
4.2.1.
Materiał nauczania
Organizacja stanowiska pracy.
Zgodnie z wymogami ergonomii stanowisko pracy korektora i stroiciela instrumentów
muzycznych, musi posiadać odpowiednie wymiary i odpowiednią ilość pomieszczeń.
Wymagane są przynajmniej dwa pomieszczenia o powierzchni łącznej od 25 do 80 m
2
. Gdy
mamy do dyspozycji trzy pomieszczenia dzielimy je w następujący sposób: największe
przeznaczamy na prace naprawcze – wyłączając z tego pomieszczenia prace z lakierem,
ś
rednie pomieszczenie przeznaczamy na spotkania z klientem, najmniejsze pomieszczenie
przeznaczamy na lakierowanie. Jeśli jednak jest ono jednak tak małe, że uniemożliwia pracę
lakierowania.
Wyjątek od przyjętych wielkości stanowi pracownia do korekty i strojenia fortepianu.
Jego minimalna powierzchnia to ok. 40 m
2.
. Należy także, wyodrębnić osobne pomieszczenie
dla lakierni. Jego minimalne gabaryty to 3 x 5 metrów.
Ś
cisłe zachowanie wymienionych wyżej wymiarów pomieszczeń jest niezwykle istotne,
ponieważ zbyt małe pomieszczenie utrudnia ergonomikę, zbyt duże natomiast, powoduje
zwiększenie odległości pracownika korektora od narzędzi, które z reguły są rozmieszczone na
ś
ciennych półkach.
Podłoga – powinna być wykonana z linoleum, PCV lub paneli. Taka nawierzchnia,
pozwala zachować czystość przy jednoczesnym zachowaniu ostrości narzędzi, które bardzo
często, w trakcie pracy, upadają.
Narzędzia – powinny być rozmieszczone na ściennych półkach, co zapewnia do nich
stały, komfortowy dostęp.
Szafy – są przeznaczone do przechowywania instrumentów gotowych, oczekujących na
opuszczenie pracowni.
Pozostałe wyposażenie to: taborety, stół stolarski, stół do montażu oraz stoły do
lakierowania. Aby szybko i sprawnie móc wykorzystywać wszystkie większe narzędzia
(tokarka, szlifierka, wiertarka stołowa, frezarka) należy umieścić je na specjalnych półkach.
Oświetlenie
ś
adne sztuczne światło nie jest w stanie zastąpić światła dziennego. Światło słoneczne po
odbiciu przez warstwy atmosfery zapewnia najlepsze i komfortowe oświetlenie. Nie może
jednak padać bezpośrednio do pracowni, ponieważ zubaża wygląd kształtów i kolorów
instrumentów. Dlatego wskazane są jasne ściany pomieszczenia.
Można pracować przy oświetleniu sztucznym, choć jest ono znacznie mniej korzystne. Należy
w takim wypadku stosować światło o barwie zbliżonej do światła dziennego (stosując np.
specjalne żarówki ze światłem białym albo światło lamp halogenowych lub ksenonowych).
Techniki obróbki w procesie wykonywania obróbki elementów
Cięcie pod względem chronologicznym jest to zawsze jeden z pierwszych procesów
zastosowanych do produkcji elementów instrumentów muzycznych.
Ciecie może być maszynowe lub ręczne.
Pilarka taśmowa służy do docięcia elementów na instrumenty, prawidłowe docięcie
powoduje ograniczenie innych metod obróbki instrumentów muzycznych, które w przypadku
instrumentów są zazwyczaj bardziej pracochłonne.
Cięcie wykonujemy piłą. Ważne jest by piła była ostra tzn., żeby jej zęby w dotyku
dawały wyraz ostrości zarówno z jednej jak i z drugiej strony. Gdy zęby są ostre tylko z jednej
strony piła schodzi z linii cięcia a przy cięciu grubych elementów można zauważyć ze piła
wybiera rzaz (szczelina powstająca po cięciu w materiale) w formie lekko zakrzywionej linii.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Przy znacznym stępieniu piły może pojawić się zapach spalonego drewna. Dzieje się tak,
dlatego że drzewo na powierzchni cięcia w wyniku działania wysokiej temperatury zaczyna
utleniać się. Ważne jest też rozwiedzenie piły. Brak rozwiedzenia uniemożliwia skręcania piłą
podczas cięcia natomiast za duże rozwiedzenie powoduje spadek efektywnej mocy.
Rys. 15. Różne rodzaje ścisków korektorskich sztywnych
Większość instrumentów muzycznych wykonana jest z drewna, a przynajmniej ich części
rezonansowe wykonane są z tego materiału.
Należy pamiętać, żeby posługiwać się liniami pomocniczymi, znaczonymi na materiale.
Cięcie na tzw. „oko” jest niedopuszczalne.
Ze względów bezpieczeństwa trzeba unikać gwałtownych ruchów przy włączonej pilarce,
pamiętać o odłączaniu zasilania podczas sprawdzania ostrości piły oraz o pozycji wolnej ręki,
ż
eby była umieszczona na materiale z dala od piły. Dwie ręce popychające materiał
zapewniają prawidłowa kontrolę cięcia. Jeżeli się zdarzy, że jakiś mały kawałek materiału
dostanie się koło piły podczas cięcia, co nierzadko przeszkadza w wykonaniu prawidłowego
cięcia, wyciągamy go patykiem, nigdy ręką, w razie konieczności wyłączamy piłę
i odłączamy zasilanie.
Pilarka – wyrzynarka jest pilarką o mniejszych wymiarach i używana jest jako zamiennik
pilarki taśmowej. Przy jej użytkowaniu stosuje się te same zasady ciecia
Innego typu piłą jest piła tarczowa. Ma ona szerokie zastosowanie w stolarstwie, ale do
potrzeb wytwarzania elementów instrumentów muzycznych ma ona nikłe zastosowanie
Omówienie jej działania jest zbyteczne.
Piły ręczne mają różne kształty i różne zastosowanie
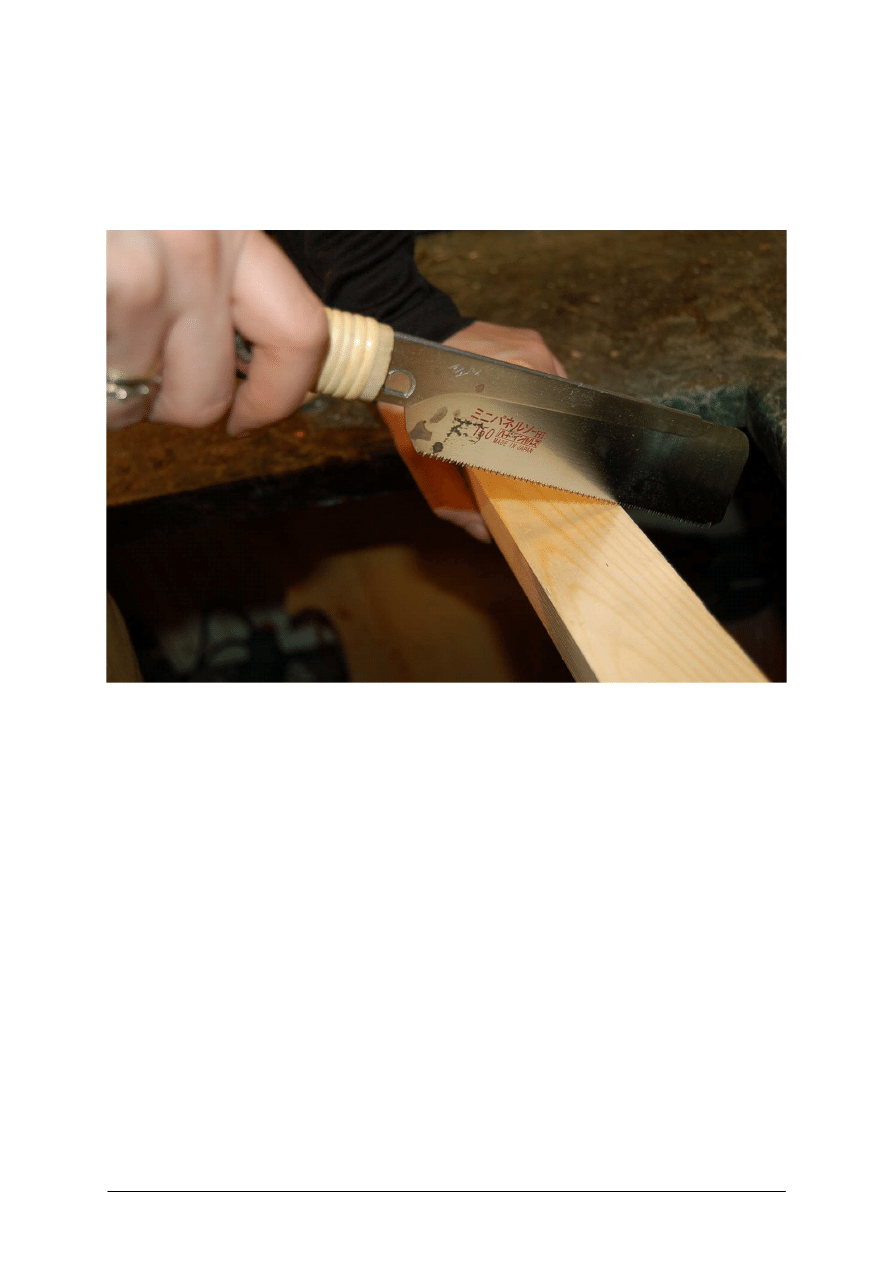
Najpopularniejsza to piła płatnica użytkuje się ją do przycinania elementów
instrumentów muzycznych. Zasadą działania jest wykonywanie ruchów w przeciwnych
kierunkach ostrzem piły po materiale. Należy pamiętać, że dla ergonomii ciecia najlepiej jest
wykonywać długie ruchy w trybie jednostajnym z lekkim akcentem na początku każdego
ruchu. Trzeba zaznaczyć, że niezgodne ze sztuką jest wykonywanie ruchów szybkich, ale
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
krótkich. Zachowanie takie w nadmierny sposób eksploatuje narzędzie i stanowi także
zagrożenie dla użytkownika, szczególnie w pierwszej fazie cięcia.
