„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Grzegorz Pośpiech
Wykonywanie elementów prefabrykowanych 712[01].Z2.06
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Halina Darecka
mgr inż. Marcin Klimkiewicz
Opracowanie redakcyjne:
mgr inż. Marzena Rozborska
Konsultacja:
mgr inż. Krzysztof Wojewoda
Korekta:
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 712[01].Z2.06
,,Wykonywanie elementów prefabrykowanych’’ zawartej w modułowym programie
nauczania dla zawodu betoniarz - zbrojarz
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Metody produkcji prefabrykatów, rodzaje form
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
12
4.1.3. Ćwiczenia
12
4.1.4. Sprawdzian postępów
13
4.2. Formowanie drobnych prefabrykatów betonowych
14
4.2.1. Materiał nauczania
14
4.2.2. Pytania sprawdzające
20
4.2.3. Ćwiczenia
21
4.2.4. Sprawdzian postępów
26
4.3. Formowanie prefabrykatów z betonów komórkowych
27
4.3.1. Materiał nauczania
27
4.3.2. Pytania sprawdzające
28
4.3.3. Ćwiczenia
28
4.3.4. Sprawdzian postępów
29
4.4. Formowanie prefabrykatów z betonu sprężonego
30
4.4.1. Materiał nauczania
30
4.4.2. Pytania sprawdzające
33
4.4.3. Ćwiczenia
33
4.4.4. Sprawdzian postępów
34
4.5. Składowanie i transport prefabrykatów
35
4.5.1. Materiał nauczania
35
4.5.2. Pytania sprawdzające
37
4.5.3. Ćwiczenia
37
4.5.4. Sprawdzian postępów
38
5. Sprawdzian osiągnięć
39
6. Literatura
44

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1.WPROWADZENIE
Poradnik, ten będzie Ci pomocny w przyswajaniu wiedzy na temat wykonywania
elementów prefabrykowanych.
Poradnik zawiera:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiedzy, które powinieneś
posiadać, aby przystąpić do realizacji jednostki modułowej ,, Wykonywanie elementów
prefabrykowanych’’.
2. Cele kształcenia tej jednostki modułowej.
3. Materiał nauczania (rozdział 4) umożliwia samodzielne przygotowanie się do wykonania
ćwiczeń i zaliczenia sprawdzianów. Wykorzystaj do poszerzenia wiedzy wskazaną
literaturę oraz inne źródła informacji. Obejmuje on również ćwiczenia, które zawierają:
−
pytania sprawdzające wiedzę potrzebną do wykonania ćwiczenia,
−
wykaz materiałów, narzędzi i sprzętu potrzebnych do realizacji ćwiczenia,
−
sprawdzian postępów umożliwiający sprawdzenie poziomu wiedzy po wykonaniu
ćwiczeń.
4. Sprawdzian osiągnięć, który umożliwi sprawdzenie wiadomości i umiejętności jakie
powinieneś opanować podczas realizacji programu tej jednostki modułowej. Sprawdzian
osiągnięć powinieneś wykonać według instrukcji załączonej w poradniku.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Po przyswojeniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki modułowej.
Jednostka modułowa: ,, Wykonywanie elementów prefabrykowanych’’, której treść teraz
poznasz jest konieczna do zapoznania się z procesem wykonywania elementów żelbetowych
zarówno monolitycznych jak i prefabrykowanych.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów bhp oraz
instrukcji przeciwpożarowych, wynikających z rodzaju wykonywanych prac. Przepisy te
poznasz podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
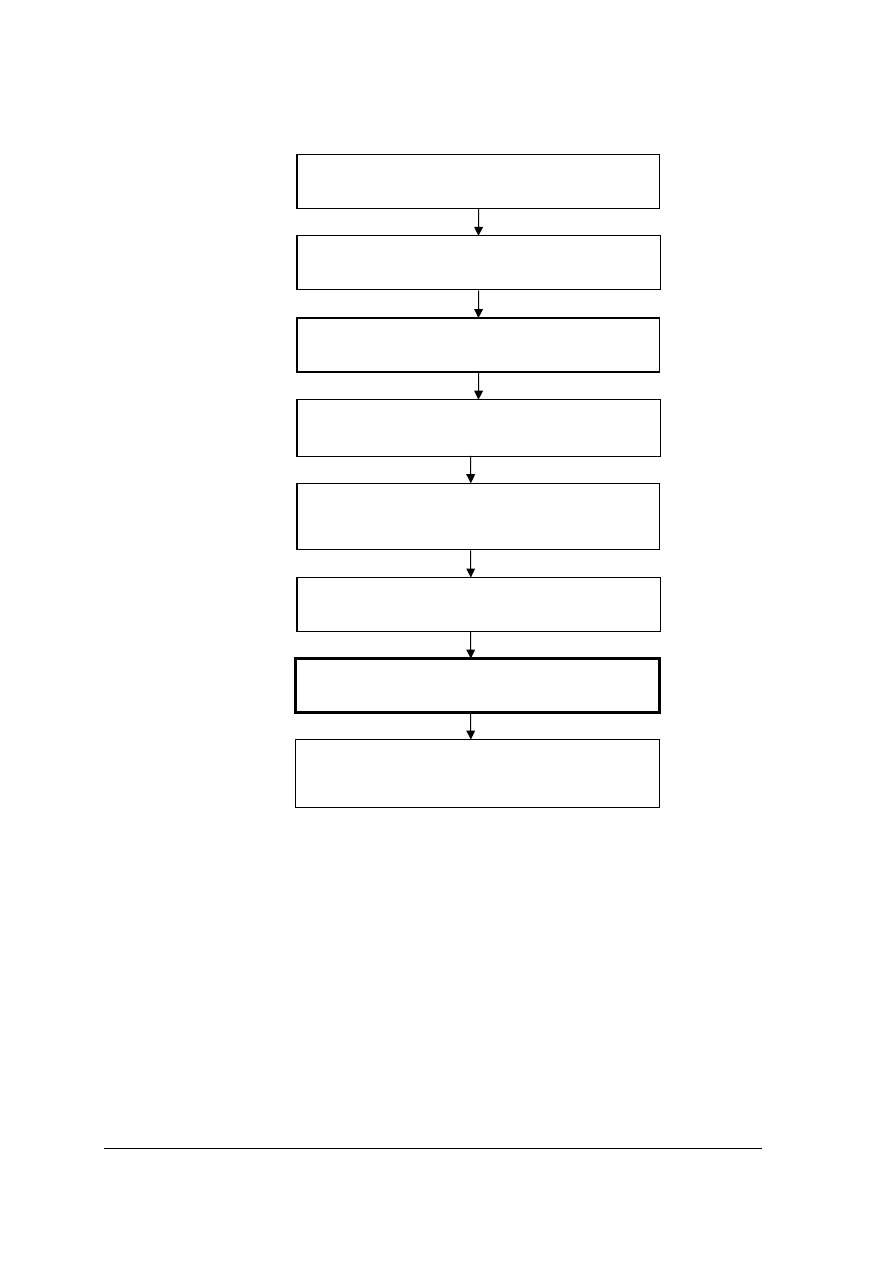
Schemat jednostek modułowych
712[01].Z2.01
Organizacja stanowiska pracy do robót betoniarskich
712[01].Z2
Technologia robót betoniarskich
712[01].Z2.05
Wykonywanie elementów monolitycznych
712[01].Z2.04
Układanie i zagęszczanie mieszanki betonowej, pielęgnacja
świeżego betonu
712[01].Z2.07
Wykonywanie remontów i napraw konstrukcji betonowych
712[01].Z2.06
Wykonywanie elementów prefabrykowanych
712[01].Z2.03
Wykonywanie mieszanki betonowej i zapraw budowlanych
712[01].Z2.02
Wykonywanie deskowań i form

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
stosować terminologię budowlaną,
−
odróżniać technologie wykonania budynku,
−
przestrzegać zasad bezpiecznej pracy, przewidywać i zapobiegać zagrożeniom,
−
stosować procedury udzielania pierwszej pomocy,
−
rozpoznawać i charakteryzować podstawowe materiały budowlane,
−
odczytywać i interpretować rysunek budowlany,
−
posługiwać się dokumentacją budowlaną,
−
wykonywać przedmiary i obmiary robót,
−
wykonywać pomiary i rysunki inwentaryzacyjne,
−
organizować stanowisko składowania i magazynowania,
−
transportować materiały budowlane,
−
organizować, użytkować i likwidować stanowiska prac betoniarskich, zgodnie z zasadami
organizacji pracy, wymaganiami technologicznymi, przepisami bhp, zasadami ergonomii
i ochrony środowiska,
−
przygotować miejsca składowania materiałów do wykonania mieszanki betonowej,
−
dobierać i przygotować do pracy maszyny, urządzenia i sprzęt, posłużyć się narzędziami,
−
przeprowadzać bieżącą konserwację narzędzi i sprzętu,
−
dobierać materiały do robót betoniarskich,
−
przygotować ręcznie i mechanicznie mieszanki betonowe według receptur i
przybliżonych metod ustalania składu betonu,
−
przygotować ręcznie i mechanicznie zaprawy budowlane,
−
określać konsystencję betonów i zapraw,
−
stosować domieszki do betonów i zapraw,
−
dobierać materiały pomocnicze,
−
dobierać odzież ochronną i sprzęt ochrony osobistej do realizacji zadań,
−
dobierać i stosować materiały pomiarowe,
−
wykonywać proste formy drewniane,
−
przygotować formy stalowe do betonowania,
−
układać mieszankę betonową w deskowaniu i formie, z uwzględnieniem koniecznych
przerw roboczych,
−
zagęszczać mieszankę betonową różnymi metodami,
−
przyspieszać dojrzewanie betonu różnymi metodami,
−
dokonywać pielęgnowania świeżego betonu w różnych porach roku,
−
stosować przepisy bhp i ochrony przeciwpożarowej,
−
gospodarować odpadami,
−
porozumiewać się z przełożonymi i współpracownikami.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
zorganizować, użytkować i zlikwidować stanowiska prac betoniarskich, zgodnie
z zasadami organizacji pracy, wymaganiami technologicznymi, przepisami bhp, ochrony
środowiska i zasadami ergonomii,
−
dobrać narzędzia i sprzęt do realizacji zadań,
−
przeprowadzić bieżącą konserwację narzędzi i sprzętu,
−
przygotować materiał, sprzęt i formy do produkcji betonowych prefabrykatów
drobnowymiarowych i średniowymiarowych,
−
wyprodukować cegły betonowe, cementowe, pustaki ścienne, stropowe, kominowe,
podokienniki, elementy do układania dróg i placów,
−
dokonać pielęgnowania świeżych wyrobów betonowych,
−
przyspieszyć dojrzewanie betonu różnymi metodami,
−
dokonać składowania prefabrykatów,
−
przeprowadzić konserwację formy,
−
wykonać obmiar i przedmiar robót,
−
ocenić jakość wykonanej pracy, usunąć usterki,
−
dobrać odzież ochronną i sprzęt ochrony osobistej,
−
dobrać i posłużyć się narzędziami pomiarowymi,
−
zastosować przepisy bhp i ochrony przeciwpożarowej,
−
zagospodarować odpady,
−
porozumieć się z przełożonymi i współpracownikami,
−
wykorzystać dokumentację techniczną.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Metody produkcji prefabrykatów, rodzaje form
4.1.1. Materiał nauczania
Wytwórnie prefabrykatów żelbetowych dzielą się na stałe, polowe i przyobiektowe.
Wytwórnie stałe są to zakłady przemysłowe o bardzo dużym stopniu automatyzacji
wytwarzania. W wytwórniach tych produkuje się duże serie prefabrykatów.
Wytwórnie polowe inaczej określane jako poligonowe, są przeznaczone do produkcji
prefabrykatów na potrzeby jednego obiektu przemysłowego lub osiedla mieszkaniowego.
Urządzenia stosowane w tych wytwórniach są przenośne. Do transportu prefabrykatów
z wytwórni poligonowych używa się samochodów.
Wytwórnie przyobiektowe organizuje się przy placu budowy, żeby wykonywać
nietypowe prefabrykaty potrzebne do wybudowania danego obiektu. Są to wytwórnie
przenośne zaopatrzone w urządzenia prowizoryczne. Wytwórnie przyobiektowe powinny być
tak zlokalizowane, aby możliwe było przenoszenie gotowych prefabrykatów na miejsce
wbudowania za pomocą żurawia montażowego.
Prefabrykaty żelbetowe wytwarza się metodą stałych stanowisk roboczych, agregatowo-
potokową lub taśmową. Wybór metody zależy od: stanu zaplecza technicznego, założonej
wielkości produkcji oraz ilości i wielkości produkowanych prefabrykatów.
Metoda stałych stanowisk roboczych, zwana też stanowiskową polega na produkcji
każdego elementu prefabrykowanego na oddzielnym, nieruchomym stanowisku. Zespoły
robocze wyposażone w odpowiednie narzędzia przechodzą kolejno na poszczególne
stanowiska, żeby wykonać niezbędne czynności. Jest to metoda najprostsza i najstarsza.
Stosuje się ją we wszystkich rodzajach wytwórni prefabrykatów do produkcji
wielkowymiarowych elementów żelbetowych; płyt ściennych, słupów i belek.
Metoda agregatowo-potokowa różni się od poprzedniej tym, że wytwarzane elementy są
przemieszczane w stalowych formach za pomocą suwnic lub innych urządzeń podnośnych.
Elementy przenosi się na kolejne stanowiska robocze, zatrzymując się na nich przez czas
potrzebny do wykonania określonej czynności. Każde stanowisko robocze jest wyposażone
w maszyny i urządzenia mechaniczne, za pomocą których eliminuje się pracę ludzi przy
napełnianiu formy, zagęszczaniu mieszanki betonowej i rozformowywaniu prefabrykatu
przed dojrzewaniem. Prefabrykaty formuje się i zagęszcza w urządzeniu zwanym agregatem.
Metodę agregatowo-potokowa stosuje się w wytwórniach stałych. Jej zaletą jest znaczna
możliwość zmian rodzaju wytwarzanych elementów.
Metoda taśmowa polega na przemieszczaniu produkowanych elementów na kolejne
stanowiska robocze. Poszczególne stanowiska są wyposażone w niezbędne urządzenia
obsługiwane przez wyspecjalizowane zespoły, które nie zmieniając miejsca pracy, wykonują
stale jednakowe czynności przy kolejno podstawianych formach. W odróżnieniu od metody
agregatowo-potokowej czas pracy poszczególnych zespołów roboczych musi być jednakowy.
Metoda ta znalazła zastosowanie przede wszystkim do produkcji prefabrykatów
wielkowymiarowych w wytwórniach stałych. Jej zaletą jest możliwość całkowitej
automatyzacji i duża wydajność pracy, wadą zaś i konieczność zmiany całego cyklu
produkcyjnego w razie zmiany typu prefabrykatu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Konstrukcja formy i materiał, z jakiego jest ona wykonana, zależą od kształtu, wielkości
i technologii produkcji wykonywanego elementu. Wielokrotność użycia formy wpływa na
wybór materiału i konstrukcję formy. W zakładach, które, produkują masowo elementy
stypizowane, formy powinny być trwałe, przydatne do długiego użytkowania. Forma powinna
zapewniać właściwy kształt elementu, dokładność wymiarów i gładkość powierzchni oraz
powinna być dostatecznie sztywna, aby podczas produkcji elementu i jego przenoszenia wraz
z formą, nie następowały zbyt duże odkształcenia. Konstrukcja formy powinna być tak
rozwiązana, aby w możliwie łatwy sposób można było ją składać i rozkładać.
Rozróżniamy wiele rodzajów form. Na przykład skrzynia drewniana, jak też miejsce pod
stemplem automatycznej prasy stanowią formę. Jednocześnie formą dla pustaka silikatowego
będzie wgłębienie w prasie, natomiast dla betonu komórkowego będzie forma o kształtach
prostopadłościanu, która zawiera 2 – 4 m
3
betonu komórkowego.