Ze względu bezpieczeństwa trzeba pamiętać o pozycji wolnej ręki. W pierwszej fazie
cięcia możemy pomóc pile ustalić linię rzazu przez przystawienie pięści z zaciśniętym
kciukiem do środka do jednej płaszczyzny piły i po otrzymaniu wyraźnego rzazu odstawianie
tej ręki z dala od linii cięcia (rys. 16).
Rys. 16. Odstawienie ręki z dala od linio cięcia
Innym typem piły jest włośnica. W przypadku włośnicy ruchy są wertykalne, a nie jak
w przypadku płatnicy horyzontalne. Włośnica jest wykorzystywana głównie do wycinania
konturu drobnych elementów, ale także do obrysu otworów rezonansowych. Z tym wiąże się
następna cecha tej piły,brzeszczot tej piły można założyć na otwór. Wiercimy otwór
przewlekamy brzeszczot piły z zębami w kierunku podłogi. Następnie zakręcamy w dolny
imak piły i górny imak piły, cały czas ściskając ramiona piły jedną ręką.
Wszystkie inne typy pił ręcznych użytkuje się podobnie do płatnicy.
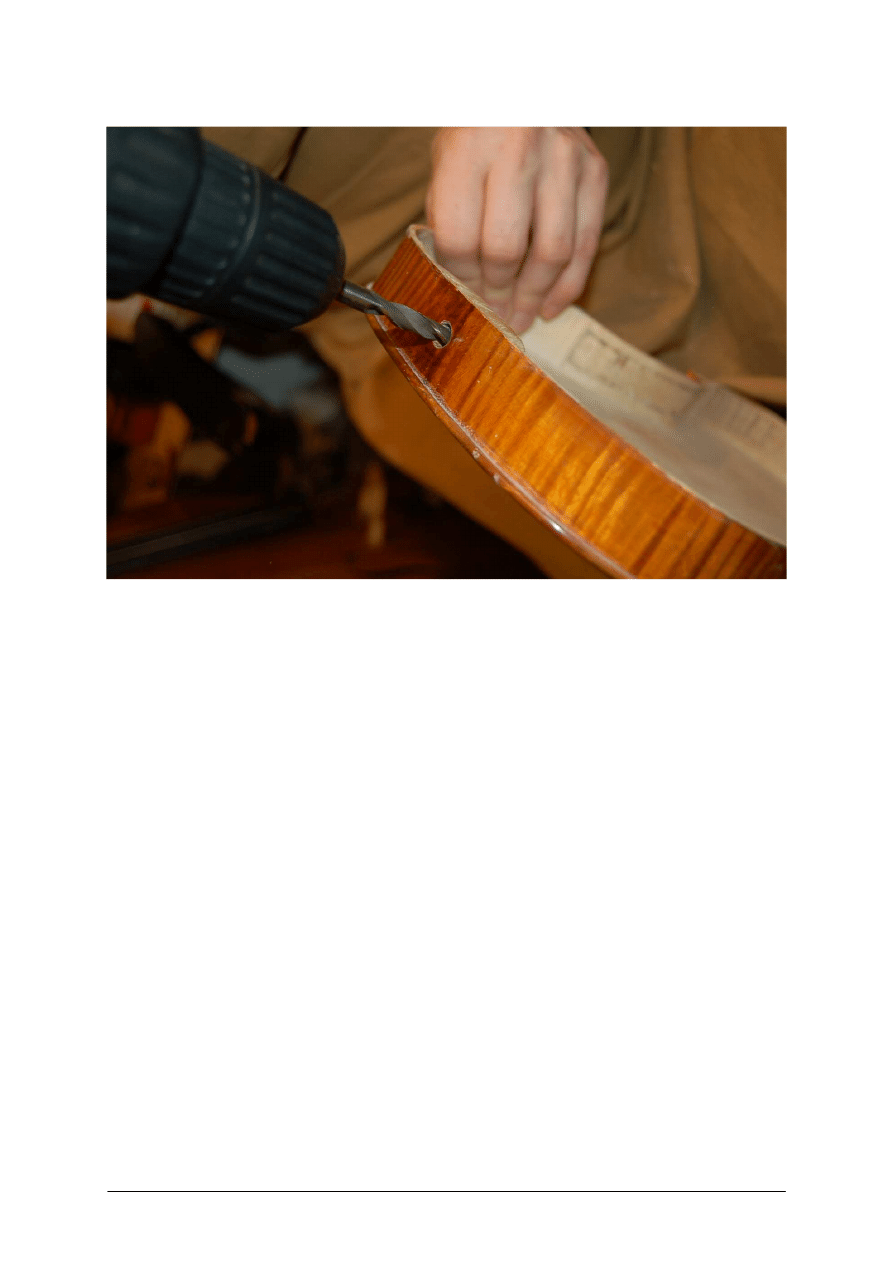
Wiercenie
Wiercenie zazwyczaj jest traktowane jako czynność najbardziej prosta zwrócę jedynie
uwagę, że częstym problemem jest brak ostrości wierteł. Powoduje to błędy w prawidłowym
wierceniu.Wiertło często schodzi w takim przypadku lub pali materiał a także wyrywa
i zadziera materiał. Trzeba wtedy koniecznie skorzystać ze szlifierki wolnoobrotowej i za
pomocą specjalnej przystawki do wierteł naostrzyć wiertło. Mimo to przy głębszych otworach
może się pojawić zjawisko zadzierania się materiału, najlepiej wtedy zastosować podkładkę
pod materiał w celu przewiercenia jej razem z materiałem.
Bardzo ważne jest, aby nie zapominać usuwać klucza do uchwytu wiertarskiego
z uchwytu, a także zakręcać wiertło we wszystkich otworach uchwytu naprzemiennie.
Nieprzestrzeganie tych zasad jest bardzo niebezpieczne.
Wiercenie stosuje się do wykonania otworów w płytach, komorach i strojnicy, a także
pod inne akcesoria (rys. 17).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Rys. 17. Wiercenie otworu pod akcesoria
Wiercenie ręczne stosowano jest tylko w wąskim zakresie w smyczkarstwie.
Rzeźbienie
Najszerzej stosowaną techniką obróbki w instrumentach strunowych jest rzeźbienie.
Zazwyczaj do skrawania tego typu używa się dłut wklęsłych (rys. 19), rzadziej używane są
dłuta płaskie (rys. 18)

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Rys. 18. Różne rodzaje dłut płaskich
Dłuto trzymamy oburącz za trzonek, dłuższe dłuta możemy oprzeć o ramię i ostrym
końcem zbieramy naddatek materiału stosując. Przy wszelkich pracach dłutem, a szczególnie
przy zarzeźbianiu główki pamiętamy, by nie pracować w pobliżu ręki podtrzymującej
materiał, najlepiej stosować wtedy krzyżowy układ dłoni. Przestrzeganie tego sposobu pracy
tak niebezpiecznymi narzędziami może uchronić nas od wypadków przy pracy.
Rys. 19. Różne rodzaje dłut wklęsłych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Rys. 20. Przyrząd do przeniesienia geometrii wybranego elementu.
W pierwszych etapach nauki pracy tym narzędziem, należy stosować przymiary
z profilami płyt lub czerpać wzór, przez przyrząd do przeniesienia geometrii z dobrego
instrumentu (rys. 20).
Frezowanie
Frezowanie, jako proces w budowie instrumentów muzycznych występuje bardzo rzadko.
Frezuje się najczęściej gniazda smyczków, komory kołkowe, rowek pod żyłkę (rys. 21),
krawędzie płyt. śeby sprawnie zafrezować dany element, trzeba w pierwszej kolejności
zadbać o ostrość narzędzia. Ostrość frezu jest szczególnie ważna, dlatego że frez pracuje na
bardzo wysokich obrotach. Oprócz frezu ważne są także akcesoria użyte do frezowania, gdyż
dla prawidłowego frezowania potrzebny jest także odpowiedni sposób prowadzenia maszyny.
Prawidłowe prowadzenie narzędzia jest przede wszystkim związane z dokładnością
dopasowanych przystawek. Trzecim elementem jest dokładność wykonania ostrza. Ponieważ
narzędzie to pracuje na szybkich obrotach, każde odchylenie od osi może powodować
wyrywanie materiału lub jego zarywanie,co bardzo niekorzystnie odbija się na dźwięku.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Rys. 21. Frezowanie rowka pod żyłkę
Struganie
Podczas budowy struganie jest często wymiennikiem rzeźbienia, ponieważ jest łatwiejsze
w stosowaniu i jest bezpieczniejsze. Mowa tu o struganiu ręcznym, ponieważ struganie na
maszynie wiąże się ze wstępnym przygotowaniem materiału.
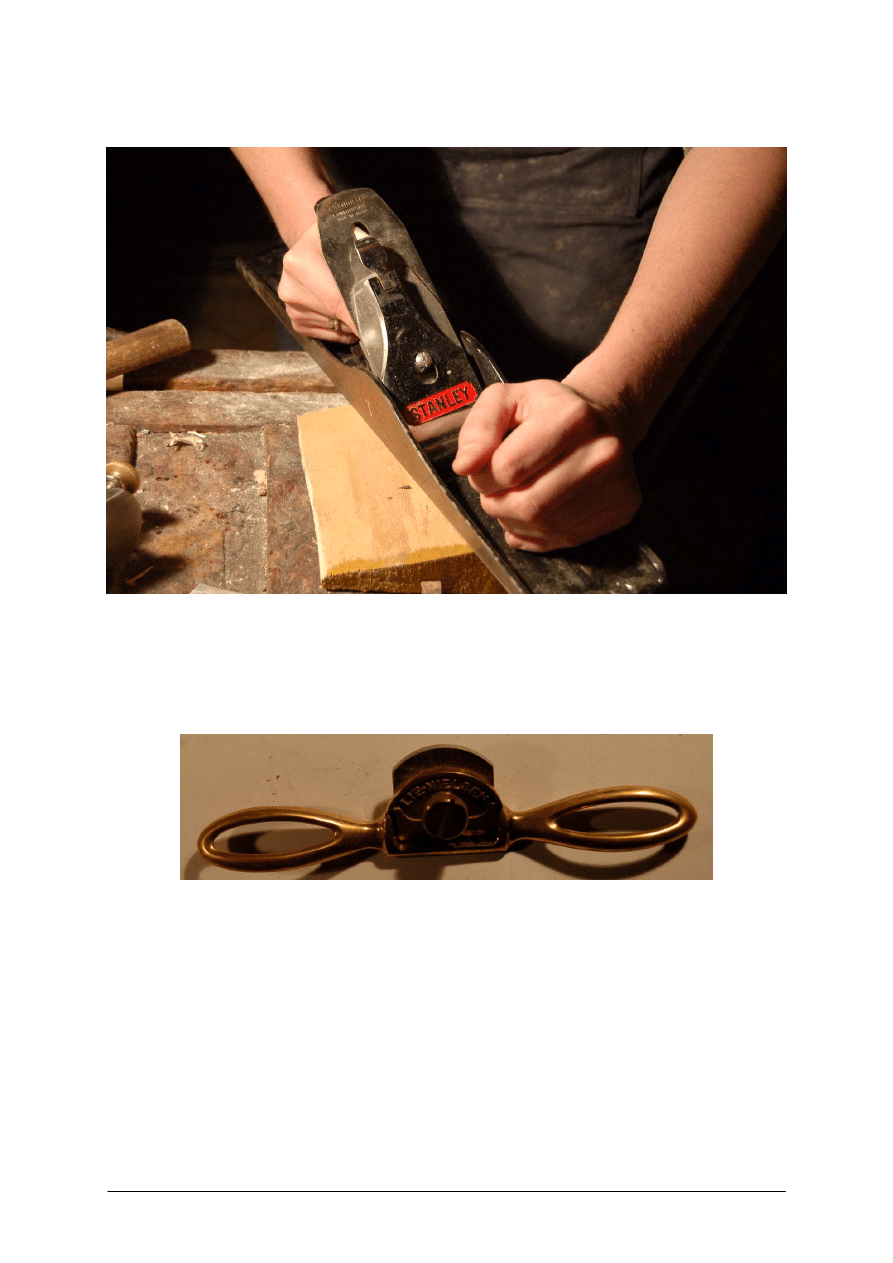
Struganie ręczne to struganie za pomocą narzędzi ręcznych. Przede wszystkim jest to praca
strugiem zwanych także w różnych regionach Polski heblem. Strug jest narzędziem
trzymanym oburącz i posuwanym do przodu po materiale. Mniejsze strugi metalowe można
trzymać w jednej ręce (rys. 22). Wówczas ostrze zamontowane w przedniej części struga
(rys. 23) skrawa materiał pozbawiając go zbędnego naddatku.
Rys. 22. Stróżek do trzymania w jednej ręce
Oprócz ostrości narzędzia ważne jest też jego prawidłowe wystawienie. Ono powinno
być symetryczne i wynosić powinno ok 0.1 mm. Drugim elementem ważnym w struganiu
zastosowanym do wyrobów instrumentów jest umiejscowienie ostrza w żelazku i pozycja
łamacza wiórów. Najlepiej jak jest on umiejscowiony ok. 2 mm od ostrza. Podstawą dobrego
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
strugania są odpowiednio długie i spokojne, jednostajne ruchy narzędziem. Zapewniają one
większą trwałość ostrości i mniejszą eksploatacje narzędzia.
Rys. 23. Struganie ręczne
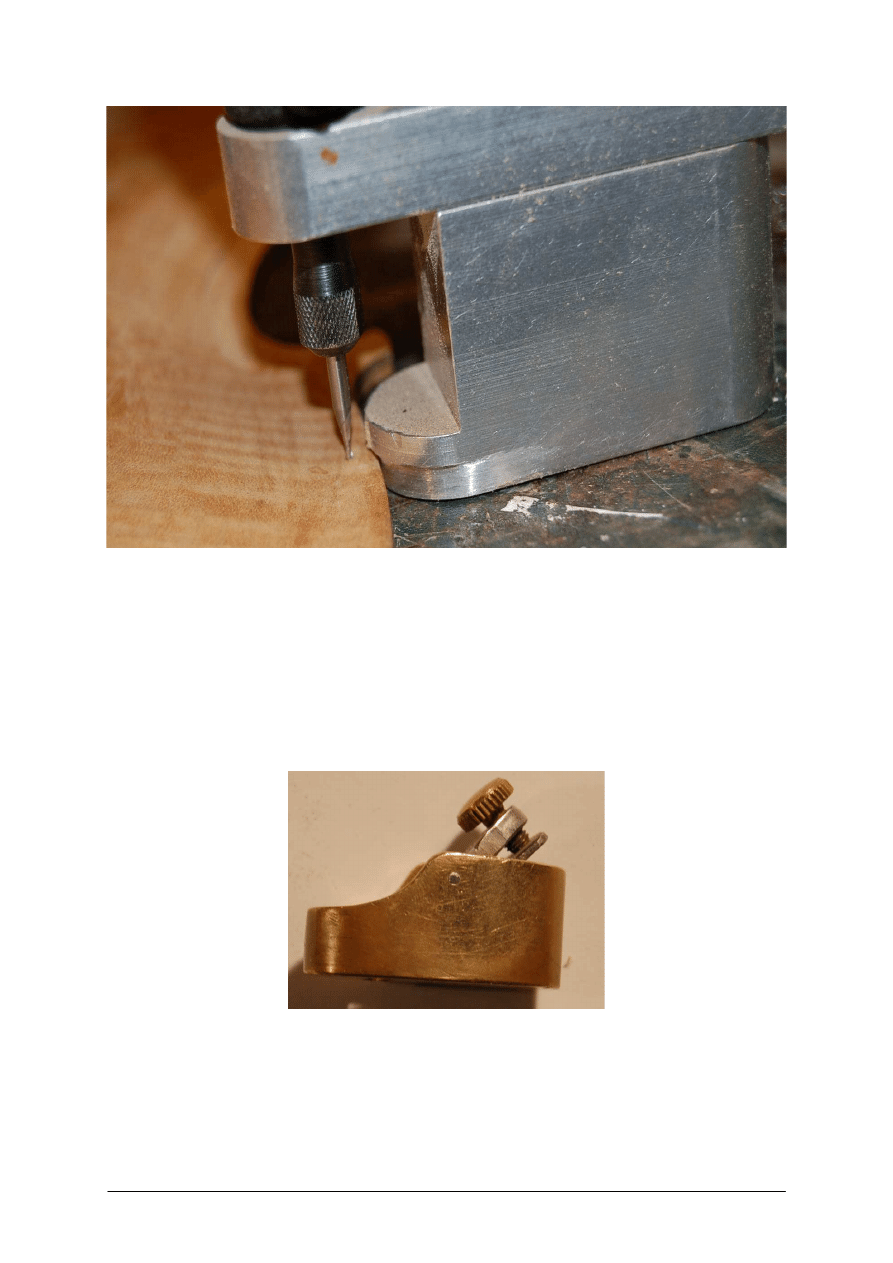
Innym narzędziem do strugania jest ośnik (rys. 24). Jego zastosowanie jest dość proste.