Ze względu na technologię produkcji elementów formy dzieli się na:
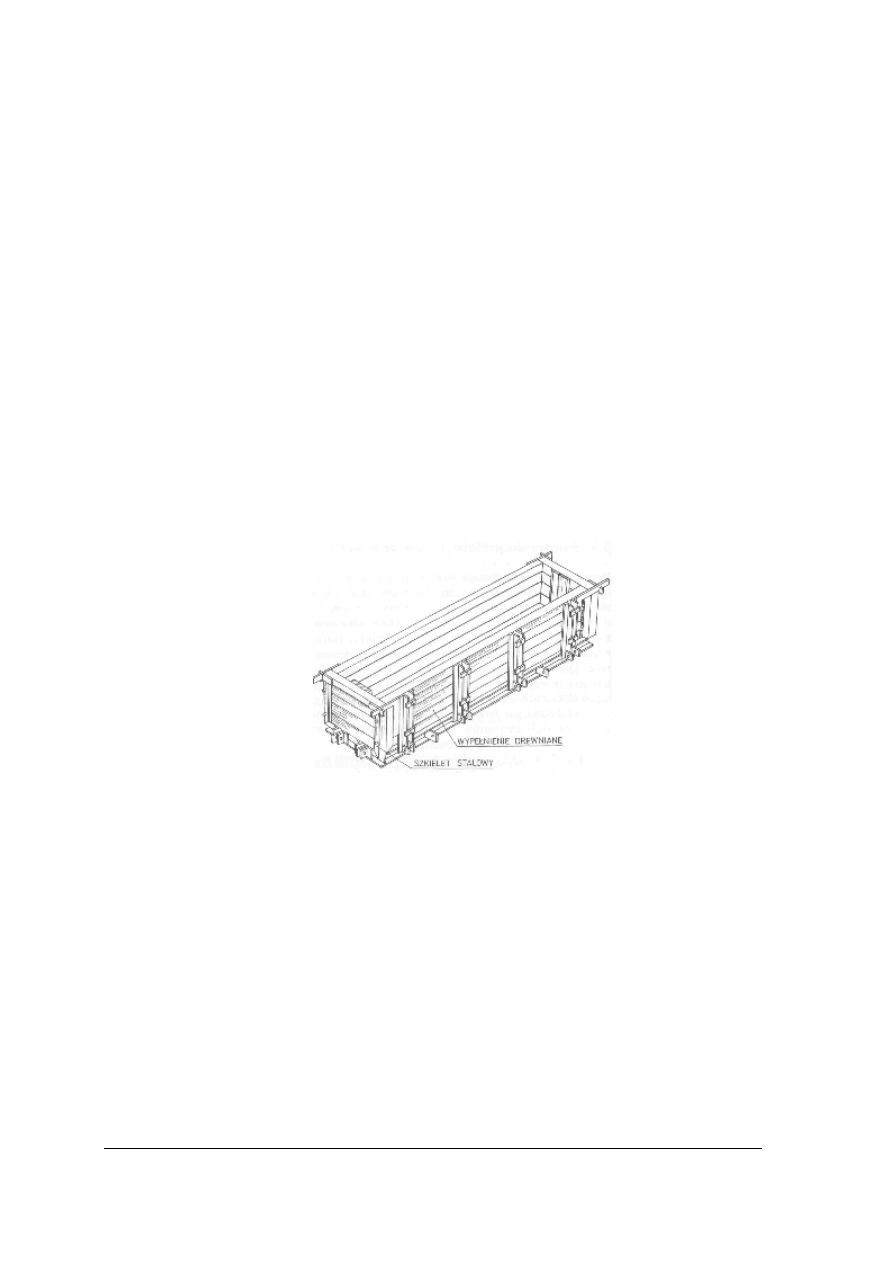
−
przenośne stosowane są do wykonywania elementów lekkich, o wymiarach małych lub
średnich. Prefabrykaty po zaformowaniu przenosi się razem z formą na miejsce
dojrzewania. Formy te wykonuje się z drewna lub metalu (rys.1).
−
stałe, w których całość procesu produkcyjnego przebiega na jednym stanowisku, służą do
produkcji elementów ciężkich o dużych wymiarach.
−
do produkcji taśmowej stosuje się w zakładach prefabrykacji w razie masowego wyrobu
elementów, o wysokim stopniu zmechanizowania. Proces produkcyjny podzielony jest na
szereg operacji wykonywanych na oddzielnych stanowiskach.
Rys. 1. Forma drewniana o szkielecie stalowym [3, s.38]
Formy drewniane wyrabia się z drewna miękkiego dla niewielkiej liczby wyrobów lub
z drewna twardego do produkcji większych serii. W celu przedłużenia okresu użytkowania
formy obija się ją blachą lub wzmacnia płaskownikami albo kształtownikami stalowymi.
Elementy form drewnianych łączy się na śruby lub zamki metalowe. W razie produkcji
niewielkiej liczby mniejszych elementów, mających duże dopuszczalne tolerancje wymiarów,
formy można zamykać za pomocą klinów drewnianych.
Formy przenośne są stosunkowo lekkie, można je przenosić na wybrane stanowiska
wytwarzania prefabrykatów, służą do niewielkich cykli produkcyjnych. Składają się
z podkładu oraz odpowiednio uformowanych boków spinanych klamrą. Po uformowaniu
elementu na stole wibracyjnym całość przenosi się ręcznie lub za pomocą dźwigu na miejsce
dojrzewania.
Formy stałe są przeznaczone do wielokrotnego użycia i w związku z tym wzmacnia się je
blachami lub kształtownikami stalowymi.
Boki formy wykonuje się zazwyczaj jako jednolite. Słupy o długości ponad 10m mają
formy składane z dwóch lub kilku części łączonych na zakład. Konstrukcja takiej formy
powinna zapewnić dokładne kształty słupa, proste krawędzie, jednakowe wymiary szerokości
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
ścianek z zachowaniem właściwej dla danego typu zbieżności ścianek, całkowitą szczelność
zamknięcia oraz sztywność wymaganą do wibrowania.
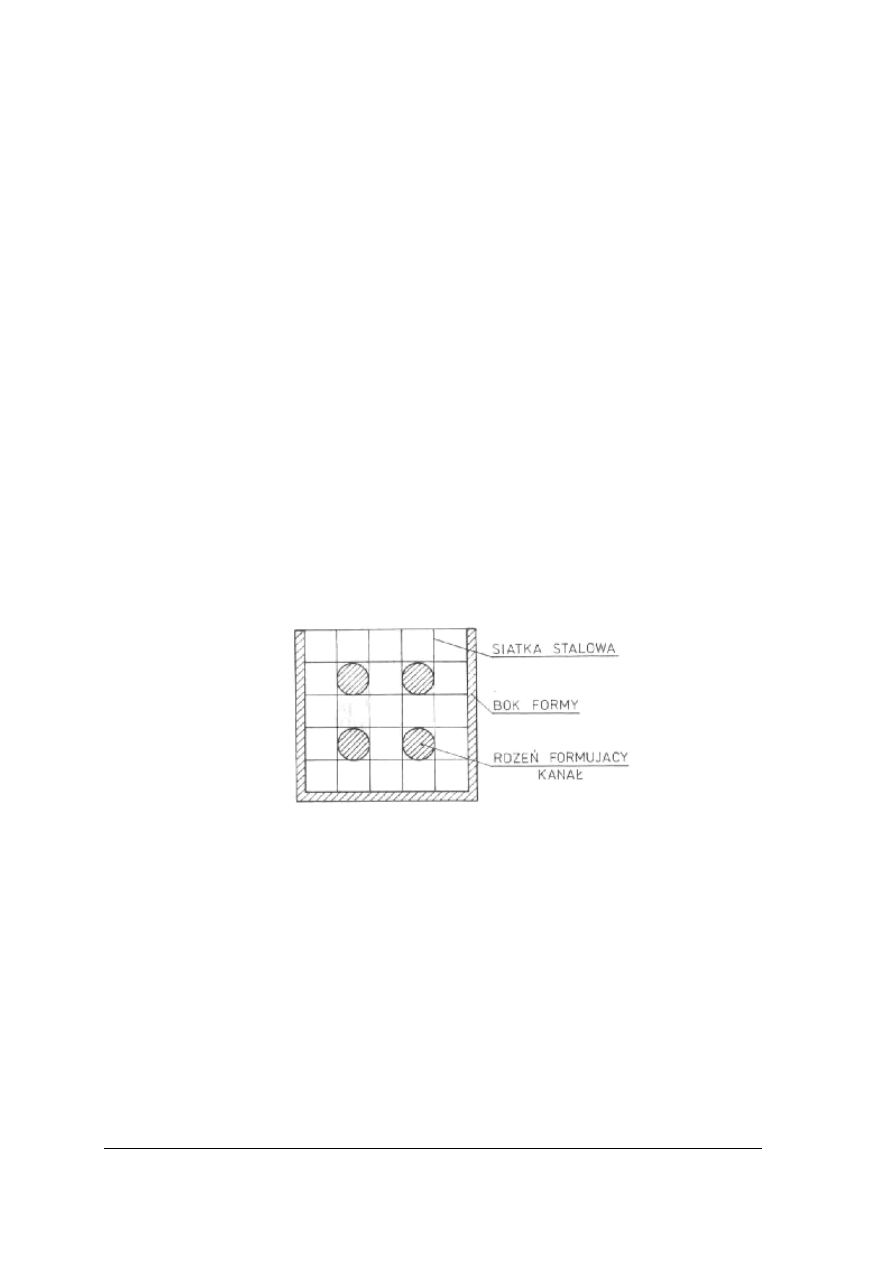
Formy bateryjne stosuje się przede wszystkim do elementów wydłużonych, o niewielkiej
masie takich jak belki o kształcie prostokątnym, belki nadprożowe (rys.2).
Rys. 2. Bateryjna forma drewniana do produkcji jednoczesnej czterech belek [3, s. 38]
Do usztywnienia form wiotkich wieloelementowych stosuje się specjalne chomąta,
nakładane na podłużne ścianki boczne nie rzadziej niż 1,5m. Ze względu na duże
odkształcenia wymiarowe elementy formy drewnianej są stosowane rzadko.
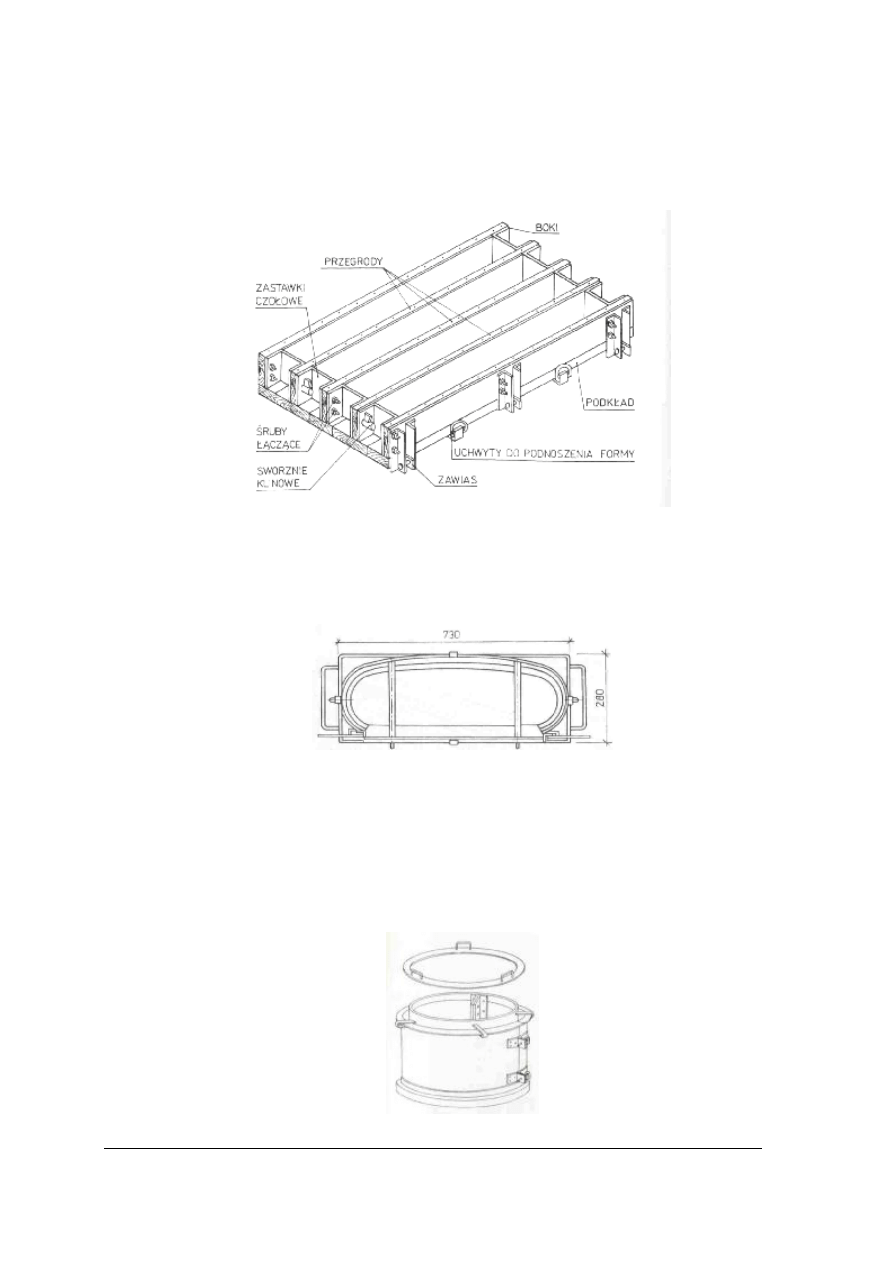
Rys. 3. Forma metalowa do produkcji pustaków stropowych DZ [3, s.39,40]
Formy metalowe wyrabiane są z blachy stalowej i kształtowników lub odlewane z żeliwa
lub stali (rys. 3). Formy metalowe stosuje się wyłącznie do produkcji masowej oraz gdy
wymagana jest duża dokładność wymiarów elementów prefabrykowanych. Podobnie jak
formy drewniane formy metalowe mogą być przenośne i stałe, poziome i pionowe,
pojedyncze i bateryjne. Formy metalowe mają powszechniejsze zastosowanie w porównaniu
z formami drewnianymi oraz pozwalają zachować małe tolerancje wymiarów produkowanych
elementów.
Rys. 4. Forma metalowa do produkcji kręgów [5, s.157]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Formy składają się z rdzenia oraz oddzielnego płaszcza zewnętrznego z blachy
usztywnionej na obwodzie kątownikami lub ceownikami. Części płaszcza zewnętrznego
łączone są na sworznie za pomocą śrub z nakrętkami motylkowymi. Podobną konstrukcję
mają formy do produkcji rur betonowych i kręgów (rys.4).
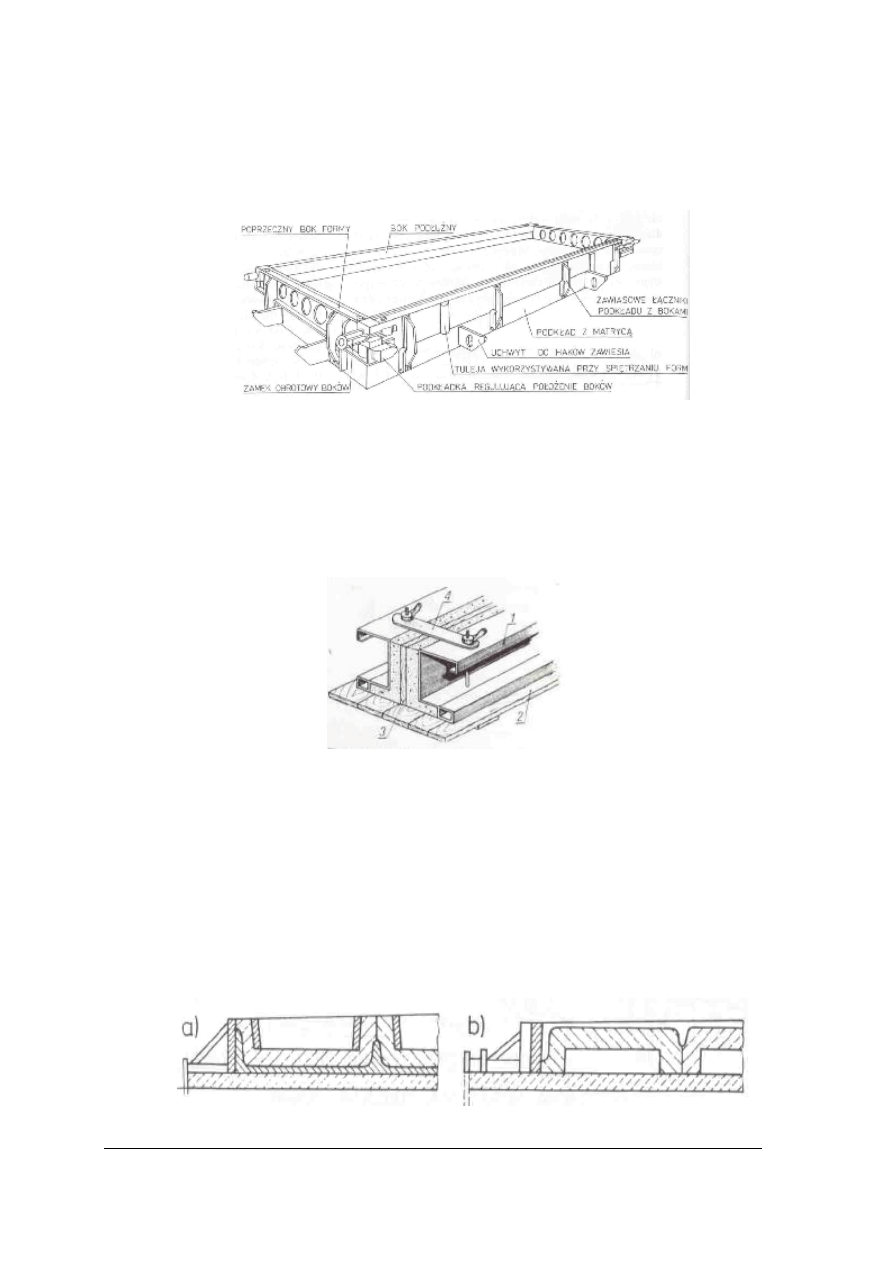
Rys. 5. Forma metalowa do produkcji prefabrykatów wielokanałowych [5, s.154]
Formy bateryjne stosuje się do produkcji elementów wielkowymiarowych (rys.5).
Ze względu na konstrukcje ścianek rozdzielczych rozróżniamy formy:
−
ze stalowymi ściankami rozdzielczymi grzejnymi,
−
ze stalowymi ściankami bez nagrzewu,
−
formy pośrednie między wyżej podanymi rodzajami, składające się na przemian ze
ścianek bez nagrzewu i ścianek grzejnych.
Rys. 6. Forma bateryjna do belek nadprożowych [5, s.157]
1 – metalowe boki typu L – owego, 2 – drewniany podkład, 3 – przekładka, 4 – klamra spinająca
Cykl pracy form bateryjnych polega przeważnie na wykonaniu niżej podanych operacji:
−
czyszczenie, smarowanie formy,
−
zbrojenie poszczególnych kaset,
−
spięcie kaset w jedną całość konstrukcyjną,
−
napełnienie mieszanką betonową i równoczesne wibrowanie wibratorami przyczepnymi
lub wibratorami wgłębnymi,
−
doprowadzenie czynnika grzejnego do ścian rozdzielczych kaset w celu podwyższenia
temperatury mieszanki w formie (w kasetach) i skrócenie czasu dojrzewania betonu,
−
odsuwanie poszczególnych ścian rozdzielczych, otwieranie form i wyjmowanie
elementów.