To narzędzie składające się z korpusu oraz ostrza zamontowanego w korpusie. Ośnik stosuje
się pracując ostrzem w kierunku do siebie. Najlepiej jest wystawić ostrze na odległość
0,1-0,2 mm.
Rys. 24. Ośnik
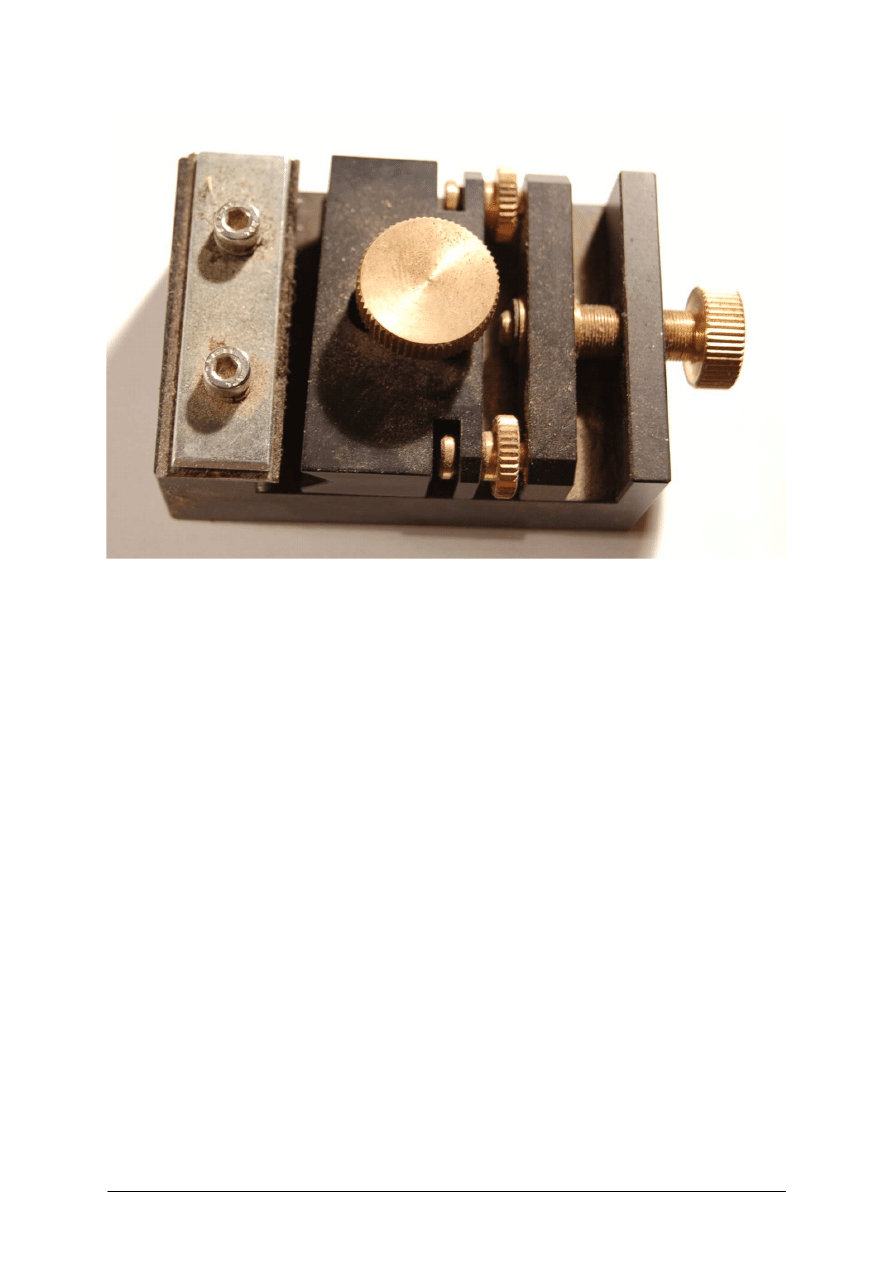
Jeszcze innymi narzędziami służącymi do strugania są strugaczka i rozwiertak.
Omówione są tutaj razem, ponieważ prawie zawsze stosuje się je w komplecie. Strugaczkę
(rys. 25) stosujemy najczęściej strugając materiał przez obracanie go w strugaczce w prawą
stronę. Ustawienie narzędzia jest kwestią prawidłowego ustawienia fabrycznego, strugaczki
nie należy regulować we własnym zakresie Rozwiertak stosujemy obracając rękojeść w prawą
stronę. Zarówno jedno jak i drugie narzędzie należy stosować przy minimalnym nacisku.
Zapobiega to wyrywaniu materiału.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Rys. 25. Strugaczka
Toczenie
Toczenie jest procesem występującym najczęściej w budowie instrumentów dętych
drewnianych. Cały jednak proces wytwarzania ze względu na dokładności związane ze
strojem jest zautomatyzowany, także akcesoria instrumentów w większości są dostępne po
wstępnej obróbce mechanicznej. Jednakże czasami zdarza się w korekcie konieczność
dorobienia stosownego elementu na tokarce. Przy zastosowaniu toczenia należy pamiętać
o prawidłowym zakręceniu materiału w uchwyt tokarski i wyjęciu klucza do uchwytu
tokarskiego z maszyny przed załączeniem silnika. Trzecim ważnym elementem jest toczenie
na osi toczenia w innym wypadku może zdarzyć się nagłe wyrwaniem materiału, co jest
zawsze bardzo niebezpieczne.
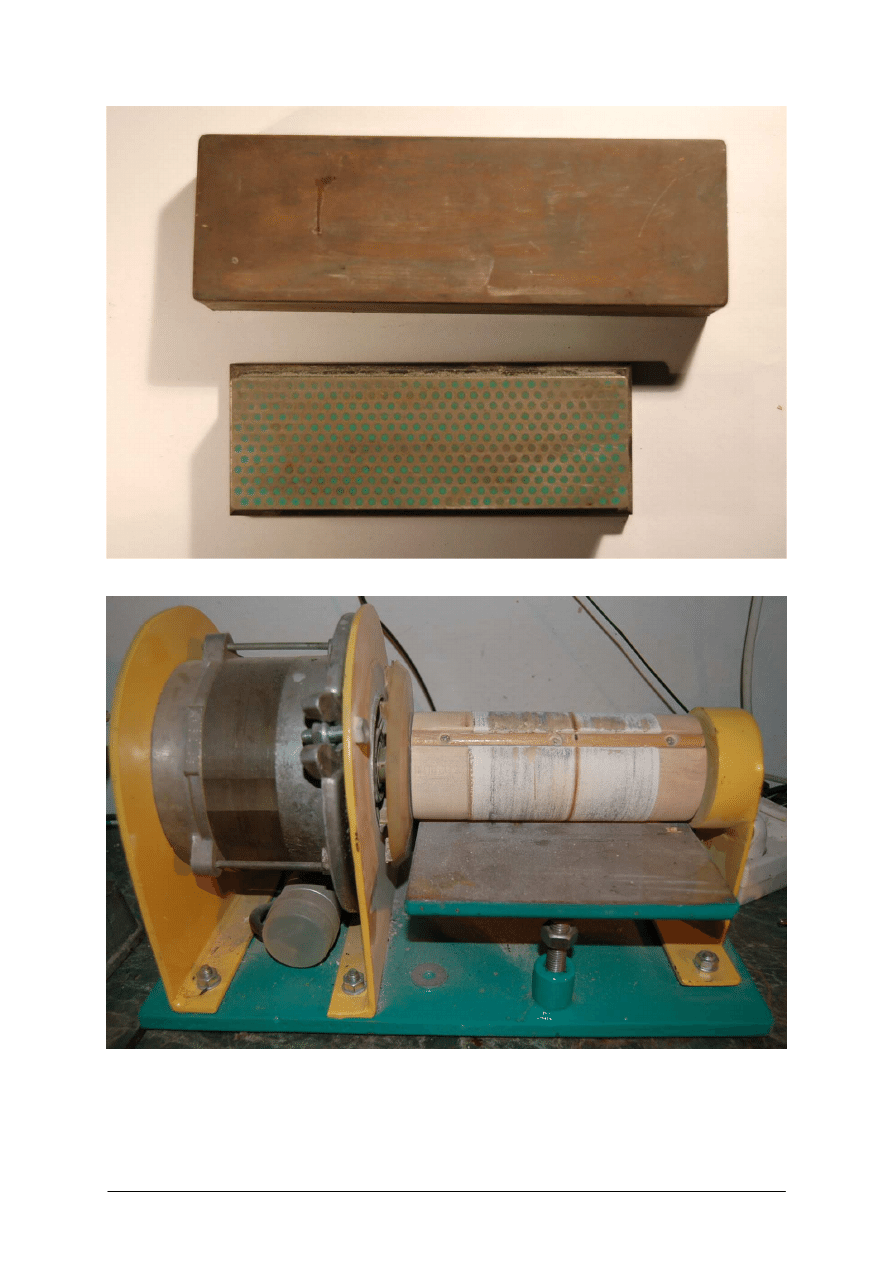
Szlifowanie
Szlifowanie stosujemy tam, gdzie chodzi o wstępną obróbkę wykończeniową danego
elementu (rys. 25). Jeżeli widzimy rysy na materiale stosujemy drobniejszy papier po
wcześniejszym namoczeniu i wysuszeniu powierzchni. Przy szlifowaniu najlepiej jest
stosować ruchy okrężne, powoduje to wyrzucanie luźnego ścierniwa poza obręb szlifowanego
materiału. Także w wypadku kamieni szlifierskich mamy do czynienia z procesem
szlifowania (rys. 26).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Rys. 26. Kamienie szlifierskie
Rys. 27. Szlifierka do wstępnego wyrównywania boczków

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Gięcie
Jest to jedyny proces technologiczny w budowie elementów instrumentu, którego nie
można zakwalifikować do kategorii obróbki skrawaniem. Przedmiotem tego procesu są
głównie boczki i listewki obszycia instrumentów. Do wyginania listewek i boczków służą
specjalne giętarki i formy do zachowania odpowiedniego kształtu po wygięciu.