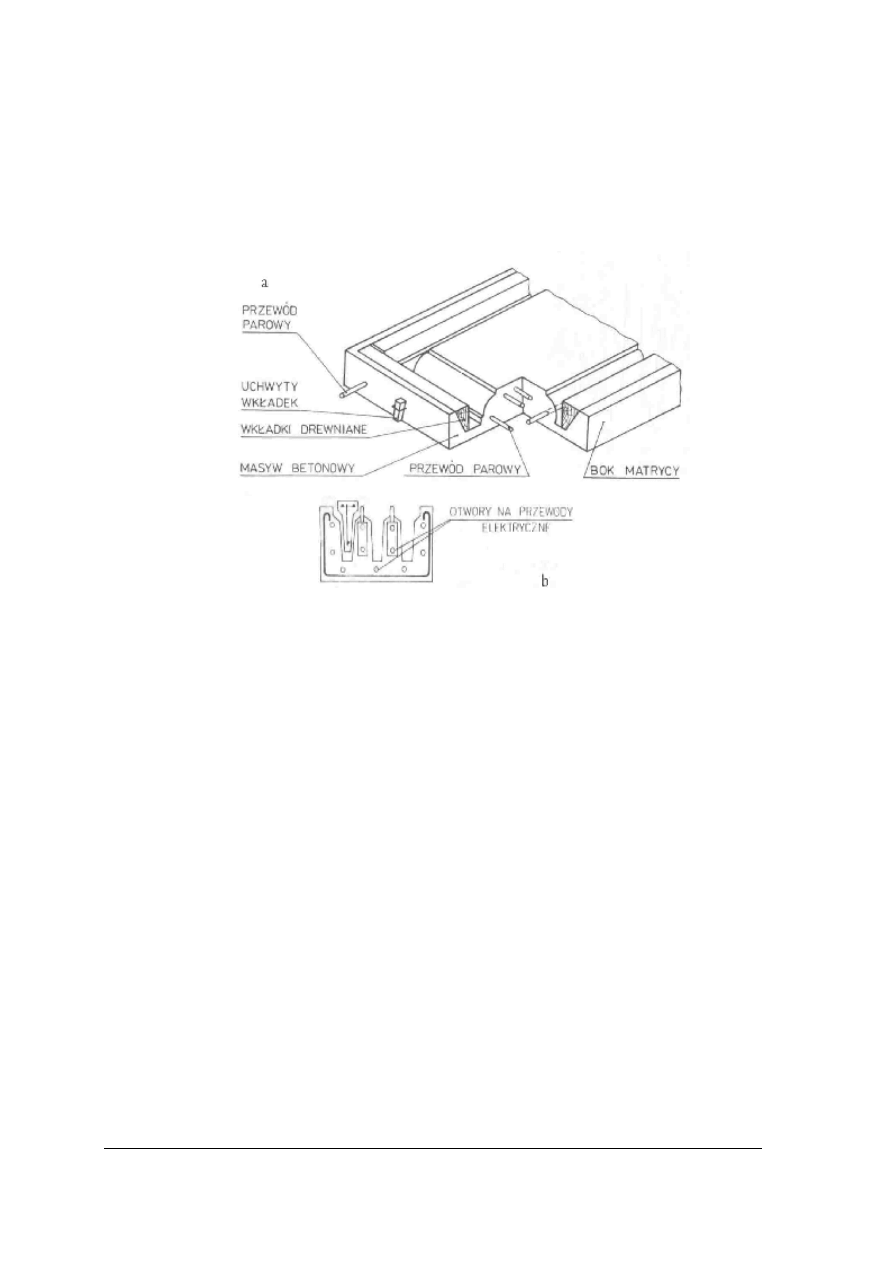
Rys. 7. Matryca betonowa do produkcji płyt panwiowych [3, s.39]
a) sposób wykonania matrycy, b) przekrój po zmontowaniu drewnianych boków
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Formy betonowe wykonuje się różnymi sposobami. Pierwszy sposób polega na odlaniu
w formie wzorcowej, drugi na odciśnięciu w betonie modelu elementu, trzeci na obciągnięciu
wzornikiem (szablonem). Formy betonowe składają się z rdzenia betonowego oraz ścianek
bocznych, drewnianych lub metalowych, odchylanych na boki. Formy betonowe stosuje się
przeważnie do wyrobów ciężkich płyt dachowych, stropowych, słupów, elementów ramp
(rys.7).
Rys. 8. Matryce żelbetowe [3, s.39]
a) do produkcji płyt panwiowych, b)do produkcji belek teowych
Forma z tworzyw sztucznych może służyć w pewnych wypadkach jako kontener
elementu żelbetowego wykonanego w niej, a następnie razem z nią może być wmontowana
w konstrukcję.
Formy rozbieralne w stosunku do form stałych mają krótszy okres eksploatacji,
a formowane w nich elementy mniejszą dokładność wymiarów. Dlatego w produkcji
elementów o wymaganej dużej dokładności wykonania w długich seriach stosuje się formy
stałe.
Rodzaje złączy w formie są czynnikiem wpływającym na dokładność produkcji. Złącza
ze względu na ich stały montaż i demontaż są najbardziej narażone na uszkodzenia
i odkształcenia. Złącza muszą gwarantować dokładny styk łączonych elementów formy, bez
luzów i przesunięć, muszą również zapewnić nieodkształcalność całej formy. Złącza powinny
być także łatwe do czyszczenia i konserwacji. W dużym stopniu cechy te mają złącza
klinowe. Stosowanie połączenia zawiasowego boków formy z podkładem usztywniają całą
formę i wpływają korzystnie na dokładność produkcji, pod warunkiem jednak właściwego
obchodzenia się z formą i zastosowania zawiasów zapewniających zachowanie stałości
wymiarów form.
Połączenia samozaciskowe są jednymi z lepszych z dotychczas stosowanych; dają
sztywne nieodkształcalne połączenia, stałość wymiarów formy w miejscu złącza.
Podstawowym czynnikiem decydującym o jakości i dokładności produkcji jest sztywność
form i jej poszczególnych elementów. Znaczny wpływ na dokładność form ma rodzaj
zastosowanego materiału. W zależności od stopnia żądanej dokładności stosuje się drewno,
stal, beton lub łączy te materiały. Do form stałych mających najmniejsze odchylenia stosuje
się stal, żeliwo, beton lub żelbet, a niekiedy drewno, przeważnie obite blachą. Do najmniej
dokładnych należą formy drewniane stosowane tylko w produkcji bardzo krótkich serii.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
W celu zwiększenia dokładności tych form stosuje się obijanie ich boków i usztywnianie
za pomocą kształtowników stalowych. Drewno należy impregnować, aby uodpornić je na
działanie wilgoci.
Nośność i sztywność form powinna być tak zaprojektowana, aby zapewniały one
tolerancję odkształceń podczas układania, wibrowania i przenoszenia betonu wraz z formą.
4.1.2.Pytania sprawdzające
Odpowiadając na podane pytania, sprawdzisz, czy jesteś przygotowany do wykonania
ćwiczeń.
1. Jakie są rodzaje wytwórni prefabrykatów betonowych i żelbetowych?
2. Jakie rozróżniamy metody produkcji prefabrykatów?
3. Do czego służą formy w robotach betoniarskich?
4. Jakie rozróżniamy formy zależnie od materiału, z którego są wykonane?
5. Z jakich elementów składają się proste formy drewniane?
6. Jakie rozróżniamy formy ze względu na technologię produkcji?
7. Jak wykonuje się proste formy drewniane?
8. Jak należy przygotować formę metalową do produkcji prefabrykatów?
9. Jakie czynniki wpływają na dokładność wykonania elementy w formie?
4.1.3.Ćwiczenia
Ćwiczenie 1
Dobierz sposób produkcji pustaków stropowych DZ oraz zaproponuj rodzaj wytwórni.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) dokonać analizy materiału nauczania (poradnik dla ucznia rozdz.4.1.1),
2) dobrać rodzaj wytwórni,
3) dobrać sposób produkcji elementu w formie,
4) zapisać wybrane rozwiązania,
5) zaprezentować efekty swojej pracy,
6) dokonać oceny wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
–
arkusz papieru,
–
ołówki lub długopis,
–
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Dobierz sposób produkcji oraz zaproponuj rodzaj wytwórni do wykonania płyty
stropowej wielokanałowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) dokonać analizy materiału nauczania (poradnik dla ucznia rozdz.4.1.1),
2) dobrać rodzaj wytwórni,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
3) dobrać sposób produkcji elementu w formie,
4) zapisać wybrane rozwiązania,
5) zaprezentować efekty swojej pracy,
6) dokonać oceny wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
–
arkusz papieru
–
ołówki lub długopis,
–
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 3
Wykonaj formę drewnianą płyty chodnikowej o określonych wymiarach.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) dobrać odpowiedni sprzęt i narzędzia,
2) zorganizować stanowisko pracy,
3) rozrysować elementy formy na podstawie rysunku konstrukcyjnego,
4) wykonać tarcze,
5) zamontować konstrukcję formy,
6) posprzątać stanowisko pracy,
7) zaprezentować wykonane ćwiczenie,
8) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
–
odzież ochronna i sprzęt ochrony osobistej,
–
zestaw materiałów tartych: tarcica, łaty, listwy,
–
zestaw narzędzi do trasowania: ołówek ciesielski, miarka składana, stalowa miarka
zwijana, płócienna miarka zwijana, liniał, cyrkiel nastawny, kątownik prostokątny,
kątownik przylgowy, kątownik nastawny,
–
zestaw pił: poprzecznica, grzbietnica, płatnica, otwornica,
–
zestaw narzędzi pomiarowych,
–
zestaw narzędzi pomocniczych,
–
apteczka,
–
literatura z rozdziału 6 poradnika dla ucznia.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować formy do produkcji prefabrykatów?
2) omówić sposoby produkcji prefabrykatów?
3) scharakteryzować rodzaje wytwórni prefabrykatów?
4) zachować ostrożność podczas wykonywania form drewnianych?
5) zorganizować stanowisko do wykonania formy drewnianej?
6) wykonać prostą formę drewnianą?
7) współpracować z innymi w trakcie wykonywania prac?
8) stosować przepisy bhp podczas montażu i demontażu form
metalowych?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
4.2. Formowanie drobnych prefabrykatów betonowych
4.2.1. Materiał nauczania
Formowanie elementów prefabrykowanych składa się z następujących czynności:
przygotowanie form, montaż zbrojenia w formach , układanie mieszanki betonowej, następnie
jej zagęszczanie, przyśpieszenie dojrzewania betonu, rozformowanie elementu.
Przygotowanie form elementów prefabrykowanych polega na:
−
dokładnym oczyszczeniu,
−
wykonaniu montażu,
−
sprawdzeniu wymiarów,
−
zabezpieczeniu powierzchni wewnętrznych przed przyczepnością betonu.
Formę należy oczyścić bezpośrednio po rozformowaniu elementu. Czyszczenie można
wykonywać ręcznie lub mechanicznie tarczami drucianymi szybkoobrotowymi. Czynność ta
w zakładach prefabrykacji jest zmechanizowana.
Po oczyszczeniu i zmontowaniu form należy sprawdzić wszystkie wymiary oraz stan
techniczny połączeń. Zabezpieczenie powierzchni wewnętrznych formy przed przyczepnością
betonu polega na posmarowaniu formy specjalnymi środkami rozdzielającymi. Środki te mają
na celu wytworzenie cieniutkiej warstwy, oddzielającej powierzchnię formy od ułożonego
w niej betonu i umożliwiającej jednocześnie łatwe wyjęcie wyrobu z formy. Najczęściej
stosuje się w tym celu olej napędowy lub mieszaninę oleju napędowego ze zużytym olejem
maszynowym. Formy drewniane można smarować także mlekiem wapiennym. Do
smarowania form stosuje się także gotowe preparaty. Wszystkie środki rozdzielające mogą
być nanoszone na powierzchnię formy za pomocą natrysku lub przez ręczne smarowanie
pędzlem bądź szczotką.
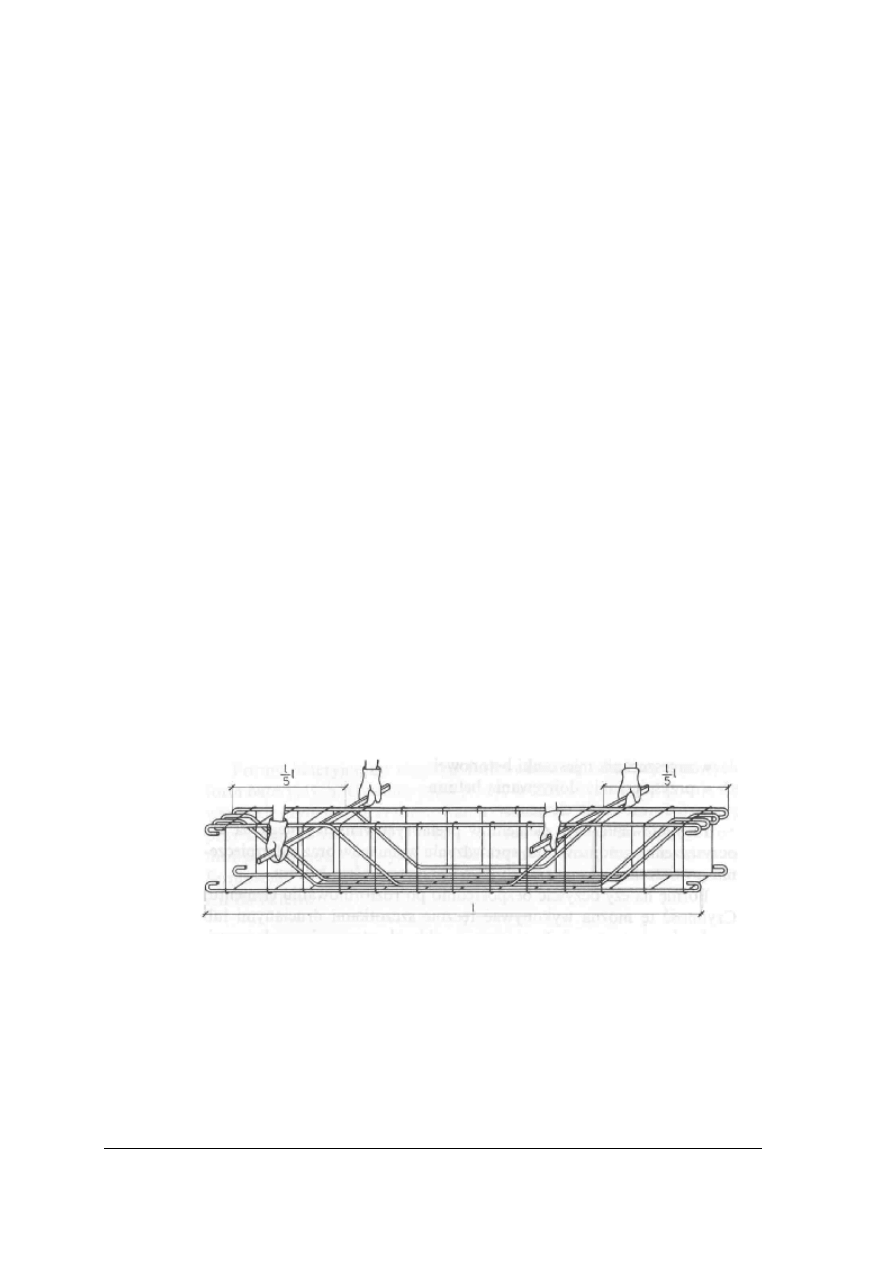
Montaż zbrojenia w formie polega na ułożeniu gotowych szkieletów zbrojenia,
przygotowanych wcześniej w zbrojami i dostarczonych na stanowiska robocze. Zbrojenie
można przenosić ręcznie lub za pomocą środków transportu. Przenosząc szkielety belek lub
słupów należy je chwytać w odległości 1/5 rozpiętości od ich końców.
Rys. 9. Przenoszenie szkieletu zbrojeniowego [1, s.346]
Szkielety przewożone środkami transportu należy zabezpieczyć przed ich nadmiernym
wystawaniem (rys.9).
Po zamontowaniu szkieletu w formie ustawia go się na specjalnych klockach
dystansowych zapewniających wymaganą grubość otuliny zbrojenia. Klocki dystansowe
można wykonać z zaprawy cementowej, gruzu ceramicznego lub z tworzyw sztucznych.
W celu ułatwienia montażu szkieletu w formie można na wewnętrznych ścianach formy
nanieść pomocnicze osie określające położenie poszczególnych prętów zbrojenia. Elementy
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
prefabrykowane mają wkłady formujące otwory lub specjalne okucie na swoich krawędziach
lub końcówkach.
Rys. 10. Przenoszenie szkieletu zbrojeniowego [1, s.346]
a) kątowniki montażowe, b) hak transportowy, c) gniazdo
Okucia te i wkłady mocuje się do szkieletu zbrojenia lub do formy w ten sposób, aby ich
położenie nie mogło się zmienić (rys.10). Uzyskuje się to przez przyspawanie wkładu do
szkieletu zbrojenia lub przywiązanie drutem do formy.
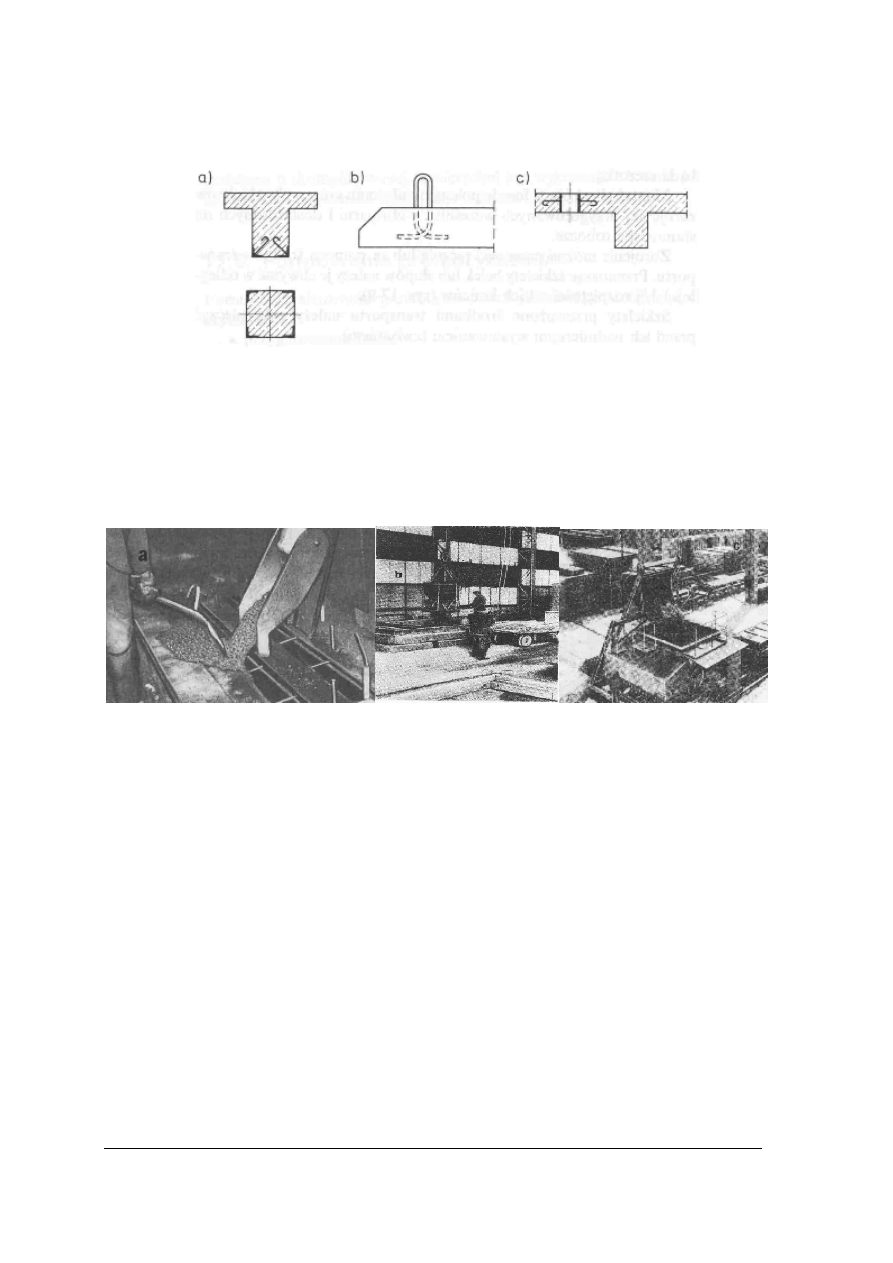
Układanie mieszanki betonowej w formach zależy od rodzaju wykonywanego elementu i od
sposobu dostarczania mieszanki na stanowisko robocze. Mieszankę betonową dostarcza się
w zasobnikach przewożonych środkami transportu lub przenoszonych suwnicami (rys.11).
Rys. 11. Układanie w formie mieszanki betonowej [1, s.347 p191,192]
a) za pomocą leja, b) za pomocą zasobnika i suwnicy d) za pomocą zasobnika samodzielnego
Formę napełnia się mieszanką w ten sposób, że po otwarciu zasuwy w leju pojemnik trzeba
przesunąć wzdłuż formy. Opróżnianie zasypnika zwykle ułatwia wibrator przyczepny
przymocowany do leja. Takie układanie mieszanki betonowej wymaga dodatkowego
rozprowadzenia jej łopatą na całej powierzchni formy.
W zmechanizowanych wytwórniach prefabrykatów stosuje się zasobniki samojezdne,
przesuwające się nad stanowiskiem formowania. Zasobniki te powinny mieć otwór wylotowy
nie wyżej niż 50cm nad formą.
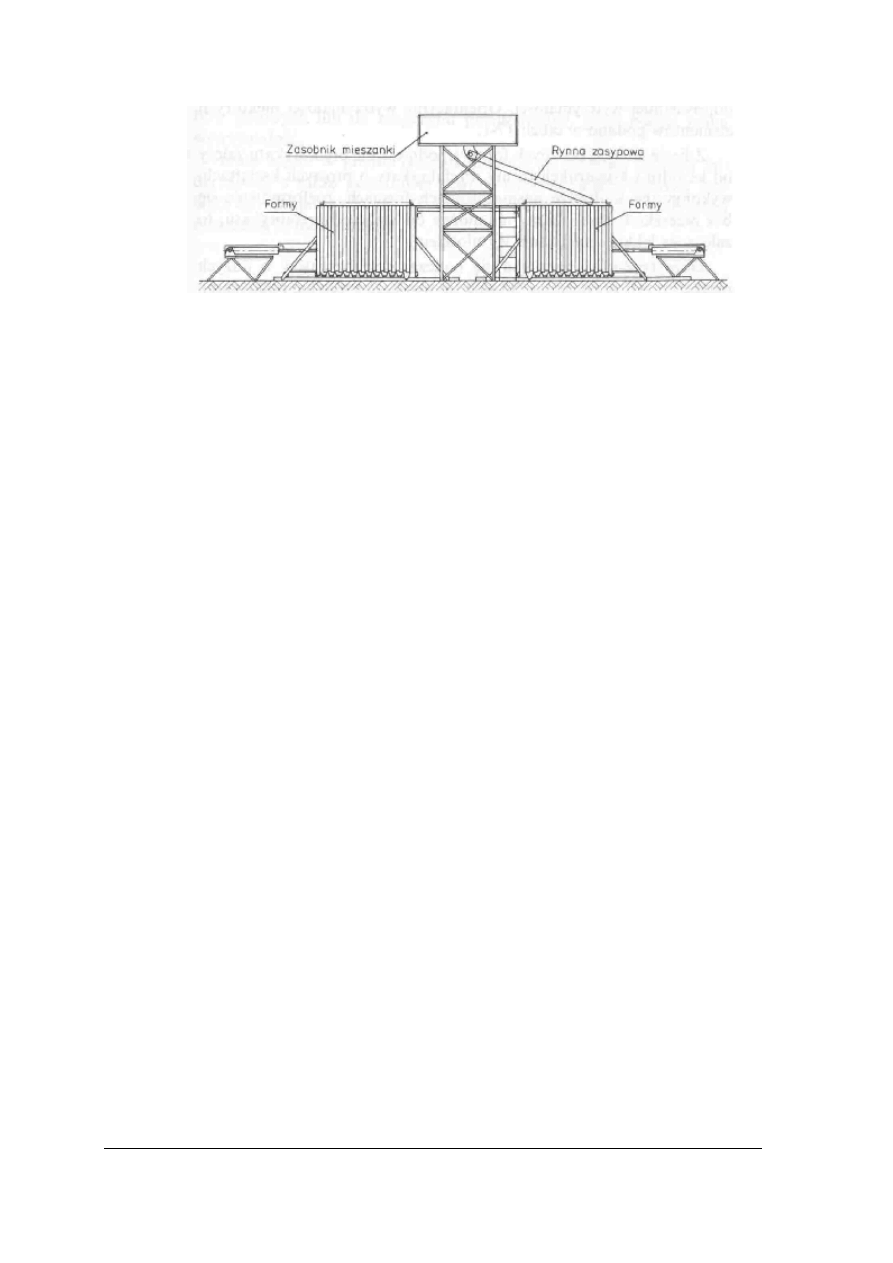
Formy bateryjne pionowe są napełniane zwykle z zasobników podnoszonych nad formy
przy użyciu dźwigu lub z zasobników usytuowanych powyżej form bateryjnych za pomocą
rynny zasypowej (rys.12)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Rys. 12. Schemat napełnienia form bateryjnych za pomocą rynny zasypowej [1, s.347]
Na stanowisku roboczym podczas napełniania form nie wolno dolewać wody do
mieszanki betonowej ani używać wyschniętego betonu, rozsypanego wokół stanowiska pracy
do ponownego betonowania.
Zagęszczanie mieszanki betonowej przy produkcji prefabrykatów wykonuje się
sposobami mechanicznymi, najczęściej przez wibrowanie. Inne sposoby zagęszczania
stosowane w zakładach prefabrykacji to odpowietrzanie, wibroprasowanie, walcowanie,
wirowanie i wibroubijanie.
Po zagęszczeniu mieszanki betonowej wyrównuje się górną powierzchnię prefabrykatu.
Nadmiar mieszanki ściąga się listwą przesuwaną po górnych krawędziach formy. Po
wykonaniu tej czynności powierzchnię prefabrykatu szczegółowo sprawdza się i w razie
potrzeby jeszcze wygładza przez zatarcie packą.
Przyspieszanie dojrzewania betonu w produkcji prefabrykatów stosuje się powszechnie.
Rozformowanie elementów polega na zdjęciu bocznych ścianek formy, podniesieniu
elementu z podłoża lub formy, usunięciu ewentualnych usterek w prefabrykacie.
Rozformowanie elementów następuje po osiągnięciu przez beton odpowiedniej
wytrzymałości.
Zdjęcie ścianek bocznych formy i podniesienie prefabrykatu zależy od kształtu
i konstrukcji formy. Prefabrykaty o prostych kształtach, wykonywane w dobrze
nasmarowanych formach, rozformowuje się bez przeszkód. Jeżeli formy nie można oddzielić
od prefabrykatu, to zaleca się lekkie opukiwanie jej młotkiem. Przy prefabrykatach o dużych
płaszczyznach przylegania stosuje się specjalne podnośniki, które ułatwiają oderwanie
prefabrykatu od podłoża lub formy
Po rozformowaniu elementu dokładnie się go ogląda i zauważone usterki natychmiast
usuwa. Miejsca uszkodzeń należy dokładnie oczyścić, ponacinać ich powierzchnię, zwilżyć
wodą, a następnie narzucić warstwę zaprawy cementowej i zatrzeć. Jeżeli występują rysy,
które trzeba usunąć, to rozkuwa się je przecinakiem, moczy wodą i zapełnia zaprawą
cementową. Plamy z oleju usuwa się strumieniem piasku, który stanowi podłoże do zakrycia
plam specjalną masą. Po rozformowaniu prefabrykat dostarcza się do magazynu wyrobów
gotowych lub do magazynu przejściowego, gdzie osiąga pełną wytrzymałość.
Produkcja drobnych prefabrykatów betonowych jest podobna do formowania elementów
w wytwórniach prefabrykatów i składa się z następujących czynności: przygotowania form,
układania mieszanki betonowej, zagęszczania mieszanki betonowej, rozformowania
elementu, dojrzewania elementu.
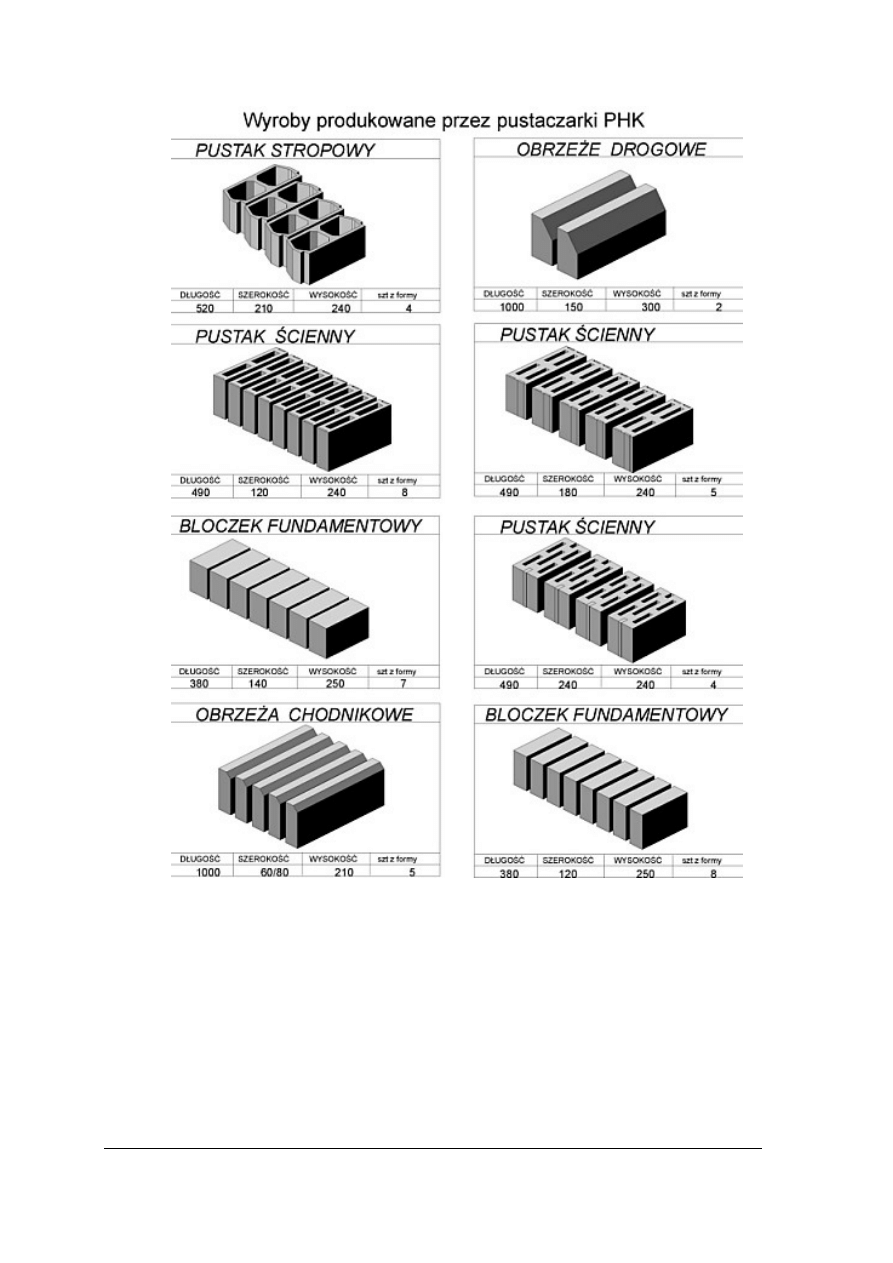
Drobnowymiarowe elementy betonowe produkuje się głównie w trzech grupach
asortymentowych: elementy drogowe, pustaki ścienne, pustaki stropowe.
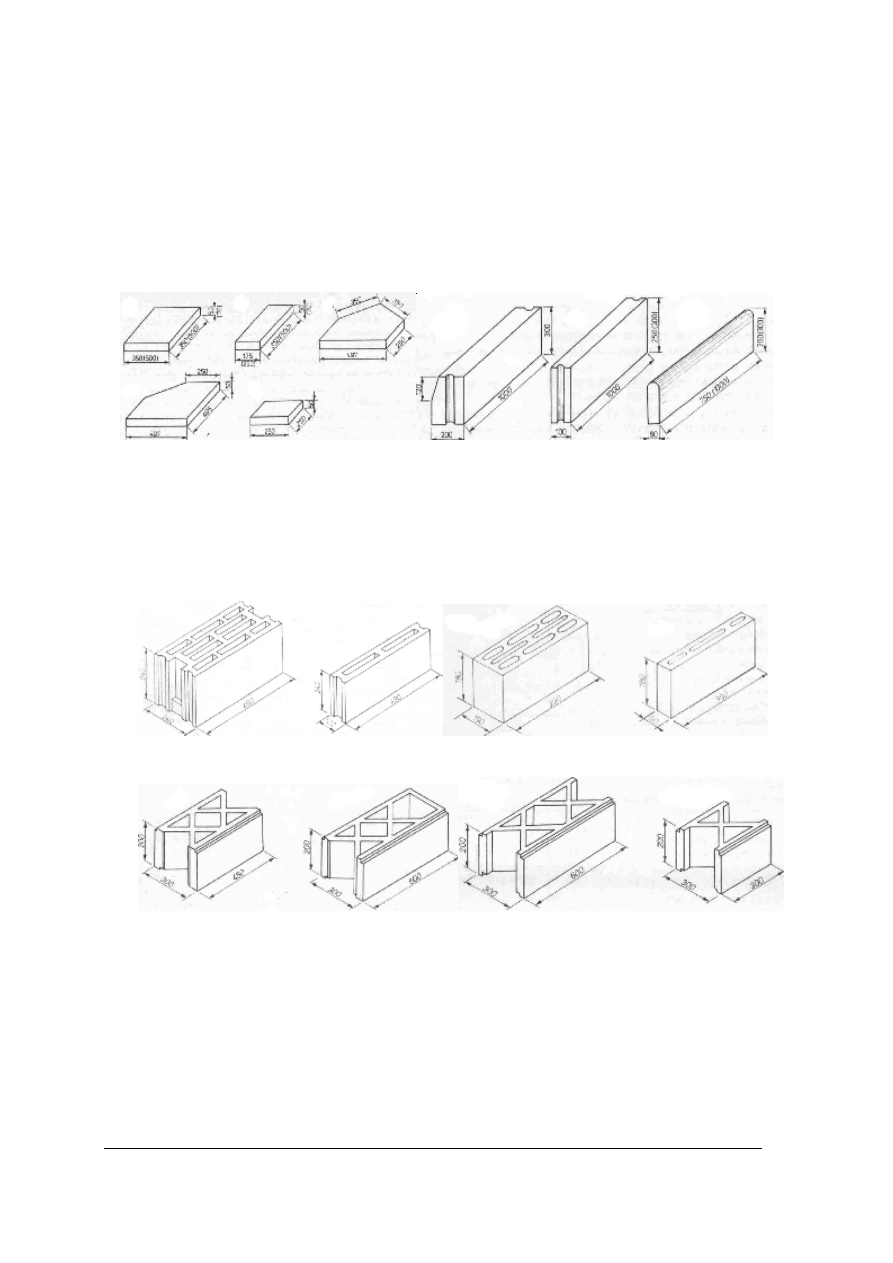
Do podstawowych elementów drogowych produkowanych jako prefabrykaty betonowe
zalicza się: płyty chodnikowe, krawężniki drogowe lub trawnikowe, trylinkę. Płyty
chodnikowe wykonuje się w formach stalowych, odwracalnych. Formę ustawia się zwykle na
stole wibracyjnym, napełnia mieszanką betonową i zagęszcza przez wibrowanie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Uformowaną płytę chodnikową wraz z formą przenosi się na specjalny podkład. Następnie
formę zdejmuje się i zaprawą cementową wyrównuje ewentualne ubytki lub nierówności.