Przy wyginaniu boczków i listewek obszycia, które są kształtem ściśle zależne od
boczków, należy stosunkowo wcześniej ok.15 min moczyć materiał, a następnie przystąpić do
gięcia dostosowując kształt materiału do formy przez delikatne naciąganie listewki. Każda
listewka, czy boczek pod wpływem działania nawet minimalnej siły odkształci się, jeżeli
będziemy tą siłą działali odpowiednią ilość czasu. Niestety w początkach praktyki na pewno
zdarzy się połamanie boczka lub listewki. Jest to zjawisko normalne i należy wypracować
własną metodę pokonania tego problemu, który jest częściowo uzależniony od
indywidualnych predyspozycji.
Ręcznie wyginamy materiał do 2,5 mm powyżej tego wymiaru musimy zastosować prasę
mechaniczną.
Obrabiarki automatyczne
Obrabiarki automatyczne i maszyny specjalistyczne stosujemy do wyrobu drobnych
akcesoriów. Z powodu zróżnicowania asortymentu są one rzadko spotykane. Przy
obrabiarkach automatycznych i numerycznych oraz maszynach specjalistycznych należy
zapoznać się z instrukcją obsługi i postępować ściśle według niej oraz realizować przepisy
bezpieczeństwa.
Konstrukcja takich maszyn i obrabiarek polega na połączeniu kilku obrabiarek
występujących w przemyśle powszechnie, jak np. wiertarka, szlifierka i strugarka.
Napędy elektryczne, hydrauliczne i pneumatyczne obrabiarek
Większość maszyn używanych w zawodzie ma napęd elektryczny. Napęd hydrauliczny
lub pneumatyczny może wystąpić w obrabiarkach i maszynach specjalistycznych.
W większości jednak maszyny i obrabiarki specjalistyczne są napędzane elektrycznie.
Dobór materiału wyjściowego do procesu technologicznego
Materiał wyjściowy do procesu technologicznego powinien być najwyższego gatunku bez
skaz, zacieków, sęków oraz innych schorzeń drewna. Rodzaj materiałów powinny być
dobrane jak w dokumentacji.
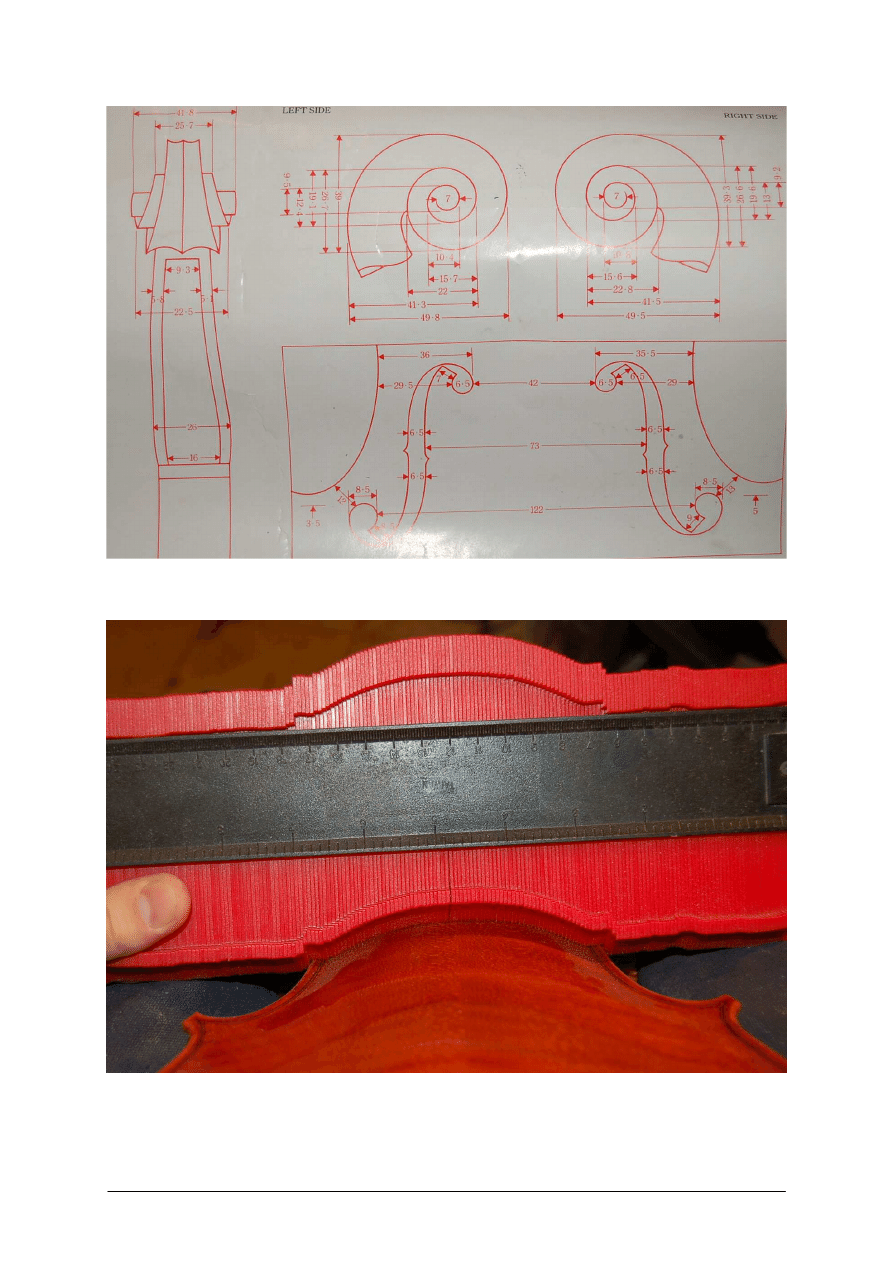
Dokumentacja technologiczna.
Dokumentacja technologiczna obejmuje plany oraz schematy z naniesionymi rozmiarami
(rys. 28).