Dojrzewanie betonu w płytach następuje na specjalnych podkładach układanych warstwami
w stosy.
Krawężniki drogowe lub trawnikowe wykonuje się zwykle w formach stalowych
nierozbieralnych (rys.13). Po ułożeniu i zagęszczeniu betonu w formie, krawężniki układa się
na podkład przez obrócenie całej formy. Ścianki formy są zbieżne, co ułatwia zdejmowanie
formy. Beton w ukształtowanych elementach dojrzewa na specjalnych podkładach, poza
formą.
Rys. 13. Przykłady elementów drogowych [8, s. 393,394]
Trylinkę wykonuje się również w formach nierozbieralnych. Skosy technologiczne
umożliwiają łatwe wysunięcie się prefabrykatu z form.
.
Pustaki ścienne wykonywane z betonu mają otwory równoległe do wysokości pustaka.
Do powszechnie stosowanych zalicza się pustaki ścienne: Alfa, SM-185, Kontra i Muranów.
Rys. 14. Przykłady elementów ściennych [8, s. 387,388]
Pustaki ścienne wykonuje się zwykle w formach metalowych (rys.14) Mieszankę
betonową w formach ubija się ręcznie i uformowane pustaki układa się na wyrównanym
podłożu przez obrócenie całej formy do góry dnem. Dojrzewanie pustaków odbywa się poza
formą.
W betoniarniach stałych produkcja pustaków ściennych jest bardziej zmechanizowana,
szczególnie podczas układania i zagęszczania mieszanki betonowej.
Pustaki ścienne dość często wykonuje się z betonów lekkich, gdyż mają one lepsze
właściwości izolacyjne niż beton zwykły.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Rys. 15. Przykłady pustaków stropowych [8, s. 391,392]
Do produkcji pustaków DZ-3 używa się form stalowych rozbieralnych lub
nierozbieralnych (rys.15). Formę taką ustawia się na stole wibracyjnym. Po ułożeniu
mieszanki i zagęszczeniu jej formy przewiezione na właściwe miejsce zostaną rozformowane.
Pustaki stropowe dojrzewają tak jak i inne prefabrykaty drobnowymiarowe.
Żelbetowe belki stropowe są prefabrykatami prętowymi. Kolejność wykonywanych
czynności przy produkcji belek DZ jest następująca:
−
ułożenie szkieletu zbrojenia na podkładzie drewnianym,
−
zmontowanie formy zawierającej zbrojenie,
−
ustawienie suwnicą formy ze szkieletem zbrojenia na stole wibracyjnym,
−
napełnienie formy mieszanką betonową,
−
zagęszczenie mieszanki betonowej przez wibrowanie,
−
przeniesienie formy z mieszanką suwnicą na miejsce dojrzewania,
−
rozformowanie i wyjęcie gotowego elementu.
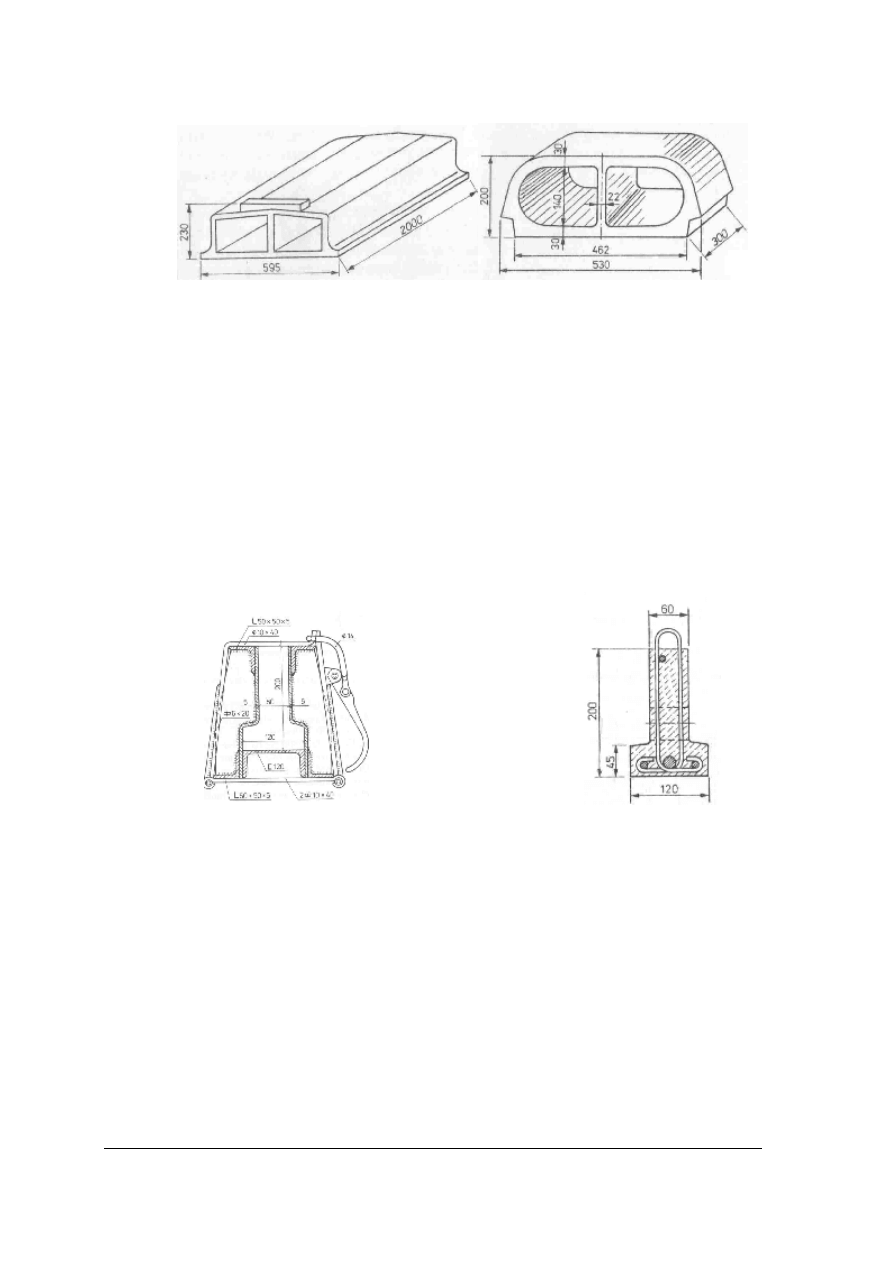
Rys. 16. Formy metalowa do produkcji belek
stropowych DZ [3, s.40]
Rys. 17. Belka stropowa DZ [8, s.391]
Komplet form do belek DZ oprócz dwóch boków stanowią zastawki czołowe oraz
podkład stalowy. Belki należy zagęszczać na jednym stole wibracyjnym o odpowiedniej
długości lub na dwóch ustawionych obok siebie. W niektórych wytwórniach prefabrykatów
elementy prętowe zagęszcza się wibratorami przyczepnymi. Górna powierzchnia belki DZ
powinna być chropowata i dlatego nie należy jej wyrównywać ani wygładzać (rys.16,17).
Podczas produkcji belek stosuje się zwykle naparzanie w celu przyspieszenia
dojrzewania betonu. Naparzanie trwa około 16 godzin, po czym elementy przewozi się na plac
składowy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Rys. 18. Pustaczarka hydrauliczna krocząca [13]
Obecnie do produkcji elementów drobnowymiarowych stosuje się pustaczarki
hydrauliczne (rys.18). Jest to sposób wygodny i ekonomiczny a obsługa ogranicza się do
nadzoru pracy maszyn. Aby praca pustaczarki przebiegała prawidłowo wymagane jest
ustawienie na gładkiej i płaskiej powierzchni betonowej, która umożliwia jazdę maszyny oraz
stanowi podłoże pod wykonanie prefabrykatów do czasu związania mieszanki betonowej.
Pustaczarki umożliwiają produkcję prefabrykatów o różnych wymiarach. Na rysunku nr18
przedstawiona jest pustaczarka hydrauliczna krocząca.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Rys. 19. Przykłady wyrobów [13]
Innym rodzajem maszyn do produkcji prefabrykatów są wibroprasy, które służą do
produkcji wyrobów betonowych takich jak, kostki brukowe, płytki chodnikowe, bloczki
betonowe i innych prefabrykatów drogowych (rys.20). Wysokość elementów formowanych
w wibroprasach wynosi od 50mm do 300mm. Zagęszczenie mieszanki betonowej odbywa się
poprzez wibracje połączoną z prasowaniem. Wszystkie czynności wibroprasy są
zautomatyzowane.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Rys. 20. Wibroprasa [13]
4.2.2. Pytania sprawdzające
Odpowiadając na podane pytania, sprawdzisz, czy jesteś przygotowany do wykonania
ćwiczeń.
1. Co rozumiesz przez formowanie betonu?
2. Jakie czynności zalicza się do przygotowania formy?
3. W jaki sposób należy przeprowadzić montaż zbrojenia w formie?
4. W jaki sposób przeprowadzamy układanie mieszanki betonowej w formach?
5. Jak należy przygotować formę metalową do produkcji prefabrykatów?
6. Jak należy przygotować formę drewnianą do produkcji prefabrykatów?
7. Jaka jest kolejność czynności podczas rozformowywania elementy?
8. Jakie czynności należy podjąć po rozformowania jeżeli element jest uszkodzony?
9. W jaki sposób wykonuje się betonowanie prefabrykatów drobnowymiarowych?
10. Jakich narzędzi użyjesz do zagęszczania betonu przy produkcji prefabrykatów
drobnowymiarowych?
4.2.3. Ćwiczenia
Ćwiczenie 1
Przygotuj formę drewnianą do wykonania betonowego obrzeża chodnikowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy,
2) dobrać odpowiedni sprzęt i narzędzia,
3) zapoznać się z instrukcją montażu,
4) wykonać oczyszczenie elementów formy,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
5) wykonać montaż elementów,
6) sprawdzić prawidłowość wymiarów,
7) zabezpieczyć powierzchnie wewnętrzne przed przyczepnością betonu,
8) posprzątać stanowisko pracy,
9) zaprezentować wykonane ćwiczenie,
10) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
–
odzież ochronna i sprzęt ochrony osobistej,
–
smar do natłuszczania formy,
–
elementy formy drewnianej
–
zestaw narzędzi pomiarowych,
–
zastaw narzędzi pomocniczych,
–
apteczka,
–
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Przygotuj formą metalową do wykonania betonowego pustaka ściennego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy,
2) dobrać odpowiedni sprzęt i narzędzia,
3) zapoznać się z instrukcją montażu,
4) wykonać oczyszczeniu elementów formy,
5) wykonać montaż elementów,
6) sprawdzić prawidłowość wymiarów,
7) zabezpieczyć powierzchnie wewnętrzne przed przyczepnością betonu,
8) posprzątać stanowisko pracy,
9) zaprezentować wykonane ćwiczenie,
10) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
–
odzież ochronna i sprzęt ochrony osobistej,
–
smar do natłuszczania formy,
–
elementy formy metalowej,
–
zestaw narzędzi pomiarowych,
–
zestaw narzędzi pomocniczych,
–
apteczka,
–
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 3
Ułóż zbrojenie belki w przygotowanym deskowaniu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) dobrać odpowiedni sprzęt i narzędzia,
2) zorganizować stanowisko pracy,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
3) ustalić poprzez pomiar miejsca odpowiednie dla włożenia uchwytów do transportu
szkieletu zbrojeniowego,
4) przeprowadzić transport,
5) zamontować szkielet w formie,
6) posprzątać stanowisko pracy,
7) zaprezentować wykonane ćwiczenie,
8) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
–
odzież ochronna i sprzęt ochrony osobistej,
–
szkielet zbrojenia belki,
–
zmontowane deskowanie belki,
–
klocki dystansowe,
–
zestaw narzędzi pomiarowych,
–
zestaw narzędzi pomocniczych,
–
apteczka,
–
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 4
Ułóż mieszankę betonową w formie z przygotowanym zbrojeniem.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) dobrać odpowiedni sprzęt i narzędzia,
2) zorganizować stanowisko pracy,
3) przygotować mieszankę betonową,
4) przetransportować mieszankę na miejsce formowania,
5) wykonać betonowanie z jednoczesnym zagęszczaniem,
6) omówić zasady pielęgnacji betonu,
7) oczyścić sprzęt i narzędzia,
8) posprzątać stanowisko pracy,
9) zaprezentować wykonane ćwiczenie,
10) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
odzież ochronna i środki ochrony osobistej,
−
stanowisko z przygotowanym deskowaniem,
−
zestaw materiałów do wykonania mieszanki betonowej,
−
zestaw podstawowych narzędzi i sprzętu do robót betoniarskich,
−
zestaw narzędzi pomiarowych,
−
zestaw narzędzi pomocniczych,
−
narzędzia i sprzęt do zagęszczania betonu,
−
stalowy kubeł na odpady,
−
apteczka,
−
literatura z rozdziału 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Ćwiczenie 5
Wykonaj rozformowanie elementu prefabrykowanego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) dobrać odpowiedni sprzęt i narzędzia,
2) zorganizować stanowisko pracy,
3) zdemontować deskowanie,
4) dokonać oceny stanu elementu,
5) wykonać ewentualne naprawy prefabrykatu,
6) posprzątać stanowisko pracy,
7) zaprezentować wykonane ćwiczenie,
8) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
odzież ochronna i sprzęt ochrony osobistej,
−
taśma miernicza, przymiar metrowy,
−
skrzynia na narzędzia, pas na narzędzia.
−
szczotka do czyszczenia.
−
pojemnik metalowy na odpady.
−
apteczka,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 6
Wykonaj betonowanie płytki chodnikowej w formie metalowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) dobrać odpowiedni sprzęt i narzędzia,
2) zorganizować stanowisko pracy,
3) przygotować formę do betonowania,
4) przygotować mieszankę betonową,
5) przetransportować mieszankę na miejsce formowania,
6) wykonać betonowanie z jednoczesnym zagęszczaniem,
7) omówić zasady pielęgnacji betonu,
8) oczyścić sprzęt i narzędzia,
9) posprzątać stanowisko pracy,
10) zaprezentować wykonane ćwiczenie,
11) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
odzież ochronna i środki ochrony osobistej,
−
zestaw materiałów do wykonania mieszanki betonowej,
−
zestaw podstawowych narzędzi i sprzętu do robót betoniarskich,
−
zestaw narzędzi pomiarowych,
−
zestaw narzędzi pomocniczych,
−
narzędzia i sprzęt do zagęszczania betonu,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
−
stalowy kubeł na odpady,
−
apteczka,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 7
Wykonaj betonowanie pustaka ściennego w formie metalowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) dobrać odpowiedni sprzęt i narzędzia,
2) zorganizować stanowisko pracy,
3) przygotować formę do betonowania,
4) przygotować mieszankę betonową,
5) przetransportować mieszankę na miejsce formowania,
6) wykonać betonowanie z jednoczesnym zagęszczaniem,
7) omówić zasady pielęgnacji betonu,
8) oczyścić sprzęt i narzędzia,
9) posprzątać stanowisko pracy,
10) zaprezentować wykonane ćwiczenie,
11) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
odzież ochronna i środki ochrony osobistej,
−
zestaw materiałów do wykonania mieszanki betonowej,
−
zestaw podstawowych narzędzi i sprzętu do robót betoniarskich,
−
zestaw narzędzi pomiarowych,
−
zestaw narzędzi pomocniczych,
−
narzędzia i sprzęt do zagęszczania betonu,
−
stalowy kubeł na odpady,
−
apteczka,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 8
Wykonaj betonowanie pustaka stropowego w formie metalowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) dobrać odpowiedni sprzęt i narzędzia,
2) zorganizować stanowisko pracy,
3) przygotować formę do betonowania,
4) przygotować mieszankę betonową,
5) przetransportować mieszankę na miejsce formowania,
6) wykonać betonowanie z jednoczesnym zagęszczaniem,
7) oczyścić sprzęt i narzędzia,
8) posprzątać stanowisko pracy,
9) omówić zasady pielęgnacji betonu,
10) zaprezentować wykonane ćwiczenie,
11) dokonać oceny poprawności wykonania ćwiczenia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Wyposażenie stanowiska pracy:
−
odzież ochronna i środki ochrony osobistej,
−
zestaw materiałów do wykonania mieszanki betonowej,
−
zestaw podstawowych narzędzi i sprzętu do robót betoniarskich,
−
zestaw narzędzi pomiarowych,
−
zestaw narzędzi pomocniczych,
−
narzędzia i sprzęt do zagęszczania betonu,
−
stalowy kubeł na odpady,
−
apteczka,
−
literatura z rozdziału 6 poradnika dla ucznia.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować zasady formowania prefabrykatu?