Kształty możemy porównywać za pomocą przymiaru (rys. 29) a wielkości za pomocą
suwmiarki, miarki lub cytomierza.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Rys. 28. Schemat z zaznaczonymi wymiarami
Rys. 29. Przyrząd do przeniesienia profili
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
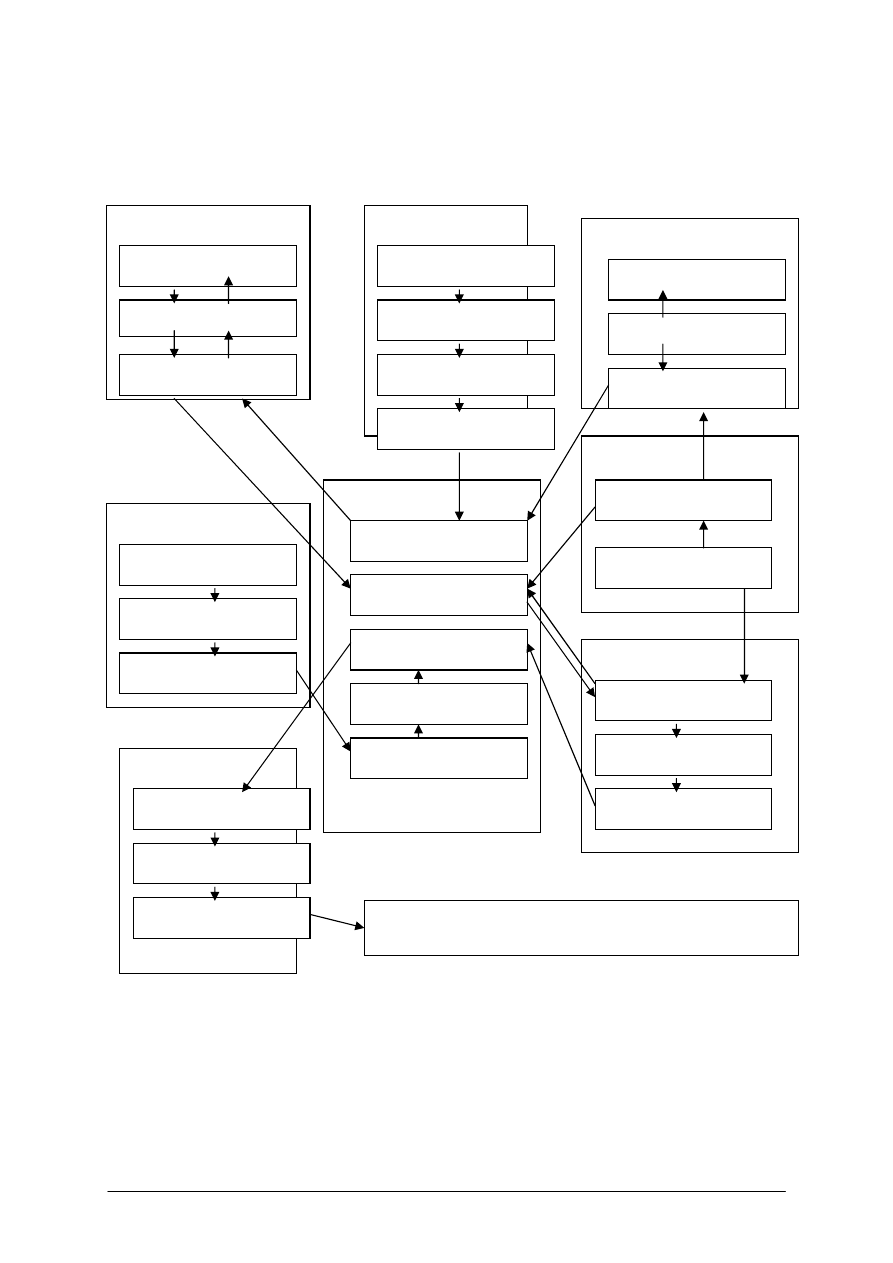
Ogólny schemat procesu technologicznego obróbki
Poniżej przedstawimy schemat wytwarzania instrumentów strunowych szyjkowych,
z chronologicznie uszeregowanymi kierunkami produkcji oraz zaznaczonymi czynnościami
zgrupowanymi w procesy technologiczne.
Rys. 29a. Schemat wytwarzenia instrumentów strunowych szyjkowych z chronologicznie uszeregowanymi
kierunkami produkcji oraz wyszczególnionymi czynnościami zgrupowanymi w procesy
Dla każdego typu instrumentów schemat ten będzie wyglądał odmiennie, ale zależności
występujące pomiędzy grupami procesów występują w wytwarzaniu wszystkich typów
instrumentów.
Planowania procesu technologicznego musimy oprzeć na budowie poszczególnych
elementów i technikach ich łączenia. Dane wejściowe do projektowania procesu
Procesy gięcia
Procesy montażu
Procesy wykończenia
Procesy wytworzenia rezonansu
Procesy toczenia
Proces wytworzenia elementów
Procesy strojenia
Procesy wytworzenia korpusu
Instrument z grupy strunowych szyjkowych
Proces frezowania
Proces kontroli
Proces kontroli
Proces utrwalania
Proces odkształcenia
Proces szlifowania
Proces lakierowania
Proces polerowania
Proces korekty brzmienia
Proces kontroli
Proces strojenia
Proces przygotowania
Proces struganie
Proces cięcia
Proces frezowania
Proces wykończenia
Proces obróbki
szczegółowej
Proces obróbki zgrubnej
Proces szlifowania
Proces klejenia całości
Proces klejenia
Proces cięcia
Proces frezowania
Proces kontroli
Proces montowania
akcesoriów
Proces smarowania
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
technologicznego możemy znaleźć na schematach z wymiarami (rys. 28) lub dokumentacji
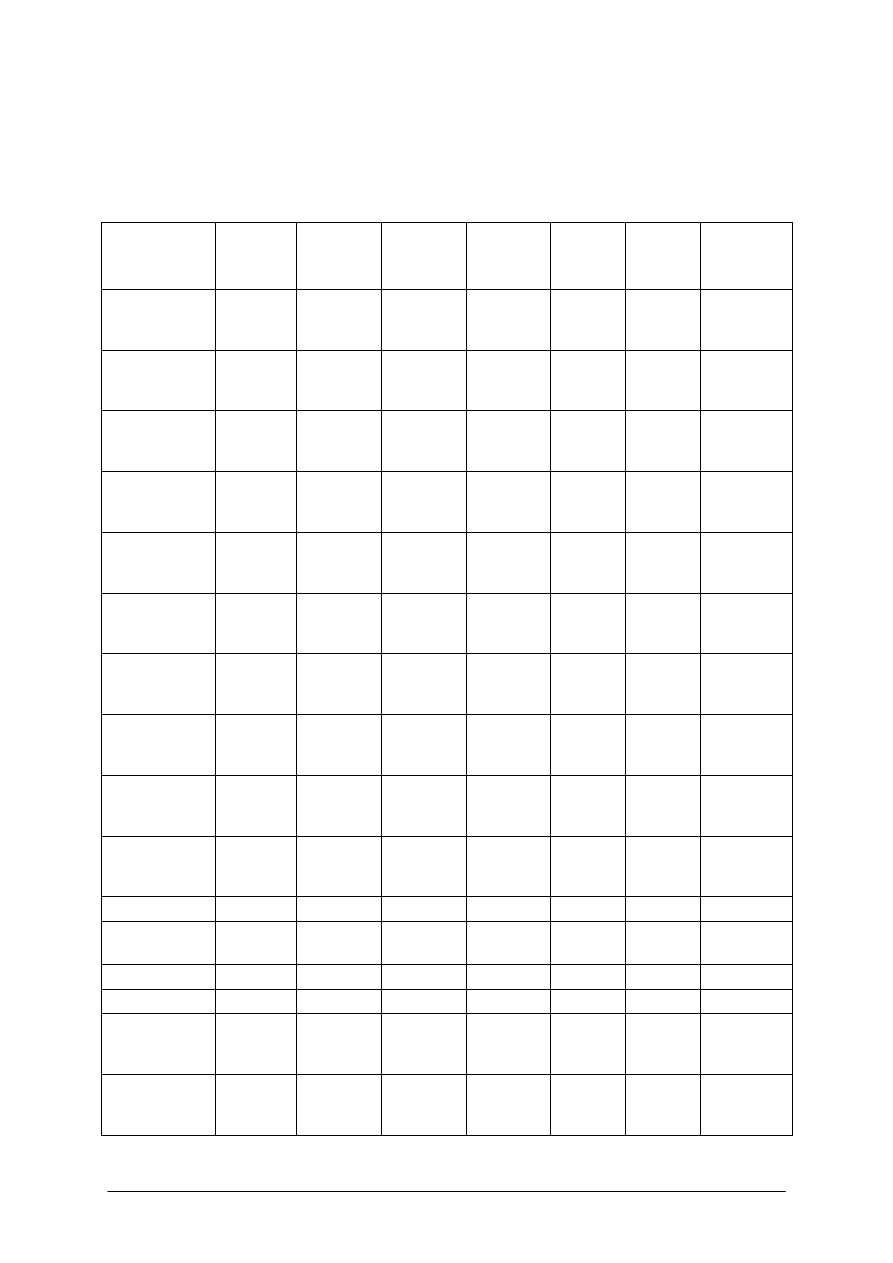
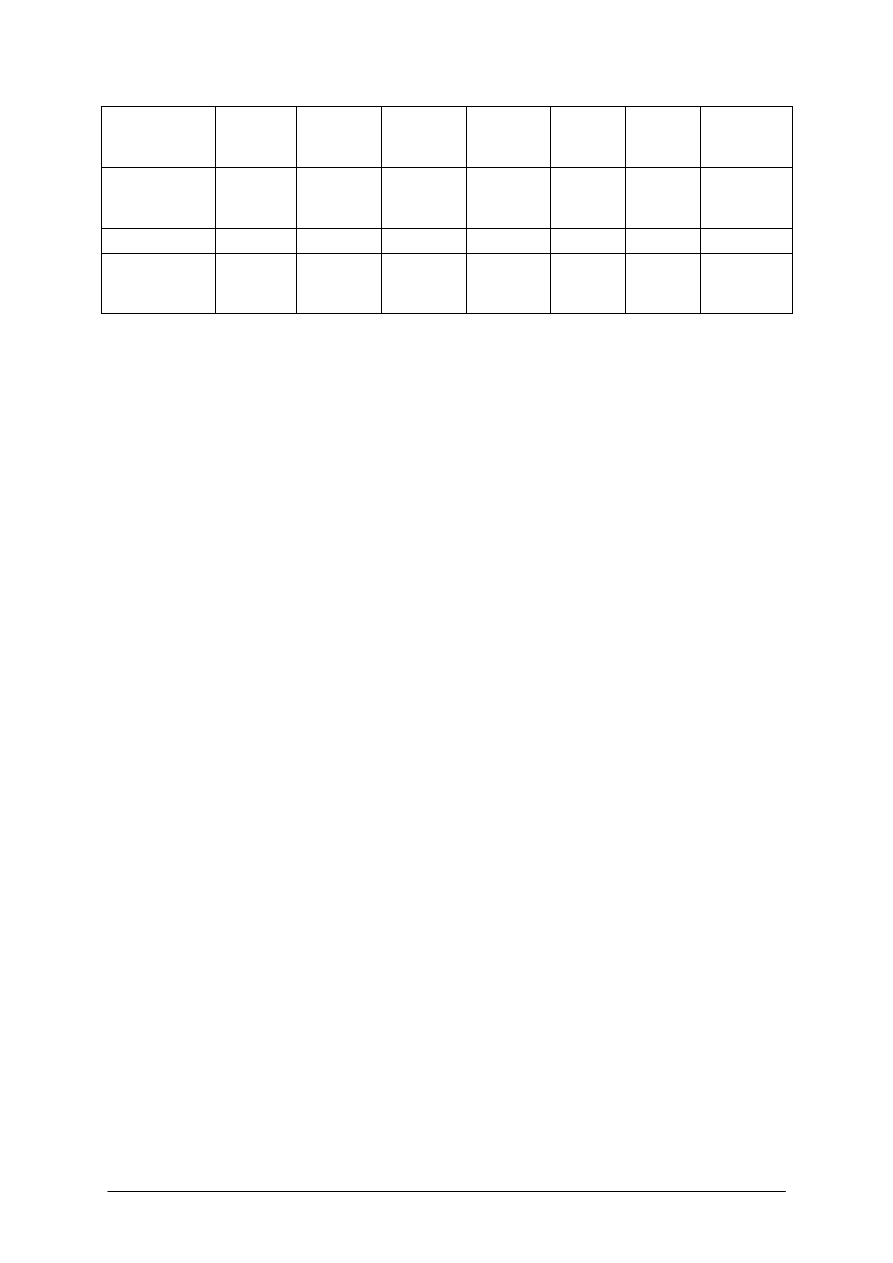
technologicznej innego typu. Możemy posłużyć się także tabelami wymiarów. Poniższa
tabela odnosi się do chordofonów szyjkowych.
Tabela 1. Tabela maksymalnych wymiarów różnych instrumentów strunowych
Instrument
Długość
korpusu
Szerokość
górna
Szerokość
talii
Szerokość
dolna
Menzura
płyty
Menzura
szyjki
Uwagi
Skrzypce 1/4
280
143
92
177
168
2/3
menzury
płyty
Wystawka 5
Skrzypce 1/2
320
152
99
188
177
2/3
menzury
płyty
Wystawka
5,6
Skrzypce 3/4
335
161
105
199
186
2/3
menzury
płyty
Wystawka 6
Skrzypce
356
170
113
210
195
2/3
menzury
płyty
Wystawka
6,5
Altówka 400
400
190
130
240
220
2/3
menzury
płyty
Wystawka 7
Altówka 410
410
210
137
250
223
2/3
menzury
płyty
Wystawka 7
Altówka 420
420
230
143
260
225
2/3
menzury
płyty
Wystawka 7
Wiolonczela 1/2 680
340
210
420
370
5/8
menzury
płyty
Wystawka
17
Wiolonczela 3/4 720
355
220
440
387
5/8
menzury
płyty
Wystawka
18
Wiolonczela
760
370
230
460
405
5/8
menzury
płyty
Wystawka
20
Gitara klasyczna 500
280
240
360
320
318
-
Gitara
elektryczna
450
250
180
300
285
360
-
Bałałajka
300
-
-
350
220
218
-
Banjo
350
-
-
350
200
198
-
Kontrabas
1150
550
410
710
650
5/8
menzury
płyty
Wystawka
30
Wiola da gamba
bastardowa
600
250
190
350
330
5/8
menzury
płyty
Montaż
barokowy
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Wiola da gamba
sopranowa
370
180
120
240
224
5/8
menzury
płyty
Montaż
barokowy
Viola d amore
430
245
150
270
259
5/8
menzury
płyty
Wystawka 7
Mandolina
300
-
-
220
185
140
Wystawka 5
Lutnia
550
-
-
390
350
347
Kąt
wstawieia3
stopnie
4.2.2.
Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
W jaki sposób dopasowuje się boczki do konturu formy?
2.
W jaki sposób wykańcza się wstępnie elementy instrumentu?
3.
W jakim zakresie używa się toczenia podczas przygotowania elementów?
4.
Co to jest ośnik i do czego służy?
5.
Co to jest płatnica i do jakiego procesu ją stosujemy?
6.
Co to jest strugaczka i rozwiertak?
4.2.3. Ćwiczenia
Ćwiczenie 1
Wykonaj frezowanie krawędzi płyty rezonansowej na wysokość 5 mm.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z instrukcją obsługi i zasadami bhp przy posługiwaniu się potrzebnym
sprzętem,
2)
posłużyć się suwmiarką i prowadzić z niej poprawne odczyty,
3)
dokonać czynności zgodnie z zasadami podanymi w instrukcji,
4)
zanotować jakie problemy napotkałeś się podczas ćwiczenia,
5)
dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
płyty rezonansowe,
−
frez piłowy,
−
wiertarka stołowa lub frezarka dolno wrzecionowa,
−
suwmiarka,
−
notatnik,
−
instrukcje obsługi sprzętu,
−
przybory do pisania,
−
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Ćwiczenie 2
Wykonaj wygięcie dolnej partii boczka.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przygotować formę do utrzymania żądanego kształtu,
2)
zamoczyć boczki,
3)
rozgrzać giętarkę,
4)
wykonać ćwiczenie zgodnie z instrukcją,
5)
zanotować wyniki gięcia , odnotowując także negatywnie przebiegające próby,
6)
dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
formy do boczków,
−
listewka boczków,
−
instrukcja obsługi giętarki,
−
giętarka,
−
naczynie z wodą,
−
notatnik,
−
długopis,
−
literatura z rozdziału 6.
Ćwiczenie 3
Wykonaj rzeźbienie prawego profilu główki według wzoru.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przenieść wzór na materiał,
2)
użyć prawidłowych profili dłut,
3)
określić głębokość rzeźbienia,
4)
wykonać ćwiczenie zgodnie z instrukcją,
5)
zanotować postęp w pracy wraz z wymiarami,
6)
dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
materiał na główkę po wstępnej obróbce mechanicznej,
−
pełna paleta dłut wklęsłych,
−
wzór główki,
−
instrukcja wykonania,
−
notatnik,
−
przybory do pisania,
−
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić kategorie czynności najczęściej stosowanych przy budowie
instrumentu?
2)
określić, do jakiej grubości boczki dogina się ręcznie?
3)
określić, w jaki sposób stosuje się parę narzędzi strugaczka –
rozwiertak?
4)
określić, w jaki sposób korzysta się z piły włośnicy?
5)
opisać problemy występujące podczas toczenia?
6)
określić, jaką wilgotność powinny mieć podstawowe wyroby
stolarskie?
7)
wyjaśnić, dlaczego podczas szlifowania ręcznego stosujemy ruchy
okrężne?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
5.
SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test zawiera 22 zadania o różnym stopniu trudności. Są to zadania wielokrotnego
wyboru. Do każdego zadania dołączone są 4 możliwe odpowiedzi, tylko jedna jest
prawidłowa.
5.
Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi, stawiając w odpowiedniej
rubryce znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem,
a następnie ponownie zakreślić odpowiedź prawidłową.
6.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7.
Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci czas wolny.
8.
Na rozwiązanie testu masz 45 min.
Powodzenia
1.
Wady materiału mogą powodować przyśpieszone tępienie narzędzi to
a)
sęki.
b)
przebarwienia żywiczne.
c)
pęknięcia.
d)
otwory po owadach.
2.
Podczas pracy na tokarce ręcznej w bardzo twardym materiale należy
a)
zwiększyć kąt ostrza noża [dłuta] tokarskiego.
b)
zmniejszyć kąt ostrza noża [dłuta] tokarskiego.
c)
zwiększyć posuw maszyny.
d)
zmniejszyć promień dłuta.
3.
Szlifierka wolnoobrotowa
a)
to maszyna kopiująca.
b)
służy do ostrzenia narzędzi.
c)
służy do hartowania narzędzi.
d)
to maszyna hartująca.
4.
Fornir to materiał na
a)
okleiny.
b)
płyty.
c)
boczki.
d)
elementy konstrukcyjne.
5.
Przy wykonaniu brakującego elementu instrumentu należy
a)
dobrać odpowiedni materiał.
b)
wykonać go z najtwardszego materiału.
c)
wykonać go z materiału najmniej podatnego na skręcanie.
d)
dobrać go na bazie jednolitego koloru.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
6.