2) zachować
ostrożność
podczas
wykonywania
betonowania
prefabrykatów?
3) zachować ostrożność podczas przygotowania form drewnianych?
4) przygotować formę drewnianą do betonowania?
5) przygotować formę metalową do robót betoniarskich?
6) ułożyć prosty szkielet zbrojenia w formie?
7) wykonać betonowanie i zagęszczanie betonu w prostej formie?
8) scharakteryzować zasady pielęgnacji świeżego betonu?
9) wykonać proste naprawy elementu prefabrykowanego zaraz po
wyciągnięciu z formy?
10) współpracować z innymi w trakcie wykonywania prac?
11) stosować przepisy bhp podczas montażu i demontażu form
metalowych?
12) zachować bezpieczeństwo podczas betonowania?
13) przygotować
stanowisko
do
wykonania
elementów
drobnowymiarowych?
14) wykonać element drobnowymiarowy?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.3. Formowanie prefabrykatów z betonów komórkowych
4.3.1. Materiał nauczania
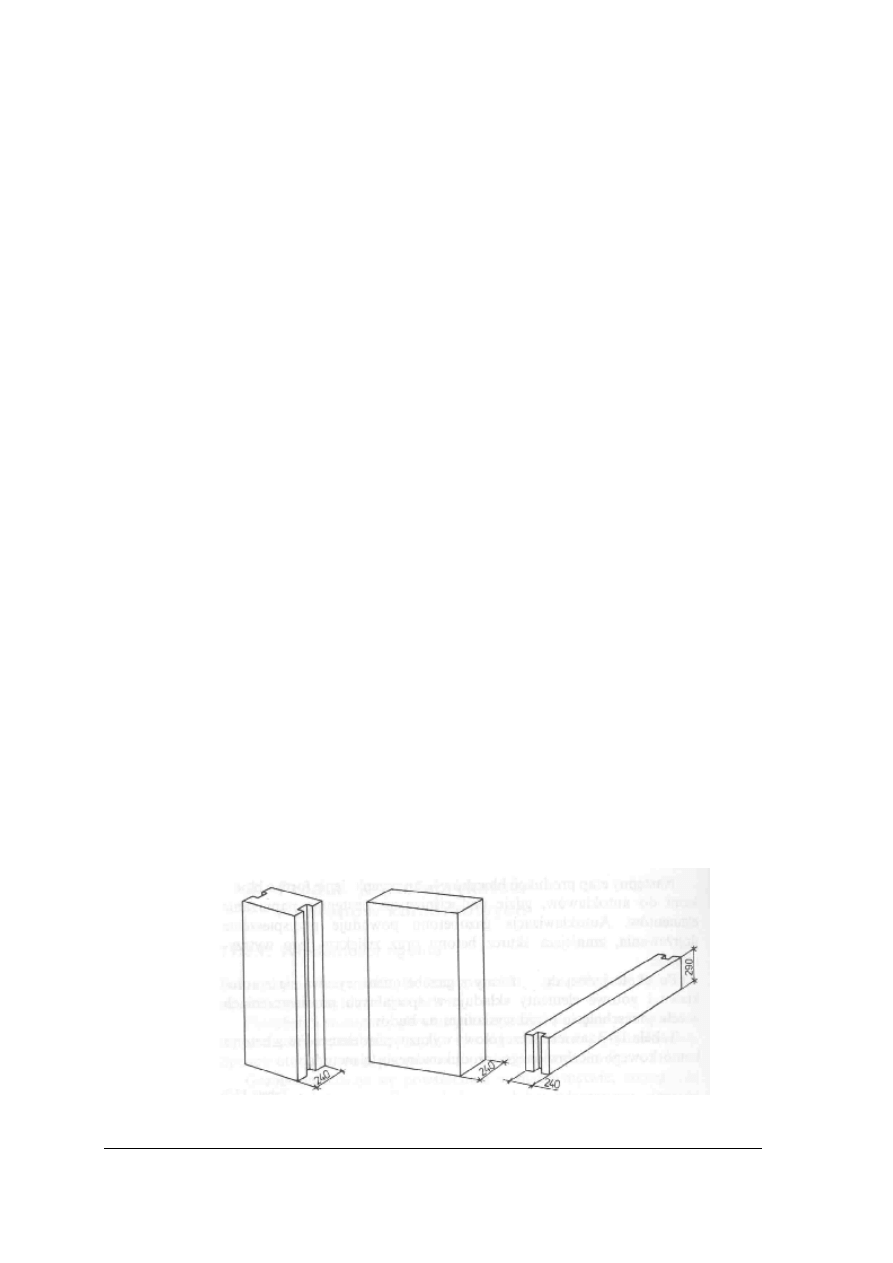
Bloczki gazobetonowe o podstawowych wymiarach 49x24x24cm, 59x24x24cm,
59x24x18cm produkuje się w zakładach prefabrykacji.
Mieszanka gazobetonowa składa się z zaprawy cementowej na kruszywie z mielonego
w młynach kulowych piasku lub popiołu lotnego. Do przygotowanego kruszywa dodaje się
cement i po wymieszaniu tych składników na zakończenie dozuje się środek spulchniający
zmieszany z wodą.
Formy układa się na stendzie wzdłuż toru, po którym porusza się mieszarka z gotową
mieszanką gazobetonowa. Formy mają wysokość 24cm, równą wysokości bloczka. Długość
i szerokość bloczków są wielokrotnościami odpowiednich wymiarów. Przed przystąpieniem
do napełniania form płaszczyzny wewnętrzne zabezpiecza się przed przywieraniem
gazobetonu.
Formy napełnia się mieszanką do około 2/3 jej wysokości, ze względu na zwiększanie
objętości mieszanki w czasie wstępnego wiązania. Po 4÷6 godzinach nadmiar mieszanki ścina
się równo z wysokością formy naciągniętym drutem stalowym. Następnie przecina się
gazobeton również drutem do wymiarów produkowanych bloczków.
Następnym etapem jest przeniesienie form z bloczkami do autoklawów, gdzie pod
ciśnieniem następuje naparzanie elementów. Autoklawizacja gazobetonu powoduje
przyspieszenie dojrzewania, zmniejsza skurcz betonu oraz zwiększa jego wytrzymałość.
Po około jednej dobie formy z gazobetonem wysuwa się z autoklawu i gotowe elementy
składuje w specjalnych pomieszczeniach w celu przeschnięcia przed wysłaniem na budowę.
Podczas produkcji elementów gazobetonowych nie wykonuje się zagęszczania betonu.
Dobre właściwości izolacyjne gazobetonu wynikają z jego porowatej, spulchnionej budowy.
Produkcja prefabrykatów wielkowymiarowych niewiele różni się od wytwarzania
bloczków gazobetonowych. Jedyną różnicą podczas formowania elementu jest montaż
zbrojenia, które układa się w formie po jej przygotowaniu.
Zbrojenie elementów gazobetonowych należy dodatkowo zabezpieczyć przed korozją.
Porowata struktura gazobetonu i duża nasiąkliwość mogą powodować korozję prętów
zbrojenia. Pręty zbrojenia zabezpiecza się przez powleczenie mlekiem cementowym lub
powłokami lateksowo-cementowymi.
Do wykonywania ściennych prefabrykatów gazobetonowych stosuje się najczęściej
formy płaskie wysokości 240mm.Przy produkcji dyli ściennych formy mogą mieć wysokość
równą szerokości dyla, tj. 600mm.(rys.21)
Rys. 21. Przykłady elementy wielkowymiarowe z gazobetonu [1, s.364]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Zasady układania mieszanki gazobetonowej w formach są takie same jak przy
formowaniu bloczków gazobetonowych. Obcinanie nadmiaru gazobetonu oraz podział na
poszczególne elementy wykonuje się naciągniętym cienkim drutem stalowym.
Autoklawizacja przebiega w ten sam sposób jak podczas produkcji bloczków
gazobetonowych. Rozformowanie elementów następuje po zakończeniu naparzania i wymaga
dużej ostrożności ze względu na małą odporność na uszkodzenia mechaniczne.
4.3.2.Pytania sprawdzające
Odpowiadając na podane pytania, sprawdzisz, czy jesteś przygotowany do wykonania
ćwiczeń.
1. W jaki sposób przygotować formę do produkcji bloczków z betonu komórkowego?
2. Jakie czynności obejmuje napełnianie formy mieszanką gazobetonową?
3. Jakie czynności obejmuje produkcja gazobetonowych prefabrykatów wielkowymiarowych?
4. Jakie czynności i dlaczego należy podjąć dla zabezpieczenia stali zbrojeniowej
w elementach z gazobetonu?
4.3.3.Ćwiczenia
Ćwiczenie 1
Przedstaw kolejne czynności, które występują podczas produkcji bloczków z betonu
komórkowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) dokonać analizy materiału nauczania( poradnik dla ucznia rozdz.4.3.1),
2) wypisać odpowiednie działania na arkuszu,
3) zaprezentować efekty swojej pracy,
4) dokonać oceny wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
–
arkusz papieru
–
ołówki lub długopis,
–
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Przedstaw kolejne czynności występujące przy produkcji wielkowymiarowych
elementów gazobetonowych zbrojonych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) dokonać analizy materiału nauczania (poradnik dla ucznia rozdz.4.3.1),
2) wypisać odpowiednie działania na arkuszu,
3) zaprezentować efekty swojej pracy,
4) dokonać oceny wykonania ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Wyposażenie stanowiska pracy:
–
arkusz papieru
–
ołówki lub długopis,
–
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 3
Przygotuj zbrojenie w elemencie wielkowymiarowym z betonu komórkowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować stanowisko pracy,
2) dobrać sprzęt i narzędzia,
3) wyczyścić stal zbrojeniową,
4) dokonać zabezpieczenia stali,
5) posprzątać stanowisko pracy,
6) zaprezentować efekty swojej pracy,
7) dokonać oceny wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
–
odzież ochronna i środki ochrony osobistej,
–
zestaw narzędzi pomocniczych,
–
stal zbrojeniowa ucięta na długość,
–
szczotki,
–
preparat zabezpieczający,
–
apteczka,
–
literatura z rozdziału 6 poradnika dla ucznia.
4.3.4 Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) przygotować formę do produkcji bloczków gazobetonowych?
2) przygotować zbrojenie do elementu wielkowymiarowego z betonu
komórkowego?
3) współpracować z innymi w trakcie wykonywania prac?
4) stosować przepisy bhp podczas wykonywanych prac?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
4.4. Formowanie prefabrykatów z betonu sprężonego
4.4.1. Materiał nauczania
Do wyrobu prefabrykatów sprężonych nadają się tylko betony klas B35, B40, B50,
wymaga to starannego doboru składników wysokiej jakości. Stosuje się tu cement portlandzki
i szybkotwardniejący.
Kruszywo powinno odpowiadać normom i być atestowane przez dostawcę. Zaleca się
używanie domieszek uplastyczniających mieszankę, zwiększających wodoszczelność betonu,
oraz odporność na ścieranie oraz mrozoodporność. Zastosowane domieszki nie mogą
powodować korozji betonu ani stali.
Do sprężania konstrukcji można stosować druty i liny ze stali wysokowęglowych oraz
pręty ze stali niskostopowej o wytrzymałości charakterystycznej na rozciąganie nie mniejszej
niż 600MPa.
Prefabrykaty kablobetonowe spręża się po stwardnieniu betonu, wiązkami drutu –
kablami lub pojedynczymi grubymi prętami, kotwionymi na obu końcach elementów. Kable
są umieszczone najczęściej w kanale wykonanym w elemencie. Kanały można wykonywać
dwoma sposobami:
−
kabel umieszcza się w osłonce z rurki blaszanej i układa go wzdłuż zaprojektowanej trasy
przed wypełnieniem formy betonem,
−
kanały formuje się w betonie za pomocą trzpieni, rurek stalowych lub węży gumowych,
które wyciąga się, gdy beton uzyska twardość dostatecznie dużą, aby nie nastąpiło
zmniejszenie prześwitu ukształtowanych kanałów.
Rys. 22. Sposoby zamocowania trzpieni na czas betonowania [3, s.62]
Sposób wykonania kanału zależy od systemu sprężania. Trzpienie lub rurki stalowe zależnie
od długości kanałów mogą być pojedyncze lub składać się z odcinków, które wyciąga się
dwustronnie. Bardzo ważne jest utrzymanie położenia takich wkładek podczas betonowania.
Unieruchamia się je w otworach na czołach form i w specjalnych podpórkach pośrednich,
którymi mogą być siatki z drutu średnicy 6mm (rys.22).
Trzpienie powinny wystawać ok. 0,5m poza czoło formy i mieć uchwyty do wyciągnięcia ich
z betonu. Zamiast sztywnych trzpieni można stosować napompowane węże gumowe. Po
stwardnieniu betonu wypuszcza się z nich powietrze, wskutek czego kurczą się i łatwo można
wyjąć je z prefabrykatu. Wprowadzenie kabla do kanałów uformowanych w betonie można
ułatwić, stosując nasadkę z uchwytem do zaczepienia linki, którą wcześniej należy przesunąć
przez kanał (rys.23).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Rys. 23. Nasada na kabel [3, s.62]
Przed przystąpieniem do sprężania należy sprawdzić atesty zakotwień oraz protokoły
badań wytrzymałości betonu na ściskanie.
Kabel można naciągać jedno- lub dwustronnie. Do naciągu jednostronnego potrzebna jest
jedna prasa. Drugi koniec kabla należy zakotwić trwale na zewnętrznej powierzchni
prefabrykatu po stronie przeciwległej do prasy.
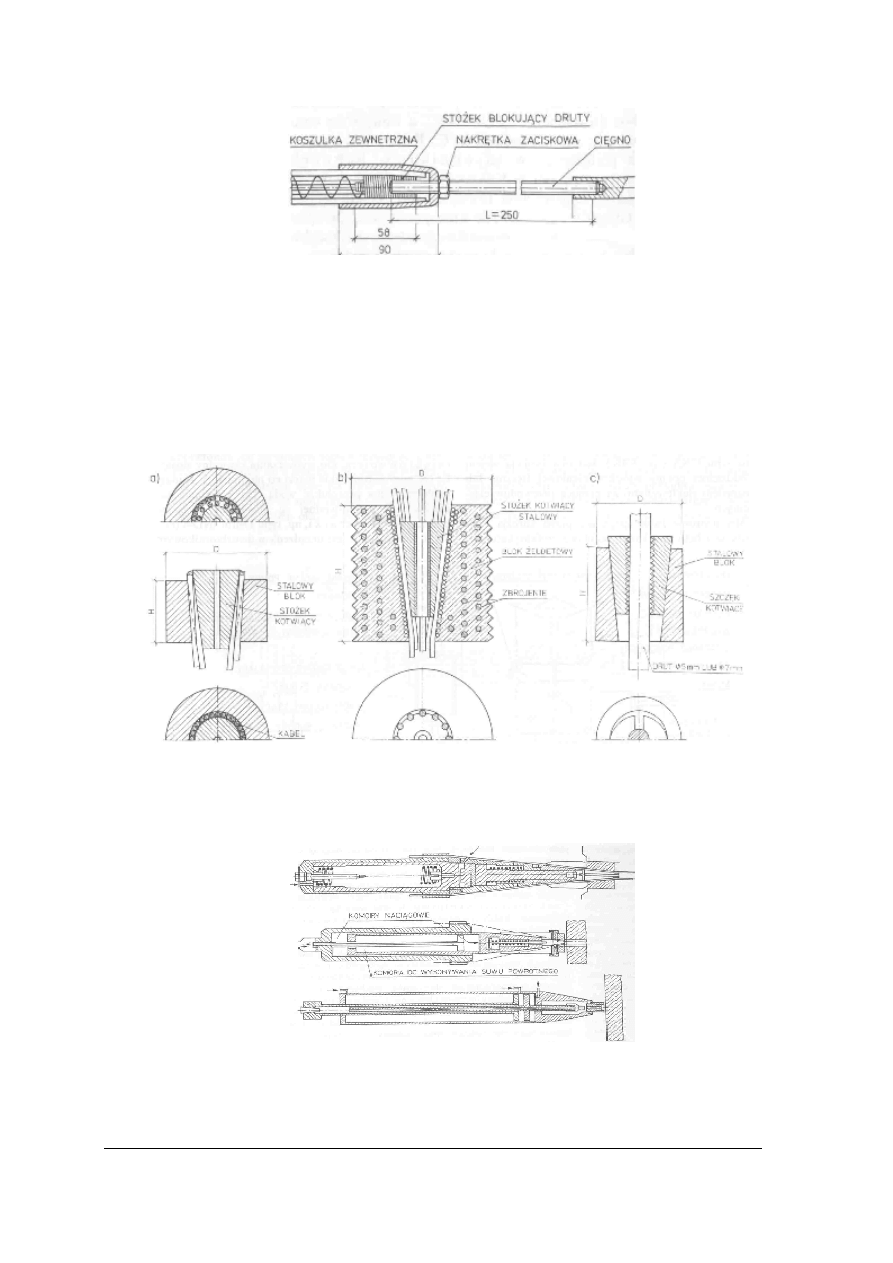
Kable wielożyłowe z wiązek drutów lub lin mocuje się zwykle w zakotwieniu
stożkowym (rys.24).