Do frezowanie rowków pod żyłkę w instrumentach strunowych należy użyć
a)
frezów 1,0–2,0 mm.
b)
frezów 20–30 mm.
c)
ż
yłek wędkarskich.
d)
ż
yłek typu R12.
7.
Sęki występują
a)
we wszystkich drzewach.
b)
w niektórych metalach.
c)
w niektórych gatunkach drzew.
d)
w masie perłowej.
8.
Materiał do wyrobu okuć w smyczkach to
a)
heban.
b)
kość słoniowa.
c)
tworzywo sztuczne.
d)
srebro.
9.
Giętarka do elementów instrumentów muzycznych
a)
to urządzenie wibracyjne.
b)
to urządzenie grzejne.
c)
działa za pomocą ultradźwięków.
d)
działa za pomocą pary wodnej.
10.
W jakiej kolejności należy unikać procesów obróbki, aby zachować ostrość narzędzi
a)
cyklinowanie po szlifowaniu.
b)
szlifowanie po rzeźbieniu.
c)
rzeźbienie po struganiu.
d)
struganie po cięciu.
11.
ś
yłka do budowy instrumentów składa się z
a)
3 fornirów.
b)
nylonu.
c)
włókna szklanego.
d)
szelaku.
12.
Podstrunnica powinna być wykonana z
a)
guajaku.
b)
grabu.
c)
hebanu.
d)
lipy.
13.
Toczenie metalowych śrub do instrumentów muzycznych
a)
wykonuje się na tokarce ręcznej.
b)
wykonuje się na tokarce z stałym posuwem.
c)
musi być wykonane w osłonie termicznej.
d)
można wykonać z miedzi.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
14.
Cięcia płyt rezonansowych dokonuje się w przekroju
a)
promienistym.
b)
stycznym.
c)
ukośnym.
d)
prostym.
15.
Klawisze fortepianów i pianin są
a)
równej szerokości.
b)
różnej szerokości.
c)
zrobione wyłącznie z drewna.
d)
zrobione wyłącznie z kości słoniowej.
16.
Podkładki pod klapy instrumentów dętych drewnianych wykonane są
a)
ze specjalnego rodzaju korka.
b)
z drewna.
c)
z kauczuku.
d)
z gumy.
17.
Belki do płyt wykonuje się w przekroju
a)
ukośnym.
b)
promienistym.
c)
poprzecznym.
d)
pobocznym.
18.
Wskaż, które narzędzie jest maszyną
a)
piła płatnica.
b)
pilarka taśmowa.
c)
piłka włosowa.
d)
piła taśmowa.
19.
Wilgotność drzewa
a)
jest wielkością niemierzalną.
b)
można zbadać po całkowitym zwęgleniu materiału.
c)
można ją zbadać po całkowitym osuszeniu.
d)
jest wielkością mierzalną.
20.
Wytwarzanie kołków do strojenia instrumentów smyczkowych dokonujemy
a)
na tokarce ręcznej.
b)
na szlifierce kołkowej.
c)
na gotowym instrumencie.
d)
z metalu.
21.
Papier wodny to
a)
rodzaj papieru ściernego.
b)
rodzaj papierka lakmusowego.
c)
rodzaj budulca instrumentów.
d)
element frezarki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
22.
Listwy boczków w gitarze mają grubość
a)
0,2 mm.
b)
około 0,9 mm.
c)
3 - 3,2 mm.
d)
2 mm.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
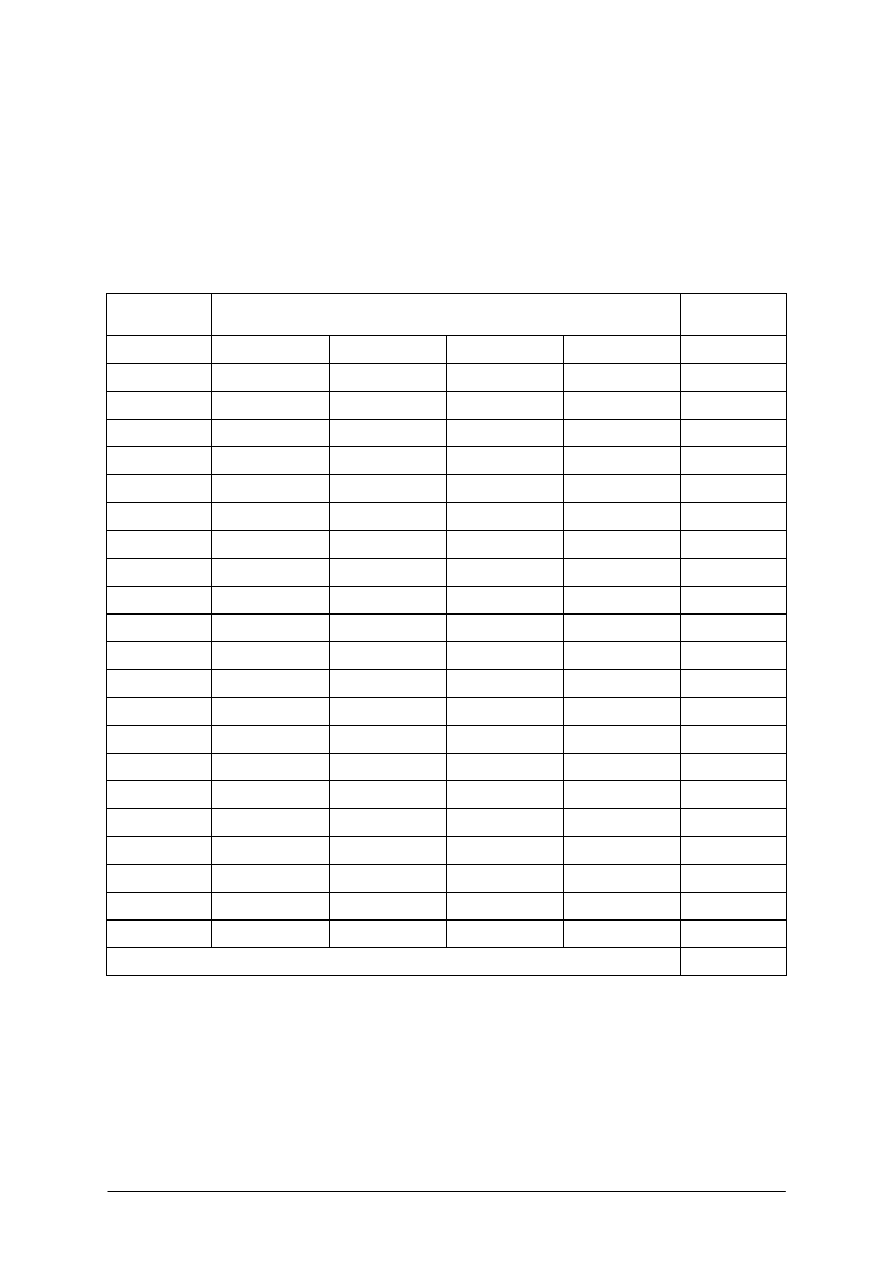
KARTA ODPOWIEDZI
Imię i nazwisko.............................................................................................................................
Wykonywanie obróbki mechanicznej elementów instrumentów muzycznych
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
21.
a
b
c
d
22.
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
6.
LITERATURA
1.
Kamiński Wł. Świrek J.: Lutnictwo, PWM, Warszawa 1972
2.
Panufnik T.: Sztuka lutnicza. Warszawa 1926
3.
Panufnik T.: Technologia lutnicza. Warszawa 1934
4.
Weisshar J.: Violin restoration. London 2000
Wyszukiwarka
Podobne podstrony:
korektor i stroiciel instrumentow muzycznych 311[01] z1 02 n
korektor i stroiciel instrumentow muzycznych 311[01] z1 01 u
korektor i stroiciel instrumentow muzycznych 311[01] z1 04 u
korektor i stroiciel instrumentow muzycznych 311[01] z2 02 n
korektor i stroiciel instrumentow muzycznych 311[01] z1 01 n
korektor i stroiciel instrumentow muzycznych 311[01] z1 03 n
korektor i stroiciel instrumentow muzycznych 311[01] z2 02 u
korektor i stroiciel instrumentow muzycznych 311[01] z1 03 u
korektor i stroiciel instrumentow muzycznych 311[01] z1 04 n
korektor i stroiciel instrumentow muzycznych 311[01] z2 05 n
korektor i stroiciel instrumentow muzycznych 311[01] z2 04 u
korektor i stroiciel instrumentow muzycznych 311[01] z2 03 u
korektor i stroiciel instrumentow muzycznych 311[01] z2 05 u
korektor i stroiciel instrumentow muzycznych 311[01] z2 03 n
korektor i stroiciel instrumentow muzycznych 311[01] z2 01 u
korektor i stroiciel instrumentow muzycznych 311[01] z2 01 n
korektor i stroiciel instrumentow muzycznych 311[01] z2 04 n
korektor i stroiciel instrumentow muzycznych 311[01] z2 05 n
korektor i stroiciel instrumentow muzycznych 311[01] z2 04 u
więcej podobnych podstron