Rys. 24. Zakotwienie kabli w elementach kablobetonowych [3, s.63]
a) stożkowe stalowe b) stożkowe żelbetowe c) szczękowe
Kable wielodrutowe naciąga się i kotwi za pomocą naciągarek hydraulicznych (rys.25).
Rys. 25. Naciągi hydrauliczne różnego typu [3, s.64]
Do naciągu i kotwienia kabli jednodrutowych z zakotwieniami szczękowymi stosuje się
naciągarkę hydrauliczną.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Aby uchronić kable sprężające przed korozją i zespolić je z betonem, kanały kablowe
prefabrykatu wypełnia się pod ciśnieniem zawiesiną cementowo-wodną. Czynność tę nazywa
się iniektowaniem.
W strunobetonie siły naciągu są przekazywane na sprężany element dzięki zjawisku
przyczepności stali do betonu. Najpierw naciąga się struny, a potem je obetonowuje. Naciąg
zwalnia się po uzyskaniu przez beton 70-90% wytrzymałości dwudziestoośmiodniowej.
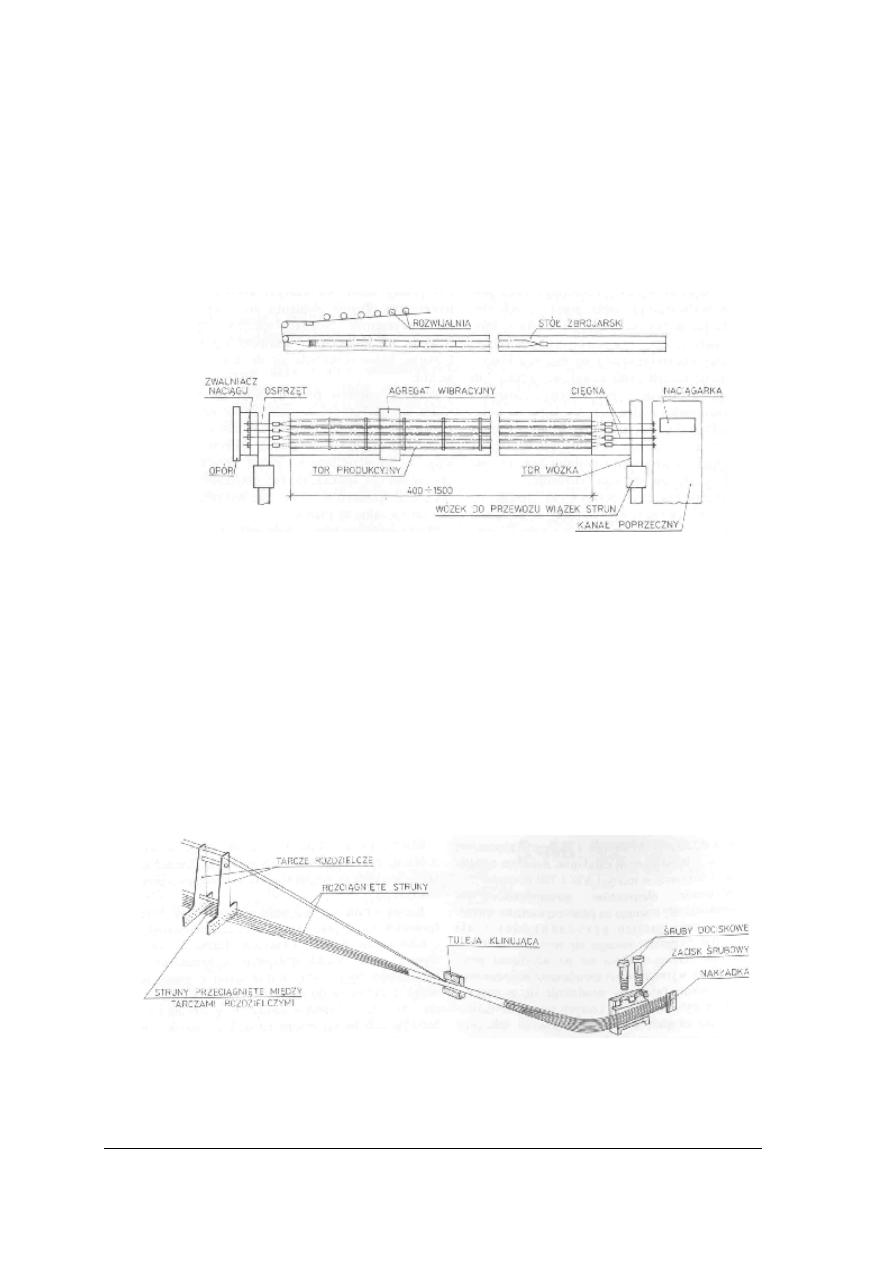
Elementy strunobetonowe produkuje się w wyspecjalizowanych wytwórniach, w których
sprężanie realizowane jest na długich torach naciągowych lub przy zastosowaniu form
oporowych (rys.26).
Rys. 26. Schemat stanowiska do produkcji prefabrykatów strunobetonowych [3, s.65]
Długie tory naciągowe są to stałe stanowiska robocze z konstrukcjami oporowymi na
końcach. Konstrukcje oporowe służą do naciągu i zakotwienia strun. Pojedyncze struny łączy
się w wiązki na stole zbrojarskim albo na torze naciągowym. Długość wiązki zależy od sumy
długości prefabrykatów ustawionych w jednej linii oraz od przerw między nimi.
Między prefabrykaty wstawia się tarcze rozdzielcze w postaci wkładek z blach.
Umożliwia to łatwe rozdzielenie elementów bez konieczności przecinania betonu.
Każdą strunę rozwija się z oddzielnego kołowrotka i zaklinowuje w tulei klinującej.
Luźne końce strun mocuje się w zacisku śrubowym, a końcówki spawa z nakładką. Końce
strun z jednej strony wiązki zaczepia się do wyciągu za pomocą tulei klinującej i naciąga,
z drugiej - klinuje się je, obcina i spawa. Stosując taki naciąg można na stole zbrojarskim
wyrównać długości poszczególnych strun (rys.27). Po zakończeniu naciągu elementy
betonuje się.
Rys. 27. Wiązka strun i sposób jej zamocowania [3, s.66]
Naciąg można zwolnić dopiero po uzyskaniu przez beton wymaganej wytrzymałości.
Przed zwolnieniem naciągu demontuje się formy. Naciąg należy zwalniać stopniowo, aby

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
przebieg sprężania elementów był równomierny. Po całkowitym zwolnieniu naciągu struny
przecina się wewnątrz tarcz rozdzielczych, oddzielając od siebie poszczególne elementy.
Prefabrykaty strunobetonowe można też produkować w formach oporowych. Produkcja
taka jest opłacalna przy wytwarzaniu wielu pojedynczych elementów o niedużych wymiarach,
np. podkładów kolejowych. Forma oporowa ma sztywną konstrukcję. Składa się z mocnej
ramy oporowej oraz z wypełnienia blaszanego, które nadaje kształt prefabrykatowi. Struny
lub wiązki kotwi się w czołowym boku formy, następnie spręża się je naciągarką
hydrauliczną i kotwi w boku przeciwległym. Po założeniu zbrojenia formy napełnia się
betonem i przenosi do dojrzewalni. Po uzyskaniu przez beton projektowanej wytrzymałości
przecina się końce wkładek i następuje sprężenie elementu.
Oprócz sprężania prasami naciągowymi stosuje się też sprężanie termiczne. Pręty
sprężające podgrzewa się najczęściej prądem elektrycznym i kotwi w sztywnej formie.
Stygnąc, pręty sprężają element.
4.4.2.Pytania sprawdzające
Odpowiadając na podane pytania, sprawdzisz, czy jesteś przygotowany do wykonania
ćwiczeń.
1. Jakie właściwości posiadają konstrukcje sprężone?
2. Z jakich materiałów wykonuje się konstrukcje sprężone kablobetonowe?
3. Jaka jest technologia produkcji konstrukcji sprężonych kablobetonowych?
4. Z jakich materiałów wykonuje się konstrukcje sprężone strunobetonowe?
5. Jaka jest technologia produkcji konstrukcji sprężonych strunobetonowych?
4.4.3.Ćwiczenia
Ćwiczenie 1
Dobierz materiały do wykonania konstrukcji sprężonych z uwzględnieniem ich
właściwości.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) dokonać analizy materiału nauczania (poradnik dla ucznia rozdz. 4.4.1),
2) wyszukać na podstawie materiału nauczania odpowiednie materiały,
3) wypisać odpowiednie materiały na arkuszu z uwzględnieniem ich właściwości,
4) zaprezentować efekty swojej pracy,
5) dokonać oceny wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
–
arkusz papieru
–
ołówki lub długopis,
–
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Opisz zasady produkcji konstrukcji sprężonych kablobetonowych.
Sposób wykonania ćwiczenia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Aby wykonać ćwiczenie powinieneś:
1) dokonać analizy materiału nauczania (poradnik dla ucznia rozdz. 4.4.1),
2) wyszukać na podstawie materiału nauczania technologię produkcji elementów
sprężonych,
3) wypisać kolejność czynności podczas produkcji kablobetonu,
4) zaprezentować efekty swojej pracy,
5) dokonać oceny wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
–
arkusz papieru
–
ołówki lub długopis,
–
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 3
Opisz zasady produkcji konstrukcji sprężonych strunobetonowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) dokonać analizy materiału nauczania (poradnik dla ucznia rozdz.4.4.1),
2) wyszukać na podstawie materiału nauczania technologię produkcji elementów
sprężonych,
3) wypisać kolejność czynności podczas produkcji kablobetonu,
4) zaprezentować efekty swojej pracy,
5) dokonać oceny wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
–
arkusz papieru
–
ołówki lub długopis,
–
literatura z rozdziału 6 poradnika dla ucznia.
4.4.4 Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować właściwości konstrukcji sprężonych?
2) określić materiały stosowane do wykonywania konstrukcji sprężonych
strunobetonowych?
3) określić sposób wykonania konstrukcji sprężonych strunobetonowych?
4) określić materiały stosowane do wykonywania konstrukcji sprężonych
kablobetonowych?
5) określić sposób wykonania konstrukcji sprężonych kablobetonowych?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4.5. Składowanie i transport prefabrykatów
4.5.1. Materiał nauczania
Wyroby składuje się zazwyczaj w stosach na otwartym powietrzu, z wyjątkiem
materiałów wrażliwych na opady atmosferyczne. Wyroby gipsobetonowe i te, które nie
powinny być nadmiernie zawilgocone przed wbudowaniem powinny być magazynowane pod
dachem.
Warunki transportu powinny zapewniać przewiezienie lub przeniesienie wyrobu bez
uszkodzeń mechanicznych, takich jak pęknięcia, wyszczerbienia, odłamania. Wymaga to
stabilizacji elementów na środku transportowym oraz zastosowania przekładek między nimi.
Przy transporcie elementów zwraca się uwagę na warunki atmosferyczne W przypadku
wyrobów betonowych czynnik ten jest mało istotny i na ogół wyroby te przewozi się nie
zabezpieczone przed opadami i zmianami temperatury. Przy odbiorze wyrobów powinno
nastąpić sprawdzenie ilościowe i jakościowe. Sprawdzenie ilościowe polega na określeniu
liczby sztuk dostarczonych wyrobów. Odbiór jakościowy jest związany przeważnie
z oględzinami wyrobów.
Składowisko gotowych elementów powinno być urządzone na wyrównanym terenie
o niewielkim pochyleniu. Plac składowy należy zlokalizować jak najbliżej miejsca dojrzewania
prefabrykatów i w zasięgu pracy urządzeń dźwigowych. Jeżeli składowisko znajduje się na
gruntach gliniastych, to należy pokryć je warstwą żwiru, żużla lub płytami betonowymi.
W obrębie placów składowych niedopuszczalne są instalacje napowietrzne ani żadne
konstrukcje. Elementy układa się w pozycji, w jakiej będą pracowały po wbudowaniu:
pionowo - na romb - lub poziomo. Specjalne zalecenia dotyczące sposobu składowania
elementów, zgłaszają projektanci. Wyroby składuje się asortymentami i partiami. Nie wolno
ustawiać ich bezpośrednio na gruncie.
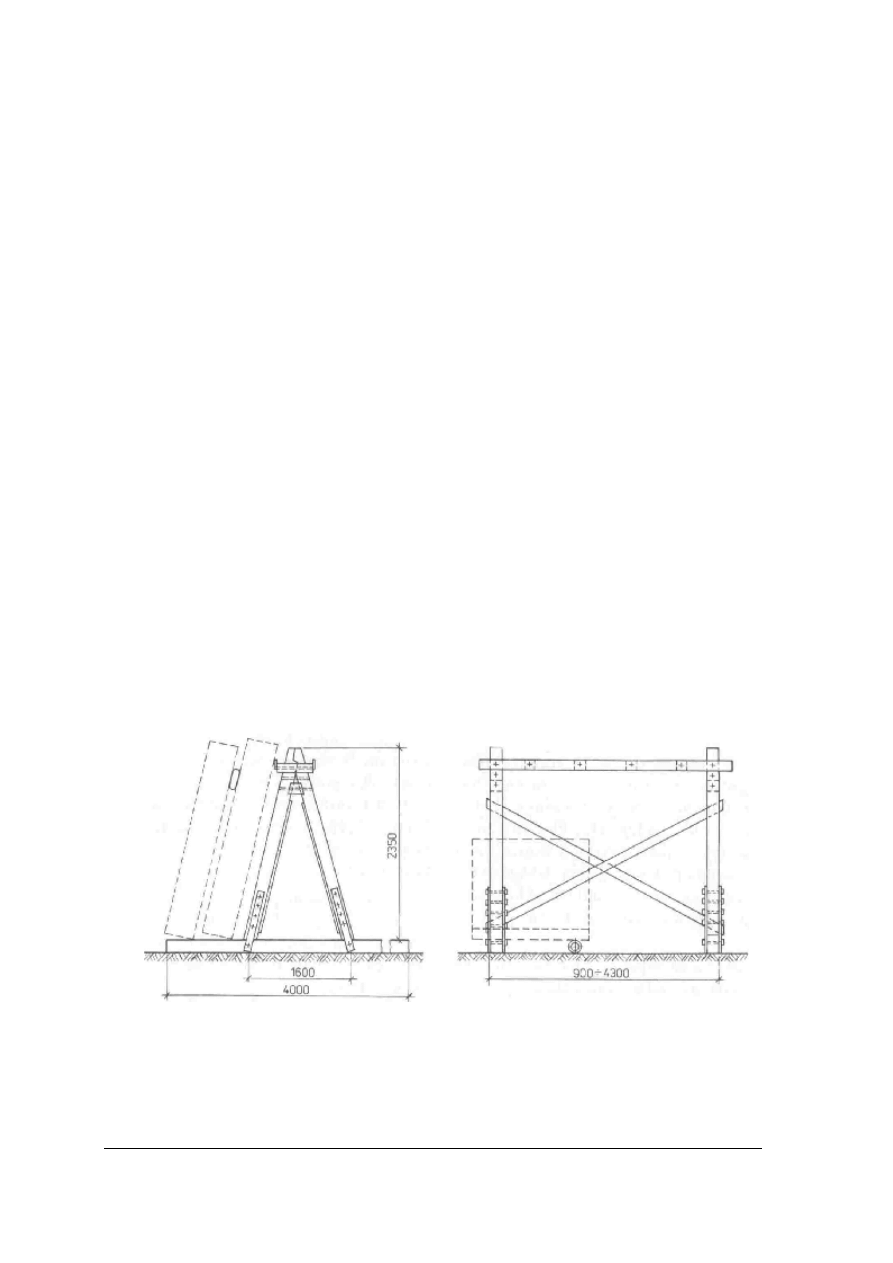
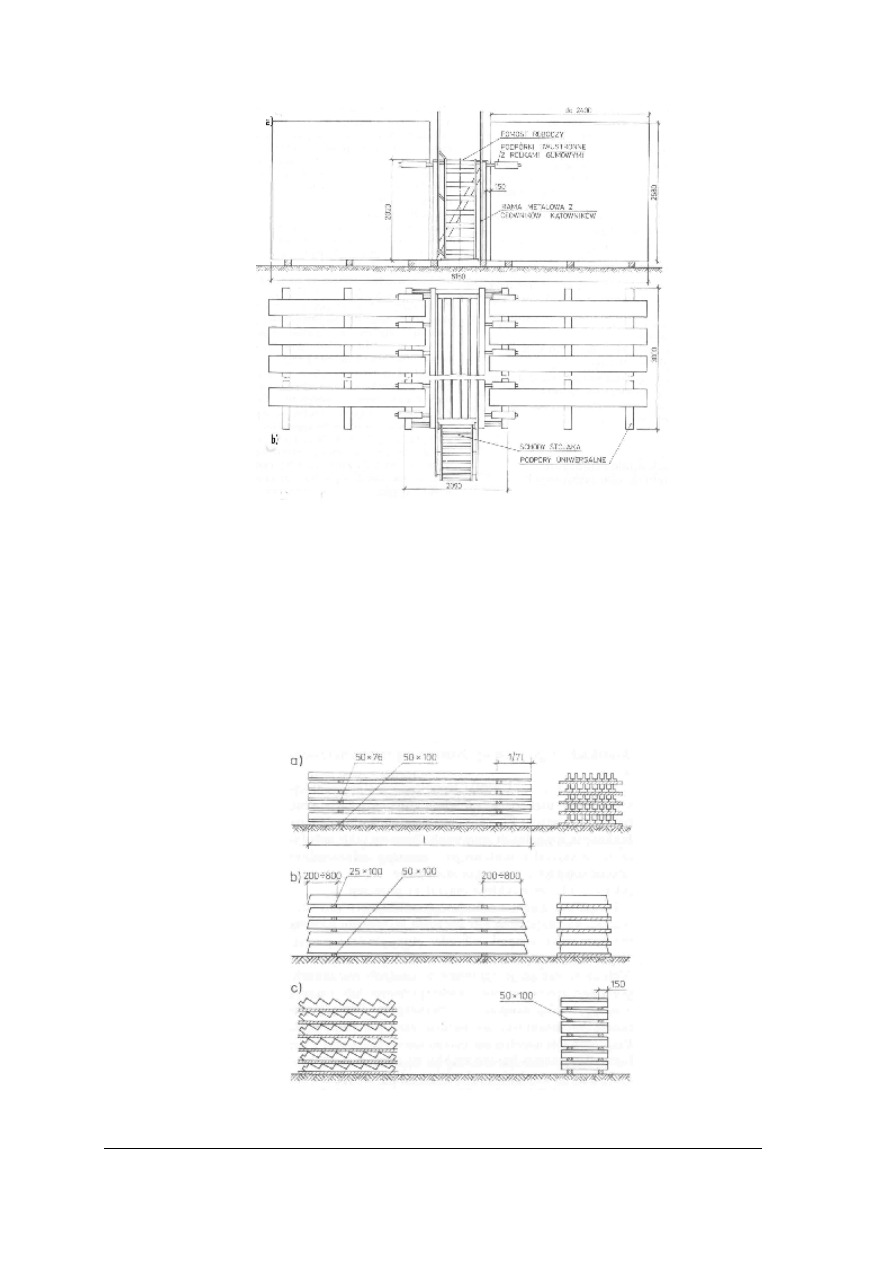
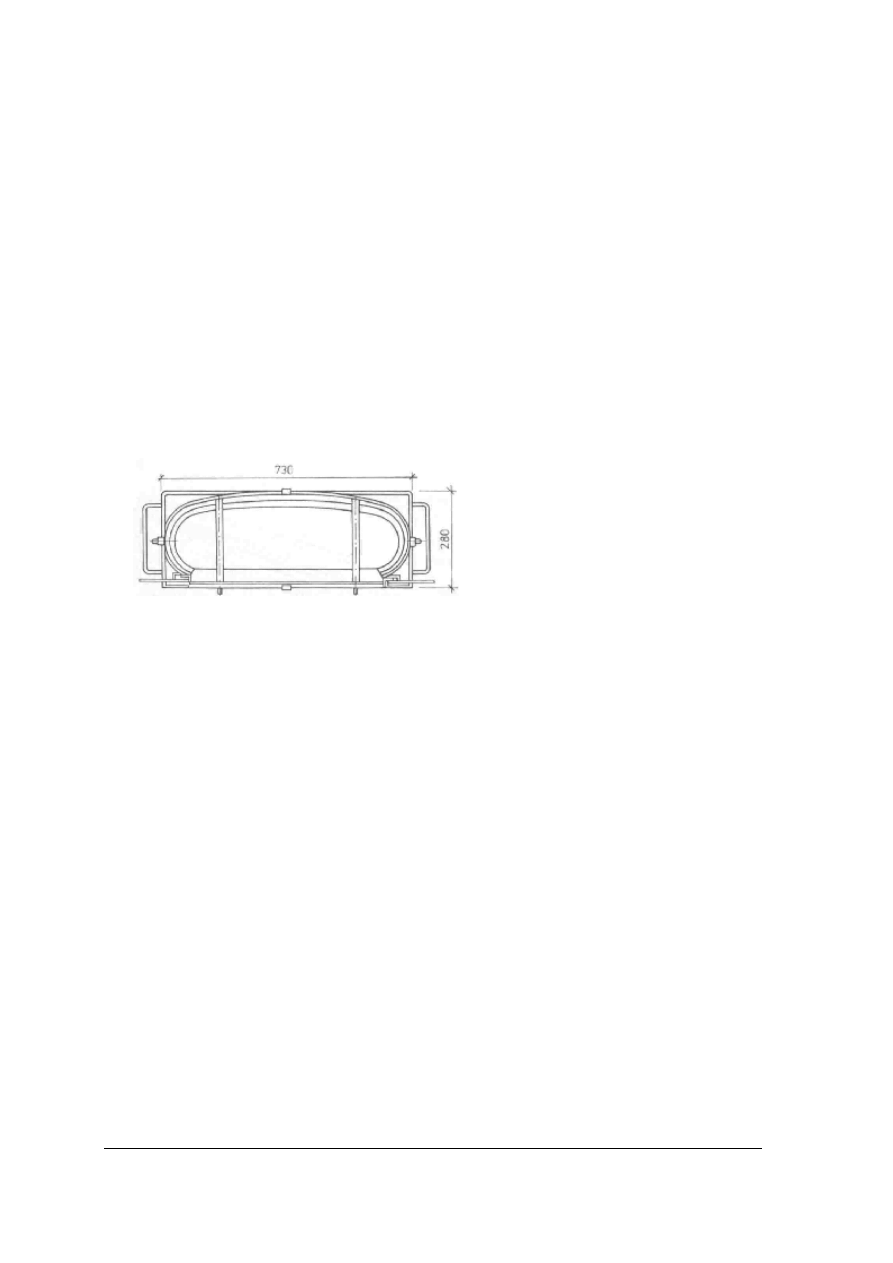
Elementy ścienne składowane pionowo ustawia się najczęściej w specjalnych stojakach
(rys.28)
.
Rys. 28. Składowanie elementów ściennych w pozycji pochyłej [3, s.68]
Prefabrykaty o długości do 4,8m można ustawiać w stojakach jednostronnie, natomiast
prefabrykaty dłuższe trzeba ustawiać dwustronnie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Rys. 29. Składowanie elementów ściennych w pozycji pionowej [3, s.68]
a)widok z boku, b) widok z góry
Elementy ścienne ustawia się też w pozycji pochyłej w inwentaryzowanych kozłach.
Prefabrykaty należy umieszczać jednocześnie z obu stron kozła, zachowując zbliżoną
liczbę sztuk z każdej strony, nie więcej jednak niż po dziesięć elementów. Prefabrykaty
z fakturą zewnętrzną rozdziela się elastycznymi przekładkami.
Prefabrykaty z powierzchnią wykończoną w zakładzie prefabrykacji oraz z wbudowaną
stolarką powinny być chronione od opadów atmosferycznych.
Pierwszą warstwę elementów składowanych w pozycji poziomej układa się na podkładach
drewnianych o grubości minimum 15cm, a następne warstwy przedziela się drewnianymi
przekładkami.
Rys. 30. Składowanie elementów w pozycji poziomej [3, s.69]
a) belki, b) płyty, c) schody

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Przekładki kolejnych warstw układa się jedną nad drugą w pionie. Grubość tych
przekładek powinna być większa od wysokości wystających uchwytów montażowych, ale nie
mniejsza niż 7cm. Liczba warstw w stosach zależy od rodzaju prefabrykatu. Wysokość stosu
nie powinna przekraczać 1,8m.
Między stosami prefabrykatów powinny być zachowane odstępy. Przyjmuje się, że co
drugi odstęp powinien mieć szerokość 1,0m, aby mógł nim przejść człowiek. Pozostałe odstępy
nie powinny być węższe niż 30cm.
Transport wewnątrzzakładowy zajmuje się przewożeniem gotowych elementów
z miejsca dojrzewania na składowisko. Drobne prefabrykaty można przewozić
specjalnymi wózkami. Prefabrykaty zdejmuje się z wózków i układa w miejscu
składowania za po mocą dźwigów lub suwnic. Bardzo dobrym środkiem transportu
wewnątrz zakładu (z hal produkcyjnych aż na składowiska) są suwnice na belkach
podsuwnicowych opartych na słupach.
4.5.2. Pytania sprawdzające
Odpowiadając na podane pytania, sprawdzisz, czy jesteś przygotowany do wykonania
ćwiczeń.
1. Jak powinno być zorganizowane stanowisko składowania elementów drobnowymiarowych?
2. Co należy ocenić przy odbiorze materiałów z transportu?
3. Jak powinny być składowane ścienne elementy wielkowymiarowe?
4. Jak powinny być składowane stropowe elementy wielkowymiarowe?
5. Jak transportujemy elementy prefabrykowane w obrębie zakładu?
4.5.3. Ćwiczenia
Ćwiczenie 1
Zorganizuj stanowisko do składowania drobnowymiarowych elementów betonowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) obmierzyć miejsce na składowanie elementów,
2) posprzątać stanowisko wybrane na magazyn,
3) wykonać tablicę informacyjną,
4) zaprezentować efekty swojej pracy,
5) dokonać oceny wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
–
kilkadziesiąt elementów betonowych,
–
szczotka, miotła,
–
przymiar,
–
odzież ochronna,
–
kreda,
–
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Dokonaj przyjęcia, po transporcie, kilku różnych elementów betonowych.
Sposób wykonania ćwiczenia:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Aby wykonać ćwiczenie powinieneś:
1) zgromadzić materiały na stanowisku pracy,
2) ocenić każdy element oddzielnie uwzględniając jego zastosowanie,
3) zaprezentować efekty swojej pracy,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
kilka sztuk różnych elementów betonowych,
−
arkusz papieru,
−
ołówki lub długopis,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 3
Opisz jak składowane są prefabrykaty wielkowymiarowe ścienne i stropowe.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) dokonać analizy materiału nauczania( poradnik dla ucznia rozdz.4.5.1),
2) wyszukać na podstawie materiału nauczania zasady składowania prefabrykatów,
3) wypisać zasady składowania płyt ściennych i stropowych,
4) zaprezentować efekty swojej pracy,
5) dokonać oceny wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
–
arkusz papieru,
–
ołówki lub długopis,
–
literatura z rozdziału 6 poradnika dla ucznia.
4.5.4 Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) składować prefabrykaty drobnowymiarowe?
2) transportować prefabrykaty drobnowymiarowe w obrębie zakładu?
3) ocenić elementy drobnowymiarowe pod względem jakości?
4) określić zasady transportu prefabrykatów wielkowymiarowych?
5) określić zasady składowania prefabrykatów wielkowymiarowych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań dotyczących wykonywania elementów prefabrykowanych.
Zarówno w części podstawowej jak i ponadpodstawowej znajdują się zadania
wielokrotnego wyboru( jedna odpowiedź jest prawidłowa).
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi, prawidłową odpowiedź
w pytaniach wielokrotnego wyboru zaznacz znakiem X (w przypadku pomyłki należy
błędną odpowiedź zaznaczyć kółkiem, a następnie ponownie zakreślić odpowiedź
prawidłową).
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego
rozwiązanie na później i wróć do niego, gdy zostanie Ci wolny czas.
8. Na rozwiązanie testu masz 45 min.
Powodzenia
ZESTAW ZADAŃ TESTOWYCH
1. Wytwórnie prefabrykatów żelbetowych dzielą się na stałe, polowe oraz:
a) tymczasowe.
b) trwałe.
c) przyobiektowe.
d) niestale.
2. Prefabrykaty żelbetowe wytwarza się metodą stałych stanowisk roboczych, agregatowo-
potokową lub:
a) taśmową.
b) agregatowo-taśmową.
c) taśmowo-potokową.
d) stanowiskowo - taśmową.
3. Metoda stałych stanowisk roboczych stosowana jest do produkcji:
a) pustaków stropowych.
b) drobnowymiarowych elementów żelbetowych.
c) wielkowymiarowych elementów żelbetowych.
d) pustaków ściennych.
4. Formy przenośne stosowane są do wykonywania elementów:
a) lekkich o dużych wymiarach.
b) lekkich o małych wymiarach.
c) ciężkich o małych wymiarach.
d) ciężkicho dużych wymiarach.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
5. Formy stałe są przeznaczone do wielokrotnego użycia, w związku z tym wzmacnia się je:
a) rozpórkami.
b) prętami stalowymi.
c) blachami lub kształtownikami stalowymi.
d) podpórkami.
6. Elementem formy najbardziej narażonym na uszkodzenia są:
a) boki formy.
b) spód formy.
c) złącza.
d) usztywnienia.
7. Na rysunku przedstawiona jest forma do produkcji:
a) pustaków stropowych DZ.
b) pustaków ściennych.
c) kręgów betonowych.
d) płyt stropowych.
8. Przed ułożeniem zbrojenia i rozpoczęciem układania mieszanki betonowej w formie
wykonuje się:
a) opukiwanie formy.
b) wstępny nagrzew formy.
c) czyszczenie i układanie klocków dystansowych.
d) czyszczenie i smarowanie formy.
9. Po oczyszczeniu i zmontowaniu formy należy sprawdzić:
a) wszystkie wymiary oraz stan techniczny połączeń.
b) wszystkie wymiary oraz stan techniczny boków formy.
c) stan techniczny połączeń.
d) stan techniczny boków formy.
10. Przenosząc szkielety belek lub słupów do formy należy je chwytać w odległości:
a) 1/3 rozpiętości od ich końców.
b) w środku rozpiętości.
c) 1/4 rozpiętości od ich końców.
d) 1/5 rozpiętości od ich końców.
11. Podczas produkcji belek stosuje się zwykle naparzanie, trwa ono około:
a) 10godzin.
b) 16 godzin.
c) 5 godzin.
d) 8 godzin.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
12. Ze względu na zwiększanie objętości mieszanki w elementach z betonu komórkowego
w czasie wstępnego wiązania formę napełnia się mieszanką:
a) do około 2/3 jej wysokości.
b) do około 1/3 jej wysokości.
c) do około 1/2 jej wysokości.
d) na całej wysokości.
13. Pierwszą warstwę elementów składowanych w pozycji poziomej układa się na podkładach
drewnianych o grubości minimum:
a) 7 cm.
b) 5 cm.
c) 15 cm.
d) 10 cm.
14. Wyroby prefabrykowane składuje się:
a) asortymentami.
b) asortymentami i partiami.
c) partiami.
d) dowolnie.
15. Po stwardnieniu betonu spręża się prefabrykaty:
a) strunobetonowe,
b) kablobetonowe,
c) żelbetowe,
d) betonowe.
16. Podczas formowania kanału w elemencie sprężonym trzpienie powinny wystawać poza
czoło formy około:
a) 0,5m.
b) 1m.
c) 2m.
d) 0,8m.
17. W formach oporowych struny lub wiązki kotwi się:
a) szczękowo.
b) w pokrywie formy.
c) w spodzie formy.
d) w czołowym boku formy.
18. Autoklawizacja gazobetonu powoduje:
a) zwiększenie skurczu betonu.
b) przyspieszenie dojrzewania.
c) opóźnienie dojrzewania.
d) zmniejszenie wytrzymałości.
19. Podczas przygotowania mieszanki gazobetonowej środek spulchniający dodaje się:
a) zmieszany z wodą.
b) zmieszany z piaskiem.
c) zmielony z piaskiem.
d) zmieszany z cementem.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
20. Najlepszym rodzajem połączeń w formach są:
a) kliny.
b) połączenia samozaciskowe.
c) połączenia zawiasowe.
d) połączenia kluczowe.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Wykonywanie elementów prefabrykowanych
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
6. LITERATURA
1. Abramowicz M.: Roboty betoniarskie na placu budowy – poradnik. Arkady,
Warszawa1992
2. Adamiec B., Adamiec M.: Technologia- Roboty betoniarskie i zbrojarskie. WSiP,
Warszawa 1996
3. Martyniak W., Pieniążek J.: Technologia budownictwa 4 WSiP, Warszawa 1995
4. Martyniak W., Pieniążek J.: Technologia budownictwa 5 WSiP, Warszawa 1997
5. Paprocki A., Szewczyk S.: Prefabrykacja budowlana cz. I WSiP, Warszawa 1976
6. Nowy poradnik majstra budowlanego-praca zbiorowa. Arkady, Warszawa 2004
7. Słowiński Z.: Technologia budownictwa 2 WSiP, Warszawa 1996
8. Szymański E.: Materiałoznawstwo budowlane WSiP, Warszawa 1992
9. Tauszyński K. : Budownictwo z technologią. cz. I . WSiP, Warszawa 1997
10. Tauszyński K. : Budownictwo z technologią. cz. II . WSiP, Warszawa 1998
11. Warunki techniczne wykonania i odbioru robót budowlano - montażowych ITB
Warszawa 1997r. z nowymi specyfikacjami uwzględniającymi nowe technologie
wykonywania robót w budownictwie
12. Wasilewski Z.: Bhp na placu budowy. Arkady, Warszawa 1989
13. PN-B-03264 grudzień 2002 ,,Konstrukcje betonowe, żelbetowe i sprężone”
14. Zestaw katalogów firm.
Wyszukiwarka
Podobne podstrony:
betoniarz zbrojarz 712[01] z2 06 n
betoniarz zbrojarz 712[01] z2 07 n
betoniarz zbrojarz 712[01] z2 04 n
betoniarz zbrojarz 712[01] z2 03 n
betoniarz zbrojarz 712[01] z2 05 u
betoniarz zbrojarz 712[01] z2 01 n
betoniarz zbrojarz 712[01] z2 02 u
betoniarz zbrojarz 712[01] z2 05 n
betoniarz zbrojarz 712[01] z2 02 n
betoniarz zbrojarz 712[01] z2 01 u
betoniarz zbrojarz 712[01] z1 02 n
betoniarz zbrojarz 712[01] z1 03 n
betoniarz zbrojarz 712[01] z1 01 n
betoniarz zbrojarz 712[01]
fryzjer 514[01] z2 06 u
ciesla 712[02] z2 06 u
operator urzadzen przemyslu ceramicznego 813[01] z2 06 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 06 n
742[01] z2 06 u organizacja pro Nieznany (2)
więcej podobnych podstron